

Development of Unfired Clay Bricks with Alumina Waste from Liquid Nitrogen Production: A Sustainable Alternative for Construction Materials

 , ,
, , 
Abstract
1. Introduction
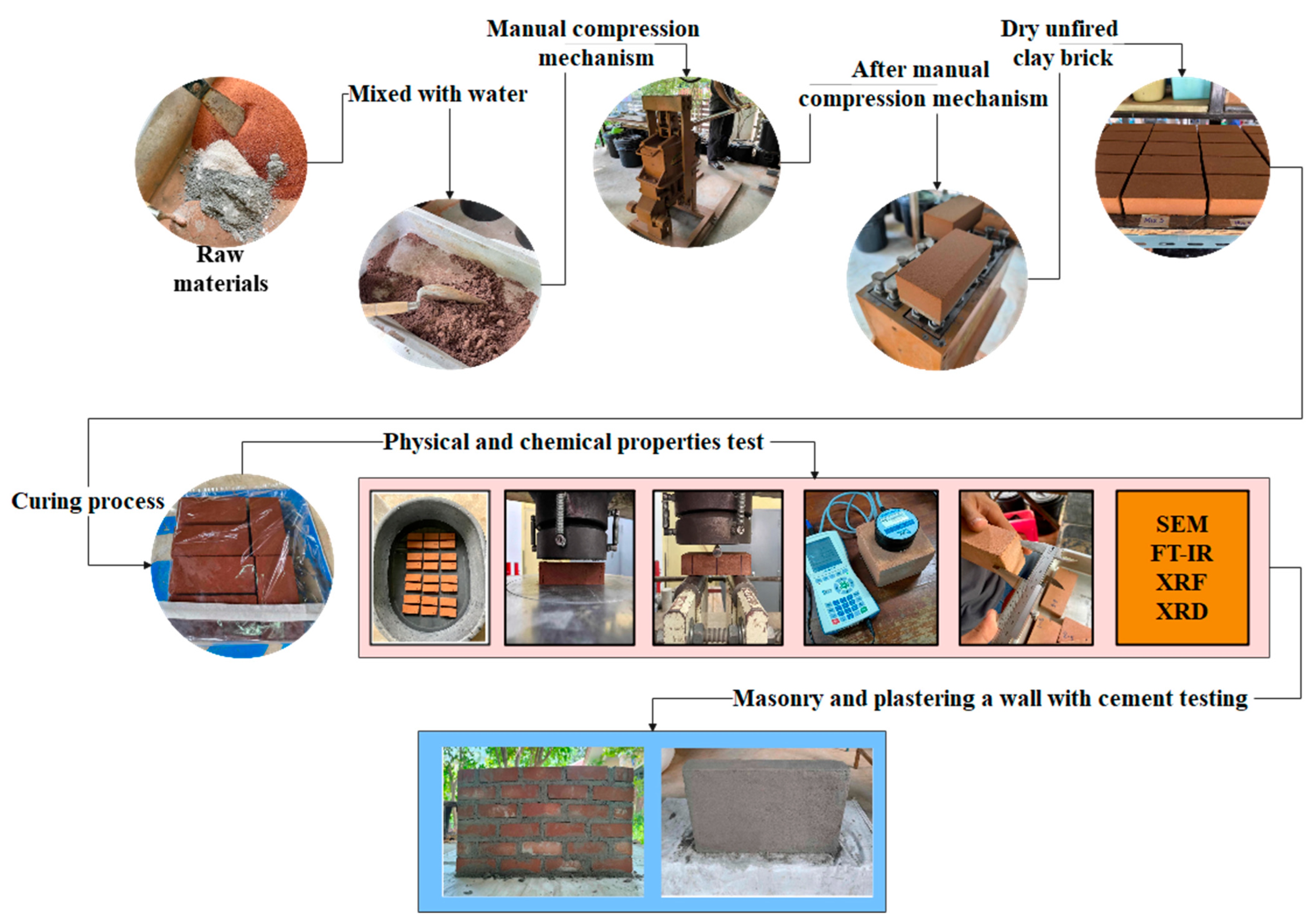
2. Materials and Methods
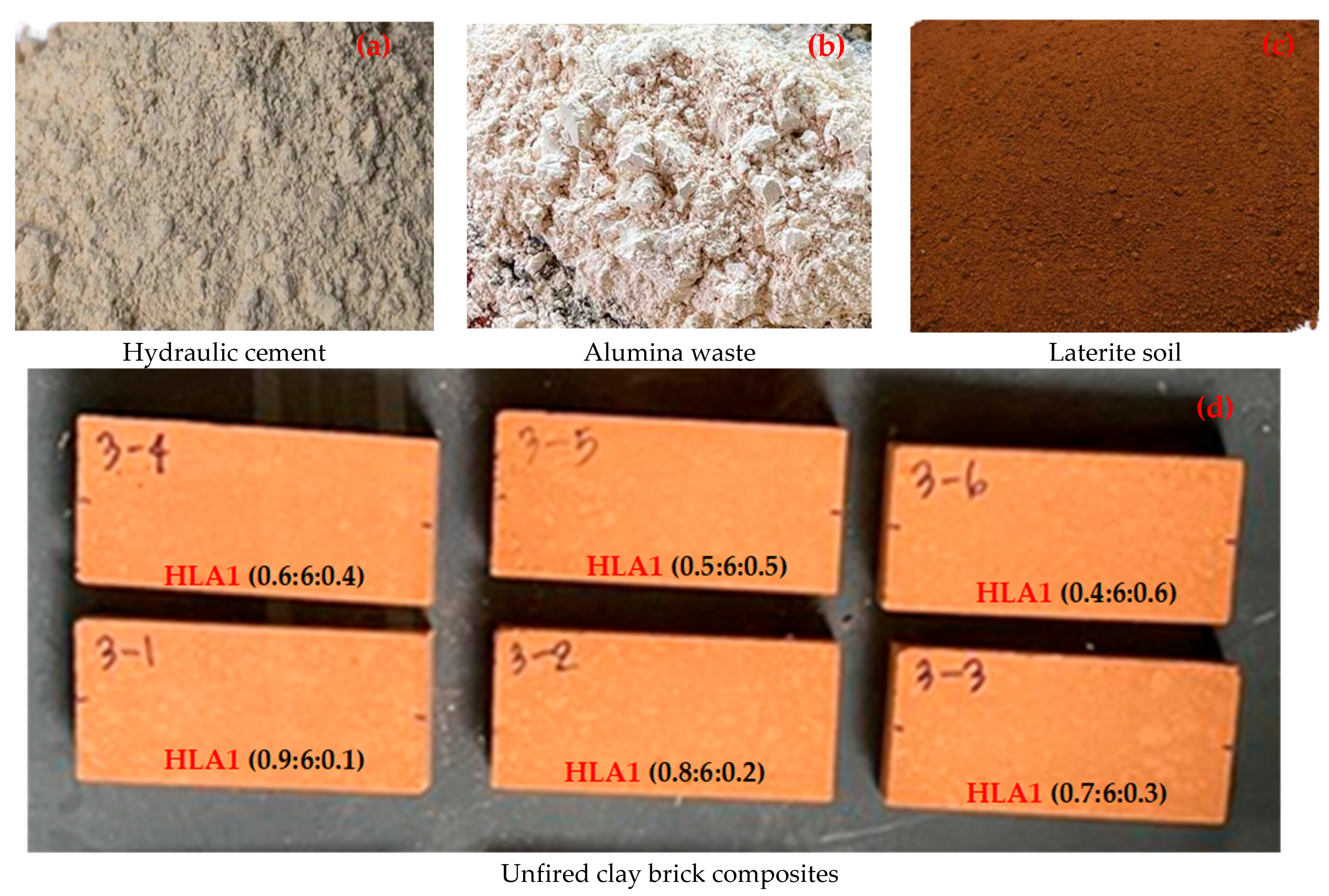
2.1. Characterization of Raw Materials and Unfired Clay Brick Composites
2.1.1. Physical and Chemical Testing
2.1.2. Mechanical and Thermal Testing
2.2. Utilization of Unfired Clay Brick Composites Compared with Traditional Unfired Clay Bricks
2.2.1. Masonry Construction Using Unfired Clay Brick Composites
2.2.2. Plastering with Cement Mortar
3. Result and Discussion
3.1. SEM Analysis
3.2. XRD Analysis
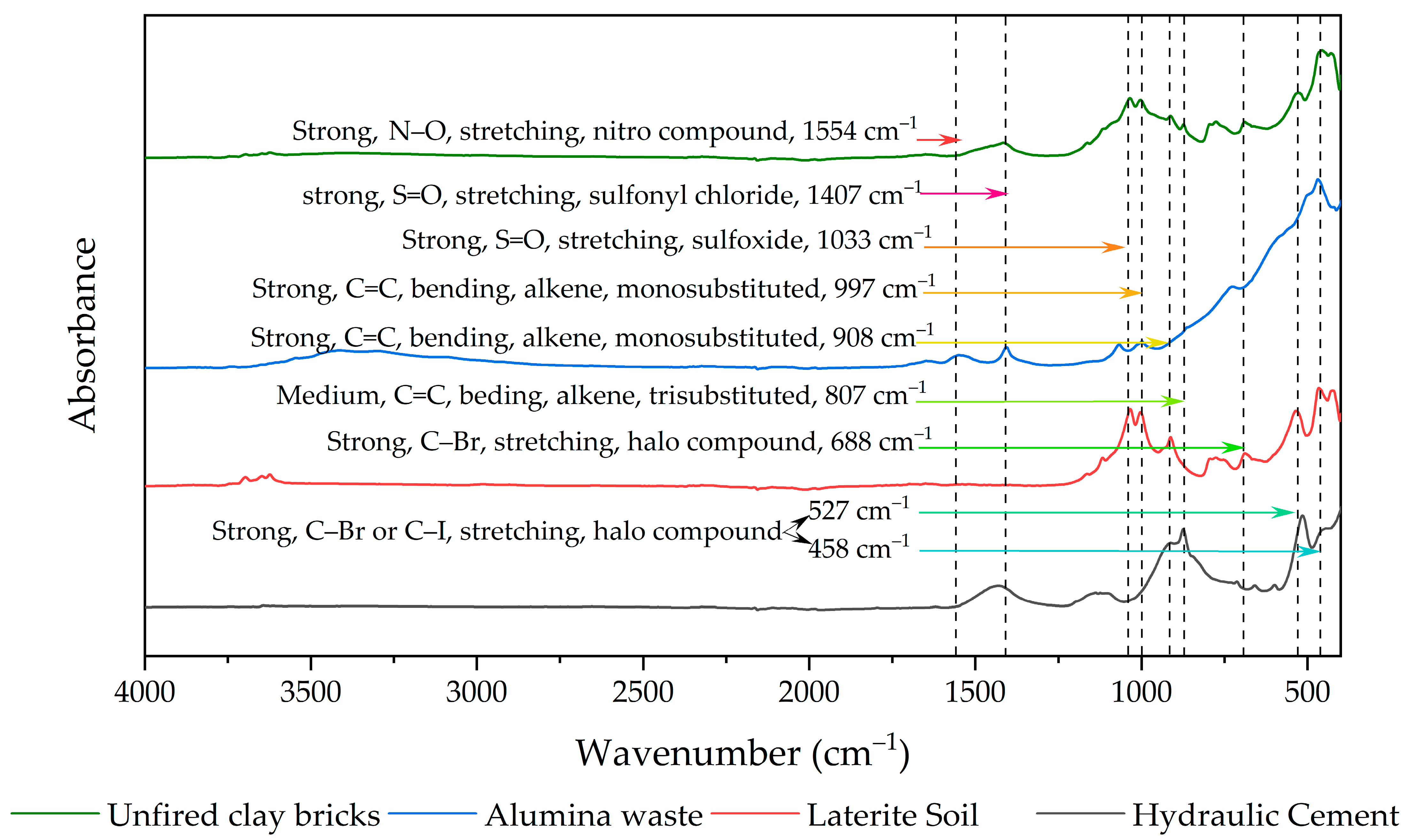
3.3. ATR-FTIR Analysis
3.4. XRF Analysis
3.5. Compressive Strength
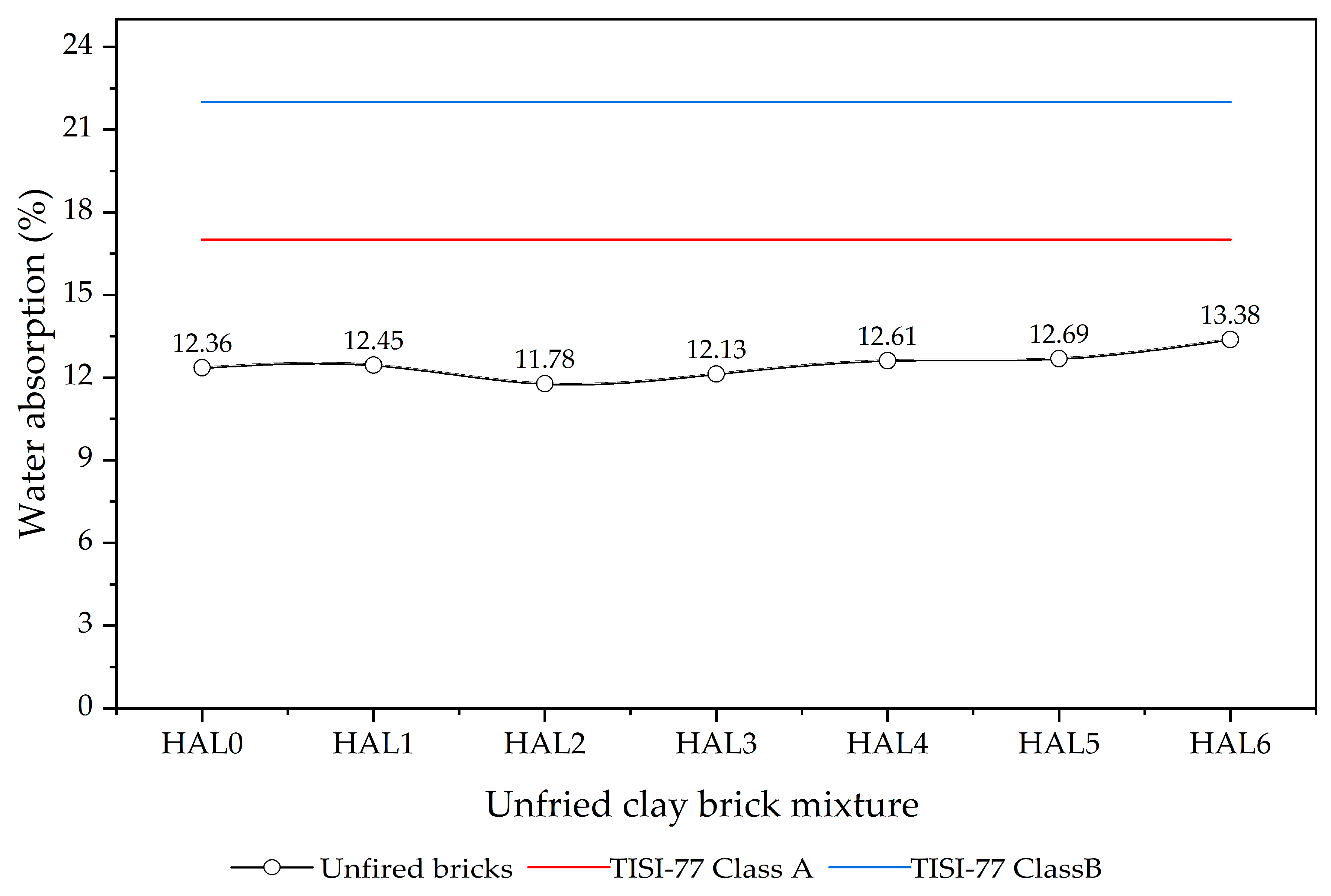
3.6. Water Absorption
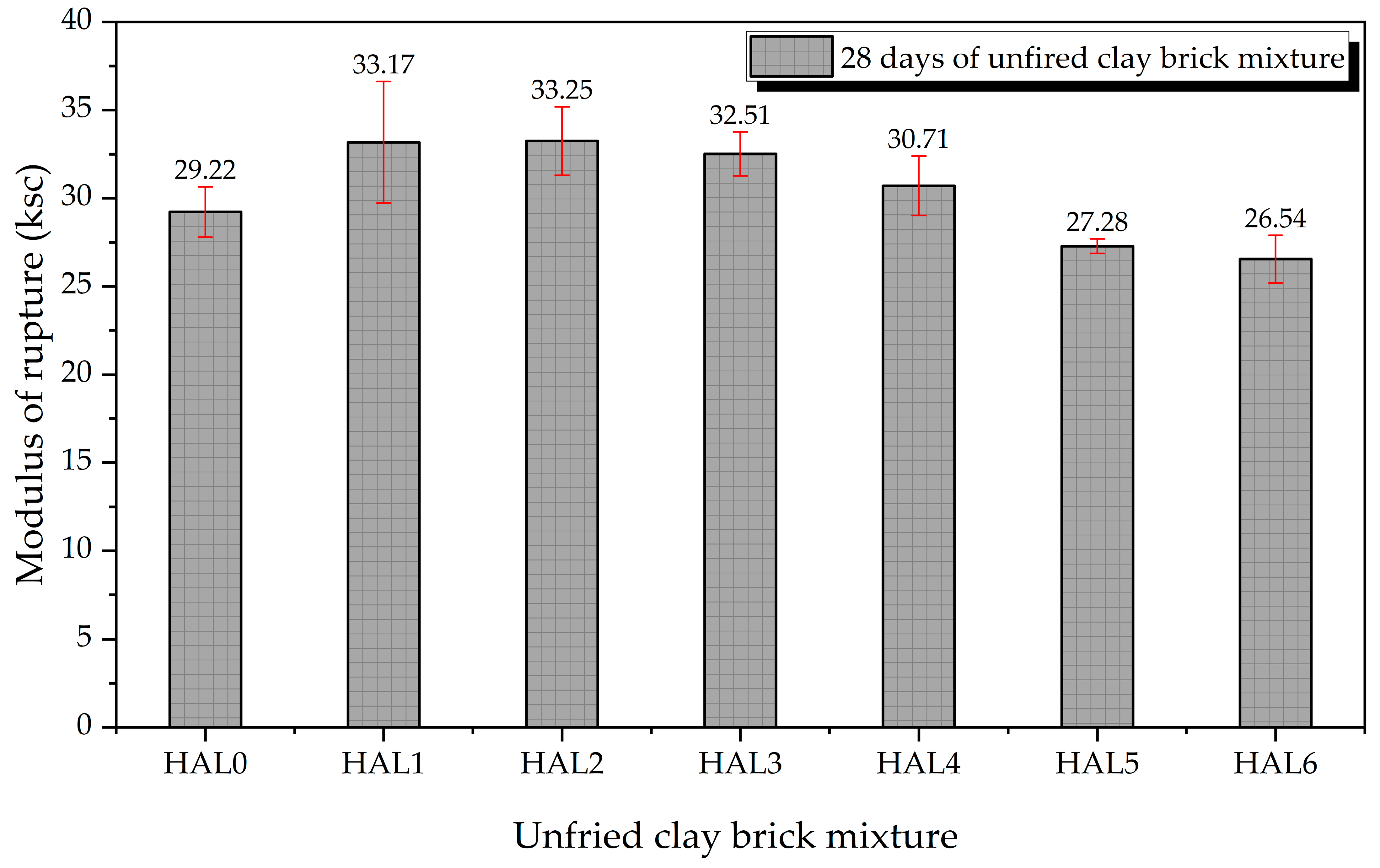
3.7. Modulus of Rupture Results
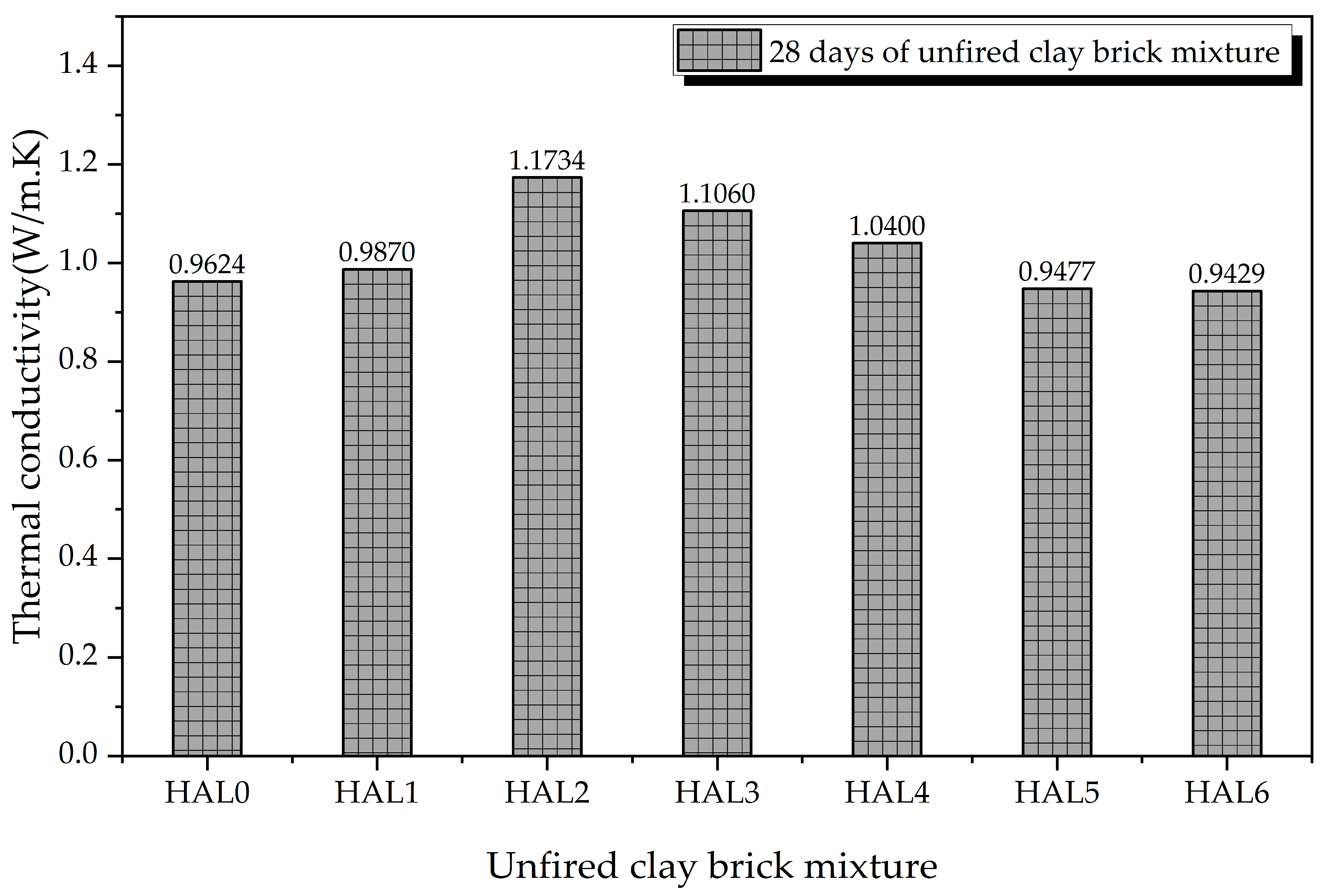
3.8. Thermal Conductivity
3.9. Comparison of Properties Between Unfired Clay Bricks Obtained and Traditional Clay Bricks
3.10. Masonry and Plastering a Wall with Cement Testing
3.11. Cost Analysis for Unfired Clay Brick Production
