Enhancing Sustainability and Energy Efficiency in Smart Factories: A Review



Abstract
1. Introduction
2. Description of Target Literature
- (1)
- For the papers published within recent three years, only the literature from top journals or conferences in the corresponding field are chosen.
- (2)
- For the papers that have been published more than three years ago, the literature with high citations are considered.
- (3)
- For the papers have been published more than seven years ago, they are only used as an introduction to the key concept or descriptions of conventional technologies.
3. Green and Sustainable Manufacturing
3.1. The Definition and Characterization
- no or little harm to the environment and society
- no reduction of natural resource
- capability of satisfying nowadays and future energy needs
- high efficiency
- no toxic emission to air, land or water
- no or little greenhouse gases emission
- no pressure on future populations
3.2. Current Development and Policy
4. Smart Manufacturing
4.1. The Definition
4.2. The Role of Sustainability in Smart Manufacturing
4.3. The Hierarchy of Smart Manufacturing
4.3.1. Process Level
4.3.2. Machine/Station Level
4.3.3. Factory Level
4.4. Smart Manufacturing in the Energy Industry
5. Applications of Smart Techniques in Sustainable Manufacturing
5.1. Deep Learning
- Convolutional neural networks (CNN)
- Long short-term memory networks (LSTM)
- Deep belief networks (DBN)
- Deep stacking networks (DSN)
- Fault diagnostic (detection, identification, estimation of magnitudes)
5.2. Smart Grid and Smart Metering
- Smart meters
- State estimation
- Distributed generations
- Renewable energy integrations (REI)
- Bidirectional communication system (BCS)
- Automatic healing capability (AHC)
- Data security/cyber security
- Carbon emission reduction
- Meter data management (MDM)
- Field area networks (FAN)
- IT and back office computing
- Demand response
- Electricity storage devices
- Distribution automation
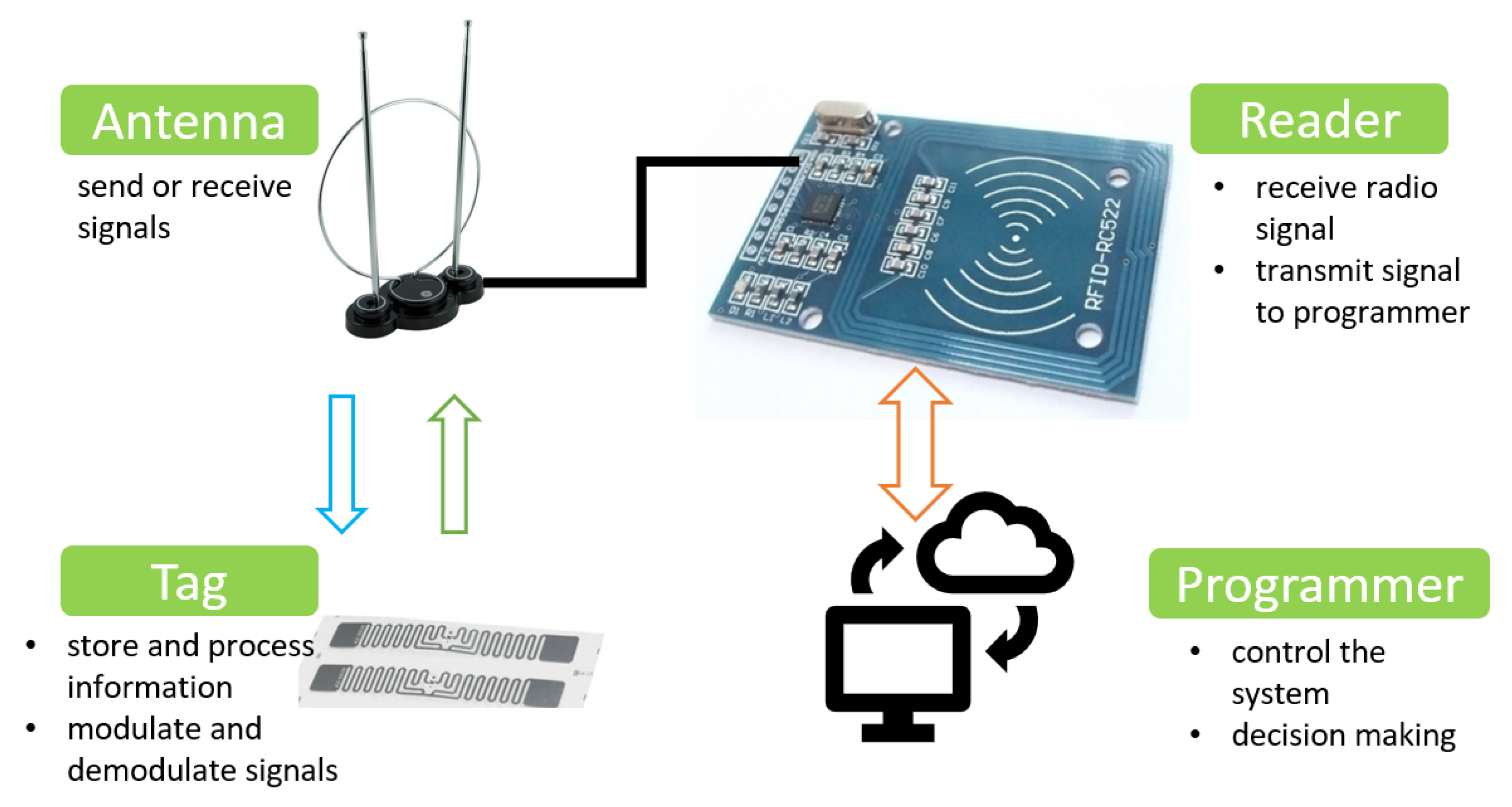
5.3. Radio-Frequency Identification (RFID)
- Ease of identification. Because the tag attached to the item is assigned unique information, such as manufacturing conditions and product type, the part is easy to identify and track during the production. This feature is very important in mass production.
- Simultaneous communication. The tag not only specifies what task to be done on the part, but also keep updating during the production, recording the complete task as well as quality diagnostics, which enables real-time inspection and monitoring.
