
An Application of Axiomatic Design to Improve Productivity in the Circular Economy Context—The Salt Production Example

 , , ,
, , ,
Abstract
:1. Introduction
2. The Perspective of Manufacturing Systems under the Circular Economy Point of View
3. A Brief Perspective of Product Design towards the Circular Economy
4. Engineering Design as a Scientific Subject
4.1. The Basics of Design Science Research
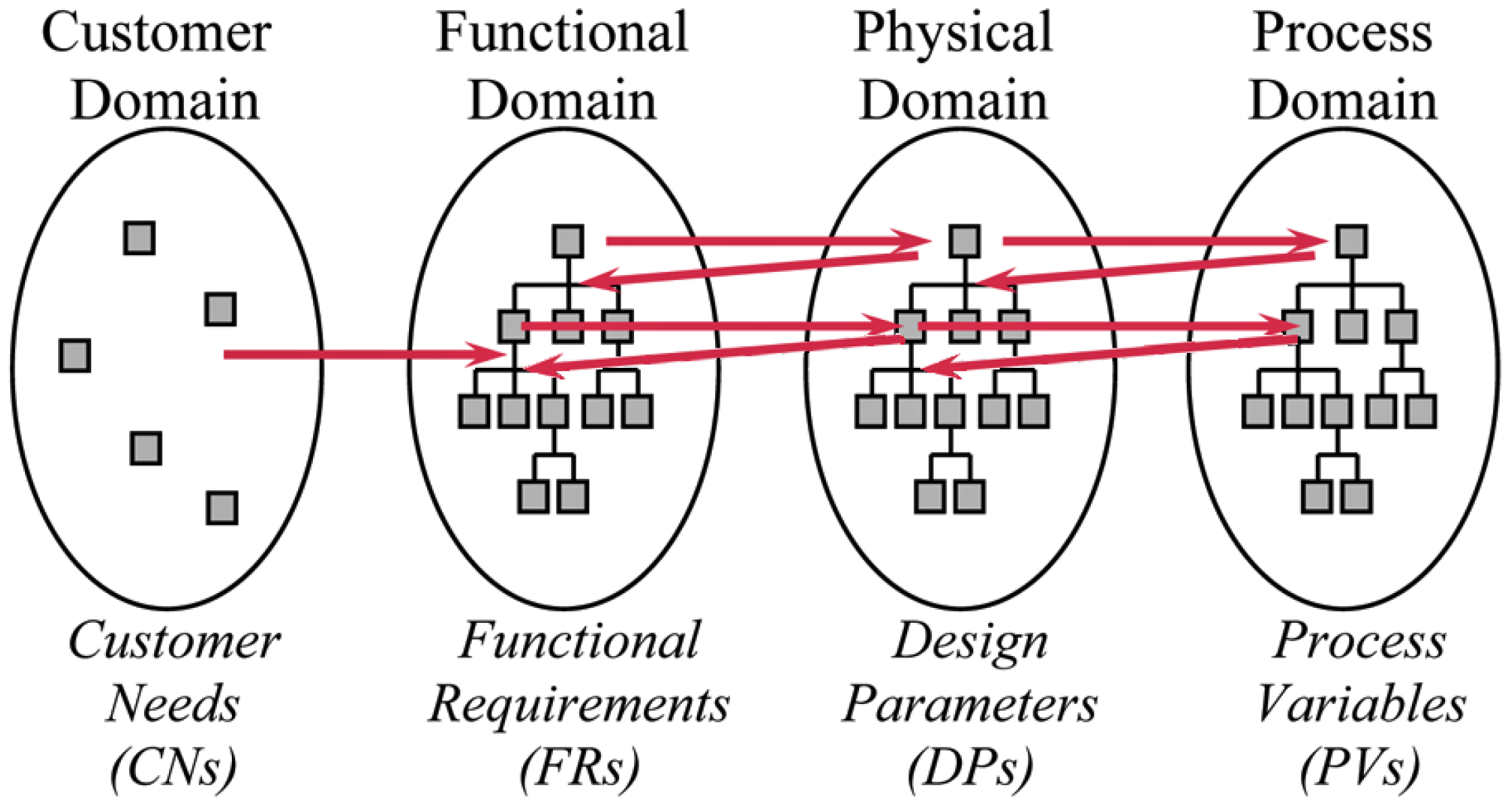
4.2. The Basics of Axiomatic Design
- -
- The independence axiom (the first axiom):
- Maintain the independence of functional requirements.
