
Minimum Velocity of Impingement Fluidization for Parachute-Shaped Vegetables




Abstract
:1. Introduction
- assumption of the v value and calculation of the Reynolds number,
- determination of particle sphericity,
- calculation of ε from
- estimation of friction factor
- calculation of the minimum velocity of fluidization from the Equation (1).
2. Materials and Methods
2.1. Materials
2.2. Volume and Density
2.3. Surface of the Cross-Sectional Area
2.4. Critical Velocity
2.5. Calculation of Minimum Velocity of Fluidization
2.6. Measurement of the Minimum Fluidization Velocity under Real Conditions during Impingement Fluidization
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
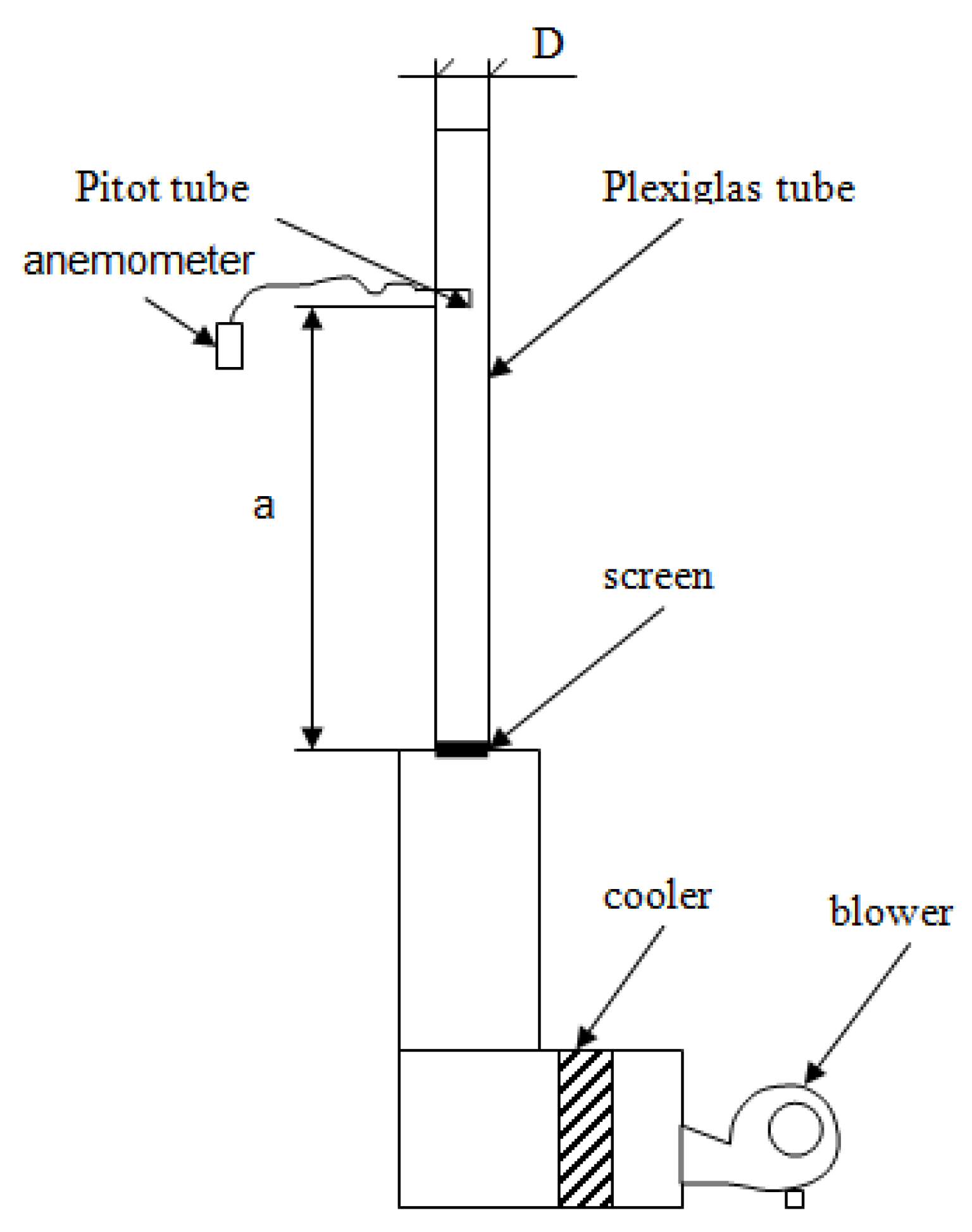
| a | height: m (Figure 4) |
| A | projected area, m2 |
| CD | drag coefficient |
| d | particle diameter, m |
| E | shape factor |
| F | drag force, N |
| f | sphericity |
| g | acceleration due to gravity, m·s−2 |
| L | length of the bed, m |
| m | mass, kg, g |
| ∆P | pressure drop through the packed bed, Pa |
| V | particle volume, m3 |
| vk | critical velocity, m·s−1 |
| v | superficial fluid velocity, m·s−1 |
| ε | bed voidage |
| μ | dynamic viscosity of air, Pa·s |
| ρf | density of air, kg·m−3 |
| ρs | density of product, kg·m−3 |
| x | particle size, m |
| Dimensionless numbers:Ar | Archimedes number, |
| Dimensionless numbers:Re | Reynolds number, |
References
- Anantharaman, A.; Cocco, R.A.; Chew, J.W. Evaluation of correlations for minimum fluidization velocity (Umf) in gas-solid fluidization. Powder Technol. 2018, 323, 454–485. [Google Scholar] [CrossRef]
- Cho, H.R.; Kim, S.Y.; Nam, J.S.; Cho, H.Y. Effects of air temperature on the physicochemical properties and flavor compounds of roasted red ginseng lateral roots in a jet impingement fluidized bed roaster. LWT 2021, 146, 111480. [Google Scholar] [CrossRef]
- Góral, D.; Kluza, F.; Kozłowicz, K. Spouted Bed and Jet Impingement Fluidization in Food Industry. In Heat Transfer—Models, Methods and Applications; IntechOpen: London, UK, 2018; ISBN 978-1-78923-265-3. [Google Scholar]
- Góral, D.; Kluza, F. Heat transfer coefficient in impingement fluidization freezing of vegetables and its prediction. Proc. Int. J. Refrig. 2012, 35, 871–879. [Google Scholar] [CrossRef]
- Góral, D.; Kluza, F. Cutting test application to general assessment of vegetable texture changes caused by freezing. J. Food Eng. 2009, 95, 346–351. [Google Scholar] [CrossRef]
- Korkerd, K.; Soanuch, C.; Zhou, Z.; Piumsomboon, P.; Chalermsinsuwan, B. Correlation for predicting minimum fluidization velocity with different size distributions and bed inventories at elevated temperature in gas-solid fluidized bed. Adv. Powder Technol. 2022, 33, 103483. [Google Scholar] [CrossRef]
