
Influence of Iron Filing Waste on the Performance of Warm Mix Asphalt


 ,
,  and
and
Abstract
1. Introduction
2. Materials
2.1. Asphalt Cement
2.2. Fine and Coarse Aggregates
2.3. Mineral Filler
2.4. Iron Filing Waste (IFW)
2.5. Warm Asphalt Mixture Additive
3. Specimen Preparation
4. Experiments
4.1. Marshall Test
4.2. Mechanical Property Tests
4.2.1. Resilient Modulus
4.2.2. Permanent Deformation
4.3. Durability Tests
4.3.1. Moisture Susceptibility
4.3.2. Flexural Fatigue
5. Results and Discussion
5.1. Scanning Electron Microscope Analysis
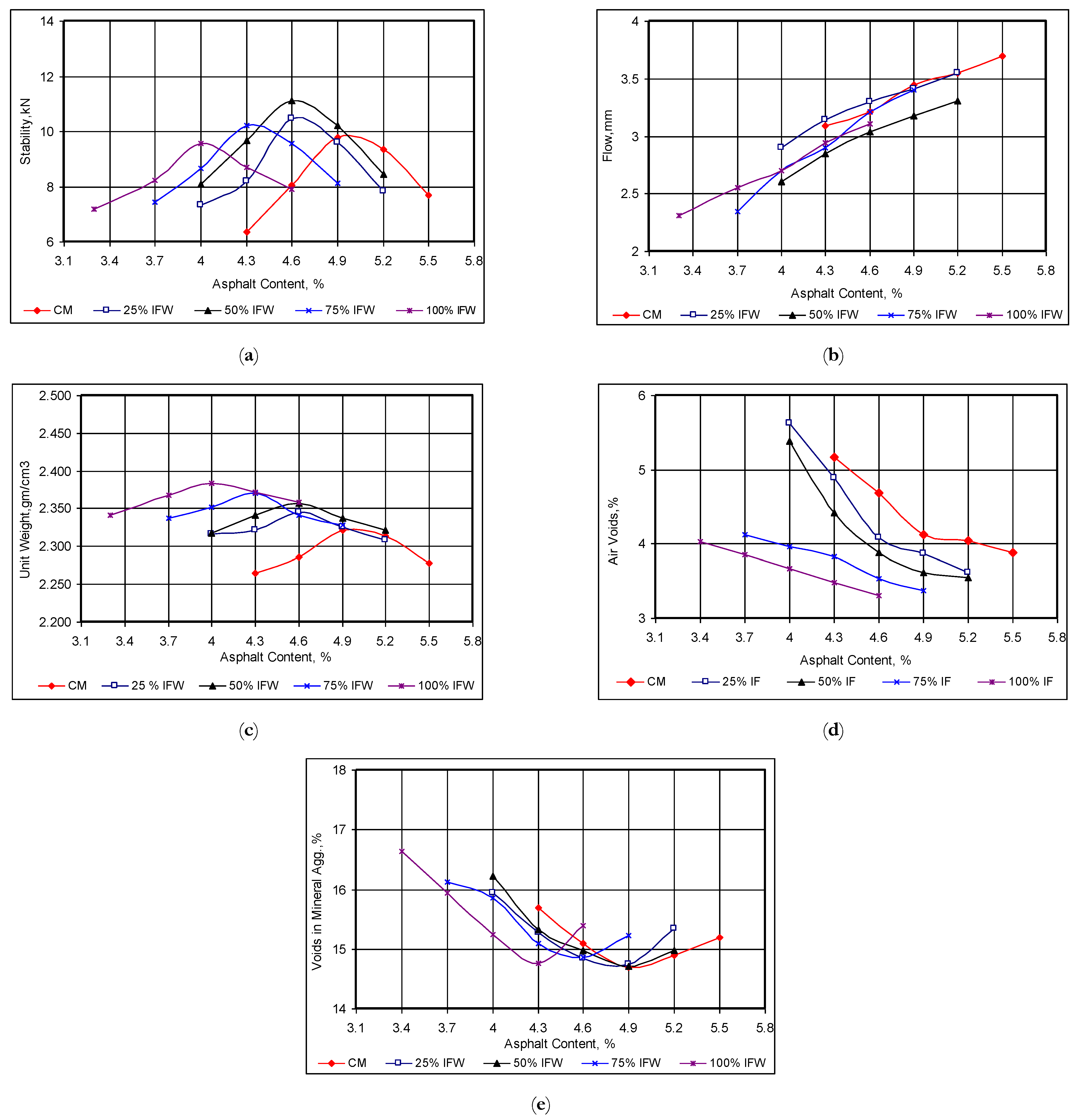
5.2. Marshall Properties
5.3. Resilient Modulus (Mr)
