
Properties of Concrete with Recycled Aggregates Giving a Second Life to Municipal Solid Waste Incineration Bottom Ash Concrete




Abstract
:1. Introduction
2. Use of Recycled Concrete Aggregates as Replacement for Natural Aggregate
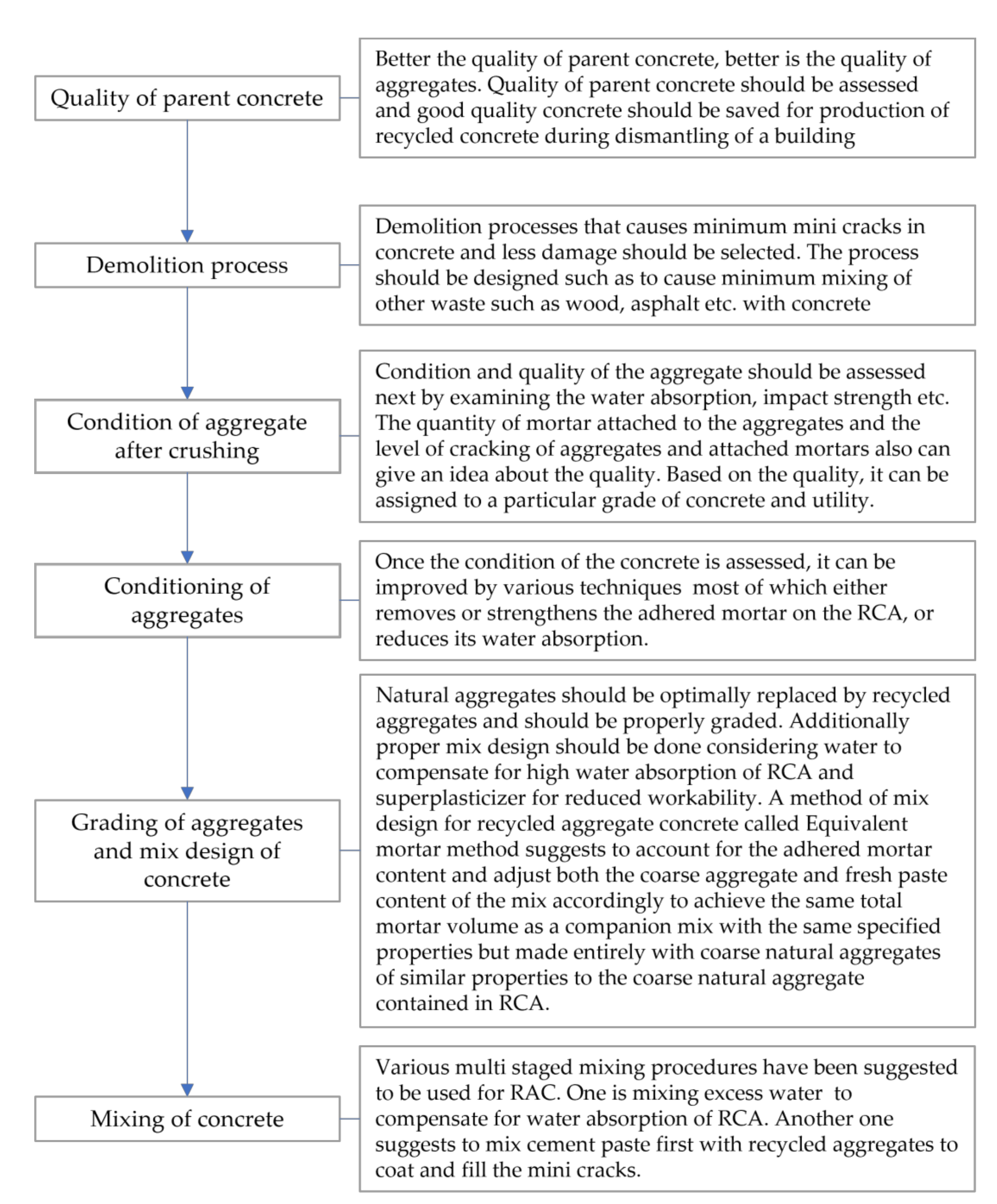
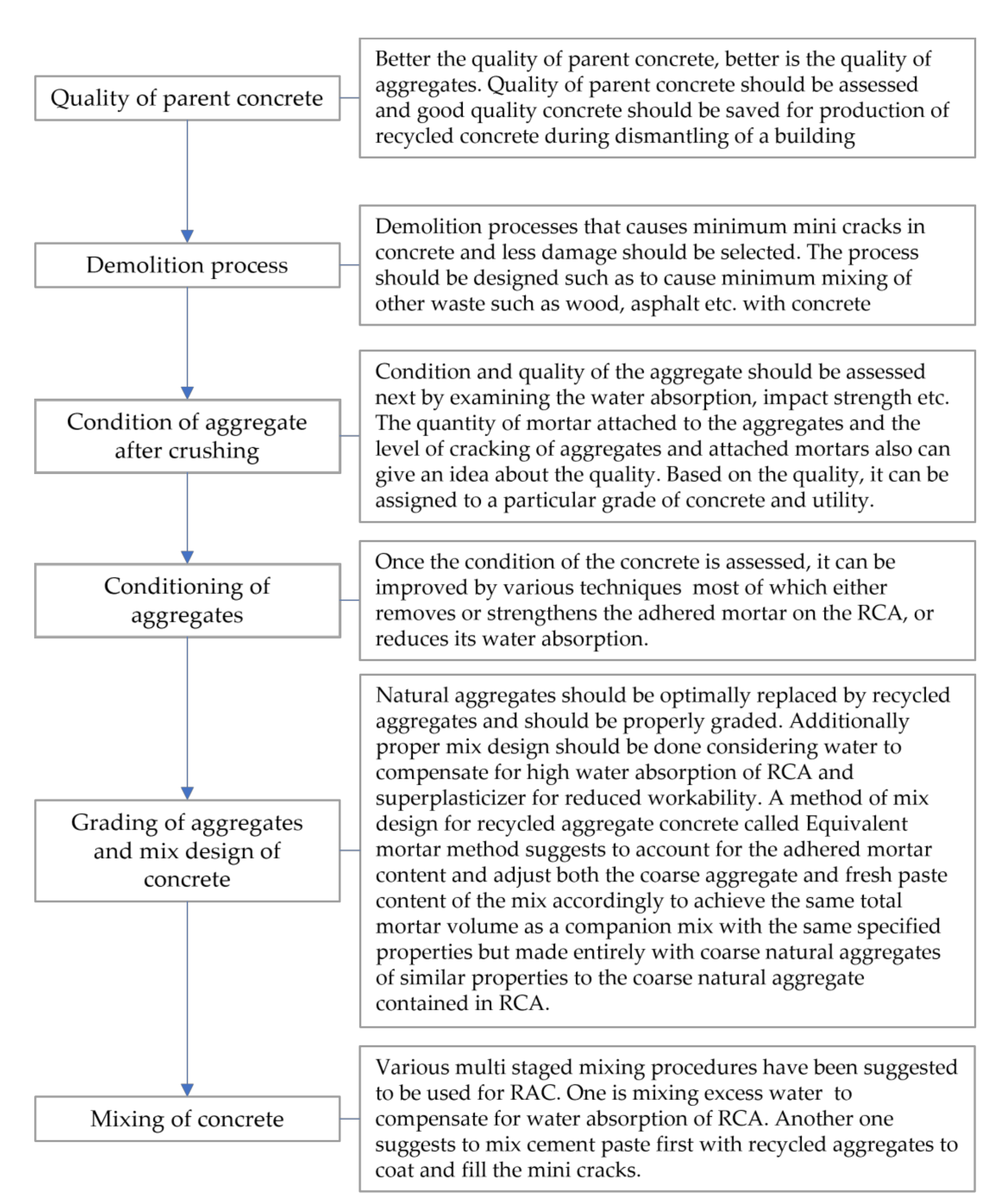
3. Strategies to Improve Properties of Recycled Aggregate Concrete
4. Aim of the Study
5. Materials and Methods
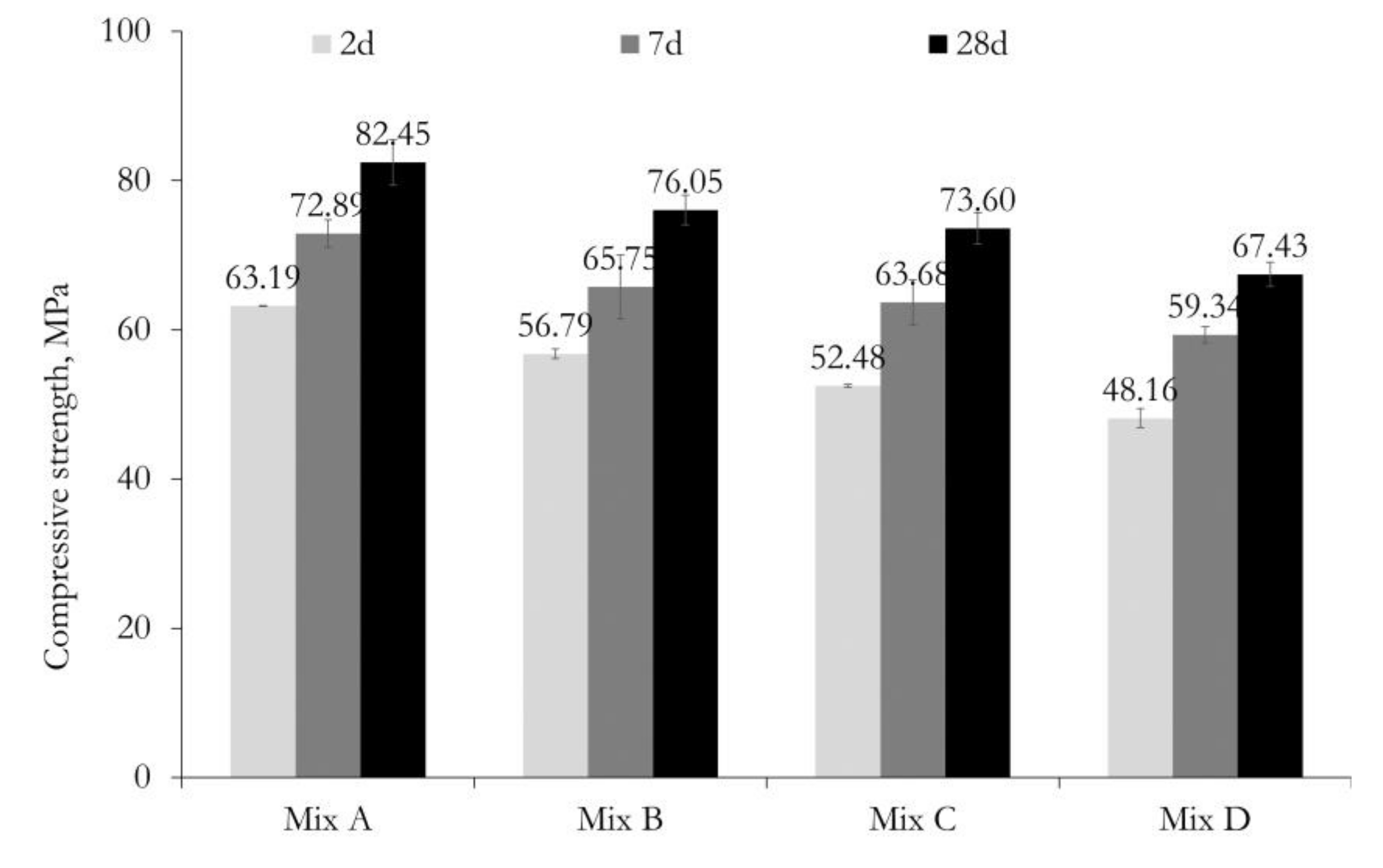
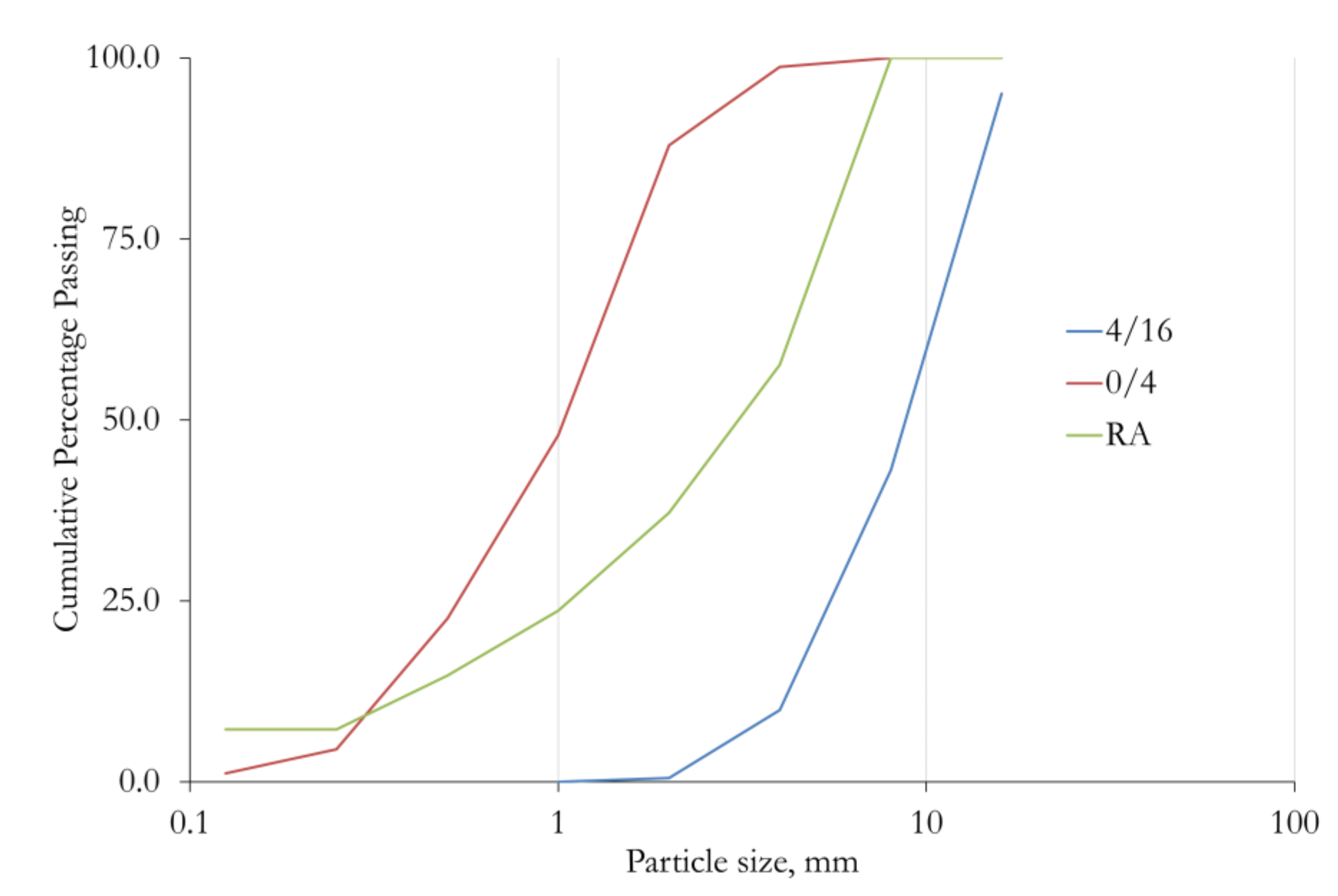