- Yang, W. Handbook of Fluidization and Fluid-Particle Systems; Marcel Dekker, Inc.: New York, NY, USA, 2003. [Google Scholar]
- Shao, Y.; Li, Z.; Zhong, W.; Bian, Z.; Yu, A. Minimum fluidization velocity of particles with different size distributions at elevated pressures and temperatures. Chem. Eng. Sci. 2020, 216, 115555. [Google Scholar] [CrossRef]
- Rezaei, H.; Sokhansanj, S.; Lim, C.J. Minimum fluidization velocity of ground chip and ground pellet particles of woody biomass. Chem. Eng. Process. Process Intensif. 2018, 124, 222–234. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, C.; Lv, G.; Ren, Y.; Zhao, Y.; Liu, Q.; Rao, Z.; Dong, L. Prediction of minimum fluidization velocity in pulsed gas–solid fluidized bed. Chem. Eng. J. 2021, 417, 127965. [Google Scholar] [CrossRef]
- Zhou, Z.Y.; Pinson, D.; Zou, R.P.; Yu, A.B. Discrete particle simulation of gas fluidization of ellipsoidal particles. Chem. Eng. Sci. 2011, 66, 6128–6145. [Google Scholar] [CrossRef]
- Ergun, S. Fluid flow through packed columns. Chem. Eng. Prog. 1952, 48, 89–94. [Google Scholar]
- Senadeera, W.; Bhandari, B.R.; Young, G.; Wijesinghe, B. Influence of shapes of selected vegetable materials on drying kinetics during fluidized bed drying. J. Food Eng. 2003, 58, 277–283. [Google Scholar] [CrossRef]
- Thompson, T.L.; Clark, N.N. A holistic approach to particle drag prediction. Powder Technol. 1991, 67, 57–66. [Google Scholar] [CrossRef]
- Khan, S.A.; Taj, F.; Habib, S.; Shawl, F.; Hussain Dar, A.; Dwivedi, M. CFD Analysis of Drying of Cereal, Fruits, and Vegetables. In Advanced Computational Techniques for Heat and Mass Transfer in Food Processing; CRC Press: Boca Raton, FL, USA, 2022; pp. 235–246. ISBN 9781003159520. [Google Scholar]
- Smith, P.G. Applications of Fluidization to Food Processing. Int. J. Food Sci. Technol. 2009, 44, 1867. [Google Scholar] [CrossRef]
- Chhabra, R.P.; Agarwal, L.; Sinha, N.K. Drag on non-spherical particles: An evaluation of available methods. Powder Technol. 1999, 101, 288–295. [Google Scholar] [CrossRef]
- Shilton, N.C.; Niranjan, K. Fluidization and its applications to food processing. Food Struct. 1993, 12, 199–215. [Google Scholar]
- Figura, L.O.; Teixeira, A.A. Food Physics: Physical Properties—Measurement and Applications; Springer: Berlin/Heidelberg, Germany, 2007; pp. 1–550. [Google Scholar] [CrossRef]
- AOAC. AOAC: Official Methods of Analysis, 1980. Assoc. Off. Agric. Chem. Wash. DC 1980, 552, 517. [Google Scholar]
- Frączek, J.; Reguła, T. Methodological aspects of measuring the aerodynamic properties of particles of plant materials. Acta Agrophys. 2012, 19, 515–525. [Google Scholar]
