Biodegradable Foam Cushions as Ecofriendly Packaging Materials


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Method
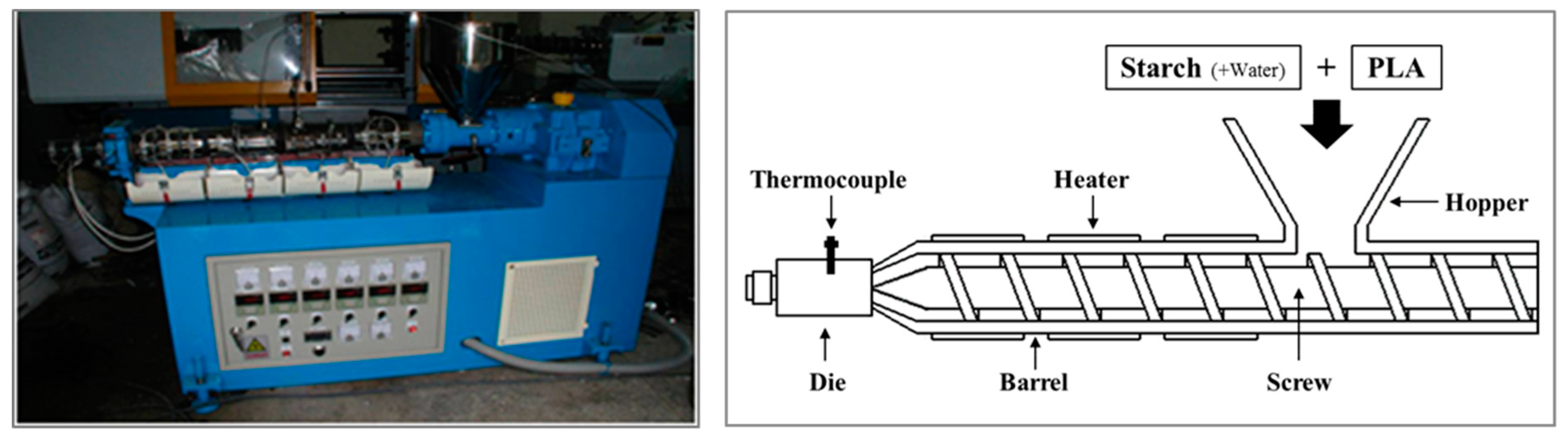
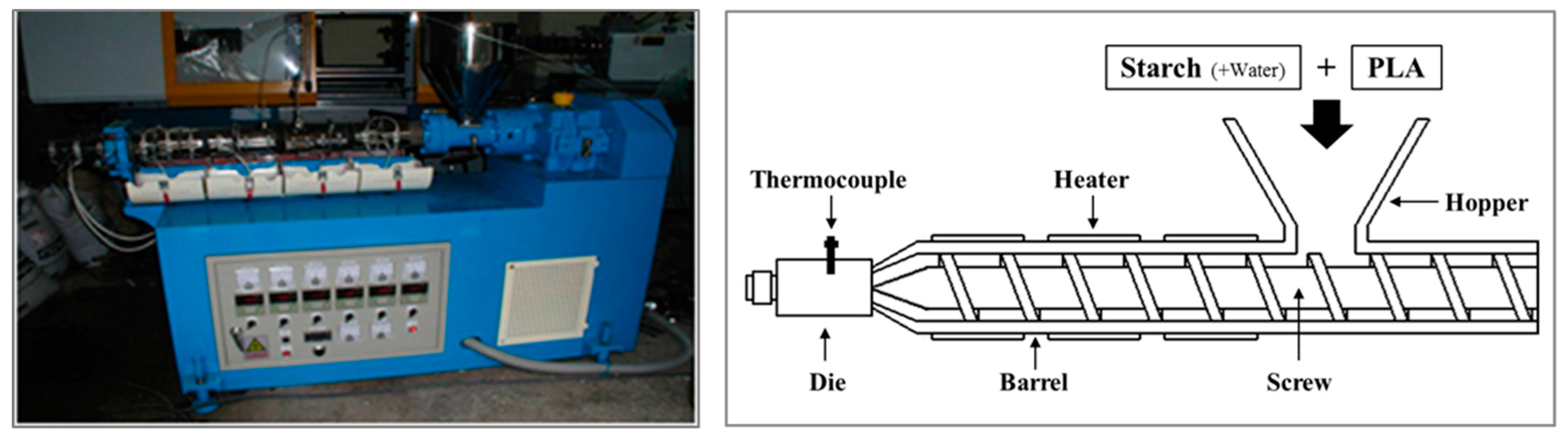
2.2.1. Extrusion-foaming Process Conditions
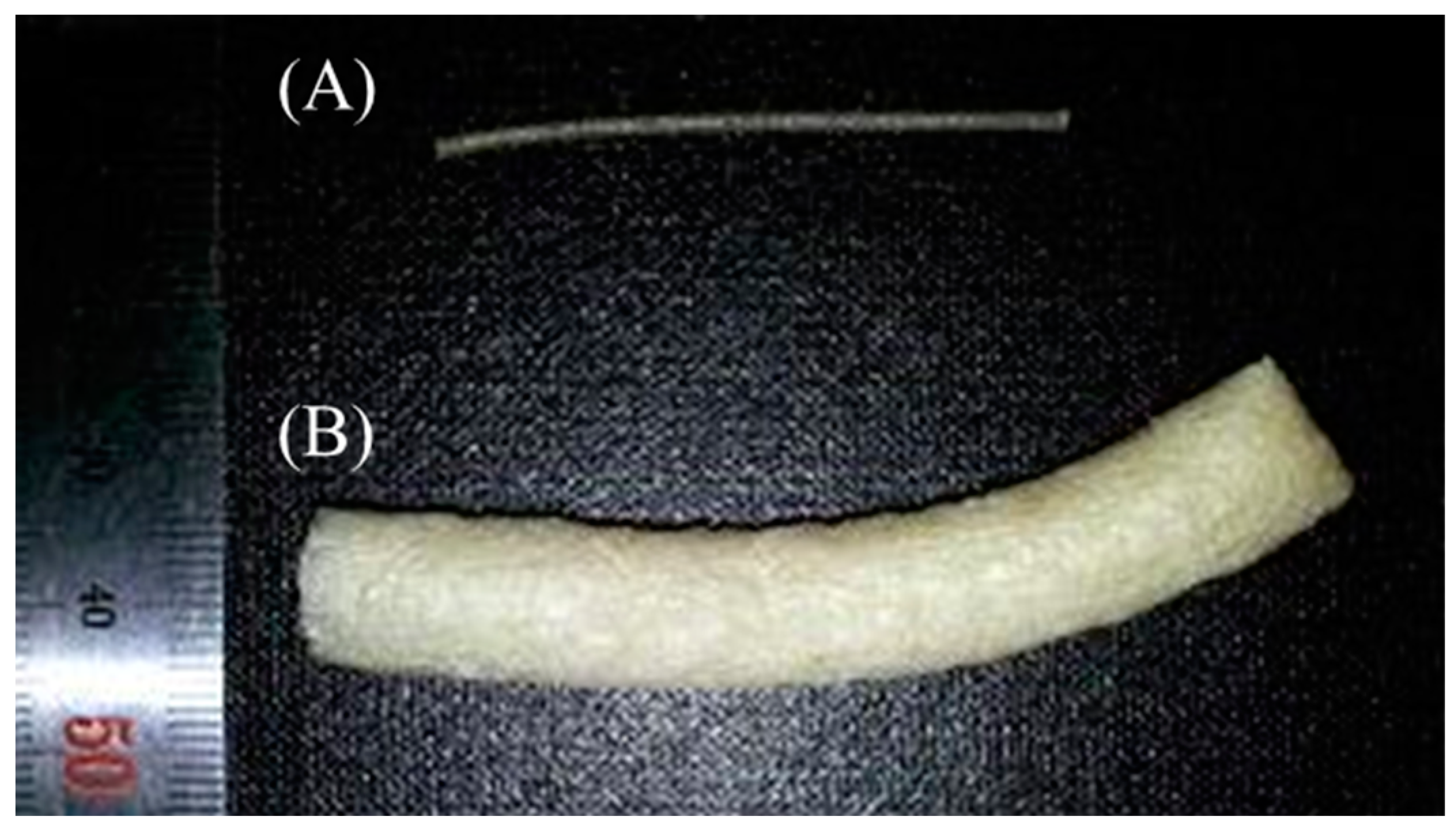
2.2.2. Induction of High-magnification Foaming
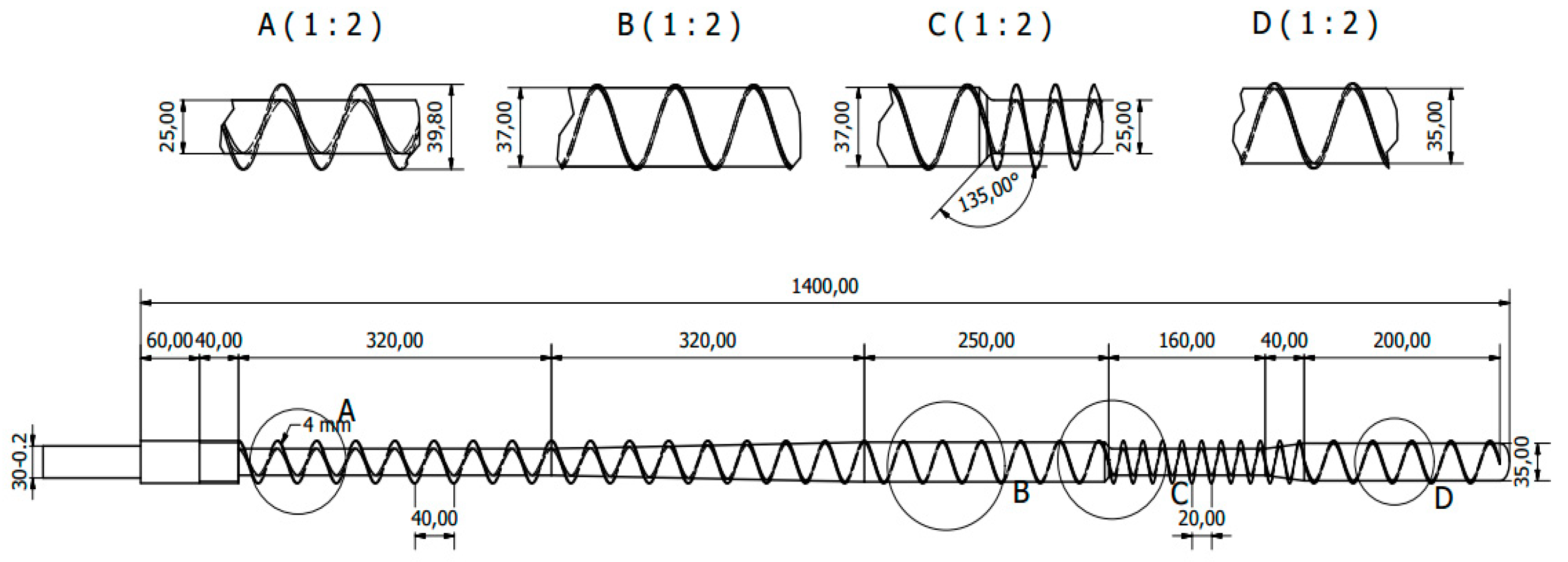
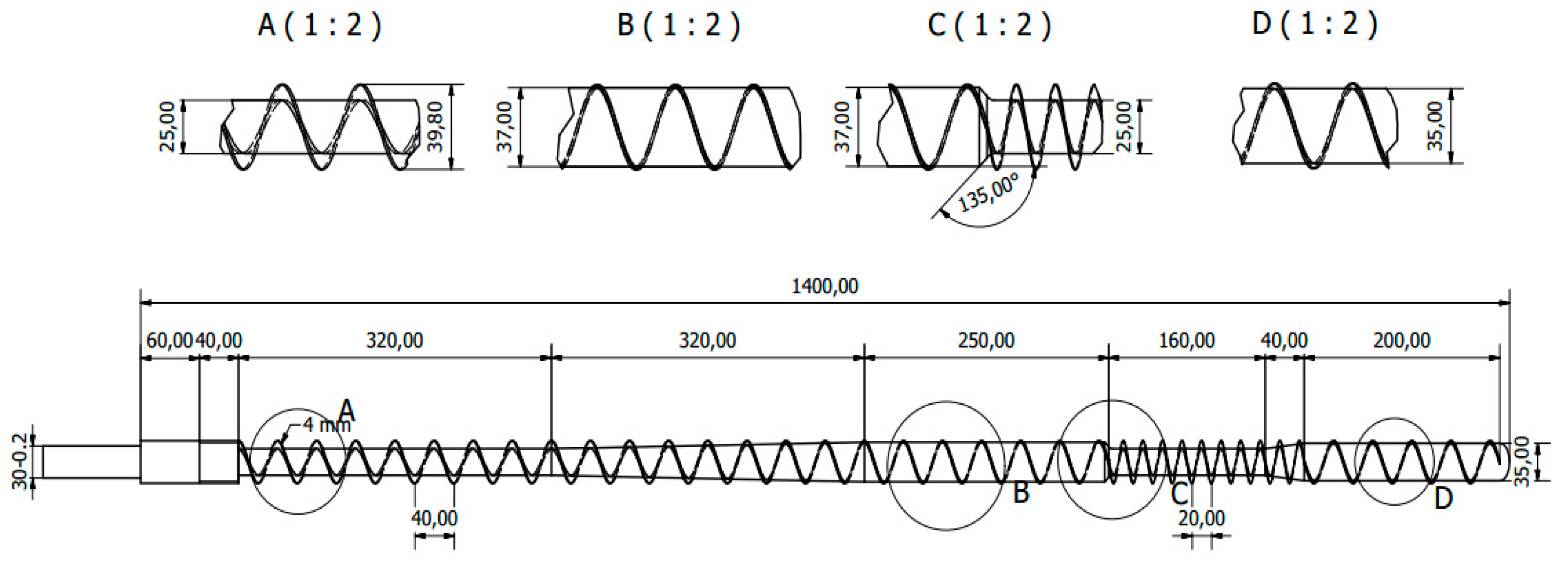
2.2.3. Screw Design for Extrusion Foaming of Biomass-based Composite
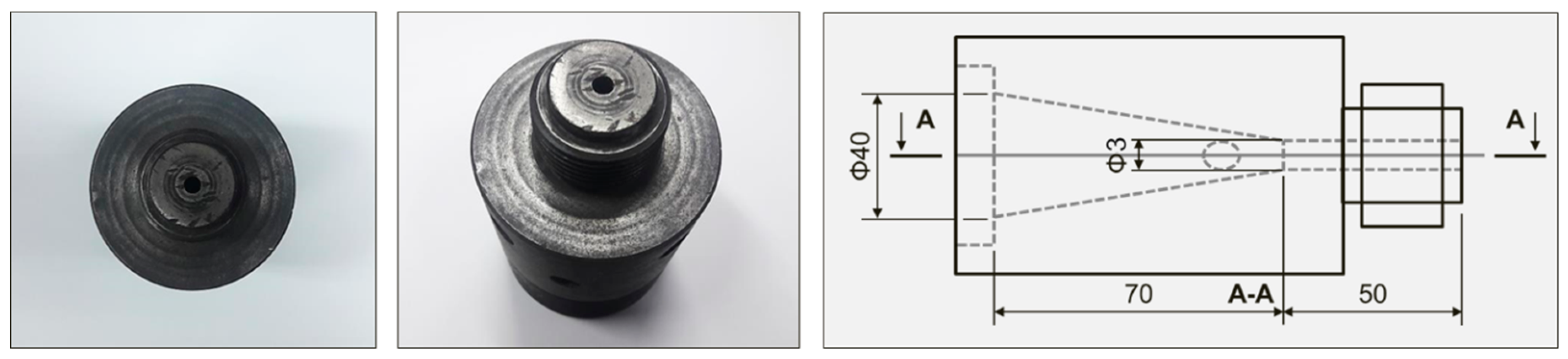
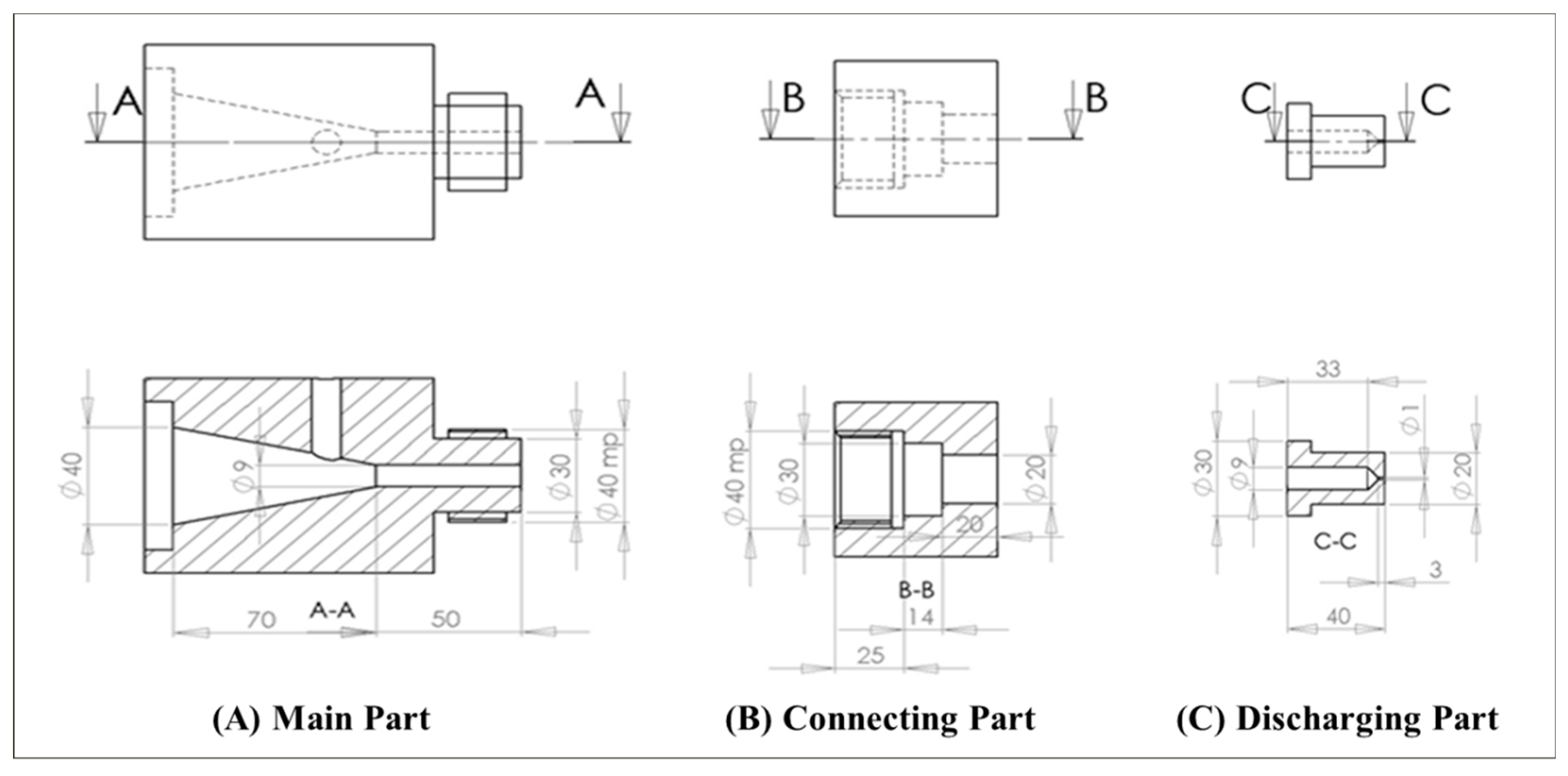
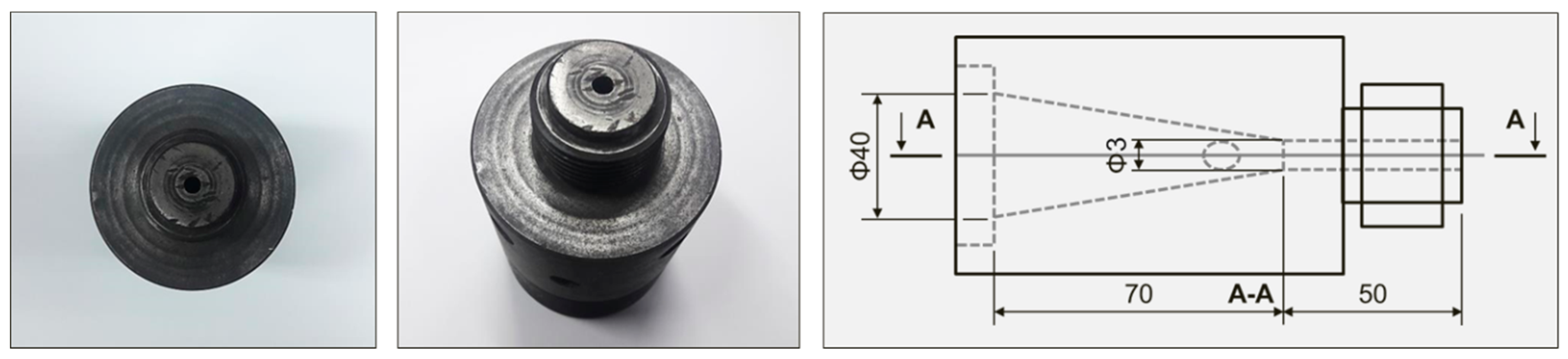
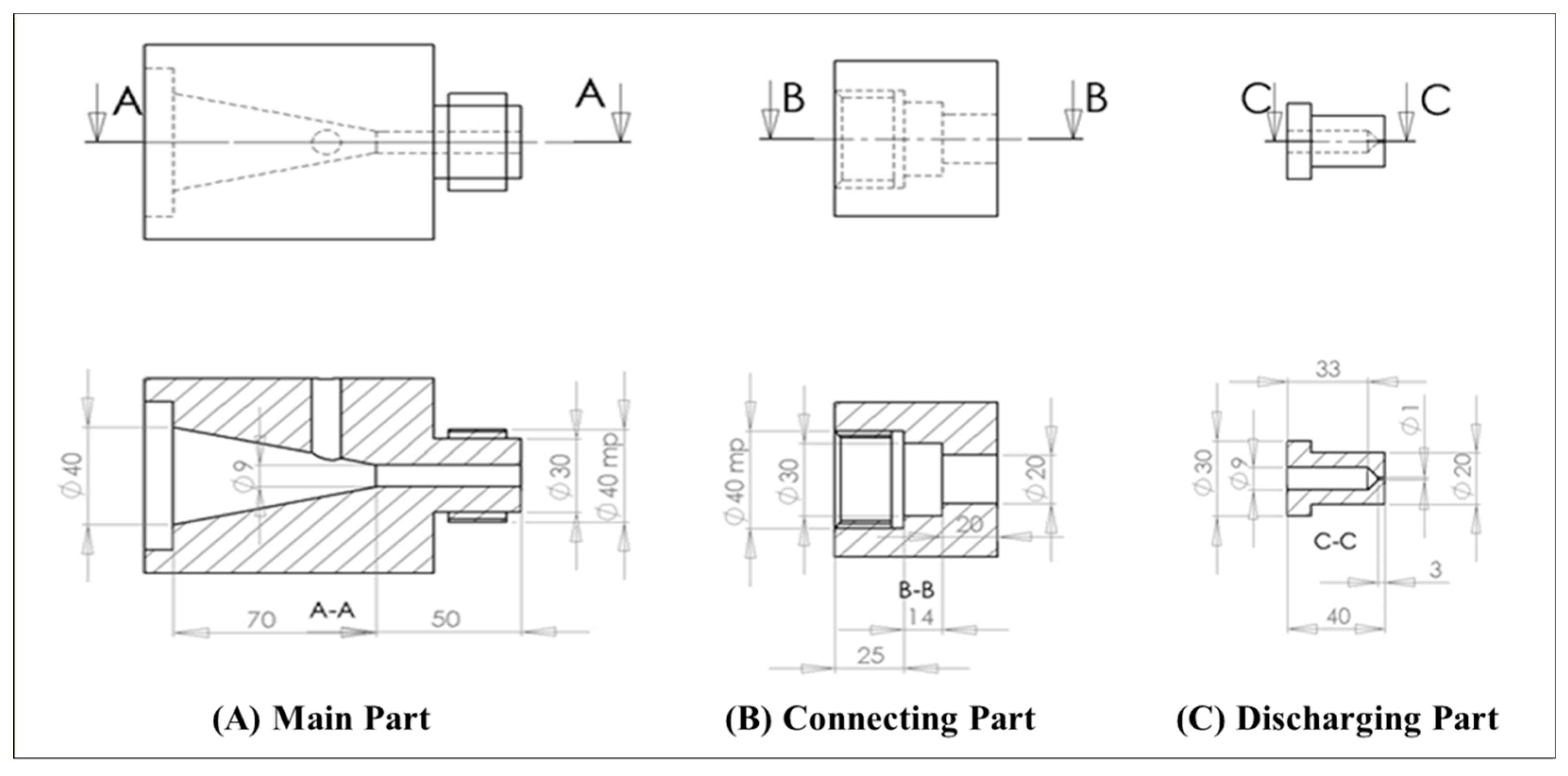
