Optimization of Prefabricated Components in Housing Modular Construction



Abstract
1. Introduction
- (1)
- Generalizing unit module production with specifically related components, and analyze the connection among components to analyze the combination conditions among components.
- (2)
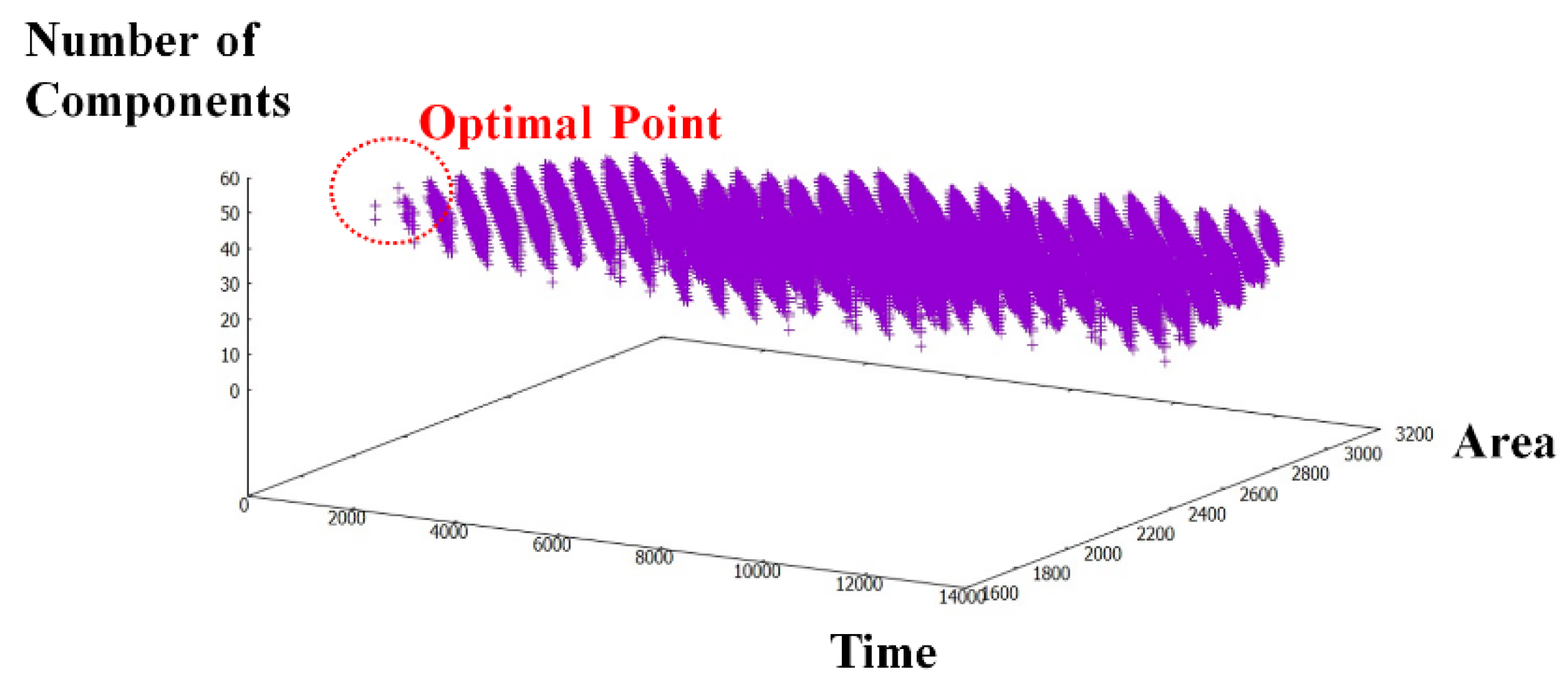
- Developing analysis model for optimizing modular factory production considering factory area, and production time. It uses the objective functions depending on the limitation (area, time) to decide the optimal combination for project components.
- (3)
- Model application using virtual scenario to assess the alternatives to the combination of components and derive the optimal production planning process for different project conditions.
