Abstract
Lithium, a critical element for clean energy and modern technologies, plays an indispensable role in advancing renewable energy storage, electric vehicles, and high-tech industries. The rapidly growing demand for lithium, along with its limited global production, has led to concerns about the sustainability of current extraction and processing technologies for efficient lithium recovery. This comprehensive review explores global trends in lithium processing, focusing on spodumene beneficiation and extraction techniques. While highlighting well-established conventional processes, such as dense media separation (DMS), flotation, high-temperature roasting, and acid or alkali treatment, it underscores the environmental and economic challenges of these processes, particularly when applied to low-grade lithium ores, which are increasingly being targeted to meet lithium demand. Innovative methods, such as microwave irradiation, are also explored for their potential to improve process efficiency, reduce energy consumption, and minimize environmental impact, offering promising pathways to overcome the limitations of traditional lithium recovery techniques. A significant contribution of this review is its focus on the largely untapped lithium resources of Kazakhstan, presenting geological insights and the potential for sustainable development. By addressing knowledge gaps and integrating technological, eco-friendly, and regional development perspectives, this study provides valuable insights for advancing lithium processing toward more sustainable and circular practices aligned with global climate and resource efficiency goals.
1. Introduction
Lithium is widely regarded as a crucial element in the development of sustainable energy technologies due to its exceptional electrochemical properties, minimal thermal expansion, and catalytic efficiency. Its rapid and extensive applications in future clean technologies, such as grid storage, electric vehicles (EVs), and cordless gadgets, significantly influence the sustainable development of the global economy and advocacy for stringent carbon emission regulations [1,2]. In recent years, energy storage systems have doubled down on this strategic metal, especially in developed countries, and the use of energy storage systems has increased by more than twenty times between 2010 and 2020, and will increase by thirty times by 2040 [3]. Global lithium production in 2024 increased by 25% to 240,000 tons from 180,000 tons in 2023 (excluding U.S. production) in response to booming demand from the lithium-ion battery (LIB) market [4]. The portion of global lithium utilization in the battery field increased from 29% to 87% [5]. Reports indicate that over 15 million EVs were sold globally in 2024 (including fully electric and plug-in hybrid EVs) [6,7]. Beyond the EV market, manufacturers have increasingly used LIBs in portable electronics, and these batteries are also gaining prominence in power tools and large-scale energy storage systems, including applications in controllable nuclear fusion for solving energy problems [5,8,9,10]. Lithium’s lightweight nature and superior energy density characteristics have made it a vital material in the development of aircraft and satellite technologies [11]. The wide range of lithium’s applications, from portable electronics to aerospace, has driven the development of new materials to enhance battery performance. This led to the emergence of new cathode materials, for example, LiFePO4, LiMnPO4, LiNiMnCoO2 (NMC), etc., and their derivatives [7], and anode materials based on silicon, lithium titanate, and alloys [8]. Moreover, manufacturers utilize lithium in steel casting, lubricating greases, air treatment with lithium chloride, pharmaceuticals for mood disorders, and specific polymer applications, highlighting its versatility across industries. Figure 1a,b illustrates the proportion of lithium used in batteries and other applications in the past decades, while Figure 2 shows the change in lithium usage over the period of 2014–2024, expressed in tons of Li carbonate equivalent (LCE) [4,12].
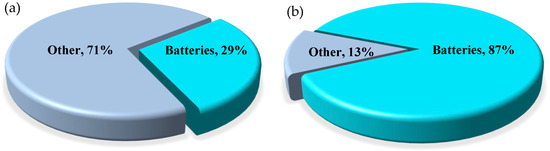
Figure 1.
Comparison of lithium consumption by end-use application in 2014 (a) and 2024 (b), highlighting the shift in market share between batteries and other sectors. Data were extracted from [4,12].
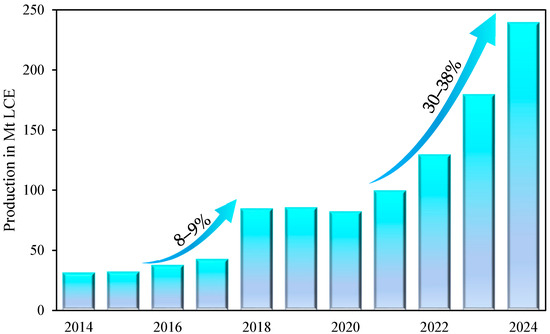
Figure 2.
Projection of total worldwide lithium production (Mt of LCE) from 2014 to 2024. The data were extracted from [4].
Lithium production, which grew at a steady 8–9% cumulative yearly growth rate (CAGR) for two decades [13], accelerated sharply from 2020 onward, reaching an average CAGR of 30–38% between 2021 and 2024. This trend mirrors the surging demand for lithium, an inclination anticipated to persist for the next two to three decades. Lithium’s extraordinary properties and the exponential rise in demand for LIBs are responsible for this endurance. Driven by the growth of the EV market, several recent studies [14,15,16,17,18] have estimated a lithium demand rise from 0.5 Mt LCE in 2021 to somewhere between 3 Mt and 4 Mt in 2030. Demand could grow 965% by 2050 compared to the 2017 level of 0.23 Mt in LCE given different scenarios of vehicle electrification. Addressing the growing demand for lithium across multiple sectors necessitates prospecting and processing all feasible resources [19]. Therefore, the strategic and efficient use of lithium resources is essential.
Amidst the ever-increasing global demand for lithium, research on lithium processing has intensified significantly [20]. Numerous reviews and investigations have focused primarily on lithium recovery from brines and the pegmatite minerals [20,21,22,23,24,25]. Pegmatites represent the second-most important source of lithium after brines, contributing approximately 25% of global lithium production [17]. These coarse-grained igneous rocks host several lithium-bearing minerals, such as spodumene, lepidolite, petalite, amblygonite, zinnwaldite, triphylite, and eucryptite [18,20,26]. Among them, spodumene is the most extensively mined due to its relatively high theoretical lithium content of about 8% Li2O [21]. A vast amount of research has delved into the processing and recovery of lithium from diverse sources like brine, pegmatites, and even seawater. Reviews [27,28] have covered various techniques for enriching lithium-bearing minerals. While Xie et al. [29], Retamal et al. [30], and Cook and Gibson [31] focused specifically on spodumene flotation methods and design, Meshram et al. [32] reviewed conventional extraction processes for both primary and secondary lithium sources up to 2013. Studies [33,34,35] analyzed different roasting techniques for lithium recovery from spodumene. Karrech et al. [36] compared direct and indirect methods (pyro- and hydrometallurgical) for spodumene extraction. Konhauser et al. [37] reviewed the bioleaching of silicate minerals alongside spodumene. Swain [38] focused on lithium recovery and recycling, particularly from brines and secondary sources, in research published up to 2015. Dessemond et al. [39] provided an industry overview and discussed spodumene extraction processes, highlighting the impact of γ-spodumene and particle size on lithium yield. With lithium playing a vital role in the clean energy transition and climate change mitigation, exploring new geological deposits has become crucial.
Despite significant progress in lithium research, several research gaps and unexplored areas remain. Most notably, geological information on lithium resources in Kazakhstan, a significant potential source, remains relatively unknown to the international scientific community. This review addresses this gap by presenting, for the first time, a comprehensive overview of Kazakhstan’s lithium resource potential. Moreover, while lithium beneficiation from spodumene typically relies on a combination of physical, thermal, and chemical treatments, these conventional processes face a major limitation: poor separation efficiency. This is largely due to the similar physical and chemical characteristics of spodumene and its associated gangue minerals. Industries widely use traditional methods, such as high-temperature sulfuric acid roasting followed by leaching, for lithium extraction, but these methods pose serious environmental and economic challenges, including high acid consumption and significant waste generation. Therefore, it is essential that the scientific community undertakes a comprehensive global assessment of spodumene processing technologies to uncover more sustainable and efficient alternatives.
This paper aims to provide a comprehensive analysis of the chemical system of spodumene, the various beneficiation and crystal phase conversion methods, and, crucially, the extraction methods employed. It seeks to bridge existing knowledge gaps and offer insights into Kazakhstan’s untapped lithium resource potential. In doing so, it contributes to a broader understanding of lithium’s role in the clean energy transition and climate change mitigation. With a focus on hard rock lithium mineralization, this paper embarks on a comprehensive journey through the world of lithium, shedding light on its significance, resource distribution, and the evolving landscape of extraction methods.
Lithium’s Nature, Abundance, and Economically Important Deposits
Lithium, a member of the alkali metals, is characterized by its soft texture and silvery-white appearance and is the lightest of all metals, with an atomic weight of 6.941. It ranks as the 33rd most abundant element in the Earth’s crust. Lithium also has the lowest density (0.53 g/cm3) and the lowest electrochemical equivalent (0.259 g/Ah) among all solid elements. These unique physical and electrochemical properties make lithium an ideal material for energy storage applications. Specifically, its low weight, high voltage, high energy density, and superior heat capacity give lithium-based batteries significant advantages over those made with other metals [20,21,22,26].
Lithium crustal abundance is low at 0.0014 wt.% (1.39 µg/g), and due to its high reactivity, lithium is never found in its pure elemental form in nature, but rather occurs as part of various chemical compounds [40,41], largely in four geological environments [41,42]: (1) pegmatite deposits, particularly in peralkaline and peraluminous pegmatites, including the lithium–cesium–tantalum (LCT) group and associated metasomatic rocks, which are rich in tantalum, cesium, fluorine, and tin; (2) lithium-rich clays, found in volcanic clay deposits, where lithium is hosted in minerals like hectorite and other clays; (3) brine sources, so-called “liquid ores” [43], which are hydromorphic deposits where lithium accumulates in saline waters, becoming concentrated through evaporation or geothermal activity (and hydromorphic deposits), (4) manganese deposits, where lithium occurs in association with manganese mineralization. The economic utilization of these resources necessitates the segregation of lithium phases followed by their transformation into a state suitable for purification into lithium carbonate (Li2CO3) and lithium oxide/hydroxide (Li2O/LiOH). The global lithium market primarily trades these forms of lithium [44]. Published estimates of identified global lithium resources and reserves are highly variable. Figure 3 compiles data from 130 deposits across 32 countries.
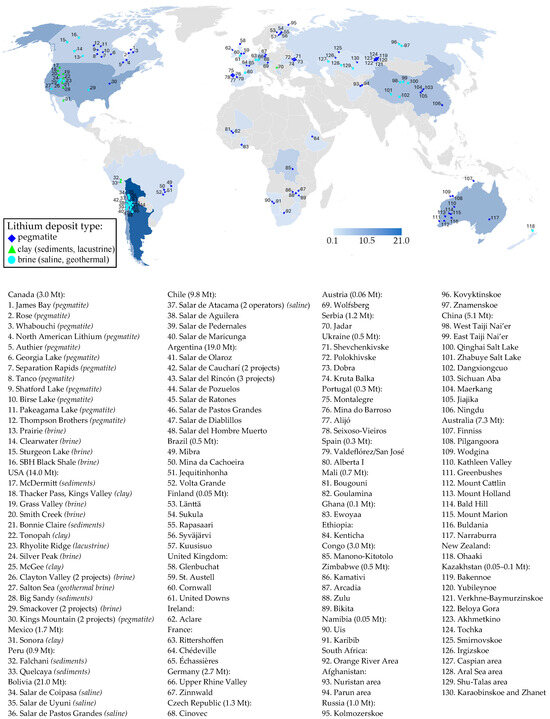
Figure 3.
Global distribution of lithium [4,45,46].
Reports estimate current lithium resources at approximately 91 Mt, expressed in LCE [4]. These resources are unevenly distributed across the globe [8,47]. Currently, the brines of some highly saline lakes, with a concentration of 200–4000 mg/L, constitute the largest (59%) and cheapest primary sources of lithium worldwide, followed by its mineral (25%) with grades of 1–4% (10,000–40,000 mg/kg Li), which occurs in igneous rocks. Other resources, including the low-grade ores and seawater, are typically ignored [32,48,49]. South America hosts the most significant regions for lithium-bearing continental brine deposits, including Argentina (15–20%), Bolivia (15–20%), and Chile (55–58%) with total reserves of more than 32.3 Mt of LCE [4,47,50]. China possesses the second-largest lithium brine reserves, located in three salt lakes: Chaerhan (210–350 mg/L Li), West Taijinar (100–300 mg/L Li), and Zhabuye (1000 mg/L Li) [51]. The brine deposit in Clayton Valley, USA has an estimate of 1.6 Mt LCE at an average concentration of 230 mg/L Li [51]. These saline lake (lacustrine) deposits commonly occur in arid desert regions with closed-basin, above-sea-level hydrological systems, where lithium-rich brines accumulate over time as they interact with surrounding rocks and concentrate in shallow lakes [36,49,52]. More recently, researchers identified a significant lithium-bearing brine deposit in the Siberian Platform, Russia, spanning an area of over 4.4 million km2 and containing an average lithium concentration of 566 mg/L [43,49]. Geological surveys in the United States, Canada, Israel, and Germany revealed smaller lithium-rich brine deposits in deep oil reservoirs, highlighting their potential as alternative lithium sources [53]. The most notable case is the Smackover Formation in the Gulf Coast region of the United States, where reports indicate that oilfield brines contain lithium concentrations of approximately 370 mg/L [49,53].
Spodumene accounts for ~90% of global LCE production from hard rock (non-brine) sources [50], with the remaining supply derived from clays and other lithium-bearing minerals. Australia hosts the largest known spodumene reserves globally, estimated at 5.58 million tons of lithium (29.7 million tons LCE) [36]. Major deposits include Greenbushes (1.34 Mt Li; 5.21% Li2O), Mount Holland (1.32 Mt Li; 3.26% Li2O), Wodgina (1.32 Mt Li; 2.63% Li2O), Pilgangoora–Pilbara (0.91 Mt Li; 2.72% Li2O), Mount Marion (0.49 Mt Li; 2.98% Li2O), and Pilgangoora–Altura (0.2 Mt Li; 2.17% Li2O). Canada possesses significant spodumene deposits, amounting to a total of 0.92 million tons of lithium (4.87 million tonnes of LCE), distributed across four key locations [36,49]. These include James Bay (0.26 Mt Li; 3.04% Li2O), Quebec Lithium Mine (0.26 Mt Li; 2.61% Li2O), Rose (0.15 Mt Li; 2.0% Li2O), and Whabouchi (0.24 Mt Li; 3.04% Li2O). Additional notable spodumene deposits are found in Mali at Goulamina (0.64 Mt Li; 2.91% Li2O), in Spain at San Jose (0.32 Mt Li; 1.32% Li2O), and in Zimbabwe at Arcadia (0.27 Mt Li; 3.13% Li2O) and Bikita (0.15 Mt Li; 2.17% Li2O) [36].
Geologists recently identified two large granite-pegmatite deposits in the Jiajika ore field, Sichuan, China, estimating their reserves at 0.24 Mt Li (1.27 Mt LCE; 3.0% Li2O) and 0.41 Mt Li (2.18 Mt LCE; 6.89% Li2O) [54]. These deposits often occur alongside other lithium minerals such as lepidolite and petalite, which are also found in deposits in China, Spain, and Zimbabwe. Moreover, technical reports describe a large zinnwaldite deposit in Cinovec, Czech Republic, with reserves estimated at 1.29 Mt LCE and an average grade of 0.87% Li2O [36]. Lithium from clay and sediment-hosted deposits also represents an emerging supply source. Two of the most advanced hectorite clay projects are the Kings Valley Project in Nevada, USA, and the Sonora Lithium Project in Mexico [55]. The Sonora deposit, in particular, is considered one of the world’s largest known clay-based lithium resources and is expected to play a key role in meeting future lithium demand [56].
Currently, Kazakhstan’s national reserve data document 226.8 thousand tons of lithium reserves. These reserves exist in specific deposits in East Kazakhstan, including Upper Baimurzinskoye, Bakennoe, Yubilenoye, Akhmetkino, Medvedka, and Akhmirovskoye (with lithium concentrations ranging from 0.08% to 2.5% Li2O) [57,58]. Despite this potential, Kazakhstan currently does not operate any lithium-focused mining activities. Instead, lithium is primarily produced as a byproduct of beryllium, tin, and tantalum-niobium extraction [57,59]. Historical challenges include low lithium grades [60] and limited processing technologies [61], leading to the discard of lithium tailings during Soviet-era operations. Some deposits, such as the mothballed Belogorskoye, Ognovskoe, and Yubilenoye mines, remain either depleted or underdeveloped due to similar issues with low lithium grades and challenges with processing technologies [48]. To the best of our knowledge, the Bakennoe residual reserves hold approximately 9 thousand tons of lithium, with concentrations ranging from 0.1 to 0.32% Li2O, while estimates suggest that the tailings at the Belogorsk Metallurgical Plant contain about 15.8 thousand tons of lithium, with an additional 16.5 thousand tons remaining in the mining dumps, at an average grade of 0.12% Li2O [45,48]. Notably, these reserves offer a significant advantage for development, as they are already accumulated and would require minimal mining investment to exploit. Furthermore, geologists have identified several regions in Kazakhstan that are believed to contain lithium deposits [45]. Figure 4 shows the known lithium deposits in Kazakhstan. Notably, exploration activities have been ongoing in East Kazakhstan, targeting pegmatites. Currently, HMS Bergbau AG (Berlin, Germany) is implementing two projects in East Kazakhstan to develop lithium deposits with local companies at the Verkhne-Baymurzinskoye deposit and Akhmetkino Akhmirovskoye deposits. The Korea Institute of Geosciences (KIGAM) and the private American company COVE Capital have shown interest in rare earth elements (REE), including lithium, in East Kazakhstan. These activities also extend to the southeastern part of the Kolba-Narym ore zone, encompassing areas such as Cherdoyakskaya, Burabayskaya, Kalgutinskaya, and Karasuiskaya [62]. Researchers also confirmed lithium mineralization in the Upper Espe, Karasu, and Azutau albitite-type uranium deposits and the Kokkol quartz-vein deposit [63]. Geologists estimate that the Novo-Akhmirovskoe deposits in the Bulb-Narym ore zone, containing lithium-bearing Topaz granites with zinnwaldite, hold 32 to 110 thousand tons of lithium with concentrations of 0.2–0.4% Li2O [57]. Recent surveys discovered hard rock lithium mineralization in other regions of Kazakhstan including Aktobe, Akmola, Kostanay, Karagandy, Almaty, and Zhambyl. Notable deposits include the following: pegmatites in Upper Irgiz (0.02% Li2O) [64], Totoguz (0.1–0.91% Li2O) [65], Karaobinskoe, and Zhanet [66]; quartz vein associations in Smirnovskoye and Drozhzhilovskoye (0.1–0.43% Li2O) [67], and Maikol [68]; and skarn deposits in Karagailly-Aktas [69]. In Kazakhstan, surface deposits include the saline clay rocks of claypans, the brine of the Aral Sea, the brine of salt marshes and dry or drying lakes of the Caspian lowland, and the territory of uranium deposits in the Talas and Chu rivers basin. Underground deposits occur where there is intensively mineralized groundwater and brines in the subsalt and intersalt horizons of rocks within the oil, gas, and gas condensate fields of the Aral Sea region and the Caspian Sea. More recently, [70] investigated the lithium content of the saline lands of the Talas and Chu rivers and the Inder and Shalkar salt domes, aiming to assess their industrial viability. However, the lithium concentration in salts and soils was significantly lower than the average content in the Earth’s crust of 21 mg/kg, suggesting limited potential for commercial extraction. Within the Caspian basin, geologists have identified the Upper Permian Kungarian salt formation, which includes the Tokarevskaya area (39 mg/L Li), Tsyganovskaya area (33 mg/L Li), Ulyanovskaya area (25.8 mg/L Li), Gremyachinskaya and West-Teplovskaya areas (27.5–37.5 and 35–37.2 mg/L Li, respectively), Kenkiyaksoye field (13.5 mg/L Li), and Karatubinskaya area (11.2 mg/L Li)), as the primary source of lithium brines. This formation consists of thin layers of halite interbedded with anhydrite, potash, and magnesium salts. Additional metals of interest include Mg, Ca, Na, K, Br, I, Be, B, and F, which are all potentially present and extractable in conjunction with lithium. Further investment and detailed exploration are required to fully realize the potential of this region, although it is acknowledged that lithium is of secondary interest in these deposits.

Figure 4.
Lithium sources in Kazakhstan. Adopted from [45].
2. Mineralogy of Spodumene: Cleavage, Crystal Habit, and Lithium Coordination
Spodumene, a lithium aluminum silicate mineral, exhibits rich mineralogical diversity characterized by variations in crystal structure and properties, affecting its processing and extraction. The possible mineralogical origin of lithium-bearing pegmatites involves the melting of Li-rich sedimentary rocks and extreme differentiation of low calcium granites, forming Li-Cs-Ta pegmatites ranging from relatively homogeneous to highly zoned, with colors ranging from green to purple [39,41,42,71]. Recent estimates indicate that while over 130 minerals are known to contain lithium, only around 30 of these have a significant quantity of lithium concentration. However, only a few are economically viable for commercial lithium extraction [20,26]. Table 1 lists 10 deep-origin silicate minerals with potential economic value.

Table 1.
The most important lithium-bearing minerals. Adopted from [40].
Spodumene is the most commonly mined lithium mineral, valued for its relative abundance and high lithium content, typically around 8% Li2O. Other lithium-bearing minerals tend to be more geographically limited. For example, petalite serves as a key lithium source in parts of Africa, while triphylite appears more commonly in African pegmatites. Jadarite, on the other hand, is unique to the large Jadar deposit in Serbia, where it is the primary lithium ore. Zinnwaldite and lepidolite occur often in pegmatite deposits, but experts rarely consider them economically viable due to their relatively low lithium concentrations [42]. Importantly, no single extraction method currently exists that can efficiently recover lithium from all types of lithium-bearing silicate minerals or their mixtures [61].
Spodumene, formally known as lithium aluminum pyroxene, forms during the pegmatite period of crystallization. It commonly occurs in granitic pegmatites, composed of interlocking mineral grains such as quartz, feldspar, muscovite, albite, and micas. These pegmatites may also contain minor accessory minerals like beryl, tantalum, and niobium. Spodumene can occur in large single crystals and has a notable iron oxide content of up to 1.6 wt.% [52]. It is important to distinguish between primary spodumene, which crystallizes directly in pegmatites, and secondary spodumene, a purer form resulting from the breakdown of petalite. Secondary spodumene has lower iron and alkali element content compared to its primary counterpart [42,75].
Spodumene is a monoclinic pyroxene mineral with a single-chain silicate structure composed of lithium aluminum silicate. It forms as a dense, tabular, hard rock that is insoluble in dilute acids [76]. The strong covalent bonds between lithium, aluminum, and oxygen make it challenging to break these bonds efficiently. Consequently, processing techniques must consider these properties to achieve effective lithium recovery. Each crystallographic plane of spodumene contains a distinct number of aluminum (Al) sites and exhibits varying densities of broken Al–O bonds per aluminum site [22]. Silicon atoms form SiO4 tetrahedra arranged in a quadridentate configuration. Shared oxygen atoms link these tetrahedra, forming continuous one-dimensional chains. Similarly, aluminum atoms are coordinated with oxygen in AlO6 octahedra, which also extend as zigzag chains along one direction through covalent bonding. These two SiO4 tetrahedron chains and one AlO6 octahedron chain are mainly connected by Li and O, forming the crystal structure of spodumene [77]. It is acknowledged that the Si-O bonds have strong covalent properties, making them more difficult to break [29].
Spodumene exists in three structurally stable forms at ambient conditions, known as alpha, beta, and gamma (α, β, and γ)-spodumene, respectively [78]. Figure 5 and Table 2 summarize the crystal structures and key properties of the three known spodumene modifications. α-spodumene is naturally packed in a very stubborn silicate, in which Si is in a tetrahedral configuration and Al and Li are in octahedral configurations. This structure prevents spodumene from dissolving and separating from the gangue material. β-spodumene is a recrystallized second phase that occurs when α-spodumene is heated at 900–1100 °C [33,79,80]. Complete conversion of α-spodumene to its β-phase is typically achieved by heating at 1100 °C for two hours [81]. The resulting β-spodumene features a crystal structure characterized by interlocked five-membered (Si,Al)O rings.
