Abstract
One approach to reducing the environmental footprint of conventional polymers is to compound them with bio-based fillers. Plant-based materials have already been successfully used as polymer fillers. In this context, algae-based fillers received minor attention. Due to their unique growth efficiency and ability to capture large amounts of CO2, the use of algae-based fillers could have economic and ecologic advantages. In this work, a possible use of algae as a sustainable filler for filament materials was technologically evaluated. In practical investigations, conventional polyethylene-terephthalate-glycol (PETG) was mixed with the microalgae spirulina platensis and chlorella vulgaris and extruded to 3D printing filaments. Based on printed test specimens and material samples, the printability, mechanical, and thermal properties of the composite were determined. Filaments with a homogeneous distribution of algae particles and stable diameters up to a filler content of 30 wt.% could be produced. All filaments had good printability and adequate moisture
sensitivity for higher algae contents. For 30 wt.% the tensile strength of the produced filaments decreases from 54 MPa to 24 MPa, the flexural strength decreases from 87 MPa to 69 MPa, and the material operating temperature decreases slightly from 70 °C to 66 °C. The addition of smaller amounts of algae results in minor changes regarding the overall performance. The properties of the material were comparable to those of other natural fillers such as wood, bamboo or cork. The main objective of adding bio-based materials to polymeric matrices can be achieved. Our results suggest that algae-based filaments can be produced as a more sustainable and low-cost material.
1. Introduction
Since its industrial rollout in the first half of the 20th century, the global production of plastics has continuously increased up to 380 million tons in 2020 at last count, and it is expected that this number might double in the next 20 years [1,2]. Due to unique process advantages, the Hans Boeckler Foundation lists polymer 3D printing in a recent analysis of the plastics industry as one of the central future fields of the industry, and the market research company GVR forecasts an annual growth of 20% until 2030 for the use of the process [3,4]. The fused filament fabrication (FFF) process is used particularly often, and there is a wide range of different filament materials for FFF printing, but most of them are based on fossil raw materials [5,6]. In addition to advantages such as good mechanical and physical properties, the use of conventional polymers results in negative environmental impacts, particularly with regard to their disposal at the end of life phase [7]. In theory, most of the thermoplastic materials used are recyclable, but the rate of recycling for plastic waste worldwide is still at 9%, and even in countries such as Germany, only slightly less than 50% of plastic waste is recycled or reused as raw material [8,9]. Consequently, a large amount is thermally recycled in waste-to-energy plants, resulting in an elevated potential for global warming [8]. An alternative approach that aims to reduce the CO2 footprint is the use of biological fillers. In this case, a conventional polymer is mixed with a high proportion of a climate-neutral filler [10,11]. In the case of thermal recycling, no further CO2 is emitted by the biofillers than the amount they absorbed during their growth. Besides the sustainability aspect, some biological fillers can also be used to achieve desirable changes in polymers’ properties. These include increased stiffness and, under certain conditions, increased strength of components [12]. Due to the typically low density of natural plant materials, lightweight construction can be an additional motivating factor for the use of biofillers [13]. The fillers can either be extracted by a simple mechanical grinding of whole plant materials or partial components, or by means of chemical or physical processes from the biomass. Table 1 provides an overview of some of the biological materials that have been documented in the literature for use as fillers.

Table 1.
Biological fillers in polymer processing by type of extraction; data according to [10,12,14,15].
In addition to numerous scientific studies at laboratory scale, a number of commercially available filaments with biological fillers are available on the market. Some exemplary representatives are shown below in Table 2.
Table 2.
Examples of commercially available filaments with biofillers
The materials most often used include cork, bamboo and various types of short wood fibers, as well as particulate wood flours. In addition to a change in material properties, a main focus of adding these fillers is to achieve novel optical and haptic component characteristics, while at the same time reducing the amount of polymer required for their production [11]. Focusing on the context of increased sustainability, photosynthetic algae have become a promising new type of filler material. In the current state of biotechnology, algae represent one of the most efficient natural systems for CO2 binding [16]. They are fast-growing and, unlike most terrestrial plants, they require very little farmland, which is why they are becoming a relevant candidate for industrial CO2 storage [17].