- Automation. By attaching the tags to the item, the production process, including assembling, packaging, and delivery is finished automatically. In addition, the performance history is recorded, so that the manufactures can use such information as feedback to modify the production process and improve the quality of products.
- Improving efficiency at the enterprise level. RFID technology integrates designing, and customer needs as well as manufacturing. Because the information on the tag is constantly updated, the designers can change the production process easily to meet some special customer needs. By shortening the response time, manufacturing efficiency is greatly improved, and the waste (energy consumption and production cost) due to rescheduling induced by different customer needs in mass customization production is minimized.
5.4. Big Data Analytics and Data Mining
- Petrol waste analytics. By analyzing the data collected from vehicles, the trend of fuel consumption is predicted to improve combustion efficiency, which saves energy and reduces emissions.
- Emission control. Transportation emissions are the important source of greenhouse and toxic gas in the air. Data mining provides an effective method to develop a decision-making system or set a reference for policy makers.
5.5. Cloud Computing and High-Performance Computing
- Oil and gas industry modeling
- Electronic design automation
- Climate modeling
- Media and entertainment
- Biosciences
5.6. Additive Manufacturing
6. Applications in Energy Industry
6.1. Sustainable Energy
6.1.1. Solar Energy
6.1.2. Wind Energy
6.1.3. Hydropower
6.2. Energy Devices Applications
6.2.1. Energy Production Devices
6.2.2. Energy Storage Devices
6.3. Smart Energy Systems
6.3.1. Modeling
6.3.2. Monitoring
6.3.3. Decision-Making
7. Prospective and Conclusion
- Deep learning and data mining are core techniques that drive the advancement of smart manufacturing and transform traditional manufacturing styles to modern paradigms. Nevertheless, sustainability and energy efficiency have not been fully considered. First, applications on sustainability and energy efficiency problems are less studied. This is partly because that those problems are essentially different with problems popularly studied in the computer science community regarding data types, data volume, and objectives. Furthermore, when developing smart manufacturing techniques, the consideration of energy efficiency and sustainability will yield multi-objective, multi-constraint problems, which can be so complicated that conventional methods are incapable.
- Cloud computing and HPC are key technologies of smart manufacturing. Nevertheless, the deployment of these supercomputing techniques in manufacturing is still at its nascent stage and requires substantial efforts. Particularly, the choice between cloud computing and HPC, how to effectively incorporate supercomputing powers into daily manufacturing practices, and cybersecurity issues need more investigation. Moreover, due to costly computation and maintenance, supercomputing facilities are a major energy consumption source themselves. Thus, research on reducing energy use, reducing maintenance cost, and achieving a tradeoff between performance and energy efficiency remains to be done.
- Additive manufacturing, as an innovative technique, has attracted a lot of interests from both industries and academia. It increases the customization of products and enables producing products with a complicated geometric shape. Although additive manufacturing is compatible with sustainable manufacturing, there are still many things researchers can do to improve sustainability, such as recycling materials. Additionally, the enhancement of product quality using inline sensing and monitoring, real-time control, and sampling inspection methodology also shows great potential in increasing the sustainability of additive manufacturing.
- Smart manufacturing technologies have improved the production efficiency and sustainability of some renewable energies with large shares. However, the applications for bioenergy and the energies with small shares are limited. The existing smart manufacturing approaches for large shares cannot be directly applied to small share applications as a result of different time scales, varied production rates, and different process dynamics. As such, fundamental research on extending existing methods and developing new methods is critically needed.
- The electricity storage devices have drawn many scholars’ attention, and the ongoing research has made some major progress in improving the quality and efficiency of battery manufacturing. To further enhance the sustainability in energy storage systems, research on industrial heat and cooling systems are highly desired. In addition, the deployment of big data based decision-making, such as online process monitoring, real-time control, and battery performance monitoring, is able to greatly promote quality and bring energy saving.
Author Contributions
Funding
Conflicts of Interest
References
- Jiang, P.; Ding, K.; Leng, J. Towards a cyber-physical-social-connected and service-oriented manufacturing paradigm: Social Manufacturing. Manuf. Lett. 2016, 7, 15–21. [Google Scholar] [CrossRef]
- Mitsuishi, M.; Ueda, K.; Kimura, F. (Eds.) Manufacturing Systems and Technologies for the New Frontier; Springer: London, UK, 2008. [Google Scholar] [CrossRef]
- Shrouf, F.; Ordieres, J.; Miragliotta, G. Smart factories in Industry 4.0: A review of the concept and of energy management approached in production based on the Internet of Things paradigm. In Proceedings of the 2014 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Bandar Sunway, Malaysia, 9–12 December 2014; pp. 697–701. [Google Scholar]
- Lee, J.; Bagheri, B.; Jin, C. Introduction to cyber manufacturing. Manuf. Lett. 2016, 8, 11–15. [Google Scholar] [CrossRef]
- Davis, J.; Edgar, T.; Porter, J.; Bernaden, J.; Sarli, M. Smart manufacturing, manufacturing intelligence and demand-dynamic performance. Comput. Chem. Eng. 2012, 47, 145–156. [Google Scholar] [CrossRef]
- Mehdiyev, N.; Lahann, J.; Emrich, A.; Enke, D.; Fettke, P.; Loos, P. Time Series Classification using Deep Learning for Process Planning: A Case from the Process Industry. Procedia Comput. Sci. 2017, 114, 242–249. [Google Scholar] [CrossRef]
- Zerehsaz, Y.; Shao, C.; Jin, J. Tool wear monitoring in ultrasonic welding using high-order decomposition. J. Intell. Manuf. 2016, 1–13. [Google Scholar] [CrossRef]
- Baumers, M.; Ozcan, E. Scope for Machine Learning in Digital Manufacturing. arXiv, 2016; arXiv:1609.05835. [Google Scholar]
- Stanisavljevic, D.; Spitzer, M. A Review of Related Work on Machine Learning in Semiconductor Manufacturing and Assembly Lines; SAMI@ iKNOW: Graz, Austria, 18–19 October 2016. [Google Scholar]
- Weimer, D.; Scholz-Reiter, B.; Shpitalni, M. Design of deep convolutional neural network architectures for automated feature extraction in industrial inspection. CIRP Ann. 2016, 65, 417–420. [Google Scholar] [CrossRef]
- Chen, X.W.; Lin, X. Big Data Deep Learning: Challenges and Perspectives. IEEE Access 2014, 2, 514–525. [Google Scholar] [CrossRef]
- Zhekun, L.; Gadh, R.; Prabhu, B. Applications of RFID technology and smart parts in manufacturing. Proc. DETC 2004, 4, 1–7. [Google Scholar]
- Paul, S.; Rabbani, M.S.; Kundu, R.K.; Zaman, S.M.R. A review of smart technology (Smart Grid) and its features. In Proceedings of the 2014 1st International Conference on Non Conventional Energy (ICONCE), Kalyani, India, 16–17 January 2014; pp. 200–203. [Google Scholar]
- Wu, D.; Greer, M.J.; Rosen, D.W.; Schaefer, D. Cloud manufacturing: Strategic vision and state-of-the-art. J. Manuf. Syst. 2013, 32, 564–579. [Google Scholar] [CrossRef]
- Yu, C.; Xu, X.; Lu, Y. Computer-Integrated Manufacturing, Cyber-Physical Systems and Cloud Manufacturing—Concepts and relationships. Manuf. Lett. 2015, 6, 5–9. [Google Scholar] [CrossRef]
- Stephen, J. A Policymaker’s Guide to Smart Manufacturing; Report; Information Technology & Innovation Foundation: Washington, DC, USA, 2016. [Google Scholar]
- United States Environmental Protection Agency. Sources of Greenhouse Gas Emissions. Available online: https://www.epa.gov/ghgemissions/sources-greenhouse-gas-emissions (accessed on 1 September 2018).
