1. Introduction
Worldwide, environmental awareness has forced governments and leaders to take action to protect the planet from global warming and climate chaos. This trend was formalized in the Kyoto protocol (1997), where the main goal was to reduce greenhouse gas emissions [
1], and reaffirmed in the Paris Agreement. In this context, the asphalt industry is currently developing more sustainable technologies.
Hot mix asphalt (HMA) is the most widely used construction material for paving roads. Nearly 90% of paved roads in the world are made of asphalt mixtures [
2]. In Europe, more than 90% of paved roads are made of asphalt materials. Similar levels are found in the United States, Canada and Mexico, where the use of asphalt for paved roads exceeds 92%, 90% and 96%, respectively [
3]. Asphalt mixtures use asphalt binder, aggregates (sand and crushed rock) and mineral filler. This mixture is produced at high temperatures, between 150 °C and 190 °C, depending of the type of asphalt binder used. In the field, the mixture is spread and compacted on the road at high temperatures (120–140 °C). During these processes (production, storage and handling at high temperatures), a complex mixture of gases is released into the atmosphere [
4] and a large amount of energy is consumed [
4,
5]. At the same time, large volumes of raw materials are required due to the high demand for HMA [
3]. As mentioned above, technologies are needed to produce sustainable pavements, focusing on reducing emissions, saving energy and conserving natural resources [
6], while keeping costs as low as possible. Some researchers have identified and quantified asphalt mixture emissions, both in the plant and in the laboratory [
7,
8], resulting in different techniques for reducing emissions. Quian et al. [
9] proposed adding different fume suppressor agents, observing that by adding 3% of SBS, PE, melamine, nano-calcium carbonate and activated carbon in separate tests, asphalt fumes were reduced by 19.2%, 6.5%, 45.1, 4.8% and 41.6%, respectively. Autelitano et al. [
4] concluded that a 30 °C reduction in the manufacturing temperature of asphalt mixture, achieved by the addition of wax, cut emissions by half. Croteau and Tessier [
10] showed that a reduction of 20 °C in the manufacturing temperature decreased greenhouse gas emissions by between 20% and 35%, with a fuel saving of 2 l/ton of mixture. One of the main greenhouse gases is CO
2, which in asphalt paving is generated by two principal mechanisms: energy consumption during mixing and compaction processes; and binder oxidation at the high temperatures required for mixing [
11]. These processes involve CO
2 generation through molecular reaction by hydrocarbon oxidation [
12]. Some authors have indicated that naphthenic aromatic and polar aromatic compounds are the principal components responsible for CO
2 emissions [
13,
14]. This agrees with the study by Brandt and De Groot [
15], who concluded that in the temperature range between 140 °C and 190 °C, the fume-emission rate increased by a factor of 2 for each 12 °C increase in temperature. Therefore, reducing the manufacturing temperature of asphalt mixtures would appear to be the most effective way of reducing CO
2 emissions during asphalt mixture production and pavement construction [
12].
In the report presented by West et al., an average fuel saving of 22.1% was obtained by a temperature reduction of 9 °C in the asphalt mixture [
16]; thus, reducing manufacturing temperatures helps to reduce energy consumption [
17]. Many of the sustainable technologies reported relate to methods for producing warm mix asphalt (WMA) because these technologies help to decrease both energy consumption and emissions, and in some cases production costs (the reduction in fuel consumption may help compensate for the cost of WMA additive or equipment) [
10,
16]. WMA technologies allow the reduction in manufacturing and compaction temperatures without affecting mixture performance [
18]. Mohd et al. indicated that energy savings between 23% and 29% are possible through the use of WMA rather than HMA [
19].