An early example of the use of algae in polymer applications is a 2013 paper from Zeller et al. who investigated compounds made from microalgae and polypropylene (PP) [18]. In 2015, a similar approach was taken by Bulota et al. by investigating biomaterial composites made from PLA with different algae species [19]. Red, brown and green macroalgae were processed into powders and fused with PLA in a thermal mixing process. The compound was subsequently granulated and formed into test bodies by injection molding. In a followup project in 2016, algae-based industrial byproducts from algae cultivation were introduced as fillers using the same methodology [20]. As a result, PLA–algae compounds up to 40 wt.% were successfully produced. In a continuation of this work, the present paper provides a technological evaluation of algae-based fillers for polymer 3D printing materials. The aim is to develop a suitable process for the production of high-grade filaments with the largest possible amount of algae biomass. The mechanical properties of the filaments should ideally be comparable to those of the feedstock. The exact thermal, mechanical and processing properties of the compounded materials are then evaluated using suitable test methods. Based on the results of the tests, a recommendation is given at the end of this paper regarding possible material combinations and applications for filaments with algae fillers.
2. Materials and Methods
In this work, practical tests were performed to produce and characterize filaments with a biological algae filler. Suitable extrusion parameters were determined for the starting polymer, and a compound candidate was chosen from two available algae strains. The manufacturing methodology was adapted at several steps to obtain a stable and reproducible extrusion result. After determining the maximum degree of filler, four filaments with different algae contents were manufactured. Finally, a series of thermal, mechanical and application-oriented analysis methods were performed on the compounded filaments, and their properties were compared with those of the initial polymer. For filament production, process equipment from the company 3Devo was used. The equipment shown in Figure 1a is laboratory equipment that allows fast and flexible production of small quantities of filaments from different materials. The FFF printer Ender 3 from the company Creality3D, shown in Figure 1b, was used to investigate the printability of the filaments and to produce sample geometries. To avoid influence from moisture intake after filament production, all materials were stored and printed out of a thermally controlled filament dry box.

Figure 1.
Equipment used for filament production and sample preparation: (a) l–r: shredder, dryer, and filament maker from 3Devo, (b) FFF printer Ender 3 from Creality3d.
The base polymer for the investigations described below is the thermoplastic PETG (polyethylene terephthalate glycol-modified), which is available under the material name HDglass™ Blinded White from Formfutura. PETG is a glycol-modified version of the widely known PET (polyethylene terephthalate) and is increasingly used as a more temperature-resistant, easy to print alternative to PLA. Because the base material was purchased in the form of 1.75 mm filament rolls, it had to be regranulated into suitable pellets for processing in the extruder. For this purpose, the filament was first cut into 5 cm pieces and then shredded in a plastic shredder. The granules produced in this way have a final particle size of <4 mm, which is suitable for the extruder and shown in Figure 2a. Microalgae from the company Algenium were used as biological fillers. Microalgae are cultivated almost completely under controlled conditions on land, which makes it easier to avoid the influence of contamination. The green algae Chlorella vulgaris and the blue algae/cyanobacterium Spirulina platensis were purchased. Both algae come from closed photobioreactor systems and are available as spraydried powders, shown in Figure 2.

Figure 2.
Materials used for filament production: (a) PETG granules produced by cutting and shredding Formfutura HDglass filament, (b) Chlorella vulgaris spray dried powder obtained from Algenium GmbH, (c) Spirulina platensis spray dried powder from Algenium GmbH
Dynamic mechanical thermal analyses (DMTA) were performed to evaluate the mechanical behavior of the composites under the influence of temperature. All tests were carried out on a DMA 242 E from Netzsch-Geratebau GmbH. Rectangular specimens with dimensions of 57 mm × 10 mm × 2.5 mm were investigated; the specimens were dynamically loaded at increasing temperature in 3-point bending with a support spacing of 40 mm. All specimens were 3D printed with a layer thickness of 0.2 mm, a nozzle diameter of 0.6 mm, and 100% infill lines. In order to obtain only parallel line strings in the test area, 8 wall lines were printed without infill. The printing temperature was 225 °C with 50% cooling and a printing speed of 50 mm/min. For the evaluation of melting behavior and glass transition temperatures, analyses were performed using differential scanning calorimetry (DSC). The measurements in this paper were carried out using a DSC 204 F1 Phoenix from Netzsch-Geratebau GmbH. Approximately 12 mg of plastic granules were taken as samples. All measurements took place under a protective atmosphere of nitrogen. Thermogravimetric analyses (TGA) were performed by using a Netzsch-Geratebau GmbH TG 209F1 Libra to assess thermal stability and decomposition behavior. For the analysis of the decomposition products, the exhaust gases were analyzed by connecting an ALPHA spectrometer from Bruker using Fourier transform infrared spectroscopy (FTIR). For statistical validation, all thermal tests were performed on at least two randomly taken samples. In case of recognizable deviations in the measurement curves, additional samples were measured and average values were calculated.