- U.S. Energy Information Administration. Annual Energy Review 2011; Government Printing Office: Washington, DC, USA, 2012.
- The U.S. Energy Information Administration. Annual Energy Review. Available online: https://www.eia.gov/totalenergy/data/annual/#consumption (accessed on 1 September 2018).
- Ellabban, O.; Abu-Rub, H.; Blaabjerg, F. Renewable energy resources: Current status, future prospects and their enabling technology. Renew. Sustain. Energy Rev. 2014, 39, 748–764. [Google Scholar] [CrossRef]
- Brunke, J.C.; Johansson, M.; Thollander, P. Empirical investigation of barriers and drivers to the adoption of energy conservation measures, energy management practices and energy services in the Swedish iron and steel industry. J. Clean. Prod. 2014, 84, 509–525. [Google Scholar] [CrossRef]
- Bunse, K.; Vodicka, M.; Schönsleben, P.; Brülhart, M.; Ernst, F.O. Integrating energy efficiency performance in production management—Gap analysis between industrial needs and scientific literature. J. Clean. Prod. 2011, 19, 667–679. [Google Scholar] [CrossRef]
- Lee, C.M.; Choi, Y.H.; Ha, J.H.; Woo, W.S. Eco-friendly technology for recycling of cutting fluids and metal chips: A review. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 457–468. [Google Scholar] [CrossRef]
- Rogers, E.A. The Energy Savings Potential of Smart Manufacturing; American Council for an Energy-Efficient Economy: Washington, DC, USA, 2014. [Google Scholar]
- Liberati, A.; Altman, D.G.; Tetzlaff, J.; Mulrow, C.; Gøtzsche, P.C.; Ioannidis, J.P.; Clarke, M.; Devereaux, P.J.; Kleijnen, J.; Moher, D. The PRISMA statement for reporting systematic reviews and meta-analyses of studies that evaluate health care interventions: Explanation and elaboration. PLoS Med. 2009, 6, e1000100. [Google Scholar] [CrossRef] [PubMed]
- United States Environmental Protection Agency. Sustainable Manufacturing. Available online: https://www.epa.gov/sustainability/sustainable-manufacturing (accessed on 1 September 2018).
- Dincer, I.; Acar, C. A review on clean energy solutions for better sustainability: A review on clean energy solutions for better sustainability. Int. J. Energy Res. 2015, 39, 585–606. [Google Scholar] [CrossRef]
- Forum, W.E. CEO Policy Recommendations for Emerging Economy Nations China. Available online: http://reports.weforum.org/manufacturing-growth/china/?doing_wp_cron=1514099819.9172980785369873046875 (accessed on 1 September 2018).
- Commission, T.E. Key Enabling Technologies: Factories of the Future. Available online: http://ec.europa.eu/research/industrial_technologies/factories-of-the-future_en.html (accessed on 1 September 2018).
