1. Introduction
Scientific research into the use of different hardwood species from mixed stands in a single product, such as plywood, and its mechanical and physical properties has been limited to a few studies [
1,
2,
3].
The effective utilisation of hardwood is a pivotal focus for forestry and the wood industry, particularly within mixed hardwood stands. The significance of this lies in the diverse assortment of roundwood in terms of dimensions, quality, and wood species, presenting a unique challenge for managing mixed hardwood stands at a local level.
Simultaneously, the timber industry is globally oriented and predominantly geared towards processing a limited range of wood species [
4]. This disparity gives rise to conflicting development goals between forestry and the wood industry, necessitating the implementation of multidimensional strategies to sustain the performance of both sectors in the future.
Plywood, a product well-suited for the utilisation of various hardwood species, is recognized for its adaptability [
4]. Despite the general acknowledgement that plywood can be created from a mixture of wood species, there is still an insufficient understanding of the mechanical and physical properties of plywood produced from combinations of multiple hardwood species found in defined regional areas.
While plywood production from diverse wood species is practised in the industry, particularly with tropical hardwoods, it remains relatively uncommon and is often carried out covertly, sometimes involving illegally logged timber. In response to evolving roundwood supply dynamics, investigating various approaches to expanding wood assortments for global plywood production has become crucial. One notable option is the increased utilisation of regionally available wood species that were previously overlooked [
5,
6].
Certain hardwood species occurring within mixed stands in Central Europe currently encounter limited sales opportunities in the roundwood market. Despite their suitability for plywood production, these species have not been considered industrially relevant due to the limited quantities and qualities of available roundwood [
7]. As climate change progresses, an increase in certain hardwood species is anticipated within mixed hardwood stands, contrasting with the decline observed in softwood species [
8,
9,
10]. Mixed hardwood stands offer a potential solution by providing additional volumes through the combined supply and utilisation of different hardwood species. However, individual harvesting, sorting, and utilisation are not silviculturally, logistically, or economically feasible due to the diverse composition and occurrence of these hardwood species.
The current research on plywood manufactured from combinations of diverse wood species is constrained, with a limited number of studies delving into the influence of various hardwood species and lay-up configurations on the mechanical and physical properties of plywood. This research is particularly directed toward hardwood species that are prevalent in a regional area, primarily in Northern Europe. An important observation arising from these inquiries is that the utilisation of veneers derived from hardwood species with a lower raw density is associated with an augmented raw density in the resultant plywoods, concomitant with increased adhesive consumption [
1]. A subsequent study has further revealed variations in rupture behaviour during three–point bending tests for plywoods manufactured from different hardwood species [
2]. Further insights from a study conducted on plywoods made from South American wood species emphasise the pronounced influence of wood species over adhesive components on the mechanical and physical properties of plywood [
3]. Similarly, research in the Near East has validated significant effects on the mechanical and physical properties of plywood concerning wood species, load direction, and adhesive type [
11]. Meanwhile, a study conducted in Asia, examining plywood composed of various wood-species combinations, highlights the noteworthy impact of species arrangement on the MOR, MOE, bonding shear strength, and panel shear strength of plywood [
12].
The urgency of further plywood research becomes evident in light of the projected 102% increase in worldwide plywood and veneer consumption by 2050 compared to 2020, surpassing the growth rates of particleboard and fibreboard (72%), sawn wood (30%), and wood pulp (5%) [
13]. The production of plywood from various wood-species combinations can follow two basic scenarios: In the first scenario, the wood species with a higher raw density are used in the outer layers to achieve a pronounced U–profile of the density distribution across the entire cross-section and thus maximise the bending strengths. This effect is further enhanced through the highest compaction in the outer layers. This procedure leads to significant fluctuations in the product properties if the raw material composition varies. In the second scenario, wood species with a higher raw density are used in the interior of the board and variably supplemented with wood species with a lower raw density in the outer layers. This arrangement deviates from the conventional approach of using wood species with the highest raw density in the outer layers and those with lower densities closer to the neutral axis in the core of the board. The primary objective of this study was not to optimise bending strength from a given material selection but, rather, to homogenise the resulting plywood. The outer layers are generally more compressed than the core layers due to their position. Using wood species with a lower raw density in the outer layers amplifies this compressive effect. This higher compaction of the outer layers leads to density equalisation across the individual veneer layers throughout the entire cross-section. Initially, this arrangement might seem disadvantageous. However, the proportionally greater compression of wood species with lower raw density in the outer layers can partially compensate for this effect. This results in more homogeneous overall product properties. Therefore, an inverse structure was chosen, with wood species of a higher raw density placed in the core.