Tensile tests, for the mechanical characterization of the material properties, were performed on a Z050 TEW universal testing machine from Zwick Roell. All tests were in compliance with the specifications of EN ISO 527 for the measurement of tensile properties of plastics. Tensile modulus was measured using a MakroXtens II strain extensometer at a constant rate of 1 mm/min. The specimens were then loaded using displacement control at a speed of 50 mm/min until fracture occurred. The specimen bodies used were the type 1A specimens described in the standard, with outer dimensions of 170 × 20 × 4 mm, produced by 3D printing. Due to the anisotropy of 3D printed components, the specimen bodies shown in Figure 3a were printed in horizontal orientation (XY direction with tensile direction along the printing direction) as well as in vertical orientation (Z direction with tensile direction transverse to the printing direction), and both orientations were investigated. Specimens were printed at a temperature of 225 °C using a 0.6 mm nozzle at 0.2 mm layer height. Bending tests were conducted using the same Zwick Roell Z050 TEW universal testing machine. The tests were performed in accordance with the specifications of the EN ISO 178 testing standard for determining the bending properties of plastics. Bending modulus was determined at a speed of 1 mm/min using the MacroXtens II probes for displacement measurement. After 0.25% displacement, the specimens were loaded with a constant rate of 10 mm/min until failure occured or until a maximum deflection of 5% was reached. The specimen geometry used was the standard rectangular beads described in the norm, with dimensions of 80 × 10 × 4 mm, produced by 3D printing. As with the tensile tests, both horizontally printed (XY direction with printing direction transverse to the bending direction) and vertically printed specimens (Z direction with printing direction parallel to the bending direction) were investigated. Only parallel outer walls without infill were printed in the test area. The print parameters were identical to those used for the production of the tensile specimens. For all mechanical tests, at least five specimens per sample were examined, as required by the norm.
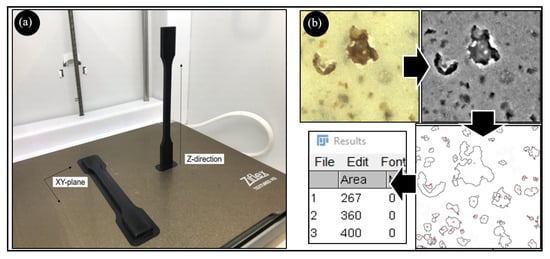
Figure 3.
(a) Exemplary representation illustrating the examined print orientations, with flat printed parts labeled XY and upright printed parts labeled Z (b) process flow of particle analysis in ImageJ: source picture -> binary black and white picture -> outlines after “analyze particles” function -> surface area for each particle used to calculate average diameter
For microscope images, a Zeiss Axio lmager light microscope with a maximum magnification of 100× and a Keyence VHX-5000 digital microscope with a maximum magnification of 1000× were used. For the analysis of the images, the open-source software ImageJ in the extended distribution package Fiji, version 2.5.0, was used. After manually adjusting scale and threshold, it was possible to automatically count and analyze the particles using the integrated plugin `AnalyzeParticles’. An example of the process used for this is shown in Figure 3b.
3. Results
3.1. Filler Characterization
An initial characterization of the supplied biomass showed similar physical and morphological characteristics for both algae species. For the analysis, three randomly distributed samples were taken and examined under the microscope. The powders consisted of predominantly spherical cell bodies (Figure 4c,d) with an average measured particle size of 19.4 µm for spirulina platensis and 12.9 µm for chlorella vulgaris. Standard deviations were 9.6 µm and 5.7 µm, respectively. The cell size varied from 4.7 µm on the lower end up to a maximum of 60.9 µm. The true density of both materials was determined, via displacement method in isopropanol alcohol, to be around 0.85 g/cm. For thermal testing, three additional samples of each powder were taken and dried for 18h at 70 °C. Figure 4a,b show the results of the TGA analysis performed. Depicted are the weight loss curves over temperature and the detection intensity of the main decomposition products as recorded by FTIR spectroscopy. Chlorella vulgaris showed a high residual moisture content, even after drying and the beginning of significant decomposition at 265 °C, as measured by means of onset at the first decomposition step. Spirulina showed slightly higher thermal stability, with main decomposition starting at 282 °C, and lower volatile off-gassing at temperatures below 200 °C. FTIR spectroscopy revealed CO2 and water vapor to be the main exhaust products for both species. Starting at 250 °C, absorbances typical for C-H oscillation could be detected as a possible sign for lipid decomposition in the algae [21]. Based on the results gathered, spirulina was determined to be more suitable for filler application, as it showed fewer signs of cell degradation at the relevant PETG processing temperature of 230 °C.