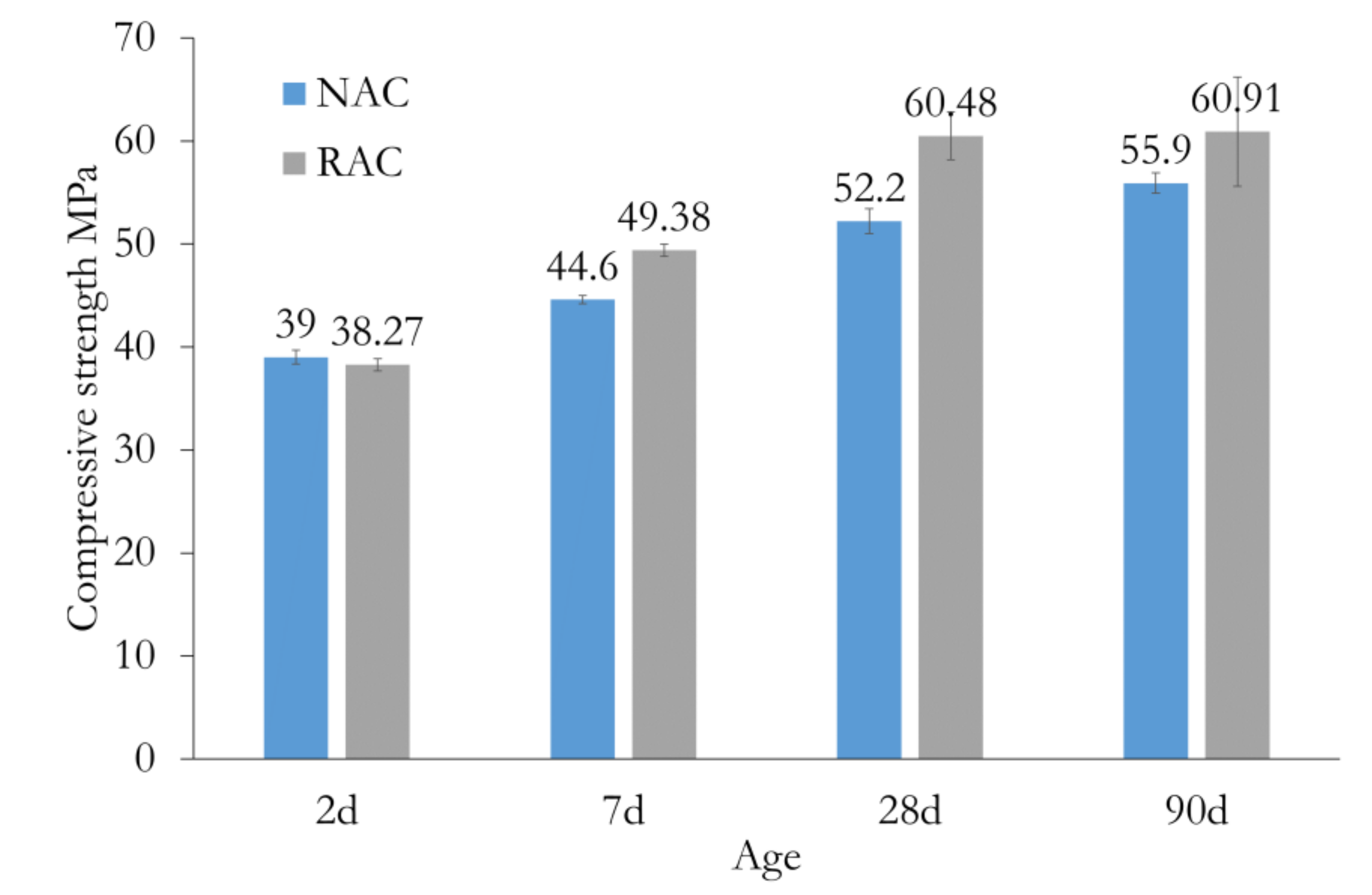
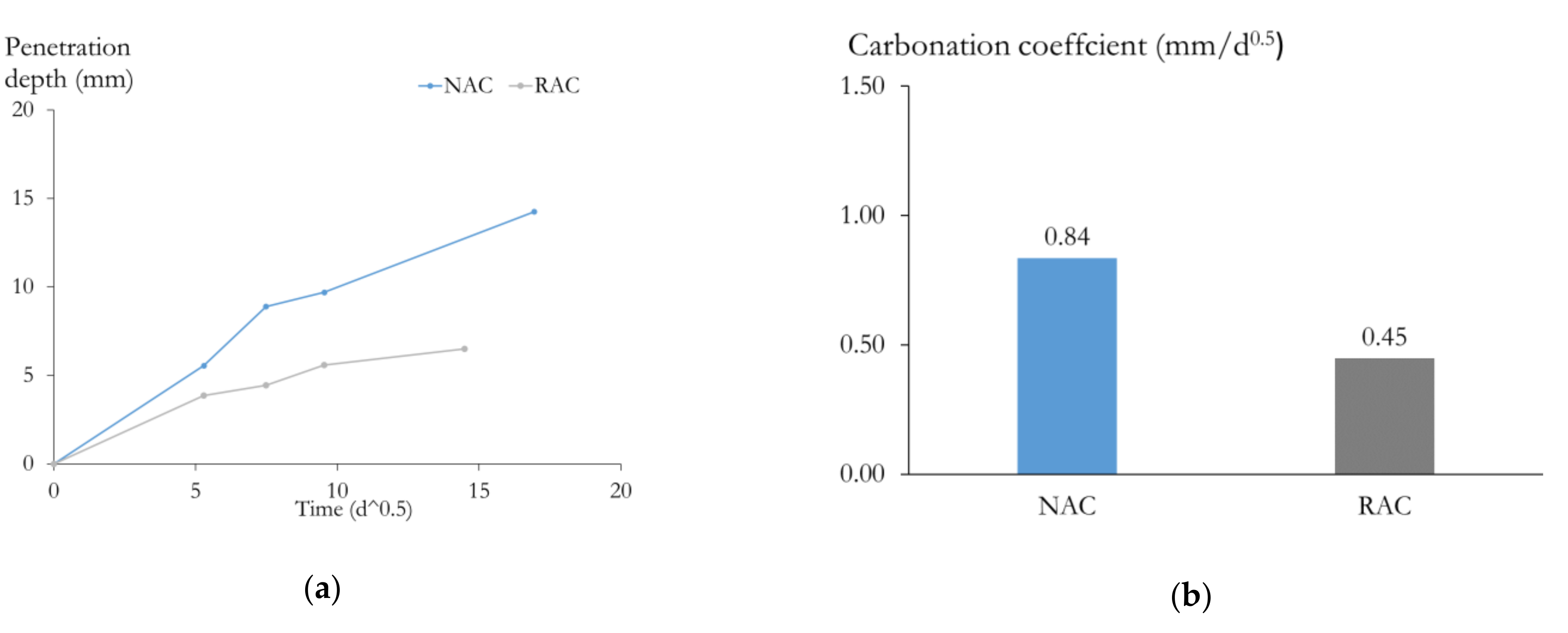
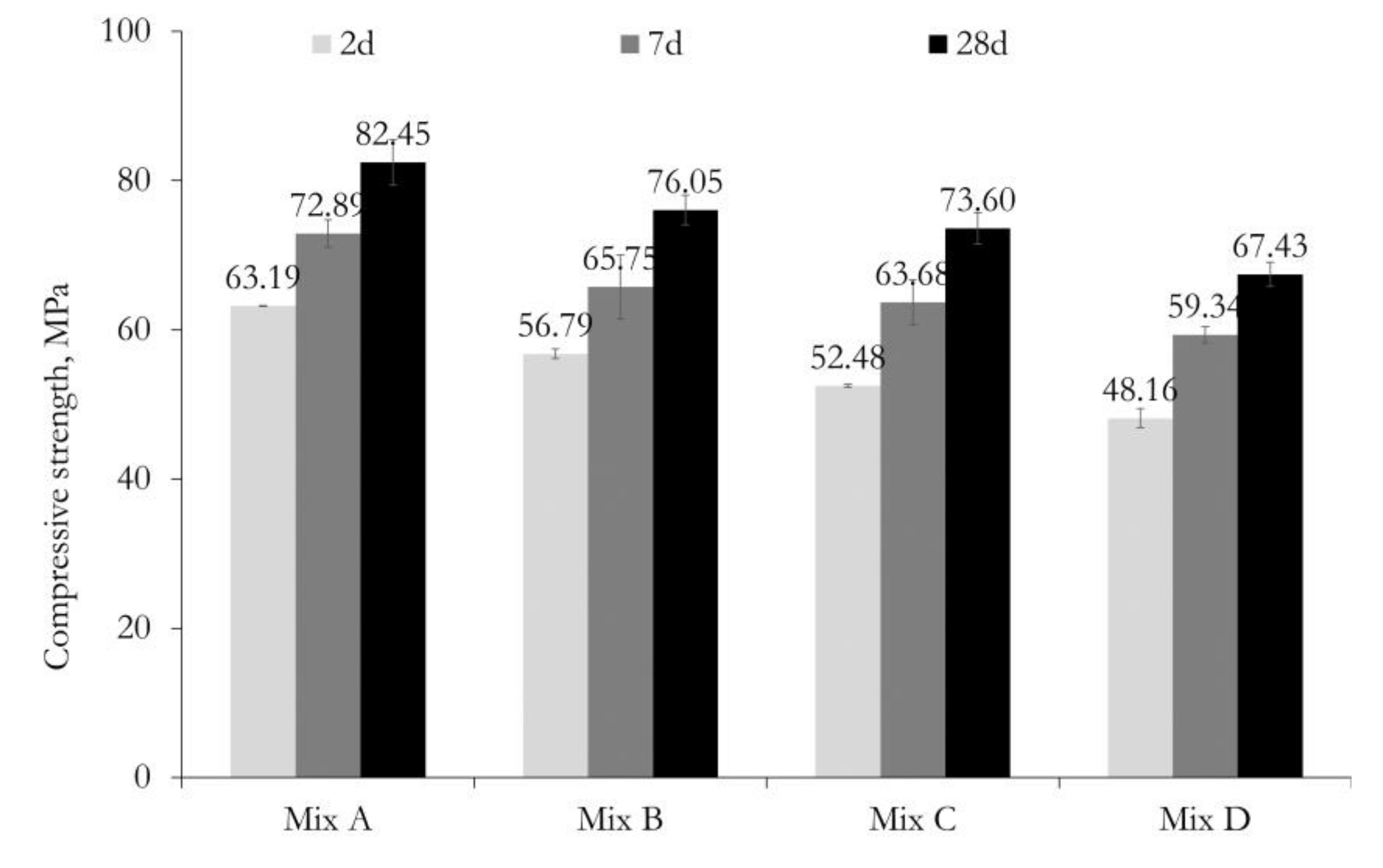
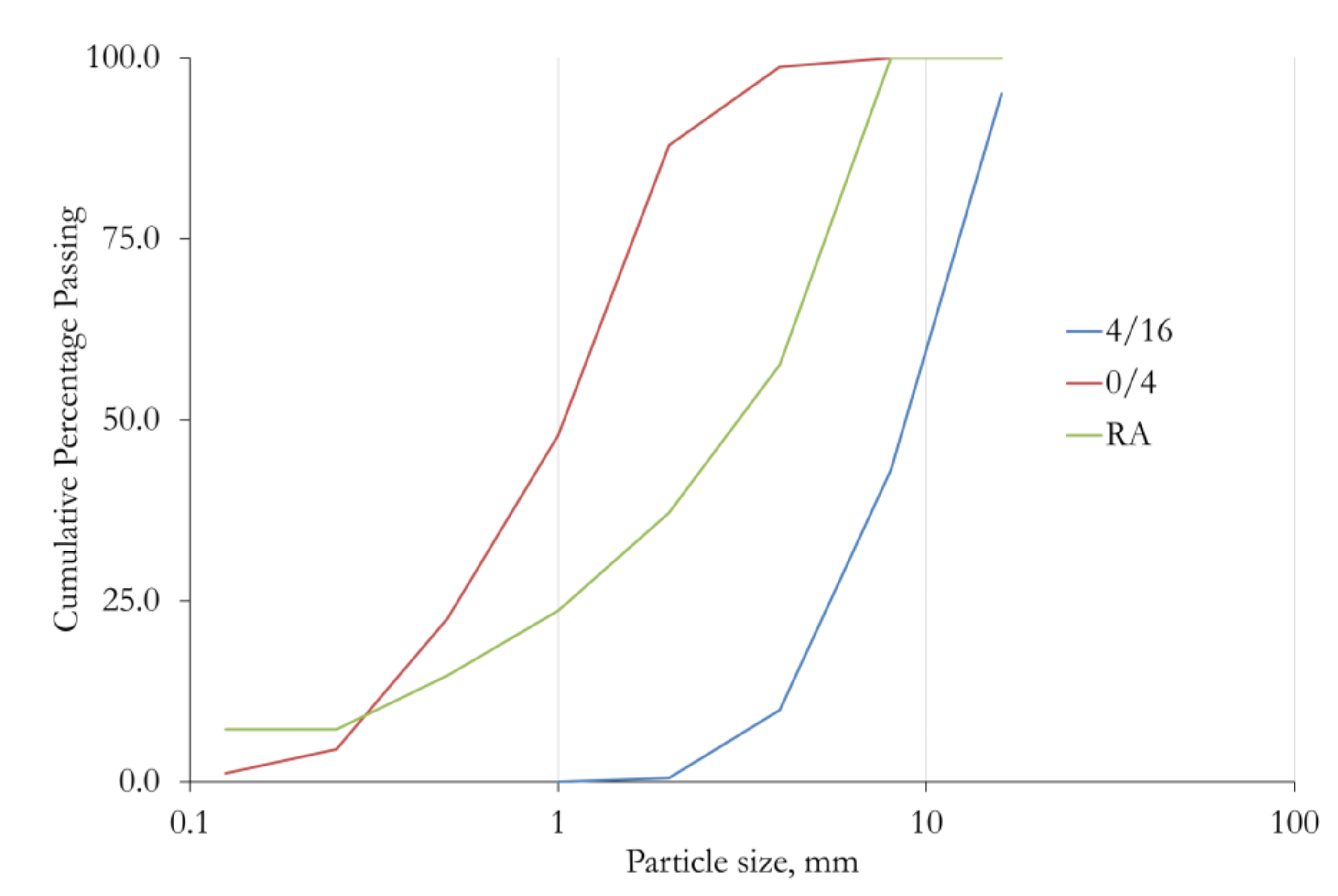
6. Results and Discussion
7. Conclusions and Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Blasenbauer, D.; Huber, F.; Lederer, J.; Quina, M.J.; Blanc-Biscarat, D.; Bogush, A.; Bontempi, E.; Blondeau, J.; Chimenos, J.M.; Dahlbo, H.; et al. Legal situation and current practice of waste incineration bottom ash utilisation in Europe. Waste Manag. 2020, 102, 868–883. [Google Scholar] [CrossRef] [PubMed]
- Leefmilieu, N.E.; OVAM; VITO. Monitoringsysteem Duurzaam Oppervlaktedelfstoffenbeleid; Department Leefmilieu, Natuur & Energie/OVAM/VITO: Brussel, Belgium, 2013.