- The first axiom means that adjusting each DP should just affect one FR.
- -
- The minimum information axiom (the second axiom):
- Minimize the information content of the design.
- -
- Define the smallest number of FRs that describe the required design.
- -
- Define as many DPs as FRs. Parts may have more than one DP.
- -
- If the number of DPs is less than the number of FRs, seek extra DPs.
- -
- The design might be uncoupled or decoupled.
- -
- Try to change DPs, or challenge ranges to avoid couplings.
- -
- If new FRs are added, reevaluate the complete design.
5. The Case Study
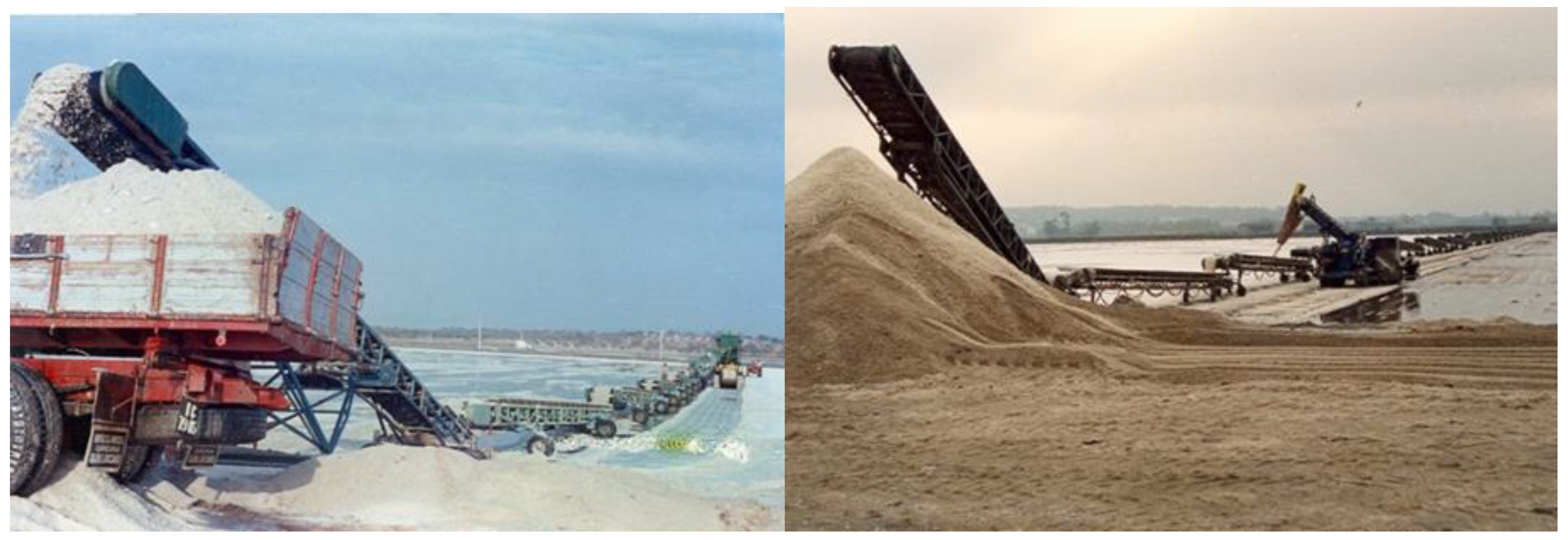
5.1. The Industrial Salt Washing Process
5.2. Axiomatic Design Analysis
5.3. The Retrofitting of the Washing Machine—Based on the Independence of Functions
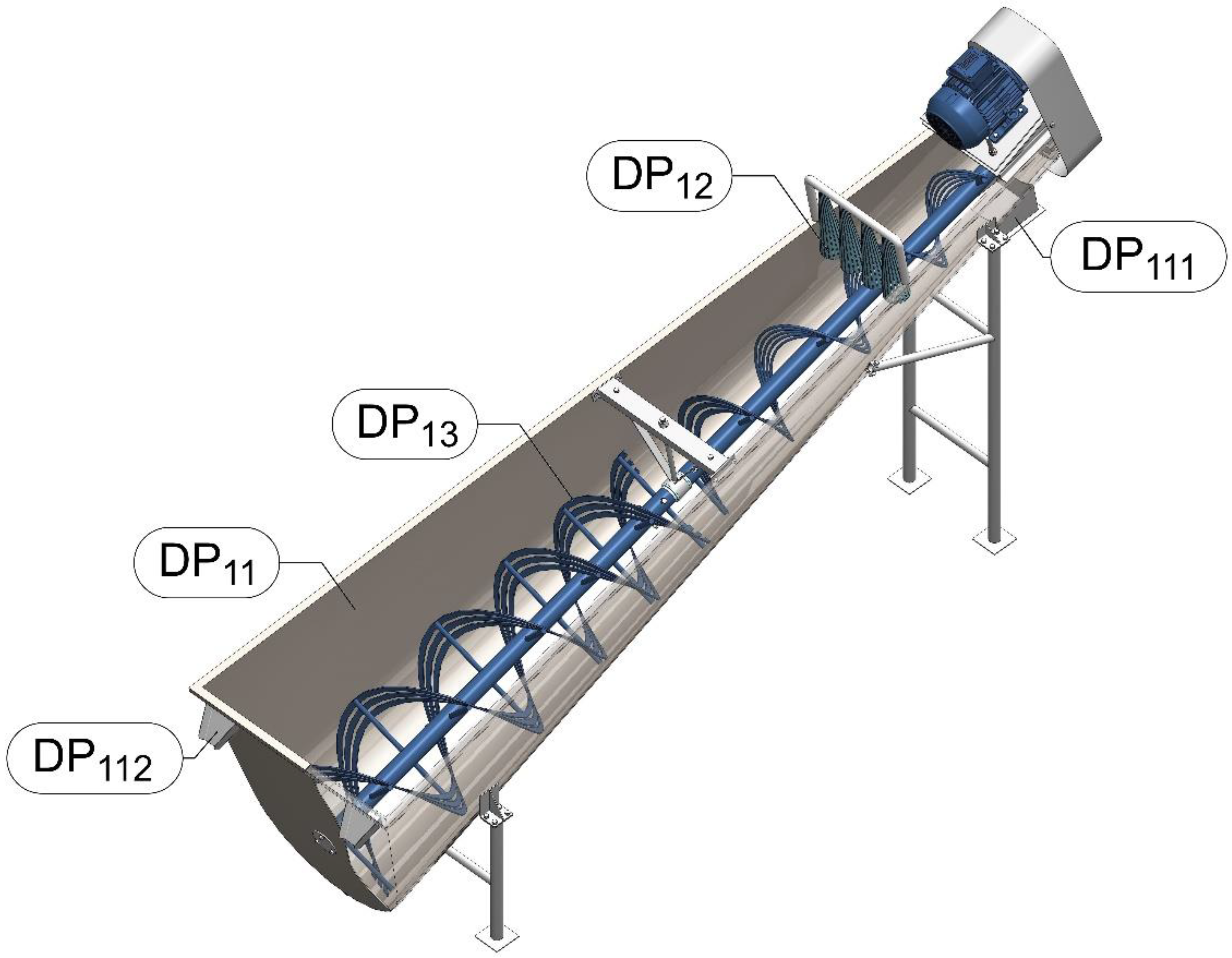
- DP11—Washing Tank;
- DP12—Brine;
- DP13—Screw conveyor 1;
- DP14—Screw conveyor 2.