3.12. Carbon Release (CO2 Emissions) and Social Return on Investment (SROI)
3.13. Significance of the Research
4. Conclusions
- Mechanical Performance: The unfired bricks demonstrated significant improvements in compressive strength, modulus of rupture, and dimensional stability at optimal alumina waste contents (especially at 20–30% replacement), outperforming traditional fired clay bricks. The enhancement was attributed to the formation of additional cementitious phases (C–S–H and C–A–H) supported by pozzolanic reactions.
- Durability Indicators: Water absorption was effectively reduced in bricks with 10–30% alumina waste, suggesting improved pore structure densification. This improvement enhances resistance to moisture ingress, contributing to longer service life.
- Thermal Behavior: Although thermal conductivity slightly increased with moderate alumina content, values remained comparable to conventional fired bricks, maintaining adequate insulation performance. Microstructural analysis confirmed that thermal behavior correlated more with pore morphology than bulk density alone.
- Chemical and Structural Interactions: XRD, FTIR, SEM, and XRF analyses confirmed the successful incorporation of alumina phases into the brick matrix, validating the synergistic interaction between waste alumina and cementitious components.
- Sustainability Metrics: The environmental and economic advantages were substantial. Unfired bricks avoided the high−energy kiln firing process, resulting in CO2 savings up to 1101 kg per 1000 bricks, and achieved a social return on investment (SROI) of 2:1, indicating strong societal value per unit cost.
- Applicability: The constructed masonry wall and plastering trials confirmed that the unfired bricks exhibited reliable performance under standard construction conditions, with no observed cracking or adhesion failure after curing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jonnala, S.N.; Gogoi, D.; Devi, S.; Kumar, M.; Kumar, C. A comprehensive study of building materials and bricks for residential construction. Constr. Build. Mater. 2024, 425, 135931. [Google Scholar] [CrossRef]
- Shukla, S.K.; Kaul, S. 1 Advanced Building Materials. In Thermal Evaluation of Indoor Climate and Energy Storage in Buildings; CRC Press: Boca Raton, FL, USA, 2025; pp. 1–36. [Google Scholar]