2.2.4. Die Design for Extrusion Foaming of Biomass-based Composites
3. Results and Discussion
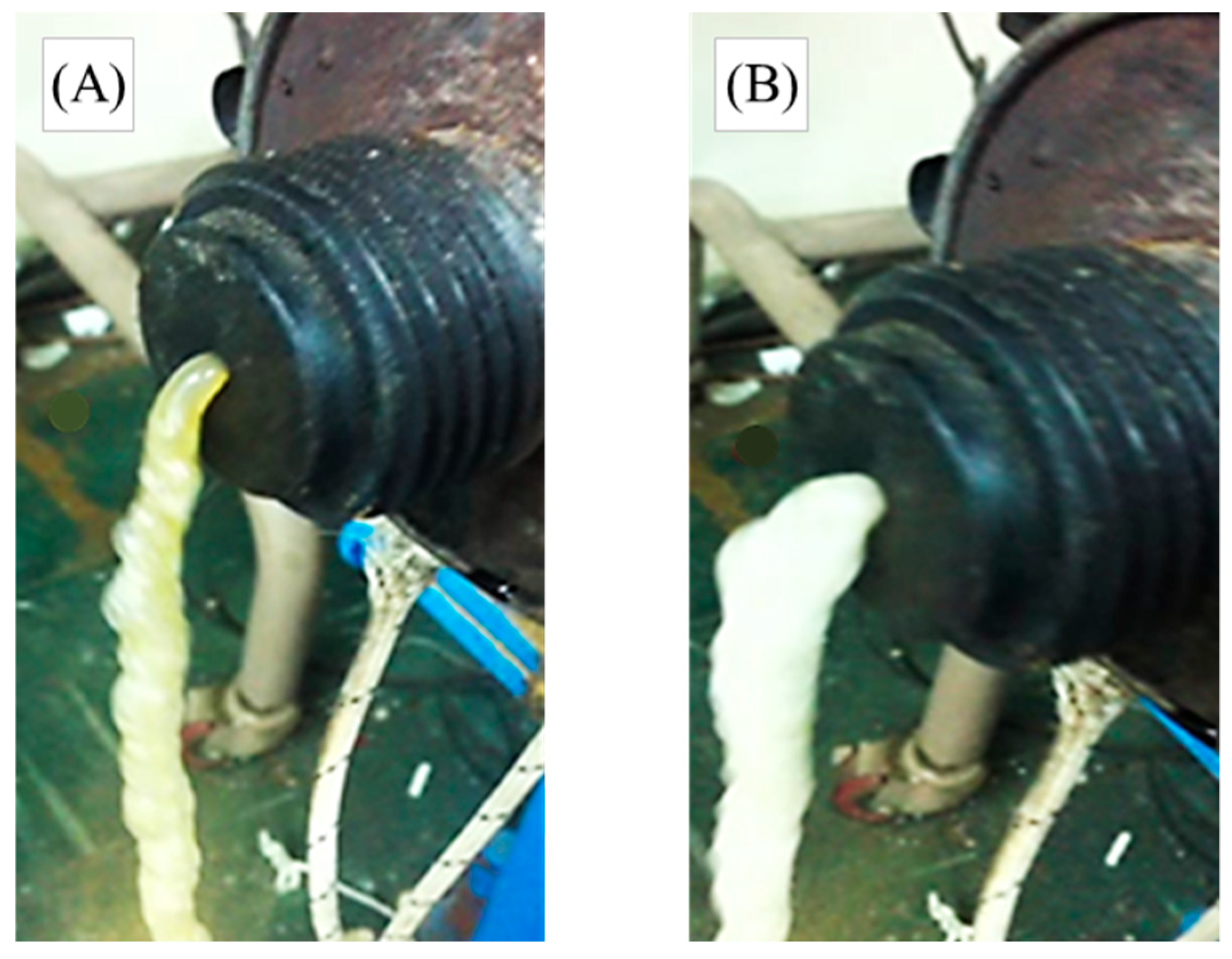
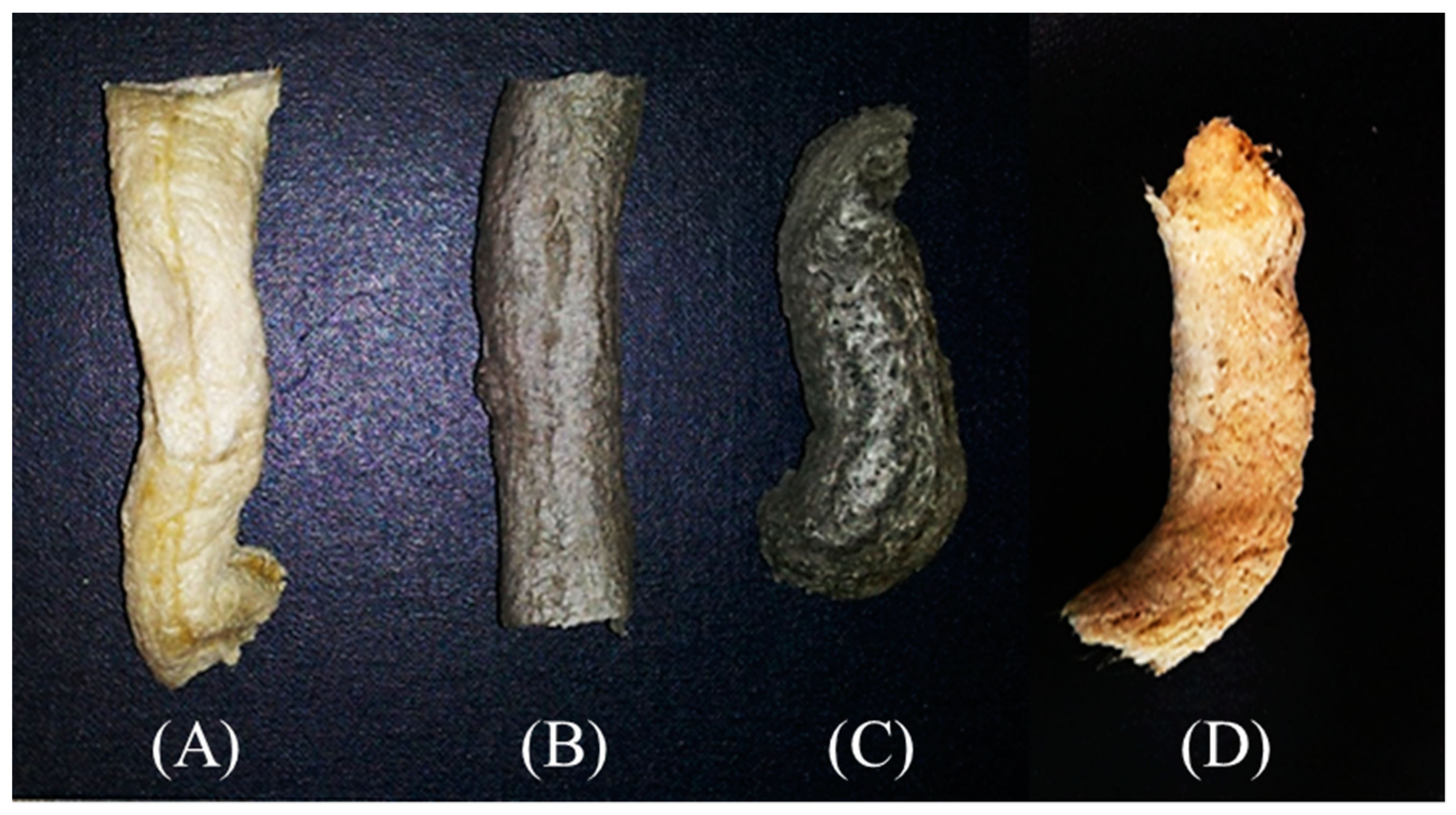
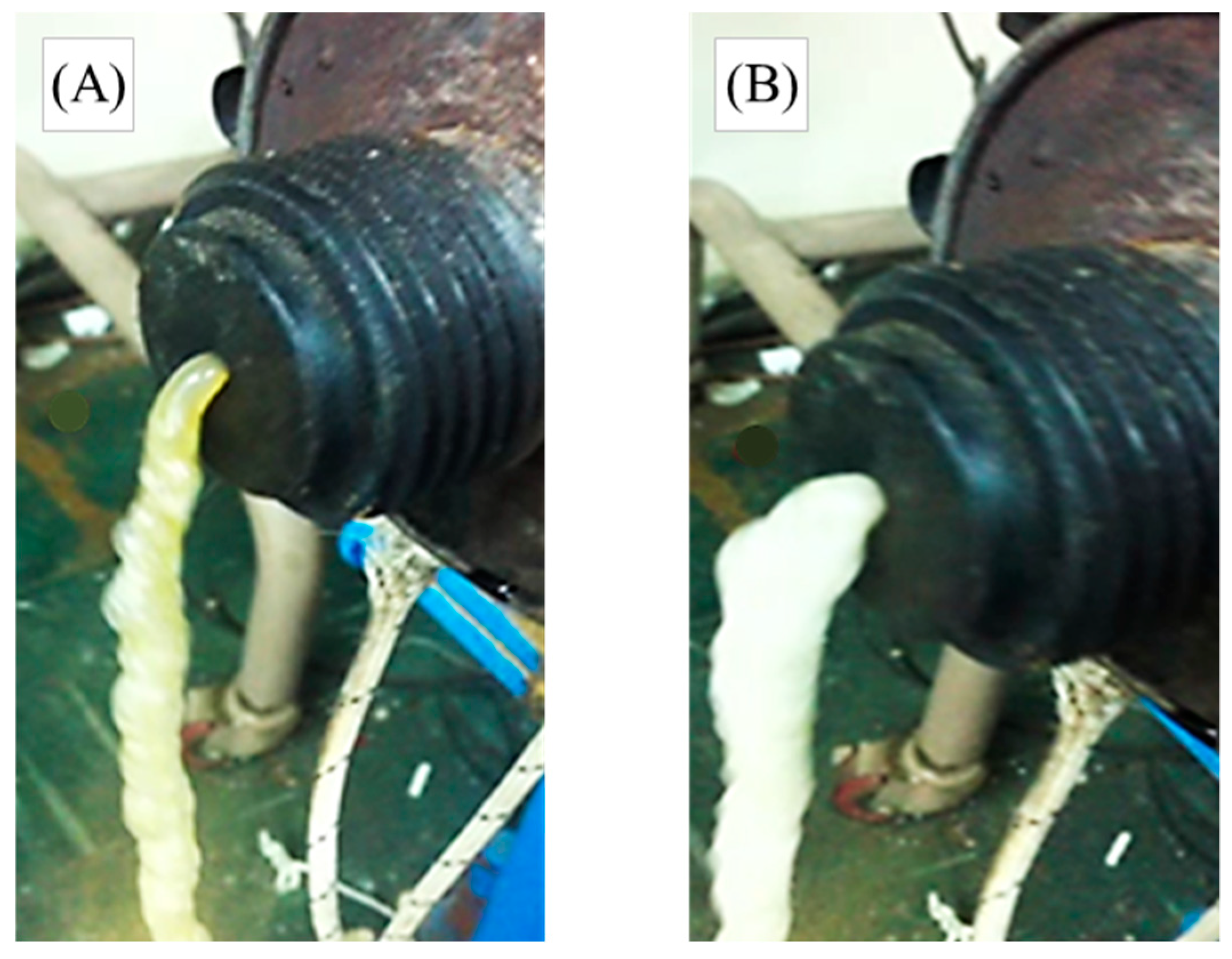
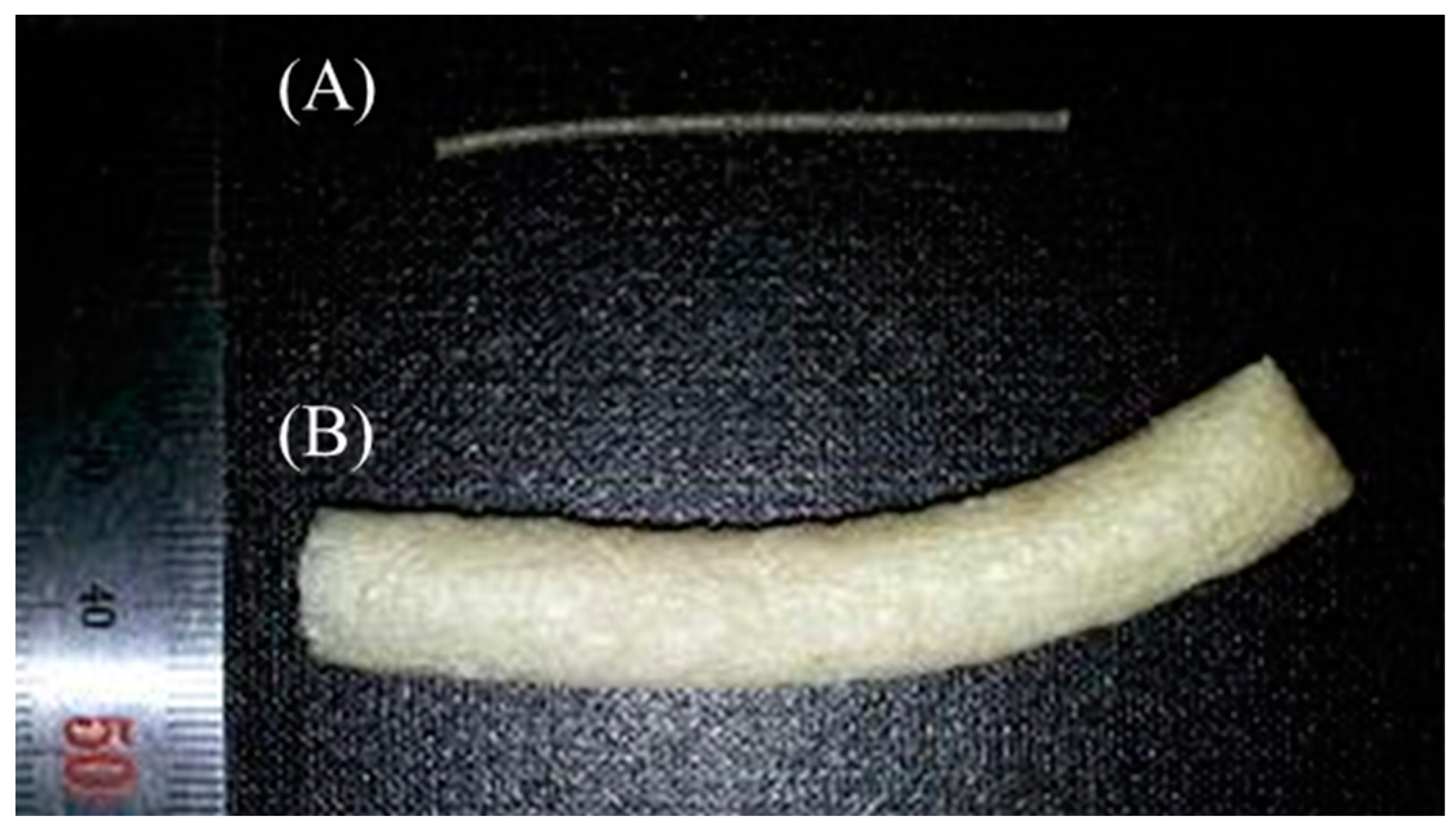
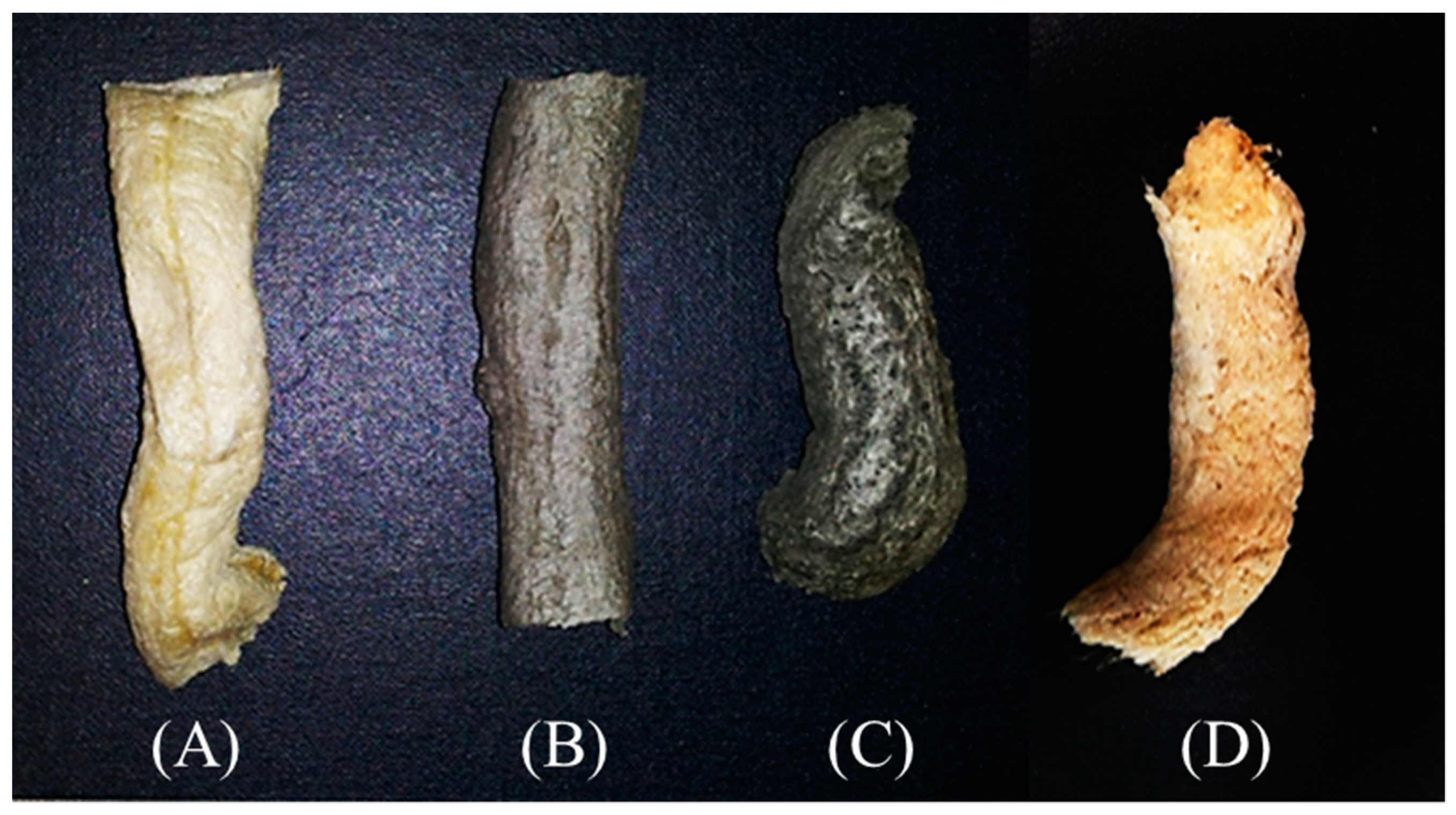
3.1. Foaming Characteristics According to Temperature of Extrusion-foaming Process
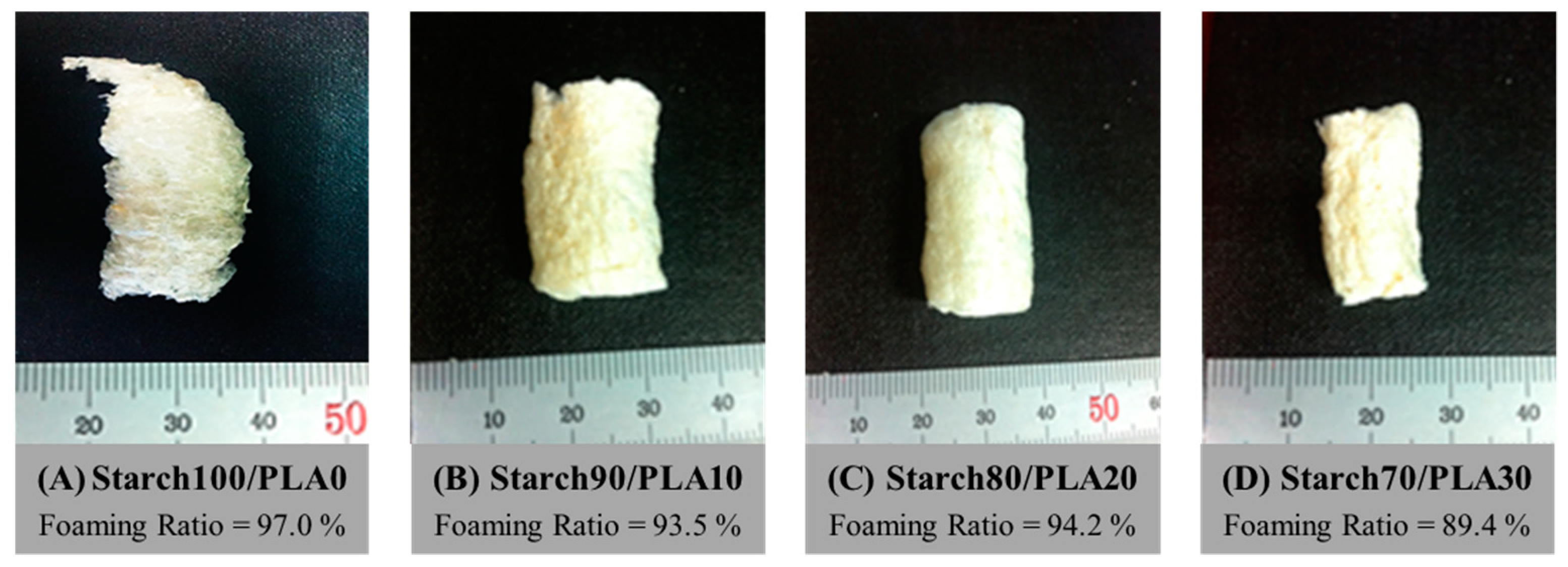
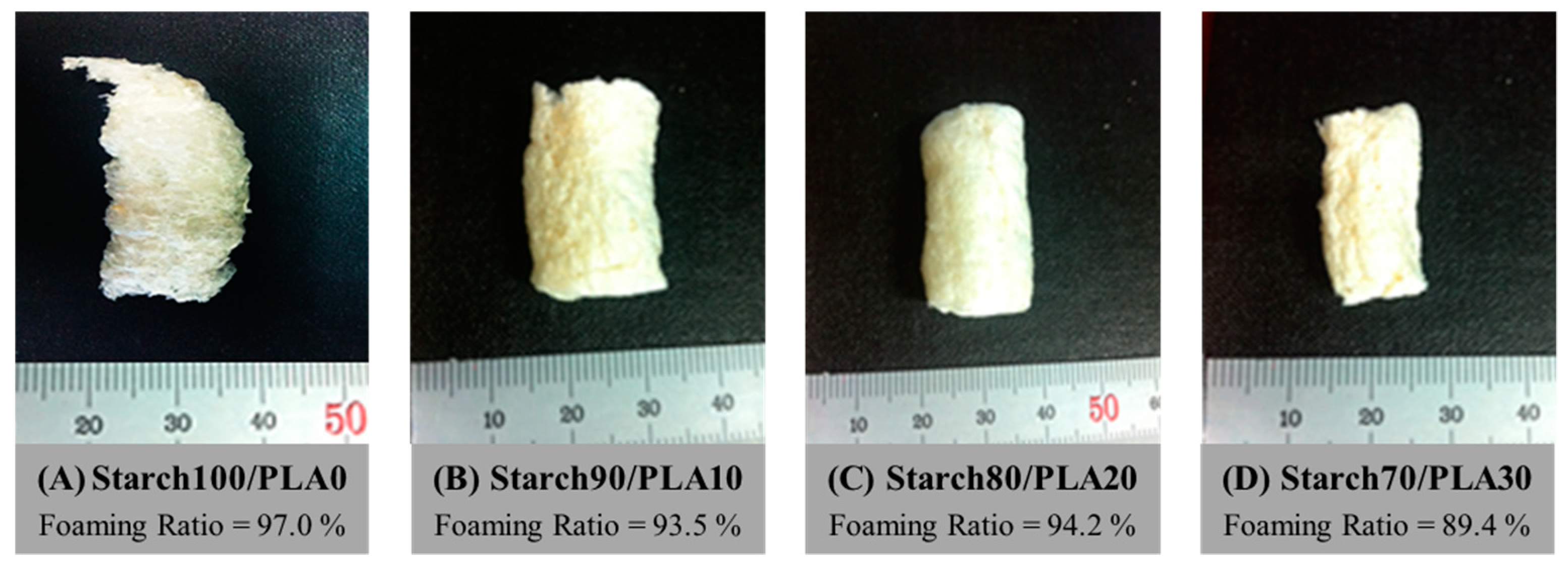
3.2. Foaming Ratio of Foamed Composite Cushions According to Mixing ratio of Starch and PLA
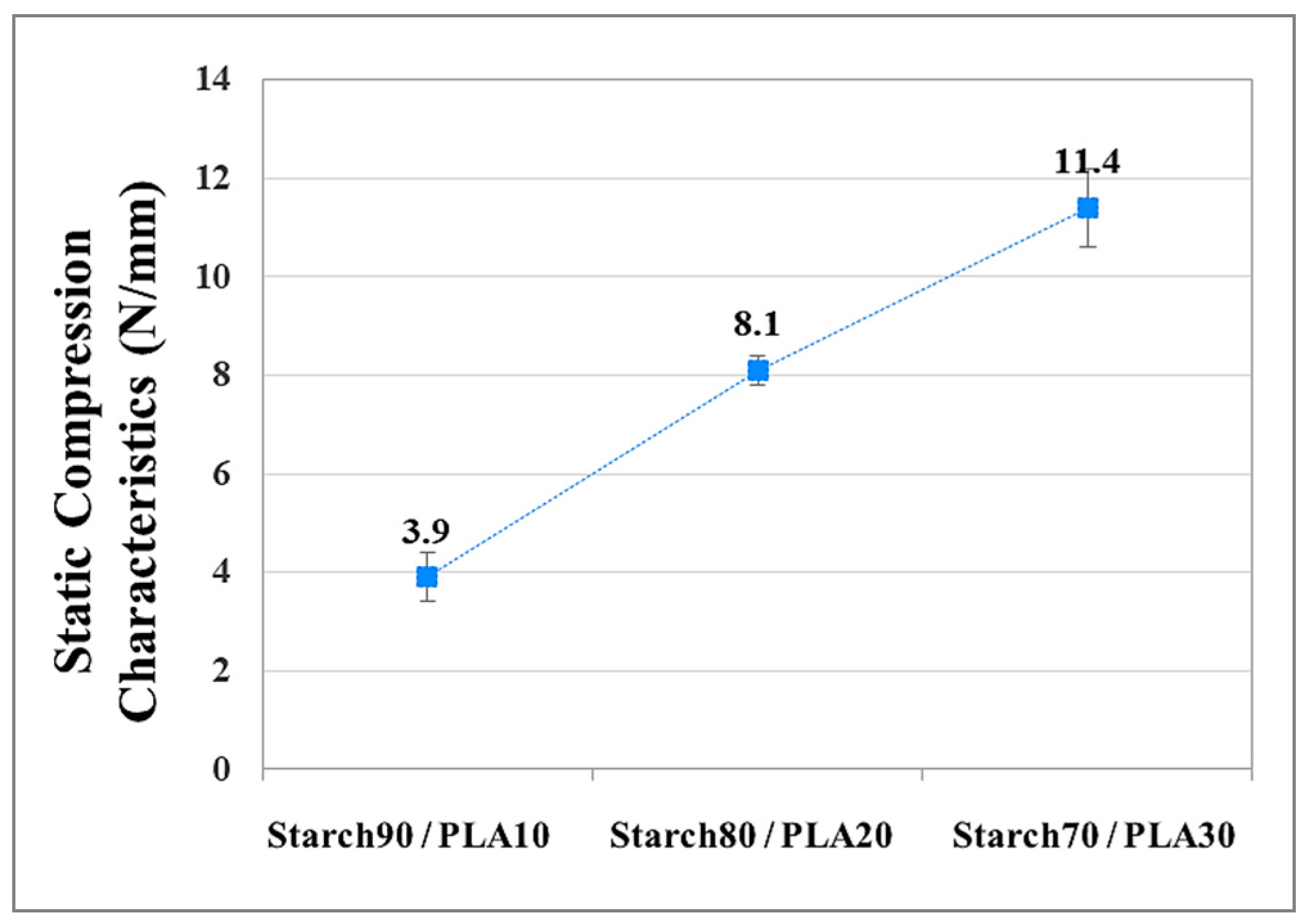
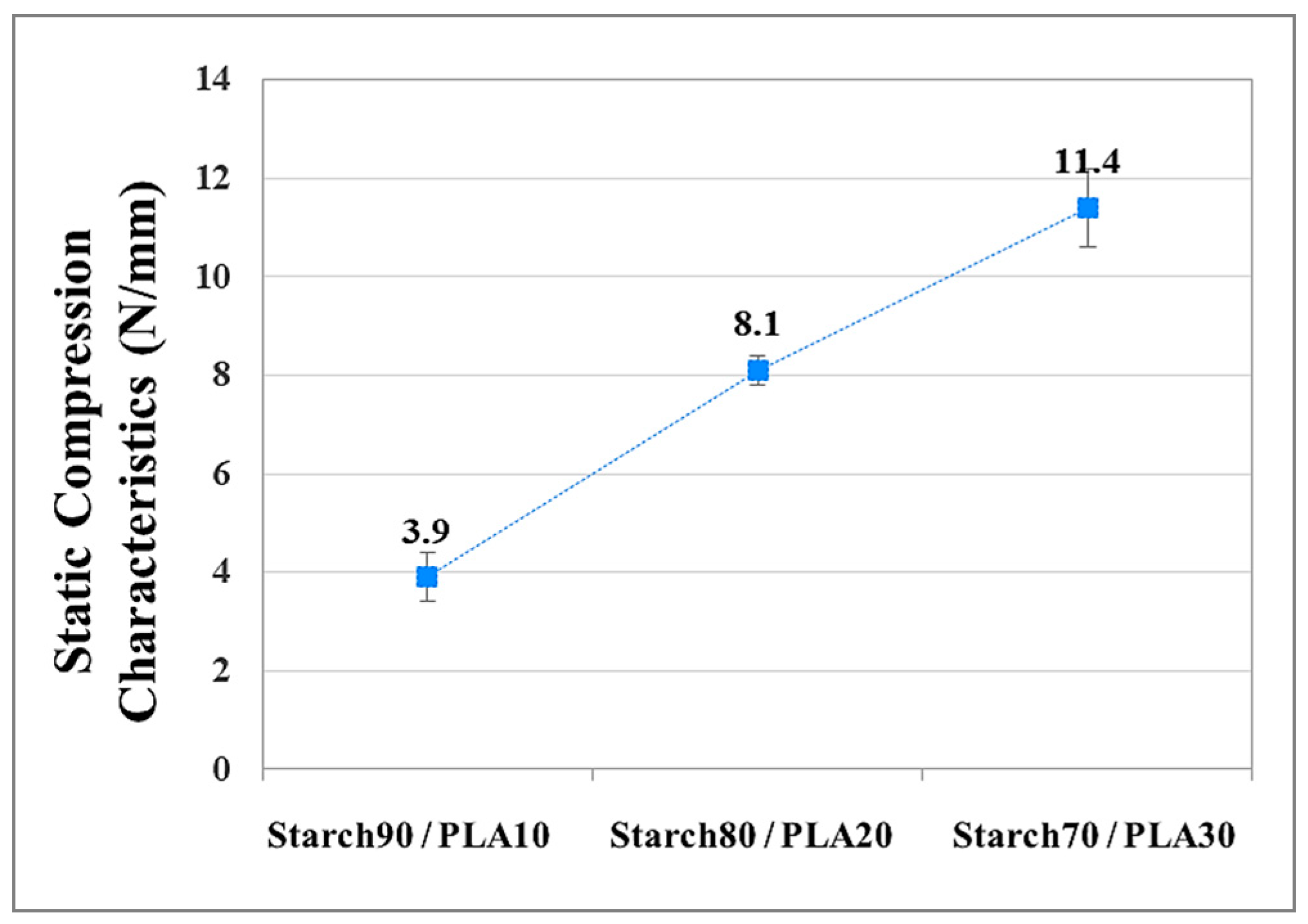