2. Method and Model Development
2.1. Generalization Unit Module Production Process
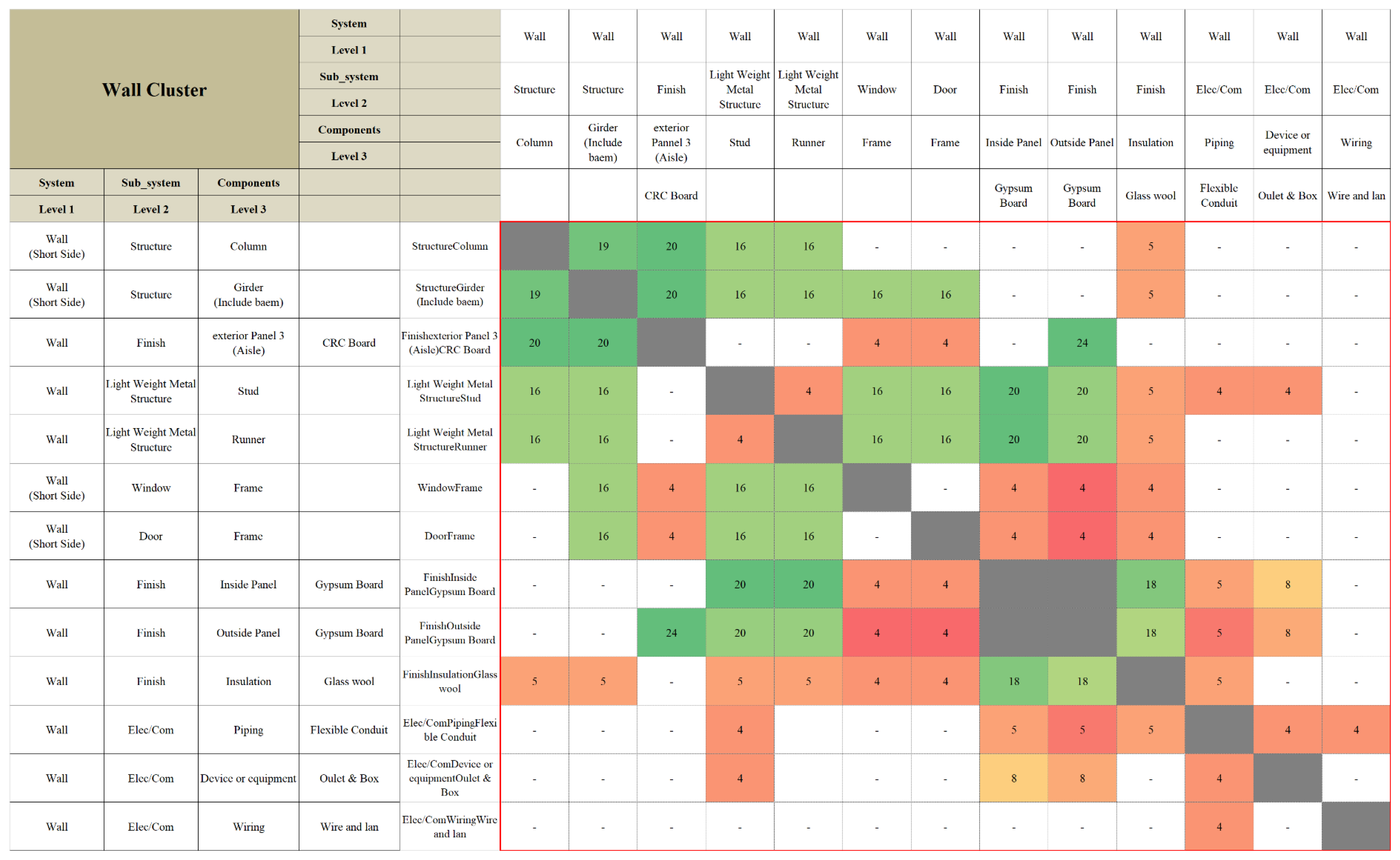
2.1.1. Component Analysis of Unit Modular Using DSM
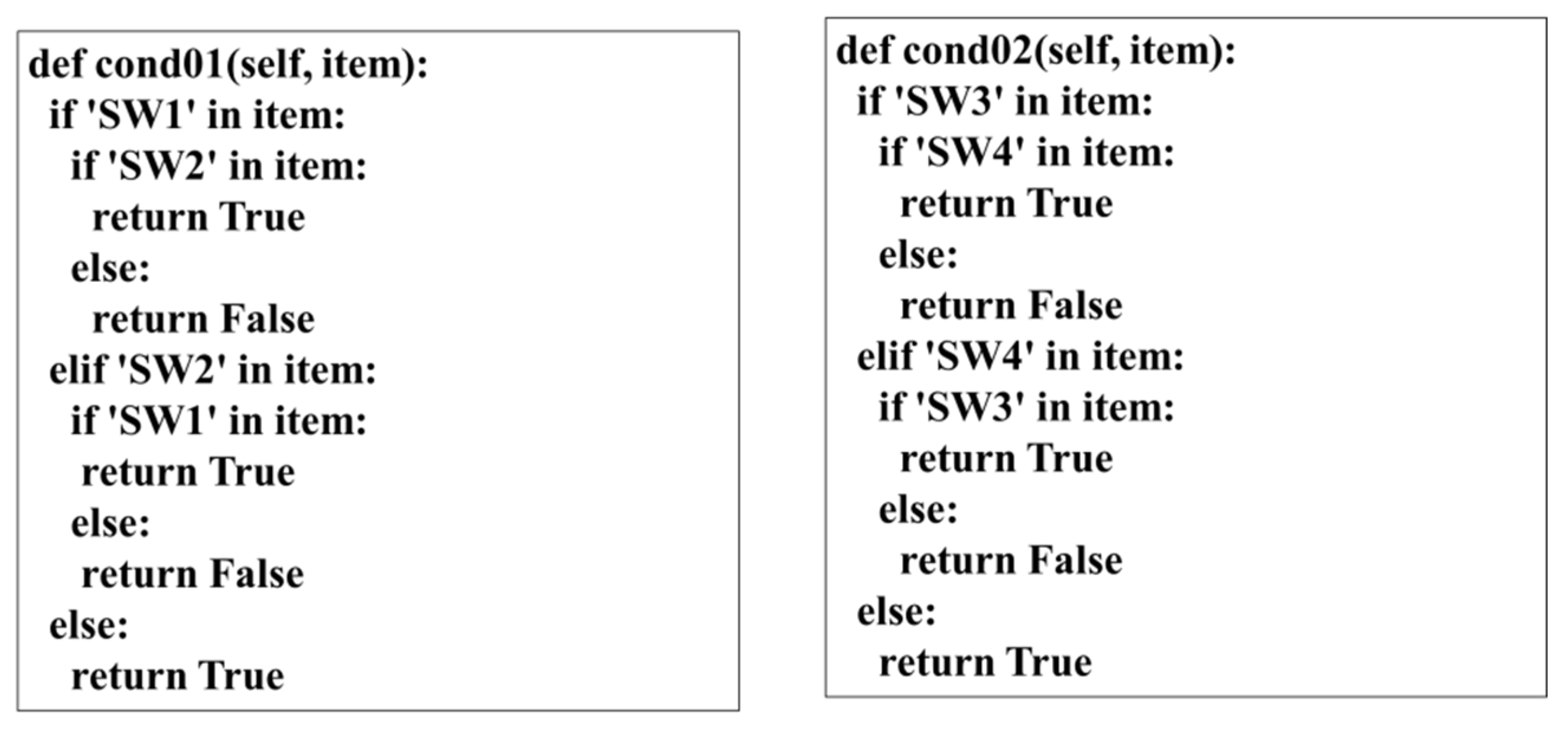
2.1.2. Assembly Rules of Unit Modular Component
2.1.3. Rule-Based Modular Assembly Production Process
2.2. Model Development
2.2.1. Model Assumption
2.2.2. Objective Function for Optimal Process Selection
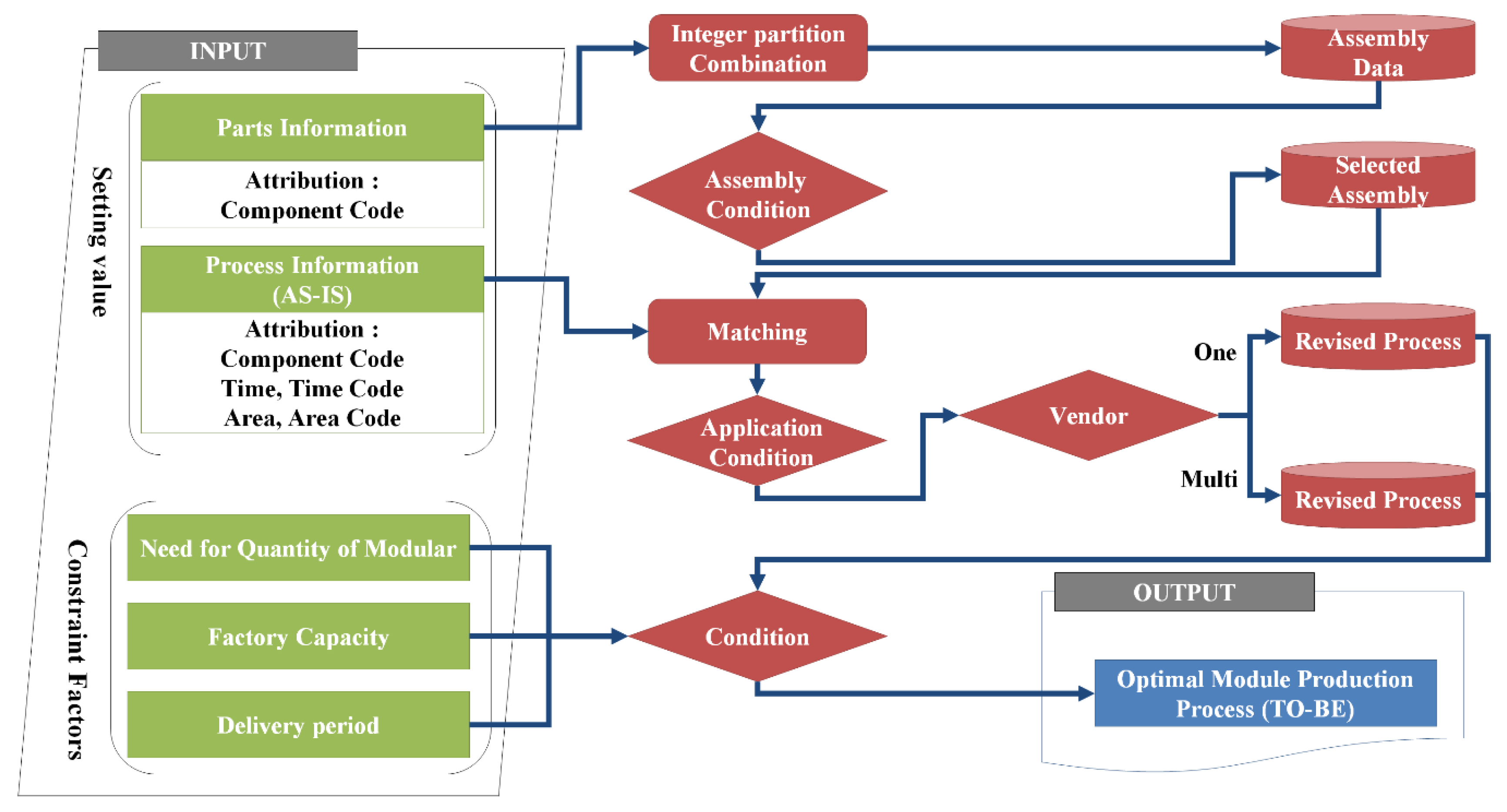
2.2.3. Model Development
2.2.4. Defining Component Information
2.2.5. Prefabricated Component Combination Results
3. Results and Discussion
3.1. Model Application
3.1.1. Virtual Project Information
3.1.2. Analysis of Existing Factory Manufacturing Process
3.2. Model Application Result and Discussion
4. Summary and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Lee, C.-J.; Lim, S.-H. An Analysis on Architectural Characteristics of Domestic Modular Housing and Building Material Standardization Effect through MC Design. J. Korean Hous. Assoc. 2015, 26, 103–113. [Google Scholar] [CrossRef][Green Version]
- Nam, S.; Lee, D.; Cho, B.-H.; Kim, K. Integrated Management Software for Factory Production of Modular Buildings. Adv. Civ. Eng. 2019, 2019, 1–10. [Google Scholar] [CrossRef]
- Mohsen, O.M.; Knytl, P.J.; Abdulaal, B.; Olearczyk, J.; Al-Hussein, M. In Simulation of modular building construction. In Proceedings of the 2008 Winter Simulation Conference, Miami, FL, USA, 7–10 December 2008; pp. 2471–2478. [Google Scholar]
- Quale, J. Design in Modular Construction. J. Arch. Educ. 2017, 71, 119–120. [Google Scholar] [CrossRef]
- Yoon, J.; Shin, D.; Cha, H.; Kim, K. A Business Model for Application of the Modular Building in the Rental Market. Korean J. Constr. Eng. Manag. 2015, 16, 3–11. [Google Scholar] [CrossRef]
- Lee, J.; Hyun, H. Multiple Modular Building Construction Project Scheduling Using Genetic Algorithms. J. Constr. Eng. Manag. 2019, 145, 04018116. [Google Scholar] [CrossRef]
- Alvanchi, A.; Lee, S.; Abourizk, S. Dynamics of Working Hours in Construction. J. Constr. Eng. Manag. 2012, 138, 66–77. [Google Scholar] [CrossRef]
- Bae, B.-Y.; Kim, K.; Cha, H.-S.; Shin, D.-W. To Improve Production Process of the Modular Using the Conveyor System. Korean J. Constr. Eng. Manag. 2012, 13, 103–112. [Google Scholar] [CrossRef][Green Version]
- Martinez, P.; Livojevic, M.; Jajal, P.; Aldrich, D.R.; Al-Hussein, M.; Ahmad, R. Simulation-Driven Design of Wood Framing Support Systems for Off-Site Construction Machinery. J. Constr. Eng. Manag. 2020, 146, 04020075. [Google Scholar] [CrossRef]
- Taghaddos, H.; AbouRizk, S.; Mohamed, Y.; Hermann, R. In Integrated simulation-based scheduling for module assembly yard. In Proceedings of the Construction Research Congress 2009: Building a Sustainable Future, Seattle, WA, USA, 5–7 April 2009; pp. 1270–1279. [Google Scholar]
- Moghadam, M.; Al-Hussein, M.; Al-Jibouri, S.; Telyas, A. Post simulation visualization model for effective scheduling of modular building construction1This paper is one of a selection of papers in this Special Issue on Construction Engineering and Management. Can. J. Civ. Eng. 2012, 39, 1053–1061. [Google Scholar] [CrossRef]
