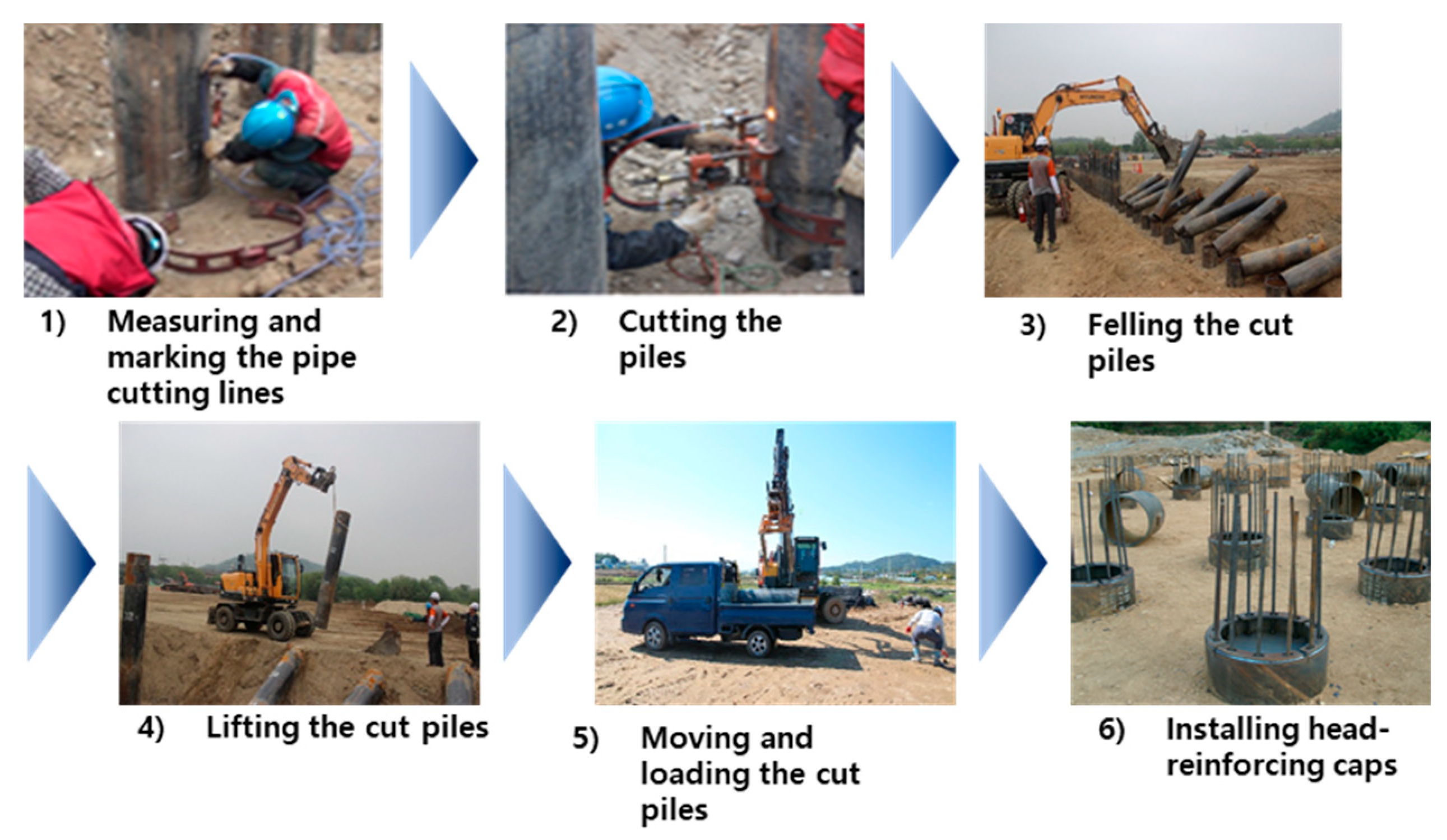
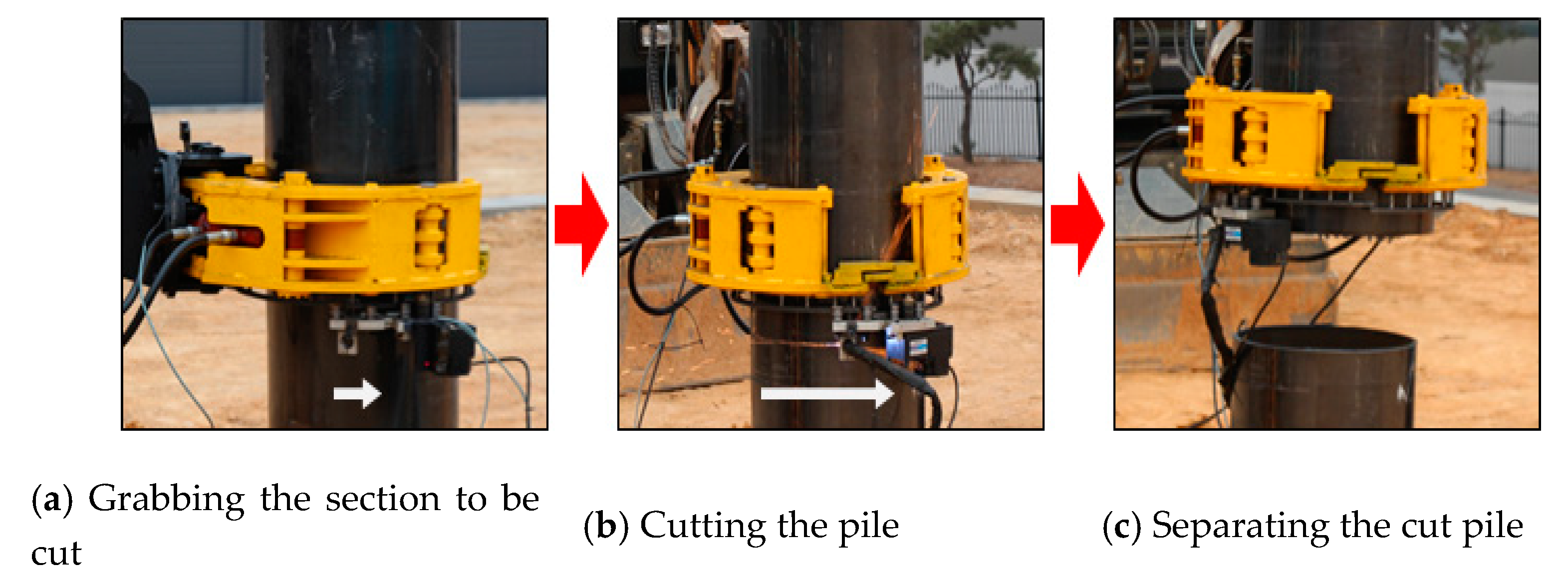
Figure 1.