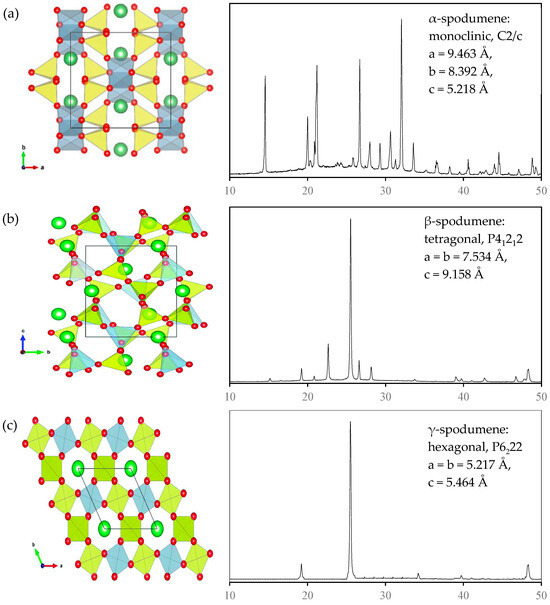
Figure 5.
Schematic design of crystal structures of (a) monoclinic α-spodumene, (b) tetragonal β-spodumene, and (c) hexagonal γ-spodumene at approximately scale. Tetrahedrons occupied by Si and Al are shown in yellow and grey respectively, Li is shown in green and O in red. Adopted from [39,79,82].
The third polymorph of spodumene, known as γ-spodumene, is a metastable phase typically formed when α-spodumene is heated between 700 °C and 900 °C [83]. Despite its potential relevance to lithium extraction, the reactivity and transformation mechanisms of γ-spodumene remain poorly understood [39]. Structurally, γ-spodumene is often described as a hexagonal phase related to the β-quartz solid solution in the Li2O-Al2O-SiO2 (LAS) system, and has been referred to as a “stuffed derivative” of β-quartz due to the incorporation of Li+ and Al3+ into the SiO2 framework [82,84]. However, researchers still debate the exact stability field of γ-spodumene [80,85]. Recent studies using in situ X-ray diffraction and Raman spectroscopy have begun to clarify its structural and thermal behavior, suggesting that γ-spodumene may not be a discrete, stable phase but rather an intermediate configuration in the reconstructive transition from α- to β-spodumene [86,87].
High-resolution crystallographic analyses have revealed partial structural disorder in γ-spodumene, with lithium occupying interstitial positions in a pseudo-hexagonal framework. This structure contains channel-like networks formed by six- and eight-membered tetrahedral rings, which facilitate lithium migration along multiple crystallographic directions. Ionic conductivity measurements show that hexagonal spodumene exhibits the highest lithium mobility among LiAlSi2O6 polymorphs. Its conductivity is about four orders of magnitude higher than monoclinic spodumene and one order higher than tetragonal spodumene, despite having a similar activation energy (Ea ≈ 79.7 kJ/mol). This enhanced mobility is attributed to shorter Li–Li distances (~1.8 Å) and a more open electrostatic potential landscape that supports long-range lithium diffusion [85]. However, some ion-exchange studies indicate that this mobility advantage does not always result in higher extraction efficiency, likely due to kinetic limitations or residual structural constraints [88]. The stability field of γ-spodumene also appears highly sensitive to synthesis conditions, including heating rate, ambient pressure, and particle size. It may persist over a narrow temperature range under non-equilibrium conditions, especially at low pressures and short dwell times; other studies propose it forms as a high-pressure metastable phase during rapid thermal conversion [89,90]. A deeper understanding of γ-spodumene’s structural and kinetic behavior is therefore essential for refining spodumene conversion pathways. Tailoring calcination protocols to either bypass or deliberately exploit this intermediate phase could improve lithium yield and reduce energy consumption during processing.
Table 2.
Data on the different spodumene phases. Adopted from [85,91].
Table 2.
Data on the different spodumene phases. Adopted from [85,91].
| Phase | Structure | Space Group | a (Å) | b (Å) | c (Å) | Angles (°) | V (Å) | Z | Density (g/m) |
|---|---|---|---|---|---|---|---|---|---|
| α-spodumene | Monoclinic | C2/c | 9.45 | 8.39 | 5.215 | 110 | 389.15 | 4 | 3.14 |
| β-spodumene | Tetragonal | P43212 | 7.541 | - | 9.156 | - | 520.67 | 4 | 2.365 |
| γ-spodumene | Hexagonal | P6222 | 5.217 | - | 5.464 | - | 128.79 | 1 | 2.395 |
3. Beneficiation of Spodumene
Industries have traditionally processed spodumene on a large scale, but interest in its beneficiation has intensified as the industry faces growing challenges from lower-grade and more complex ore deposits. These lower-quality resources typically demand finer grinding and higher energy input, which increases overall processing costs [92]. Conventional methods for processing lithium-bearing pegmatites generally consume large amounts of energy and reagents. The presence of other valuable minerals, such as beryl, tin, and tantalum, complicates processing by requiring additional separation stages. However, recovering these by products, along with the high lithium content of pegmatite ores, can help offset the increased costs associated with energy- and reagent-intensive processing [27,36].
Improving lithium recovery from these ores plays a critical role in ensuring the sustainable growth of the lithium production industry. Although recent studies have explored various processing techniques for both mineral and brine-based lithium sources, most of them focus on conventional methods and devote less attention to alternative or emerging approaches. This section addresses that gap by evaluating both established and lesser-known spodumene beneficiation methods, with the goal of enhancing lithium recovery and supporting sustainable extraction practices.
Spodumene concentration is inherently complex due to the similar physicochemical properties shared between spodumene and associated gangue minerals such as quartz, feldspar, and mica, which make separation difficult [93]. Typically, processing begins with an initial enrichment stage, particularly for ores containing 1–1.5% Li2O. This enrichment process may include a combination of standard mineral processing techniques such as sizing and classification, dense media separation (DMS), magnetic separation, de-sliming, flotation, and washing. These steps are designed to upgrade the ore to produce a spodumene concentrate with 5–7% Li2O [49,92,94]. An overview of the major techniques used in spodumene beneficiation is presented in the generalized process flowsheet shown in Figure 6.
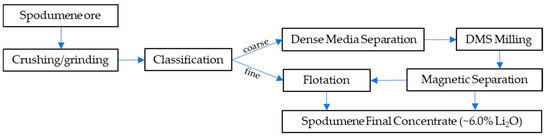
Figure 6.
Generalized flowsheet for concentration of lithium-bearing minerals (spodumene ore) [27].
3.1. Dense Media Separation
Dense media separation (DMS) is widely recognized as the most effective pre-concentration separation technique for processing spodumene liberated at coarse particle sizes, using a medium with controlled specific gravity (SG) [95]. While traditional gravity separation methods such as jigging, spirals, and shaking tables perform poorly in spodumene recovery due to its small density difference from common gangue minerals like quartz and feldspar [96], DMS, also known as heavy media or heavy liquid separation, has proven to be the industry’s primary concentration method. Over time, operators have evolved the types of media used in DMS. Today, industrial operations almost exclusively use ferromagnetic powders such as magnetite or ferrosilicon to create dense media. In laboratory settings, methylene iodide (CH2I2), diluted with acetone to achieve target SG values between 3.3 and 0.8, is commonly used, while sodium polytungstate (Na6O39W12) suspensions with SG values between 3.3 and 4.0 are employed for higher-density separations [92]. The greater the density contrast between the target mineral and gangue, the more effective the separation process [94]. However, DMS efficiency also depends on the mineral liberation degree at coarse particle sizes [93,97].
Conventional DMS operates best on particle sizes ranging from 500 to 850 µm [92,94,98] and is less effective for finer materials [22]. Spodumene, with a specific gravity of 3.1–3.2, can be effectively separated from lighter gangue minerals such as quartz and feldspar (SG 2.5–2.6) and mica (SG 2.8–3.0) by adjusting the medium density. In this process, spodumene sinks while lighter gangue minerals float, producing a spodumene-rich product typically grading around 7.0% Li2O. However, achieving high lithium recovery requires sufficient liberation at coarse sizes to minimize losses to the float fraction. The DMS process also reduces the load on downstream flotation circuits by discarding a significant portion of the gangue as tailings, while the combined DMS middlings and fine fractions can be further upgraded by flotation [93].
Reviews by [22,27,95] detail the different separation techniques used to concentrate spodumene from associated gangue minerals. However, there are only a few studies detailing spodumene concentration by DMS. Engineers first deployed a DMS plant for treating spodumene-bearing pegmatites at the Edison mine in the USA in 1949, using ferromagnetic powder to create a medium with a density of 2.70 [99]. The plant treated spodumene ore (1.19% Li2O), yielding grade of 5.36% Li2O with a recovery of 47.4%. Earlier studies in 1976 also described applying DMS to process spodumene ore in North Carolina, USA [100]. The study resulted in a gravity concentrate containing 3.5% Li2O with a recovery rate of 50–60%. Amarante et al. [101] studied Portugal’s spodumene ores with size fractions of −6.7/+4.75 mm, −4.75/+3.35 mm, −3.35/+2.36 mm, and −2.36/+2.0 mm, using bromoform as the heavy medium. The tests produced spodumene concentrates containing 4.95–5.17% Li2O with lithium recovery rates ranging from 38.95% to 61.1%. Cook et al. [102] investigated the production of a final spodumene concentrate with material from the Piedmont Lithium Project in North Carolina using DMS followed by magnetic separation and flotation. The testwork comprised pilot-scale testing to produce a spodumene concentrate with two distinct size fractions of −6.4/+3.3 mm and −3.3/+1.0 mm and achieved 24–37% with lithium grades ranging from 6.0% to 6.4% Li2O. DMS at a specific gravity cut-off of 2.65 allows for a significant rejection of the gangue minerals (highest material rejection rate of 29.2%). In Canada, pilot-scale DMS at the Nemaska Lithium, Whabouchi Project produced a concentrate representing 13% of the feed mass at 6.0% Li2O, with nearly 50% lithium recovery. Over 40% of the lithium mass was discarded as tailings, with less than 10% lithium loss [92]. Further tests showed that over two-thirds of the ore could be processed by DMS alone to produce concentrates exceeding 6% Li2O, capturing 39–40% of the total lithium content at relatively low cost [103,104]. Similarly, DMS has also proven effective in processing material from the Hidden Lake pegmatites, where a two-stage DMS produced a concentrate with 6.11% Li2O and 50% lithium recovery, while discarding 50% of the mass with only 8% lithium loss [93]. A study focused on developing a DMS flowsheet at the SGS Lakefield site in Australia for spodumene ore, yielding a concentrate suitable for ceramic and glass applications, containing 6.14% Li2O [97,105]. The beneficiation process of the Bernic Lake Lithium Operation employs DMS to produce a spodumene concentrate together with the byproducts tantalum, cesium, and rubidium feldspar [27,106]. The feed size range −12/+0.5 mm was processed using a ferrosilicon and magnetite mixture at a medium density of 2.7. Bikita in Zimbabwe uses a two-stage DMS system to first recover petalite and then spodumene in sequential steps [27]. Recent studies in Eastern Kazakhstan involved four series of DMS pre-concentration, processing low-grade lithium ores (0.6% Li2O) in particle size fractions of 1000/+850 µm and 850/+500 µm. These tests recovered 85–90% of the lithium oxide in just 5–10% of the mass, achieving concentrate grades of 5.1–5.7% Li2O at 2.80 SG. The 850/+500 µm fraction yielded the best performance, achieving 7.05% Li2O at 30.78% recovery [2,107].
DMS continues to grow in importance as a pre-concentration method in lithium mining, particularly for processing lower-grade or complex ores, with reduced energy requirements compared to conventional methods. It not only improves the efficiency of downstream processes but also offers the potential to reprocess historic tailings, reducing environmental impacts. Future improvements in DMS could expand its application to finer particle sizes and integrate with other advanced separation technologies, supporting more sustainable and cost-effective lithium production.
3.2. Pre-Flotation Treatment
Pre-flotation treatment is widely applied in spodumene beneficiation to enhance the floatability of spodumene and improve the separation between spodumene and gangue minerals [108]. Industrial pre-treatment methods include mechanical grinding, agitation, magnetic separation, electrochemical treatment, and chemical (acid/alkali) conditioning, as well as thermal, microwave, biological, laser, and ultrasonic methods [109,110,111]. Among these, mechanical agitation in a highly alkaline solution is the most commonly used industrial practice prior to flotation [112,113,114]. Extensive research and industry practices have demonstrated that the efficiency and stability of spodumene flotation are significantly improved by pre-treating the ore slurry with NaOH or Na2CO3, with or without the addition of Na2(SiF6), Na3PO4, or Na2S, through extended mechanical agitation prior to flotation [22,112]. The success of this treatment depends on the ore’s mineralogy, with the type and dosage of alkali playing a critical role in maximizing lithium recovery and concentrate quality. Process parameters such as agitation intensity and duration also strongly influence flotation outcomes.
Studies have shown that NaOH treatment enhances spodumene flotation, while Na2CO3 tends to depress it [115]. Higher NaOH dosages generally increase Li2O recovery, whereas Na2CO3 can improve concentrate grade but may reduce recovery if overdosed. Alkali treatment promotes the partial dissolution of hydrated silica from aluminosilicate minerals, exposing more metal cations such as aluminum on the mineral surface, which enhances the adsorption of anionic collectors like sodium oleate [112,116]. This surface modification makes spodumene more responsive to flotation after NaOH treatment, while untreated spodumene shows poor recovery even with high collector dosages [117]. Mechanistically, alkali treatment disrupts the silicate structure, exposing more aluminum sites on the spodumene surface. These aluminum sites interact chemically with the carboxyl functional groups of collectors like oleate, enhancing flotation efficiency [118]. Since the Si–O bonds in spodumene are easier to break than Al–O bonds, silicon dissolves into the solution, enriching the mineral surface with aluminum, which further improves collector adsorption [116].
Additionally, recent research highlights the significant influence of different (dry or wet) grinding conditions on spodumene surface properties and flotation behavior. Wet grinding tends to expose more {110} and {100} crystallographic planes, while dry grinding exposes more {010} planes [119]. Similarly, grinding media type affects surface characteristics: rod milling exposes more {110} and {100} planes rich in aluminum, resulting in a rougher surface with better collector adsorption, while ball milling produces smoother surfaces dominated by {010} planes [120]. Rod-milled spodumene also shows higher elongation and flatness, physical properties favorable for bubble attachment and flotation performance. However, while agitation in alkaline solutions improves flotation, it presents challenges such as high reagent consumption, long processing times, and low efficiency. These drawbacks can create downstream problems, including difficult tailings management and potential environmental risks [108,121]. Therefore, balancing flotation performance with operational and environmental sustainability remains a key challenge in industrial spodumene beneficiation.
3.3. De-Sliming
It is well established that the particle size distribution of flotation feed significantly influences flotation performance, including floatability, selectivity, and reagent consumption. Ore comminution and natural weathering, which break down rock components to liberate minerals, often generate fine particles that interfere with selective flotation processes. Additionally, the recovery of valuable byproducts such as tantalum is particularly challenging when these minerals are present as fine particles, which are difficult to recover efficiently [122]. Therefore, it is desirable to remove the slimes, which typically have less than a 20 µm size fraction, prior to conditioning and flotation to improve the selectivity of separation [123]. However, the removal of these ultra-fine particles suspended in aqueous media remains technically challenging due to their extremely small size and strong tendency to remain dispersed.
Studies by [124,125] have evaluated the influence of desliming on flotation effectiveness. The authors pointed out three major challenges imposed by slimes on flotation: their low mass, large surface area, and high surface energy. These factors become increasingly dominant as particle size decreases, leading to higher reagent consumption, reduced selectivity, and poorer flotation recovery. To overcome these issues at an industrial scale, hydrocyclones and other classification equipment are generally preferred over screening for de-sliming, as they provide more effective separation of ultra-fine particles from flotation feed. The cut-off size for desliming is typically determined based on the target flotation product size and the degree of spodumene liberation in the ore [22]. However, recent advancements in fine particle screening technology have significantly improved the lower particle-size limits for dry screening methods. These technological improvements have made dry screening a more viable and efficient option for the pre-concentration and recovery of lithium from spodumene ores, even in fine particle size ranges [126].
3.4. Magnetic Separation
In addition to lithium content, iron content is a critical quality parameter for spodumene concentrates, especially for downstream processing and applications in ceramics and glass manufacturing, which typically require iron oxide (Fe2O2) levels below 0.5–1% [102]. Lithium pegmatites often include ferromagnetic and paramagnetic minerals, such as amphibole and tourmaline, which are difficult to separate using flotation alone and may interfere with the beneficiation process [27,123]. Thus, magnetic separation is a key step in the beneficiation of spodumene, both before and after flotation, playing a crucial role in improving the purity and reducing iron content to meet industrial specifications (less than 0.5% Fe2O3) [127]. It is also often used to process complex ores that have valuable components such as tantalite, columbite, or ferrotapiolite and zinnwaldite, etc. [27]. The effectiveness of magnetic separation is primarily influenced by two variables: the intensity of the magnetic field and the gradient of the field [128]. High-intensity separators work at over 0.5 Tesla, whereas low-intensity ones operate below 0.2 Tesla.
A pilot-scale study by [102] demonstrated that implementing multi-stage wet and dry magnetic separation, using medium- (5000 Gauss) and high-intensity (13,000 Gauss) fields, is crucial for reducing the iron content in the flotation feed at the Piedmont Lithium Project in North Carolina. Medium-intensity magnetic separation removed 14% of Fe2O3 with minimal, 2.8% lithium loss, while high-intensity magnetic separation removed nearly 50% of Fe2O3, but with 7.5% lithium loss. When both stages were combined, total iron removal ranged from 35.5% to 58.6%, with lithium losses between 6.5% and 9.4%. Similar results were observed at Nemaska’s Whabouchi Project in Canada, where magnetic separation was conducted in two stages [129]. The first stage, using a low-intensity separator (950 Gauss), removed 93.9% of iron and 61.4% of magnesium while maintaining 99.1% lithium recovery with a concentrate grade of 6.4% Li2O. The second stage, a wet high-intensity separation (13,000 Gauss), further removed 15.0–22.6% of iron with only 1.3–1.8% lithium loss.
After flotation, magnetic separation can further purify the spodumene concentrate by removing any remaining iron-bearing minerals or other magnetic impurities. This step is crucial for applications that require high-purity lithium products, such as in the production of LIBs. A practical case from the Greenbushes spodumene mine in Western Australia, reported by [27,123], illustrates the effectiveness of post-flotation magnetic separation. The mine implemented a low-intensity magnetic separation process, which significantly reduced the iron content in the spodumene concentrate to less than 0.1%, assaying 7.5–7.7% Li2O and enhancing its suitability for high-end lithium applications. The magnetic separation studies have further shown that non-magnetic fractions of spodumene concentrate can achieve grades of over 7.35% Li2O with less than 0.5% Fe2O3, representing about 18.6 wt% of the processed material [130,131]. The relationship between magnetic field strength and lithium recovery was also explored, showing that increasing the field from 0.94 Tesla to 2.06 Tesla improved lithium recovery to 73% for a concentrate grading 2.07% Li2O. However, beyond 1.95 Tesla, the recovery plateaued, indicating no significant gains with further field increases [132].
Magnetic separation is a critical step in spodumene beneficiation, helping to achieve both high-grade and low-impurity concentrates. Recent technological advancements, including rare-earth roll separators and wet high-intensity magnetic separators, have significantly improved the precision and efficiency of this process. These developments are particularly valuable for low-grade ores, enabling better lithium recovery and concentrate quality while supporting the growing demand for sustainable and high-performance lithium products.
3.5. Flotation
Flotation can enrich all lithium-bearing minerals of industrial importance, with spodumene receiving the most comprehensive research focus. The further processing of DMS middlings and/or undersized particles that fall outside the optimal size range for DMS may necessitate flotation separation [97,105]. This processing step is often required due to the minimal difference in specific gravity between valuable minerals and waste material in these fractions. Especially, it has permitted the processing of complex or low-grade ores which have otherwise been regarded as uneconomic [27,29,133]. Traditionally, spodumene flotation is optimized for higher-grade ores, typically those with a lithium content of about 1.5% or higher. These grades are considered economically viable for conventional flotation processes, which aim to concentrate the lithium to levels suitable for downstream processing and extraction. However, the efficiency of spodumene flotation diminishes significantly when dealing with low-grade ores, typically those with lithium content below 1%. Low-grade ores typically have a complex mineral composition, with spodumene finely disseminated and closely associated with other silicate gangue minerals, which complicates its liberation and makes subsequent flotation more difficult [2]. Moreover, the lower concentration of spodumene in the ore requires more extensive processing to achieve a concentrate with a sufficient lithium grade for commercial use. This not only increases the operational costs but also impacts the overall recovery rate and efficiency of the flotation process. Separating spodumene from its associated siliceous gangue minerals through froth flotation presents a challenge due to the similar surface properties and isoelectric points shared by these minerals. Achieving a concentrate with both a high recovery and high grade demands exceptionally selective collectors [76]. Collectors can adsorb to mineral surfaces through either physical attraction (physisorption) or chemical bonding (chemisorption), and their molecular structure typically consists of a polar head group combined with a non-polar hydrocarbon chain [76]. The flotation of spodumene typically involves either direct or reverse flotation methods, depending on the ore characteristics. Direct flotation employs anionic collectors, such as fatty acids, to float the spodumene, while impurities that usually coexist in spodumene ore, such as mica, albite, feldspar, and quartz, are left behind [22,95,134]. On the other hand, reverse flotation utilizes cationic collectors to float the gangue minerals, allowing the spodumene to sink and be collected as the product. The application of mixed reagents is desirable when using reverse or direct froth flotation separation methods for concentrating spodumene [119]. At present, direct flotation with anionic collectors is still the mainstream approach and considered to be the main process in spodumene separation, since the quantity of the gangues is larger than that of spodumene in raw ore [27,135]. Moreover, the efficient separation of silicate minerals using anionic/cationic collectors often requires a suitable depressant for decreasing the surface hydrophobicity of target minerals [136]. The choice of collectors and flotation method is crucial in determining the success of the process, especially in the context of low-grade ores, where the selectivity and recovery of spodumene are more challenging.
Spodumene is characteristically an anisotropic mineral, distinct in its crystal structure compared to other aluminosilicates. Its surface crystal chemistry is identified as the primary factor influencing selective flotation [27,118]. Researchers have comprehensively reviewed the surface chemistry of spodumene [27,29,31], covering topics such as its anisotropic surface characteristics, the influence of particle size, surface dissolution, isomorphous substitution, grinding methods, and investigations into its electronic structure [29]. The use of single anionic or cationic collectors in the flotation of certain minerals, including spodumene, often results in poor performance [29,137]. The lack of selectivity can lead to the recovery of both target and non-target minerals, reducing the purity of the concentrate. The specific adsorption mechanisms may not differentiate effectively between spodumene and other silicate minerals present in the ore, such as quartz, feldspar, and muscovite. Achieving effective mineral recovery using single collectors often requires high dosages, which can be economically unfavorable. High collector concentrations can increase the operational costs of the flotation process and may also lead to environmental concerns due to the discharge of flotation tailings containing residual collector chemicals. These factors necessitate the exploration of alternative or supplemental flotation strategies, such as using mixed collector systems or modifying process conditions to enhance recovery and selectivity.