- Abu Hammad, A.; Senghore, O.; Hastak, M.; Syal, M. Simulation Model for Manufactured Housing Processes. Inf. Technol. Civ. Eng. Int. 2002, 286–297. [Google Scholar] [CrossRef]
- Kim, T.-Y.; Park, M.-S.; Lee, H.-S.; Suh, S.-W.; Lee, J.-H.; Kim, S.-Y. Optimization methodology of modular unit factory production process using DSM. J. Archit. Inst. Korea Struct. Constr. 2013, 29, 113–122. [Google Scholar]
- Lee, D.-Y.; Nam, S.-H.; Lee, J.-S.; Jung, D.-I.; Kim, K.-R.; Cho, B.-H. Factory Production Management of Modular Units Using MFD 2019. J. Archit. Inst. Korea Struct. Constr. 2019, 35, 139–146. [Google Scholar]
- Narasimhan, K. The Goal: A Process of Ongoing Improvement. Meas. Bus. Excel. 2005, 9, 76. [Google Scholar] [CrossRef]
- Lee, J.; Park, M.; Lee, H.-S.; Kim, T.; Kim, S.; Hyun, H. Workflow dependency approach for modular building construction manufacturing process using Dependency Structure Matrix (DSM). KSCE J. Civ. Eng. 2016, 21, 1525–1535. [Google Scholar] [CrossRef]
- Browning, T.R.; Yassine, A.A. Resource-constrained multi-project scheduling: Priority rule performance revisited. Int. J. Prod. Econ. 2010, 126, 212–228. [Google Scholar] [CrossRef]
- Anavi-Isakow, S.; Golany, B. Managing multi-project environments through constant work-in-process. Int. J. Proj. Manag. 2003, 21, 9–18. [Google Scholar] [CrossRef]
- Senghore, O.; Hastak, M.; Abdelhamid, T.S.; Abuhammad, A.; Syal, M.G. Production Process for Manufactured Housing. J. Constr. Eng. Manag. 2004, 130, 708–718. [Google Scholar] [CrossRef]
- Abu Hammad, A. Simulation modeling for manufactured housing processes. Master Thesis, University of Cincinnati, Cincinnati, OH, USA, 2001. [Google Scholar]
- Abu Hammad, A.; Hastak, M.; Syal, M. Comparative Study of Manufactured Housing Production Systems. J. Arch. Eng. 2004, 10, 136–142. [Google Scholar] [CrossRef]
- Mehrotra, N.; Syal, M.; Hastak, M. Manufactured Housing Production Layout Design. J. Arch. Eng. 2005, 11, 25–34. [Google Scholar] [CrossRef]
- Banerjee, D.; Syal, M.; Hastak, M. Material Flow-Based Facility Layout Analysis of a Manufactured Housing Production Plant. J. Arch. Eng. 2006, 12, 196–206. [Google Scholar] [CrossRef]
- Review of Factory Design for Modular Homebuilding: Equipping the Modular Factory for Success by Michael A. Mullens. J. Arch. Eng. 2012, 18, 198. [Google Scholar] [CrossRef]
- Moghadam, M.; Alwisy, A.; Al-Hussein, M. In Integrated BIM/Lean base production line schedule model for modular construction manufacturing. In Proceedings of the Construction Research Congress 2012: Construction Challenges in a Flat World, West Lafayette, Indiana, 21–23 May 2012; pp. 1271–1280. [Google Scholar]
- KICT. Representative examples of domestic modular construction. In Smart, Speedy, and Sustainable Modular Building; Korea Institute of Civil Engineering and Building Technology: Goyang, Korea, 2020. [Google Scholar]