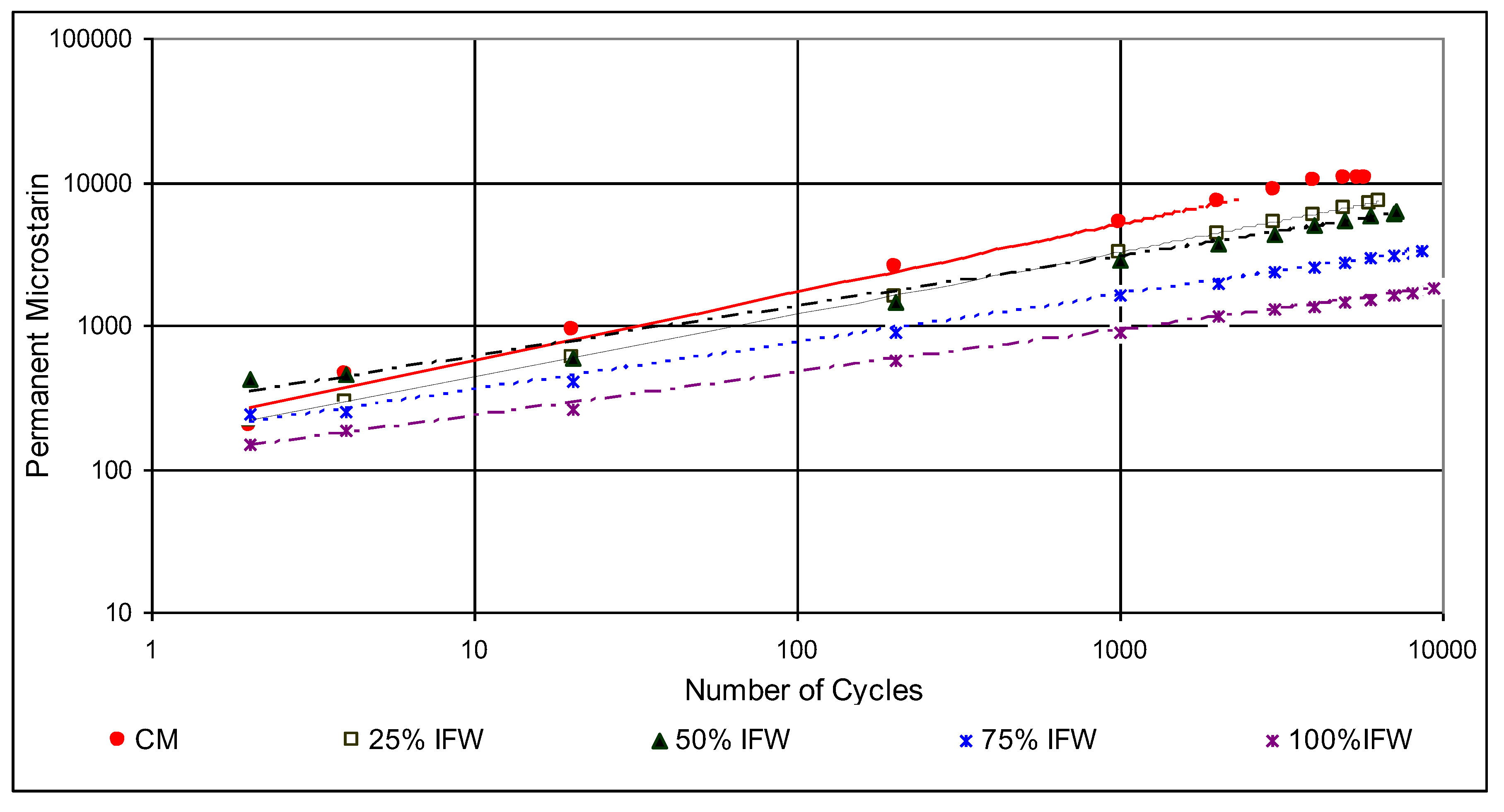
5.4. Permanent Deformation
5.5. Durability Assessment
5.5.1. Moisture Susceptibility
5.5.2. Flexural Fatigue
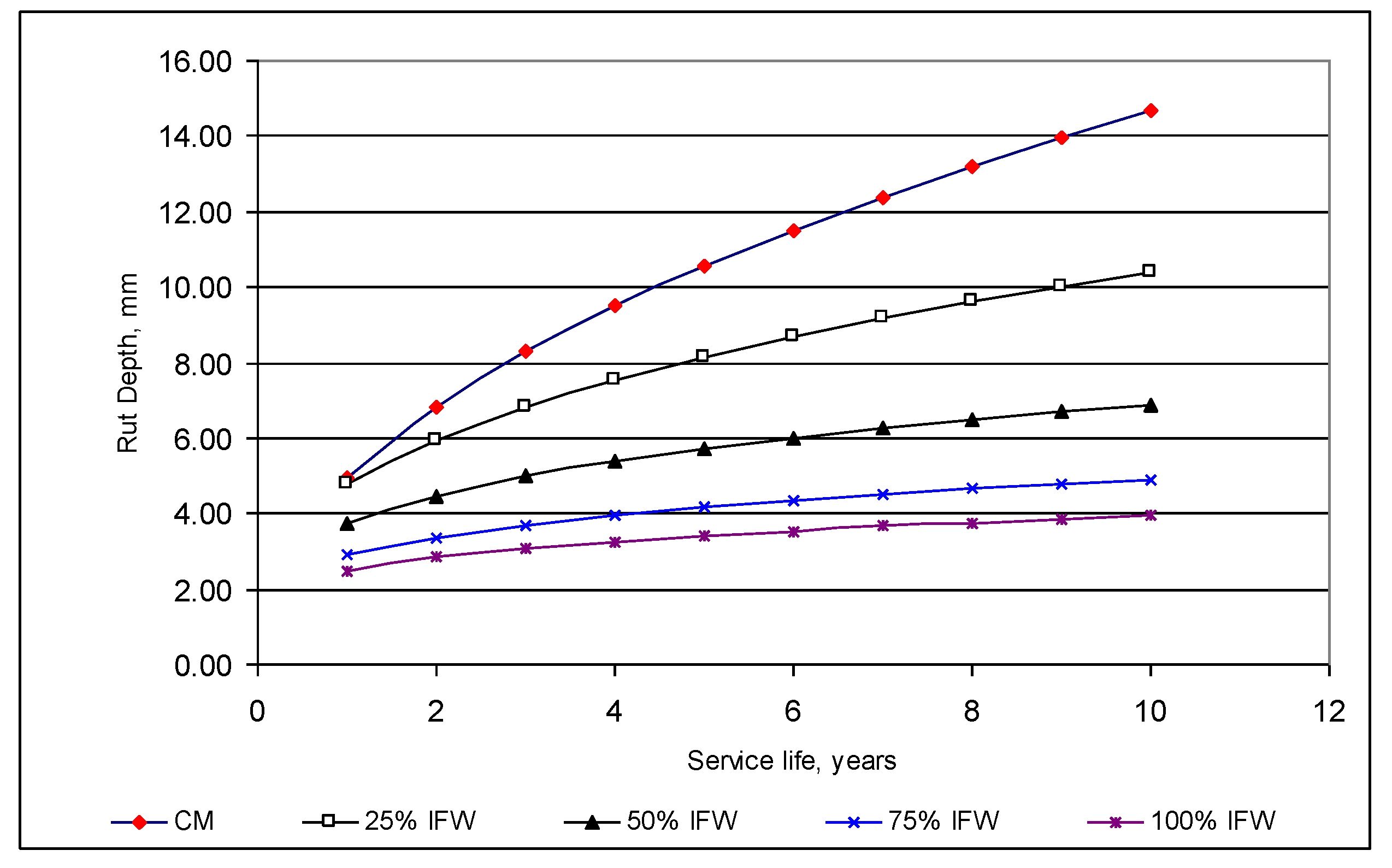
5.6. Performance Analysis Using VESYS 5 W Software
6. Conclusions
- For WMA concrete, the use of 25–50% IFW increased the Marshall stability by 13.7–18.9%.