- Yüksek, İ.; Öztaş, S.K.; Tahtalı, G. The evaluation of fired clay brick production in terms of energy efficiency: A case study in Turkey. Energy Effic. 2020, 13, 1473–1483. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Vieira, C.M.F. On the production of fired clay bricks from waste materials: A critical update. Constr. Build. Mater. 2014, 68, 599–610. [Google Scholar] [CrossRef]
- Lachheb, M.; Youssef, N.; Younsi, Z. A Comprehensive Review of the Improvement of the Thermal and Mechanical Properties of Unfired Clay Bricks by Incorporating Waste Materials. Buildings 2023, 13, 2314. [Google Scholar] [CrossRef]
- Asif, M.; Saleem, S.; Tariq, A.; Usman, M.; Haq, R.A.U. Pollutant emissions from brick kilns and their effects on climate change and agriculture. ASEAN J. Sci. Eng. 2021, 1, 135–140. [Google Scholar] [CrossRef]
- Saju, J.A.; Rahman, M.M.; Debnath, P.K.; Nayan, S.B. Impacts of Air Pollution on Human Health and Environment Due to Brick Kilns Emission: A Review. 2020. Available online: https://www.researchgate.net/publication/338544052_Impacts_of_Air_Pollution_on_Human_Health_and_Environment_Due_to_Brick_Kilns_Emission_A_Review (accessed on 26 February 2025).