Various studies in the literature highlight the use of both direct and reverse froth flotation methods for the concentration of spodumene. Since single collectors typically demonstrate weak flotation performance or selectivity for spodumene, they are primarily used in fundamental research [29]. To date, fatty acids are the most commonly utilized anionic collectors in the direct flotation of spodumene ore, recognized for their effective collection properties but limited selectivity [138]. Recently, [31] highlighted the industrial and research challenges related to the use of fatty acids in spodumene flotation, focusing on the poor solubility and selectivity issues of saturated and unsaturated anionic fatty acids. Their review suggests that despite historical effectiveness, further investigation into the flotation process is crucial for improving outcomes in the lithium mineral industry. Industrial applications typically use collectors in their acidic form, which is a viscous, oily liquid with low solubility. However, for basic research, the salt form of these collectors is often used, characterized by a soap-like consistency and higher solubility. Oleic acid, particularly in its salt form as sodium oleate (NaOL), is the most frequently mentioned fatty acid in academic studies related to spodumene flotation [27,31,139]. In the 1930s, Coghill and Clemmer (1934) [140] were the first to prove the possibility of separating spodumene from quartz by flotation with a fatty acid collector. Research by Taggart (1936) [141] also confirmed that unweathered spodumene can be separated from other minerals by soap flotation. Dietrich et al. [142] in 1937 published the results of the flotation of spodumene from ores of the Kings Mountain deposit using sodium hydroxide and oleic acid as a collector to activate spodumene. Davis and his employees were the first to obtain high-quality spodumene concentrate using oleic acid and emulsol as a foaming agent; recovery to crude concentrate was 81%. Norman and Gieseke (1942) [139] found that a low-grade lithium ore flotation with oleate did not provide good lithium recovery. Selection could be greatly improved by pre-treating the crushed ore into a dense pulp so that the surface of the weathered ore particles was stripped in the presence of alkaline reagents such as fluorosilicate, silicate, phosphate, or sodium hydroxide at about 50% solids for 20–30 min. After removing the resulting sludge (comprising up to 10% of the ore mass), almost any anionic collector gave good separation results. When using oleic acid, the optimal pH was between 6.5 and 8.5. Munson and Clarke (1955) [99], and Falconer (1949) [143] used similar methods in the flotation of spodumene ores.
Building on this foundation of historical and contemporary research, the investigations of surface characteristics of spodumene has provided deeper insights into its interaction with flotation reagents. The nature of various surface atomic sites on different crystalline planes of spodumene was investigated in detail [118,144]. The detailed understanding of adsorption mechanisms provided by studies employing techniques such as FTIR and zeta potential measurements allows for the design of more efficient and selective flotation processes. This understanding is crucial for developing collectors that offer improved selectivity and flotation performance by targeting specific interaction sites on the spodumene surface [145]. Moon and Fuerstenau (2003) [118] conducted one of the first comprehensive studies evaluating the surface chemistry of spodumene and the adsorption mechanisms when using oleate as an anionic collector. Using a polyhedral model of the spodumene crystal structure to evaluate the cleavage surface at an atomic level, fundamental research suggested that the selectivity is largely due to the specific surface crystal chemistry of spodumene, particularly the accessibility and reactivity of aluminum sites on its surface compared to other aluminosilicates like muscovite, feldspar, and quartz. Therefore, anionic collectors such as sodium oleate preferentially chemisorb on the surface Al sites of spodumene, making spodumene hydrophobic [118]. Contact angle measurements on the {110} plane correlate very well with the flotation recovery observed for spodumene [27]. It can be seen from Figure 7 that the flotation recovery of spodumene as a function of pH shows a primary peak at pH 8 and a secondary peak at pH 4, similar to contact angle measurements. Moon and Fuerstenau (2003) [118], Menéndez et al. (2004) [146], and Yu et al. (2015) [147] came to the conclusion that the primary adsorption peak at pH 8 corresponds to the chemisorption of oleate onto aluminum sites on the spodumene surface, while a secondary peak at pH 4 is linked to the interaction between oleate ions and ferric iron impurities present in the mineral. Flotation studies by [148] on the surface chemistry of spodumene revealed that, although the four crystallographic surfaces {110}, {010}, {001}, and {100} are naturally hydrophilic, sodium oleate preferentially adsorbs on the {100} and {110} surfaces, rendering them hydrophobic.
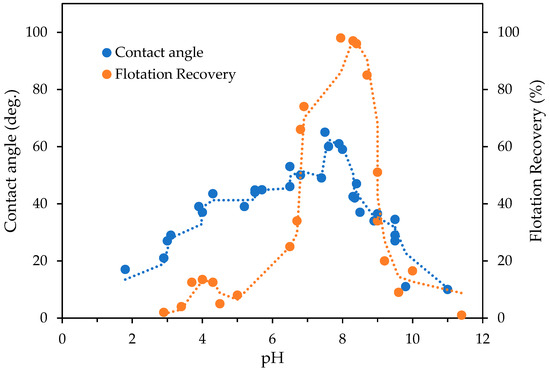
Figure 7.
Correlation between contact angle measurements on the {110} crystal plane and spodumene flotation recovery as a function of pH in a 10−4 M sodium oleate solution. Adapted from [118].
A significant shift in zeta potential at pH 8–9 indicates strong hydrophobicity and effective adsorption of anionic collectors on the spodumene surface, resulting in maximum recovery rates [118,147]. However, because spodumene maintains a negative surface charge across a wide pH range, electrostatic repulsion between the mineral surface and the negatively charged anionic collector occurs. This repulsion reduces spodumene’s floatability, making it challenging to achieve efficient recovery using anionic collectors alone [29]. Molecular dynamics simulations reveal that the adsorption of collectors and the resulting flotation efficiency are affected by the presence of alkali and alkaline-earth metal cations, which can form bridges between the collector molecules and the mineral surface, impacting the overall flotation process [149]. Therefore, an activator is usually required when the flotation of spodumene is performed using an anionic collector [77]. Different hypotheses have been proposed to explain the activation mechanisms of metal ions in the flotation of silicate minerals [150]. Adding Ca2+ ions can activate spodumene at the optimum pH of 12.3 with an oleate concentration of 7 × 10−4 M. At this specific pH, density functional theory (DFT) calculations revealed that calcium hydroxide forming on the surface of spodumene acts as the key agent for activating spodumene flotation. This process significantly improves the adsorption of sodium oleate, making it more hydrophobic. Similarly, Liu et al. (2014) [151] reported that iron ions (Fe3+) enhanced the recovery rates of spodumene, albite, and quartz significantly when using a lower sodium oleate concentration of 2.0 × 10−4 M at a pH of around 7 to 7.5. A later study [152] confirmed that both Mg2+ and Ca2+ could boost spodumene recovery from 10% to 80–83% at pH levels between 10 and 12.6. This indicates that both ions play a crucial role in the activation process, likely through similar mechanisms involving the formation of hydroxide species on the mineral surface and improved collector adsorption. Yongbing et al. (2021) [153] suggested that calcium ions are essential for spodumene flotation due to the interference of water molecules with the adsorption of NaOL at aluminum sites on the spodumene surface. The finding highlights the complexity of the activation process, where the presence of metal ions can significantly alter the surface chemistry of the mineral and improve flotation performance.
Moreover, different grinding conditions affect the surface properties of spodumene, such as surface area and crystal plane exposure, which in turn influence the adsorption of anionic collectors and the flotation recovery rates [154]. Independent flotation studies by [119,144] on wet- and dry-ground spodumene showed that wet grinding predominantly exposes the {110} and {100} surfaces, whereas dry grinding results in greater exposure of the {010} surfaces. It was found that the oleate adsorption density on wet-ground samples was twice as high as that on dry-ground samples, which was consistent with the higher flotation recovery achieved for the wet-ground material compared to the dry-ground material [119]. In addition, it was confirmed that the aluminum content on the surfaces of feldspar and spodumene changes with particle size, helping to explain the variation in flotation performance across different size fractions [138,144]. Fine spodumene particles, particularly those exposing more {110} edges, show greater NaOL adsorption, which accounts for the superior floatability observed in the 38–45 µm size fraction. Temperature is also a critical component in the effectiveness of collector selectivity, and spodumene flotation is sensitive to temperature variations [155]. Studies on the effect of temperature on the flotation of spodumene and feldspar with NaOL demonstrate that an increase in temperature above 33 °C resulted in higher recoveries, with a considerable loss in selectivity observed above 50 °C [146]. Achieving higher concentrate selectivity at 15 °C is considered more desirable than achieving higher recoveries but lower concentrate grades at elevated temperatures, while also providing the added benefit of reduced energy consumption during processing [146]. The observed increase in flotation recovery with rising pulp temperature can be attributed to the fact that NaOL adsorption is either an endothermic process or an activated adsorption involving a significant entropy gain, both of which are enhanced by the addition of thermal energy [118].
Since only small amounts of gangue minerals remain in the crude spodumene concentrate, it is both practical and cost-effective to further improve its lithium grade through reverse flotation using cationic collectors [95,135,156,157]. In fact, cationic collectors adsorb to mineral surfaces primarily through weak electrostatic forces and hydrogen bonding [135]. For instance, kaolinite, a two-layer silicate, exhibits a hydrophilic surface due to the presence of broken Si–O and Al–O bonds along its edges and disrupted hydrogen bonds on its basal planes [158]. In the flotation of muscovite, the phenomenon of isomorphous substitution, where Al3+ replaces Si4+ within the silica tetrahedra, imparts a fixed negative charge to the mineral’s surface. This charge is present regardless of the surrounding pH levels, a characteristic leveraged when using cationic collectors for muscovite’s flotation in acidic environments. The fixed negative charge facilitates the attachment of positively charged cationic collectors, thereby enabling muscovite’s efficient separation at low pH values [159]. The mineral’s surface can be easily rendered hydrophobic by covering these negatively charged sites with a cationic collector. It has been reported that silicate gangue minerals have very similar isoelectric points, generally below pH 3, which makes the selective flotation of lithium minerals particularly difficult when using cationic collectors, since their adsorption relies primarily on electrostatic interactions with the mineral surface [27,158,160]. Therefore, it is necessary to first activate the silicate minerals by adsorbing multivalent ions, which reverses their surface charge from negative to positive [161]. On the mineral surfaces activated by Ca2+, it was found that the spodumene preferred to absorb Ca2+, while feldspar and quartz tend to absorb N-{3-[(2-propylheptyl)oxy]propyl}propane-1,3-diamine (PPPDA), which facilitates the flotation separation by increasing the recovery difference between spodumene and these gangues [135]. This finding implies that using PPPDA as a collector in reverse flotation processes can efficiently distinguish spodumene from feldspar.
The floatability of silicate gangue minerals also depends on the amount of amine collector adsorbed onto their surfaces [2]. For example, at low amine concentrations, amine ions primarily adsorb onto the quartz surface through electrostatic attraction, with the hydrophobic tails of the amine molecules enhancing the floatability of quartz [162,163,164]. As the amine concentration increases to the critical hemimicelle concentration (CHC), a saturated monolayer, or hemimicelle, forms at the solid–liquid interface. This maximizes quartz floatability and reverses the zeta potential from negative to positive. Beyond the CHC, further adsorption is driven more by hydrophobic interactions between the hydrocarbon chains of the amine molecules than by electrostatic attraction [165]. However, as adsorption continues, the repulsion between the positively charged polar heads of the amine molecules promotes the formation of a bilayer through tail-to-tail hydrophobic interactions. This bilayer renders the quartz surface hydrophilic again, reducing its floatability and lowering flotation recovery [166]. Once the critical micelle concentration (CMC) is reached, excess amine molecules form micelles in the solution, and additional increases in collector concentration no longer affect adsorption on the quartz surface. Therefore, controlling the amine concentration within an optimal range is essential, as overdosing can lead to surface rehydration and reduced quartz flotation efficiency.
In recent years, the use of combined anionic and cationic collectors in spodumene flotation has gained significant attention due to their superior performance compared to single collectors, which are often less cost-effective for industrial applications [27,167]. Numerous studies have demonstrated that using mixed reagent systems can achieve higher separation efficiency by enhancing both the selectivity and adsorption capacity of the collectors, ultimately improving the recovery of valuable minerals during flotation [95,168,169]. Additional benefits of using mixed collectors include synergistic effects, greater selectivity, higher recovery rates, and the ability to achieve these outcomes with lower reagent dosages, making the process both more effective and economical [136]. Table 3 provides an overview of the research studies carried out on spodumene flotation utilizing both single and combined collector systems.
Table 3.
Summary of research studies on collector systems used in spodumene flotation.
Compared with single collectors, mixed collectors often show better flotation behavior. For instance, combinations of sodium oleate/tributyl tetradecyl phosphonium chloride (NaOL/TTPC), dodecyl trimethyl ammonium chloride/sodium oleate (DTAC/NaOL), and benzohydroxamic acid/dodecylamine (BHA/DDA) have shown strong synergistic effects and enhanced selectivity in spodumene flotation systems. Their mixtures significantly reduced the use of a single collector while maintaining high recovery and effective separation of valuable minerals [136]. Tian et al. (2017) [160], and Xu et al. (2016) [175] investigated the adsorption mechanism of NaOL/DTAC through measurements of zeta potential, surface tension, adsorption amount, and FTIR. The optimal NaOL/DTAC molar ratio was 9:1 at a pH of 8.0–8.5. There was a strong synergistic interaction of NaOL/DTAC at the air/water interface. In mixed collector systems, interactions between oppositely charged head groups lead to the formation of mixed micelles. This charge neutralization influences the ionic mobility within the solution and results in a reduction in surface tension. Such molecular neutralization typically occurs between amines and long-chain fatty acids or alkyl-sulfonates [176]. The anionic double-tail sodium bis(ethylhexyl) sulfosuccinate and the zwitterionic single-tail N-tetradecyl-N, N-dimethyl-3-ammonio-1-propane sulfonate exhibit a synergistic interaction, leading to the formation of mixed micelles in aqueous solutions [177]. The combined presence of potassium ethyl xanthate with sodium oleate and cetyl trimethyl ammonium bromide with sodium oleate also show a synergistic effect in reducing the surface tension and enhance the hydrophobicity, increasing the contact angles of minerals [178]. Building on this synergy, molecular dynamics simulation further demonstrated that the mixture of cationic dodecylamine and anionic sodium oleate was more densely packed, enabling the formation of a tight monolayer at the air/water interface [179]. In the mixed system, an electroneutral complex is created between NaOL and DTAC, which then co-adsorbs onto the Stern layer [180]. As a soluble ammonium salt, DTAC can completely dissolve in solution. Therefore, the NaOL and DTAC combination offers superior capability in generating a highly surface-active electroneutral complex compared to mixtures with other insoluble cationic collectors [160].
A new complex collector prepared by decyloxy-propyl-amine (DPA) and α-bromododecanoic acid (α-BDDA) significantly improved the difference in the flotation recovery of spodumene (82.14%) and feldspar (32.48%) at a molar ratio of 1:1 and pH of 4.48 [174]. The results indicated the difference in the number of active Al and O sites per unit area responsible for the dissimilar surface chemistry features of spodumene and feldspar. Due to feldspar’s more negatively charged surface, combined with steric hindrance and fewer available aluminum sites, DPA-BDDA primarily adsorbs onto feldspar through electrostatic attraction. However, in the case of the spodumene surface, chemisorption plays a role in addition to electrostatic attraction, explaining why the differential recovery is higher. A further improvement in spodumene flotation was observed by combining hexyloxypropylamine (HPA) and N-Dodecyliminodiacetic acid (DIDA) [167]. The use of a mixed collector system significantly increased the separation efficiency between spodumene and feldspar, achieving a recovery of 85.61% for spodumene and 7.38% for feldspar at a mass ratio of 1:3. In contrast, individual collectors showed much lower selectivity, resulting in smaller differences in recovery rates. Analytical techniques including Fourier Transform Infrared (FT-IR) spectroscopy, X-ray Photoelectron Spectroscopy (XPS), and zeta potential measurements confirmed that the enhanced adsorption of the mixed collector on the spodumene surface occurs through a combination of hydrogen bonding and chemisorption, whereas adsorption on the feldspar surface is governed primarily by hydrogen bonding alone. These synergistic interactions contribute to the improved selectivity and greater recovery difference between the two minerals. Similarly, a benzohydroxamic acid (BHA) and dodecylamine (DDA) mixture, at an optimal molar ratio of 6:1, achieved excellent separation, yielding 88.31% spodumene recovery and 24.57% feldspar recovery at pH 8–9 [173]. This superior performance was attributed to the higher net heat of reaction released upon adsorption of the mixed collector on the spodumene surface compared to the individual collectors, following the trend QBHA/DDA (19.294 J·g−1) > QDDA (7.812 J·g−1) > QBHA (4.856 J·g−1).
In parallel with advances in reagent chemistry and surface science, the flotation industry is increasingly embracing digital technologies to improve process efficiency and control [181]. Among these, machine learning (ML) has emerged as a powerful tool for real-time monitoring and optimization of flotation circuits [182]. Unlike traditional control strategies that rely on fixed setpoints and manual adjustments, ML-based systems can continuously learn from historical and real-time plant data to dynamically optimize key operating parameters such as pH, collector dosage, air flow, and pulp density [183]. These models analyze inputs from sensors and machine vision systems, such as froth color, bubble size, and texture, to predict process outcomes and adjust operational conditions accordingly. Recent research has demonstrated the effectiveness of hybrid deep learning models, including convolutional neural networks (CNNs), for predicting concentrate grades and improving control precision in polymetallic flotation circuits with high variability and complexity [181,182]. Additionally, reinforcement learning frameworks have been applied to flotation plants to optimize control actions in real time without requiring explicit process models, outperforming conventional approaches in terms of stability and recovery rates [183]. These intelligent systems not only enhance flotation performance but also reduce reagent consumption and operator dependency, offering a transformative approach to mineral beneficiation in both high- and low-grade ore environments.
4. Extraction of Lithium from Spodumene
As stated in Section 2, spodumene naturally occurs in the stable α-monoclinic form, characterized by a densely packed crystal structure and high mechanical strength, making it resistant to conventional chemical attacks and difficult to leach or extract lithium from without prior thermal or chemical pre-treatment [26,184]. Numerous innovative recovery techniques for lithium have been developed, yet very few have reached commercial production and have been discussed in other reviews [5,20,78,95,185,186,187]. In general, three primary technologies are employed in the processing of spodumene [188]: (1) the acid route, which involves digesting β-spodumene with concentrated sulfuric acid (over 90 wt.%) at temperatures ranging from 200 to 300 °C to form water-soluble lithium sulfate (Li2SO4) [186]; (2) the alkaline roasting route, where both α- and β-spodumene are heated with alkali reagents such as alkaline oxides, chlorides, hydroxides, carbonates, or sulfates at high temperatures to generate soluble lithium compounds; (3) alkaline leaching, in which β-spodumene is treated with alkali or alkaline-earth metal salts and hydroxide solutions under high-pressure (around 40 bar) and moderate-temperature (about 250 °C) conditions, also yielding soluble lithium compounds. In the context of spodumene decrepitation, conventional heating is widely used in the industry but is an energy-intensive approach in the lithium extraction process. It also generates significant solid waste, especially when coal-based energy sources are used, raising further environmental concerns [189]. In contrast, microwave irradiation has been reported as an effective alternative for treating spodumene [19,23,78,81,190]. To avoid phase modification, some novel processes, such as fluorine-based and caustic-based processes, have been studied for the direct processing of α-spodumene [8]. While fluorine-based acids like hydrofluoric acid (HF) have proven effective in extracting lithium directly from α-spodumene due to their strong reactivity with silica materials, the use of HF raises significant environmental and health concerns [191,192]. The following sections will provide a detailed overview of the various methods reported for lithium extraction from spodumene.
4.1. Decrepitation
The primary structure of α-spodumene consists of [SiO4] tetrahedra and [AlO6] octahedra. Partial substitution of Si4+ by Al3+ ions introduces a charge imbalance, compensated by Li+ ions that are strongly held by Coulombic forces [193,194,195]. This tight crystal structure makes α-spodumene chemically inert, requiring thermal treatment to enable lithium extraction [184]. Only through the crystallographic phase transformation of spodumene from α to β at an elevated temperature can this mineral become reactive to either acids or bases due to a more open crystal lattice [81,186,196]. A critical feature of this transformation is the repositioning of the Al3+ ion from sixfold to fourfold coordination [82]. This shift opens up the crystal structure, forming zeolite-like channels in β- and γ-spodumene that significantly enhance Li+ mobility [85]. The process also improves beneficiation performance by increasing grindability, promoting mineral liberation, and exposing fresh surfaces that improve reagent interaction and selectivity [197,198,199,200,201]. The phase transformation is achieved through calcination or roasting, occurring at temperatures between 1075 °C and 1100 °C, which induces decrepitation. Currently, spodumene calcination still relies on rotary kiln technology, which has been used since the early days of lithium ore processing [202]. While research and development have increasingly focused on finding alternative methods for directly extracting lithium from lithium-bearing ores, no commercially viable projects have emerged yet [203]. Many have studied the effects of the phase modification of monoclinic crystal-shaped α-spodumene into tetragonal structured β-spodumene on the extraction of spodumene ore, including the effects of temperature and time of decrepitation [19,78,81,87,123,186]. The phase transformation studies show that the conversion of α-spodumene to β-spodumene begins after 30 min of heating at 950 °C, with complete conversion occurring after 120 min of heating at 1050–1100 °C [78,87]. γ-spodumene forms as an intermediate phase between α- and β-spodumene when heated within the temperature range of 800–1000 °C. Once spodumene transforms into its soft, friable (pulverulent) form, it retains that state after cooling [36]. This decrepitation reaction can be represented by Reaction (1):
Lithium extraction efficiency strongly depends on the complete conversion of α-spodumene to β-spodumene. While transformation begins at 950 °C, this temperature is insufficient for effective lithium recovery. Experimental data show that significant lithium extraction occurs only when calcination temperatures exceed 1000 °C, with optimal results achieved above 1050 °C when treated with concentrated H2SO4 at 250 °C for 1 h [186,188].
The phase transformation process at high temperatures is affected by several variables, such as the heating technique used, the shape and size of the sample after grinding, and the amount of gangue minerals present [34,78]. Gasafi and Pardemann (2020) explored an energy-efficient fluidized bed technology as a replacement for conventional rotary kilns for high-temperature transitions [203]. They investigated the necessary temperature and residence time on both laboratory and larger experimental scales (with feed rates ranging from 20 to 500 kg/h). They found that at a temperature of 1050–1070 °C and a residence time of 25–40 min, a transition rate exceeding 90% was achieved, highlighting potential benefits in energy efficiency and product quality for future development. Similarly, Kotsupalo et al. (2010) demonstrated that pre-mechanical activation of α-spodumene using a solid ball mill broke the Li–O and Al–O bonds, transforming the mineral structure into an amorphous phase after 30 min of milling [83]. This pre-activated α-spodumene was then successfully converted to β-spodumene at lower temperatures of 900–950 °C, significantly reducing the thermal requirement and thus lowering overall energy consumption. Botto et al. (1975) observed that approximately 35% of α-spodumene transforms after 2 h at 890 °C, with around 75% inversion occurring at 950 °C within 10 min [204]. Salakjani et al. (2016) and Moore et al. (2018) noted that spodumene particles begin to transition from various textures to a matte finish after heating at 950 °C for 30 min, likely due to crystal structure breakdown, leading to the formation of γ-spodumene [78,79]. Further heating results in the majority of crystals transforming into β-spodumene, accompanied by increased stress from volumetric expansion, which causes particle size reduction and a decrease in specific gravity. The transformation from α- to γ-spodumene results in a 67% decrease in crystal volume, while the subsequent transition to β-spodumene leads to a 75% increase, resulting in an overall 30% expansion [23,87]. This volumetric change enhances the movement of lithium atoms, increasing the distance between them and making them more readily available to aqueous lixiviant solutions [19,21,87]. Highly pure concentrates (98%) exhibit a direct α- to β-spodumene transition, while lower purity samples (95%) undergo simultaneous transformation into both γ- and β-phases. It has been reported that the presence of SiO2 lowers the phase transition temperature by approximately 50–100 °C [205]. The amorphous spodumene undergoes a sequential phase transformation, transitioning from α- to β-spodumene, with γ-spodumene appearing as an intermediate phase during the process [80]. In coarse spodumene concentrates (around 3 mm), γ-spodumene first forms at 800 °C and subsequently transforms into the β-phase at the higher temperature of 1100 °C. Figure 8 presents the particle size distribution following the near-complete transformation of spodumene to its β-phase structure. It has been observed that the transitions from α- to β-spodumene and γ- to β-spodumene are endothermic processes, while the α- to γ-spodumene transformation is characterized as an exothermic reaction [78,81,206]. Thus, the high-temperature transformation sequence for spodumene is generally described as α → γ → β [21,80,87]. However, the formation of γ-spodumene can reduce lithium extraction efficiency. So, it is desirable to minimize the formation of γ-spodumene during high-temperature processing [5].