WMA technologies are classified in three major categories: asphalt foaming technologies, organic additives and chemical additives [
18]. The benefits of these technologies include reducing emissions, saving energy, reducing fuel consumption, extending the paving season, reducing workers’ exposure to gas and temperature, and improving field compaction, as well as the potential for including a higher proportion of reclaimed asphalt pavement (RAP) [
20]. Foaming processes are the most common WMA technology [
21]. One of these, the indirect foaming technique, includes the addition of synthetic zeolite, one of the most common additives for WMA production [
22]. Synthetic zeolite is a porous mineral with crystallized water in its structure (ca. 20%) composed of aluminosilicates of alkali metals [
23]. This water is released for 6 or 7 h when the synthetic zeolite comes into contact with the preheated asphalt binder; it generates micro-foam, leading to an increase in the volume of the binder and reducing its viscosity [
20], thereby increasing aggregate coating and the workability of the mixture [
24].
Finally, it is necessary to solve the high consumption of raw materials and the waste generated by the replacement of deteriorated pavement. In this context, the replacement of raw materials by RAP in asphalt mixtures (WMA–RAP) achieves important benefits, because the use of virgin materials, both asphalt binder and aggregates, is reduced [
25]. The use of RAP is an opportunity to reduce the impacts associated with extraction of the used material as well as the transportation of raw materials (energy consumption, carbon footprint and cost). Furthermore, the quantity of waste produced is reduced, helping to solve the final disposal problems of highway construction materials in landfills [
26,
27]. Some authors indicate that WMA technologies may help to increase the proportion of RAP in the asphalt mixture [
28,
29]. A larger proportion of RAP can be included in foamed WMA [
27] than in other WMA technologies. In this context, the Road Pavement Research Group at Universidad de La Frontera has carried out a project to design and develop asphalt mixtures with greater energy efficiency and lower environmental impact. These are WMA and WMA–RAP mixtures which use a local natural zeolite (clinoptilolite-modernite type), extracted from the central zone of Chile, as the additive. In the present work, we studied five WMA types: two WMA with 0.3% and 0.6% natural zeolite content, and three WMA–RAP with 0.6% natural zeolite and different RAP contents (10%, 20% and 30%). The control was a standard HMA. The first part of this study, published recently, concluded that these WMA and WMA–RAP performed well in rutting, cracking resistance, fatigue and moisture damage tests [