- Yang, S.-C.; Lee, J.-S. Evaluation on the Fire Resistance Performance for High-Rise Modular Walls. J. Korea Inst. Struct. Maint. Insp. 2019, 23, 15–22. [Google Scholar]
- Frenken, K.; Mendritzki, S. Optimal modularity: A demonstration of the evolutionary advantage of modular architectures. J. Evol. Econ. 2011, 22, 935–956. [Google Scholar] [CrossRef][Green Version]
- Browning, T. Applying the design structure matrix to system decomposition and integration problems: A review and new directions. IEEE Trans. Eng. Manag. 2001, 48, 292–306. [Google Scholar] [CrossRef]
- Eppinger, S.D.; Browning, T.R. Design Structure Matrix Methods and Applications; MIT Press: Cambridge, MA, USA, 2012. [Google Scholar]
- Yassine, A. An introduction to modeling and analyzing complex product development processes using the design structure matrix (DSM) method. Urbana 2004, 51, 1–17. [Google Scholar]
- Yang, Q.; Yao, T.; Lu, T.; Zhang, B. An Overlapping-Based Design Structure Matrix for Measuring Interaction Strength and Clustering Analysis in Product Development Project. IEEE Trans. Eng. Manag. 2014, 61, 159–170. [Google Scholar] [CrossRef]
- Hölttä-Otto, K.; De Weck, O. Degree of Modularity in Engineering Systems and Products with Technical and Business Constraints. Concurr. Eng. 2007, 15, 113–126. [Google Scholar] [CrossRef]
- KICT. Technical Development of Modular Construction in Mid-High Rise Building and Higher Productivity. Unpublished work. 2015. [Google Scholar]
- Vrijhoef, R.; Koskela, L. The four roles of supply chain management in construction. Eur. J. Purch. Supply Manag. 2000, 6, 169–178. [Google Scholar] [CrossRef]
- Lee, J.; Park, M.; Lee, H.-S.; Hyun, H. Classification of Modular Building Construction Projects Based on Schedule-Driven Approach. J. Constr. Eng. Manag. 2019, 145, 04019031. [Google Scholar] [CrossRef]
- Wu, S.-Y.D.; Wysk, R.A. An application of discrete-event simulation to on-line control and scheduling in flexible manufacturing. Int. J. Prod. Res. 1989, 27, 1603–1623. [Google Scholar] [CrossRef]
- Riley, D.; Sanvido, V. In Space planning for mechanical, electrical, plumbing and fire protection trades in multi-story building construction. In Proceedings of the 5th ASCE Construction Congress, San Diego, CA, USA, 5–7 April 1997. [Google Scholar]
- Rausch, C.; Nahangi, M.; Perreault, M.; Haas, C.; West, J. Optimum Assembly Planning for Modular Construction Components. J. Comput. Civ. Eng. 2017, 31, 04016039. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Preassembly Conditions and Rules |
|---|---|
| Cluster 1 (short-side wall) |
|
| Cluster 2 (long-side wall) |
|
| Cluster 3 (outer wall) |
|
| Cluster 4 (floor) |
|
| Cluster 5 (ceiling) |
|
| Cluster 6 (pipe shaft) |
|
| Cluster 7 (bathroom) |
|
| Category | Station | Activity | Cycle Time (min) |
|---|---|---|---|
| 1 | Pre-Station1 | Ceiling electric piping production | 15 |
| 2 | Pre-Station2 | Exterior short sidewall frame fabrication | 60 |
| 3 | Pre-Station3 | Ceiling frame fabrication | 30 |
| 4 | Pre-Station3 | Ceiling plywood installation | 15 |
| 5 | Pre-Station3 | Ceiling electric piping installation | 15 |