Processes of steel pipe pile head cutting work.
Figure 1.
Processes of steel pipe pile head cutting work.
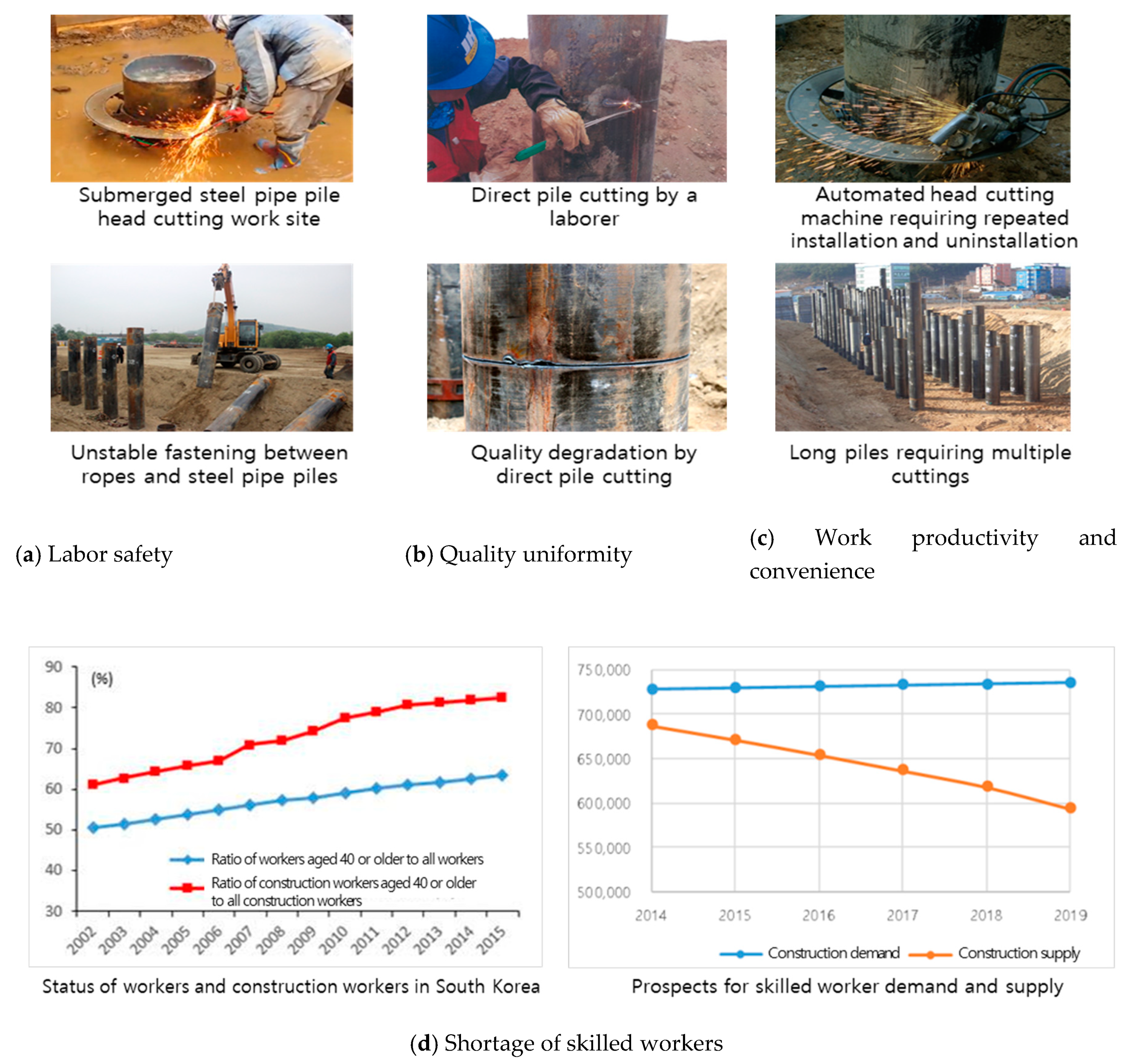
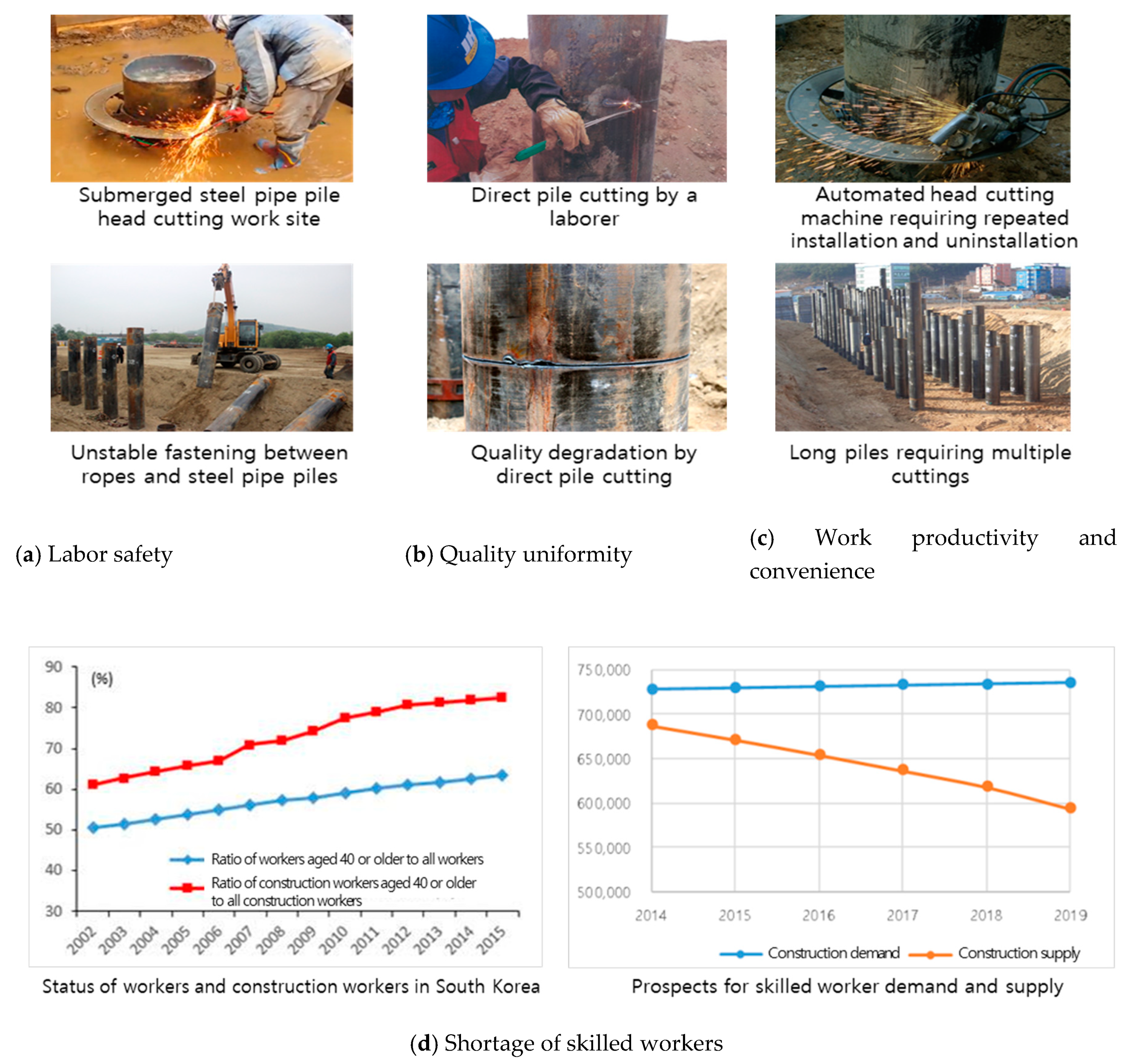
Figure 2.
Problems with steel pipe pile head cutting work.
Figure 2.
Problems with steel pipe pile head cutting work.
Figure 3.
Steel pipe pile head cutting robot [
6].
Figure 3.
Steel pipe pile head cutting robot [
6].