- Kaza, S.; Yao, L.; Bhada-Tata, P.; Van Woerden, F. What a Waste 2.0; World Bank Publications: Washington, DC, USA, 2018; ISBN 9781464813290. [Google Scholar]
- Beylot, A.; Villeneuve, J. Environmental impacts of residual Municipal Solid Waste incineration: A comparison of 110 French incinerators using a life cycle approach. Waste Manag. 2013, 33, 2781–2788. [Google Scholar] [CrossRef] [PubMed]
- Joseph, A.M.; Snellings, R.; Nielsen, P.; Matthys, S.; De Belie, N. Pre-treatment and utilisation of municipal solid waste incineration bottom ashes towards a circular economy. Constr. Build. Mater. 2020, 260, 120485. [Google Scholar] [CrossRef]
- Joseph, A.M.; Snellings, R.; Van den Heede, P.; Matthys, S.; De Belie, N. The Use of Municipal Solid Waste Incineration Ash in Various Building Materials: A Belgian Point of View. Materials 2018, 11, 141. [Google Scholar] [CrossRef] [Green Version]
- Alam, Q. Valorization of Municipal Solid Waste; Eindhoven University of Technology: Eindhoven, The Netherlands, 2019. [Google Scholar]
- Alderete, N.M.; Joseph, A.M.; Van den Heede, P.; Matthys, S.; De Belie, N. Effective and sustainable use of municipal solid waste incineration bottom ash in concrete regarding strength and durability. Resour. Conserv. Recycl. 2020, 167, 105356. [Google Scholar] [CrossRef]
- Joseph, A.M. Processed Bottom Ash Based Sustainable Binders for Concrete; Ghent University: Ghent, Belgium, 2021. [Google Scholar]
- Group, F. Global Demand for Construction Aggregates to Exceed 48 Billion Metric Tons in 2015. Available online: https://www.concreteconstruction.net/business/global-demand-for-construction-aggregates-to-exceed-48-billion-metric-tons-in-2015_o (accessed on 25 October 2021).
- European Aggregate Association. Annual Review 2017–2018. In A Sustainable Industry for a Sustainable Europe; Union Europeene Producteurs de Granulats (UEPG): Brussels, Belgium, 2017. [Google Scholar]
- CEMBUREAU Construction & Demolition Waste. Available online: https://cembureau.eu/policy-focus/sustainable-construction/construction-demolition-waste/ (accessed on 24 December 2021).
- Tam, V.W.Y.; Tam, C.M.; Le, K.N. Removal of cement mortar remains from recycled aggregate using pre-soaking approaches. Resour. Conserv. Recycl. 2007, 50, 82–101. [Google Scholar] [CrossRef] [Green Version]
- de Brito, J.; Saikia, N. Recycled Aggregate in Concrete: Use of Industrial, Construction and Demolition Waste; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2009; Volume 1, ISBN 9781447145394. [Google Scholar]
- Lin, Y.; Tyan, Y.; Chang, T.; Chang, C. An assessment of optimal mixture for concrete made with recycled concrete aggregates. Cem. Concr. Res. 2004, 34, 1373–1380. [Google Scholar] [CrossRef]
- Etxeberria, M.; Vázquez, E.; Marí, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Leemann, A.; Loser, R. Carbonation resistance of recycled aggregate concrete. Constr. Build. Mater. 2019, 204, 335–341. [Google Scholar] [CrossRef]
- Eckert, M.; Oliveira, M. Mitigation of the negative effects of recycled aggregate water absorption in concrete technology. Constr. Build. Mater. 2017, 133, 416–424. [Google Scholar] [CrossRef]
- Bui, N.K.; Satomi, T.; Takahashi, H. Improvement of mechanical properties of recycled aggregate concrete basing on a new combination method between recycled aggregate and natural aggregate. Constr. Build. Mater. 2017, 148, 376–385. [Google Scholar] [CrossRef]
- Li, T.; Xiao, J.; Zhu, C.; Zhong, Z. Experimental study on mechanical behaviors of concrete with large-size recycled coarse aggregate. Constr. Build. Mater. 2016, 120, 321–328. [Google Scholar] [CrossRef]
- Del Bosque, I.F.S.; Zhu, W.; Howind, T.; Matías, A.; de Rojas, M.I.S.; Medina, C. Properties of interfacial transition zones (ITZs) in concrete containing recycled mixed aggregate. Cem. Concr. Compos. 2017, 81, 25–34. [Google Scholar] [CrossRef] [Green Version]
- Geng, Y.; Wang, Y.; Chen, J. Creep behaviour of concrete using recycled coarse aggregates obtained from source concrete with different strengths. Constr. Build. Mater. 2016, 128, 199–213. [Google Scholar] [CrossRef]
- Tu, T.Y.; Chen, Y.Y.; Hwang, C.L. Properties of HPC with recycled aggregates. Cem. Concr. Res. 2006, 36, 943–950. [Google Scholar] [CrossRef]
- Mamirov, M.; Hu, J.; Cavalline, T. Geometrical, physical, mechanical, and compositional characterization of recycled concrete aggregates. J. Clean. Prod. 2022, 339, 130754. [Google Scholar] [CrossRef]
- Zhou, C.; Chen, Z. Mechanical properties of recycled concrete made with different types of coarse aggregate. Constr. Build. Mater. 2017, 134, 497–506. [Google Scholar] [CrossRef]
- Koper, A.; Koper, W.; Koper, M. Influence of raw concrete material quality on selected properties of recycled concrete aggregates. Procedia Eng. 2017, 172, 536–543. [Google Scholar] [CrossRef]
- Andal, J.; Shehata, M.; Zacarias, P. Properties of concrete containing recycled concrete aggregate of preserved quality. Constr. Build. Mater. 2016, 125, 842–855. [Google Scholar] [CrossRef]
- Nagataki, S.; Gokce, A.; Saeki, T.; Hisada, M. Assessment of recycling process induced damage sensitivity of recycled concrete aggregates. Cem. Concr. Res. 2004, 34, 965–971. [Google Scholar] [CrossRef]
- Manufacturers, A.C. Recycled Aggregates. Available online: https://www.cement.org/learn/concrete-technology/concrete-design-production/recycled-aggregates (accessed on 25 October 2021).