| 6 | Pre-Station4 | Temporary assembly of module units (pre-manufactured parts applied: floorplate, toilet) | 120 |
| 7 | Pre-Station5 | Module unit assembly and repair | 90 |
| 8 | Pre-Station6 | Equipment rack production | 50 |
| 9 | Pre-Station7 | Exterior wall panel frame assembly | 60 |
| 10 | Pre-Station7 | Exterior wall panel exterior material installation | 30 |
| 11 | Station 1 | Equipment rack installation | 45 |
| 12 | Station1 | Short-side track and stud construction | 20 |
| 13 | Station1 | Installation of gypsum board inside short side | 40 |
| 14 | Station1 | Window/door frame installation | 40 |
| 15 | Station1 | Short-side cable piping construction | 20 |
| 16 | Station1 | Short-side distribution board and outlet installation | 20 |
| 17 | Station2 | Long-side track and stud construction | 60 |
| 18 | Station2 | Installation of gypsum board inside long side | 30 |
| 19 | Station2 | Long-side pipe construction | 30 |
| 20 | Station2 | Long-side electric wire piping construction | 30 |
| 21 | Station2 | Installation of distribution board and outlet on long side | 30 |
| 22 | Station2 | Installation of gypsum board inside long side | 30 |
| 23 | Station3 | Short-side insulation installation | 40 |
| 24 | Station3 | Installation of insulation on long side | 60 |
| 25 | Station3 | Long-side standing/wiring construction | 20 |
| 26 | Station3 | Short-side standing/wiring construction | 20 |
| 27 | Station4 | Ceiling standing/wiring construction | 20 |
| 28 | Station4 | Ceiling plumbing installation | 10 |
| 29 | Station4 | Short-side (corridor) gypsum board installation | 20 |
| 30 | Station4 | Short-side CRC installation | 40 |
| 31 | Station5 | Long-side CRC installation | 50 |
| 32 | Station5 | Exterior wall panel construction | 60 |
| 33 | Station5 | Hanger bolt installation | 20 |
| 34 | Station5 | M or T bar installation | 20 |
| 35 | Station5 | Channel installation | 20 |
| 36 | Station6 | Installation of gypsum board for ceiling of module unit | 60 |
| 37 | Post-Station | Dry floor installation (bottom) | 60 |
| 38 | Post-Station | Dry floor installation (top) | 60 |
| 39 | Post-Station | Wallpaper (ceiling/wall) | 60 |
| 40 | Post-Station | Floor finishing | 60 |
| 41 | Post-Station | Electrical (lighting)/equipment (switch, outlet) installation | 60 |
| 42 | Post-Station | Electrical equipment installation | 60 |
| 43 | Post-Station | Packaging/quality inspection and stacking | 30 |
| Category | Prefabricated Lightweight Steel | Prefabricated Lightweight Steel and Gypsum Board |
|---|---|---|
| Installation | 7 min 25 s | 13 min 42 s |
| Total | 23 min 33 s | 41 min 29 s |
| Category | Assumptions | Note |
|---|---|---|
| Number of production lines | 1 | |
| Working time | 480 min (8 h) | |
| Module size | Horizontal 5.3 m, Vertical 15.6 m | |
| Module transportation time | 15 min from Pre-Station to Station 15 min to outside yard 5 min for other transportation | |
| Factory area utilization rate (Area required for process/Total area) | 55% |