- IFW has a substantial impact on the volumetric properties of WMA, the air void concentration, and the number of voids in mineral aggregate.
- In general, the use of IFW causes a considerable decrease in the rutting depth and fatigue cracking. The use of 50% IFW results in a significant improvement in the fatigue life of WMA concrete under repetitive loading. However, the use of more than 50% IFW will deteriorate the fatigue resistance of the WMA concrete.
- The addition of IFW improves the durability of WMA pavement by increasing both the tensile strength ratio and the fatigue resistance under the condition of wet exposure.
- Finally, this study indicates that the use of a 50% replacement of natural sand in IFW causes a significant improvement in the performance of warm mix asphalt concrete. This research has provided valuable knowledge regarding the ability to produce more durable warm-mix asphalt with a superior resistance to moisture damage, rutting, and the mode of fatigue failure that is most encountered in asphalt pavement in variable climate conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Cremiato, R.; Mastellone, M.L.; Tagliaferri, C.; Zaccariello, L.; Lettieri, P. Environmental impact of municipal solid waste management using Life Cycle Assessment: The effect of anaerobic digestion, materials recovery and secondary fuels production. Renew. Energy 2018, 124, 180–188. [Google Scholar] [CrossRef]
- Kuhlman, T.; Farrington, J. What is Sustainability? Sustainability 2010, 2, 3436–3448. [Google Scholar] [CrossRef]
- Aziz, M.A.; Rahman, T.; Hainin, M.R.; Abu Bakar, W.A.W. An overview on alternative binders for flexible pavement. Constr. Build. Mater. 2015, 84, 315–319. [Google Scholar] [CrossRef]
- Nedeljković, M.; Visser, J.; Valcke, S.; Schlangen, E. Physical Characterization of Dutch Fine Recycled Concrete Aggregates: A Comparative Study. Proceedings 2019, 34, 7. [Google Scholar] [CrossRef]
- Gallego, J.; Del Val, M.A.; Contreras, V.; Páez, A. Use of additives to improve the capacity of bituminous mixtures to be heated by means of microwaves. Mater. Construcción 2017, 67, 110. [Google Scholar] [CrossRef]
- Latief, R.H. Evaluation of the Performance of Glasphalt Concrete Mixtures for Binder Course. Int. J. Adv. Sci. Eng. Inf. Technol. 2019, 9, 1251–1259. [Google Scholar] [CrossRef]
- Albayati, A.; Wang, Y.; Wang, Y.; Haynes, J. A sustainable pavement concrete using warm mix asphalt and hydrated lime treated recycled concrete aggregates. Sustain. Mater. Technol. 2018, 18, e00081. [Google Scholar] [CrossRef]
- Silvestre, R.; Medel, E.; Garcia, A.; Navas, J. Using ceramic wastes from tile industry as a partial substitute of natural aggregates in hot mix asphalt binder courses. Constr. Build. Mater. 2013, 45, 115–122. [Google Scholar] [CrossRef]
- Esther, L.-A.; Pedro, L.-G.; Irune, I.-V.; Gerardo, F. Comprehensive analysis of the environmental impact of electric arc furnace steel slag on asphalt mixtures. J. Clean. Prod. 2020, 275, 123121. [Google Scholar] [CrossRef]
- Liu, W.; Li, H.; Zhu, H.; Xu, P. The Interfacial Adhesion Performance and Mechanism of a Modified Asphalt–Steel Slag Aggregate. Materials 2020, 13, 1180. [Google Scholar] [CrossRef]