Considering the availability of raw materials, wood-based products are changing, and production centres are relocating [
14] because the processing of roundwood is strongly linked to regional wood supplies [
15]. Plywood production encounters challenges, as only a limited number of hardwood species have gained widespread acceptance, mainly due to the necessity for a continuous supply of sufficient and high-quality roundwood in the market [
1]. To meet the increasing global demand for plywood, acquiring additional volumes of roundwood is imperative.
Given these raw material considerations and the fluctuating composition of the raw material supply from mixed stocks, on the one hand, and the predominant market demand for products with consistent properties on the other, this study focuses on the second scenario. The overall objective of this preliminary study is to determine whether producing a blank from a more readily available wood species, such as European beech (Fagus sylvatica), and combining it with different hardwood species based on their intended use, is fundamentally viable for producing plywood with specified mechanical and physical properties. Based on the theoretical considerations and previous research, the following hypotheses are proposed.
H1: the overall panel properties (density, MOR, MOE, and bonding quality) of mixed-species plywood will meet the requirements according to European standards which are fulfilled by the reference (birch) plywood and prospectively qualify the mixed-species plywood for structural applications.
H2: the increased densification wood species with raw densities below 550 kg m−3 (such as lime) in the top layers will compensate for their inherently lower strength properties, leading to mechanical performance values that meet structural application requirements comparable to the reference (birch) plywood.
H3: plywood boards consisting of higher-density wood species in both face layers and inner core, combined with lower-density species in the outer core layers, achieve comparable mechanical properties to conventional reference (silver birch) plywood boards whilst exhibiting a comparable density distribution across the cross-section.
H4: the automatic adjustment of pressing pressure in response to layer-specific counterpressure during compaction will enable the production of mixed-species plywood boards with consistent target thickness and mechanical properties comparable to the reference (birch) plywood. The technology can thus help utilise the increasingly available mixed hardwood resources for mixed-species plywood production.
This study evaluates plywood composed of various hardwood species with different lay-ups to clarify its potential, particularly for structural applications. The focus is on assessing its mechanical and physical properties in accordance with European standardisation, including raw density, MOR, MOE, tensile shear strength, and thickness swelling (TS). An investigation is conducted to determine the feasibility of utilising veneers with lower raw density in the top and outer core layers of plywood, deviating from the conventional practice of restricting them to the core layers near the neutral axis. The insights gained contribute to expanding the material applications of hardwood, a trend expected to grow in Central Europe in the medium term due to climate change. Additionally, the study re-evaluates plywood production by considering the availability of regional resources.
2. Materials and Methods
2.1. Raw Material and Veneer Processing
Rotary-cut veneers were produced of seven hardwood species, silver birch (
Betula pendula), lime (
Tilia spp.), Sycamore maple (
Acer pseudoplatanus), European hornbeam (
Carpinus betulus), mountain ash (
Sorbus aucuparia), Norway maple (
Acer platanoides), and European beech (
Fagus sylvatica). Beech was only used in some core layers, not in the top layers of the produced plywood. The roundwood used originated from southern Lower–Saxony (Germany) and had diameters between 30 cm and 39 cm. The quality selection of the logs of all hardwood species was based on the criteria for quality classes B and C for beech logs according to the German framework agreement for the raw wood trade [
16]. For the production of veneer, one log from each wood species was used, with the exception of mountain ash. Due to its smaller dimensions and lower quality, two logs of mountain ash were required. All logs were plasticized in a water bath at 70 °C for 72 h and processed into rotary-cut veneer at pilot plant level at Fraunhofer WKI (Braunschweig, Germany). The nominal thickness of all produced veneers was 2 mm. The produced veneers were dried uniformly at 60 °C for 72 h. The veneers were not pre–sorted according to their raw density or quality, as maximum material utilisation was prioritised over absolute veneer strength.
2.2. Plywood Production and Combination Patterns
Plywood was produced from nine layers of veneer with dimensions of 500 mm × 500 mm × 2 mm. The nominal thickness of the plywood after hot pressing was 16 mm. Dynea Prefere
® 4976 with hardener 5909 (Dynea AS, Lillestrøm, Norway [
17]) was used as a binder. This powder phenol–formaldehyde adhesive has an infinite solubility in water, a viscosity in a 1:1 aqueous solution (25 °C) of 300–600 mPa s, an alkalinity (%NaOH,
w/
w) of 17.5–19.1, and a specific gravity in 1:1 aqueous solution (25 °C) of 1.22–1.23. It fulfils the requirements of EN 314-2 [
18] Class 3 [
17]. The adhesive was applied manually to one side of the veneers using a roller to completely wet the surface. The application rate was 130 g m
−2 to 180 g m
−2.