| Category | Task Detail | Component Code | Time (min) | Area (m2) | Area Code |
|---|---|---|---|---|---|
| Pre-Station2 | Exterior short sidewall frame production | SW1 SW2 | 60 | 85 | S_WA1 |
| Category | Task Detail | Component Code (PCi) | Cycle Time (MPTi, min) | Area (Ai, m2) | Area Code | |
|---|---|---|---|---|---|---|
| 1 | Pre-Station1 | Ceiling electric piping production | - | 15 | 25 | Yard_WA1 |
| 2 | Pre-Station2 | Exterior short sidewall frame production | SW1 SW2 | 60 | 85 | S_WA1 |
| 3 | Pre-Station3 | Ceiling frame production | CL1 LC2 | 30 | 120 | S_WA2 |
| ………………………………………………………………………………………………………… | ||||||
| 12 | Station1 | Short-side track and stud construction | SW3 SW4 | 20 | 82.68 | WA1 |
| 13 | Station1 | Installation of gypsum board inside short side | SW5 | 40 | 82.68 | WA1 |
| 14 | Station1 | Window/door frame installation | SW12 SW13 | 40 | 82.68 | WA1 |
| 15 | Station1 | Short-side wire piping construction | SW9 | 20 | 82.68 | WA1 |
| 16 | Station1 | Short-side distribution board and outlet installation | SW10 | 20 | 82.68 | WA1 |
| 17 | Station2 | Long-side track and stud construction | LW1 LW2 | 60 | 82.68 | WA2 |
| 18 | Station2 | Long-side gypsum board installation | LW3 | 30 | 82.68 | WA2 |
| 19 | Station2 | Long-side pipe construction | LW6 | 30 | 82.68 | WA2 |
| 20 | Station2 | Long-side electric wire piping construction | LW7 | 30 | 82.68 | WA2 |
| 21 | Station2 | Long-side distribution board and outlet installation | LW8 | 30 | 82.68 | WA2 |
| 22 | Station2 | Long-side gypsum board installation | LW3 | 30 | 82.68 | WA3 |
| 23 | Station3 | Short-side insulation installation | SW6 | 40 | 82.68 | WA3 |
| 24 | Station3 | Long-side insulation installation | LW4 | 60 | 82.68 | WA3 |
| 25 | Station3 | Mooring and electric wiring long side | LW9 | 20 | 82.68 | WA3 |
| 26 | Station3 | Mooring and electric wiring short side | SW11 | 20 | 82.68 | WA3 |
| 27 | Station4 | Ceiling standing/wiring construction | CL10 | 20 | 82.68 | WA4 |
| 28 | Station4 | Ceiling plumbing installation | CL8 | 10 | 82.68 | WA4 |
| 29 | Station4 | Short-side (corridor) gypsum board installation | SW7 | 20 | 82.68 | WA4 |
| ………………………………………………………………………………………………………… | ||||||
| 43 | Post-Station | Packaging/quality inspection and stacking | - | 30 | 25 | Yard_WA2 |
| Category | No. | Prefabricated Components | Components |
|---|---|---|---|
| Short sidewall (SW) | 1 | - | SW3, SW4, SW5, SW6, SW7, SW8, SW9, SW10, SW11, SW12, SW13 |
| 2 | SW3, SW4, | SW5, SW6, SW7, SW8, SW9, SW10, SW11, SW12, SW13 | |
| 3 | SW3, SW4, SW5 | SW6, SW7, SW8, SW9, SW10, SW11, SW12, SW13 | |
| 4 | SW3, SW4, SW5, SW6, | SW7, SW8, SW9, SW10, SW11, SW12, SW13 | |
| 5 | SW3, SW4, SW12, SW13, | SW5, SW6, SW7, SW8, SW9, SW10, SW11 | |
| 6 | SW3, SW4, SW5, SW12, SW13 | SW6, SW7, SW8, SW9, SW10, SW11 | |
| 7 | SW3, SW4, SW5, SW6, SW12, SW13 | SW7, SW8, SW9, SW10, SW11 | |
| 8 | SW3, SW4, SW5, SW6, SW9, SW10, SW11 | SW7, SW8, SW12, SW13 | |
| 9 | SW3, SW4, SW5, SW6, SW9, SW10, SW11, SW12, SW13 | SW7, SW8, | |
| 10 | SW3, SW4, SW5, SW6, SW7, SW8, SW9, SW10, SW11, SW12, SW13 | - | |