Figure 8.
SEM images of spodumene particles before (a) and after (b) roasting at 1100 °C via conventional heating. Adopted from [19].
Recently, the application of microwave technology in the processing of spodumene, particularly for lithium extraction, has demonstrated significant potential. Compared to conventional heating methods, microwave heating offers several advantages such as rapid heating, lower energy consumption, and decreased pollution [207]. Studies have shown that microwave-assisted heating can efficiently convert the α-phase of spodumene into the β-phase, which is more amenable to lithium extraction [19,23,81,87]. To optimize this phase conversion, it is crucial to understand the heating behavior of spodumene. Spodumene, a aluminosilicate mineral, absorbs microwave energy only at higher temperature as its dielectric loss increases with temperature rises [207]. Therefore, the use of hybrid microwave heating with a material such as a silicon carbide (SiC) susceptor is essential. Peltosaari et al. (2015) conducted a comprehensive study on the phase transformation of spodumene, comparing microwave-assisted acid roasting with conventional furnace heating [87]. Their findings indicate that 170 s of microwave heating achieved a similar effect to 480–600 s of conventional heating at 1100 °C, demonstrating the superior efficiency of microwave processing. In a similar study, Salakjani et al. (2017) observed that α-spodumene undergoes rapid conversion to β-spodumene when preheated above 634 °C [81]. This conversion is achieved with significantly lower energy input compared to conventional methods, where temperatures of 950–1100 °C are typically required. Rezaee et al. (2022) identified that the critical temperature for α-spodumene to absorb microwave energy is around 570 °C [19]. However, determining the precise critical temperature remains an area requiring further investigation, as variations in experimental conditions and material properties could influence these threshold temperatures. Following these findings, Salakjani et al. (2019) conducted a comprehensive study comparing microwave-assisted acid roasting with conventional furnace heating [23]. Their results showed that microwave irradiation could achieve nearly complete lithium extraction with less excess acid in just 20 s, a drastic reduction from the 60 min typically required by conventional processes. The study revealed that β-spodumene exhibits a much higher absorption of microwave energy compared to α-spodumene, leading to localized sintering when the β-phase is reached. This suggests that microwave heating not only accelerates the phase transformation but also affects the material’s microstructure, enhancing its efficiency for lithium extraction.
In addition, microwave roasting combined with sodium hydroxide (NaOH) has been explored for its effectiveness in extracting lithium and improving the decomposition of aluminosilicates [208,209]. For example, the patented study by Rezaee et al. (2021) demonstrates that lithium recovery reached 90% when microwave heating was applied using sodium hydroxide (NaOH) [208]. This was achieved at a 1:1 ratio of α-spodumene to NaOH with a 2.45 GHz, 6 kW multimode batch system, operating at 1.5 kW and 400 °C for 5 min. Similarly, microwave-assisted roasting with sodium hydroxide, sodium carbonate, or calcium hydroxide has shown high leaching rates for rare earth elements, fluorides, and aluminum, demonstrating the effectiveness of microwave roasting in enhancing metal extraction processes [209,210]. However, the application of microwave irradiation for spodumene processing is still in the developmental stage, and further research is needed to address several challenges, including localized sintering that causes uneven heating, the low microwave absorption (transparency) of spodumene, and other factors that commonly affect the microwave treatment of ores.
4.1.1. Sulfuric Acid Roasting
Following the decrepitation process, the next crucial step in lithium extraction involves further treatment of the β-spodumene concentrate. Lithium extraction from β-spodumene through sulfation roasting with sulfuric acid, followed by water leaching, has been the traditional process since the mid-twentieth century [186,211]. Galaxy Resources in China established the first continuous plant for this method in 2012 [32,212]. Similar operations based on the same principle have also been reported in the United States [213], Australia [123], and Brazil [214]. The process involves the roasting of β-spodumene with sulfuric acid at 175–250 °C, as shown in Reaction (2), before water leaching at 90 °C followed by solution purification through neutralization. In the process, only H+ replaces Li+ in its original position, leaving the mineral structure undamaged. So, a few impurities, such as aluminum, silicon, and iron, are leached out during the leaching process [8]. Neutralization with a hydroxide source, such as NaOH, is necessary to remove these impurities and produce a crude lithium sulfate solution containing approximately 10% Li2O [36,123]. Alternatively, a carbonate source (CaCO3) can be used to neutralize excess sulfuric acid and adjust the pH to help eliminate impurities [215]. The acid solution containing Li2SO4 with a lithium content of more than 20% can be converted into a slightly soluble Li2CO3 product with a saturated Na2CO3 solution or CO2 to produce lithium carbonate (Li2CO3) as a precipitate, as shown in Reaction (3). This sulfation roasting allows a high yield of about 98% at 250 °C and 80% at 175 °C [36].
Li2SO4 + Na2CO3 → Li2CO3 + Na2SO4
Two key advantages of this method are its high leaching efficiency and its strong adaptability to a wide range of raw materials. However, studies have shown that the acid baking method of β-spodumene requires excessive acid, sometimes exceeding 140% of the theoretical amount, and generates a substantial amount of waste residue (production of 1 ton of lithium salt can result in 8–10 tons of waste residue) [216]. To address these challenges, researchers are working on reducing sulfuric acid concentration to minimize equipment damage, optimizing acidification to enhance lithium leaching efficiency, and improving the utilization of silicon and aluminum in lithium ores to decrease resource consumption and waste production [72].
4.1.2. Hydrochloric Acid and Nitric Acid Method
Researchers have explored alternative acids for leaching lithium from β-spodumene to address the limitations of traditional sulfuric acid methods. Margarido et al. (2014) found that using hydrochloric acid instead of sulfuric acid improved lithium leaching efficiency, with higher acid concentrations yielding better results [184]. Sharma et al. (2015) introduced a process for extracting lithium from β-spodumene using a 20% hydrochloric acid solution at a leaching temperature of 108 °C for 6–10 h, followed by purification and electrolysis to produce high-purity lithium hydroxide (99.5%) and lithium carbonate [217]. Similarly, Hunwick (2017) applied for a patent for lithium extraction by nitric acid, which could also be an effective substitute, achieving a lithium nitrate recovery rate of 95% at 170 °C and 2 MPa [218]. Despite these promising results, the use of hydrochloric or nitric acid for lithium extraction remains primarily at the research stage [72].
4.1.3. Alkali Leaching Method
Alkali leaching is one of the methods used in the extraction of lithium from β-spodumene, focusing on the use of alkali metal compounds to facilitate the breakdown of the mineral structure and the release of lithium ions. This process typically involves sodium-based compounds, such as Na2CO3 and NaOH, which react with β-spodumene under controlled temperature and pressure conditions. Chen et al. demonstrated the effectiveness of leaching β-spodumene using Na2CO3 in an autoclave system [219]. By treating the mineral at 225 °C for one hour, they achieved a lithium extraction yield exceeding 94%, resulting in the direct formation of a lithium carbonate suspension. The reactions are shown in Reactions (4)–(6). Chubb (1963) investigated the leaching of lithium from β-spodumene using NaOH and other substances under varying conditions, specifically focusing on temperatures between 100 and 200 °C and pressures ranging from 0.1 to 1.7 MPa [220]. This study aimed to determine the feasibility and efficiency of these conditions for lithium extraction. Subsequent studies have expanded on this work, such as the research by Kuang et al. (2018), which explored the utilization of sodium sulfate (Na2SO4) as a leaching agent, supplemented with small amounts of NaOH or CaO as additives to enhance extraction efficiency [215]. The process yielded a lithium extraction rate greater than 90%. The reaction is shown in Reaction (8).
2β-Li2O·Al2O3·4SiO2 + Na2CO3 + 2H2O → Li2CO3 + NaAlSi2O6·H2O
Li2CO3 + CO2 + H2O → 2LiHCO3
2β-Li2O·Al2O2·4SiO2 + Na2CO3 + 2H2O → Li2CO3 + NaAlSi2O6·H2O
Li, G.Q. and Cui, F.H. (2019) applied for a patent for extracting lithium by mixing calcined β-spodumene with lime and water [221]. This process includes high-temperature roasting of spodumene to convert it to its β-phase, followed by activation with lime and ultra-fine grinding. The mixture is then subjected to pressure leaching under specific conditions (120–200 °C and 0.20–1.57 MPa), resulting in a lithium extraction efficiency of over 92%. This approach simplifies the extraction process, reduces the need for extensive acidification and sodium sulfate crystallization stages, and lowers both material and energy consumption. Currently, China ENFI Engineering Co., Ltd. (Beijing, China) is the only organization known to have conducted pilot-scale testing of the sodium carbonate autoclave process. The results indicate that the technology is both feasible and promising, with potential for broader market applications. The company is now positioned to undertake expanded and semi-industrial scale tests [72]. Other researchers have attempted to directly leach lithium from α-spodumene using NaOH [222,223,224]. Song et al. (2019) developed a promising method for directly extracting lithium from α-spodumene using an alkaline digestion process [195]. A lithium leaching efficiency of 93.3% was achieved under the optimal conditions of a 0.5:1 CaO/ore ratio, 400 g/L NaOH concentration, 250 °C temperature, and leaching time of 6 h. However, these methods, proposed as alternatives to the sulfuric acid process, face challenges such as intensive downstream purification requirements, high concentrations of alkali, the need for special equipment (the autoclave), and safety concerns related to chemical use and waste management [225].
4.1.4. Chlorination Process
The chlorination process involves the use of chlorine gas and chloride-bearing salts, such as calcium chloride or sodium chloride, to extract lithium from spodumene. This method capitalizes on the high reactivity and selectivity of chlorine, which facilitates the formation of lithium chloride (LiCl) during the Reaction (7). The generated lithium chloride can then be further processed, typically by reacting it with sodium carbonate to produce lithium carbonate, a commercially valuable product, as shown in Reaction (8).
β-Li2O·Al2O3·4SiO2(s) + CaCl2(s) + Cl2(g) → 2LiCl(g) + CaAl2Si2O8 + 2SiO2
2LiCl(aq) + Na2CO3 → Li2CO3 + 2NaCl(aq)
The high selectivity of chlorine allows for the efficient targeting of lithium within the spodumene matrix, resulting in high recovery rates even from low-grade ores [226]. Additionally, the process operates at comparatively lower temperatures than traditional roasting methods, which can reduce overall energy consumption [227]. The chlorides produced during this process, such as lithium chloride, have low melting and boiling points, making them easier to separate from waste materials due to differences in vapor pressure. This characteristic enhances the efficiency of the separation process, further contributing to the method’s appeal. Despite its benefits, the chlorination process has been the least considered method for lithium extraction, largely due to concerns over the toxicity of chlorine gas and the generation of environmentally hazardous waste, which can pose significant health and safety risks. The use of chlorine gas requires stringent handling procedures and specialized, corrosion-resistant equipment, which can drive up the cost of the operation. These factors have limited the widespread adoption of chlorination in lithium extraction [228]. Despite these challenges, several studies and patents have demonstrated the effectiveness of chlorination in lithium extraction. For example, Peterson et al. patented a method that utilized a blend of muriate of potash and sylvinite ore (NaCl and KCl) to recover lithium from α-spodumene in the presence of a refractory material at temperatures ranging from 980 to 1100 °C [229]. This process involved an exchange reaction between the alkali metals of the chlorides and the lithium in the ore, resulting in the formation of soluble lithium chloride as shown in Reactions (9)–(10).
β-Li2O·Al2O3·4SiO2 + 2NaCl(s) + 2H2O → 2LiCl(g) + Na2O·Al2O3·4SiO2·2H2O
β-Li2O·Al2O3·4SiO2 + 2NaOH(s) + 2KCl(s) → 2LiCl(g) + Na2O·Al2O3·4SiO2 + 2KOH(s)
The findings from Alhadad et al. (2023) show that the chlorination process for lithium extraction involves a solid-state reaction of β-spodumene with NaOH and KCl to produce lithium chloride, as illustrated in Reaction (12) [230]. The process showed that the analcime method, where NaOH is used to enhance the reaction, achieved a lithium recovery rate of at least 92.9%. This process avoids the formation of low-value byproducts such as sodium sulfate while operating under relatively mild conditions (200 °C and 15.8 bar), making it a more eco-friendly and cost-effective alternative to traditional sulfuric acid leaching methods. However, despite the analcime process being highly selective and efficient, it still requires further optimization to address process complexity and a thorough evaluation of its environmental impact compared to other lithium extraction methods. Gabra et al. (1975) demonstrated that raising the reaction temperature or decreasing particle size could enhance lithium conversion, achieving a maximum lithium leaching rate of 98% [231]. Barbosa et al. conducted studies on lithium extraction from spodumene using CaCl2 and Cl2, demonstrating successful chlorination with high conversion rates of 90.2% at 90 °C for 2 h [227,232]. However, their research focused on calcined beta-spodumene, which does not address the issue of phase transformation. Ni et al. (2024) proposed a method for direct lithium extraction from α-spodumene by integrating mechanical activation with chlorination roasting followed by water leaching [233]. The results showed that three hours of mechanical activation significantly lowered the phase transition temperature, enabling complete chlorination at 900 °C, with a lithium extraction efficiency of 91.34%. Medina et al. (1984) reported that the subsequent conversion of lithium chloride to lithium carbonate achieved a recovery rate of approximately 97.5%, highlighting the high efficiency of the method [234]. El-Naggar et al. (1988) demonstrated that lithium can be extracted from spodumene by reacting it with a chemical mixture of CaCl2 and MgCl2 hydrates, resulting in the production of lithium chloride as the final product [235]. Zelikman et al. (1966) found that calcining spodumene with ammonium chloride and sodium chloride at 750 °C can achieve a high conversion rate of 98% [236]. More recently, Fosu et al. (2022) investigated a direct chlorination method for uncalcined α-spodumene concentrate, utilizing anhydrous calcium chloride, followed by water leaching of the reaction residue to recover lithium [226]. Under optimal conditions, specifically, a calcium chloride to spodumene molar ratio of 2.0 and heating at 1000 °C for 60 min, the process achieved nearly 90% lithium chloride extraction. In another study, chlorination of lepidolite using a combination of sodium chloride and calcium chloride at 880 °C achieved a 93% lithium recovery rate [237]. A similar approach was applied to spodumene, where the optimal chlorination conditions were determined to be 900 °C for 120 min. This method, utilizing calcium chloride, achieved a 90% lithium extraction rate, demonstrating the process’s potential for high recovery yields [232]. As the demand for lithium continues to rise, particularly with the growth of the electric vehicle market, the chlorination process warrants further exploration and development to meet the industry’s needs more efficiently and sustainably. Figure 9 presents a generalized flowsheet illustrating various lithium extraction pathways from spodumene and Table 4 summarizes lithium recovery from spodumene by various processes.
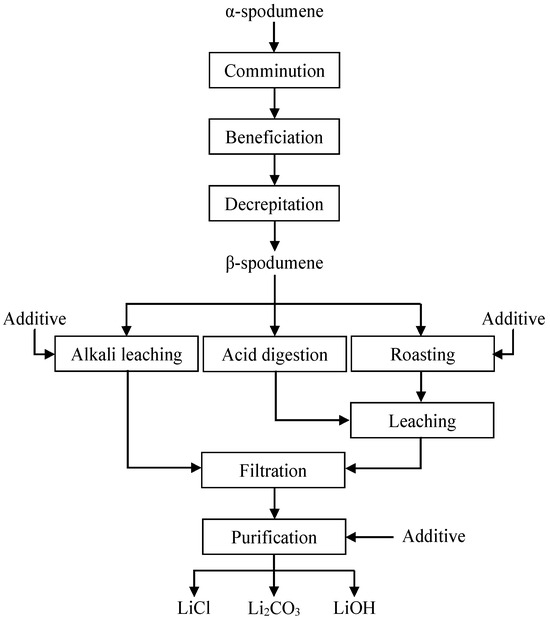
Figure 9.
Generalized flowsheet for lithium extraction from spodumene. Adopted from [188,238], with modifications.
Table 4.
Summary of recovering lithium from minerals by various processes.
4.2. Alkali Roasting Method
Since strong alkalis can effectively attack and break the Si–O bonds in silicate structures [246], alkali fusion using alkali metal compounds has demonstrated high roasting efficiency and excellent lithium recovery through leaching [26]. Using hydrothermal alkali treatment, α-spodumene is transformed into hydroxy sodalite, releasing lithium into the solution, which is then precipitated for recovery [223]. Lee, S. (2018) investigated lithium extraction from spodumene using alkali fusion methods [239]. The study found that NaOH fusion achieved a lithium extraction efficiency of 63.88% at a melting point of 318 °C, while sodium carbonate Na2CO3 fusion was far more effective, reaching 99.98% efficiency at 850 °C for 60 min, followed by sulfuric acid leaching. Zhou et al. (2023) conducted a study where they reacted Na2CO3 with α-spodumene at 1100 °C for 30 min, successfully producing Li2SiO3 with a lithium recovery rate of 95.9% [247]. The scholars indicate that Na2CO3 fusion is the most effective method for nearly complete lithium recovery. Han et al. (2022) tested various sodium-based reactants at their melting points and identified NaOH as the most effective for extracting lithium from α-spodumene, achieving a 71% recovery rate after water leaching [26]. By subsequently using an acid solution to extract the remaining lithium from the residue, the total yield was increased to 88%. However, a drawback of these studies is the incomplete recovery during the initial leaching stage and the significant extraction of impurities such as silicon and aluminum. This suggests that additional steps or more stringent conditions might be necessary to improve overall efficiency and isolate high-purity lithium, potentially increasing the complexity and cost of the extraction process. The reactions governing NaOH and Na2CO3 roasting process can be interpreted as Reactions (11)–(12).
3α-Li2O·Al2O3·4SiO2 + 14NaOH → Li3NaSiO4 + 3NaAlO2 + 5Na2SiO3 + 7H2O
3α-Li2O·Al2O3·4SiO2 + 4Na2CO3 → Li3NaSiO4 + 3NaAlSiO4 + 2Na2SiO3 + 4CO2
In a recent study, the reactivity of a ball-milled mixture of β-spodumene and Na2CO3 decahydrate during thermal treatment at varying temperatures was investigated, both under dynamic (temperature ramp) and static (isothermal) conditions [225]. The findings revealed that the solid-state reaction begins at temperatures below 400 °C, consistently producing a mixture of Li2CO3 and NaAlSi2O6, regardless of the heating method used. The process achieved a maximum recovery of 86 wt.% Li2CO3 after 10 h of heating at 400 °C, with a yield of 70%. Similarly, the same authors evaluated the solid-state reaction of β-spodumene with NaOH to explore alternative methods for lithium recovery at low temperatures without using solvents [248]. The results show that sodium from NaOH substitutes lithium in the aluminosilicate structure, with Li2CO3 being produced at 350 °C under dynamic heating and at 300 °C under static conditions. The lithium recovery experiments resulted in the production of 91.2 wt.% Li2CO3 in the recovered solid residue. It is worth noting that solid-state reaction methods generally require a subsequent leaching step, using either water or acidic solutions, to effectively separate and recover the lithium compound from the reaction products.
4.3. Lime Roasting Process
Roasting with lime or limestone is the earliest technique developed for lithium extraction from spodumene. The method was first proposed in the mid-twentieth century [205,249] and successfully implemented on an industrial scale by the Foote Mineral Company in the USA (1950–1984) for roasting spodumene with CaO and producing LiOH [188]. The process applies to both α-spodumene and β-spodumene, where the mineral is mixed with lime or limestone and roasted at temperatures ranging from 100 to 205 °C or 825 to 1050 °C, respectively. Roasting with limestone results in the formation of water-soluble Li2O and calcium aluminosilicate, along with carbon dioxide, as shown in the Reaction (13). Li2O is then subject to water leaching to produce aqueous LiOH solution, which is separated from residual solids by filtration [240]. The lime roasting method is widely used due to its applicability to spodumene with low lithium content. In this process, solid LiAlSi2O6 combines with CaO and H2O to produce an aqueous solution of LiOH and a solid byproduct, CaAl2Si2O8 (calcium aluminosilicate). The leaching reaction is shown in Reaction (14).
2β-Li2O·Al2O3·SiO2 + CaCO3(s) → Li2O(s) + CaO·Al2O3·4SiO2(s) + CO2(g)
2β-Li2O·Al2O3·SiO2 + CaO(s) + H2O → 2LiOH(aq) + CaO·Al2O3·4SiO2(s)
Recent studies have refined this process to improve efficiency. Fu et al. (2024) investigated the kinetics of lithium extraction from spodumene using a sintering process with calcium oxide (CaO) at a 1:3 ratio, with sintering conducted at 1100 °C for 3 h [250]. They reported a lithium leaching rate of 90.04% after 1 h of leaching at 95 °C. The formation of CaSiO4 and LiAlO2 was found to enhance lithium recovery, with the leaching process governed by both surface chemical reactions and diffusion mechanisms, and an activation energy of 27.18 kJ/mol. However, despite these advancements and simple operations, lime roasting is less commonly used today due to its energy intensity and lower yield, as well as its higher environmental impact compared to modern methods [5].
4.4. Sulfate Roasting
Sulfate roasting has been applied for lithium extraction from various minerals, particularly lepidolite [237,251,252]. However, it has recently gained attention for its potential in lithium extraction from spodumene, particularly due to its ability to lower environmental pollution and decrease alkali consumption compared to the sulfuric acid method [72]. The process typically involves roasting spodumene with an excess of potassium sulfate, calcium sulfate, or a mixture of both at high temperatures [253]. This is followed by leaching with dilute sulfuric acid, and then purification and precipitation to obtain lithium carbonate [224]. Studies by Ncube et al. (2021) and Zelikman et al. (1966) explored the reaction mechanism of roasting α-spodumene with potassium sulfate, demonstrating that lithium extraction is facilitated by the formation of lithium-sulfate-bearing melts at temperatures above 870 °C [236,241]. The roasting reaction is shown in Reaction (15). However, this method is hindered by the high cost of potassium sulfate and the contamination of lithium products with potassium [34,72].
α-Li2O·Al2O3·3SiO2 + K2SO4(s) → Li2SO4 + K2O·Al2O·3SiO2
4.5. Fluorination Processing
To avoid the high energy consumption associated with phase transformation, researchers have explored using the strong corrosive properties of fluorine-based additives to break down the spodumene crystal structure. This is achieved by generating HF, either alone or in combination with sulfuric acid, as well as through pyrometallurgical methods utilizing NaF and/or KF [243,244,254,255]. Rosales et al. (2014) conducted experiments to leach lithium from β-spodumene using HF, as described in Reaction (16) [256]. By optimizing the solid-to-liquid ratio, temperature, hydrofluoric acid concentration, and reaction time conditions, the lithium leaching rate exceeded 90%. Further analysis revealed that temperature and reaction time were the key factors affecting the dissolution of lithium silicate minerals [257].