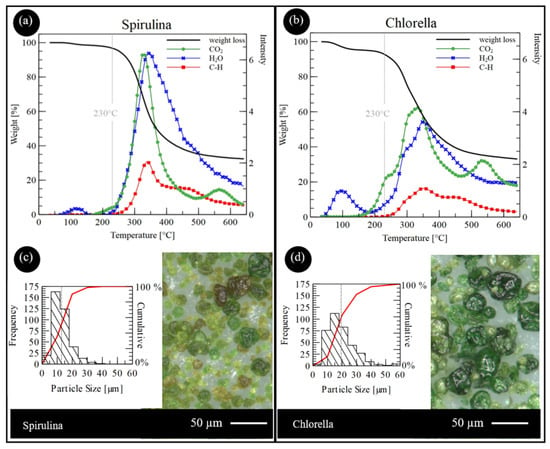
Figure 4.
Results from filler characterization: (a,b) TGA results showing weight loss curves of the materials under temperature influence, superimposed with the detection of released decomposition products measured by FTIR; (c,d) microscope images and frequency and cumulative particle size distribution of the untreated algae samples
3.2. Material Processing
After manually compounding the PETG and spirulina powder, filaments could be extruded up to a maximum filler content of 30 wt.%. Higher concentrations lead to reduced extruder throughput and unstable extrusion results. It was possible to produce 0, 10, 20 and 30% filaments with a stable 1.75 mm diameter with 0.03 mm standard deviation. Micrograph and particle analysis of the filaments’ cross-sections showed a homogeneous filler distribution with particle agglomerates up to a size of 52.9 µm and an average particle size of 10.5 µm. The printed test specimens indicated good overall printability for compounded filaments, with the ability to produce overhangs and bridges but a tendency for stringing (Figure 5b). No clogging of the 0.6 mm nozzle was experienced during any of the investigations. Micrographs of the print surfaces revealed increasing imperfections in the extrusion lines (Figure 5c) at higher filler contents, probably caused by off-gassing of volatile contents [22,23].
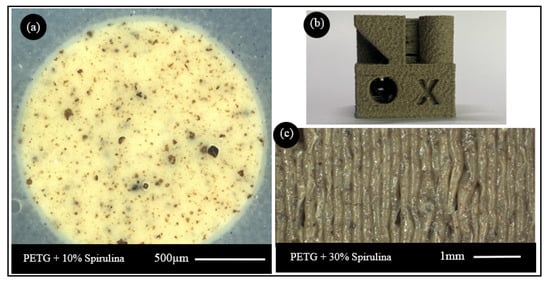
Figure 5.
Filament properties: (a) micrograph of a filament with 10 wt.% algae content showing uniform particle distribution, (b) printed test specimen with 30 wt.% algae for assessing print quality, (c) microscope image of the printing surface in Z-direction.
3.3. Mechanical Properties
As with similar fillers, the addition of algae leads to changes in material properties. Figure 6 shows the results of tensile testing, visualized as stress–strain curves, for the printed XY-specimens with different algae contents. The data gathered revealed a decrease in tensile strength with increasing filler content. Up to 20 wt.% this decrease was nearly linear and was likely to be caused by the inert algae cells lowering the effective cross-sectional area of the material.
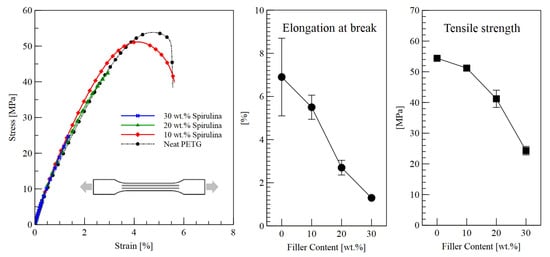
Figure 6.
Results from tensile testing for different algae contents with forces applied along the print direction: stress–strain curve, elongation at break and tensile strength, including standard deviations.