| Long sidewall (LW) | 1 | - | LW1, LW2, LW3, LW4, LW5, LW6, LW7, LW8, LW9 |
| 2 | LW1, LW2 | LW3, LW4, LW5, LW6, LW7, LW8, LW9 | |
| 3 | LW1, LW2, LW3, | LW4, LW5, LW6, LW7, LW8, LW9 | |
| 4 | LW1,LW2, LW3, LW4 | LW5, LW6, LW7, LW8, LW9 | |
| 5 | LW1, LW2, LW3, LW4, LW6, LW7, LW8, LW9 | LW5 | |
| 6 | LW1, LW2, LW3, LW4, LW5, LW6, LW7, LW8, LW9 | - |
| Category | Component Combination | # of Components Applied | # of Stations | Factory Area (m2) | Production Time (in 100 Units, day) | |
|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 0 | 10 | 2294 | 16.58 |
| 2 | 1 | 2 | 2 | 10 | 2294 | 16.58 |
| 3 | 1 | 3 | 3 | 10 | 2294 | 16.58 |
| 4 | 1 | 4 | 4 | 10 | 2294 | 16.58 |
| 5 | 1 | 5 | 8 | 9 | 2144 | 16.44 |
| 6 | 1 | 6 | 9 | 10 | 2294 | 16.58 |
| 7 | 2 | 1 | 2 | 10 | 2294 | 16.58 |
| …… | ||||||
| 57 | 10 | 3 | 14 | 9 | 2144 | 16.44 |
| 58 | 10 | 4 | 15 | 8 | 1993 | 16.29 |
| 59 | 10 | 5 | 19 | 8 | 1993 | 16.29 |
| 60 | 10 | 6 | 20 | 9 | 2144 | 16.44 |
| Category | Detail |
|---|---|
| Production Method | Linear Production |
| # of Modules | 200 |
| Delivery period | 2 months (60 days) |
| Factory area | 4550 m2 (Inside 2050 m2 + Outside 2500 m2) |
| Category | Station | Task Detail | Time (min) | Category | Station | Task Detail | Cycle Time (min) |
|---|---|---|---|---|---|---|---|
| 1 | Pre-Station1 | Floor panel assembly | 120 | 18 | Station7 | CRC installation/exterior wall panel installation | 120 |
| 2 | Pre-Station2 | Deck plate and wire mesh installation | 120 | 19 | Station8 | Ceiling frame | 120 |
| 3 | Pre-Station2 | Concrete pouring | 30 | 20 | Station9 | Ceiling finish | 120 |
| 4 | Pre-Station2 | Curing | 1440 | 21 | Post-Station | Bathroom waterproof | 180 |
| 5 | Pre-Station3 | Ceiling electric piping production | 15 | 22 | Post-Station | Curing | 480 |
| 6 | Pre-Station4 | Exterior short sidewall frame fabrication | 60 | 23 | Post-Station | Lightweight foam concrete | 30 |
| 7 | Pre-Station5 | Ceiling frame production/plywood installation/electric piping installation | 60 | 24 | Post-Station | Curing | 1440 |
| 8 | Pre-Station6 | Module unit provisional assembly | 120 | 25 | Post-Station | Bathroom tile | 120 |
| 9 | Pre-Station7 | Module unit assembly and repair | 90 | 26 | Post-Station | Heating piping | 120 |
| 10 | Pre-Station8 | Equipment rack production | 50 | 27 | Post-Station | Floor plastering | 30 |
| 11 | Pre-Station9 | Exterior wall panel frame assembly | 60 | 28 | Post-Station | Curing | 1440 |
| 12 | Station1 | Equipment rack installation/stud and track installation | 120 | 29 | Post-Station | Installation of sanitary equipment | 60 |
| 13 | Station2 | Stud and track installation/door frame, screw frame installation | 120 | 30 | Post-Station | Papering | 60 |
| 14 | Station3 | Gypsum board installation | 120 | 31 | Post-Station | Floor finish | 60 |
| 15 | Station4 | Insulation material installation | 120 | 32 | Post-Station | Installation of electricity and equipment | 60 |
| 16 | Station5 | Electric wiring work | 120 | 33 | Post-Station | Packaging/quality inspection and storage | 30 |