α-Li2O·Al2O3·3SiO2 + 19HF → LiF +H3AlF6+ 2H2SiF6 + 6H2O
In the exploration of alternative methods for lithium extraction, several researchers have focused on the use of HF acid in breaking down the α-spodumene structure [36]. While Kuang et al. (2012) demonstrated that HF acid effectively corroded α-spodumene at low temperatures by breaking down the compact chemical bonds of Li-O, Al-O, Si-O, and Al-O-Si [191], Guo et al. (2017) applied a mixture of hydrofluoric and sulfuric acid to improve the leaching rate of lithium from α-spodumene [192]. The results demonstrated that 96% of lithium could be successfully leached into solution using an ore/HF/H2SO4 ratio of 1:3:2 (g/mL/mL) when treated at 100 °C for 3 h. The findings indicated that α-spodumene and albite dissolve before quartz, leading to the formation of insoluble residues such as fluoroaluminates and fluorosilicates. Resentera et al. developed a method for fluorinating α-spodumene using molten NH4HF2 at low temperatures, as described in Reaction (17) [243,245,255,258]. The thermal process parameters were optimized using Response Surface Methodology (RSM), achieving over a 96% conversion rate at 157 °C with a molar ratio of 1:17.5 over 100 min [259]. The thermal treatment produced LiF, (NH4)3SiF6, (NH4)3AlF6, NH3, and H2O as the main reaction products. This method significantly reduces the energy demands of the traditional industrial acid digestion process. Sulfuric acid was used to catalyze the breakdown of the α-spodumene crystal structure and to convert insoluble fluorides into soluble sulfates [254]. The optimization stage of the process resulted in a 99% dissolution of (NH4)3AlF6 and a 93% lithium extraction using 6% (v/v) sulfuric acid solution with an S/L ratio of 30 g/L for 24 min [258]. The proposed dissolution reactions are presented in Reactions (18)–(19).
α-Li2O·Al2O3·3SiO2 + 10.5NH4HF2 → LiF + 2(NH4)3·SiF7+ (NH4)3·AlF6 + 1.5NH3 + 6H2O
2LiF(s) + H2SO4 → 2Li+(aq) + SO42−(aq) + 2HF(aq)
2(NH4)3·AlF6(s) + 3H2SO4 → 6NH4+(aq) + 3SO42−(aq) +2AlF63−(aq) + 6H+(aq)
While HF is highly effective for lithium extraction from spodumene, its practical application on an industrial scale is limited due to its corrosive nature, safety hazards, and complexities of handling and waste management. Despite alternatives like molten NH4HF2 offering better energy efficiency and recovery rates, the use of HF remains impractical for large-scale operations, highlighting the need for safer and more cost-effective methods.
4.6. Biohydrometallurgical Approaches for Lithium Extraction
In recent years, biohydrometallurgical methods have emerged as promising, environmentally friendly alternatives for the extraction of lithium from hard-rock ores, particularly low-grade spodumene. These approaches exploit the metabolic activity of microorganisms to facilitate lithium solubilization under relatively mild physicochemical conditions, offering a potentially lower-impact substitute for conventional thermal and chemical extraction techniques. However, it is important to note that studies focused specifically on the bioleaching of spodumene remain limited, and the field is still in its early stages of development compared to research on other lithium-bearing minerals. Karavaiko et al. (1980) conducted one of the earliest studies on the biological extraction of lithium from spodumene [260]. The authors demonstrated that various microorganisms, including Aspergillus niger, Penicillium notatum, Thiobacillus thiooxidans, and silicate-solubilizing Bacillus species, were capable of degrading spodumene through biochemical weathering processes. Their research confirmed that microbial activity could lead to the release of lithium, aluminum, and silicon into solution, with efficiency highly dependent on pH and microbial species. This foundational work laid the groundwork for subsequent studies exploring the use of filamentous fungi, such as Aspergillus niger and Penicillium purpurogenum, and yeast species, like Rhodotorula rubra, to leach lithium from spodumene through the secretion of chelating organic acids and bioactive compounds [261,262]. In a laboratory study by Rezza et al. (1997), A. niger and R. rubra were tested under magnesium- and iron-deficient conditions in a different media formulation. After 30 days, lithium concentrations in the leachate reached up to 1.53 ppm, and R. rubra achieved up to 16.7 mg% lithium accumulation in the biomass [261]. More recently, Kirk et al. (2024) tested Acidithiobacillus ferrooxidans for lithium bioleaching from spodumene, lepidolite, and jadarite. In experiments conducted over 30 days under acidic conditions, lithium recovery from spodumene reached approximately 14%, corresponding to 12 mg/L in solution. While the recovery rate was modest, the study confirmed the potential of acidophilic bacteria to mobilize lithium from silicate matrices [263]. Complementary to microbial studies, Yin et al. (2023) [264] investigated the effect of five organic acids—citric, oxalic, malic, formic, and acetic—on spodumene dissolution. At 60 °C for 96 h using 0.3 mol/L acid solutions, citric and oxalic acids achieved lithium extraction efficiencies of up to 11.1%, supporting the role of acid-mediated chelation and proton attack in spodumene solubilization. Although the study used synthetic acids rather than microbial cultures, it provided mechanistic insight into how bio-produced acids could facilitate spodumene leaching [264]. These findings underscore the potential of bioleaching as an environmentally sustainable method for extracting lithium from low-grade ores, though spodumene-specific applications remain relatively underexplored.
In addition to mineralogical resistance, bioleaching systems face challenges related to microbial sensitivity. Environmental conditions such as pH, metal ion concentrations, and nutrient availability significantly affect leaching kinetics and reproducibility. The need for tightly controlled bioreactor environments further complicates process standardization and scale-up. Moreover, lithium is often present at low concentrations in the leachate or sequestered within microbial biomass, necessitating additional recovery steps to isolate usable lithium products. Thus, continued research is needed to optimize microbial strains, improve recovery efficiency, and design scalable systems before these methods can become industrially viable.
4.7. Electrochemical Leaching Methods
Electrochemical leaching is a developing technique that uses electrical fields, redox reactions, or a combination of chemical and electrochemical processes to promote the dissolution of metal ions from their mineral structures. In lithium extraction, this approach offers a low-energy and environmentally sustainable alternative to conventional thermal and chemical routes [265]. By applying an electric potential, lithium ions can be selectively mobilized from solid or liquid sources, including spodumene, hectorite, brines, and seawater [266]. A recent study demonstrated that direct electrochemical leaching of α-spodumene using a PbO2-graphite anode in sulfuric acid with H2O2 as a redox promoter, achieved 92.2% lithium extraction at 80 °C after 12 h, without requiring high-temperature phase conversion. This method offers performance comparable to traditional leaching but with 90% lower energy consumption [267]. Further analysis confirmed that lithium extraction was driven by surface etching and lattice destabilization, rather than full structural transformation. Although the α-spodumene remained largely crystalline, the synergistic effect of the acid, electric field, and oxidant facilitated the disruption of Al-O and Si-O bonds, enhancing Li+ mobility. However, limitations such as moderate Faradaic efficiency, heterogeneous solid–electrolyte contact, and electrode stability (e.g., PbO2 degradation) remain challenges for industrial implementation [268].
4.8. Lithium Recovery from Spent Batteries via Hydrometallurgical Methods
With the rapid growth of LIB usage and subsequent waste generation, effective recycling strategies have become essential to recover lithium and support circular economy goals. LIB cathodes mainly consist of metal oxides and polyanion salts, with commercially dominant types including lithium cobalt oxide (LCO), lithium iron phosphate (LFP), nickel–cobalt–aluminum oxide (NCA), and nickel–cobalt–manganese oxide (NCM). These materials contain high concentrations of lithium (5–7%), cobalt (5–20%), and nickel (5–10%) which often exceed natural ore grades. As such, recovering these metals from spent LIBs is not only environmentally beneficial but also critical for conserving strategic resources and reducing reliance on primary raw material extraction [269]. Hydrometallurgical recycling has gained prominence as a practical and scalable approach, offering high metal recovery efficiency, selectivity, and low environmental impact compared to pyrometallurgical methods [270]. These processes generally involve several steps: initial discharge and dismantling to safely handle battery cells, mechanical pre-treatment to separate components, thermal treatment to eliminate organic binders, and chemical recovery, which often involves acid leaching (using inorganic or organic acids), and metal separation and purification through solvent extraction, precipitation, or ion exchange [271,272]. While this multi-step approach allows precise control over metal recovery, its reliance on hazardous chemicals and operational complexity raises concerns about long-term sustainability and industrial scalability. Recent innovations have sought to address some of these bottlenecks. Ion exchange and redox reactions under intensified conditions have achieved lithium recovery rates up to 98%, with the delithiated cathode materials retaining properties similar to their pristine counterparts [273]. Similar results were obtained using sulfuric acid leaching combined with staged precipitation [274]. Other innovations, such as mechanical activation to boost leaching kinetics [275] and ammonia-based leaching coupled with selective adsorption [276], offer promising low-impact alternatives. This demonstrates the potential of enhanced hydrometallurgical techniques to efficiently recover lithium while preserving material quality for reuse. Moreover, while one-step hydrometallurgical processes that combine binder removal, cathode dissolution, and leaching offer simplified operation and reduced chemical input [277], such methods are still in early development stages and may not yet be adaptable to all battery types or industrial conditions. Additionally, economic and environmental trade-offs, such as the costs of leaching agents, waste treatment, and process integration, remain underexplored in many studies. As such, while hydrometallurgy presents a strong foundation for LIB recycling, its real-world deployment requires a more holistic assessment that includes economic, regulatory, and lifecycle perspectives.
4.9. Environmental Trade-Offs of Lithium Processing Technologies
Despite recent advances in lithium extraction technologies, comprehensive assessments of their environmental performance remain limited, especially for emerging methods applied to hard rock sources such as spodumene [278]. Traditional lithium processing routes, most commonly sulfuric acid roasting followed by conversion using soda ash, are known to generate substantial CO2 emissions, consume large quantities of reagents, and produce significant volumes of solid waste. In contrast, microwave-assisted processing is increasingly proposed to reduce these environmental burdens. To understand the scale of these impacts, recent life cycle assessments (LCAs) have quantified the environmental performance of conventional lithium processing routes across multiple stages of production. When assessed using comparative metrics, the environmental trade-offs become clearer: conventional sulfuric acid roasting emits up to 16.7 t CO2e/ton of LCE and generates hundreds of kilograms of solid waste [279], whereas microwave-assisted alkaline leaching routes can reduce greenhouse gas emissions by more than 40%, minimize acid use, and substantially decrease waste generation [23].
A cradle-to-gate LCA by Feng et al. (2024) [279] assessed six spodumene supply chains from Australia to China, showing that conventional hard rock processing routes emit between 10.5 and 16.7 t CO2e/ton of LCE, depending on ore grade, diesel use, and process energy mix. The Wodgina–Ganfeng pathway exhibited the highest emissions due to low-grade ore and diesel-intensive mining. Sulfuric acid roasting was identified as a major environmental hotspot, consuming over 2 tons of H2SO4/ton of LCE and generating gypsum and sulfate-rich waste [185,279]. Additional emissions stem from coal-fired electricity and the use of soda ash during conversion and purification. These upstream impacts directly affect the life-cycle carbon footprint of LIBs. NMC622 batteries typically incorporate approximately 0.57 kg of LCE/kWh, while LFP batteries require around 0.85 kg/kWh due to higher lithium content [44,280]. As a result, the lithium component alone can contribute over 1000 kg CO2e to a 60 kWh battery if derived from conventional processing. In contrast, sourcing lithium via low-emission routes such as solar-powered DLE or microwave-based roasting can reduce these embedded emissions by more than half. Salakjani et al. (2019) [81] reported that the microwave acid roasting of spodumene requires just 15.4 kJ of energy for conversion, nearly 99% less than the 10.4 MJ used in conventional processes. Lithium recoveries exceeded 95%, and the process significantly reduced the leaching of impurities such as Fe and Ca, minimizing the need for downstream purification. Subsequent studies confirmed energy savings in the range of 70–95% and improved reaction kinetics. However, scalability remains a key barrier: industrial systems face non-uniform heating, energy inefficiencies at larger scales, and challenges in processing variable feedstock sizes. High capital costs for microwave generators and difficulties transitioning from batch to continuous-flow operations further constrain commercial implementation [19]. To accelerate the industrial readiness of low-impact processing technologies, cross-sector partnerships between academia, industry, and government are essential. Collaborative pilot-scale projects can bridge the gap between laboratory research and commercial deployment by enabling real-world validation of microwave-assisted extraction under diverse operating conditions. These partnerships can facilitate knowledge exchange, optimize reactor design, and provide shared infrastructure for scaling innovations. Additionally, joint ventures can help align technology development with regulatory standards and market needs, supporting both environmental performance and economic feasibility. These environmental improvements must be considered alongside techno-economic factors such as capital expenditure (CAPEX), operational expenditure (OPEX), and technology readiness level (TRL). While novel methods show strong potential in laboratory and pilot-scale studies, further development is needed to address technical scalability and economic viability for full industrial deployment.
5. Kazakhstan’s Potential, Viability, and Sustainability Considerations
Kazakhstan possesses an estimated 0.24 million tons of lithium reserves, which, while modest compared to global leaders like Bolivia (21 Mt), Argentina (19 Mt), Chile (9.8 Mt), and Australia (7.3 Mt) [4], offer significant strategic potential due to their geographic location between Europe and Asia. Despite its current underrepresentation in global supply chains, Kazakhstan’s proximity to high-demand markets, presence of diverse lithium-bearing pegmatites and clays, and accumulation of lithium in historical tailings and dumps make it a viable future contributor to the global lithium market. Although the government has issued numerous mining licenses and contracts for lithium exploration and development in recent years, authorities have not reported any lithium extraction activities or commercial production to date. This highlights the gap between geological potential and industrial realization, underscoring the need for technological investment, regulatory clarity, and infrastructure development to unlock Kazakhstan’s lithium resources [281].
Kazakhstan’s future viability as a lithium producer will depend not only on resource availability but also on how well its chosen processing routes align with regional constraints. Many lithium-rich zones in Kazakhstan are semi-arid or arid, making water-intensive processing methods like flotation and sulfuric acid leaching more difficult to deploy without significant investment in water recycling or alternative reagents. Technological capacity is another hurdle, with many historical operations relying on outdated infrastructure ill-suited for modern lithium beneficiation, particularly of low-grade ores.
In evaluating processing options, it is essential to understand global lithium production cost structures, even if Kazakhstan does not yet have domestic benchmarks. For instance, DMS is widely used in countries like Australia, China, and Canada, particularly for coarse-grained, high-grade spodumene ores. With a typical CAPEX of USD 15–25 million for a 1 Mtpa facility [282], DMS investment usually includes dense medium cyclones or drums, ferrosilicon media handling systems, magnetic separators, water recycling circuits, and basic instrumentation and control systems. Operating costs typically range from USD 70–100 per ton of ore, mostly due to electricity, ferrosilicon losses, water handling, and maintenance. In nearly all major hard rock lithium operations, DMS is combined with flotation to optimize recovery and cost-efficiency. This hybrid flowsheet is implemented in projects such as Pilgangoora, Mt Cattlin, and North American Lithium, as well as in newer Chinese and African operations [36]. Flotation requires grinding circuits, chemical reagents (e.g., collectors, frothers, pH modifiers), and tailings infrastructure, pushing CAPEX to USD 30–50 million and OPEX to USD 120–160 per ton of ore, depending on reagent intensity and water recycling needs. This route improves lithium recovery but increases chemical and operational complexity. For conversion to lithium chemicals, conventional roasting followed by sulfuric acid baking and water leaching remains the industrial standard, particularly in China. Rotary kiln roasting requires high energy input (~1–1.5 GJ/ton), and sulfuric acid leaching introduces significant waste handling requirements. Integrated facilities report CAPEX ranging from USD 50–85 million, with OPEX estimates of USD 200–275 per ton of concentrate, driven by energy, acid costs, and environmental management needs, as seen in disclosures from Chinese producers like Tianqi and Ganfeng Lithium.
While Kazakhstan-specific data are currently lacking, these global figures serve as useful benchmarks for projecting future investments. However, adjustments must be made to reflect local conditions. Kazakhstan’s lower energy and labor costs may reduce OPEX, while the need for infrastructure development and potentially imported reagents may raise CAPEX. As such, Kazakhstan’s future lithium facilities could fall at the upper end of global CAPEX ranges, with OPEX expected to vary from USD 100–150 per ton, depending on processing technology and site-specific constraints.
Emerging processing technologies, particularly those based on alkaline leaching, may offer Kazakhstan a more viable and sustainable route. According to Alhadad (2022) [283], sodium hydroxide-based leaching processes offer substantial benefits over sulfuric acid roasting by eliminating the need for rotary kilns and acid-neutralization systems. The process operates at moderate temperatures (~250 °C) and avoids gypsum precipitation, reducing equipment corrosion and environmental complexity. As a result, CAPEX can be 20–30% lower than for conventional acid-based plants, and OPEX may be significantly reduced due to lower energy use and simpler reagent handling, even though NaOH remains a major consumable cost. When combined with emerging microwave-assisted roasting, this hybrid alkaline approach achieves >92% spodumene conversion and up to 93% lithium recovery at lower energy input and without sulfur emissions [208]. While industrial-scale validation is pending, a projected CAPEX of USD 50–90 million and OPEX of USD 130–180 per ton position this route as a compelling alternative for low-grade ores, such as those in Kazakhstan.
Kazakhstan’s historical mining legacy also presents opportunities for circular economy integration. Tailings from Soviet-era rare metal operations may contain residual lithium, tantalum, or cesium, and their reprocessing could provide a dual benefit of environmental remediation and resource recovery. Global examples such as Pilgangoora’s tantalum recovery circuit show that integrating byproduct extraction into lithium operations can improve both profitability and sustainability metrics. For Kazakhstan to capitalize on these opportunities, coordinated investment in processing technology, water management, and regulatory clarity will be essential. To move from geological potential to industrial reality, Kazakhstan will require targeted pilot projects, local techno-economic assessments, and regulatory frameworks that support long-term investment in advanced lithium processing. These steps are essential to determine the country’s true competitiveness and sustainability in the global lithium market.
Kazakhstan’s emergence as a competitive lithium producer will require coordinated action in both research and policy. On the research front, priorities include conducting site-specific techno-economic assessments to establish realistic cost baselines for extraction and processing, particularly for low-grade ores; evaluating the applicability of emerging technologies such as alkaline and microwave-assisted leaching; and mapping Soviet-era tailings for potential secondary lithium recovery. On the policy side, Kazakhstan has already streamlined its licensing procedures, but further measures are needed to prevent speculative license reselling by non-operating holders; enforcing stricter oversight on license transfers would help ensure that issued licenses lead to active development rather than short-term trading. Building on recent industrial initiatives, Kazakhstan should leverage its existing momentum in battery material production, such in as nickel, cobalt, manganese, and lithium precursors, and continue to embed itself in global midstream battery value chains. Ongoing efforts like the development of the graphite project, modernization of facilities for critical elements, and the creation of internationally accredited mineral processing laboratories can serve as foundational pillars for a vertically integrated value chain. Public–private pilot projects, expanded financial incentives through national institutions, and transparency standards for environmental and operational performance will be critical for attracting long-term investment and unlocking the country’s full potential in the global energy transition.
6. Conclusions
Lithium is at the core of the clean energy revolution, enabling electric mobility, renewable grid storage, and a future less dependent on fossil fuels. Yet this future is not assured. Projected demand for lithium far exceeds current supply capabilities, and prevailing extraction methods, though proven, remain resource-intensive and environmentally taxing.
This review highlights the pressing need to diversify lithium sources and enhance processing technologies. While Kazakhstan’s geologically promising but underutilized lithium resources may offer part of the solution, realizing this potential will depend on overcoming significant challenges, including infrastructure gaps, environmental constraints, and the need for regulatory clarity. Kazakhstan’s strategic location and legacy tailings provide some advantages, but practical viability remains contingent on site-specific studies and sustained investment.
While conventional beneficiation methods like dense media separation and flotation remain foundational, their limitations call for integration with innovative technologies. Microwave-assisted conversion, advanced leaching techniques, and hybrid processing approaches demonstrate potential for improving efficiency while reducing environmental impact. However, their industrial viability depends on further refinement and scale-up.
A reliable and sustainable lithium supply chain demands not only technical innovation but also responsible resource development. Bridging the gap between geological potential and process scalability is critical for ensuring that lithium not only powers the energy transition but does so in a way that aligns with environmental stewardship and global equity.
Author Contributions
Conceptualization, D.S., L.L.G., B.A., Y.T., and A.S.; methodology, D.S. and L.L.G.; software, D.S.; validation, D.S., L.L.G., and A.S.; formal analysis, D.S.; investigation, D.S.; resources, D.S. and A.S.; data curation, D.S. and A.S.; writing—original draft preparation, D.S.; writing—review and editing, D.S., L.L.G., B.A., Y.T. and A.S.; visualization, D.S.; supervision, A.S.; project administration, A.S.; funding acquisition, A.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Kizuna program, Human Resources Development in the Mining Sector, Japan International Cooperation Agency; the Japan Society for the Promotion of Science (JSPS) Core-to-Core Program under Grant Number JPJSCCB20210005, and by JSPS KAKENHI under Grant Number 23K26598.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- IEA. Net Zero by 2050; IEA: Paris, France, 2021; Available online: https://www.iea.org/reports/net-zero-by-2050 (accessed on 25 January 2024).
- Sagzhanov, D.; Ito, J.; Altansukh, B.; Godirilwe, L.L.; Haga, K.; Takasaki, Y.; Shibayama, A. Lithium Ore Beneficiation: Sustainable Approaches for Efficient Recovery of Lithium from a Low-Grade Spodumene Ore. J. Sustain. Metall. 2025, 11, 754–772. [Google Scholar] [CrossRef]
- IEA. The Role of Critical Minerals in Clean Energy Transitions; IEA: Paris, France, 2021; Available online: https://www.iea.org/reports/the-role-of-critical-minerals-in-clean-energy-transitions (accessed on 4 April 2024).
- U.S. Geological Survey. Mineral Commodity Summaries 2025; U.S. Geological Survey: Reston, VA, USA, 2025; p. 212.
- Liu, Y.; Ma, B.; Lü, Y.; Wang, C.; Chen, Y. A review of lithium extraction from natural resources. Int. J. Miner. Metall. Mater. 2023, 30, 209–224. [Google Scholar] [CrossRef]
- IEA. Global EV Outlook 2024; IEA: Paris, France, 2024; Available online: https://www.iea.org/reports/global-ev-outlook-2024 (accessed on 15 July 2023).
- IEA. Electricity 2025; IEA: Paris, France, 2025; Available online: https://www.iea.org/reports/electricity-2025 (accessed on 30 March 2025).
- Li, H.; Eksteen, J.; Kuang, G. Recovery of lithium from mineral resources: State-of-the-art and perspectives—A review. Hydrometallurgy 2019, 189, 105129. [Google Scholar] [CrossRef]
- Goto, M.; Okumura, K.; Nakagawa, S.; Inaba, Y.; Matsuura, H.; Nakaya, H.; Katayama, K. Nuclear and thermal feasibility of lithium-loaded high temperature gas-cooled reactor for tritium production for fusion reactors. Fusion Eng. Des. 2018, 136, 357–361. [Google Scholar] [CrossRef]
- Youssef, A.; Anwar, R.; Bashter, I.I.; Amin, E.A.; Reda, S.M. Neutron yield as a measure of achievement nuclear fusion using a mixture of deuterium and tritium isotopes. Phys. Scr. 2022, 97, 085601. [Google Scholar] [CrossRef]
- Khan, M.H.; Tucci, V.; Lamberti, P.; Longo, R.; Guadagno, L. Lithium-Based Batteries in Aircraft. Eng. Proc. 2025, 90, 39. [Google Scholar]
- Water Resources Division, U.S. Geological Survey. Mineral Commodity Summaries 2015; U.S. Geological Survey: Reston, VA, USA, 2015; p. 199.