3.3. Static Compression Characteristic
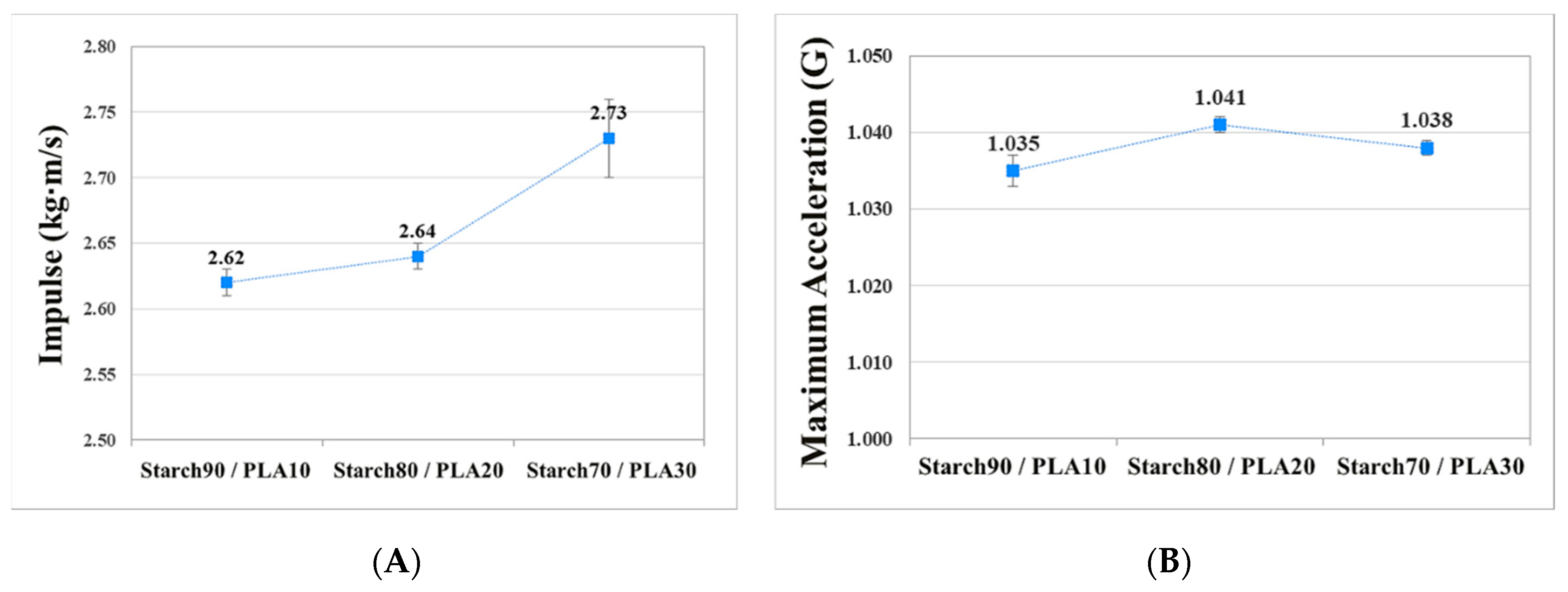
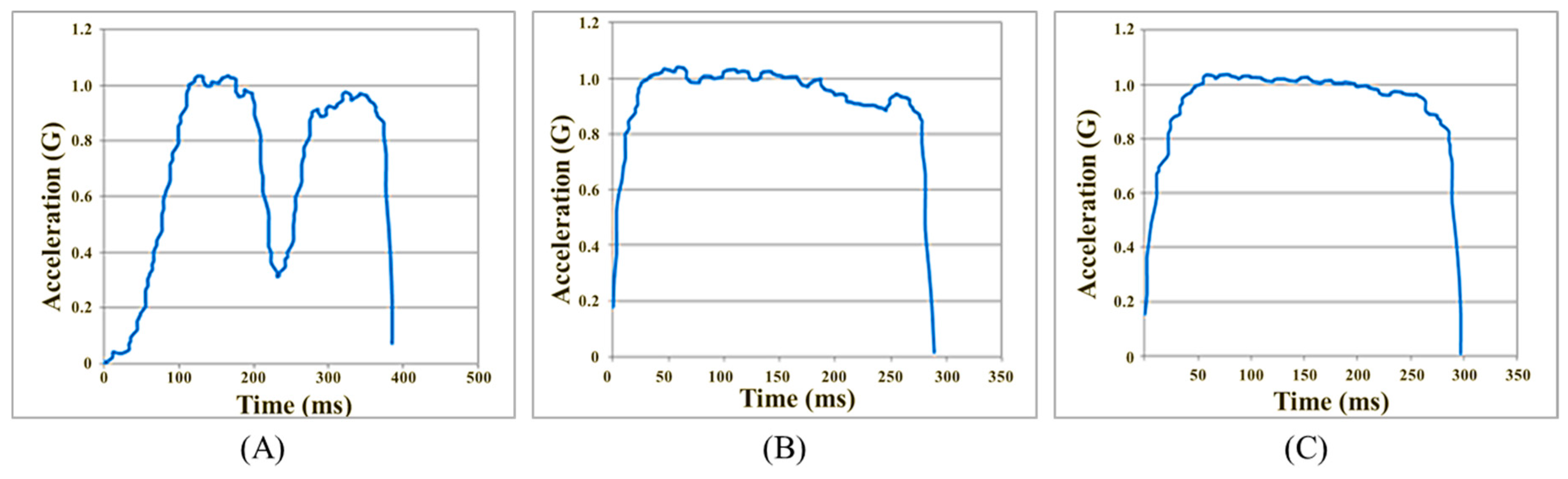
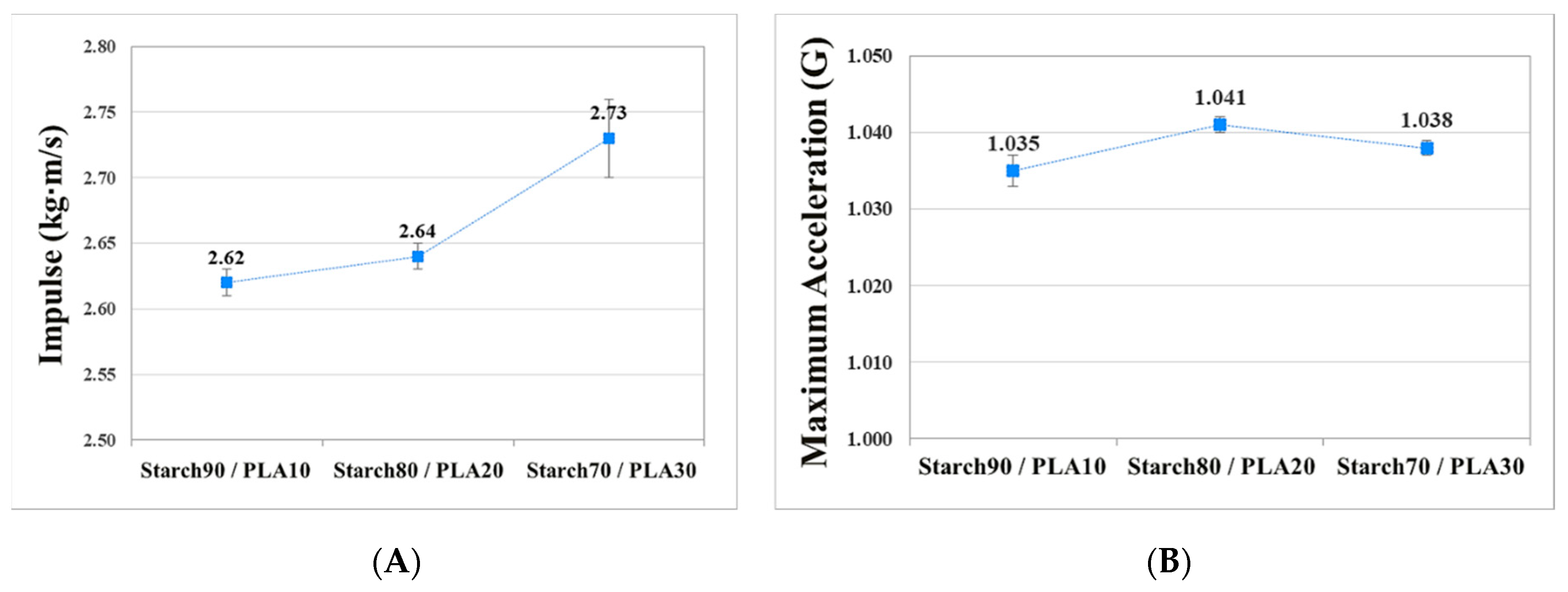
3.4. Dynamic Cushioning Characteristics
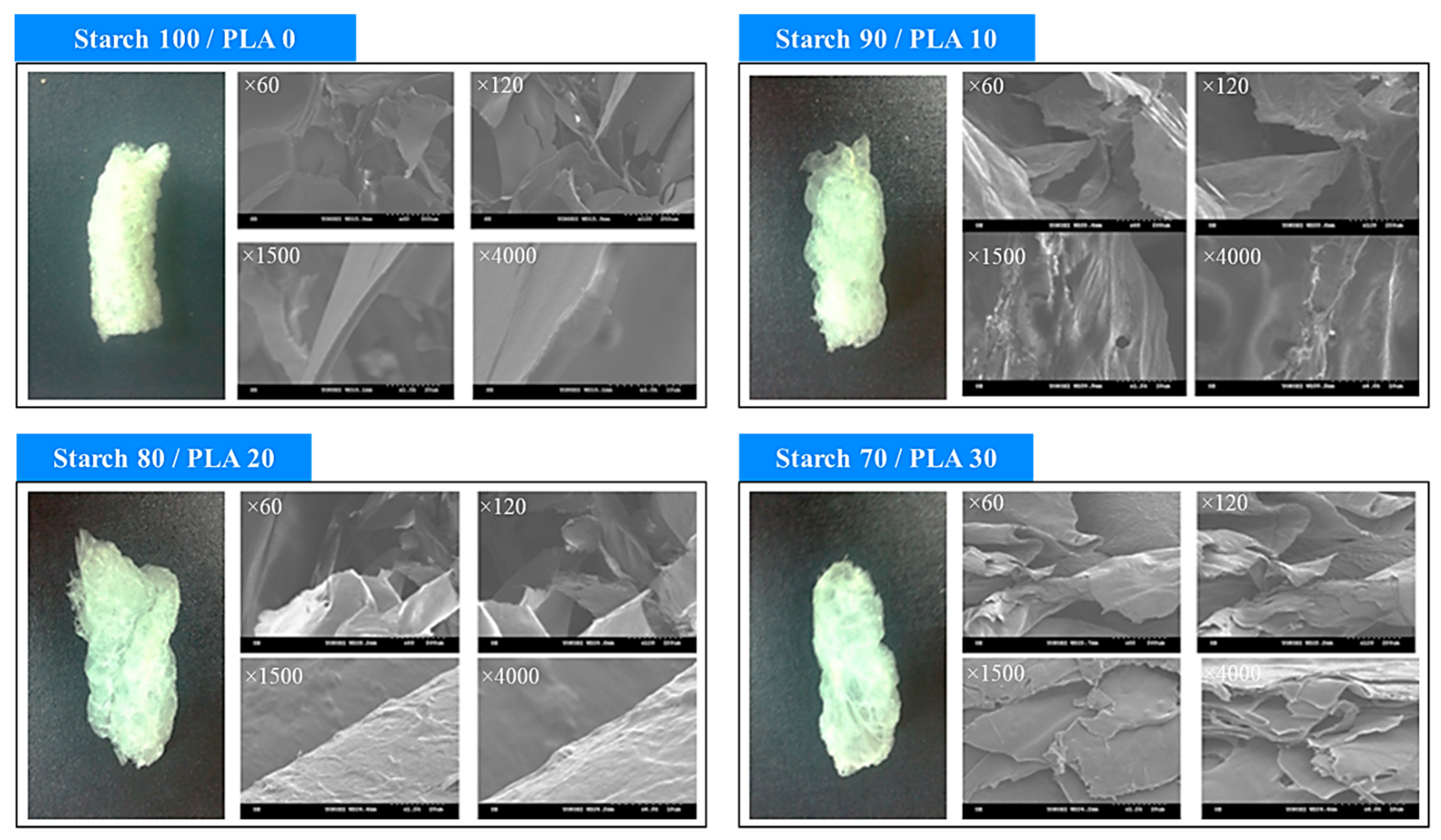
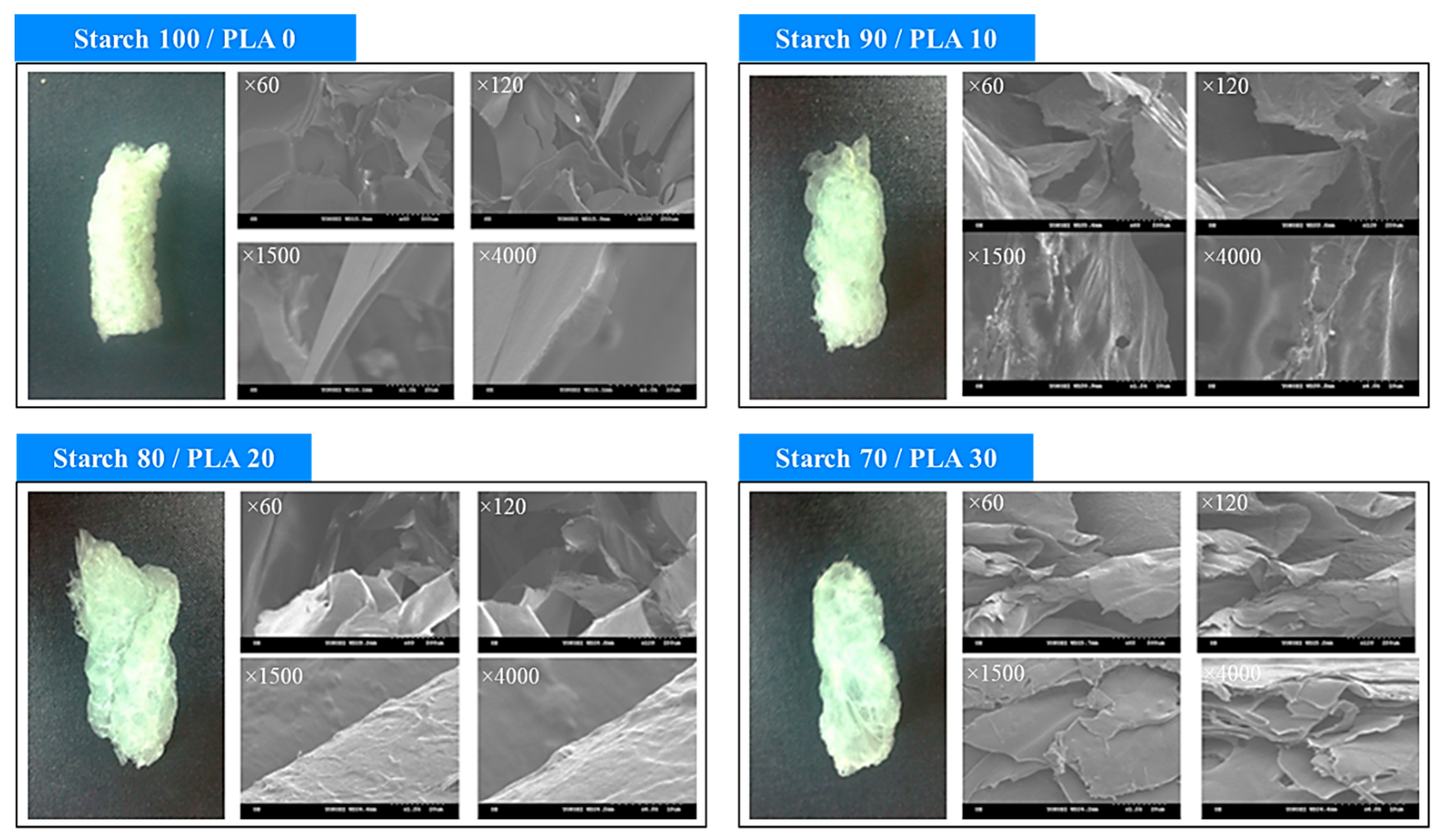
3.5. Scanning Electron Microscopy (SEM) Image Analysis of Extruded Foam
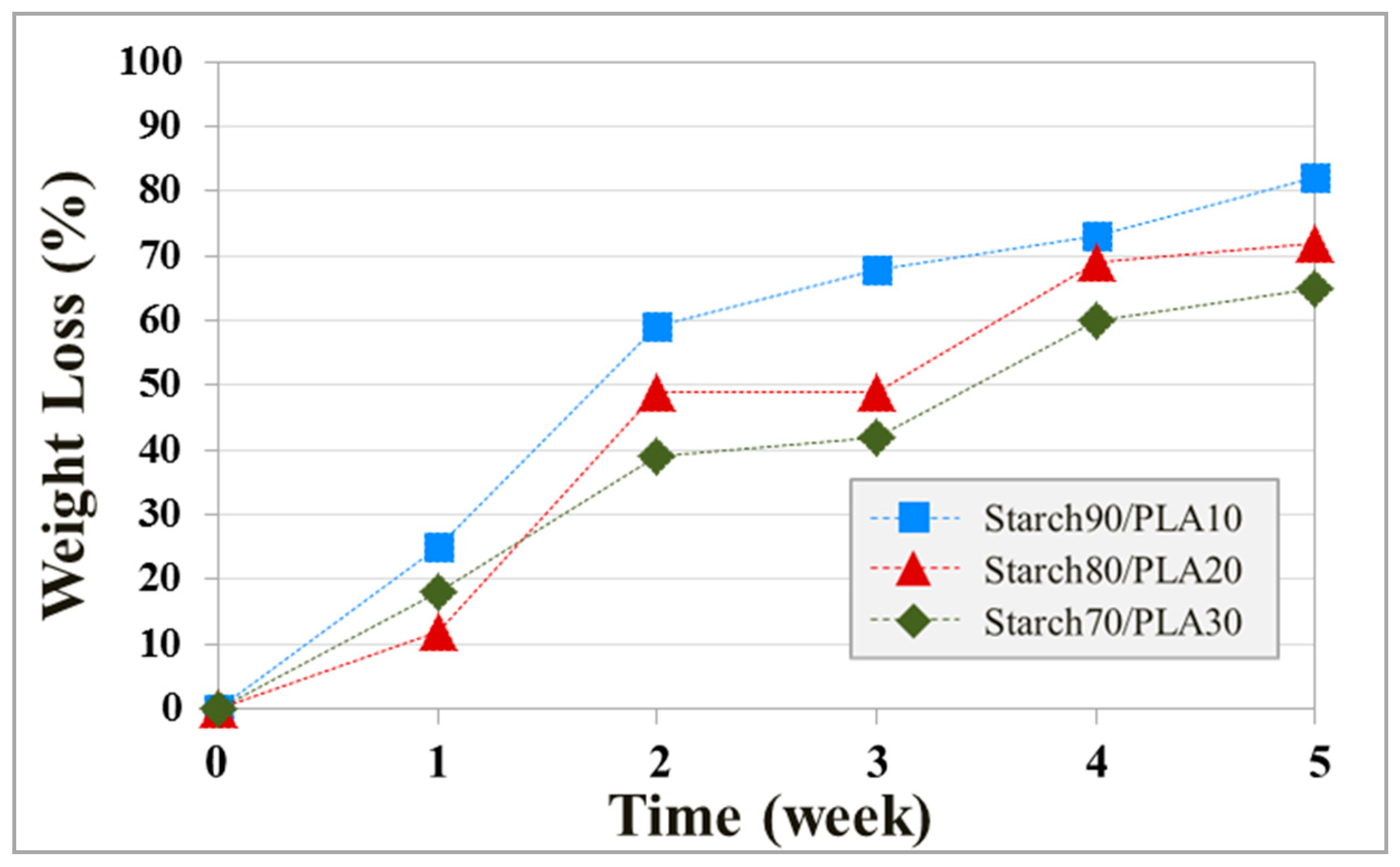
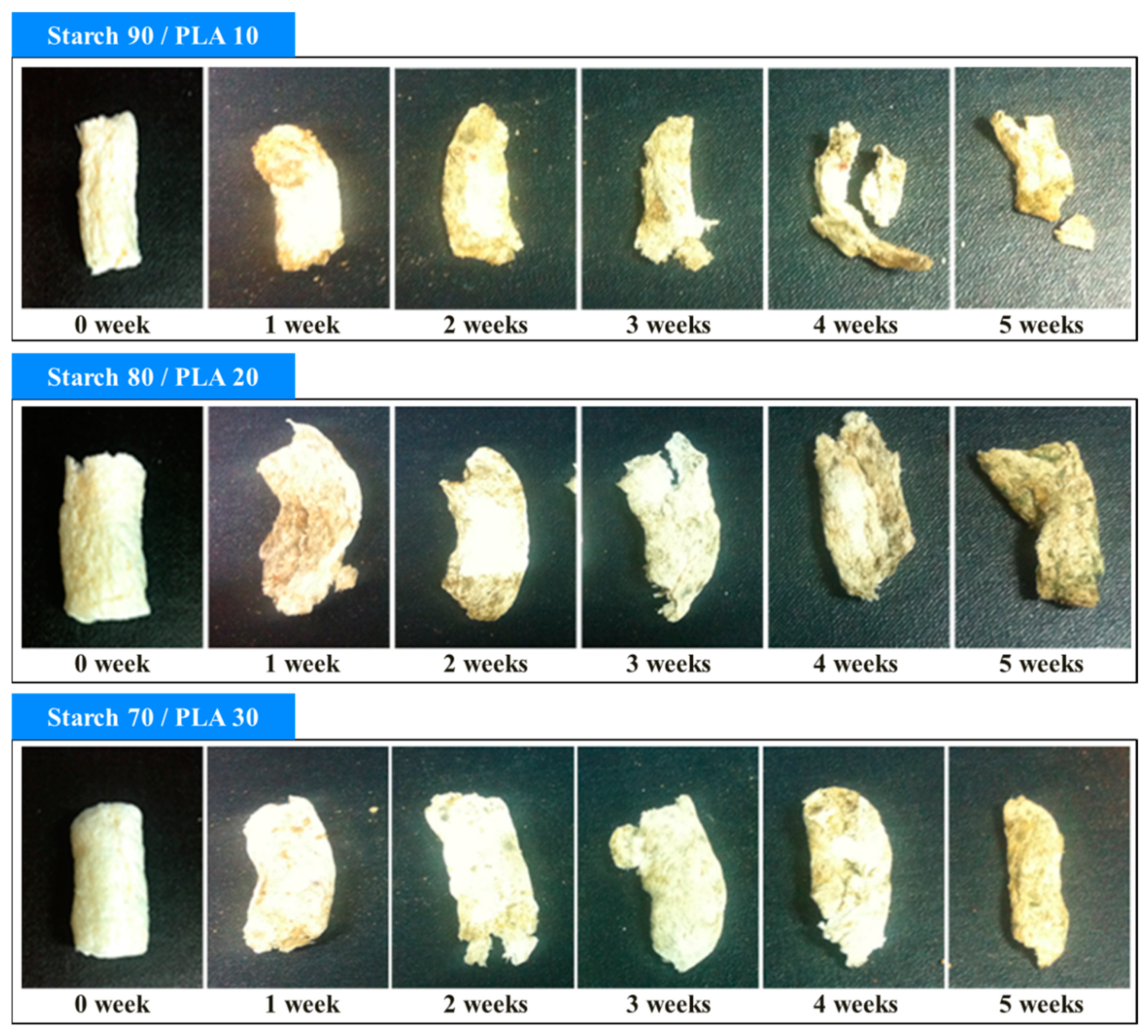
3.6. Biodegradability Control of Biomass-based Composite Foam Cushion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Alavi, S.H.; Gogoi, B.K.; Khan, M.; Bowman, B.J.; Rizvi, S.S.H. Structural