5.4. The Process of Brine Recycling
6. Results and Discussion
7. Conclusions
- -
- Improved productivity;
- -
- Reduced consumption of brine, water, and energy by about 30%;
- -
- Increased productivity by between 20% and 30%;
- -
- Increased perceived quality level of the final product;
- -
- Reduced weather dependency of the process;
- -
- Reduced land area use;
- -
- Improved quality of the working environment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gabriel-Santos, A.; Fradinho, J.; Mourão, A.; Martinho, A.; Cavique, M.; Vieira, G.; Gonçalves-Coelho, A. Increasing the performance of a Salt Washing Machine through Axiomatic Design. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021; Volume 1174, p. 012024. [Google Scholar] [CrossRef]
- McDonough, W.; Braungart, M. Cradle to Cradle: Remaking the Way We Make Things, 1st ed.; North Pole Press: New York, NY, USA, 2002; ISBN 0-86547-587-3. [Google Scholar]
- Ellen MacArthur Foundation and Granta Design. Circularity Indicators—An Approach to Measuring Circularity, Methodology. Available online: https://www.clmsostenible.es/wp-content/uploads/2019/02/Circularity-Indicators_Methodology_May2015.pdf (accessed on 23 December 2021).
- European Environment Agency; Gillabel, J.; De Schoenmaker, M. Circular by Design: Products in the Circular Economy; EEA Publications Office: Copenhagen, Denmark, 2017. [Google Scholar] [CrossRef]
- Vom Brocke, J.; Hevner, A.; Maedche, A. (Eds.) Introduction to Design Science Research. In Design Science Research. Cases; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Gabriel-Santos, A.; Gonçalves-Coelho, A.; Santos, P.; Fradinho, J.; Mourão, A. Redesigning a manufacturing system based on functional independence: The case of a tree nursery. Procedia CIRP 2015, 34, 206–211. [Google Scholar] [CrossRef] [Green Version]
- Shabazi, S.; Jönbrink, A.K. Design Guidelines to Develop Circular Products: Action Research on Nordic Industry. Sustainability 2020, 12, 3679. [Google Scholar] [CrossRef]
- Rocha, C.; Camacho, D.; Sampaio, J.; Alexandre, J. Product-Service Development for Circular Economy and Sustainability Course; Laboratório Nacional de Energia e Geologia: Lisboa, Portugal, 2020; ISBN 978-989-675-063-3. [Google Scholar]
- Saidani, M.; Kim, H.; Cluzel, F.; Leroy, Y.; Yannou, B. Product circularity indicators: What contributions in designing for a circular economy? In Proceedings of the Design Society: DESIGN Conference, Cavtat, Croatia, 26–29 October 2020; Volume 1, pp. 2129–2138. [Google Scholar] [CrossRef]
- Pigosso, D.; McAloone, T. How can design science contribute to a circular economy? In DS 87-2 Proceedings of the 21st International Conference on Engineering Design (ICED 17) Vol 2: Design Processes, Design Organisation and Management, Vancouver, Canada, 21–-25.08.2017; The Design Society: Glasgow, UK, 2017; ISBN 978-1-904670-93-3. [Google Scholar]
- Simon, H. The Sciences of the Artificial, 3rd ed.; MIT Press: Cambridge, MA, USA, 1996. [Google Scholar]
- Venable, J.R.; Pries-Heje, J.; Baskerville, R.L. Choosing a Design Science Research Methodology. In Proceedings of the Australasian Conference on Information Systems (ACIS 2017 Proceedings), Hobart, Australia, 4–6 December 2017; Volume 112. Available online: https://aisel.aisnet.org/acis2017/112 (accessed on 3 May 2022).