30]. The present paper presents the second part of the study, the object of which is to assess emissions and energy consumption in the manufacturing process, including a cost analysis of the different mixtures.
4. Conclusions
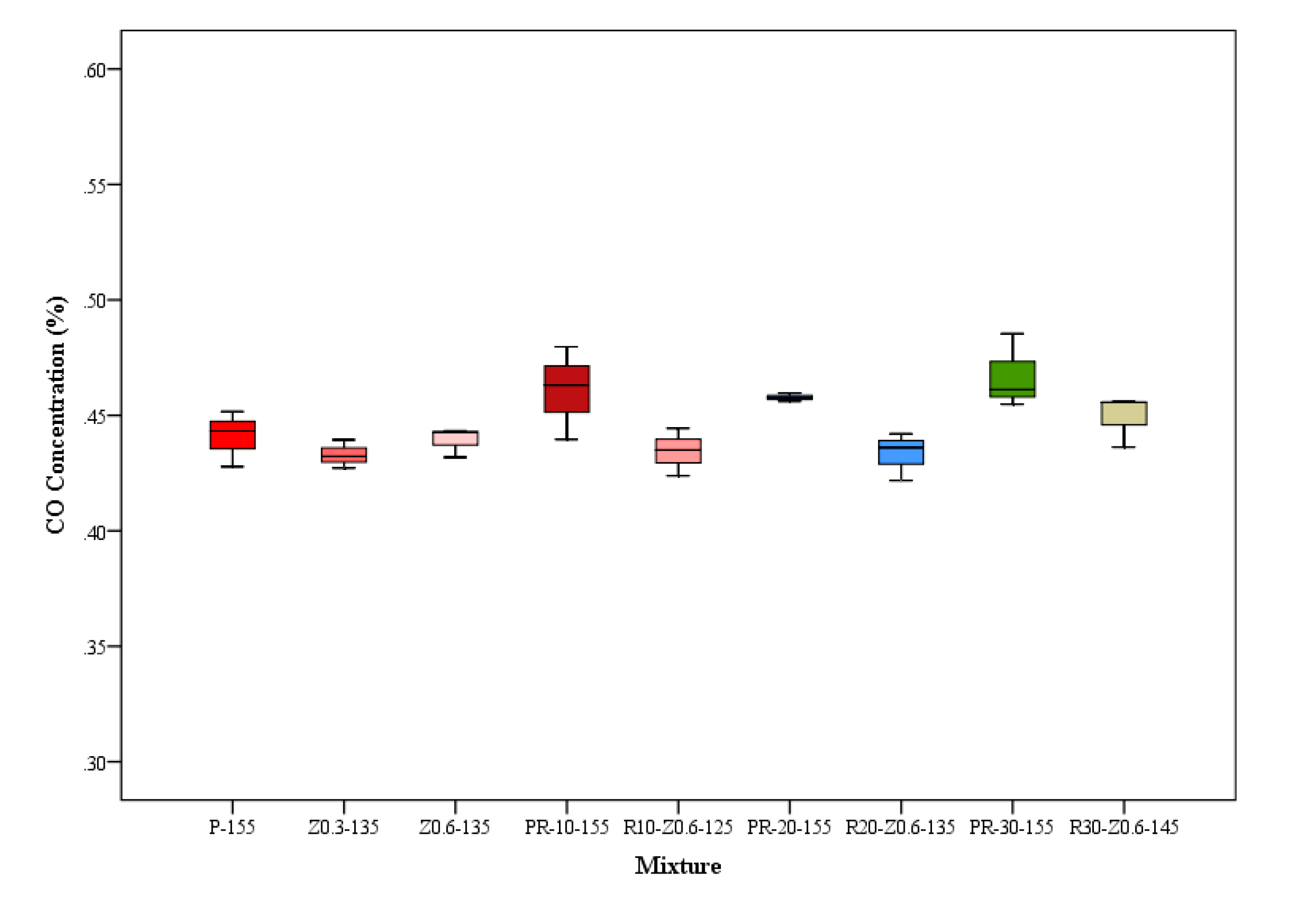
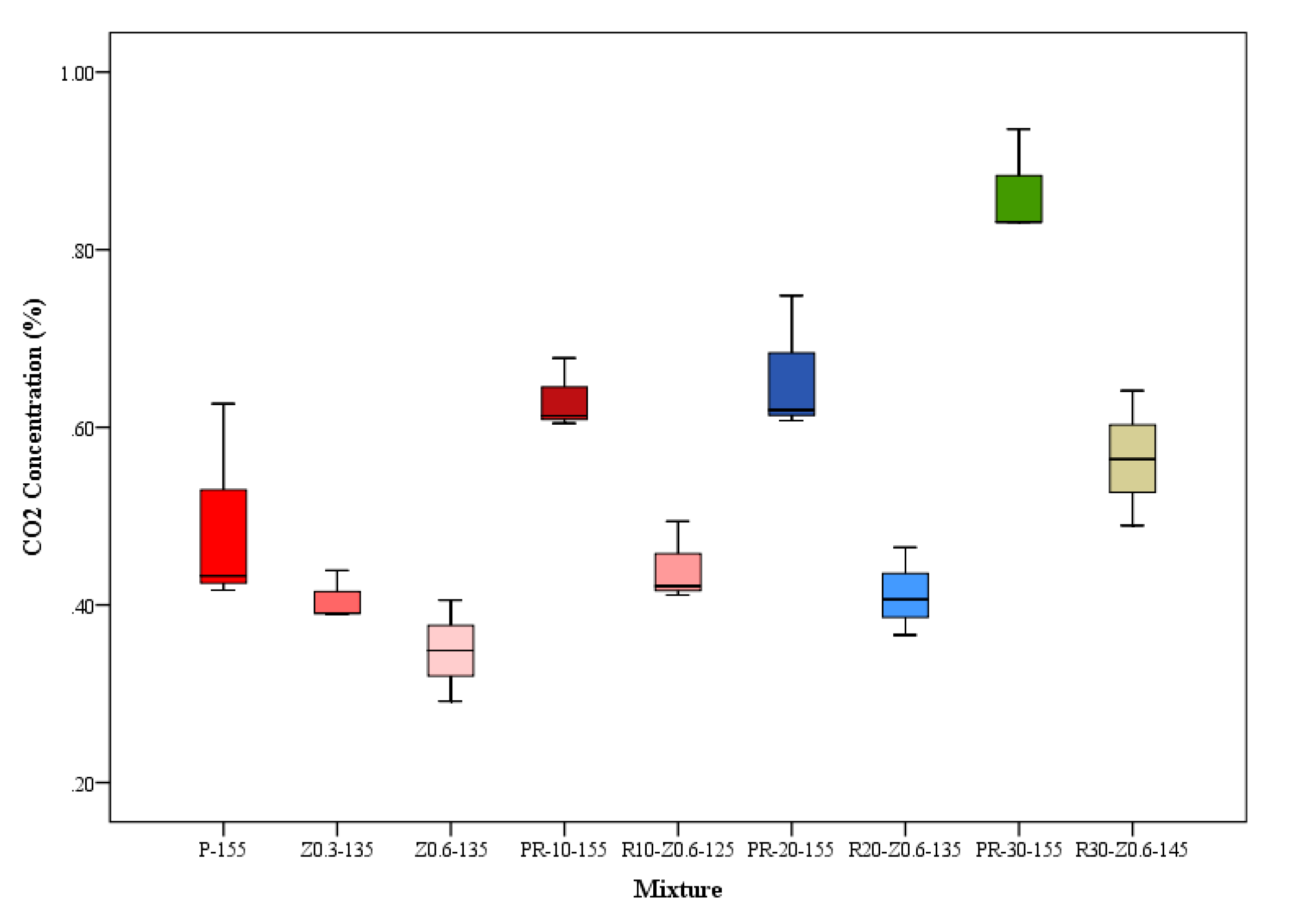
The present study focused on the gas emissions, energy consumption and production costs of WMA and WMA-RAP, in comparison with a reference mixture. In terms of gas emissions, all the WMA showed reductions in direct CO2 emissions of 17% and 23%, respectively with the addition of 0.3% and 0.6% natural zeolite. The CO2 reductions for WMA-RAP were higher, reaching 37% for WMA-RAP with 20% RAP manufactured at 135 °C and 35% for WMA-RAP with 30% RAP manufactured at 145 °C. The reductions in CO emissions were smaller than those achieved for CO2: for WMA, the CO reduction was not statistically significant, whereas for WMA-RAP the CO emissions decreased by nearly 6%. On this point, it is remarkable that the CO emissions are not only correlated to fuel burning; in this research CO emissions were detected although the fuel burning process was excluded. For all asphalt mixtures evaluated, SO2 emissions were out of the detection ranges (0.05%); this could be because SO2 is generated by the combustion process and is highly dependent on fuel type, which was not considered here.