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing Smart Factory of Industrie 4.0: An Outlook. Int. J. Distrib. Sens. Netw. 2016, 12, 3159805. [Google Scholar] [CrossRef]
- Apostolos, F.; Alexios, P.; Georgios, P.; Panagiotis, S.; George, C. Energy Efficiency of Manufacturing Processes: A Critical Review. Procedia CIRP 2013, 7, 628–633. [Google Scholar] [CrossRef]
- Duflou, J.R.; Kellens, K.; Guo, Y.; Dewulf, W. Critical comparison of methods to determine the energy input for discrete manufacturing processes. CIRP Ann. Manuf. Technol. 2012, 61, 63–66. [Google Scholar] [CrossRef]
- Duflou, J.R.; Sutherland, J.W.; Dornfeld, D.; Herrmann, C.; Jeswiet, J.; Kara, S.; Hauschild, M.; Kellens, K. Towards energy and resource efficient manufacturing: A processes and systems approach. CIRP Ann. Manuf. Technol. 2012, 61, 587–609. [Google Scholar] [CrossRef]
- Lee, S.S.; Kim, T.H.; Hu, S.J.; Cai, W.W.; Abell, J.A. Joining technologies for automotive lithium-ion battery manufacturing: A review. In Proceedings of the ASME 2010 International Manufacturing Science and Engineering Conference, Pennsylvania, PA, USA, 12–15 October 2010; Volume 1, pp. 541–549. [Google Scholar]
- Shao, C.; Paynabar, K.; Kim, T.; Jin, J.; Hu, S.; Spicer, J.; Wang, H.; Abell, J. Feature selection for manufacturing process monitoring using cross-validation. J. Manuf. Syst. 2013, 10, 550–555. [Google Scholar] [CrossRef]
- Guo, W.; Shao, C.; Kim, T.H.; Hu, S.J.; Jin, J.J.; Spicer, J.P.; Wang, H. Online process monitoring with near-zero misdetection for ultrasonic welding of lithium-ion batteries: An integration of univariate and multivariate methods. J. Manuf. Syst. 2016, 38, 141–150. [Google Scholar] [CrossRef]
- Lee, S.S.; Shao, C.; Kim, T.H.; Hu, S.J.; Kannatey-Asibu, E.; Cai, W.W.; Spicer, J.P.; Abell, J.A. Characterization of ultrasonic metal welding by correlating online sensor signals with weld attributes. J. Manuf. Sci. Eng. 2014, 136, 051019. [Google Scholar]
- Shao, C.; Kim, T.H.; Hu, S.J.; Jin, J.J.; Abell, J.A.; Spicer, J.P. Tool wear monitoring for ultrasonic metal welding of lithium-ion batteries. J. Manuf. Sci. Eng. 2016, 138, 051005. [Google Scholar] [CrossRef]
- Hetrick, E.; Baer, J.; Zhu, W.; Reatherford, L.; Grima, A.; Scholl, D.; Wilkosz, D.; Fatima, S.; Ward, S. Ultrasonic metal welding process robustness in aluminum automotive body construction applications. Weld. J. 2009, 88, 149–158. [Google Scholar]
- Emerson. Cleaner Weld Areas and Consistent Joint Quality. Available online: https://www.emerson.com/en-us/automation/precision-welding-cleaning/ultrasonic-plastic-welding (accessed on 1 September 2018).
- Kara, S.; Li, W. Unit process energy consumption models for material removal processes. CIRP Ann. Manuf. Technol. 2011, 60, 37–40. [Google Scholar] [CrossRef]
- Mori, M.; Fujishima, M.; Inamasu, Y.; Oda, Y. A study on energy efficiency improvement for machine tools. CIRP Ann. Manuf. Technol. 2011, 60, 145–148. [Google Scholar] [CrossRef]
- IEA. World Energy Outlook 2017; World Energy Outlook, IEA: Paris, France, 2017. [CrossRef]
- REN21. Renewables 2017 Global Status Report; REN21 Secretariat: Paris, France, 2017. [Google Scholar]
- Graves, A.; Eck, D.; Beringer, N.; Schmidhuber, J. Biologically plausible speech recognition with LSTM neural nets. In Biologically Inspired Approaches to Advanced Information Technology; Springer: Berlin, Germany, 2004; pp. 127–136. [Google Scholar]
- Wuest, T.; Weimer, D.; Irgens, C.; Thoben, K.D. Machine learning in manufacturing: Advantages, challenges, and applications. Prod. Manuf. Res. 2016, 4, 23–45. [Google Scholar] [CrossRef]
- Goldberg, Y.; Levy, O. word2vec Explained: Deriving Mikolov et al.’s negative-sampling word-embedding method. arXiv, 2014; arXiv:1402.3722. [Google Scholar]
- Smith, G.W.; Leymarie, F.F. The Machine as Artist: An Introduction. Arts 2017, 6, 5. [Google Scholar] [CrossRef]
- Badhe, A. Using Deep Learning Neural Networks To Find Best Performing Audience Segments. Int. J. Sci. Technol. Res. 2015, 4, 30–31. [Google Scholar]
- Patterson, J.; Gibson, A. Deep Learning: A Practitioner’s Approach; O’Reilly Media, Inc.: Sebastopol, CA, USA, 2017. [Google Scholar]
- Xu, K.; Li, X.; Jiang, H.; Zhao, H. A real-time standard parts inspection based on deep learning. In AOPC 2017: 3D Measurement Technology for Intelligent Manufacturing; International Society for Optics and Photonics: Bellingham, WA, USA, 2017; Volume 10458, p. 104580S. [Google Scholar]
- Ren, R.; Hung, T.; Tan, K.C. A Generic Deep-Learning-Based Approach for Automated Surface Inspection. IEEE Trans. Cybern. 2017, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.; Yuan, M.; Dong, S.; Lin, L.; Liu, Y. Remaining useful life estimation of engineered systems using vanilla LSTM neural networks. Neurocomputing 2018, 275, 167–179. [Google Scholar] [CrossRef]
- Yu, L.; Yang, Z.; Tang, L. A novel multistage deep belief network based extreme learning machine ensemble learning paradigm for credit risk assessment. Flex. Serv. Manuf. J. 2016, 28, 576–592. [Google Scholar] [CrossRef]
- Zhao, R.; Yan, R.; Wang, J.; Mao, K. Learning to Monitor Machine Health with Convolutional Bi-Directional LSTM Networks. Sensors 2017, 17, 273. [Google Scholar] [CrossRef] [PubMed]
- Leng, J.; Jiang, P. A deep learning approach for relationship extraction from interaction context in social manufacturing paradigm. Knowl.-Based Syst. 2016, 100, 188–199. [Google Scholar] [CrossRef]