- Carstensen, A.-K.; Bernhard, J. Design science research—A powerful tool for improving methods in engineering education research. Eur. J. Eng. Educ. 2019, 44, 85–102. [Google Scholar] [CrossRef] [Green Version]
- Peffers, K.; Tuunanen, T.; Rothenberger, M.; Chatterjee, S. A Design Science Research Methodology for Information Systems Research. J. Manag. Inf. Syst. 2007, 24, 45–77. [Google Scholar] [CrossRef]
- Suh, N.P. Axiomatic Design: Advances and Applications; Oxford University Press: New York, NY, USA, 2001; ISBN 9780195134667. [Google Scholar]
- Gumus, B.; Ertas, A.; Tate, D.; Cicek, I. The Transdisciplinary Product Development Lifecycle Model. J. Eng. Des. 2008, 19, 185–200. [Google Scholar] [CrossRef]
- Suh, N.P. How Should We Select Functional Requirements? In Design Engineering and Science; Suh, N.P., Cavique, M., Foley, J., Eds.; Springer Nature: Cham, Switzerland, 2021; ISBN 978-3-030-49231-1. [Google Scholar]
- Suh, N.P. The Principles of Design; Oxford University Press: New York, NY, USA, 1990; ISBN 9780195043457. [Google Scholar]
- Suh, N.P. Complexity: Theory, and Applications; Oxford University Press: New York, NY, USA, 2005; ISBN 9780195178760. [Google Scholar]