For higher algae contents, a disproportionate decrease in strength, to a minimum of 24.3 MPa at 30 wt.%, was observed. This behavior might be linked to the inconsistent print surface of the 30% specimens (see Figure 5c) promoting the formation of cracks. In addition to the tensile strength characteristics, the stress–strain curves revealed a change in the fracture behavior of the specimens. While parts with 10 wt.% algae still show the beginning of necking before they break, the failure in parts with higher filler content is increasingly abrupt, indicating embrittlement. This brittleness is also evident in the fracture pattern of the specimens shown in Figure 7b, in the form of an increasingly smooth fracture surface. The elongation at fracture decreases from an initial 7% for PETG without algae content to 1.3% at 30% algae mass. The viscoelastic behavior of the the filled material remained similar to that of pure PETG. Tensile modulus increased slightly from 2100 without filler to 2280 MPa at 30 wt.%. Specimens printed in the standing Z orientation showed similar trends to those printed in XY orientation; however, they proved to be more susceptible to inconsistencies in the print surface. Their tensile strength decreased from 12.5 MPa without filler to 5 MPa with 30% algae content. Microscopy of the fracture surface showed clear signs of crack propagation throughout multiple layers, indicating that the parts failed due to cracks forming before the layer adhesion of the materials was exceeded (Figure 7d).
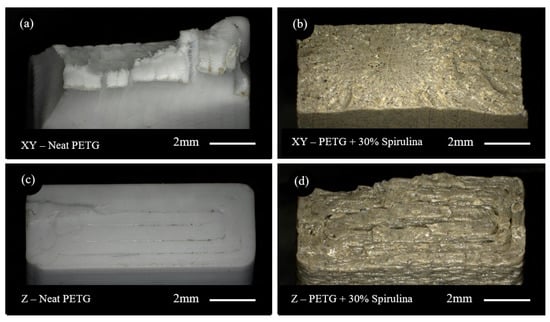
Figure 7.
Microscope images of the fracture surfaces after tensile tests: (a) neat PETG loaded along the layer lines, (b) PETG with 30 wt.% algae loaded along the layer lines, (c) neat PETG loaded perpendicular to the layer lines, (d) PETG with 30 wt.% algae loaded perpendicular to the layers.
Three-point bending tests confirmed the results gathered during tensile testing; however, the effects of algae addition were found to be lower overall for this loading case. Figure 8 depicts the representative stress–deflection curves of specimens printed in XY-orientation under bending load. The addition of the algae filler leads to a decrease of the flexural strength, scaling with increasing filler content. At 30 wt.%, a value of 68.5 MPa is reached, which corresponds to a reduction of approx. 22% compared to pure PETG. While at 10 wt.% there was no breakage of the parts within the standard travel, the specimens with 20 and 30 wt.% broke at a strain value of approx. 4%, indicating embrittlement for higher filler contents. Similarly to the results of tensile testing, the viscoelastic behavior of the material remained unchanged by the algae addition. Flexural modulus was measured at around 2500 MPa for all specimens. Parts printed in Z orientation showed similar trends to those printed in XY orientation, but also proved to be more susceptible to inconsistencies in the print surface. Their flexural strength decreased from 27 MPa to 8.1 MPa at 30 wt.% with clear signs of premature failure due to crack formation along multiple print layers.
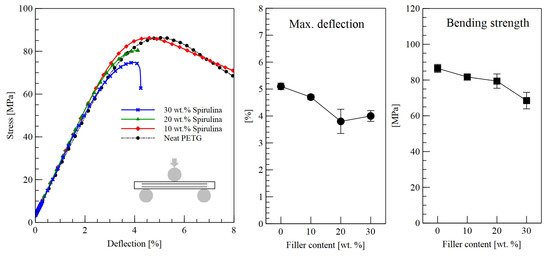
Figure 8.
Results from three-point bending tests for different algae contents with forces applied perpendicular to the print direction: stress–deflection curve, deflection at max applied stress and bending strength, including standard deviations.
Thermal Properties
The filler had only a marginal influence on the melt behavior and thermal application range of the material. Figure 9 shows the DSC curves for filament samples with different algae contents. Analysis of the data showed a linear decrease in glass transition with increasing algae content. For 30 wt.% the transition temperature dropped 6.5 °C to 69.2 °C.