- Adesina, A. Recent advances in the concrete industry to reduce its carbon dioxide emissions. Environ. Chall. 2020, 1, 100004. [Google Scholar] [CrossRef]
- Olsson, J.A.; Hafez, H.; Miller, S.A.; Scrivener, K.L. Greenhouse Gas Emissions and Decarbonization Potential of Global Fired Clay Brick Production. Environ. Sci. Technol. 2025, 59, 1909–1920. [Google Scholar] [CrossRef]
- Zhong, X.; Hu, M.; Deetman, S.; Steubing, B.; Lin, H.X.; Hernandez, G.A.; Harpprecht, C.; Zhang, C.; Tukker, A.; Behrens, P. Global greenhouse gas emissions from residential and commercial building materials and mitigation strategies to 2060. Nat. Commun. 2021, 12, 6126. [Google Scholar] [CrossRef]
- Bonet-Martínez, E.; Pérez-Villarejo, L.; Eliche-Quesada, D.; Castro, E. Manufacture of Sustainable Clay Bricks Using Waste from Secondary Aluminum Recycling as Raw Material. Materials 2018, 11, 2439. [Google Scholar] [CrossRef]
- Dawood, A.O.; Mussa, F.I.; Khazraji, H.A.; Ulsada, H.A.A.; Yasser, M.M. Investigation of Compressive Strength of Straw Reinforced Unfired Clay Bricks For Sustainable Building Construction. Civ. Environ. Eng. 2021, 17, 150–163. [Google Scholar] [CrossRef]
- Tansomros, P.; Aungthitipan, P.; Wongcharee, S.; Hongthong, S.; Kreetachat, T.; Suriyachai, N.; Dechapanya, W.; Papukdee, N.; Jareanpon, C. Evaluating and Selecting Kinetic and Isotherm Models for Copper and Nickel Removal Using Cow Bone Char as an Adsorbent via Excel Solver Functions. Int. J. Mol. Sci. 2025, 26, 4316. [Google Scholar] [CrossRef] [PubMed]
- Aungthitipan, P.; Janthakhot, A.; Tansomrot, P.; Wongcharee, S.; Hongthong, S.; Kreetachat, T.; Imman, S.; Dechapanya, W. Mesoporous biochar composite derived from hardwood and post-recycled plastic waste in Thailand: A case study of nickel removal in acidic solution. S. Afr. J. Chem. Eng. 2025, 53, 242–255. [Google Scholar] [CrossRef]
- Nandipati, S.; Rao, G.S.; Manjunatha, M.; Dora, N.; Bahij, S. Potential Use of Sustainable Industrial Waste Byproducts in Fired and Unfired Brick Production. Adv. Civ. Eng. 2023, 2023, 9989054. [Google Scholar] [CrossRef]
- Yehualaw, M.D.; Nibret, H.; Getachew, E.M.; Endale, S.A. Laterite soil powder as cementing material for the production of high-performance mortar. Sci. Rep. 2025, 15, 15322. [Google Scholar] [CrossRef] [PubMed]
- Masuka, S.; Gwenzi, W.; Rukuni, T. Development, engineering properties and potential applications of unfired earth bricks reinforced by coal fly ash, lime and wood aggregates. J. Build. Eng. 2018, 18, 312–320. [Google Scholar] [CrossRef]
- Santha Kumar, G.; Saini, P.K.; Deoliya, R.; Mishra, A.K.; Negi, S.K. Characterization of laterite soil and its use in construction applications: A review. Resour. Conserv. Recycl. Adv. 2022, 16, 200120. [Google Scholar] [CrossRef]
- Sivarajasingham, S. The Nature and Origin of Laterite; Cornell University: Ithaca, NY, USA, 1959. [Google Scholar]
- Geremew, A.; Mamuye, Y. Improving the Properties of Clay Soil by Using Laterite Soil for Production of Bricks. Civ. Environ. Eng. 2019, 15, 134–141. [Google Scholar] [CrossRef]
- Bodian, S.; Faye, M.; Sene, N.A.; Sambou, V.; Limam, O.; Thiam, A. Thermo-mechanical behavior of unfired bricks and fired bricks made from a mixture of clay soil and laterite. J. Build. Eng. 2018, 18, 172–179. [Google Scholar] [CrossRef]
- Nagapan, S.; Antonyova, A.; Rasiah, K.; Yunus, R.; Sohu, S. Strength and absorption rate of compressed stabilized earth bricks (CSEBs) due to different mixture ratios and degree of compaction. In Proceedings of the MATEC Web of Conferences; 2017; p. 01028. [Google Scholar]
- Mola-Abasi, H.; Kordtabar, B.; Kordnaeij, A. Parameters controlling strength of zeolite–cement–sand mixture. Int. J. Geotech. Eng. 2017, 11, 72–79. [Google Scholar] [CrossRef]
- Canpolat, F.; Yılmaz, K.; Köse, M.; Sümer, M.; Yurdusev, M. Use of zeolite, coal bottom ash and fly ash as replacement materials in cement production. Cem. Concr. Res. 2004, 34, 731–735. [Google Scholar] [CrossRef]
- Bank, W. Commodity Markets Outlook—October 2023: Commodity Prices Remain Volatile; World Bank Group: Washington, DC, USA. Available online: https://www.worldbank.org/en/research/commodity-markets (accessed on 23 May 2025).
- Department, P.C. National Roadmap on Waste Management (2016–2025); Ministry of Natural Resources and Environment: Bangkok, Thailand, 2016. [Google Scholar]
- Thailand Greenhouse Gas Management Organization. Thailand Voluntary Emission Reduction Program (T-VER). Available online: https://www.tgo.or.th (accessed on 12 May 2025).
- Bahar, R.; Benazzoug, M.; Kenai, S. Performance of compacted cement-stabilised soil. Cem. Concr. Compos. 2004, 26, 811–820. [Google Scholar] [CrossRef]
- Brown, G.; Brindley, G. X-Ray Diffraction Procedures for Clay Mineral Identification; European Mineralogical Union: London, 1980. [Google Scholar]
- Taylor, H.F. Cement Chemistry; Thomas Telford London: London, UK, 1997; Volume 2. [Google Scholar]
- Cullity, B.; Stock, S. Elements of X-Ray Diffraction; Prentice Hall: Upper Saddle River, NJ, USA, 2001; pp. 283–304. [Google Scholar]
- IS 77-2565; Clay Brick—Requirements and Test Methods. Thailand Industrial Standards Institute: Bangkok, Thailand, 2022.