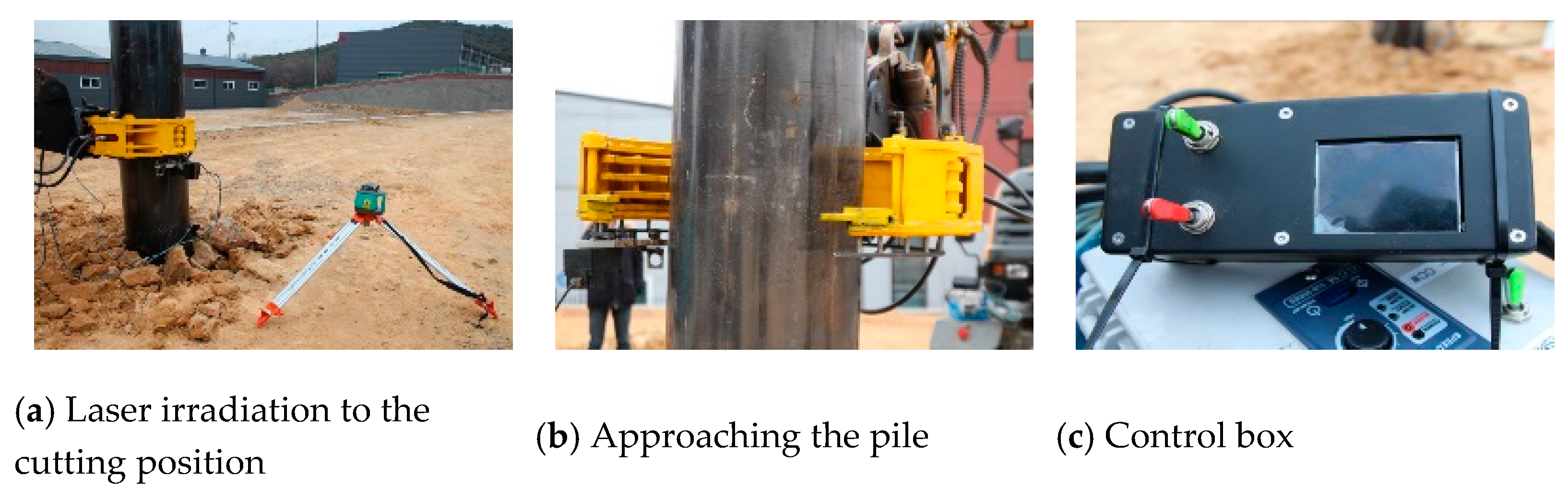
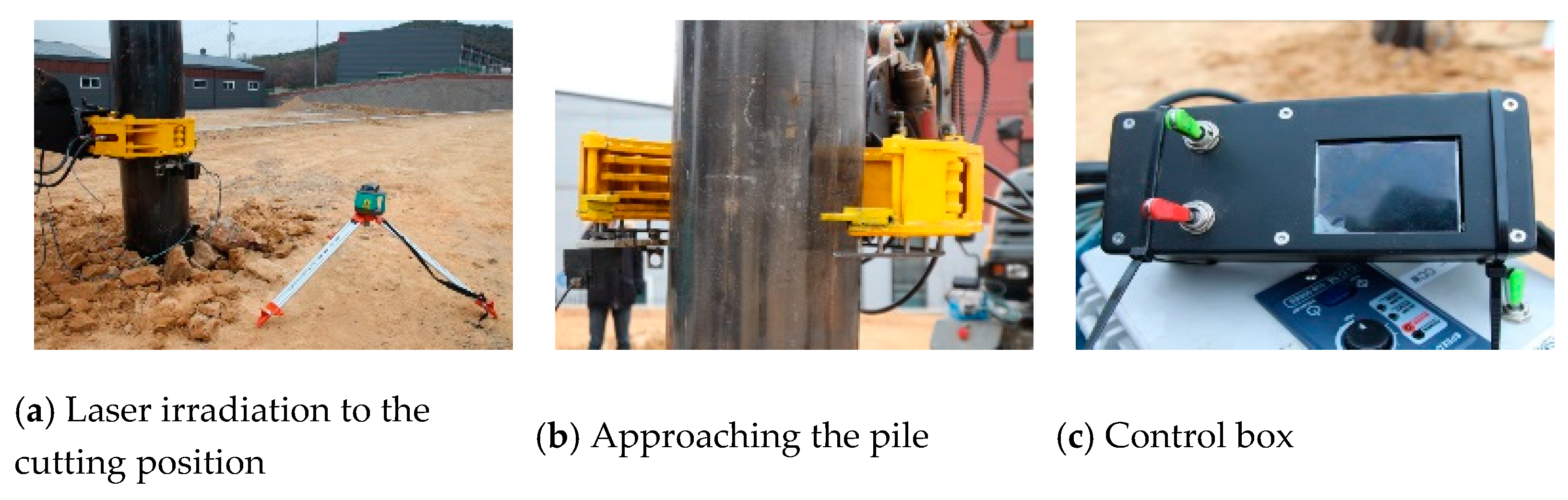
Figure 4.
Operating process of the sensing unit of the steel pipe pile head cutting robot.
Figure 4.
Operating process of the sensing unit of the steel pipe pile head cutting robot.
Figure 5.
Operating process of the handling unit of the steel pipe pile head cutting robot.
Figure 5.