| 17 | Station6 | Corridor wall plasterboard/CRC installation | 120 | - | - | ||
| Category | Station | Task Detail | Time (min) | Category | Station | Task Detail | Cycle Time (min) |
|---|---|---|---|---|---|---|---|
| 1 | Pre-Station1 | Floor panel assembly | 120 | 19 | Station3 | Hanger bolt installation | 20 |
| 2 | Pre-Station2 | Deck plate and wire mesh installation | 120 | 20 | Station3 | M or T bar installation | 20 |
| 3 | Pre-Station2 | Concrete pouring | 30 | 21 | Station3 | Channel installation | 20 |
| 4 | Pre-Station2 | Curing | 1440 | 22 | Station4 | Installation of gypsum board for ceiling of module unit | 60 |
| 5 | Pre-Station3 | Ceiling electric piping production | 15 | 23 | Post-Station | Toilet waterproof | 180 |
| 6 | Pre-Station4 | Exterior short sidewall frame fabrication | 60 | 24 | Post-Station | Curing | 480 |
| 7 | Pre-Station5 | Ceiling frame production/plywood installation/electric piping installation | 60 | 25 | Post-Station | Lightweight foam concrete | 30 |
| 8 | Pre-Station6 | Module unit provisional assembly | 120 | 26 | Post-Station | Curing | 1440 |
| 9 | Pre-Station7 | Module unit assembly and repair | 90 | 27 | Post-Station | Toilet tile | 120 |
| 10 | Pre-Station8 | Equipment rack production | 50 | 28 | Post-Station | Heating piping | 120 |
| 11 | Pre-Station9 | Exterior wall panel frame assembly | 60 | 29 | Post-Station | Floor plastering | 30 |
| 12 | Station1 | Equipment rack installation | 45 | 30 | Post-Station | Curing | 1440 |
| 13 | Station1 | Installation of pre-manufactured parts on short sidewall | 30 | 31 | Post-Station | Installation of sanitary equipment | 60 |
| 14 | Station2 | Installation of pre-manufactured parts on long sidewall | 60 | 32 | Post-Station | Papering | 60 |
| 15 | Station2 | Ceiling standing/wiring construction | 20 | 33 | Post-Station | Floor finish | 60 |
| 16 | Station2 | Ceiling plumbing installation | 10 | 34 | Post-Station | Installation of electricity and equipment | 60 |
| 17 | Station3 | Long-side CRC installation | 50 | 35 | Post-Station | Packaging/quality inspection and storage | 30 |
| 18 | Station3 | Exterior wall panel construction | 60 | - | - | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nam, S.; Yoon, J.; Kim, K.; Choi, B. Optimization of Prefabricated Components in Housing Modular Construction. Sustainability 2020, 12, 10269. https://doi.org/10.3390/su122410269
Nam S, Yoon J, Kim K, Choi B. Optimization of Prefabricated Components in Housing Modular Construction. Sustainability. 2020; 12(24):10269. https://doi.org/10.3390/su122410269
Chicago/Turabian StyleNam, Sunghoon, Jongsik Yoon, Kyungrai Kim, and Byungjoo Choi. 2020. "Optimization of Prefabricated Components in Housing Modular Construction" Sustainability 12, no. 24: 10269. https://doi.org/10.3390/su122410269
APA StyleNam, S., Yoon, J., Kim, K., & Choi, B. (2020). Optimization of Prefabricated Components in Housing Modular Construction. Sustainability, 12(24), 10269. https://doi.org/10.3390/su122410269