- Shi, C.; Li, Y.; Zhang, J.; Li, W.; Chong, L.; Xie, Z. Performance enhancement of recycled concrete aggregate-A review. J. Clean. Prod. 2016, 112, 466–472. [Google Scholar] [CrossRef]
- Wang, L.; Wang, J.; Qian, X.; Chen, P.; Xu, Y.; Guo, J. An environmentally friendly method to improve the quality of recycled concrete aggregates. Constr. Build. Mater. 2017, 144, 432–441. [Google Scholar] [CrossRef] [Green Version]
- Katkhuda, H.; Shatarat, N. Improving the mechanical properties of recycled concrete aggregate using chopped basalt fibers and acid treatment. Constr. Build. Mater. 2017, 140, 328–335. [Google Scholar] [CrossRef]
- Pandurangan, K.; Dayanithy, A.; Prakash, S.O. Influence of treatment methods on the bond strength of recycled aggregate concrete. Constr. Build. Mater. 2016, 120, 212–221. [Google Scholar] [CrossRef]
- Al-Bayati, H.K.A.; Das, P.K.; Tighe, S.L.; Baaj, H. Evaluation of various treatment methods for enhancing the physical and morphological properties of coarse recycled concrete aggregate. Constr. Build. Mater. 2016, 112, 284–298. [Google Scholar] [CrossRef]
- Bru, K.; Touzé, S.; Bourgeois, F.; Lippiatt, N.; Ménard, Y. Assessment of a microwave-assisted recycling process for the recovery of high-quality aggregates from concrete waste. Int. J. Miner. Process. 2014, 126, 90–98. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Shi, C.; Li, Y.; Pan, X.; Poon, C.S.; Xie, Z. Influence of carbonated recycled concrete aggregate on properties of cement mortar. Constr. Build. Mater. 2015, 98, 1–7. [Google Scholar] [CrossRef]
- Shi, C.; Wu, Z.; Cao, Z.; Ling, T.C.; Zheng, J. Performance of mortar prepared with recycled concrete aggregate enhanced by CO2 and pozzolan slurry. Cem. Concr. Compos. 2018, 86, 130–138. [Google Scholar] [CrossRef]
- Tam, V.W.Y.; Butera, A.; Le, K.N. Carbon-conditioned recycled aggregate in concrete production. J. Clean. Prod. 2016, 133, 672–680. [Google Scholar] [CrossRef]
- Kazmi, S.M.S.; Munir, M.J.; Wu, Y.F.; Patnaikuni, I.; Zhou, Y.; Xing, F. Influence of different treatment methods on the mechanical behavior of recycled aggregate concrete: A comparative study. Cem. Concr. Compos. 2019, 104, 103398. [Google Scholar] [CrossRef]
- Prasad, D.; Pandey, A.; Kumar, B. Sustainable production of recycled concrete aggregates by lime treatment and mechanical abrasion for M40 grade concrete. Constr. Build. Mater. 2021, 268, 121119. [Google Scholar] [CrossRef]
- Bian, Y.; Li, Z.; Zhao, J.; Wang, Y. Synergistic enhancement effect of recycled fine powder (RFP) cement paste and carbonation on recycled aggregates performances and its mechanism. J. Clean. Prod. 2022, 344, 130848. [Google Scholar] [CrossRef]
- Grabiec, A.M.; Klama, J.; Zawal, D.; Krupa, D. Modification of recycled concrete aggregate by calcium carbonate biodeposition. Constr. Build. Mater. 2012, 34, 145–150. [Google Scholar] [CrossRef]
- García-González, J.; Rodríguez-Robles, D.; Wang, J.; De Belie, N.; Morán-del Pozo, J.M.; Guerra-Romero, M.I.; Juan-Valdés, A. Quality improvement of mixed and ceramic recycled aggregates by biodeposition of calcium carbonate. Constr. Build. Mater. 2017, 154, 1015–1023. [Google Scholar] [CrossRef]
- Nam, B.H.; An, J.; Youn, H. Accelerated calcite precipitation (ACP) method for recycled concrete aggregate (RCA). Constr. Build. Mater. 2016, 125, 749–756. [Google Scholar] [CrossRef]
- Alqarni, A.S.; Abbas, H.; Al-Shwikh, K.M.; Al-Salloum, Y.A. Treatment of recycled concrete aggregate to enhance concrete performance. Constr. Build. Mater. 2021, 307, 124960. [Google Scholar] [CrossRef]
- Damrongwiriyanupap, N.; Wachum, A.; Khansamrit, K.; Detphan, S.; Hanjitsuwan, S.; Phoo-ngernkham, T.; Sukontasukkul, P.; Li, L.; Chindaprasirt, P. Improvement of recycled concrete aggregate using alkali-activated binder treatment. Mater. Struct. Constr. 2022, 55, 11. [Google Scholar] [CrossRef]
- Kim, J.H.; Robertson, R.E.; Naaman, A.E. Structure and properties of poly (vinyl alcohol)-modified mortar and concrete. Cem. Concr. Res. 1999, 29, 407–415. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Properties of concrete prepared with PVA-impregnated recycled concrete aggregates. Cem. Concr. Compos. 2010, 32, 649–654. [Google Scholar] [CrossRef]
- Zhu, Y.G.; Kou, S.C.; Poon, C.S.; Dai, J.G.; Li, Q.Y. Influence of silane-based water repellent on the durability properties of recycled aggregate concrete. Cem. Concr. Compos. 2013, 35, 32–38. [Google Scholar] [CrossRef]
- Li, W.; Xiao, J.; Sun, Z.; Kawashima, S.; Shah, S.P. Interfacial transition zones in recycled aggregate concrete with different mixing approaches. Constr. Build. Mater. 2012, 35, 1045–1055. [Google Scholar] [CrossRef] [Green Version]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Comparative analysis of existing prediction models on the creep behaviour of recycled aggregate concrete. Eng. Struct. 2015, 100, 31–42. [Google Scholar] [CrossRef]
- Fathifazl, G.; Abbas, A.; Razaqpur, A.G.; Isgor, O.B.; Fournier, B.; Foo, S. New Mixture Proportioning Method for Concrete Made with Coarse Recycled Concrete Aggregate. J. Mater. Civ. Eng. 2009, 21, 601–611. [Google Scholar] [CrossRef]
- Ferreira, L.; De Brito, J.; Barra, M. Influence of the pre-saturation of recycled coarse concrete aggregates on concrete properties. Mag. Concr. Res. 2011, 63, 617–627. [Google Scholar] [CrossRef]
- Amer, A.A.M.; Ezziane, K.; Bougara, A.; Adjoudj, M. Rheological and mechanical behavior of concrete made with pre-saturated and dried recycled concrete aggregates. Constr. Build. Mater. 2016, 123, 300–308. [Google Scholar] [CrossRef]
- Koenders, E.A.B.; Pepe, M.; Martinelli, E. Compressive strength and hydration processes of concrete with recycled aggregates. Cem. Concr. Res. 2014, 56, 203–212. [Google Scholar] [CrossRef]
- Leite, M.B.; Monteiro, P.J.M. Microstructural analysis of recycled concrete using X-ray microtomography. Cem. Concr. Res. 2016, 81, 38–48. [Google Scholar] [CrossRef] [Green Version]
- Institut Belge de Normalisation. NBN 15-220; Concrete Testing-Compressive Strength; Bureau of Standardisation: Brussels, Belgium, 1990. [Google Scholar]
- Institut Belge de Normalisation. NBN B 15-203; Concrete Testing-Statical Modulus of Elasticity with Compression; Bureau of Standardisation: Brussels, Belgium, 1990. [Google Scholar]
- Institut Belge de Normalisation. NBN B 15-228; Concrete Testing-Creep; Bureau of Standardisation: Brussels, Belgium, 1990. [Google Scholar]
- Institut Belge de Normalisation. NBN B 15-216; Concrete Testing-Shrinkage and Swelling; Bureau of Standardisation: Brussels, Belgium, 1990. [Google Scholar]
- Suraneni, P.; Azad, V.J.; Isgor, O.B.; Weiss, W.J. Use of fly ash to minimize deicing salt damage in concrete pavements. Transp. Res. Rec. 2017, 2629, 24–32. [Google Scholar] [CrossRef]
- Flemish Regulation on the Sustainable Management of Material Cycles and Waste, F.G. CMA/2/II/A.9.4-Leaching of Inorganic Components with the Two Step Shake Test. Available online: https://reflabos.vito.be/2006/CMA_2_II_A.9.4.pdf (accessed on 25 October 2021).