Operating process of the handling unit of the steel pipe pile head cutting robot.
Figure 6.
Operating process of the cutting unit of the steel pipe pile head cutting robot.
Figure 6.
Operating process of the cutting unit of the steel pipe pile head cutting robot.
Figure 7.
Work process of the steel pipe pile head cutting robot.
Figure 7.
Work process of the steel pipe pile head cutting robot.
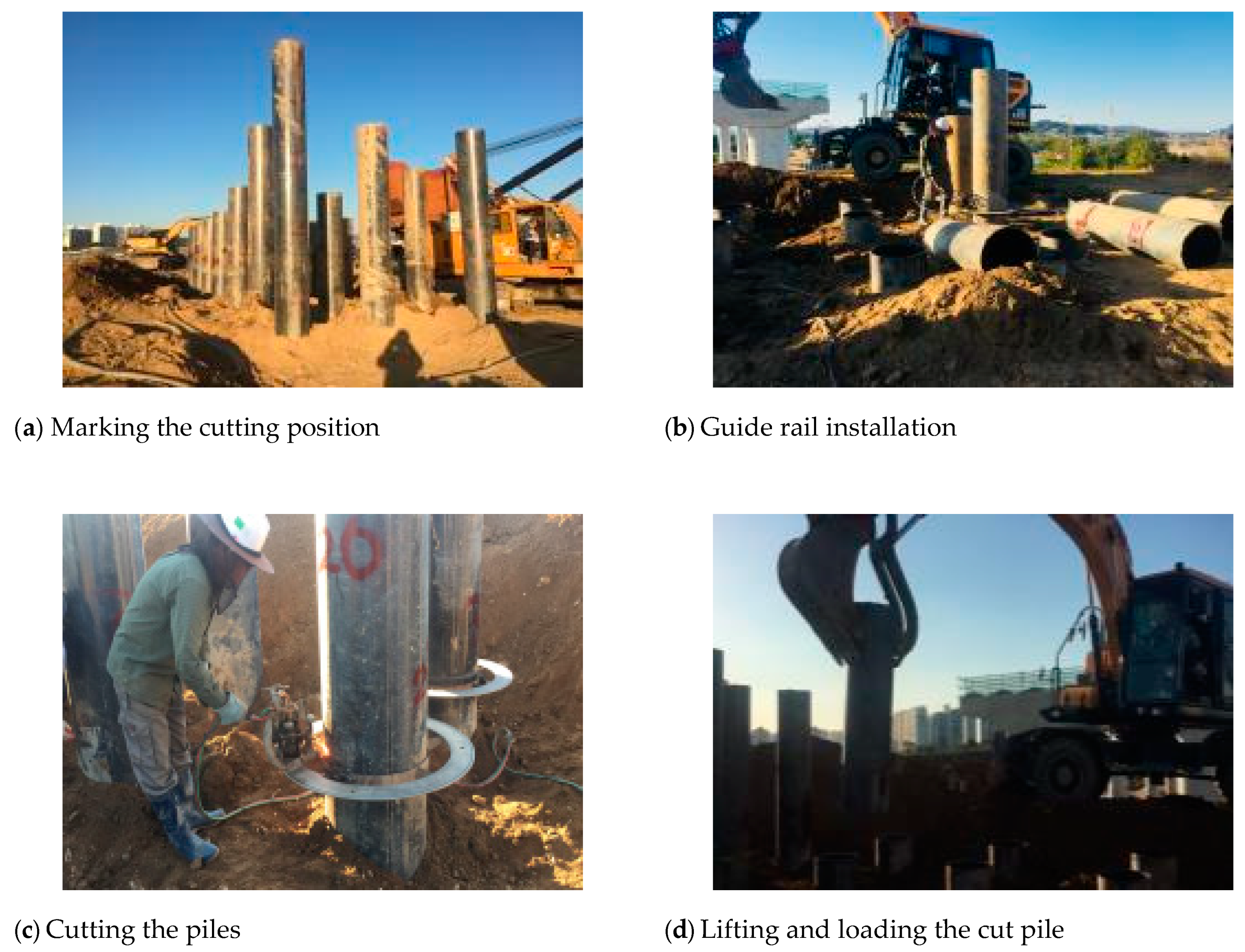
Figure 8.