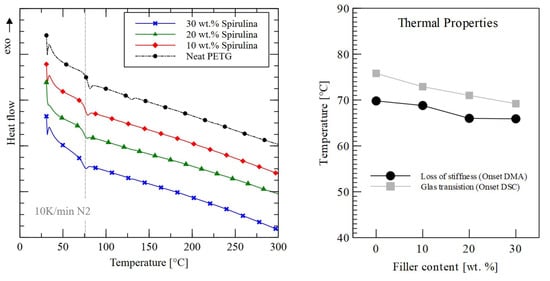
Figure 9.
Results of thermal analysis: (left) DSC curves for different filler contents, curves vertically seperated for better clarity; (right) glass transition and loss in stiffness for the materials evaluated by onset from DMA and DSC.
As with the virgin PETG, the heat flux curves of the compounded materials showed no endothermic crystallization peak after glass transition, indicating pure amorphous behavior. The algae did not influence the crystallization of the material. Similarly to the DSC results, DMA analysis showed a marginally reduced temperature operating range for the compounded filaments. Specimens with 30 wt.% algae content experienced a temperature-related drop in stiffness at 66 °C, approx. 4 degrees ahead of pure PETG.
Due to the lower thermal stability of the filler, composite materials were found to have different decomposition behavior from that of the pure polymer. The TGA results, as shown in Figure 10, revealed a first significant decomposition step at 305 °C with the degree of decomposition correlating to the degree of filling. Due to the increased soot formation during the pyrolysis of the algae substance, the residual mass content of the compound also increased with filler content. As for the signs of off-gassing experienced during printing of the filaments, no significant decomposition could be detected during TGA in the range of 230 °C, indicating that the quantities released must be below the detection limit of the analysis.
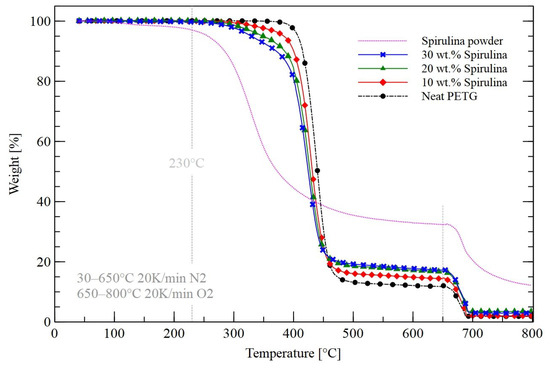
Figure 10.
Results of TGA analysis: weight loss curves for filaments containing various amounts of algae filler in contrast to decomposition behavior of neat PETG and neat algae powder.
4. Discussion
Based on the results, the biomaterial spirulina platensis proved to be generally suitable for filler applications. The small average cell size required no additional pulverization, and the particles distributed homogeneously in the polymer matrix without special compounding steps. This fact assured reliable printing through 0.6 mm nozzles during tests. Additionally, the lower density of the algae compared to the polymer material might lead to weight savings, especially for high degrees of filling. Based on the micrographs performed on filament cross-sections (Figure 5a), a good algae–polymer interaction can be assumed, as there were no signs of voids or gaps around the particles. Thermally, the algae’s performance was adequate for compounding with PETG. Based on the results of the TGA, at a processing temperature of about 230 °C the first signs of cell decomposition can be made visible. Consequently, slight off-gassing (see Figure 5c) of compounded materials takes place during printing, and cell size reduction occurs during filament production. For this reason, processing temperatures below 230 °C should be targeted for optimal results. Mechanically, the algae compounds performed similarly to comparable biological fillers. Table 3 compares the properties of the PETG + Spirulina Platensis blend with those of three commercially available bioadded materials of the same filler content of about 30%.
Table 3.
Comparison of material properties with commercially available bioadded materials.
The characteristic values are taken from the manufacturers’ data sheets and, in some cases, from external publications. In general, the suitability and performance of the algae material as a polymeric filler can initially be considered to be comparable to other biomaterials. Table 4 outlines, as expected, a continuous decrease in mechanical properties. Therefore, the filler cannot reinforce the material. These observations are consistent with similar research on bio-added materials [12,25]. The compounded material can be used in the same temperature range as pure PETG. Due to a characteristic odor that can be perceived at elevated temperatures, the use of algae-based composites needs to be checked for bigger components in closed interior spaces in advance. An application for volumetrically small components, on the other hand, is possible without restriction. To minimize the risk of clogging, a 0.6 mm nozzle should be used for printing. To avoid decomposition of the algae in the filament, the printing temperature should not exceed 230 °C.
Table 4.
Summary of the mechanical and thermal performance characteristics of evaluated PETG algae compounds.