- Swathi, M.; Andiyappan, T.; Guduru, G.; Reddy, M.A.; Kuna, K.K. Design of asphalt mixes with steel slag aggregates using the Bailey method of gradation selection. Constr. Build. Mater. 2021, 279, 122426. [Google Scholar] [CrossRef]
- Alnadish, A.M.; Aman, M.Y.; Katman, H.Y.B.; Ibrahim, M.R. Laboratory assessment of the performance and elastic behavior of asphalt mixtures containing steel slag aggregate and synthetic fibers. Int. J. Pavement Res. Technol. 2021, 14, 473–481. [Google Scholar] [CrossRef]
- Mo, L.; Yang, S.; Huang, B.; Xu, L.; Feng, S.; Deng, M. Preparation, microstructure and property of carbonated artificial steel slag aggregate used in concrete. Cem. Concr. Compos. 2020, 113, 103715. [Google Scholar] [CrossRef]
- Ali, A.H.; Abbas, A.S. Effect of Using Recycled Local Solid Waste Materials On Creep Properties of Asphalt Mixtures. Al-Nahrain J. Eng. Sci. 2011, 14, 122–136. [Google Scholar]
- Cheraghian, G.; Wistuba, M.P.; Kiani, S.; Barron, A.R.; Behnood, A. Rheological, physicochemical, and microstruc-tural properties of asphalt binder modified by fumed silica nanoparticles. Sci. Rep. 2021, 11, 1–20. [Google Scholar]
- Cheraghian, G.; Falchetto, A.C.; You, Z.; Chen, S.; Kim, Y.S.; Westerhoff, J.; Wistuba, M.P. Warm mix asphalt tech-nology: An up to date review. J. Clean. Prod. 2020, 268, 122128. [Google Scholar] [CrossRef]
- Rasool, D.A.; Abdulkarem, M.A.; Abdulrehman, M.A. The Effect of Adding Recycled Waste on the Mechanical Properties of Concrete. Defect Diffus. Forum 2020, 398, 83–89. [Google Scholar] [CrossRef]
- Attom, M.; Kou, M.; Al-Akhras, N. Geo environmental utilization of iron-filing with cement in soil stabilization. Int. J. Technol. Eng. Stud. 2016, 2, 32–37. [Google Scholar]
- Franesqui, M.A.; Yepes, J.; González, C.G. Top-down cracking self-healing of asphalt pavements with steel filler from industrial waste applying microwaves. Constr. Build. Mater. 2017, 149, 612–620. [Google Scholar] [CrossRef]
- Abdalqadir, Z.K.; Salih, N.B.; Salih, S.J.H. Using Steel Slag for Stabilizing Clayey Soil in Sulaimani City-Iraq. J. Eng. 2020, 26, 145–157. [Google Scholar] [CrossRef]
- Arabani, M.; Mirabdolazimi, S. Experimental investigation of the fatigue behaviour of asphalt concrete mixtures containing waste iron powder. Mater. Sci. Eng. A 2011, 528, 3866–3870. [Google Scholar] [CrossRef]
- Tabash, O. Study the Effect of Crushed Waste Iron Powder as Coarse Sand and Filler in the Asphalt Binder Course. Master’s Thesis, Islamic University, Gaza, Palestine, 2014. [Google Scholar]
- Alakhrass, M.S. The Effect of Adding Iron Powder on Self-Healing Properties of Asphalt Mixture. Master’s Thesis, Islamic University of Gaza, Gaza, Palastine, July 2013. [Google Scholar]
- Khliefat, I.; Msallam, M. Modification of asphalt mixes using white cement dust and iron filings as a filler. Elektron. Časopis Građevinskog Fak. Osijek 2021, 11, 67–77. [Google Scholar] [CrossRef]
- Mohammed, S.I. University of Duhok Effect of Using Waste Iron Powder As Filler on Asphalt Mixture Properties. J. Univ. Duhok 2021, 24, 10–18. [Google Scholar] [CrossRef]
- Eisa, M.S. Improving Asphalt Mix Properties Using Iron Filings A Mineral Filler. In Proceedings of the 2nd International Conference on Innovative Building Materials, Cairo, Egypt, 2–4 December 2018; Volume 87, pp. 1119–1128. [Google Scholar]