- Gabitto, J.; Tsouris, C. Drag coefficient and settling velocity for particles of cylindrical shape. Powder Technol. 2008, 183, 314–322. [Google Scholar] [CrossRef]
- Mohsenin, N.N. Physical Properties of Plant and Animal Materials: V. 1: Physical Characteristics and Mechanical Properties; Routledge: New York, NY, USA, 2020. [Google Scholar]
- Kunii, D.; Levenspiel, O. Fluidization Engineering, 2nd ed.; John Wiley & Sons, Ltd.: New York, NY, USA, 1991. [Google Scholar]
- Polat, S. Heat and mass transfer in impingement drying. Dry. Technol. 1993, 11, 1147–1176. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mushroom | Broccoli | Cauliflower | ||||
|---|---|---|---|---|---|---|
| Projected Area m2 | Terminal Velocity m s−1 | Projected Area m2 | Terminal Velocity m s−1 | Projected Area m2 | Terminal Velocity m s−1 | |
| Average | 0.001504 | 11.98723 | 0.00173 | 20.5512 | 0.005113 | 21.30667 |
| Standard error | 4.23 × 10−5 | 0.155737 | 5.06 × 10−5 | 0.200311 | 6.79 × 10−5 | 0.24987 |
| Median | 0.00152 | 11.83216 | 0.001661 | 20.37155 | 0.005134 | 21.15 |
| Standard deviation | 0.000267 | 0.972577 | 0.000324 | 1.266879 | 0.000372 | 1.368597 |
| Variance | 7.15 × 10−8 | 0.945906 | 1.05 × 10−7 | 1.604981 | 1.38 × 10−7 | 1.873057 |
| Range | 0.001566 | 3.904436 | 0.001387 | 5.040257 | 0.001432 | 5.1 |
| Minimum | 0.001075 | 10 | 0.001075 | 17.98147 | 0.004445 | 18.7 |
| Maximum | 0.002641 | 13.90444 | 0.002462 | 23.02173 | 0.005878 | 23.8 |
| Minimum Fluidization Velocity, m∙s−1 | Average, m∙s−1 | Standard Deviation, m∙s−1 | Confidence Level 95%, m∙s−1 | |
|---|---|---|---|---|
| mushroom | 6.2 7.5 7.0 | 6.9 | 0.66 | 1.63 |
| broccoli | 8.9 8.7 9.5 | 9.03 | 0.42 | 1.03 |
| cauliflower | 11.1 11.1 10.7 | 10.97 | 0.23 | 0.57 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Góral, D.; Guz, T.; Pankiewicz, U. Minimum Velocity of Impingement Fluidization for Parachute-Shaped Vegetables. Sustainability 2022, 14, 4257. https://doi.org/10.3390/su14074257
Góral D, Guz T, Pankiewicz U. Minimum Velocity of Impingement Fluidization for Parachute-Shaped Vegetables. Sustainability. 2022; 14(7):4257. https://doi.org/10.3390/su14074257
Chicago/Turabian StyleGóral, Dariusz, Tomasz Guz, and Urszula Pankiewicz. 2022. "Minimum Velocity of Impingement Fluidization for Parachute-Shaped Vegetables" Sustainability 14, no. 7: 4257. https://doi.org/10.3390/su14074257
APA StyleGóral, D., Guz, T., & Pankiewicz, U. (2022). Minimum Velocity of Impingement Fluidization for Parachute-Shaped Vegetables. Sustainability, 14(7), 4257. https://doi.org/10.3390/su14074257