- Sing, J.; Singh, J. Sustainable use of industrial waste in cement industry. Int. J. Environ. Ecol. Fam. Urban Stud. 2016, 6, 45–54. [Google Scholar]
- Mehta, P.K.; Monteiro, P. Concrete: Microstructure, Properties, and Materials; McGraw Hill: Toronto, ON, Canada, 2006. [Google Scholar]
- Neville, A.; Safari, O.R.M.C. Properties of Concrete, 5th ed.; Prentice Hall: Hoboken, NJ, USA, 2012. [Google Scholar]
- Chindaprasirt, P.; Jaturapitakkul, C.; Sinsiri, T. Effect of fly ash fineness on compressive strength and pore size of blended cement paste. Cem. Concr. Compos. 2005, 27, 425–428. [Google Scholar] [CrossRef]
- Lertwattanaruk, P.; Makul, N.; Siripattarapravat, C. Utilization of ground waste seashells in cement mortars for masonry and plastering. J. Environ. Manag. 2012, 111, 133–141. [Google Scholar] [CrossRef] [PubMed]
- Ahmad, J.; Alattyih, W.; Jebur, Y.M.; Alqurashi, M.; Garcia-Troncoso, N. A review on ceramic waste-based concrete: A step toward sustainable concrete. Rev. Adv. Mater. Sci. 2023, 62, 20230346. [Google Scholar] [CrossRef]
- Tironi, A.; Scian, A.N.; Irassar, E.F. Blended cements with limestone filler and kaolinitic calcined clay: Filler and pozzolanic effects. J. Mater. Civ. Eng. 2017, 29, 04017116. [Google Scholar] [CrossRef]
- Medri, V.; Mazzocchi, M.; Bellosi, A. Doped calcium–aluminium–phosphate cements for biomedical applications. J. Mater. Sci. Mater. Med. 2011, 22, 229–236. [Google Scholar] [CrossRef]
- Demirboğa, R.; Gül, R. The effects of expanded perlite aggregate, silica fume and fly ash on the thermal conductivity of lightweight concrete. Cem. Concr. Res. 2003, 33, 723–727. [Google Scholar] [CrossRef]
- Siddique, R. Waste Materials and by-Products in Concrete; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Chindaprasirt, P.; Homwuttiwong, S.; Sirivivatnanon, V. Influence of fly ash fineness on strength, drying shrinkage and sulfate resistance of blended cement mortar. Cem. Concr. Res. 2004, 34, 1087–1092. [Google Scholar] [CrossRef]
- Zhang, L. Production of bricks from waste materials–A review. Constr. Build. Mater. 2013, 47, 643–655. [Google Scholar] [CrossRef]
- Amran, M.; Huang, S.-S.; Onaizi, A.M.; Makul, N.; Abdelgader, H.S.; Ozbakkaloglu, T. Recent trends in ultra-high performance concrete (UHPC): Current status, challenges, and future prospects. Constr. Build. Mater. 2022, 352, 129029. [Google Scholar] [CrossRef]
- Samarakoon, K.W.; Kuruppu, A.I.; Ko, J.-Y.; Lee, J.-H.; Jeon, Y.-J. Structural characterization and anti-inflammatory effects of 24-methylcholesta-5 (6), 22-diene-3β-ol from the cultured marine diatom Phaeodactylum tricornutum; Attenuate inflammatory signaling pathways. Mar. Drugs 2023, 21, 231. [Google Scholar] [CrossRef]
- Dabaieh, M.; Heinonen, J.; El-Mahdy, D.; Hassan, D.M. A comparative study of life cycle carbon emissions and embodied energy between sun-dried bricks and fired clay bricks. J. Clean. Prod. 2020, 275, 122998. [Google Scholar] [CrossRef]
- Nicholls, J.; Lawlor, E.; Neitzert, E.; Goodspeed, T. A Guide to Social Return on Investment. 2012. Available online: https://socialvalueselfassessmenttool.org/wp-content/uploads/intranet/758/pdf-guide.pdf (accessed on 26 April 2025).
- Gasparri, E.; Arasteh, S.; Kuru, A.; Stracchi, P.; Brambilla, A. Circular economy in construction: A systematic review of knowledge gaps towards a novel research framework. Front. Built Environ. 2023, 9, 1239757. [Google Scholar] [CrossRef]
- Habert, G.; Miller, S.A.; John, V.M.; Provis, J.L.; Favier, A.; Horvath, A.; Scrivener, K.L. Environmental impacts and decarbonization strategies in the cement and concrete industries. Nat. Rev. Earth Environ. 2020, 1, 559–573. [Google Scholar] [CrossRef]
- Golewski, G.L. The beneficial effect of the addition of fly ash on reduction of the size of microcracks in the ITZ of concrete composites under dynamic loading. Energies 2021, 14, 668. [Google Scholar] [CrossRef]
- Sahoo, N.; Kumar, A. Review on energy conservation and emission reduction approaches for cement industry. Environ. Dev. 2022, 44, 100767. [Google Scholar] [CrossRef]
- Balogun-Adeleye, R.; Longe, E.; Aiyesimoju, K. Environmental assessment of municipal solid waste (MSW) disposal options: A case study of Olushosun landfill, Lagos State. In IOP Conference Series: Materials Science and Engineering; Covenant University: Ota, Nigeria, 2019; p. 012091. [Google Scholar]
- Zhang, C.; Ali, A.; Sun, L. Investigation on low-cost friction-based isolation systems for masonry building structures: Experimental and numerical studies. Eng. Struct. 2021, 243, 112645. [Google Scholar] [CrossRef]
- Suwannahong, K.; Wongcharee, S.; Kreetachat, T.; Imman, S.; Suriyachai, N.; Hongthong, S.; Rioyo, J.; Dechapanya, W.; Noiwimol, P. Comprehensive Cost–Benefit and Statistical Analysis of Isotherm and Kinetic Models for Heavy Metal Removal in Acidic Solutions Using Weakly Base Polymeric Chelating Resin as Adsorbent. Water 2024, 16, 2384. [Google Scholar] [CrossRef]
- Sadrossadat, E.; Basarir, H.; Karrech, A.; Elchalakani, M. An engineered ML model for prediction of the compressive strength of Eco-SCC based on type and proportions of materials. Clean. Mater. 2022, 4, 100072. [Google Scholar] [CrossRef]
- Wang, Y.; Abuel-Naga, H. Unfired Bricks from Wastes: A Review of Stabiliser Technologies, Performance Metrics, and Circular Economy Pathways. Buildings 2025, 15, 1861. [Google Scholar] [CrossRef]
- Lezzerini, M.; Luti, L.; Aquino, A.; Gallello, G.; Pagnotta, S. Effect of Marble Waste Powder as a Binder Replacement on the Mechanical Resistance of Cement Mortars. Appl. Sci. 2022, 12, 4481. [Google Scholar] [CrossRef]