- Calisaya-Azpilcueta, D.; Herrera-Leon, S.; Cisternas, L.A. Current and Future Global Lithium Production Till 2025. Open Chem. Eng. J. 2020, 14, 36–51. [Google Scholar] [CrossRef]
- Sovacool, B.K.; Ali, S.H.; Bazilian, M.; Radley, B.; Nemery, B.; Okatz, J.; Mulvaney, D. Sustainable minerals and metals for a low-carbon future. Science 2020, 367, 30–33. [Google Scholar] [CrossRef]
- Habib, K.; Hansdóttir, S.T.; Habib, H. Critical metals for electromobility: Global demand scenarios for passenger vehicles, 2015–2050. Resour. Conserv. Recycl. 2020, 154, 104603. [Google Scholar] [CrossRef]
- Baylis, R. Evaluating and Forecasting the Lithium Market from a Value Perspective; Roskill Information Services Ltd.: Las Vegas, NV, USA, 2013. [Google Scholar]
- Sustainability, D.; et Minières, B.d.R.G. Study on the Review of the List of Critical Raw Materials: Non-Critical Raw Materials Factsheets; Publications Office of the European Union: Luxembourg, 2017. [Google Scholar]
- Latunussa, C.; Georgitzikis, K.; Torres de Matos, C.; Grohol, M.; Eynard, U.; Wittmer, D.; Mancini, L.; Unguru, M.; Pavel, C.; Carrara, S. European Commission, Study on the EU’s list of Critical Raw Materials, Factsheets on Critical Raw Materials; Publications Office of the European Union: Luxembourg, 2020; Available online: https://rmis.jrc.ec.europa.eu/uploads/CRM_2020_Factsheets_critical_Final.pdf (accessed on 9 September 2023).
- Rezaee, M.; Han, S.; Sagzhanov, D.; Vaziri Hassas, B.; Slawecki, T.M.; Agrawal, D.; Akbari, H.; Mensah-Biney, R. Microwave-assisted calcination of spodumene for efficient, low-cost and environmentally friendly extraction of lithium. Powder Technol. 2021, 397, 116992. [Google Scholar] [CrossRef]
- Salakjani, N.K.; Singh, P.; Nikoloski, A.N. Production of Lithium—A Literature Review. Part 2. Extraction from Spodumene. Miner. Process. Extr. Metall. Rev. 2021, 42, 268–283. [Google Scholar] [CrossRef]
- Salakjani, N.K.; Singh, P.; Nikoloski, A.N. Production of Lithium—A Literature Review Part 1: Pretreatment of Spodumene. Miner. Process. Extr. Metall. Rev. 2019, 41, 335–348. [Google Scholar] [CrossRef]
- Gibson, C.E.; Aghamirian, M.; Grammatikopoulos, T.A. A review: The benefication of lithium minerals from hard rock deposits. Miner. Eng. 2017, 69, 18–37. [Google Scholar]
- Salakjani, N.K.; Singh, P.; Nikoloski, A.N. Acid roasting of spodumene: Microwave vs. conventional heating. Min. Eng. 2019, 138, 161–167. [Google Scholar] [CrossRef]
- Xiong, J.; He, L.; Zhao, Z. Lithium extraction from high-sodium raw brine with Li0.3FePO4 electrode. Desalination 2022, 535, 115822. [Google Scholar] [CrossRef]
- Ding, T.; Zheng, M.; Peng, S.; Lin, Y.; Zhang, X.; Li, M. Lithium extraction from salt lakes with different hydrochemical types in the Tibet Plateau. Geosci. Front. 2022, 14, 101485. [Google Scholar] [CrossRef]
- Han, S.; Sagzhanov, D.; Pan, J.; Vaziri Hassas, B.; Rezaee, M.; Akbari, H.; Mensah-Biney, R. Direct Extraction of Lithium from α-Spodumene by Salt Roasting–Leaching Process. ACS Sustain. Chem. Eng. 2022, 10, 13495–13504. [Google Scholar] [CrossRef]
- Tadesse, B.; Makuei, F.; Albijanic, B.; Dyer, L. The beneficiation of lithium minerals from hard rock ores: A review. Miner. Eng. 2019, 131, 170–184. [Google Scholar] [CrossRef]
- Sahoo, S.K.; Tripathy, S.K.; Nayak, A.; Hembrom, K.C.; Dey, S.; Rath, R.K.; Mohanta, M.K. Beneficiation of lithium bearing pegmatite rock: A review. Miner. Process. Extr. 2022, 45, 1–27. [Google Scholar] [CrossRef]
- Xie, R.; Zhu, Y.; Liu, J.; Li, Y.; Wang, X.; Shumin, Z. Research status of spodumene flotation: A review. Miner. Process. Extr. 2021, 42, 321–334. [Google Scholar] [CrossRef]
- Retamal, J.I.; Robles, P.A.; Quezada, G.R.; Jeldres, R.I. Molecular Design and Spodumene Flotation—A Review. Int. J. Mol. Sci. 2024, 25, 3227. [Google Scholar] [CrossRef] [PubMed]
- Cook, B.K.; Gibson, C.E. A Review of Fatty Acid Collectors: Implications for Spodumene Flotation. Minerals 2023, 13, 212. [Google Scholar] [CrossRef]
- Meshram, P.; Pandey, B.; Mankhand, T. Extraction of lithium from primary and secondary sources by pre-treatment, leaching and separation: A comprehensive review. Hydrometallurgy 2014, 150, 192–208. [Google Scholar] [CrossRef]
- Choubey, P.K.; Kim, M.-s.; Srivastava, R.R.; Lee, J.-c.; Lee, J.-Y. Advance review on the exploitation of the prominent energy-storage element: Lithium. Part I: From mineral and brine resources. Miner. Eng. 2016, 89, 119–137. [Google Scholar] [CrossRef]
- Fosu, A.Y.; Kanari, N.; Vaughan, J.; Chagnes, A. Literature review and thermodynamic modelling of roasting processes for lithium extraction from spodumene. Metals 2020, 10, 1312. [Google Scholar] [CrossRef]
- Yelatontsev, D.; Mukhachev, A. Processing of lithium ores: Industrial technologies and case studies—A review. Hydrometallurgy 2021, 201, 105578. [Google Scholar] [CrossRef]
- Karrech, A.; Azadi, M.R.; Elchalakani, M.; Shahin, M.A.; Seibi, A.C. A review on methods for liberating lithium from pegmatities. Miner. Eng. 2020, 145, 106085. [Google Scholar] [CrossRef]
- Konhauser, K.; Ehrlich, H.; Kappler, A.; Newmann, D. Geomicrobial interactions with silicon. In Ehrlich’s Geomicrobiology, 6th ed.; CRC Press, Taylor & Frances Group: Boca Raton, FL, USA, 2016; pp. 237–255. [Google Scholar]
- Swain, B. Recovery and recycling of lithium: A review. Sep. Purif. Technol. 2017, 172, 388–403. [Google Scholar] [CrossRef]
- Dessemond, C.; Lajoie-Leroux, F.; Soucy, G.; Laroche, N.; Magnan, J.-F. Spodumene: The Lithium Market, Resources and Processes. Minerals 2019, 9, 334. [Google Scholar] [CrossRef]
- Vikström, H.; Davidsson, S.; Höök, M. Lithium availability and future production outlooks. Appl. Energy 2013, 110, 252–266. [Google Scholar] [CrossRef]
- Grew, E.S. The minerals of lithium. Elem. Int. Mag. Mineral. Geochem. Petrol. 2020, 16, 235–240. [Google Scholar] [CrossRef]
- Bowell, R.J.; Lagos, L.; Camilo, R.; Declercq, J. Classification and characteristics of natural lithium resources. Elements 2020, 16, 259–264. [Google Scholar] [CrossRef]
- Alexeev, S.; Alexeeva, L.; Vakhromeev, A. Brines of the Siberian platform (Russia): Geochemistry and processing prospects. Appl. Geochem. 2020, 117, 104588. [Google Scholar] [CrossRef]
- Kelly, J.C.; Wang, M.; Dai, Q.; Winjobi, O. Energy, greenhouse gas, and water life cycle analysis of lithium carbonate and lithium hydroxide monohydrate from brine and ore resources and their use in lithium ion battery cathodes and lithium ion batteries. Resour. Conserv. Recycl. 2021, 174, 105762. [Google Scholar] [CrossRef]
- Absametov, M.K.; Boyarko, G.Y.; Dutova, E.M.; Bolsunovskaya, L.M.; Itemen, N.M.; Chenzybaev, D.B. Lithium capacity of Kazakhstan mineral resource base. Bull. Tomsk. Polytech. Univ. Geo Assets Eng. 2024, 335, 141–154. [Google Scholar] [CrossRef]
- Shaw, R.A. Global Lithium (Li) Mines, Deposits and Occurrences; British Geological Survey: Keyworth, UK, 2021.
- Kesler, S.E.; Gruber, P.W.; Medina, P.A.; Keoleian, G.A.; Everson, M.P.; Wallington, T.J. Global lithium resources: Relative importance of pegmatite, brine and other deposits. Ore Geol. Rev. 2012, 48, 55–69. [Google Scholar] [CrossRef]
- Bishimbayeva, G.; Zhumabayeva, D.; Zhanabayeva, A.; Nalibayeva, A.; Abdikalykov, E.; Bakenov, Z.B. Prospects for creating a full cycle of lithium production in Kazakhstan—From ore processing to lithium batteries. Ser. Chem. Technol. 2020, 5, 38–45. [Google Scholar] [CrossRef]
- Tabelin, C.B.; Dallas, J.; Casanova, S.; Pelech, T.; Bournival, G.; Saydam, S.; Canbulat, I. Towards a low-carbon society: A review of lithium resource availability, challenges and innovations in mining, extraction and recycling, and future perspectives. Miner. Eng. 2021, 163, 106743. [Google Scholar] [CrossRef]
- Peiro, L.T.; Mendez, G.V.; Ayres, R.U. Lithium: Sources, Production, Uses, and Recovery Outlook. JOM 2013, 65, 986–996. [Google Scholar] [CrossRef]
- Flexer, V.; Baspineiro, C.F.; Galli, C.I. Lithium recovery from brines: A vital raw material for green energies with a potential environmental impact in its mining and processing. Sci. Total Environ. 2018, 639, 1188–1204. [Google Scholar] [CrossRef]
- Wietelmann, U.; Steinbild, M. Lithium and Lithium Compounds. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH: Weinheim, Germany, 2014; pp. 1–38. [Google Scholar]
- Mohr, S.H.; Mudd, G.M.; Giurco, D. Lithium resources and production: Critical assessment and global projections. Minerals 2012, 2, 65–84. [Google Scholar] [CrossRef]
- Huang, T.; Fu, X.; Ge, L.; Zou, F.; Hao, X.; Yang, R.; Xiao, R.; Fan, J. The genesis of giant lithium pegmatite veins in Jiajika, Sichuan, China: Insights from geophysical, geochemical as well as structural geology approach. Ore Geol. Rev. 2020, 124, 103557. [Google Scholar] [CrossRef]
- Christmann, P.; Gloaguen, E.; Labbé, J.-F.; Melleton, J.; Piantone, P. Global lithium resources and sustainability issues. In Lithium Process Chemistry; Elsevier: Amsterdam, The Netherlands, 2015; pp. 1–40. [Google Scholar]
- Vivoda, V.; Bazilian, M.D.; Khadim, A.; Ralph, N.; Krame, G. Lithium nexus: Energy, geopolitics, and socio-environmental impacts in Mexico’s Sonora project. Energy Res. Soc. Sci. 2024, 108, 103393. [Google Scholar] [CrossRef]
- Annikova, I.Y.; Vladimirov, A.; Smirnov, S.; Oitseva, T.; Mikheev, E.; Jes, E.; Travin, A.; D’yachkov, B.; Maslov, V.; Gertner, I. Geology and mineralogy of the Novo-Akhmirovskoe deposit of lithium topaz-zinnwaldite granites (East Kazakhstan). Lithosphere 2019, 304–326. (In Russian) [Google Scholar] [CrossRef][Green Version]
- U.S. Department of the Interior; U.S. Geological Survey. Mineral Commodity Summaries; U.S. Geological Survey: Reston, VA, USA, 2023; p. 210.
- Nurpeissova, A.; Seipiyev, A. Preparation of Battery-Grade Lithium Composites from Local Spodumene. In Proceedings of the 242nd Electrochemical Society Meeting, Atlanta, GA, USA, 9–13 October 2022; The Electrochemical Society, Inc.: Pennington, NJ, USA, 2022. [Google Scholar]
- Leontiev, L.N. Formation of Late Hercynian Rare-Metal-Bearing Grantes and Rare-Metal Belts of the Irtysh Region; Nedra Publishers: Moscow, Russia, 1969; p. 164. [Google Scholar]
- Samoilov, V.; Borsuk, A.; Kulenova, N. Industrial methods for the integrated processing of minerals that contain beryllium and lithium. Metallurgist 2009, 53, 53–56. [Google Scholar] [CrossRef]
- Gavrilenko, O.D.; Zimanovskaya, N.A. Geochemical Features of Lithium in Narym; Bulletin D; Serikbayev East Kazakhstan Technical University: Oskemen, Kazakhstan, 2015; pp. 3–9. (In Russian) [Google Scholar]
- Mataybaeva, I.E. Regularities of Formation, Conditions of Placement and Forecast-Search Criteria for Assessing the Prospects of Deposits of Rare Metals and Rare Earths of East Kazakhstan. Ph.D. Thesis, Ust-Kamenogorsk, Kazakhstan, 2017; p. 147. Available online: https://www.geokniga.org/books/21728 (accessed on 22 June 2025). (In Russian).
- Stepanenko, N.I.; Pankratova, N.L.; Dyusembaeva, K.S.; Maylyanova, E.N. The geological structure and prospects of ore-bearing Upper Irgiz ore field (West Kazakhstan). In News of the Academy of Sciences of the Republic of Kazakhstan; Series of Geology and Technical Sciences; National academy of sciences of the Republic of Kazakhstan: Almaty, Kazakhstan, 2016; Volume 1, pp. 34–41. Available online: http://www.geolog-technical.kz/en/archive/%E2%84%961.html (accessed on 22 June 2025). (In Russian)
- Letnikov, F. Topaz granites in northern Kazakhstan. Petrology 2008, 16, 319–334. [Google Scholar] [CrossRef]
- Kopobaeva, A.N. Investigation of Patterns of Distribution of Rare Elements (Be, W, Mo) in Rocks of Central Kazakhstan. Ph.D. Thesis, Karaganda Technical University, Karaganda, Kazakhstan, 2020. [Google Scholar]
- Zabotina, M.V. Ore formation conditions at the Drozhilovsky rare metal deposit, Kazakhstan. Metallog. Anc. Mod. Ocean. 2020, 1, 65–69. (In Russian) [Google Scholar]
- Kembaev, M.K. Forms of Finding Rare Earths in the Weathering Crusts of Deposits in Northern Kazakhstan and Their 3D Models. Ph.D. Thesis, Kazakh National Research Technical University, Almaty, Kazakhstan, 2017. [Google Scholar]
- Absametov, M.K.; Murtazin, E.Z.; Kan, S.M.; Isabekov, R.B.; Shagarova, L.V. Industrial Waters and Assessment of Pollution of the Oil and gas Environment of the Regions of Kazakhstan; Satbayev University Publisher: Almaty, Kazakhstan, 2017; p. 128. (In Russian) [Google Scholar]
- Seitmuratova, E.Y.; Baratov, R.; Arshamov, Y.K.; Dautbekov, D.; Seytzhanov, S.A. Lithium and gold content in salt domes and saline lands of Western and Southern Kazakhstan. Nauk. Visnyk Natsionalnoho Hirnychoho Universytetu 2023, 1, 10–19. [Google Scholar] [CrossRef]
- Gebreyohannes, B.G.; del Rosario Alberto, V.; Yimam, A.; Woldetinsae, G.; Tadesse, B. Alternative beneficiation of tantalite and removal of radioactive oxides from Ethiopian Kenticha pegmatite–spodumene ores. Int. J. Miner. Metall. Mater. 2017, 24, 727–735. [Google Scholar] [CrossRef]
- Gao, T.-m.; Fan, N.; Chen, W.; Dai, T. Lithium extraction from hard rock lithium ores (spodumene, lepidolite, zinnwaldite, petalite): Technology, resources, environment and cost. China Geol. 2023, 6, 137–153. [Google Scholar]
- Hongyun, D.; Shengwen, Z.; Yuxin, L.; Weifa, P.; Shaojun, Z. Study and optimization of lithium extraction from amblygonite by the sulfuric acid method. Nonferrous Met. Sci. Eng. 2022, 13, 35–43. [Google Scholar]
- Losey, A.; Rakovan, J.; Hughes, J.M.; Francis, C.A.; Dyar, M.D. Structural variation in the lithiophilite–triphylite series and other olivine-group structures. Can. Mineral. 2004, 42, 1105–1115. [Google Scholar] [CrossRef]
- Al-Ani, T.; Ahtola, T. Mineralogy of Spodumene Pegmatites, Kaustinen, Western Finland; Geological Survey of Finland, Report; Southern Finland Office: Helsinki, Finland, 2008; Volume 19, pp. 1–48. Available online: https://tupa.gtk.fi/raportti/arkisto/m19_2323_2008_61.pdf (accessed on 25 January 2025).
- Bulatovic, S.M. Beneficiation of lithium ores. In Handbook of Flotation Reagents: Chemistry, Theory and Practice, Volume 3: Flotation of Industrial Minerals; Elsevier: Amsterdam, The Netherlands, 2014; pp. 41–56. [Google Scholar]
- He, G.-C.; Xiang, H.-M.; Jiang, W.; Kang, Q.; Chen, J.-H. First-principles theory on electronic structure and floatability of spodumene. Rare Met. 2014, 33, 742–748. [Google Scholar] [CrossRef]
- Salakjani, N.K.; Singh, P.; Nikoloski, A.N. Mineralogical transformations of spodumene concentrate from Greenbushes, Western Australia. Part 1: Conventional heating. Miner. Eng. 2016, 98, 71–79. [Google Scholar] [CrossRef]
- Moore, R.L.; Mann, J.P.; Montoya, A.; Haynes, B.S. In situ synchrotron XRD analysis of the kinetics of spodumene phase transitions. Phys. Chem. Chem. Phys. 2018, 20, 10753–10761. [Google Scholar] [CrossRef]
- Dessemond, C.; Soucy, G.; Harvey, J.-P.; Ouzilleau, P. Phase Transitions in the α–γ–β Spodumene Thermodynamic System and Impact of γ-Spodumene on the Efficiency of Lithium Extraction by Acid Leaching. Minerals 2020, 10, 519. [Google Scholar] [CrossRef]
- Salakjani, N.K.; Nikoloski, A.N.; Singh, P. Mineralogical transformations of spodumene concentrate from Greenbushes, Western Australia. Part 2: Microwave heating. Miner. Eng. 2017, 100, 191–199. [Google Scholar] [CrossRef]
- Li, C.-T. The crystal structure of LiAlSi2O6 III (high-quartz solid solution). Z. Krist.-Cryst. Mater. 1968, 127, 327–348. [Google Scholar] [CrossRef]
- Kotsupalo, N.P.; Menzheres, L.T.; Ryabtsev, A.D.; Boldyrev, V.V. Mechanical activation of α-spodumene for further processing into lithium compounds. Theor. Found. Chem. Eng. 2010, 44, 503–507. [Google Scholar] [CrossRef]
- Buerger, M.J. The stuffed derivatives of the silica structures. Am. Mineral. J. Earth Planet. Mater. 1954, 39, 600–614. [Google Scholar]
- Welsch, A.; Murawski, D.; Prekajski, M.; Vulic, P.; Kremenovic, A. Ionic conductivity in single-crystal LiAlSi2O6: Influence of structure on lithium mobility. Phys. Chem. Miner. 2015, 42, 413–420. [Google Scholar] [CrossRef]
- Abdullah, A.A.; Oskierski, H.C.; Altarawneh, M.; Senanayake, G.; Lumpkin, G.; Dlugogorski, B. Phase transformation mechanism of spodumene during its calcination. Miner. Eng. 2019, 140, 105883. [Google Scholar] [CrossRef]
- Peltosaari, O.; Tanskanen, P.; Heikkinen, E.P.; Fabritius, T. α→γ→β phase transformation of spodumene with hybrid microwave and conventional furnaces. Miner. Eng. 2015, 82, 54–60. [Google Scholar] [CrossRef]
- Gamage McEvoy, J.; Thibault, Y.; Duguay, D. Investigating Exchange Efficiencies of Sodium and Magnesium to Access Lithium from β-Spodumene and Li-Stuffed β-Quartz (γ-Spodumene). Crystals 2024, 14, 988. [Google Scholar] [CrossRef]
- Munoz, J. Stability relations of LiAlSi2O6 at high pressures. Mineral. Soc. Am. Spec. Pap. 1969, 2, 203–209. [Google Scholar]
- Ullrich, A.; Schranz, W.; Miletich, R. The nonlinear anomalous lattice elasticity associated with the high-pressure phase transition in spodumene: A high-precision static compression study. Phys. Chem. Miner. 2009, 36, 545–555. [Google Scholar] [CrossRef]
- Yonghua, D.; Lishi, M.; Ping, L.; Yong, C. First-principles calculations of electronic structures and optical, phononic, and thermodynamic properties of monoclinic α-spodumene. Ceram. Int. 2017, 43, 6312–6321. [Google Scholar] [CrossRef]
- Legault-Seguin, E.; Mohns, C.; Rylatt, M.; Lakefield, O. Dense medium separation–An effective and robust pre-concentration technology. In Proceedings of the 48th Annual Canadian Mineral Processors Operators Conference, Ottawa, ON, Canada, 19–21 January 2016; Volume 44, pp. 1–32. [Google Scholar]
- Gibson, C.E.; Aghamirian, M.; Grammatikopoulos, T.; Smith, D.L.; Bottomer, L. The Recovery and Concentration of Spodumene Using Dense Media Separation. Minerals 2021, 11, 649. [Google Scholar] [CrossRef]
- Wills, B.; Finch, J. Chapter 11-Dense Medium Separation (DMS). In Wills’ Mineral Processing Technology; Butterworth-Heinemann: Boston, MA, USA, 2016. [Google Scholar]
- Kundu, T.; Rath, S.S.; Das, S.K.; Parhi, P.K.; Angadi, S.I. Recovery of lithium from spodumene-bearing pegmatites: A comprehensive review on geological reserves, beneficiation, and extraction. Powder Technol. 2022, 415, 118142. [Google Scholar] [CrossRef]
- Manser, R.M. Handbook of Silicate Flotation; Warren Spring Laboratory: Stevenage, UK, 1975. [Google Scholar]
- Aghamirian, M.; Mohns, C.; Grammatikopoulos, T.; Imeson, D.; Pearse, G. An overview of spodumene beneficiation. In Proceedings of the 44th Annual Meeting of the Canadian Mineral Processors, Ottawa, ON, Canada, 1 January 2012. [Google Scholar]
- Marion, C.; Williams, H.; Langlois, R.; Kökkılıç, O.; Coelho, F.; Awais, M.; Rowson, N.; Waters, K. The potential for dense medium separation of mineral fines using a laboratory Falcon Concentrator. Miner. Eng. 2017, 105, 7–9. [Google Scholar] [CrossRef][Green Version]
- Munson, G.A.; Clarke, F.F. Mining and concentrating spodumene in the Black Hills, South Dakota. AIME Trans. 1955, 202, 1041–1045. [Google Scholar]
- Redeker, I.H. Concentration of Spodumene from North Carolina Pegmatite Ores; The American Institute of Mining, Metallurgical, and Petroleum Engineers: San Ramon, CA, USA, 1979. [Google Scholar]
- Amarante, M.; De Sousa, A.B.; Leite, M.M. Processing a spodumene ore to obtain lithium concentrates for addition to glass and ceramic bodies. Miner. Eng. 1999, 12, 433–436. [Google Scholar] [CrossRef]
- Cook, B.K.; Aghamirian, M.; Li, H.; Nabiri, N.; Nottingham, J.; Quinn, J.; Gunning, C.; Gibson, C.E.; Brindle, P. Production of Spodumene Concentrate from the North Carolina Piedmont Lithium Project. In Conference of Metallurgists; Springer International Publishing: Cham, Switzerland, 2022; pp. 979–992. [Google Scholar]
- Grewal, I.; Lundt, M.; Wong, D.; Tse, W. Recent Developments in Preconcentration Using Dense Media Separation. 2016. Available online: https://www.911metallurgist.com/blog/wp-content/uploads/2016/05/Dense-Media-Separation.pdf (accessed on 16 August 2023).