- Leng, J.; Chen, Q.; Mao, N.; Jiang, P. Combining granular computing technique with deep learning for service planning under social manufacturing contexts. Knowl.-Based Syst. 2017. [Google Scholar] [CrossRef]
- Ren, L.; Cui, J.; Sun, Y.; Cheng, X. Multi-bearing remaining useful life collaborative prediction: A deep learning approach. J. Manuf. Syst. 2017, 43, 248–256. [Google Scholar] [CrossRef]
- Chen, Z.; Deng, S.; Chen, X.; Li, C.; Sanchez, R.V.; Qin, H. Deep neural networks-based rolling bearing fault diagnosis. Microelectron. Reliab. 2017, 75, 327–333. [Google Scholar] [CrossRef]
- Masci, J.; Meier, U.; Ciresan, D.; Schmidhuber, J.; Fricout, G. Steel defect classification with max-pooling convolutional neural networks. In Proceedings of the 2012 International Joint Conference on Neural Networks (IJCNN), Brisbane, Australia, 10–15 June 2012; pp. 1–6. [Google Scholar]
- Shao, S.Y.; Sun, W.J.; Yan, R.Q.; Wang, P.; Gao, R.X. A Deep Learning Approach for Fault Diagnosis of Induction Motors in Manufacturing. Chin. J. Mech. Eng. 2017, 30, 1347–1356. [Google Scholar] [CrossRef]
- Herrmann, C.; Bogdanski, G.; Zein, A. Industrial smart metering–application of information technology systems to improve energy efficiency in manufacturing. In Proceedings of the 43rd CIRP Conference on Manufacturing Systems, Vienna, Austria, 26–28 May 2010. [Google Scholar]
- Hu, Z.; Li, C.; Cao, Y.; Fang, B.; He, L.; Zhang, M. How smart grid contributes to energy sustainability. Energy Procedia 2014, 61, 858–861. [Google Scholar] [CrossRef]
- Oprea, S.V.; Bâra, A.; Uță, A.; Pîrjan, A.; Căruțașu, G. Analyses of Distributed Generation and Storage Effect on the Electricity Consumption Curve in the Smart Grid Context. Sustainability 2018, 10, 2264. [Google Scholar] [CrossRef]
- May, G.; Barletta, I.; Stahl, B.; Taisch, M. Energy management in production: A novel method to develop key performance indicators for improving energy efficiency. Appl. Energy 2015, 149, 46–61. [Google Scholar] [CrossRef]
- Huang, Y.F.; Werner, S.; Huang, J.; Kashyap, N.; Gupta, V. State estimation in electric power grids: Meeting new challenges presented by the requirements of the future grid. IEEE Signal Process. Mag. 2012, 29, 33–43. [Google Scholar] [CrossRef]
- The U.S. Department of Energy. The Smart Grid: An Introduction. Available online: https://energy.gov/sites/prod/files/oeprod/DocumentsandMedia/DOE_SG_Book_Single_Pages%281%29.pdf (accessed on 1 September 2018).
- Sinitsyn, N.A.; Kundu, S.; Backhaus, S. Safe protocols for generating power pulses with heterogeneous populations of thermostatically controlled loads. Energy Convers. Manag. 2013, 67, 297–308. [Google Scholar] [CrossRef]
- Berger, L.T.; Iniewski, K. Smart Grid: Applications, Communications, and Security; Wiley: London, UK, 2012. [Google Scholar]
- Wang, Y.; Huang, Y.; Wang, Y.; Li, F.; Zhang, Y.; Tian, C. Operation optimization in a smart micro-grid in the presence of distributed generation and demand response. Sustainability 2018, 10, 847. [Google Scholar] [CrossRef]
- Zhao, H.; Li, N. Performance evaluation for sustainability of strong smart grid by using stochastic AHP and fuzzy TOPSIS methods. Sustainability 2016, 8, 129. [Google Scholar] [CrossRef]
- Johnson, D. RFID tags improve tracking, quality on Ford line in Mexico. Control Eng. 2002, 49, 16. [Google Scholar]
- Want, R. An introduction to RFID technology. IEEE Pervasive Comput. 2006, 5, 25–33. [Google Scholar] [CrossRef]
- Zhong, R.Y.; Dai, Q.; Qu, T.; Hu, G.; Huang, G.Q. RFID-enabled real-time manufacturing execution system for mass-customization production. Robot. Comput. Integr. Manuf. 2013, 29, 283–292. [Google Scholar] [CrossRef]
- Suriano, S.; Wang, H.; Shao, C.; Hu, S.J.; Sekhar, P. Progressive measurement and monitoring for multi-resolution data in surface manufacturing considering spatial and cross correlations. IIE Trans. 2015, 47, 1033–1052. [Google Scholar] [CrossRef]
- Shao, C.; Ren, J.; Wang, H.; Jin, J.J.; Hu, S.J. Improving machined surface shape prediction by integrating multi-task learning with cutting force variation modeling. J. Manuf. Sci. Eng. 2017, 139, 011014. [Google Scholar] [CrossRef]
- Adachi, T.; Talavage, J.J.; Moodie, C.L. A rule-based control method for a multi-loop production system. Artif. Intell. Eng. 1989, 4, 115–125. [Google Scholar] [CrossRef]
- Whitehall, B.L.; Lu, S.Y.; Stepp, R.E. CAQ: A machine learning tool for engineering. Artif. Intell. Eng. 1990, 5, 189–198. [Google Scholar] [CrossRef]
- Gardner, M.; Bieker, J. Data mining solves tough semiconductor manufacturing problems. In Proceedings of the Sixth ACM SIGKDD International Conference on Knowledge Discovery and Data Mining, Boston, MA, USA, 20–23 August 2000; pp. 376–383. [Google Scholar]
- Sebzalli, Y.; Wang, X. Knowledge discovery from process operational data using PCA and fuzzy clustering. Eng. Appl. Artif. Intell. 2001, 14, 607–616. [Google Scholar] [CrossRef]
- Lee, J.H.; Park, S.C. Data Mining for High Quality and Quick Response Manufacturing; Kluwer Academic: Norwell, MA, USA, 2001. [Google Scholar]
- Last, M.; Kandel, A. Data mining for process and quality control in the semiconductor industry. In Data Mining for Design and Manufacturing; Springer: Boston, MA, USA, 2001; pp. 207–234. [Google Scholar]