- Naganathan, S.; Mohamed, A.Y.O.; Mustapha, K.N. Performance of bricks made using fly ash and bottom ash. Constr. Build. Mater. 2015, 96, 576–580. [Google Scholar] [CrossRef]
- Sufian, M.; Ullah, S.; Ostrowski, K.A.; Ahmad, A.; Zia, A.; Śliwa-Wieczorek, K.; Siddiq, M.; Awan, A.A. An Experimental and Empirical Study on the Use of Waste Marble Powder in Construction Material. Materials 2021, 14, 3829. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Experimental Result |
|---|---|
| Specific Gravity | 2.64 |
| Liquid Limit (%) | 37.1 |
| Plastic Limit (%) | 20.9 |
| Plasticity Index | 16.2 |
| Soil type (USCS Classification) | SC |
| No. | Code | Preparation Ratio by Weight (kg) | |||
|---|---|---|---|---|---|
| Hydraulic Cement | Laterite Soil | Alumina Waste | Tap Water | ||
| 1 | HLA0 (1.0:6:0.0) | 1 (14.286%) | 6 (85.714%) | 0.0 (0%) | 0.7 |
| 2 | HLA1 (0.9:6:0.1) | 0.9 (13.858%) | 6 (85.714%) | 0.1 (0.428%) | |
| 3 | HLA2 (0.8:6:0.2) | 0.8 (11.429%) | 6 (85.714%) | 0.2 (2.857%) | |
| 4 | HLA3 (0.7:6:0.3) | 0.7 (10.000%) | 6 (85.714%) | 0.3 (4.286%) | |
| 5 | HLA4 (0.6:6:0.4) | 0.6 (8.572%) | 6 (85.714%) | 0.4 (5.714%) | |
| 6 | HLA5 (0.5:6:0.5) | 0.5 (7.143%) | 6 (85.714%) | 0.5 (7.143%) | |
| 7 | HLA6 (0.4:6:0.6) | 0.4 (5.715%) | 6 (85.714%) | 0.6 (8.571%) | |
| Sample | Main Phases Identified | Key Peaks (2θ) | Phase Characteristics | Key Miller Indices (hkl) | Main Phases Identified (Full Names) | Key References for XRD Phases |
|---|---|---|---|---|---|---|
| Pure Soil | Quartz, Kaolinite, Illite | ~20.8°, ~26.6°, ~36.5° | Natural clay minerals, moderate crystallinity | (001), (101), (112) | Silicon Dioxide (SiO2), Kaolinite (Al2Si2O5(OH)4), Illite (K,H3O)(Al,Mg,Fe)2(Si,Al)4O10[(OH)2·(H2O)] | JCPDS 46-1045 (Quartz); [29] |
| Pure Cement | C3S, C2S, C3 A, C4AF, Quartz | ~29°, ~32°, ~34°, ~52°, ~26.6° | Typical cement phases, low α-Al2O3 presence | (012), (020), (141), (211), (101) | Tricalcium Silicate (Ca3SiO5), Dicalcium Silicate (Ca2SiO4), Tricalcium Aluminate (Ca3Al2O6), Tetracalcium Aluminoferrite (Ca4Al2Fe2O10) | JCPDS 49-0442 (C3S) [30] |
| Pure Alumina | α-Al2O3 (Corundum) | ~35.2°, ~43.4°, ~52.6° | High crystallinity, sharp intense peaks | (104), (113), (024) | Alpha-Aluminum Oxide (Corundum) | JCPDS 10-0173 [31] |
| 20% Alumina | Quartz, Kaolinite, Illite, α-Al2O3 | ~20.8°, ~26.6°, ~35.2°, ~43.4°, ~52.6° | Hybrid profile, partial incorporation of α-Al2O3 | (001), (101), (104), (113), (024) | Silicon Dioxide (SiO2 Kaolinite (Al2Si2O5(OH)4), Illite(K,H3O)(Al,Mg,Fe)2(Si,Al)4O10[(OH)2·(H2O)], α-Al2O3 (Corundum) | JCPDS 10-0173 [29,30] |
| Raw Material | Functional Group | Absorption Peak (cm–1) | Vibration Type |
|---|---|---|---|
| Hydraulic cement | C–Br or C–I stretching | 527, 458 | Stretching vibrations |
| Laterite soil | C–Br stretching | 688 | Stretching vibrations |
| C=C bending, alkene monosubstituted | 997, 908 | Bending vibrations | |
| S=O stretching (sulfonyl chloride) | 1407 | Stretching vibrations | |
| Alumina waste | S=O stretching (sulfoxide) | 1033 | Stretching vibrations |
| C=C bending, alkene monosubstituted | 997, 908 | Bending vibrations | |
| C=C bending, trisubstituted | 807 | Bending vibrations | |
| Unfired clay brick | C–Br or C–I stretching (from hydraulic cement) | 527, 458 | Stretching vibrations |
| C–Br stretching (from laterite soil) | 688 | Stretching vibrations | |
| N–O stretching (from nitro compound) | 1554 | Stretching vibrations | |
| S=O stretching (from sulfonyl chloride) | 1407 | Stretching vibrations | |
| C=C bending, alkene monosubstituted (from alumina waste) | 997, 908 | Bending vibrations |
| Component | Weight (%) | ||
|---|---|---|---|
| Hydraulic Cement | Laterite Soil | Alumina | |
| SiO2 | 23.942 | 79.029 | 57.917 |
| Al2O3 | 4.446 | 17.761 | 27.793 |
| CaO | 59.317 | 0.058 | 0.679 |
| Fe2O3 | 3.220 | 2.187 | 0.980 |
| K2O | 0.410 | 0.092 | 0.159 |
| SO3 | 5.179 | - | 0.208 |
| MgO | 2.687 | - | - |
| Na2O | - | - | 12.058 |
| Compound | Component | Role and Effect |
|---|---|---|
| MgO | Hydraulic Cement (2.687%) | Magnesium oxide (MgO) plays a dual role in cement chemistry. At moderate levels, it contributes to the formation of magnesium silicate hydrates (M–S–H), which improve long-term strength and dimensional stability. However, excessive MgO may cause delayed expansion due to the formation of periclase. In this study, the MgO level is well within limits, contributing to enhanced durability without compromising dimensional stability. |
| SO3 | Cement (5.179%) Alumina Waste (0.208%) | Sulfur trioxide (SO3) regulates the setting time and controls the early strength gain of cement. In cement, SO3 exists mainly in the form of calcium sulfoaluminates (ettringite), which prevent flash setting and promote early hydration. The minor SO3 in alumina waste enhances sulfate availability without overwhelming the system. Thus, SO3 helps maintain appropriate rheological and setting behavior, especially in unfired bricks cured under ambient conditions. |
| Na2O | Alumina Waste (12.058%) | Sodium oxide (Na2O) acts as a strong alkali activator. In the presence of reactive silica and alumina, Na2O can promote alkali-activated (geopolymeric) reactions, enhancing early-stage pozzolanic activity and strength development. The high Na2O content in alumina waste improves the reactivity of amorphous aluminosilicates, boosting the formation of cementitious gels (N–A–S–H type). Its presence compensates for the lower CaO in waste-based formulations, enhancing overall binding mechanisms. |
| Property | Unfired Clay Bricks | Traditional Clay Bricks | TIS 77-2565 [32] |