- Ahlrich, R.C. Marginal Aggregates in Flexible Pavements: Field Evaluation; No. DOT/FAA/AR-97/5; William J. Hughes Technical Center (US): Egg Harbor Township, NJ, USA, 1998. [Google Scholar]
- Zaniewski, J.P.; Srinivasan, G. Evaluation of Indirect Tensile Strength to Identify Asphalt Concrete Rutting Potential; Asphalt Technology Program, Department of Civil and Environmental Engineering, West Virginia University, Performed in Cooperation with the US Department of Transportation-Federal Highway Administration: Ashburn, VA, USA, 2004. [Google Scholar]
- Albayati, A.H.; Abdulsattar, H. Performance evaluation of asphalt concrete mixes under varying replacement percentages of natural sand. Results Eng. 2020, 7, 100131. [Google Scholar] [CrossRef]
- SCRB. Standard Specification for Roads and Bridges (Section R/9), revised ed.; State Commission of Roads and Bridges, Ministry of Housing and Construction: Baghdad, Iraq, 2003. [Google Scholar]
- ASTM D6926-20. Standard Practice for Preparation of Asphalt Mixture Specimens Using Marshall Apparatus; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- AI. Thickness Design—Asphalt Pavements for Highways and Streets (No. 1); Manual Series No. 1; Asphalt Institute: College Park, MD, USA, 1981. [Google Scholar]
- Albayati, A.H. Permanent Deformation Prediction of Asphalt Concrete Under Repeated Loading. Ph.D. Thesis, University of Baghdad, Baghdad, Iraq, 2006. [Google Scholar]
- ASTM D4867/D4867M-09. Standard Test Method for Effect of Moisture on Asphalt Concrete Paving Mixtures; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Wajde, L.M.R.M.; Zainab, S.S.A.; Rasoul, M.R.A.; Abdulrasool, A.T. Utilization Iron Filings and Microwave Heating in Roughening the Surface of Smoothed Coarse Aggregates. Int. J. Eng. Technol. 2018, 7, 395–398. [Google Scholar] [CrossRef]
- Idan, M.F. Study of the Modify of Mechanical Behaviour of Concrete. J. Eng. Appl. Sci. 2020, 15, 1698–1702. [Google Scholar] [CrossRef][Green Version]
- Monismith, C.L.; Ogawa, N.; Freeme, C. Permanent deformation characteristics of subgrade soils due to repeated loading. Transport. Res. Rec. 1975, 537. [Google Scholar]
- Zhou, F.; Fernando, E.; Scullion, T. A Review of Performance Models and Test Procedures with Recommendations for Use in the Texas M-E Design Program; Technical Report; Texas Transportation Institue, The Texas A&M University: College Station, TX, USA, 2008. [Google Scholar]
- AASHTO. AASHTO Guide for Design of Pavement Structures; AASHTO: Washington, DC, USA, 1993; Volume 1. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Binder | Property | Measurement | Temperature °C | Specification AASHTO M320-05 |
|---|---|---|---|---|
| Original | Flash Point (°C) | 298 | - | 230 °C, min. |
| Viscosity at 135 °C (Pa·s) | 0.487 | - | 3 Pa·s, max. | |
| DSR, G/sinδ at 10 rad/s (kPa) | 3.3522 | 58 | 1.00 kPa, min. | |
| 2.020 | 64 | |||
| 0.889 | 70 | |||
| RTFO Aged | Mass Loss (%) | 0.654 | - | 1%, max. |
| DSR, G/sinδ at 10 rad/s (kPa) | 4.1596 | 58 | 2.2 kPa, min. | |
| 3.1483 | 64 | |||
| 1.9809 | 70 | |||
| PAV Aged | DSR, G.sinδ at 10 rad/s (kPa) | 4684 | 28 | 5000 kPa, max. |
| 6477 | 25 | |||
| BBR, Creep Stiffness (MPa) | 134.0 | −16 | 300, max. |
| Property | ASTM Design | Test Outcomes | Specification of SCRB [30] |
|---|---|---|---|