properties of protein-stabilized starch-based supercritical fluid extrudates. Food Res. Int. 1999, 32, 107–118. [Google Scholar] [CrossRef]
- Alavi, S.H.; Rizvi, S.S.H.; Harriott, P. Process dynamics of starch-based microcellular foams produced by supercritical fluid extrusion. I: Model development. Food Res. Int. 2003, 36, 309–319. [Google Scholar] [CrossRef]
- Cho, K.Y.; Rizvi, S.S.H. 3D microstructure of supercritical fluid extrudates I: Melt rheology and microstructure formation. Food Res. Int. 2009, 42, 595–602. [Google Scholar] [CrossRef]
- Goel, S.K.; Beckman, E.J. Nucleation and growth in microcellular materials: Supercritical CO2 as foaming agent. AIChE J. 1995, 41, 357–367. [Google Scholar] [CrossRef]
- Jeong, H.; Toledo, R. Twin-screw extrusion at low temperature with carbon dioxide injection to assist expansion: Extrudate characteristics. J. Food Eng. 2004, 63, 425–432. [Google Scholar] [CrossRef]
- Muljana, H.; Picchioni, F.; Heeres, H.J.; Janssen, L.P.B.M. Supercritical carbon dioxide (scCO2) induced gelatinization of potato starch. Carbohydr. Polym. 2009, 78, 511–519. [Google Scholar] [CrossRef]
- Lopez-Gil, A.; Silva-Bellucci, F.; Velasco, D.; Ardanuy, M.; Rodriguez-Perez, M.A. Cellular structure and mechanical properties