|---|---|---|---|
| Compressive Strength (ksc) | 177.4 (HAL2) | 26.4 to 141.2 | 173 (Quality Class B) |
| 117.3 (HAL6) | 102 (Quality Class C) | ||
| Water Absorption % | 11.9 (HAL2) | 13.5 to 17.7 | 22 (Quality Class B) |
| 13.4 (HAL6) | |||
| Modulus of Rupture (ksc) | 33.3 (HAL2) | 5.5 to 11.5 | Not specified |
| 26.5 (HAL6) | |||
| Size Deviation (mm) | None | 1.0 to 9.5 | ±2 to ±5, Depending on size |
| Density (g/cm3) | 1.700 | 1.255 to 1.389 | Not specified |
| Thermal Conductivity | 1.17 (HAL2) | 1.15 | Not specified |
| 0.94 (HAL6) |
| Cost Factor | Unfired Clay Bricks | Commercial Fired Clay Bricks |
|---|---|---|
| Material Cost | Lower due to alumina waste (byproduct) and laterite soil | Higher, relies on raw clay and energy intensive materials |
| Energy Consumption | Significantly reduced (no firing required) | High (firing process requires significant energy) |
| Production Process | Simpler, no need for high-temperature furnace, reduces labor and overhead costs | More complex, requires specialized equipment (kilns) and skilled labor |
| Labor Costs | Lower due to simplified production process | Higher due to more involved production process |
| Environmental Impact | Reduced CO2 emissions, uses waste materials (alumina waste), and sustainable materials (laterite soil) | High CO2 emissions, fuel use for firing, and does not utilize industrial waste products |
| Durability | Higher compressive strength, lower water absorption, and improved modulus of rupture | Good compressive strength but higher water absorption, leading to potential long-term maintenance issues |
| Overall Cost per Unit | Likely lower per unit due to reduced material and energy costs | Higher per unit due to higher material, energy, and labor costs |
| Economic Benefits and Scale | Significant advantages at scale, reduced costs for large-scale production, long-term economic benefits through durability and lower maintenance | Higher ongoing material and energy costs, but established mass production infrastructure helps maintain market position |
| Market Pricing | Lower cost compared to traditional fired bricks | Higher cost due to energy, material, and labor |
| Material Cost | THB 2 to 4 (USD ≈0.06 to USD 0.12) | THB 15 to 30 (USD ≈0.45 to USD 0.90) |
| Energy Cost | THB 0 (USD ≈0.00) | THB 5 to 10 (USD ≈0.15 to USD 0.30) |
| Labor and Production Cost | THB 2 to 5 (USD ≈0.06 to USD 0.15) | THB 5 to 8 (USD ≈0.15 to USD 0.24) |
| Environmental Cost | THB 1 to 2 (USD ≈0.03 to USD 0.06) | THB 3 to 5 (USD ≈0.09 to USD 0.15) |
| Total Price per Brick | THB 5 to 11 (USD ≈0.15 to USD 0.33) | THB 28 to 53 (USD ≈0.84 to USD 1.60) |
| Aspect | This Study | Supporting Studies | References |
|---|---|---|---|
| Energy Use & Emissions | Avoids high−temperature firing; drastically reduces energy use and CO2 emissions | Reported high emissions from conventional brick and cement production | [9,50] |
| Material Substitution | Uses alumina waste (10–30%) as partial cement substitute in unfired clay bricks | Showed strength gains using industrial pozzolanic waste in cement composites | [51,52] |
| Mechanical Performance | Improved compressive strength and modulus of rupture with alumina waste | Similar strength improvements found using waste additives in bricks | [51,53] |
| Cost-Effectiveness | Reduces cost using local soils and waste; suitable for low-income housing | Supported low-cost potential of soil/clay-based construction materials | [54,55] |
| Practical Usability in Construction | Performed well in masonry and plastering, comparable to conventional bricks | Observed good field performance of unfired bricks made from waste materials | [53] |
| Circular Economy/Waste Valorization | Promotes reuse of industrial waste and reduces landfill burden | Emphasized the importance of waste valorization in sustainable construction | [56] |
| Alignment with Global Goals | Supports SDGs 11 & 12 through sustainable cities and responsible resource use | Linked such strategies to broader environmental and policy frameworks | [30,36] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sangiamsak, N.; Kaewhanam, N.; Puapitthayathorn, M.; Numsong, S.; Suwannahong, K.; Hongthong, S.; Kreetachat, T.; Sanongraj, S.; Wongcharee, S. Development of Unfired Clay Bricks with Alumina Waste from Liquid Nitrogen Production: A Sustainable Alternative for Construction Materials. Sustainability 2025, 17, 6424. https://doi.org/10.3390/su17146424
Sangiamsak N, Kaewhanam N, Puapitthayathorn M, Numsong S, Suwannahong K, Hongthong S, Kreetachat T, Sanongraj S, Wongcharee S. Development of Unfired Clay Bricks with Alumina Waste from Liquid Nitrogen Production: A Sustainable Alternative for Construction Materials. Sustainability. 2025; 17(14):6424. https://doi.org/10.3390/su17146424
Chicago/Turabian StyleSangiamsak, Noppadol, Nopanom Kaewhanam, Meesakthana Puapitthayathorn, Seksan Numsong, Kowit Suwannahong, Sukanya Hongthong, Torpong Kreetachat, Sompop Sanongraj, and Surachai Wongcharee. 2025. "Development of Unfired Clay Bricks with Alumina Waste from Liquid Nitrogen Production: A Sustainable Alternative for Construction Materials" Sustainability 17, no. 14: 6424. https://doi.org/10.3390/su17146424
APA StyleSangiamsak, N., Kaewhanam, N., Puapitthayathorn, M., Numsong, S., Suwannahong, K., Hongthong, S., Kreetachat, T., Sanongraj, S., & Wongcharee, S. (2025). Development of Unfired Clay Bricks with Alumina Waste from Liquid Nitrogen Production: A Sustainable Alternative for Construction Materials. Sustainability, 17(14), 6424. https://doi.org/10.3390/su17146424