- Shao, C.; Jin, J.J.; Hu, S.J. Dynamic sampling design for characterizing spatiotemporal processes in manufacturing. J. Manuf. Sci. Eng. 2017, 139, 101002. [Google Scholar] [CrossRef]
- Yang, Y.; Shao, C. Spatial interpolation for periodic surfaces in manufacturing using a Bessel additive variogram model. J. Manuf. Sci. Eng. 2018, 140, 061001. [Google Scholar] [CrossRef]
- Yang, Y.; Cai, Y.D.; Lu, Q.; Zhang, Y.; Koric, S.; Shao, C. High-Performance Computing Based Big Data Analytics for Smart Manufacturing. In Proceedings of the ASME 2018 13th International Manufacturing Science and Engineering Conference, College Station, TX, USA, 18–22 June 2018; p. V003T02A013. [Google Scholar]
- Shahbaz, M.; Harding, J. An Integrated data mining model for manufacturing enterprises. In Advances in Manufacturing Technology XVII 2003; Taylor & Francis Group: Abingdon, UK, 2003; Volume 17, pp. 539–548. [Google Scholar]
- Maki, H.; Teranishi, Y. Development of automated data mining system for quality control in manufacturing. In Data Warehousing and Knowledge Discovery; Springer: Berlin/Heidelberg, Germany, 2001; pp. 93–100. [Google Scholar]
- Maki, H.; Maeda, A.; Morita, T.; Akimori, H. Applying data mining to data analysis in manufacturing. In Global Production Management; Springer: Boston, MA, USA, 1999; pp. 324–331. [Google Scholar]
- Harding, J.A.; Shahbaz, M.; Srinivas; Kusiak, A. Data Mining in Manufacturing: A Review. J. Manuf. Sci. Eng. 2006, 128, 969–976. [Google Scholar] [CrossRef]
- Park, K.S.; Kim, S.H. Artificial intelligence approaches to determination of CNC machining parameters in manufacturing: A review. Artif. Intell. Eng. 1998, 12, 127–134. [Google Scholar] [CrossRef]
- Skormin, V.A.; Gorodetski, V.I.; Popyack, L.J. Data mining technology for failure prognostic of avionics. IEEE Trans. Aerosp. Electron. Syst. 2002, 38, 388–403. [Google Scholar] [CrossRef]
- Kusiak, A.; Kernstine, K.; Kern, J.; McLaughlin, K.; Tseng, T. Data mining: Medical and engineering case studies. In Proceedings of the Industrial Engineering Research Conference, Cleveland, OH, USA, 21–24 May 2000; pp. 1–7. [Google Scholar]
- Ishino, Y.; Jin, Y. Data mining for knowledge acquisition in engineering design. In Data Mining for Design and Manufacturing; Springer: Boston, MA, USA, 2001; pp. 145–160. [Google Scholar]
- Shi, X.; Schillings, P.; Boyd, D. Applying artificial neural networks and virtual experimental design to quality improvement of two industrial processes. Int. J. Prod. Res. 2004, 42, 101–118. [Google Scholar] [CrossRef]
- Grabot, B.; Blanc, J.C.; Binda, C. A decision support system for production activity control. Decis. Support Syst. 1996, 16, 87–101. [Google Scholar] [CrossRef]
- Hsu, L.F.; Kuo, S. Design of optimal maintenance policies based on on-line sampling plans. Eur. J. Oper. Res. 1995, 86, 345–357. [Google Scholar] [CrossRef]
- Morik, K.; Bhaduri, K.; Kargupta, H. Introduction to data mining for sustainability. Data Min. Knowl. Discov. 2012, 24, 311–324. [Google Scholar] [CrossRef]
- Marwah, M.; Sharma, R.; Shih, R.; Patel, C.; Bhatia, V.; Mekanapurath, M.; Velumani, R.; Velayudhan, S. Data analysis, visualization and knowledge discovery in sustainable data centers. In Proceedings of the 2nd Bangalore Annual Compute Conference, Bangalore, India, 9–10 January 2009; p. 2. [Google Scholar]
- Steinke, S.; Wehmeyer, L.; Lee, B.S.; Marwedel, P. Assigning program and data objects to scratchpad for energy reduction. In Proceedings of the Design, Automation and Test in Europe Conference and Exhibition, Paris, France, 4–8 March 2002; pp. 409–415. [Google Scholar]
- Lorenz, M.; Leupers, R.; Marwedel, P.; Drager, T.; Fettweis, G. Low-energy DSP code generation using a genetic algorithm. In Proceedings of the 2001 IEEE International Conference on Computer Design: VLSI in Computers and Processors, Austin, TX, USA, 23–26 September 2001; pp. 431–437. [Google Scholar]
- Fricke, P.; Jungermann, F.; Morik, K.; Piatkowski, N.; Spinczyk, O.; Stolpe, M.; Streicher, J. Towards adjusting mobile devices to user’s behaviour. In Analysis of Social Media and Ubiquitous Data; Springer: Berlin/Heidelberg, Germany, 2011; pp. 99–118. [Google Scholar]
- Mell, P.; Grance, T. The NIST definition of cloud computing. Natl. Inst. Stand. Technol. 2011, 53, 50. [Google Scholar]
- Xu, X. From cloud computing to cloud manufacturing. Robot. Comput.-Integr. Manuf. 2012, 28, 75–86. [Google Scholar] [CrossRef]
- Kang, H.S.; Lee, J.Y.; Choi, S.; Kim, H.; Park, J.H.; Son, J.Y.; Kim, B.H.; Noh, S.D. Smart manufacturing: Past research, present findings, and future directions. Int. J. Precis. Eng. Manuf.-Green Technol. 2016, 3, 111–128. [Google Scholar] [CrossRef]
- Valilai, O.F.; Houshmand, M. A collaborative and integrated platform to support distributed manufacturing system using a service-oriented approach based on cloud computing paradigm. Robot. Comput.-Integr. Manuf. 2013, 29, 110–127. [Google Scholar] [CrossRef]
- Zhang, L.; Luo, Y.; Tao, F.; Li, B.H.; Ren, L.; Zhang, X.; Guo, H.; Cheng, Y.; Hu, A.; Liu, Y. Cloud manufacturing: A new manufacturing paradigm. Enterp. Inf. Syst. 2014, 8, 167–187. [Google Scholar] [CrossRef]
- Yoo, S.K.; Kim, B.Y. A Decision-Making Model for Adopting a Cloud Computing System. Sustainability 2018, 10, 2952. [Google Scholar] [CrossRef]
- Techopedia. High-Performance Computing (HPC). Available online: https://www.techopedia.com/definition/4595/high-performance-computing-hpc (accessed on 1 September 2018).