For components with load-bearing functions or other strong mechanical loads, the filler content should not exceed 10 wt.% (14.2 vol.%). Here, high loads could still be resisted and the specimens showed acceptable ductility and therefore good fracture behavior. With higher filling levels, strength and elongation properties decrease more than proportionally. For parts under moderate mechanical stress, a filler content of 20 wt.% (27.2 vol.%) can still provide acceptable performance results. It should, however, be noted that these filaments exhibit a strong stringing, typical for biological fillers, that may influence the optical appearance of the parts. At 30 wt.% (39 vol.%) algae concentration, strong embrittlement and an irregular print image lead to a strongly reduced mechanical performance, which is why the use of these filaments for the production of components, apart from demonstration purposes, cannot be recommended.
5. Conclusions
In this work, microalgae were investigated for potential use as a sustainable and cost-effective filler for FDM 3D printing materials. After initial evaluation of two algae species, spirulina platensis was chosen as the most promising for subsequent investigations. Using a single screw extruder, filament compounds could be produced up to 30 wt.% algae content, and the mechanical, thermal and processing properties of the new material were characterized. Mechanical testing revealed a linear reduction in strength scaling with the degree of filling. Stiffness remained unchanged or increased slightly. Higher algae contents in the filament caused embrittlement as well as more frequent defects in the print surface. Furthermore, the algae appears to be abrasive. The printer nozzle had to be replaced after several prints of the filament in order to be able to print further components with the material. The thermal application properties of the material remained largely unchanged. For further investigations, industrial-scale machines should be used to produce the filaments. Additional options for adjusting the parameters can improve the performance of the compounds and enable the addition of higher proportions of biomass. The previously mentioned nozzle wear on the 3D printer can be reduced by using a hardened nozzle, which makes the process more stable and robust. The general printability of the filament was not negatively affected. Based on the data gathered, the addition of spirulina platensis algae powder as a bio-based additive can be considered feasible. Algae may offer a viable alternative to conventional plant-based biofillers and could be used for the production of more sustainable and lightweight biohybrid materials. In order to estimate the true potential of the material, it is recommended that a sustainability assessment and a detailed cost estimate should be carried out in future work.
Author Contributions
Conceptualization, M.F. and O.S.; Methodology, M.F.; Validation, M.F., O.S. and F.F.; Investigation, O.S.; Resources, M.F. and O.S.; Writing—original draft, M.F. and O.S.; Writing—review & editing, M.F. and O.S.; Visualization, O.S.; Supervision, K.D.; Project administration, M.F. and F.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Open Access Publication Funds of Technische Universität Braunschweig.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Statista. Kunststoffproduktion weltweit und in Europa bis 2020|Statista; Statista: Hamburg, Germany, 2022. [Google Scholar]
- Heinrich-Böll-Stiftung. Plastikatalas 2019: Geschichte: Wie billiger Kunststoff die Welt eroberte|Heinrich-Böll-Stiftung; Hans-Böckler-Stiftung: Düsseldorf, Germany, 2019. [Google Scholar]
- Hans-Böckler-Stiftung. Branchenanalyse kunststoffverarbeitende Industrie 2020: Working Paper Forschungsförderung; Hans-Böckler-Stiftung: Düsseldorf, Germany, 2020. [Google Scholar]
- Grand View Research. 3D Printing Market Size & Share Report, 2022–2030; Grand View Research: San Francisco, CA, USA, 2022. [Google Scholar]
- Ghilan, A.; Chiriac, A.P.; Nita, L.E.; Rusu, A.G.; Neamtu, I.; Chiriac, V.M. Trends in 3D Printing Processes for Biomedical Field: Opportunities and Challenges. J. Polym. Environ. 2020, 28, 1345–1367. [Google Scholar] [CrossRef] [PubMed]
- Fico, D.; Rizzo, D.; Casciaro, R.; Esposito Corcione, C. A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials. Polymers 2022, 14, 465. [Google Scholar] [PubMed]
- Ciornei, M.; Iacobici, R.I.; Savu, I.D.; Simion, D. FDM 3D Printing Process-Risks and Environmental Aspects. Innovative Technologies for Joining Advanced Materials XI. In Key Engineering Materials; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2021; Volume 890, pp. 152–156. [Google Scholar] [CrossRef]
- Umweltbundesamt. 2022. Available online: https://www.umweltbundesamt.de/daten/ressourcen-abfall/verwertung-entsorgung-ausgewaehlter-abfallarten/kunststoffabfaelle#kunststoffe-produktion-verwendung-und-verwertung (accessed on 13 November 2022).