- Tate, D. Axiomatic Design: Review, Impact, and Future Direction. In Proceedings of the ASME 2015 International Mechanical Engineering Congress and Exposition IMECE2015, Houston, TX, USA, 13–19 November 2015. [Google Scholar] [CrossRef]
- Nordlund., M.; Lee, T.; Kim, S.-G. Axiomatic Design: 30 Years After. In Proceedings of the ASME 2015 International Mechanical Engineering Congress and Exposition IMECE2015, Houston, TX, USA, 13–19 November 2015. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FRs | FRs Description | DPs | DPs DESCRIPTION |
|---|---|---|---|
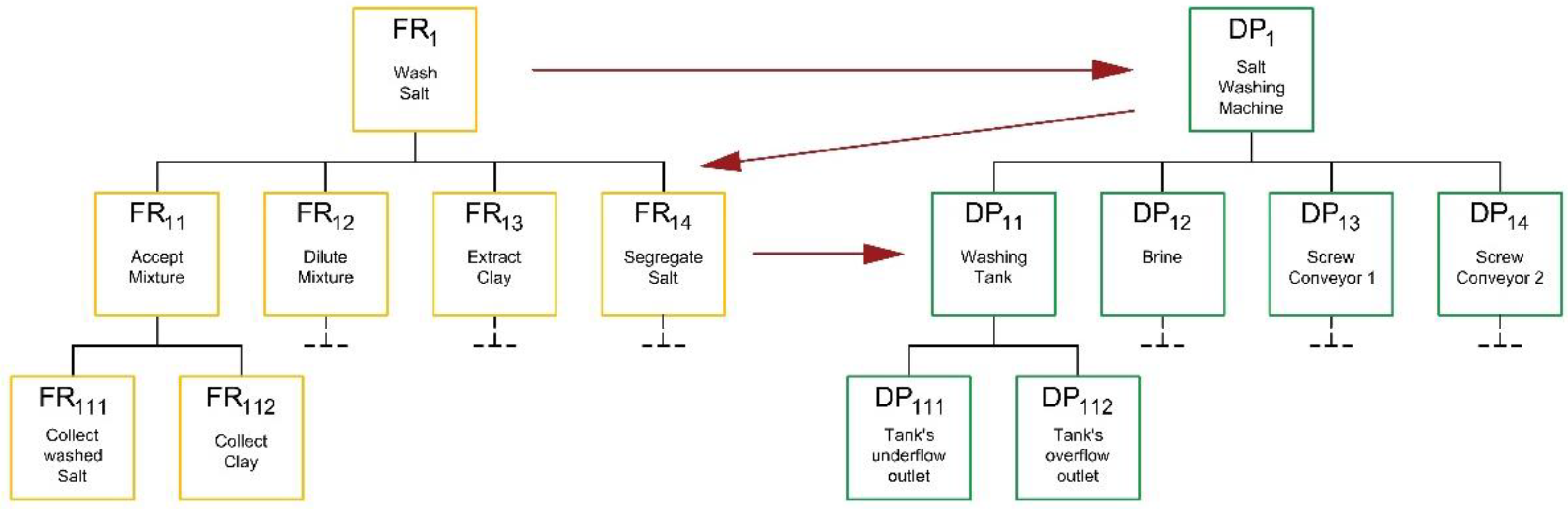
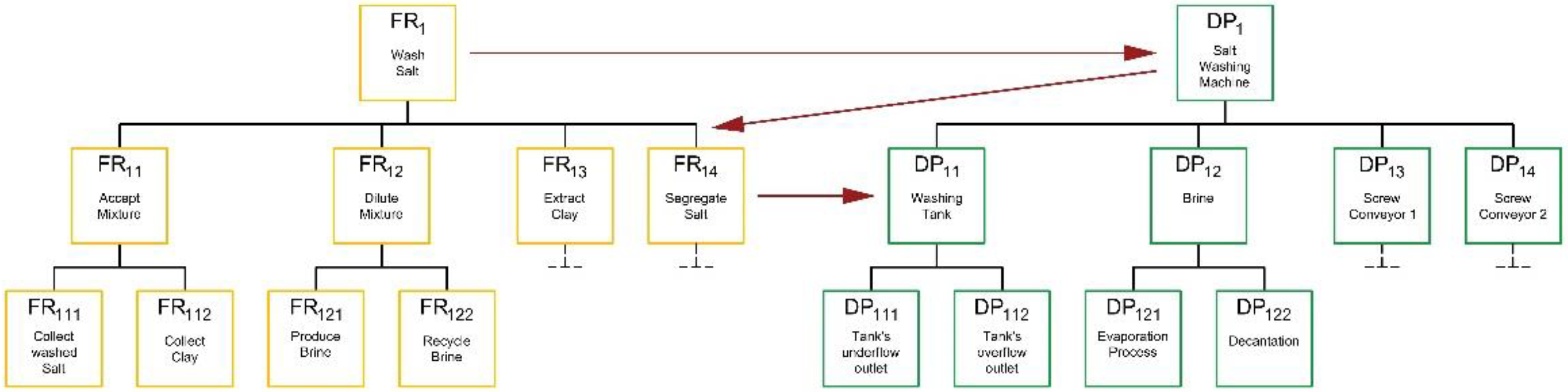
| FR1 | Wash salt | DP1 | Salt washing machine |
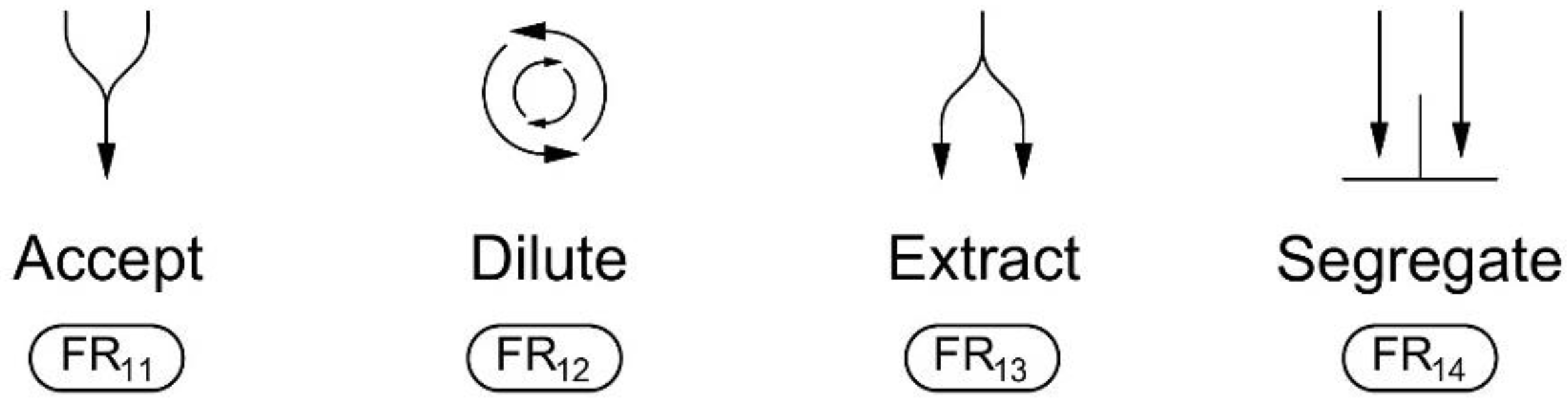
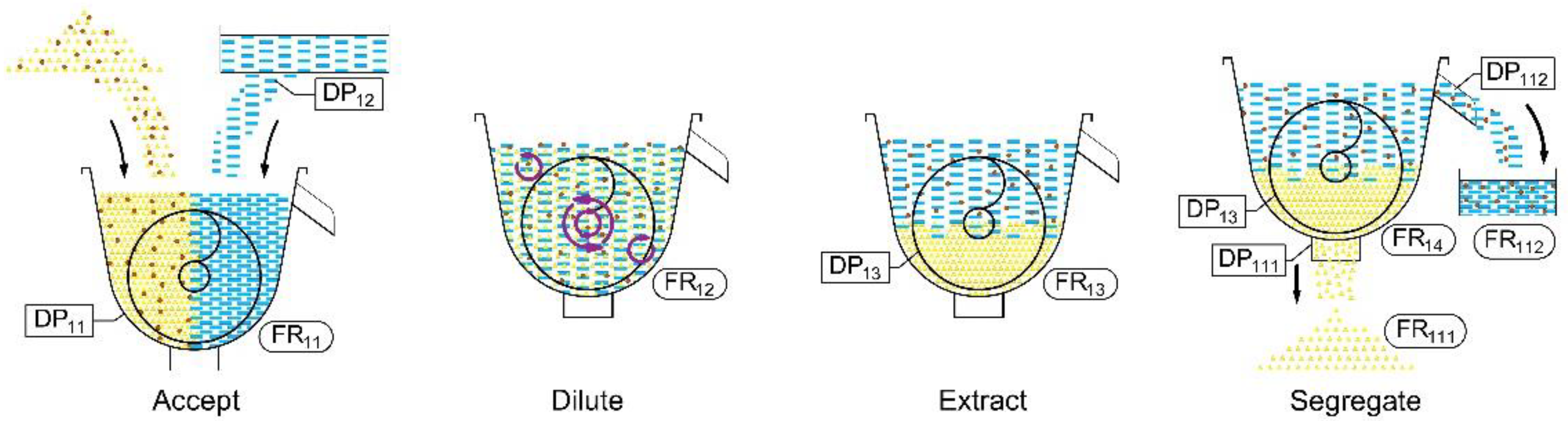
| FR11 | Accept mixture (salt with clay) | DP11 | Washing tank |
| FR12 | Dilute mixture | DP12 | Brine |
| FR13 | Extract clay | DP13 | Screw conveyor |
| FR14 | Segregate salt | ||
| FR111 | Collect washed salt | DP111 | Tank’s underflow outlet |