| Coarse Aggregate | |||
| Apparent Specific Gravity | C-127 | 2.636 | - |
| Bulk Specific Gravity | 2.632 | - | |
| Water Absorption (%) | 0.261 | - | |
| Soundness (sodium sulfate solution loss) (%) | C-88 | 4.3 | 12 max. |
| Percent Wear (Los Angeles abrasion) (%) | C-131 | 18 | 30 max. |
| Flat and Elongated (5:1) (%) | D4791 | 4 | 10 max. |
| Fractured Pieces (%) | D5821 | 97 | 90 min. |
| Fine Aggregate | |||
| Apparent Specific Gravity | C-128 | 2.622 | - |
| Bulk Specific Gravity | 2.561 | - | |
| Water Absorption (%) | 0.809 | - | |
| Clay Lump and Friable Particles (%) | C-142 | 1.2 | 3 max. |
| Sand Equivalent (%) | D2419 | 59 | 45 min. |
| Chemical Composition (%) | ||||||
|---|---|---|---|---|---|---|
| L.O.I | SO3 | Fe2O3 | MgO | Al2O3 | SiO2 | CaO |
| 37 | 0.12 | 1 | 16 | 6 | 10 | 29 |
| Physical Properties | ||||||
| Specific Gravity | Surface Area * (m2/kg) | Passing Sieve No. 200 (0.075) (%) | ||||
| 2.84 | 247 | 95 | ||||
| Chemical Composition (%) | |
|---|---|
| SiO2 | 32.8 |
| Al2O3 | 29.1 |
| Na2O | 16.1 |
| L.O. | 21.2 |
| Physical Properties | |
| Specific Gravity | 2.03 |
| Odor | Odorless |
| Color | White |
| IFW (%) | O.A.C. (%) | Stability (kN) | Flow (mm) | Air Voids (%) | VMA (%) | Bulk Density (gm/cm3) |
|---|---|---|---|---|---|---|
| 0 | 5 | 9.5 | 3.5 | 4.10 | 14.7 | 2.320 |
| 25 | 4.62 | 10.8 | 3.3 | 4.05 | 14.8 | 2.340 |
| 50 | 4.6 | 11.3 | 3.1 | 3.80 | 15.0 | 2.360 |
| 75 | 4.17 | 9.5 | 2.75 | 3.80 | 15.4 | 2.365 |
| 100 | 3.8 | 8.8 | 2.65 | 3.70 | 15.6 | 2.375 |
| Specification Limits [23] | 3–6 | 8 min. | 2–4 | 3–5 | 14 min. | Not Limited |
| IFW Content, % | 0 | 25 | 50 | 75 | 100 |
|---|---|---|---|---|---|
| Resilient Modulus, MPa | 2198 | 2309 | 2539 | 2509 | 2488 |
| IFW Content (%) | 0 | 25 | 50 | 75 | 100 |
|---|---|---|---|---|---|
| Intercept | 193 | 159 | 269 | 165 | 117 |
| Slope | 0.474 | 0.4351 | 0.3476 | 0.3287 | 0.2969 |
| IFW Content (%) | 0 | 25 | 50 | 75 | 100 |
|---|---|---|---|---|---|
| k1 | 1.72E−09 | 9.49E−10 | 9.33E−11 | 1.29E−08 | 6.91E−08 |
| k2 | 3.15 | 3.42 | 3.76 | 3.09 | 2.87 |
| Mixture | ITS (Dry) kPa | ITS (Wet), kPa | TSR % |
|---|---|---|---|
| CM | 946 | 738 | 78 |
| 25% IFW | 1041 | 854 | 82 |
| 50% IFW | 1177 | 1000 | 85 |
| 75% IFW | 1215 | 1045 | 86 |
| 100% IFW | 1268 | 1103 | 87 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Latief, R.H.; Al-Mosawe, H.; Mohammad, H.K.; Albayati, A.; Haynes, J. Influence of Iron Filing Waste on the Performance of Warm Mix Asphalt. Sustainability 2021, 13, 13828. https://doi.org/10.3390/su132413828
Wang Y, Latief RH, Al-Mosawe H, Mohammad HK, Albayati A, Haynes J. Influence of Iron Filing Waste on the Performance of Warm Mix Asphalt. Sustainability. 2021; 13(24):13828. https://doi.org/10.3390/su132413828
Chicago/Turabian StyleWang, Yu, Roaa H. Latief, Hasan Al-Mosawe, Hussein K. Mohammad, Amjad Albayati, and Jonathan Haynes. 2021. "Influence of Iron Filing Waste on the Performance of Warm Mix Asphalt" Sustainability 13, no. 24: 13828. https://doi.org/10.3390/su132413828
APA StyleWang, Y., Latief, R. H., Al-Mosawe, H., Mohammad, H. K., Albayati, A., & Haynes, J. (2021). Influence of Iron Filing Waste on the Performance of Warm Mix Asphalt. Sustainability, 13(24), 13828. https://doi.org/10.3390/su132413828