- Gupta, A.; Milojicic, D. Evaluation of HPC Applications on Cloud. In Proceedings of the 2011 Sixth Open Cirrus Summit, Atlanta, GA, USA, 12–13 October 2011; pp. 22–26. [Google Scholar] [CrossRef]
- Hassani, R.; Aiatullah, M.; Luksch, P. Improving HPC Application Performance in Public Cloud. IERI Procedia 2014, 10, 169–176. [Google Scholar] [CrossRef]
- Expósito, R.R.; Taboada, G.L.; Ramos, S.; Touriño, J.; Doallo, R. Performance analysis of HPC applications in the cloud. Future Gener. Comput. Syst. 2013, 29, 218–229. [Google Scholar] [CrossRef]
- Garg, S.K.; Yeo, C.S.; Anandasivam, A.; Buyya, R. Energy-efficient scheduling of HPC applications in cloud computing environments. arXiv, 2009; arXiv:0909.1146. [Google Scholar]
- Tan, C.; Hu, S.J.; Chung, H.; Barton, K.; Piya, C.; Ramani, K.; Banu, M. Product personalization enabled by assembly architecture and cyber physical systems. CIRP Ann.-Manuf. Technol. 2017, 66, 33–36. [Google Scholar] [CrossRef]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A review of additive manufacturing. ISRN Mech. Eng. 2012, 2012, 208760. [Google Scholar] [CrossRef]
- Bletzinger, K.U.; Ramm, E. Structural optimization and form finding of light weight structures. Comput. Struct. 2001, 79, 2053–2062. [Google Scholar] [CrossRef]
- Williams, A. Architectural modelling as a form of research. Arq Archit. Res. Q. 2002, 6, 337. [Google Scholar] [CrossRef]
- Weller, C.; Kleer, R.; Piller, F.T. Economic implications of 3D printing: Market structure models in light of additive manufacturing revisited. Int. J. Prod. Econ. 2015, 164, 43–56. [Google Scholar] [CrossRef]
- Gebler, M.; Uiterkamp, A.J.S.; Visser, C. A global sustainability perspective on 3D printing technologies. Energy Policy 2014, 74, 158–167. [Google Scholar] [CrossRef]
- Chu, S.; Cui, Y.; Liu, N. The path towards sustainable energy. Nat. Mater. 2016, 16, 16–22. [Google Scholar] [CrossRef]
- Aguilera, A.; Grunzke, R.; Markwardt, U.; Habich, D.; Schollbach, D.; Garcke, J. Towards an industry data gateway: An integrated platform for the analysis of wind turbine data. In Proceedings of the 2015 7th International Workshop on Science Gateways (IWSG), Budapest, Hungary, 3–5 June 2015; pp. 62–66. [Google Scholar] [CrossRef]
- Fischer, G.R.; Kipouros, T.; Savill, A.M. Multi-objective optimisation of horizontal axis wind turbine structure and energy production using aerofoil and blade properties as design variables. Renew. Energy 2014, 62, 506–515. [Google Scholar] [CrossRef]
- Pourrajabian, A.; Nazmi Afshar, P.A.; Ahmadizadeh, M.; Wood, D. Aero-structural design and optimization of a small wind turbine blade. Renew. Energy 2016, 87, 837–848. [Google Scholar] [CrossRef]
- Acharya, N.; Kim, C.G.; Thapa, B.; Lee, Y.H. Numerical analysis and performance enhancement of a cross-flow hydro turbine. Renew. Energy 2015, 80, 819–826. [Google Scholar] [CrossRef]
- Jamshed, S. Using HPC for Computational Fluid Dynamics: A Guide to High Performance Computing for CFD Engineers; Academic Press: Cambridge, MA, USA, 2015. [Google Scholar]
- Iaccarino, G.; Petrone, G.; Witteveen, J.; Quagliarella, D.; De Nicola, C.; Axerio-Cilies, J. Wind turbine optimization under uncertainty with high performance computing. In Proceedings of the 29th AIAA Applied Aerodynamics Conference, Honolulu, HI, USA, 27–30 June 2011; p. 3806. [Google Scholar]
- Vak, D.; Hwang, K.; Faulks, A.; Jung, Y.S.; Clark, N.; Kim, D.Y.; Wilson, G.J.; Watkins, S.E. 3D Printer Based Slot-Die Coater as a Lab-to-Fab Translation Tool for Solution-Processed Solar Cells. Adv. Energy Mater. 2015, 5, 1401539. [Google Scholar] [CrossRef]
- Wittbrodt, B.; Pearce, J.M. 3-D printing solar photovoltaic racking in developing world. Energy Sustain. Dev. 2017, 36, 1–5. [Google Scholar] [CrossRef]
- Bassett, K.; Carriveau, R.; Ting, D.K. 3D printed wind turbines part 1: Design considerations and rapid manufacture potential. Sustain. Energy Technol. Assess. 2015, 11, 186–193. [Google Scholar] [CrossRef]
- Han, N.; Zhao, D.; Schluter, J.U.; Goh, E.S.; Zhao, H.; Jin, X. Performance evaluation of 3D printed miniature electromagnetic energy harvesters driven by air flow. Appl. Energy 2016, 178, 672–680. [Google Scholar] [CrossRef]
- Kamimura, T.; Itoh, H.; Sugiura, K. Development turbine blade for ultramicro hydro power generation by 3D printer system. IOP Conf. Ser. Earth Environ. Sci. 2017, 93, 012019. [Google Scholar] [CrossRef]
- Lee, K.T.; Kim, E.S.; Chu, W.S.; Ahn, S.H. Design and 3D printing of controllable-pitch archimedean screw for pico-hydropower generation. J. Mech. Sci. Technol. 2015, 29, 4851–4857. [Google Scholar] [CrossRef]
- Navigant Research. Energy Storage Tracker 1Q16; Navigant Research Report: Boulder, CO, USA, 2016. [Google Scholar]
- Luo, X.; Wang, J.; Dooner, M.; Clarke, J. Overview of current development in electrical energy storage technologies and the application potential in power system operation. Appl. Energy 2015, 137, 511–536. [Google Scholar] [CrossRef]
- Schünemann, J.H.; Dreger, H.; Bockholt, H.; Kwade, A. Smart Electrode Processing for Battery Cost Reduction. ECS Trans. 2016, 73, 153–159. [Google Scholar] [CrossRef]
- Nong, L.; Shao, C.; Kim, T.H.; Hu, S.J. Improving process robustness in ultrasonic metal welding of lithium-ion batteries. J. Manuf. Syst. 2018, 48, 45–54. [Google Scholar] [CrossRef]