Steel pipe pile head cutting work using the conventional method (Asan city).
Figure 8.
Steel pipe pile head cutting work using the conventional method (Asan city).
Figure 9.
Steel pipe pile head cutting work using the automated method (Asan city).
Figure 9.
Steel pipe pile head cutting work using the automated method (Asan city).
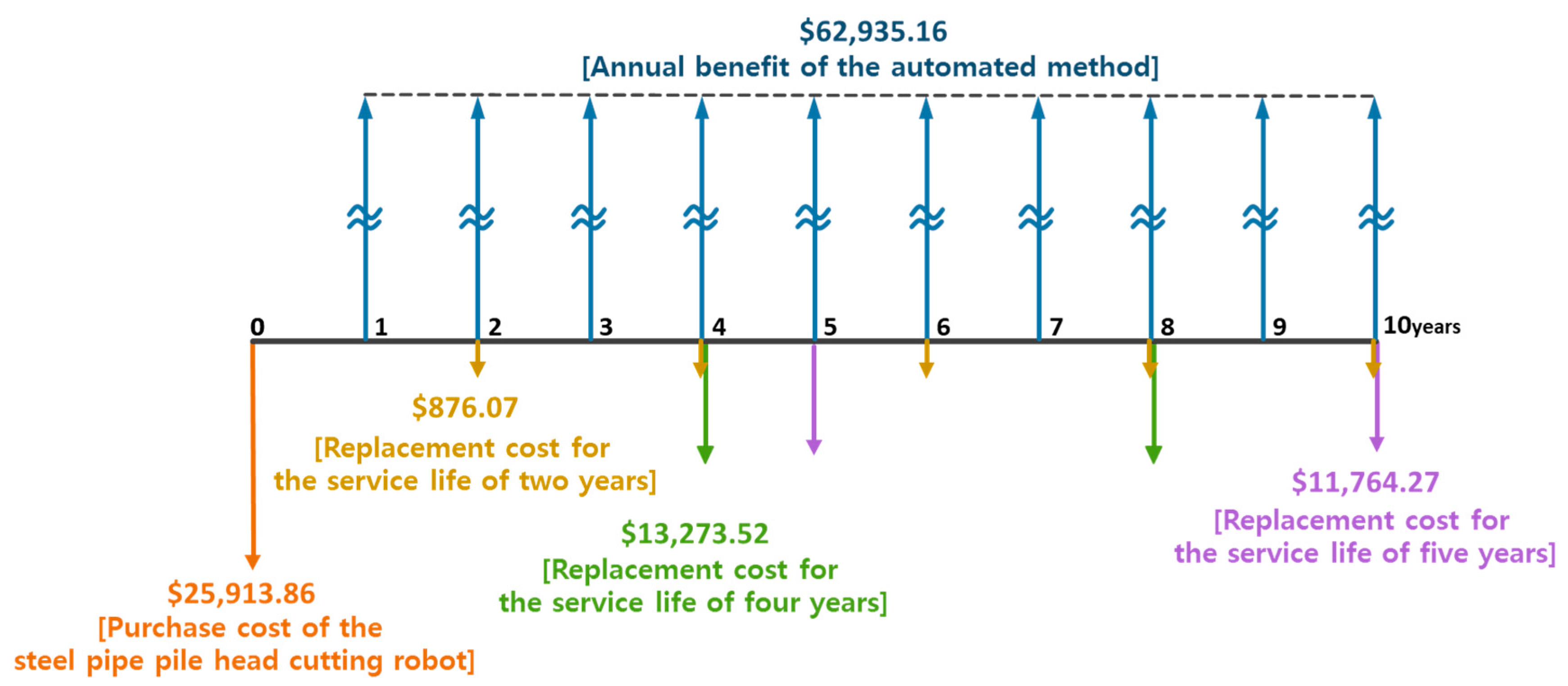
Figure 10.
Cash flow diagram of the steel pipe pile head cutting robot.
Figure 10.
Cash flow diagram of the steel pipe pile head cutting robot.