- Lundt, M.; Grewal, I. Dense Media Separation—A Valuable Process for Preconcentration. In Proceedings of the Metallurgical Plant Design and Operating Strategies—World’s Best Practice (MetPlant 2017), Perth, Western Australia, 11–12 September 2017; The Australasian Institute of Mining and Metallurgy: Melbourne, Australia, 2017; pp. 122–130. [Google Scholar]
- Oliazadeh, M.; Aghamirian, M.; Ali, S.; Legault, E.; Gibson, C. Flowsheet Development for Benefication of Lithium Minerals from Hard Rock Deposits. In Extraction 2018; Springer: Berlin/Heidelberg, Germany, 2018; pp. 2293–2307. [Google Scholar]
- Cerny, P.; Ercit, T.S.; Vanstone, P.T. Petrology and Mineralization of the Tanco Rare-Element Pegmatite, Southeastern Manitoba; Field Trip Guidebook; Geological Association of Canada—Mineralogical Association of Canada: St. John’s, NL, Canada, 1996; Volume 63, Available online: https://www.researchgate.net/publication/270758183_Petrology_and_Mineralization_of_the_Tanco_Rare-Element_Pegmatite_Southeastern_Manitoba_Field_Trip_A3?channel=doi&linkId=54b3ddb50cf26833efcfd8be&showFulltext=true (accessed on 22 June 2025).
- Sagzhanov, D.; Ito, J.; Altansukh, B.; Godirilwe, L.L.; Jeon, S.; Haga, K.; Shibayama, A. Beneficiation of Low-Grade Lithium Ores from Eastern Kazakhstan by Dense Media Separation (DMS) and Froth Flotation. In Rare Metal Technology 2024; TMS 2024. The Minerals, Metals & Materials Series; Springer: Cham, Switzerland. [CrossRef]
- Chu, H.; Chen, L.; Lu, D.; Wang, Y.; Zheng, X. Ultrasonic pretreatment of spodumene with different size fractions and its influence on flotation. Ultrason. Sonochem. 2022, 82, 105889. [Google Scholar] [CrossRef] [PubMed]
- Parapari, P.S.; Irannajad, M.; Mehdilo, A. Effect of acid surface dissolution pretreatment on the selective flotation of ilmenite from olivine and pyroxene. Int. J. Miner. Process. 2017, 167, 49–60. [Google Scholar] [CrossRef]
- Irannajad, M.; Nuri, O.S.; Mehdilo, A. Surface dissolution-assisted mineral flotation: A review. J. Environ. Chem. Eng. 2019, 7, 103050. [Google Scholar] [CrossRef]
- Irannajad, M.; Mehdilo, A.; Nuri, O.S. Influence of microwave irradiation on ilmenite flotation behavior in the presence of different gangue minerals. Sep. Purif. Technol. 2014, 132, 401–412. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, G.; Zhang, L.; Lu, D.; Wang, L.; Zhao, Y.; Zheng, H. Surface dissolution of spodumene and its role in the flotation concentration of a spodumene ore. Miner. Eng. 2018, 125, 120–125. [Google Scholar] [CrossRef]
- Zhu, G.; Zhao, Y.; Zheng, X.; Wang, Y.; Zheng, H.; Lu, D. Surface features and flotation behaviors of spodumene as influenced by acid and alkali treatments. Appl. Surf. Sci. 2020, 507, 145058. [Google Scholar] [CrossRef]
- Zhu, G.; Wang, X.; Li, E.; Wang, Y.; Miller, J.D. Wetting characteristics of spodumene surfaces as influenced by collector adsorption. Miner. Eng. 2019, 130, 117–128. [Google Scholar] [CrossRef]
- Wang, R.; Li, Y.; Zhu, G.; Cao, Y. Effects of dissolution by alkali treatment on anisotropic surface properties and flotation behavior of spodumene. Colloids Surf. A Physicochem. Eng. Asp. 2023, 675, 132088. [Google Scholar] [CrossRef]
- Wang, Y.; Sun, N.; Chu, H.; Zheng, X.; Lu, D.; Zheng, H. Surface dissolution behavior and its influences on the flotation separation of spodumene from silicates. Sep. Sci. Technol. 2021, 56, 1407–1417. [Google Scholar] [CrossRef]
- Yu, F.; Wang, Y.; Zhang, L. Effect of spodumene leaching with sodium hydroxide on its flotation. Physicochem. Probl. Miner. Process. 2015, 51, 745–754. [Google Scholar]
- Moon, K.S.; Fuerstenau, D.W. Surface crystal chemistry in selective flotation of spodumene (LiAl[SiO3]2) from other aluminosilicates. Int. J. Miner. Process. 2003, 72, 11–24. [Google Scholar] [CrossRef]
- Zhu, G.; Wang, Y.; Liu, X.; Yu, F.; Lu, D. The cleavage and surface properties of wet and dry ground spodumene and their flotation behavior. Appl. Surf. Sci. 2015, 357, 333–339. [Google Scholar] [CrossRef]
- Luo, L.; Xu, L.; Shi, X.; Meng, J.; Liu, R. Microscale insights into the influence of grinding media on spodumene micro-flotation using mixed anionic/cationic collectors. Int. J. Min. Sci. Technol. 2022, 32, 171–179. [Google Scholar] [CrossRef]
- Chu, H.; Chen, L.; Lu, D.; Wang, Y.; Zheng, X.; Zhu, G. Ultrasound application in alkaline pretreatment process of spodumene to improve particle floatability. Int. J. Min. Sci. Technol. 2023, 33, 883–891. [Google Scholar] [CrossRef]
- Xie, F.; Zhang, B.; Yang, S.; Yang, Z.; Luo, X.; Zhou, H. Comprehensive Recovery of Lithium, Tantalum and Feldspar from Granite Pegmatite Spodumene Ore in Yichun of Jiangxi. Conserv. Util. Miner. Resour. 2022, 42, 30–37. [Google Scholar]
- Bale, M.; May, A. Processing of ores to produce tantalum and lithium. Miner. Eng. 1989, 2, 299–320. [Google Scholar] [CrossRef]
- Phiri, T.; Tepa, C.; Nyati, R. Effect of Desliming on Flotation Response of Kansanshi Mixed Copper Ore. J. Miner. Mater. Charact. Eng. 2019, 7, 193. [Google Scholar] [CrossRef][Green Version]
- Ansari, M. Fine Particle Processing—A Difficult Problem for Mineral Engineers. 1997. Available online: https://eprints.nmlindia.org/2867 (accessed on 1 March 2025).
- Wang, W.; Pan, M.; Duan, C.; Jiang, H.; Zhao, Y.; Lu, H. Dry deep screening of spodumene and its mineral processing technology. Miner. Eng. 2022, 179, 107445. [Google Scholar] [CrossRef]
- Banks, M.K.; McDaniel, W.; Sales, P. A method for Concentration oi North Carolina Spodumene Ores. Trans. AIME 1953, 181–186. [Google Scholar]
- Norragn, D.; Mankaso, M. Bench Scale and Pilot Plant Test for Magnetic Cocentartion Circuit Design. Miner. Process. Plant Desing/Practice and Control Proc. 2002, 1, 176–200. [Google Scholar]
- Maguran, D.; Dupere, M.; Gagnon, R.; Anson, J.; Boyd, A.; Gravel, A. NI 43-101 Technical Report on the Estimate to Complete for the Whabouchi Lithium Mine and Shawinigan Electrochemical Plant; Nemaska Project; Nemaska Lithium Inc.: James Bay, QC, Canada, 2019; p. 129. [Google Scholar]
- McVay, T.L.; Browning, J.S. Flotation of Spodumene from Pegmatites of Cleveland County, NC; US Department of the Interior, Bureau of Mines: Washington, DC, USA, 1962.
- Jirestig, J.A.; Forssberg, K. Dispersion of flotation concentrates before magnetic separation. Miner. Eng. 1994, 7, 1505–1516. [Google Scholar] [CrossRef]
- Siame, E. Recovery of Lithium from China Clay Waste Using a Combination of Froth Flotation, Magnetic Separation, Roasting and Leaching. Ph.D. Thesis, University of Exeter, Exeter, UK, 2011. [Google Scholar]
- Wills, B.A.; Finch, J. Froth flotation. In Wills’ Mineral Processing Technology (7th Edition): An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery; Butterworth-Heinemann: Oxford, UK, 2006; pp. 267–2344. [Google Scholar]
- Xie, R.; Zhu, Y.; Liu, J.; Li, Y. Flotation behavior and mechanism of α-bromododecanoic acid as collector on the flotation separation of spodumene from feldspar and quartz. J. Mol. Liq. 2021, 336, 116303. [Google Scholar] [CrossRef]
- Xie, R.; Zhu, Y.; Liu, J.; Li, Y. The flotation behavior and adsorption mechanism of a new cationic collector on the separation of spodumene from feldspar and quartz. Sep. Purif. Technol. 2021, 264, 118445. [Google Scholar] [CrossRef]
- Shu, K.; Xu, L.; Wu, H.; Tang, Z.; Luo, L.; Yang, J.; Xu, Y.; Feng, B. Selective flotation separation of spodumene from feldspar using sodium alginate as an organic depressant. Sep. Purif. Technol. 2020, 248, 117122. [Google Scholar] [CrossRef]
- Cook, B.K.; Aghamirian, M.; Gibson, C.E. Optimization of spodumene flotation with a fatty acid collector. Miner. Eng. 2023, 204, 108412. [Google Scholar] [CrossRef]
- Xu, L.; Peng, T.; Tian, J.; Lu, Z.; Hu, Y.; Sun, W. Anisotropic surface physicochemical properties of spodumene and albite crystals: Implications for flotation separation. Appl. Surf. Sci. 2017, 426, 1005–1022. [Google Scholar] [CrossRef]
- Norman, J.; Gieseke, E.W. Beneficiation of Spodumene Rock by Froth Flotation; The American Institute of Mining, Metallurgical, and Petroleum Engineers: San Ramon, CA, USA, 1942; Volume 4. [Google Scholar]
- Coghill, W.H.; Clemmer, J.B. Soap flotation of the nonsulfides. Trans. AIME 1934, 112, 449. [Google Scholar]
- Taggart, A.F. Flotation—Application to Nonmetallics. Eng. Min. J. 1936, 137, 90–91. [Google Scholar]
- Dietrich, W.F.; Engel, A.L.; Guggenheim, M.; Rice, A.C.; Yerkes, L.A.; Davis, C.W. Progress Reports—Metallurgical Division: Ore-Testing Studies; U.S. Department of the Interior, Bureau of Mines: Washington, DC, USA, 1937.
- Falconer, S. Pretreatment of mineral surfaces for froth flotation. Trans. Metall. Soc. AIME 1949, 184, 247–255. [Google Scholar]
- Xu, L.; Hu, Y.; Wu, H.; Tian, J.; Liu, J.; Gao, Z.; Wang, L. Surface crystal chemistry of spodumene with different size fractions and implications for flotation. Sep. Purif. Technol. 2016, 169, 33–42. [Google Scholar] [CrossRef]
- Xu, L.; Jiao, F.; Jia, W.; Pan, Z.; Hu, C.; Qin, W. Selective flotation separation of spodumene from feldspar using mixed anionic/nonionic collector. Colloids Surf. A Physicochem. Eng. Asp. 2020, 594, 124605. [Google Scholar] [CrossRef]
- Menéndez, M.; Vidal, J.; Toraño, J.; Gent, M. Optimisation of spodumene flotation. Eur. J. Miner. Process. Environ. Prot. 2004, 4, 130–135. [Google Scholar]
- Yu, F.; Wang, Y.; Zhang, L.; Zhu, G. Role of oleic acid ionic− molecular complexes in the flotation of spodumene. Miner. Eng. 2015, 71, 7–12. [Google Scholar] [CrossRef]
- Zhu, G.; Cao, Y.; Wang, Y.; Wang, X.; Miller, J.D.; Lu, D.; Zheng, X. Surface chemistry features of spodumene with isomorphous substitution. Miner. Eng. 2020, 146, 106139. [Google Scholar] [CrossRef]
- Quezada, G.R.; Toledo, P.G. Complexation of alkali and alkaline-earth metal cations at spodumene-saltwater interfaces by molecular simulation: Impact on oleate adsorption. Minerals 2020, 11, 12. [Google Scholar] [CrossRef]
- Yu, F.-S.; Wang, Y.-H.; Wang, J.-M.; Xie, Z.-F.; Zhang, L. First-principle investigation on mechanism of Ca ion activating flotation of spodumene. Rare Met. 2014, 33, 358–362. [Google Scholar] [CrossRef]
- Jie, Z.; Weiqing, W.; Jing, L.; Yang, H.; Qiming, F.; Hong, Z. Fe (III) as an activator for the flotation of spodumene, albite, and quartz minerals. Miner. Eng. 2014, 61, 16–22. [Google Scholar] [CrossRef]
- Liu, W.; Zhang, S.; Wang, W.; Zhang, J.; Yan, W.; Deng, J.; Feng, Q.; Huang, Y. The effects of Ca (II) and Mg (II) ions on the flotation of spodumene using NaOL. Miner. Eng. 2015, 79, 40–46. [Google Scholar] [CrossRef]
- Yongbing, Z.; Hepeng, Z.; Yijun, C.; Xianping, L.; Fanxin, X.; Boyuan, Z.; Siqi, Y. Activation mechanism of calcium hydrolysate on the spodumene surface and its effect on the adsorption of collector. Miner. Eng. 2021, 174, 107221. [Google Scholar] [CrossRef]
- Hu, Z.; Sun, C. Effects and mechanism of different grinding media on the flotation behaviors of Beryl and Spodumene. Minerals 2019, 9, 666. [Google Scholar] [CrossRef]
- Pashkevich, D.; Li, R.; Waters, K. Temperature and climate-induced fluctuations in froth flotation: An overview of different ore types. Can. Metall. Q. 2023, 62, 511–548. [Google Scholar] [CrossRef]
- Zhenfu, X.; Yuhua, W.; Fushun, Y.; Zijun, T.; Guangli, Z. Reviews of flotation research on pegmatite spodumene ores. Chin. J. Rare Met. 2013, 37, 641–649. [Google Scholar]
- Wang, Y.; Zhu, G.; Yu, F.; Lu, D.; Wang, L.; Zhao, Y.; Zheng, H. Improving spodumene flotation using a mixed cationic and anionic collector. Physicochem. Probl. Miner. Process. 2018, 54, 567–577. [Google Scholar]
- Fuerstenau, D. Zeta potentials in the flotation of oxide and silicate minerals. Adv. Colloid Interface Sci. 2005, 114, 9–26. [Google Scholar] [CrossRef]
- Fuerstenau, D.; Fuerstenau, M. The flotation of oxide and silicate minerals. In The Principles of Flotation; King, R.P., Ed.; Southern African Institute of Mining and Metallurgy: Johannesburg, South Africa, 1982; pp. 109–158. [Google Scholar]
- Tian, J.; Xu, L.; Deng, W.; Jiang, H.; Gao, Z.; Hu, Y. Adsorption mechanism of new mixed anionic/cationic collectors in a spodumene-feldspar flotation system. Chem. Eng. Sci. 2017, 164, 99–107. [Google Scholar] [CrossRef]
- Filippov, L.; Farrokhpay, S.; Lyo, L.; Filippova, I. Spodumene flotation mechanism. Minerals 2019, 9, 372. [Google Scholar] [CrossRef]
- Somasundaran, P.; Fuerstenau, D. Mechanisms of alkyl sulfonate adsorption at the alumina-water interface1. J. Phys. Chem. 1966, 70, 90–96. [Google Scholar] [CrossRef]
- Zhang, R.; Somasundaran, P. Advances in adsorption of surfactants and their mixtures at solid/solution interfaces. Adv. Colloid Interface Sci. 2006, 123, 213–229. [Google Scholar] [CrossRef]
- Fuerstenau, D.; Colic, M. Self-association and reverse hemimicelle formation at solid–water interfaces in dilute surfactant solutions. Colloids Surf. A Physicochem. Eng. Asp. 1999, 146, 33–47. [Google Scholar] [CrossRef]
- Fuerstenau, D.W.; Jia, R. The adsorption of alkylpyridinium chlorides and their effect on the interfacial behavior of quartz. Colloids Surf. A Physicochem. Eng. Asp. 2004, 250, 223–231. [Google Scholar] [CrossRef]
- Vanjara, A.K.; Dixit, S.G. Formation of mixed aggregates at the alumina-aqueous surfactant solution Interface. Langmuir 1995, 11, 2504–2507. [Google Scholar] [CrossRef]
- Xie, R.; Zhu, Y.; Li, Y.; Han, Y. Flotation behavior and mechanism of a new mixed collector on separation of spodumene from feldspar. Colloids Surf. A Physicochem. Eng. Asp. 2020, 599, 124932. [Google Scholar] [CrossRef]
- Xu, L.; Wu, H.; Dong, F.; Wang, L.; Wang, Z.; Xiao, J. Flotation and adsorption of mixed cationic/anionic collectors on muscovite mica. Miner. Eng. 2013, 41, 41–45. [Google Scholar] [CrossRef]
- Rao, K.H.; Forssberg, K. Mixed collector systems in flotation. Int. J. Miner. Process. 1997, 51, 67–79. [Google Scholar]
- Rai, B.; Sathish, P.; Tanwar, J.; Moon, K.; Fuerstenau, D. A molecular dynamics study of the interaction of oleate and dodecylammonium chloride surfactants with complex aluminosilicate minerals. J. Colloid Interface Sci. 2011, 362, 510–516. [Google Scholar] [CrossRef]
- Bian, Z.; Zhang, H.; Ye, J.; Ning, Z. Flotation behavior of oleate and dodecylamine as mixed collector for recovery of lithium and rubidium from low-grade spodumene tailings: Experiment, Characterization and DFT calculation. Appl. Surf. Sci. 2023, 638, 158117. [Google Scholar] [CrossRef]
- Wu, H.; Tian, J.; Xu, L.; Fang, S.; Zhang, Z.; Chi, R. Flotation and adsorption of a new mixed anionic/cationic collector in the spodumene-feldspar system. Miner. Eng. 2018, 127, 42–47. [Google Scholar] [CrossRef]
- Shu, K.; Xu, L.; Wu, H.; Peng, L.; Xu, Y.; Luo, L.; Yang, J.; Tang, Z. In situ adsorption of mixed collectors BHA/DDA in spodumene-feldspar flotation system. Sep. Purif. Technol. 2020, 251, 117325. [Google Scholar] [CrossRef]
- Xie, R.; Zhu, Y.; Liu, J.; Wang, X.; Li, Y. Differential collecting performance of a new complex of decyloxy-propyl-amine and α-bromododecanoic acid on flotation of spodumene and feldspar. Miner. Eng. 2020, 153, 106377. [Google Scholar] [CrossRef]
- Xu, L.; Hu, Y.; Tian, J.; Wu, H.; Yang, Y.; Zeng, X.; Wang, Z.; Wang, J. Selective flotation separation of spodumene from feldspar using new mixed anionic/cationic collectors. Miner. Eng. 2016, 89, 84–92. [Google Scholar] [CrossRef]
- Wang, R.; Li, Y.; Li, Y. Interaction between cationic and anionic surfactants: Detergency and foaming properties of mixed systems. J. Surfactants Deterg. 2014, 17, 881–888. [Google Scholar] [CrossRef]
- Pan, A.; Rakshit, S.; Sahu, S.; Bhattacharya, S.C.; Moulik, S.P. Synergism between anionic double tail and zwitterionic single tail surfactants in the formation of mixed micelles and vesicles, and use of the micelle templates for the synthesis of nano-structured gold particles. Colloids Surf. A Physicochem. Eng. Asp. 2015, 481, 644–654. [Google Scholar] [CrossRef]
- Valdiviezo, E.; Oliveira, J. Synergism in aqueous solutions of surfactant mixtures and its effect on the hydrophobicity of mineral surfaces. Miner. Eng. 1993, 6, 655–661. [Google Scholar] [CrossRef]
- Wang, L.; Liu, R.; Hu, Y.; Sun, W. Adsorption of mixed DDA/NaOL surfactants at the air/water interface by molecular dynamics simulations. Chem. Eng. Sci. 2016, 155, 167–174. [Google Scholar] [CrossRef]
- Lucassen-Reynders, E.; Lucassen, J.; Giles, D. Surface and bulk properties of mixed anionic/cationic surfactant systems i. equilibrium surface tensions. J. Colloid Interface Sci. 1981, 81, 150–157. [Google Scholar] [CrossRef]
- Bendaouia, A.; Qassimi, S.; Boussetta, A.; Benzakour, I.; Benhayoun, A.; Amar, O.; Bourzeix, F.; Baïna, K.; Cherkaoui, M.; Hasidi, O. Hybrid features extraction for the online mineral grades determination in the flotation froth using Deep Learning. Eng. Appl. Artif. Intell. 2024, 129, 107680. [Google Scholar] [CrossRef]
- Costa, A.C.; Campos, F.V.; Araujo, L.R.; Torres, L.C.; Braga, A.P. Deep architecture for silica forecasting of a real industrial froth flotation process. Eng. Appl. Artif. Intell. 2022, 115, 105196. [Google Scholar] [CrossRef]
- Zhang, H.; Tang, Z.; Xie, Y.; Gao, X.; Chen, Q.; Gui, W. Long short-term memory-based grade monitoring in froth flotation using a froth video sequence. Miner. Eng. 2021, 160, 106677. [Google Scholar] [CrossRef]
- Margarido, F.; Vieceli, N.; Durão, F.; Guimarães, C.; Nogueira, C. Minero-metallurgical processes for lithium recovery from pegmatitic ores= Processos minero-metalúrgicos para a recuperação de lítio de minérios pegmatíticos. Comun. Geol. 2014, 101, 795–798. [Google Scholar]
- Rioyo, J.; Tuset, S.; Grau, R. Lithium Extraction from Spodumene by the Traditional Sulfuric Acid Process: A Review. Miner. Process. Extr. 2022, 43, 97–106. [Google Scholar] [CrossRef]
- Ellestad, R.B.; Milne, L.K. Method of Extracting Lithium Values from Spodumene Ores. U.S. Patent 2516109A, 25 July 1950. [Google Scholar]
- Berdikulova, F.A.; Serikbayeva, A.K.; Tabylganov, M.T.; Syrlybekkyzy, S.; Suleimenova, B.S. Methods for lithium-bearing raw materials processing. J. Chem. Technol. Metall. 2022, 57, 1220. [Google Scholar]
- Abdullah, A.A. Thermal Treatment of Spodumene (LiAlSi2O6) for Lithium Extraction. Ph.D. Thesis, Murdoch University, Perth, Australia, 2019. [Google Scholar]
- Zhang, Z.; Xu, C.; Cheng, G.; Lau, E. Towards carbon neutrality: A comprehensive study on the utilization and resource recovery of coal-based solid wastes. Int. J. Coal Sci. Technol. 2025, 12, 34. [Google Scholar] [CrossRef]
- Subasinghe, H.; Rezaee, M. Direct lithium extraction from α-Spodumene using NaOH roasting and water leaching. Chem. Eng. J. 2025, 505, 159661. [Google Scholar] [CrossRef]
- Kuang, G.; Chen, Z.B.; Guo, H.; Li, M.H. Lithium Extraction Mechanism from α-Spodumene by Fluorine Chemical method. Adv. Mater. Res. 2012, 524, 2011–2016. [Google Scholar] [CrossRef]
- Guo, H.; Kuang, G.; Wang, H.; Yu, H.; Zhao, X. Investigation of enhanced leaching of lithium from α-spodumene using hydrofluoric and sulfuric acid. Minerals 2017, 7, 205. [Google Scholar] [CrossRef]
- Spektor, K.; Fischer, A.; Haussermann, U. Crystallization of LiAlSiO4 glass in hydrothermal environments at gigapascal pressures–dense hydrous aluminosilicates. Inorg. Chem. 2016, 55, 8048–8058. [Google Scholar] [CrossRef]
- Iezzi, G.; Bromiley, G.D.; Cavallo, A.; Das, P.P.; Karavassili, F.; Margiolaki, I.; Stewart, A.A.; Tribaudino, M.; Wright, J.P. Solid solution along the synthetic LiAlSi2O6-LiFeSi2O6 (spodumene-ferri-spodumene) join: A general picture of solid solutions, bond lengths, lattice strains, steric effects, symmetries, and chemical compositions of Li clinopyroxenes. Am. Mineral. 2016, 101, 2498–2513. [Google Scholar] [CrossRef]
- Song, Y.; Zhao, T.; He, L.; Zhao, Z.; Liu, X. A promising approach for directly extracting lithium from α-spodumene by alkaline digestion and precipitation as phosphate. Hydrometallurgy 2019, 189, 105141. [Google Scholar] [CrossRef]
- Aylmore, M.G.; Merigot, K.; Rickard, W.D.; Evans, N.J.; McDonald, B.J.; Catovic, E.; Spitalny, P. Assessment of a spodumene ore by advanced analytical and mass spectrometry techniques to determine its amenability to processing for the extraction of lithium. Miner. Eng. 2018, 119, 137–148. [Google Scholar] [CrossRef]
- Fraas, F.; Ralston, O.C. Beneficiation of Spodumene by Decrepitation; US Department of the Interior, Bureau of Mines: Washington, DC, USA, 1937; Volume 3336.