| FR112 | Collect clay | DP112 | Tank’s overflow outlet |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gabriel-Santos, A.; Fradinho, J.; Mourão, A.; Martinho, A.; Cavique, M.; Vieira, G.; Gonçalves-Coelho, A. An Application of Axiomatic Design to Improve Productivity in the Circular Economy Context—The Salt Production Example. Sustainability 2022, 14, 7864. https://doi.org/10.3390/su14137864
Gabriel-Santos A, Fradinho J, Mourão A, Martinho A, Cavique M, Vieira G, Gonçalves-Coelho A. An Application of Axiomatic Design to Improve Productivity in the Circular Economy Context—The Salt Production Example. Sustainability. 2022; 14(13):7864. https://doi.org/10.3390/su14137864
Chicago/Turabian StyleGabriel-Santos, António, João Fradinho, António Mourão, Alberto Martinho, Miguel Cavique, Gonçalo Vieira, and António Gonçalves-Coelho. 2022. "An Application of Axiomatic Design to Improve Productivity in the Circular Economy Context—The Salt Production Example" Sustainability 14, no. 13: 7864. https://doi.org/10.3390/su14137864
APA StyleGabriel-Santos, A., Fradinho, J., Mourão, A., Martinho, A., Cavique, M., Vieira, G., & Gonçalves-Coelho, A. (2022). An Application of Axiomatic Design to Improve Productivity in the Circular Economy Context—The Salt Production Example. Sustainability, 14(13), 7864. https://doi.org/10.3390/su14137864