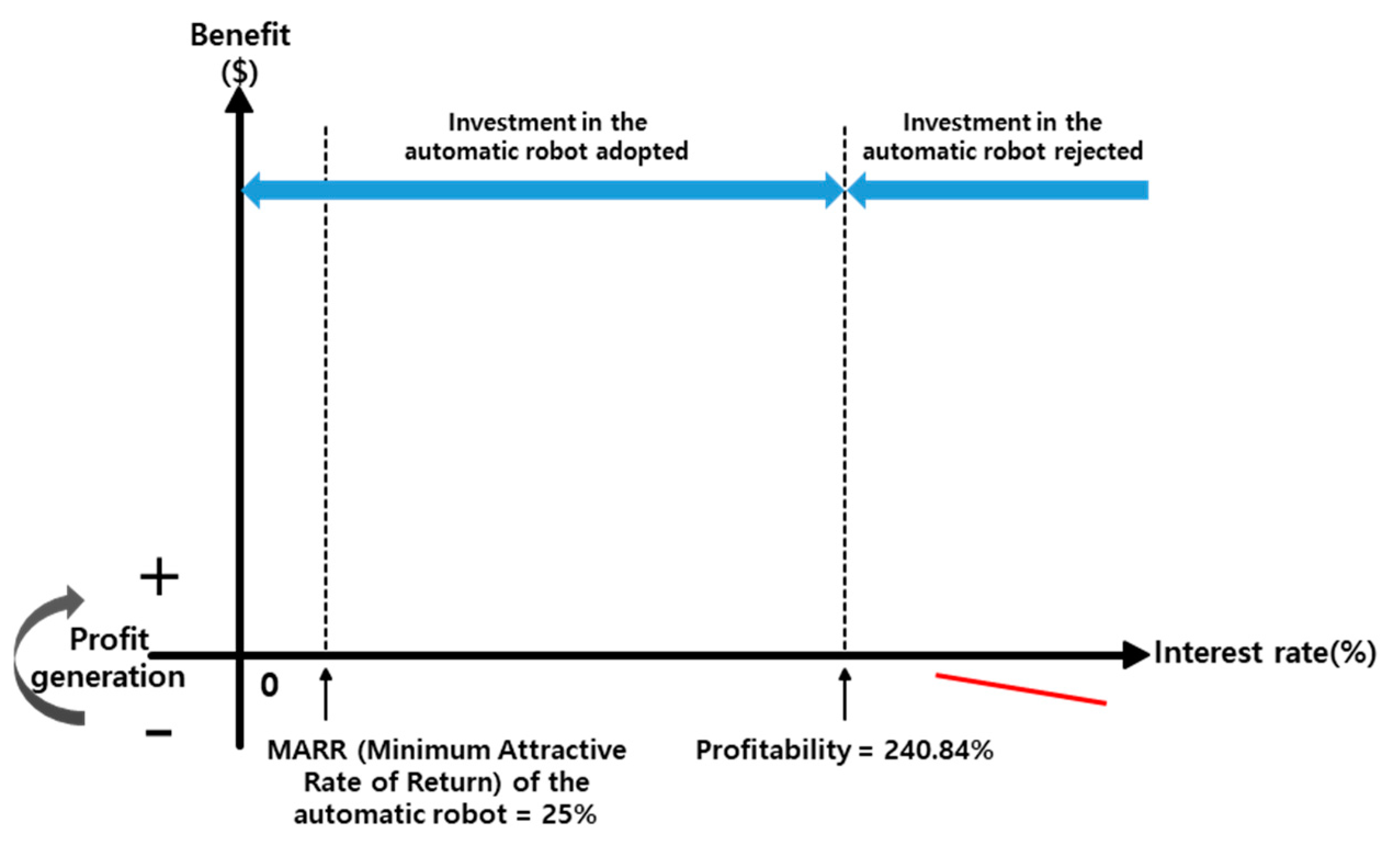
Figure 11.
Profitability graph of the steel pipe pile head cutting robot.
Figure 11.
Profitability graph of the steel pipe pile head cutting robot.
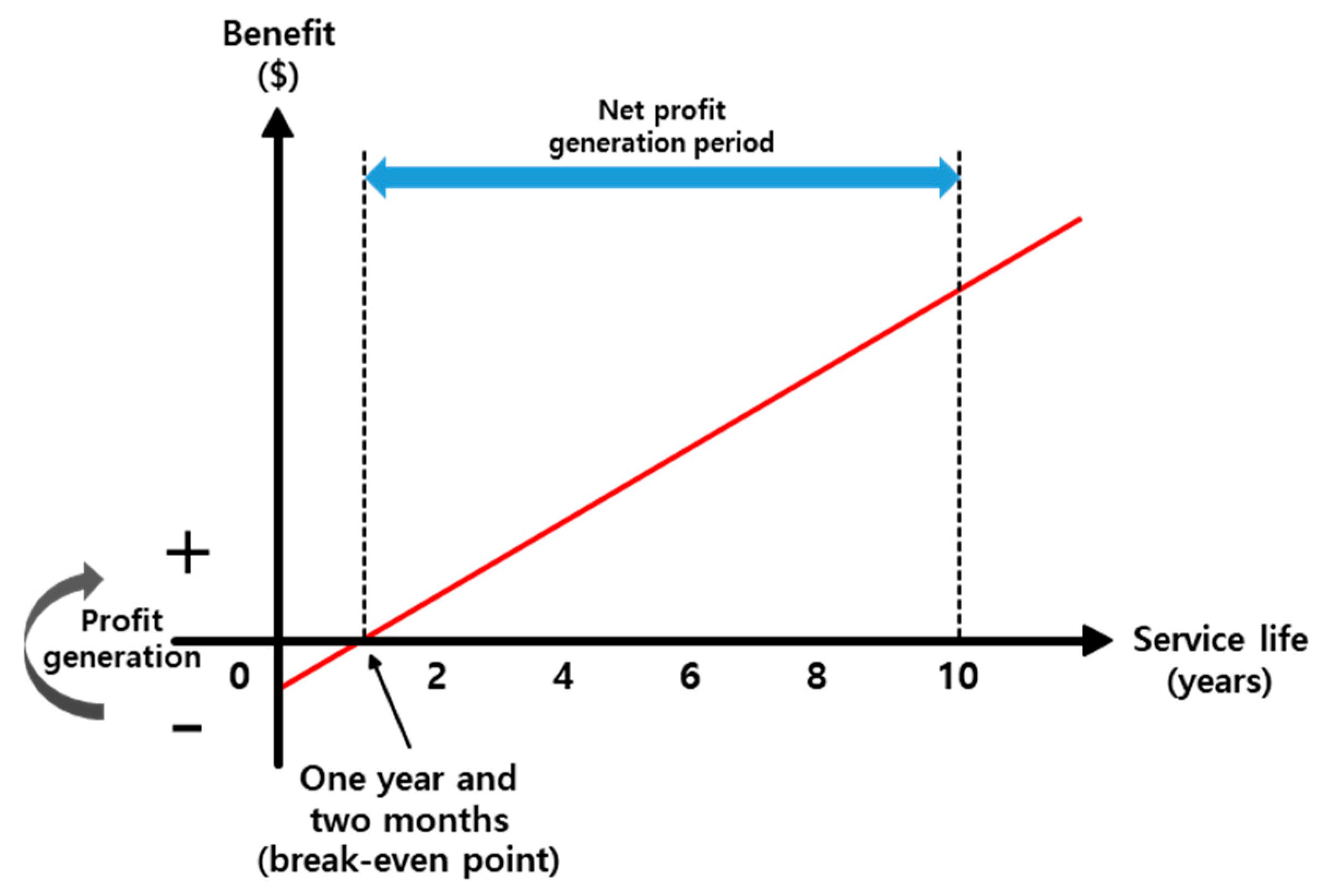
Figure 12.