- Hevia, R.P.; Gil, C.; Carda, J.B. Mineral Treatment of Spodumene in the Ceramic Industry. Characterisation Andtechnological Use. 2006. Available online: https://www.qualicer.org/recopilatorio/ponencias/pdfs/0632130e.pdf (accessed on 31 March 2023).
- Peltosaari, O.; Tanskanen, P.; Hautala, S.; Heikkinen, E.-P.; Fabritius, T. Mechanical enrichment of converted spodumene by selective sieving. Miner. Eng. 2016, 98, 30–39. [Google Scholar] [CrossRef]
- Nazir, M.K.; Dyer, L.; Tadesse, B.; Albijanic, B.; Kashif, N. Effect of calcination on coarse gangue rejection of hard rock lithium ores. Sci. Rep. 2022, 12, 12963. [Google Scholar] [CrossRef] [PubMed]
- Nazir, M.K.; Dyer, L.; Tadesse, B.; Albijanic, B.; Kashif, N. Flotation performance of calcined spodumene. Adv. Powder Technol. 2022, 33, 103772. [Google Scholar] [CrossRef]
- Garrett, D.E. Handbook of Lithium and Natural Calcium Chloride; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Gasafi, E.; Pardemann, R. Processing of spodumene concentrates in fluidized-bed systems. Miner. Eng. 2020, 148, 106205. [Google Scholar] [CrossRef]
- Botto, I.; Arazi, C. Kinetics of polymorphic transformation of spodumene I into spodumene II. Bol. Soc. Esp. Ceram. Vidr. 1975, 14, 433–440. [Google Scholar]
- White, G.D.; McVay, T.N. Some Aspects of the Recovery of Lithium from Spodumene; Oak Ridge National Laboratory (ORNL): Oak Ridge, TN, USA, 1958. [Google Scholar]
- Gasalla, H.J.; Pereira, E. Activation-deactivation mechanisms in spodumene samples. Solid State Ion. 1990, 42, 1–6. [Google Scholar] [CrossRef]
- Clark, D.E.; Folz, D.C.; West, J.K. Processing materials with microwave energy. Mater. Sci. Eng. A 2000, 287, 153–158. [Google Scholar] [CrossRef]
- Rezaee, M.; Hassas, B.V.; Akbari, H.; Agrawal, D.; Slawecki, T. Process for Exctraction of Lithium. WO Patent WO2021/168210A1, 26 August 2021. Available online: https://patents.google.com/patent/WO2021168210A1/en?oq=WO+2021%2f168210 (accessed on 22 June 2025).
- Huang, Y.; Zhang, T.-a.; Dou, Z.; Han, G.; Cao, Y.; Hou, C. Decomposition mechanism of a mixed rare earth concentrate with sodium hydroxide in the microwave heating process. Miner. Eng. 2019, 132, 220–227. [Google Scholar] [CrossRef]
- Le, T.; Ju, S.; Ravindra, A.; Li, X.; Wang, Q. Effect of microwave roasting on aluminum extraction from diasporic bauxite-sodium carbonate-calcium hydroxide mixtures. JOM 2019, 71, 831–837. [Google Scholar] [CrossRef]
- Bishimbayeva, G.; Zhumabayeva, D.; Zhandayev, N.; Nalibayeva, A.; Shestakov, K.; Levanevsky, I.; Zhanabayeva, A. Technological Improvement Lithium Recovery Methods from Primary Resources. Orient. J. Chem. 2018, 34, 2762. [Google Scholar] [CrossRef]
- Clarke, G.M. Lithium-ion batteries raw material considerations. Chem. Eng. Prog. 2013, 109, 44–52. [Google Scholar]
- Colton, J.W. Recovery of Lithium from Complex Silicates; ACS Publications: Washington, DC, USA, 1957. [Google Scholar]
- Borges, P.H.; Santos, F.A.; Milikic, N.; A Barsante, C. Lithium Aluminosilicate Residue as Raw Material in the Production of Sustainable Concrete Masonry Units: A Brazilian Case. Open Constr. Build. Technol. J. 2016, 10, 418–430. [Google Scholar] [CrossRef]
- Kuang, G.; Liu, Y.; Li, H.; Xing, S.Z.; Li, F.J.; Guo, H. Extraction of lithium from beta-spodumene using sodium sulfate solution. Hydrometallurgy 2018, 177, 49–56. [Google Scholar] [CrossRef]
- Zhang, Y.; Ma, B.; Lv, Y.; Wang, C.; Chen, Y. An effective method for directly extracting lithium from α-spodumene by activated roasting and sulfuric acid leaching. J. Ind. Eng. Chem. 2023, 122, 540–550. [Google Scholar] [CrossRef]
- Sharma, Y. Processing of Lithium Containing Material. U.S. Patent 20150152523A1, 4 June 2015. [Google Scholar]
- Hunwick, R. Recovery of Lithium from Silicate Minerals. U.S. Patent 20170175228A, 20 November 2018. [Google Scholar]
- Chen, Y.; Tian, Q.Q.; Chen, B.Z.; Shi, X.C.; Liao, T. Preparation of lithium carbonate from spodumene by a sodium carbonate autoclave process. Hydrometallurgy 2011, 109, 43–46. [Google Scholar] [CrossRef]
- Chubb, P.A. Treatment of Lithium Ores. U.S. Patent 3073673A, 15 January 1963. [Google Scholar]
- Li, G.Q.; Cui, F.H. Method for Extracting Lithium Salt from Spodumene Using Lime Activation Under Pressure Leaching. Patent No. CN109437251A, 11 December 2018. [Google Scholar]
- Anovitz, L.; Blencoe, J.; Palmer, D. Method of Extracting Lithium. U.S. Patent 20060171869A1, 3 March 2006. [Google Scholar]
- Xing, P.; Wang, C.; Zeng, L.; Ma, B.; Wang, L.; Chen, Y.; Yang, C. Lithium Extraction and Hydroxysodalite Zeolite Synthesis by Hydrothermal Conversion of α-Spodumene. ACS Sustain. Chem. Eng. 2019, 7, 9498–9505. [Google Scholar] [CrossRef]
- Qiu, S.; Liu, C.; Yu, J. Conversion from α-spodumene to intermediate product Li2SiO3 by hydrothermal alkaline treatment in the lithium extraction process. Miner. Eng. 2022, 183, 107599. [Google Scholar] [CrossRef]
- Grasso, M.L.; Gonzalez, J.A.; Gennari, F.C. Lithium extraction from β-LiAlSi2O6 using Na2CO3 through thermal reaction. Miner. Eng. 2022, 176, 107349. [Google Scholar] [CrossRef]
- Fosu, A.Y.; Kanari, N.; Bartier, D.; Vaughan, J.; Chagnes, A. Novel extraction route of lithium from α-spodumene by dry chlorination. RSC Adv. 2022, 12, 21468–21481. [Google Scholar] [CrossRef]
- Barbosa, L.I.; Valente, G.; Orosco, R.P.; Gonzalez, J.A. Lithium extraction from beta-spodumene through chlorination with chlorine gas. Miner. Eng. 2014, 56, 29–34. [Google Scholar] [CrossRef]
- Barbosa, L.I.; Valente, N.; Gonzalez, J.A. Kinetic study on the chlorination of β-spodumene for lithium extraction with Cl2 gas. Thermochim. Acta 2013, 557, 61–67. [Google Scholar] [CrossRef]
- Peterson, J.A.; Gloss, G.H. Lithium Values Recovery Process. U.S. Patent 2893828A, 7 July 1959. [Google Scholar]
- Alhadad, M.F.; Oskierski, H.C.; Chischi, J.; Senanayake, G.; Dlugogorski, B.Z. Lithium extraction from β-spodumene: A comparison of keatite and analcime processes. Hydrometallurgy 2023, 215, 105985. [Google Scholar] [CrossRef]
- Gabra, G.; Torma, A.; Olivier, C. Pressure leaching of beta-spodumene by sodium chloride. Can. Metall. Q. 1975, 14, 355–359. [Google Scholar] [CrossRef]
- Barbosa, L.I.; Gonzalez, J.A.; Ruiz, M.D. Extraction of lithium from beta-spodumene using chlorination roasting with calcium chloride. Thermochim. Acta 2015, 605, 63–67. [Google Scholar] [CrossRef]
- Ni, C.; Liu, C.; Liu, J.; Wang, J.; Liang, Y.; Sun, W.; Zhong, H.; He, Z. Thermochemically driven crystal phase transfer via mechanical activation-assisted chlorination roasting toward the selective extraction of lithium from spodumene. J. Ind. Eng. Chem. 2024, 138, 632–640. [Google Scholar] [CrossRef]
- Medina, L.F.; El-Naggar, M.M. An alternative method for the recovery of lithium from spodumene. Metall. Trans. B 1984, 15. [Google Scholar] [CrossRef]
- El-Naggar, M.; Medina, L.; Espinola, A. The reaction between spodumene and tachyhydrite. Metall. Trans. B 1988, 19, 663–668. [Google Scholar] [CrossRef]
- Zelikman, A.N.; Kreĭn, O.G.E.; Samsonov, G.V. Metallurgy of Rare Metals; Israel Program for Scientific Translations: Jerusalem, Israel, 1966. [Google Scholar]
- Yan, Q.; Li, X.; Wang, Z.; Wu, X.; Wang, J.; Guo, H.; Hu, Q.; Peng, W. Extraction of lithium from lepidolite by sulfation roasting and water leaching. Int. J. Miner. Process. 2012, 110, 1–5. [Google Scholar] [CrossRef]
- Chagnes, A.; Swiatowska, J. Lithium Process Chemistry: Resources, Extraction, Batteries, and Recycling; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Lee, S. Extraction of Lithium from Spodumene by Alkali Fusion. Master’s Thesis, Seoul National Universit, Seoul, Republic of Korea, 2018. [Google Scholar]
- Pechini, R. Method of Preparing Lead and Alkaline Earth Titanates and Niobates and Coating Method Using the Same to Form a Capacitor. U.S. Patent 3330697A, 26 August 1963. [Google Scholar]
- Ncube, T.; Oskierski, H.; Senanayake, G.; Dlugogorski, B.Z. Two-step reaction mechanism of roasting spodumene with potassium sulfate. Inorg. Chem. 2021, 60, 3620–3625. [Google Scholar] [CrossRef]
- Hayes, E.T.; Williams, F.P.; Sternberg, W.M. Production of Lithium Chloride from Spodumene. U.S. Patent 2533246A, 12 December 1950. [Google Scholar]
- Rosales, G.D.; Resentera, A.C.; Gonzalez, J.A.; Wuilloud, R.G.; Rodriguez, M.H. Efficient extraction of lithium from β-spodumene by direct roasting with NaF and leaching. Chem. Eng. Res. Des. 2019, 150, 320–326. [Google Scholar] [CrossRef]
- Rodriguez, M.H.; Rosales, G.D.; Maria del Carmen, R. Process for Obtaining Lithium from Aluminosilicates and Intermediate Compounds. U.S. Patent 10259719B2, 16 April 2019. [Google Scholar]
- Resentera, A.C.; Rosales, G.D.; Esquivel, M.R.; Rodriguez, M.H. Thermal and structural analysis of the reaction pathways of α-spodumene with NH4HF2. Thermochim. Acta 2020, 689, 178609. [Google Scholar] [CrossRef]
- Wilson, M.; Cabrera, J.; Zou, Y. The process and mechanism of alkali—Silica reaction using fused silica as the reactive aggregate. Adv. Cem. Res. 1994, 6, 117–125. [Google Scholar] [CrossRef]
- Zhou, H.; Liu, Y.; Ma, B.; Wang, C.; Chen, Y. Strengthening extraction of lithium and rubidium from activated α-spodumene concentrate via sodium carbonate roasting. J. Ind. Eng. Chem. 2023, 123, 248–259. [Google Scholar] [CrossRef]
- Grasso, M.L.; Castro, F.; Gonzalez, J.A.; Gennari, F.C. Obtaining Li2CO3 from β-LiAlSi2O6 by solid state reaction with NaOH. Miner. Eng. 2023, 201, 108214. [Google Scholar] [CrossRef]
- Lileev, I.; Sakun, L.S.; Gucova, I. Reaction of hydrated lithium dialuminate with sodium hydroxide solutions. Russ. J. Inorg. Chem. 1968, 13, 213–217. [Google Scholar]
- Fu, W.; Meng, L.; Qu, J. Sintering Mechanism and Leaching Kinetics of Low-Grade Mixed Lithium Ore and Limestone. Metals 2024, 14, 1075. [Google Scholar] [CrossRef]
- Su, H.; Ju, J.; Zhang, J.; Yi, A.; Lei, Z.; Wang, L.; Zhu, Z.; Qi, T. Lithium recovery from lepidolite roasted with potassium compounds. Miner. Eng. 2020, 145, 106087. [Google Scholar] [CrossRef]
- Guo, C.; Zhou, J.; Wen, X.; Pu, J.; Wang, Y.; Yuan, D. Extraction of lithium from lepidolite by sulfate process. Inorg. Chem. Ind. 2014, 46, 41–44. [Google Scholar]
- Suharyanto, A.; Lalasari, L.; Mubarok, M. Decomposition of spodumene mineral in granitic rocks from South Kalimantan-Indonesia by potassium sulphate. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019; p. 012044. [Google Scholar]
- Guo, H.; Lv, M.; Kuang, G.; Wang, H. Enhanced lithium extraction from α-spodumene with fluorine-based chemical method: A stepwise heat treatment for fluorine removal. Miner. Eng. 2021, 174, 107246. [Google Scholar] [CrossRef]
- Rosales, G.D.; Resentera, A.C.; Braga, P.F.; Esquivel, M.R.; Rodriguez, M.H. Simple process for lithium extraction from α-spodumene with potassium fluoride: Modeling and optimization. Chem. Eng. Res. Des. 2023, 191, 319–324. [Google Scholar] [CrossRef]
- Rosales, G.D.; Ruiz, M.D.; Rodriguez, M.H. Novel process for the extraction of lithium from beta-spodumene by leaching with HF. Hydrometallurgy 2014, 147, 1–6. [Google Scholar] [CrossRef]
- Rosales, G.D.; Ruiz, M.C.; Rodriguez, M.H. Study of the extraction kinetics of lithium by leaching β-spodumene with hydrofluoric acid. Minerals 2016, 6, 98. [Google Scholar] [CrossRef]
- Resentera, A.C.; Rosales, G.D.; Esquivel, M.R.; Rodriguez, M.H. Acid dissolution of LiF/(NH4)3AlF6 mixtures obtained in the fluorination of α-spodumene with NH4HF2: Modeling and optimization. Chem. Eng. Res. Des. 2023, 200, 388–395. [Google Scholar] [CrossRef]
- Resentera, A.C.; Esquivel, M.R.; Rodriguez, M.H. Low-temperature lithium extraction from α-spodumene with NH4HF2: Modeling and optimization by least squares and artificial neural networks. Chem. Eng. Res. Des. 2021, 167, 73–83. [Google Scholar] [CrossRef]
- Karavaĭko, G.; Krutsko, V.; Mel’nikova, E.; Avakian, Z.; IuI, O. Role of microorganisms in the destruction of spodumene. Mikrobiologiia 1980, 49, 547–551. [Google Scholar]
- Rezza, I.; Salinas, E.; Calvente, V.; Benuzzi, D.; de Tosetti, M.I.S. Extraction of lithium from spodumene by bioleaching. Lett. Appl. Microbiol. 1997, 25, 172–176. [Google Scholar] [CrossRef]
- Vandevivere, P.; Welch, S.; Ullman, W.; Kirchman, D.L. Enhanced dissolution of silicate minerals by bacteria at near-neutral pH. Microb. Ecol. 1994, 27, 241–251. [Google Scholar] [CrossRef]
- Kirk, R.D.; Newsome, L.; Falagan, C.; Hudson-Edwards, K.A. Bioleaching of lithium from jadarite, spodumene, and lepidolite using Acidiothiobacillus ferrooxidans. Front. Microbiol. 2024, 15, 1467408. [Google Scholar] [CrossRef]
- Yin, Z.; Lu, X.; Liu, H.; Li, J.; Chen, J.; Zhang, D. Effect of organic acids on the dissolution of spodumene and preliminary study on microbial lithium extraction. In Proceedings of the Goldschmidt 2023 Conference, Lyon, France, 14 July 2023. [Google Scholar]
- Yuan, H.; Li, M.; Cui, L.; Wang, L.; Cheng, F. Electrochemical extraction technologies of lithium: Development and challenges. Desalination 2024, 598, 118419. [Google Scholar] [CrossRef]
- Haddad, A.Z.; Cha, H.; McDonough, L.; Dun, C.; Pohlman, G.; Urban, J.J.; Kostecki, R. Electrochemical lithium extraction from hectorite ore. Commun. Chem. 2024, 7, 1–8. [Google Scholar] [CrossRef]
- Zhang, H.; Shi, F. Direct Extraction of Lithium from α-Phase Spodumene By Electrochemical Leaching. In Proceedings of the Electrochemical Society Meeting (PRiME 2024), Honolulu, HI, USA, 6–11 October 2024; p. 2017. [Google Scholar]
- Dong, Q.; Gang, H.; Xu, J.; Li, Z.; Wang, Z. The technologies of electrochemical lithium extraction process from lithium-containing solutions. J. Exp. Theor. Anal. 2024, 2, 91–102. [Google Scholar] [CrossRef]
- Asadi Dalini, E.; Karimi, G.; Zandevakili, S.; Goodarzi, M. A review on environmental, economic and hydrometallurgical processes of recycling spent lithium-ion batteries. Miner. Process. Extr. 2021, 42, 451–472. [Google Scholar] [CrossRef]
- Wang, J.; Guo, Z. Hydrometallurgically recycling spent lithium-ion batteries. In Recycling of Spent Lithium-Ion Batteries: Processing Methods and Environmental Impacts; Springer: Cham, Switzerland, 2019; pp. 27–55. [Google Scholar]
- Ekberg, C.; Petranikova, M. Lithium batteries recycling. In Lithium Process Chemistry; Elsevier: Amsterdam, The Netherlands, 2015; pp. 233–267. [Google Scholar]
- Doose, S.; Mayer, J.K.; Michalowski, P.; Kwade, A. Challenges in ecofriendly battery recycling and closed material cycles: A perspective on future lithium battery generations. Metals 2021, 11, 291. [Google Scholar] [CrossRef]
- Qing, J.; Wu, X.; Zeng, L.; Guan, W.; Cao, Z.; Li, Q.; Wang, M.; Zhang, G.; Wu, S. Novel approach to recycling of valuable metals from spent lithium-ion batteries using hydrometallurgy, focused on preferential extraction of lithium. J. Clean. Prod. 2023, 431, 139645. [Google Scholar] [CrossRef]
- Chen, X.; Chen, Y.; Zhou, T.; Liu, D.; Hu, H.; Fan, S. Hydrometallurgical recovery of metal values from sulfuric acid leaching liquor of spent lithium-ion batteries. Waste Manag. 2015, 38, 349–356. [Google Scholar] [CrossRef]
- Guan, J.; Xiao, H.; Lou, X.; Guo, Y.; Luo, X.; Li, Y.; Yan, C.; Yan, X.; Gao, G.; Yuan, H. Enhanced hydrometallurgical recovery of valuable metals from spent lithium-ion batteries by mechanical activation process. ES Energy Environ. 2018, 1, 80–88. [Google Scholar] [CrossRef]
- Wang, H.; Huang, K.; Zhang, Y.; Chen, X.; Jin, W.; Zheng, S.; Zhang, Y.; Li, P. Recovery of lithium, nickel, and cobalt from spent lithium-ion battery powders by selective ammonia leaching and an adsorption separation system. ACS Sustain. Chem. Eng. 2017, 5, 11489–11495. [Google Scholar] [CrossRef]
- Li, H.; Chen, Y.; Cui, Z.; Su, Y.; Liu, Z.; Dong, X.; Wang, Z.L.; Tang, W. One-step green hydrometallurgical recycling of spent lithium-ion batteries’ cathode. J. Hazard. Mater. 2025, 484, 136769. [Google Scholar] [CrossRef]
- Mousavinezhad, S.; Fahimi, A.; Sharifian, S.; Vahidi, E. Sustainable lithium production from sedimentary rock deposits: Carbon reduction and EV synergies. Resour. Conserv. Recycl. 2025, 218, 108271. [Google Scholar] [CrossRef]
- Feng, Y.; Wang, P.; Li, W.; Zhang, Q.; Chen, W.-Q.; Feng, D. Environmental impacts of lithium supply chains from Australia to China. Environ. Res. Lett. 2024, 19, 094035. [Google Scholar] [CrossRef]
- Peiseler, L.; Schenker, V.; Schatzmann, K.; Pfister, S.; Wood, V.; Schmidt, T. Carbon footprint distributions of lithium-ion batteries and their materials. Nat. Commun. 2024, 15, 10301. [Google Scholar] [CrossRef]
- World Bank. Kazakhstan Mining Sector Diagnostic; World Bank Group: Washington, DC, USA, 2023; Available online: https://documents1.worldbank.org/curated/en/099081823001539573/pdf/P17674501063760b08b290a4ae6547845d.pdf (accessed on 7 June 2025).
- Rentsch, L.; Martin, G.; Bertau, M.; Höck, M. Lithium Extracting from Zinnwaldite: Economical Comparison of an Adapted Spodumene and a Direct-Carbonation Process. Chem. Eng. Technol. 2018, 41, 975–982. [Google Scholar] [CrossRef]
- Alhadad, M.F. Production of Lithium Chemicals from Spodumene Using Novel Leaching Processes. Ph.D. Thesis, Murdoch University, Murdoch, Australia, 2022. [Google Scholar]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).