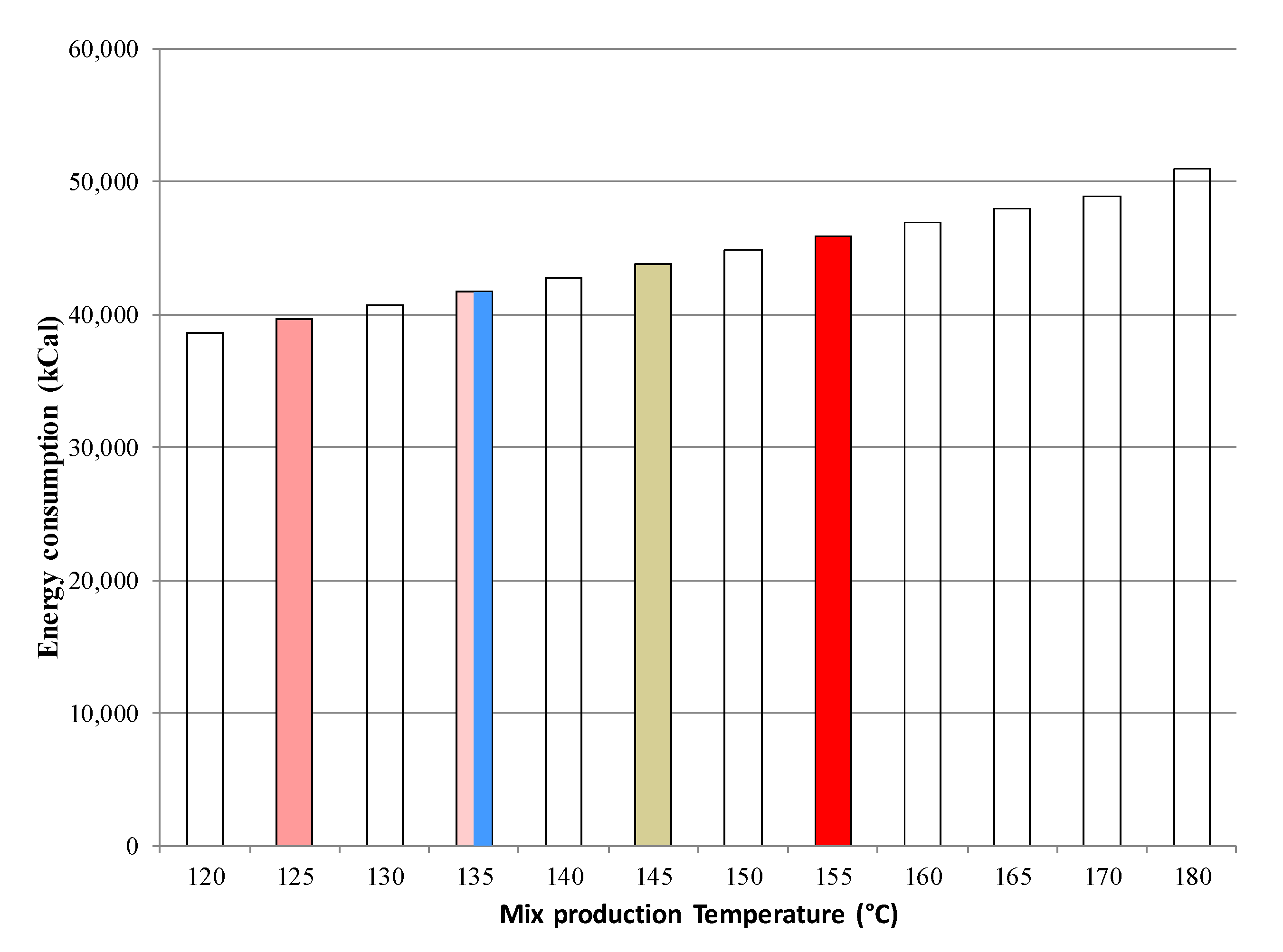
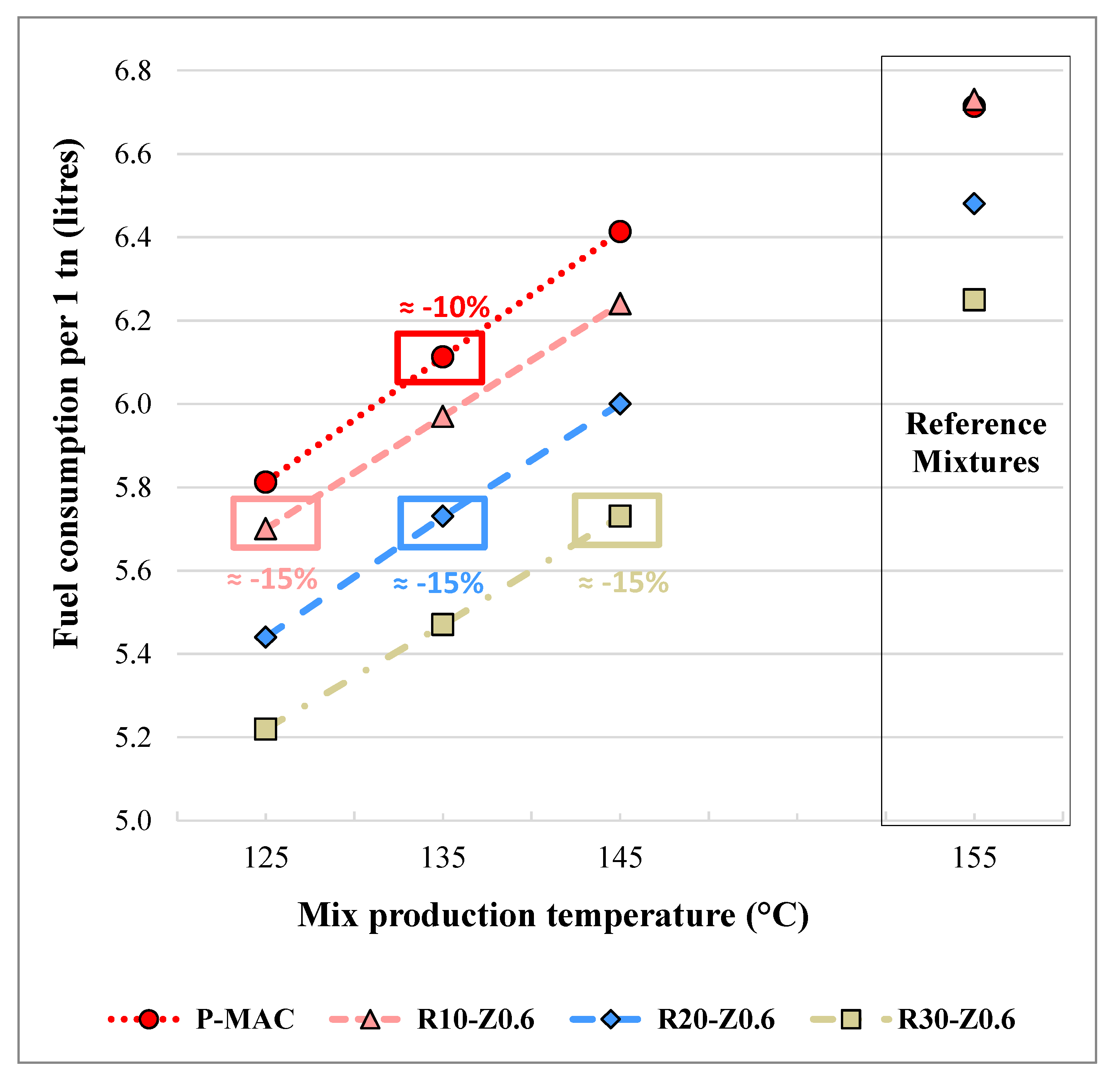
Reductions in energy consumption were found in the range of 5% to 13%, similar to the reductions reported by other researchers.