- Kaplan, M.F. The effects of the properties of coarse aggregates on the workability of concrete. Mag. Concr. Res. 1958, 10, 63–74. [Google Scholar] [CrossRef]
- Yehia, S.; Helal, K.; Abusharkh, A.; Zaher, A.; Istaitiyeh, H. Strength and Durability Evaluation of Recycled Aggregate Concrete. Int. J. Concr. Struct. Mater. 2015, 9, 219–239. [Google Scholar] [CrossRef] [Green Version]
- Rosado, L.P.; Vitale, P.; Penteado, C.S.G.; Arena, U. Life cycle assessment of natural and mixed recycled aggregate production in Brazil. J. Clean. Prod. 2017, 151, 634–642. [Google Scholar] [CrossRef]
- Kleijer, A.L.; Lasvaux, S.; Citherlet, S.; Viviani, M. Product-specific Life Cycle Assessment of ready mix concrete: Comparison between a recycled and an ordinary concrete. Resour. Conserv. Recycl. 2017, 122, 210–218. [Google Scholar] [CrossRef]
- Schoon, J.; De Buysser, K.; Van Driessche, I.; De Belie, N. Fines extracted from recycled concrete as alternative raw material for Portland cement clinker production. Cem. Concr. Compos. 2015, 58, 70–80. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides | CEM I 52.5N (%) | CEM I 52.5R (%) | 2/6NB (%) |
|---|---|---|---|
| CaO | 67.80 | 68.80 | 18.40 |
| SiO2 | 18.10 | 18.30 | 43.90 |
| Al2O3 | 4.34 | 3.52 | 10.20 |
| Fe2O3 | 2.60 | 2.97 | 9.87 |
| SO3 | 4.06 | 4.05 | 2.26 |
| MgO | 1.41 | 1.02 | 2.49 |
| P2O5 | - | 0.14 | 1.43 |
| Cl | 0.07 | 0.03 | 0.47 |
| Na2O | - | - | 6.92 |
| K2O | 0.78 | 0.89 | 1.23 |
| ZnO | 0.04 | 0.01 | 0.85 |
| TiO2 | 0.24 | 0.12 | 0.98 |
| CuO | 0.02 | 0.01 | 0.27 |
| BaO | 0.02 | 0.01 | 0.14 |
| PbO | 0.01 | 0.00 | 0.11 |
| MnO | 0.04 | 0.15 |
| Mix A | Mix B | Mix C | Mix D | |
|---|---|---|---|---|
| w/b | 0.35 | 0.35 | 0.4 | 0.4 |
| % cement replacement | 10 | 15 | 10 | 15 |
| Gravel 4/16, kg/m3 | 1056 | 1055 | 1029 | 1028 |
| Sand 0/4 kg/m3 | 573 | 572 | 556 | 558 |
| Sand 0/1 kg/m3 | 287 | 286 | 279 | 279 |
| CEM I 52.5R kg/m3 | 333 | 314.5 | 333 | 314.5 |
| 2/6NB kg/m3 | 37 | 55.5 | 37 | 55.5 |
| Water kg/m3 | 129.5 | 129.5 | 148 | 148 |
| Plasticiser—Sika Viscocrete 1035 kg/m3 | 8.4 | 8.4 | 3.7 | 3.7 |
| NAC | RAC | |
|---|---|---|
| Sand 0/1 | 271 | 271 |
| Sand 0/4 | 541 | 378.8 |
| Rolled gravel 4/16 | 997 | 698 |
| RA | 401.2 | |
| CEM I 52.5 N | 360 | 360 |
| Water | 173 | 174 + 18 for pre-wetting |
| Superplasticiser | 7 | 8 |
| NAC (mg/kg) | RAC (mg/kg) | VLAREMA Limits (mg/kg) | |
|---|---|---|---|
| pH | 12.5 | 12.51 | - |
| As | 0.00 | 0.00 | 0.8 |
| Cd | 0.00 | 0.00 | 0.03 |
| Cr | 0.17 | 0.20 | 0.5 |
| Cu | 0.00 | 0.00 | 0.5 |
| Pb | 0.00 | 0.00 | 1.3 |
| Ni | 0.00 | 0.00 | 0.75 |
| Zn | 0.00 | 0.00 | 2.8 |
| Hg | 0.00 | 0.00 | |
| Cl | 52.0 | 47.62 | 430 |
| SO4 | 20.3 | 26.09 | 540 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Joseph, A.M.; Matthys, S.; De Belie, N. Properties of Concrete with Recycled Aggregates Giving a Second Life to Municipal Solid Waste Incineration Bottom Ash Concrete. Sustainability 2022, 14, 4679. https://doi.org/10.3390/su14084679
Joseph AM, Matthys S, De Belie N. Properties of Concrete with Recycled Aggregates Giving a Second Life to Municipal Solid Waste Incineration Bottom Ash Concrete. Sustainability. 2022; 14(8):4679. https://doi.org/10.3390/su14084679
Chicago/Turabian StyleJoseph, Aneeta Mary, Stijn Matthys, and Nele De Belie. 2022. "Properties of Concrete with Recycled Aggregates Giving a Second Life to Municipal Solid Waste Incineration Bottom Ash Concrete" Sustainability 14, no. 8: 4679. https://doi.org/10.3390/su14084679
APA StyleJoseph, A. M., Matthys, S., & De Belie, N. (2022). Properties of Concrete with Recycled Aggregates Giving a Second Life to Municipal Solid Waste Incineration Bottom Ash Concrete. Sustainability, 14(8), 4679. https://doi.org/10.3390/su14084679