- Zhao, H.; Zhao, H.; Guo, S. Short-Term Wind Electric Power Forecasting Using a Novel Multi-Stage Intelligent Algorithm. Sustainability 2018, 10, 881. [Google Scholar] [CrossRef]
- Kaur, T.; Kumar, S.; Segal, R. Application of artificial neural network for short term wind speed forecasting. In Proceedings of the Power and Energy Systems: Towards Sustainable Energy, Bengaluru, India, 21–23 January 2016; pp. 1–5. [Google Scholar]
- Azad, H.B.; Mekhilef, S.; Ganapathy, V.G. Long-term wind speed forecasting and general pattern recognition using neural networks. IEEE Trans. Sustain. Energy 2014, 5, 546–553. [Google Scholar] [CrossRef]
- Abedinia, O.; Amjady, N. Short-term wind power prediction based on Hybrid Neural Network and chaotic shark smell optimization. Int. J. Precis. Eng. Manuf.-Green Technol. 2015, 2, 245–254. [Google Scholar] [CrossRef]
- Doucoure, B.; Agbossou, K.; Cardenas, A. Time series prediction using artificial wavelet neural network and multi-resolution analysis: Application to wind speed data. Renew. Energy 2016, 92, 202–211. [Google Scholar] [CrossRef]
- Hu, Q.; Zhang, R.; Zhou, Y. Transfer learning for short-term wind speed prediction with deep neural networks. Renew. Energy 2016, 85, 83–95. [Google Scholar] [CrossRef]
- Ding, Y.; Tang, J.; Huang, J.Z. Data Analytics Methods for Wind Energy Applications. In ASME Turbo Expo 2015: Turbine Technical Conference and Exposition; American Society of Mechanical Engineers: New York, NY, USA, 2015. [Google Scholar]
- Yaïci, W.; Longo, M.; Entchev, E.; Foiadelli, F. Simulation study on the effect of reduced inputs of artificial neural networks on the predictive performance of the solar energy system. Sustainability 2017, 9, 1382. [Google Scholar] [CrossRef]
- Wang, H.; Sun, J.; Wang, W. Photovoltaic Power Forecasting Based on EEMD and a Variable-Weight Combination Forecasting Model. Sustainability 2018, 10, 2627. [Google Scholar] [CrossRef]
- Adhya, S.; Saha, D.; Das, A.; Jana, J.; Saha, H. An IoT based smart solar photovoltaic remote monitoring and control unit. In Proceedings of the 2016 2nd International Conference on Control, Instrumentation, Energy & Communication (CIEC), Kolkata, India, 28–30 January 2016; pp. 432–436. [Google Scholar]
- Han, J.; Choi, C.s.; Park, W.k.; Lee, I.; Kim, S.h. Smart home energy management system including renewable energy based on ZigBee and PLC. IEEE Trans. Consum. Electron. 2014, 60, 198–202. [Google Scholar] [CrossRef]
- Mohammed, J.; Bahadoorsingh, S.; Ramsamooj, N.; Sharma, C. Performance of exponential smoothing, a neural network and a hybrid algorithm to the short term load forecasting of batch and continuous loads. In Proceedings of the 2017 IEEE Manchester PowerTech, Manchester, UK, 18–22 June 2017; pp. 1–6. [Google Scholar] [CrossRef]
- Zhang, D.; Li, S.; Sun, M.; O’Neill, Z. An Optimal and Learning-Based Demand Response and Home Energy Management System. IEEE Trans. Smart Grid 2016, 7, 1790–1801. [Google Scholar] [CrossRef]
- Lee, A.H.; Kang, H.Y.; Liou, Y.J. A hybrid multiple-criteria decision-making approach for photovoltaic solar plant location selection. Sustainability 2017, 9, 184. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Smart Manufacturing System | Traditional Manufacturing System |
|---|---|
| Multiple Resources | Restricted and Prearranged Resources |
| Dynamic Routing | Static Routing |
| Instant Interconnection | No Interconnection |
| Self-organization | Independent Control |
| Big Data | Isolated Information |
| Application Fields | Improvements Brought by Additive Manufacturing |
|---|---|
| Medical instruments | Permitting to scan and build a physical model of defective tissue from patients and better treatment plan for doctors |
| Architectural design and modeling | Providing powerful technique support for architects to make creating physical models much easier |
| Fuel cells manufacturing | Precisely depositing a very thin layer of platinum, needed for the oxidation and reduction reaction, with high utilization efficiency of the platinum |
| Lightweight machines | Enabling the manufacture of complex cross-sectional areas like the honeycomb cell or every other material part that contains cavities and cut-outs which reduce the weight-strength relation |
| Art creation | Providing the possibility of virtually manufacturing the most complex form imaginable |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meng, Y.; Yang, Y.; Chung, H.; Lee, P.-H.; Shao, C. Enhancing Sustainability and Energy Efficiency in Smart Factories: A Review. Sustainability 2018, 10, 4779. https://doi.org/10.3390/su10124779
Meng Y, Yang Y, Chung H, Lee P-H, Shao C. Enhancing Sustainability and Energy Efficiency in Smart Factories: A Review. Sustainability. 2018; 10(12):4779. https://doi.org/10.3390/su10124779
Chicago/Turabian StyleMeng, Yuquan, Yuhang Yang, Haseung Chung, Pil-Ho Lee, and Chenhui Shao. 2018. "Enhancing Sustainability and Energy Efficiency in Smart Factories: A Review" Sustainability 10, no. 12: 4779. https://doi.org/10.3390/su10124779
APA StyleMeng, Y., Yang, Y., Chung, H., Lee, P.-H., & Shao, C. (2018). Enhancing Sustainability and Energy Efficiency in Smart Factories: A Review. Sustainability, 10(12), 4779. https://doi.org/10.3390/su10124779