Break-even point graph of the steel pipe pile head cutting robot.
Figure 12.
Break-even point graph of the steel pipe pile head cutting robot.
Figure 13.
Annual total construction input costs of the conventional and automated methods.
Figure 13.
Annual total construction input costs of the conventional and automated methods.
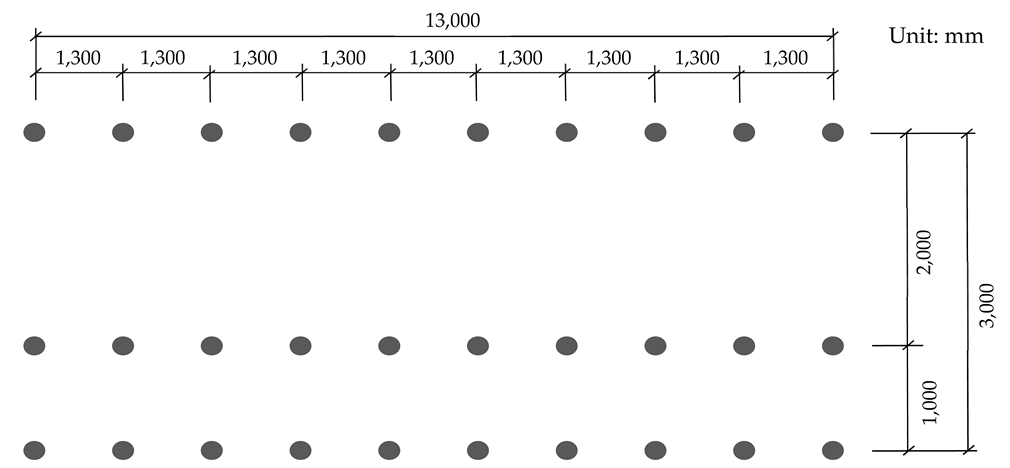
Table 1.
Overview of the pier foundation construction site for the measurement of work productivity.
Table 1.
Overview of the pier foundation construction site for the measurement of work productivity.
![Sustainability 12 03975 i001]() |
| Target structure | Pier foundation of a highway bridge |
| Specifications of steel pipe piles | Diameter: 508 mm; thickness: 12 mm |
| Quantity of steel pipe piles | 30 |
Table 2.
Time required for each process of the conventional method and its productivity measure.
Table 2.
Time required for each process of the conventional method and its productivity measure.
| Category | Marking the Cutting Position | Guide Rail Installation/Uninstallation | Steel Pipe pile Cutting | Lifting and Loading the Cut Pile | Work Productivity |
|---|
| Conventional method | 13 s/pile | 50 s | 2 min and 10 s/pile | 30 s/pile | 166 piles/day |
Table 3.
Time required for each process of the automated method and the productivity measure.
Table 3.
Time required for each process of the automated method and the productivity measure.
| Category | Cutting Position Recognition | Steel Pipe Pile Holding | Steel Pipe Pile Cutting | Lifting and Loading the Cut Pile | Work Productivity |
|---|
| Automated method | 15 s/pile | 3 s/pile | 1 min and 31 s/pile | 10 s/pile | 242 piles/day |
Table 4.
Daily labor costs of the conventional and automated methods.
Table 4.
Daily labor costs of the conventional and automated methods.
| Conventional Method | Automated Method |
|---|
| Category | Input Personnel | Daily Cost ($) | Labor Cost ($) | Category | Input Personnel | Daily Cost ($) | Labor Cost ($) |
|---|
| Welder | 2 | 151.07 | 302.14 | Welder | 1 | 151.07 | 151.07 |
| Total | 302.14 | Total | 151.07 |
| Daily labor cost saving of the automated method: 302.14 − 151.07 = $151.07 (50%) |
Table 5.
Manufacturing cost of the steel pipe pile head cutting robot.
Table 5.
Manufacturing cost of the steel pipe pile head cutting robot.
| Component | Service Life (years) | Manufacturing Cost ($) |
|---|
| Grapple Assy | 4 | 6430.67 |
| Cutting Assy | 2 | 876.07 |
| Sensing Assy | 5 | 1607.14 |
| Rotation Rink | 4 | 6842.85 |
| Power Package | 5 | 8464.28 |
| Control Part | 5 | 1478.57 |
| Unit Accessories | 5 | 214.28 |
| Manufacturing cost of the steel pipe pile head cutting robot ($) | 25,913.86 |
Table 6.