- Woldemar, D. Plastics recycling worldwide: Current overview and desirable changes. In Field Actions Science Reports. The Journal of Field Actions; Institut Veolia: Aubervilliers, France, 2019; pp. 12–21. [Google Scholar]
- Rothon, R. Fillers for Polymer Applications; Springer International Publishing: Cham, Switzerland, 2017. [Google Scholar] [CrossRef]
- Rett, J.P.; Traore, Y.L.; Ho, E.A. Sustainable Materials for Fused Deposition Modeling 3D Printing Applications. Adv. Eng. Mater. 2021, 23, 2001472. [Google Scholar] [CrossRef]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D Printing of Polymers Containing Natural Fillers: A Review of their Mechanical Properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef] [PubMed]
- Mainka, H.; Laue, M.; Cherif, C.; Herrmann, A.S. Ligninpulver als Füllstoff für thermoplastische Leichtbaukomponenten. ATZ—Automob. Z. 2015, 117, 52–57. [Google Scholar] [CrossRef]
- Simplify3D. Ultimate Materials Guide—3D Printing with Wood Filament. 2022. Available online: https://www.simplify3d.com/resources/materials-guide/ (accessed on 13 November 2022).
- Fiedler, M.; Fischer, F.; Droeder, K. Characterization of Layer Properties for Components Made of Lignin Based Filaments Manufactured by Material Extrusion. In Proceedings of the 2nd International Conference on Advanced Joining Processes (AJP 2021), Sintra, Portugal, 21–22 October 2021; Da Silva, L.F.M., Martins, P.A.F., Reisgen, U., Eds.; Proceedings in Engineering Mechanics; Springer International Publishing: Cham, Switzerland, 2022; pp. 167–180. [Google Scholar] [CrossRef]
- Sayre, R. Microalgae: The Potential for Carbon Capture. BioScience 2010, 60, 722–727. [Google Scholar] [CrossRef]
- Alami, A.H.; Alasad, S.; Ali, M.; Alshamsi, M. Investigating algae for CO2 capture and accumulation and simultaneous production of biomass for biodiesel production. Sci. Total Environ. 2021, 759, 143529. [Google Scholar] [CrossRef] [PubMed]
- Zeller, M.A.; Hunt, R.; Jones, A.; Sharma, S. Bioplastics and their thermoplastic blends from Spirulina and Chlorella microalgae. J. Appl. Polym. Sci. 2013, 130, 3263–3275. [Google Scholar] [CrossRef]
- Bulota, M.; Budtova, T. PLA/algae composites: Morphology and mechanical properties. Compos. Part A Appl. Sci. Manuf. 2015, 73, 109–115. [Google Scholar] [CrossRef]
- Bulota, M.; Budtova, T. Valorisation of macroalgae industrial by-product as filler in thermoplastic polymer composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 271–277. [Google Scholar] [CrossRef]
- Gomis, A.; Siurana, A.; Gomis, C.; Chápuli, E.; Valdés, F. Characterization of microalgal species through TGA/FTIR analysis: Application to nannochloropsis sp. Thermochim. Acta 2009, 484, 41–47. [Google Scholar] [CrossRef]
- Lamm, M.E.; Wang, L.; Kishore, V.; Tekinalp, H.; Kunc, V.; Wang, J.; Gardner, D.J.; Ozcan, S. Material Extrusion Additive Manufacturing of Wood and Lignocellulosic Filled Composites. Polymers 2020, 12, 2115. [Google Scholar] [CrossRef]
- Zaldivar, R.J.; Mclouth, T.D.; Ferrelli, G.L.; Patel, D.N.; Hopkins, A.R.; Witkin, D. Effect of initial filament moisture content on the microstructure and mechanical performance of ULTEM® 9085 3D printed parts. Addit. Manuf. 2018, 24, 457–466. [Google Scholar] [CrossRef]
- 3DJake. Technical data sheets for Colorfabb Bamboo- and WoodFill as well as FormFutura EasyCork and R3D Wood. 2022. Available online: https://www.simplify3d.com/resources/materials-guide/wood-filled/ (accessed on 13 November 2022).
- Martikka, O.; Kärki, T.; Wu, Q.L. Mechanical Properties of 3D-Printed Wood-Plastic Composites. Key Eng. Mater. 2018, 777, 499–507. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).