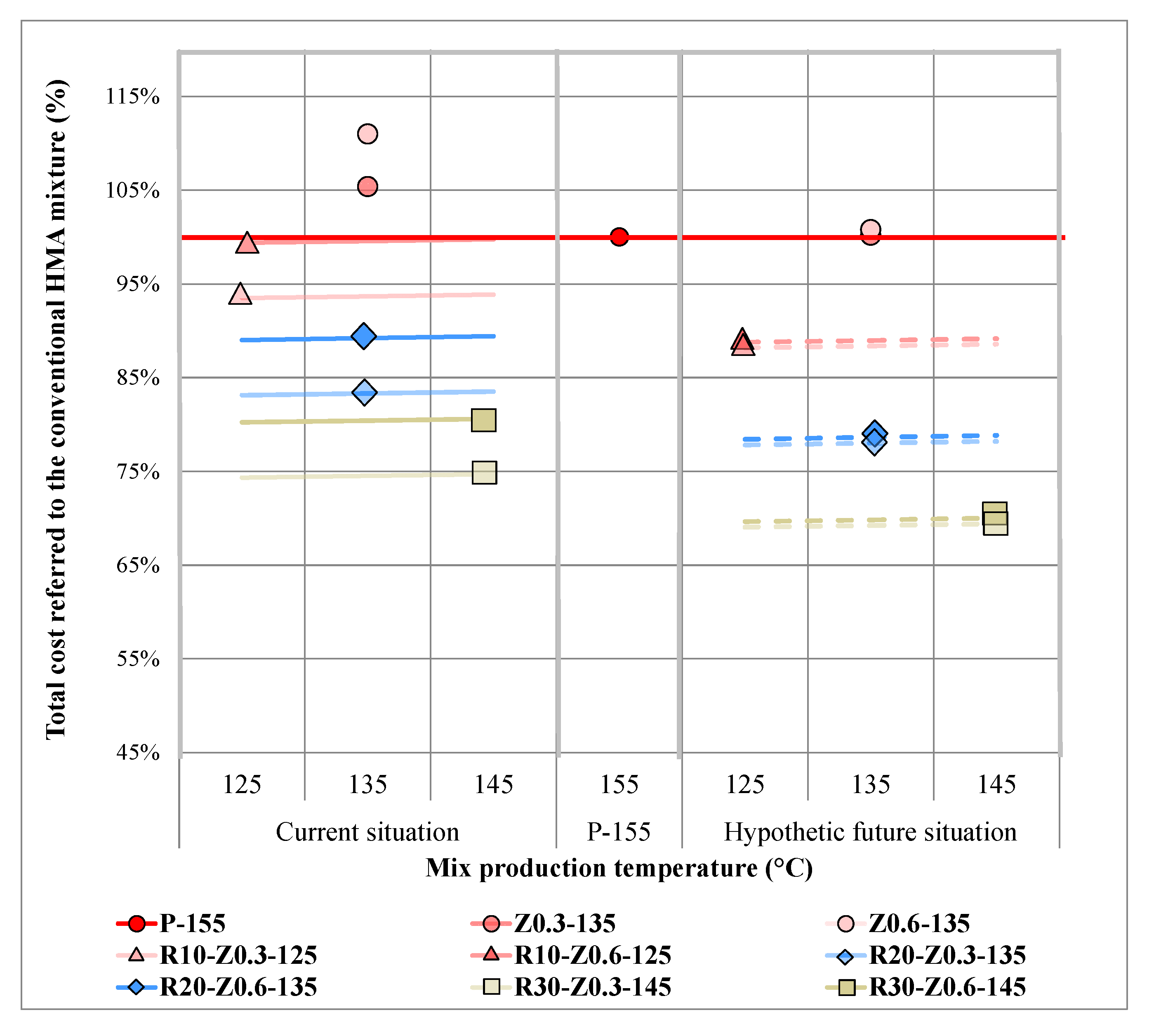
Finally, in the cost evaluation, the cost reduction for WMA achieved by reduced fuel consumption was not enough to compensate the current additional cost of the additive; these mixtures are still slightly more expensive than the reference mixture. The situation for WMA-RAP was different: production cost savings close to 25% were achieved for the mixtures with 30% RAP and 0.3% natural zeolite.
Our results show that all the asphalt mixtures evaluated presented reduced gas emissions and energy/fuel consumption, with a cost similar to the control HMA. In addition, if the mixtures are manufactured with RAP, the benefits will be greater thanks to the energy and cost savings; mixtures containing RAP also offer environmental benefits, which include lower emissions and the use of recycled asphalt pavement materials.

 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}