Calculation of the number of working days per year for steel pipe pile head cutting work.
Table 6.
Calculation of the number of working days per year for steel pipe pile head cutting work.
| Category | Number of Nonworking/Working Days Per Year for Steel Pipe Pile Head Cutting |
|---|
| Year | 2018 | 2017 | 2016 | 2015 | 2014 | 2013 | 2012 | 2011 | 2010 | 2009 |
|---|
| Non-working days | Holidays | 114 | 120 | 118 | 111 | 117 | 116 | 114 | 116 | 113 | 110 |
Precipitation
(exceeding 0 mm/h) | 107 | 99 | 109 | 104 | 101 | 129 | 110 | 108 | 135 | 113 |
| Number of overlapping days | 27 | 38 | 34 | 31 | 27 | 38 | 30 | 37 | 38 | 36 |
| Number of working days | 171 | 184 | 172 | 171 | 174 | 158 | 171 | 178 | 155 | 178 |
| Average number of working days per year for steel pipe pile head cutting work: 172 days |
Table 7.
Annual input costs of the conventional and automated methods.
Table 7.
Annual input costs of the conventional and automated methods.
Conventional Method
(172 Working Days Per Year) | Automated Method
(118 Working Days Per Year) |
|---|
| Category | Daily Input Cost ($) | Annual Input cost ($) | Category | Daily Input Cost ($) | Annual Input Cost ($) |
|---|
| Equipment cost | 533.21 | 91,712.12 | Equipment cost | 533.21 | 62,919.28 |
| Labor cost | 302.14 | 51,968.08 | Labor cost | 151.07 | 17,826.26 |
| Total | 835.35 | 143,680,20 | Total | 684.28 | 80,745.04 |
Annual benefit generated by the introduction of the automated method
143,680.20 − 80,745.04 = $62,935.16/year |
Table 8.
Discount rate for the analysis of the economic efficiency of the steel pipe pile head cutting robot [
12,
13,
14].
Table 8.
Discount rate for the analysis of the economic efficiency of the steel pipe pile head cutting robot [
12,
13,
14].
| Year | CPI Fluctuation (%) | Base Interest Rate of Bank of Korea (%) | The World Bank and OMB | ADB |
|---|
| 2017 | 1.90 | 1.50 | 10–12% | 9% |
| 2016 | 1.00 | 1.25 |
| 2015 | 0.70 | 1.50 |
| 2014 | 1.30 | 2.00 |
| 2013 | 1.29 | 2.50 |
| 2012 | 2.21 | 2.75 |
| 2011 | 4.00 | 3.25 |
| 2010 | 2.95 | 2.50 |
| 2009 | 2.76 | 2.00 |
| 2008 | 4.67 | 3.00 |
| Average | 2.28 | 2.23 |
Table 9.
Benefit–cost ratio analysis results.
Table 9.
Benefit–cost ratio analysis results.
|
|
|
|
Table 10.
Profitability analysis results.
Table 10.
Profitability analysis results.
∎ Internal rate of return (IRR)
|
Table 11.
Break-even analysis results.
Table 11.
Break-even analysis results.
|
Table 12.
Annual construction cost reduction effect analysis results.
Table 12.
Annual construction cost reduction effect analysis results.
|
|
|
Table 13.
Sensitivity analysis results for the manufacturing cost of the robot.
Table 13.
Sensitivity analysis results for the manufacturing cost of the robot.
| Manufacturing Cost Change Rate | Benefit–Cost Ratio | Profitability (%) | Break-Even Point (years) | Annual Construction Cost Reduction Effect (%) |
|---|
| 50% | 9.30 | 484.24 | 0.98 | 39.09 |
100%
($25,913.86) | 7.65 | 240.84 | 1.17 | 38.07 |
| 120% | 7.14 | 200.20 | 1.25 | 37.67 |
| 140% | 6.69 | 171.12 | 1.33 | 37.26 |
| 160% | 6.30 | 149.29 | 1.41 | 36.85 |
| 180% | 5.95 | 132.30 | 1.49 | 36.44 |
| 200% | 5.64 | 118.70 | 1.57 | 36.04 |
| 702% | 2.43 | 30.01 | 3.70 | 26.60 |
| 1968% | 1.00 | 2.27 | 9.63 | 2.29 |
Table 14.
Sensitivity analysis results for the discount rate.
Table 14.
Sensitivity analysis results for the discount rate.
| Discount Rate | Benefit–Cost Ratio | Profitability (%) | Break-Even Point (years) | Annual Construction Cost Reduction Effect (%) |
|---|
| 2.23% | 7.65 | 240.84 | 1.17 | 38.08 |
| 2.28% | 7.65 | 1.17 | 38.07 |
| 9.00% | 7.05 | 0.91 | 37.59 |
| 10.00% | 6.96 | 0.88 | 37.51 |
| 11.00% | 6.87 | 0.86 | 37.42 |
| 12.00% | 6.77 | 0.83 | 37.33 |
Table 15.
Sensitivity analysis results for annual working days.
Table 15.
Sensitivity analysis results for annual working days.
| Number of Working Days Per Year | Benefit–Cost Ratio | Profitability (%) | Break-Even Point (Years) | Annual Construction Cost Reduction Effect (%) |
|---|
| Conventional Method | Automated Method |
|---|
| 25 | 17 | 0.99 | 4.65 | 9.73 | 1.61 |
| 26 | 18 | 1.08 | 11.05 | 8.76 | 5.39 |
| 36 | 25 | 1.58 | 32.78 | 5.35 | 15.75 |
| 50 | 35 | 4.19 | 56.93 | 4.27 | 22.95 |
| 100 | 69 | 35.00 | 135.59 | 2.07 | 33.63 |
| 172 | 118 | 104.00 | 240.84 | 1.17 | 38.07 |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}