of starch-based foamed blocks reinforced with natural fibers and produced by microwave heating. Ind. Crops Prod. 2015, 66, 194–205. [Google Scholar] [CrossRef]
- Soykeabkaew, N.; Thanomsilp, C.; Suwantong, O. A review: Starch-based composite foams. Composites Part A Appl. Sci. Manuf. 2015, 78, 246–263. [Google Scholar] [CrossRef]
- Biliaderis, C.G.; Maurice, T.J.; Vose, J.R. Starch gelatinization phenomena studied by differential scanning calorimetry. J. Food Sci. 1980, 45, 1669–1674. [Google Scholar] [CrossRef]
- Kozlowski, M.; Masirek, R.; Piorkowska, E.; Gazicki-Lipman, M. Biodegradable blends of poly(L-lactide) and starch. J. Appl. Polymer. 2007, 105, 269–277. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Starch | PLA | ||||
|---|---|---|---|---|---|---|
| Die Diameter (Ф) | 3 | |||||
| Screw Speed (RPM) | 66.6 | |||||
| Water Content (phr) | 20 | |||||
| Temperature (°C) | NZ | H1 | H2 | H3 | H4 | |
| 1 | 90 | 90 | 90 | 70 | 70 | |
| 2 | 120 | 120 | 120 | 70 | 70 | |
| 3 | 150 | 150 | 150 | 70 | 70 | |
| 4 | 180 | 180 | 180 | 70 | 70 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sohn, J.S.; Kim, H.K.; Kim, S.W.; Ryu, Y.; Cha, S.W. Biodegradable Foam Cushions as Ecofriendly Packaging Materials. Sustainability 2019, 11, 1731. https://doi.org/10.3390/su11061731
Sohn JS, Kim HK, Kim SW, Ryu Y, Cha SW. Biodegradable Foam Cushions as Ecofriendly Packaging Materials. Sustainability. 2019; 11(6):1731. https://doi.org/10.3390/su11061731
Chicago/Turabian StyleSohn, Joo Seong, Hyun Keun Kim, Shin Won Kim, Youngjae Ryu, and Sung Woon Cha. 2019. "Biodegradable Foam Cushions as Ecofriendly Packaging Materials" Sustainability 11, no. 6: 1731. https://doi.org/10.3390/su11061731
APA StyleSohn, J. S., Kim, H. K., Kim, S. W., Ryu, Y., & Cha, S. W. (2019). Biodegradable Foam Cushions as Ecofriendly Packaging Materials. Sustainability, 11(6), 1731. https://doi.org/10.3390/su11061731