The veneers wetted with adhesive were arranged at a 90° angle according to the same lay-up (|–|–|–|–|). To test hypothesis H4, the plywoods were manufactured using an automatic pressure control system of a custom-designed laboratory hot press (Rucks Maschinenbau GmbH, Glauchau, Germany) that adjusts to layer-specific counter-pressure during compaction. This system, equipped with an additional second external displacement measurement system with a resolution of 5 μm, achieved the target thickness (16 mm) without the use of spacers, with the pressure applied variably according to the inherent resistance of each veneer’s density. The boards were hot-pressed at 140 °C for 7 min and then cooled gradually in a styrofoam insulation box until reaching ambient temperature. Subsequently, the boards were cut into specimens for mechanical and physical testing. A total of seven different variants were produced with three (variants 1 to 5) to five (variants 6 to 7) boards for each variant.
Four different combination patterns, A–D, were used. Combination pattern A consisted of veneers of the same hardwood species in all nine layers. Combination pattern B combined veneers of two different hardwood species. Veneers of the first hardwood species were used for the top layers, and the outer core layers and veneers of the second hardwood species were used for the five inner core layers. The type of hardwood with the lower density was used in the top layers and outer core layers. This layout was designed to test hypothesis H2. Combination pattern C included veneers of three hardwood species. The top layers and the outer core layers consisted of veneers from two different types of hardwood species and the five remaining core layers of a third hardwood species. This layout was designed to test hypothesis H3. Combination pattern D was made from two hardwood species, with veneers of the first one in the top layers and the second one in all core layers (
Figure 1,
Table 1).
2.3. Conditioning of the Specimen
Before the mechanical and physical properties were tested, all specimens were conditioned in a standard climate at 20 °C and 65 ± 5% RH until mass constancy was reached. To test hypotheses H1 and H2, the mixed-species plywoods, and the reference were assessed according to European standards in terms of density, MOR, MOE, bonding quality, and, in addition, thickness swelling, and they were classified based on MOR and MOE.
2.4. Density
The raw density ρ (kg m
−3) was determined according to EN 323 [
20] for all specimens.
2.5. Modulus of Rupture (MOR) and Modulus of Elasticity (MOE)
The MOR
fm (N mm
−2) and the MOE
Em (N mm
−2) were determined according to EN 310 [
21] in a three–point bending test. The nominal dimensions of the variants were 370 mm × 50 mm × 16 mm. A universal testing machine (ZwickRoell Z 1471, ZwickRoell GmbH & Co. KG, Ulm, Germany) with a 30 kN load cell was used to carry out the tests. The support span was 320 mm. The strain used for the MOE calculation was measured from the travel of the crosshead of the testing machine; an extensometer was not used. Based on the assessed results, the types of plywood were classified according to EN 636 [
22] with a reduced variant size in terms of MOR and MOE. For each variant, 9 to 10 specimens were tested.
2.6. Bonding Quality
The bonding quality was evaluated by determining the tensile shear strength
fv (N mm
−2) according to EN 314-1 [
19] after 72 h boiling (pre–treatment variant 5.1.4) followed by subsequent cooling of the variants in a water bath at 20 °C for at least 1 h before testing. Four glue–joint pairs, A–D, were tested (
Figure 1). The determination was made with a universal testing machine (ZwickRoell Z 1471, ZwickRoell GmbH & Co. KG, Ulm, Germany) with a 30 kN load cell. The initial force was 30 N, and the test speed 2.5 mm min
−1. In addition, the percentage (%) of wood failure was determined visually according to EN 314-1 [
19]. For each variant, 24 to 40 specimens were tested.
2.7. Thickness Swelling (TS)
There is no standardised procedure to determine the thickness swelling (TS)
Gt (%) of plywood after water storage. Therefore, the thickness swelling, G
t, was determined based on the procedure for particleboard and fibreboard according to EN 317 [
23] after 2 h and 24 h of water storage. The test specimens had dimensions of 50 mm × 50 mm × 16 mm. In addition to thickness swelling after 2 h to 24 h, the difference, ∆ G
t (%), in thickness swelling between 2 h and 24 h was assessed to quantify the dynamics of thickness swelling between the measurements. For each variant, 24 to 40 specimens were tested.
2.8. Layer Thickness and Compaction
To test H2 and H3 in terms of layer-specific densification, the degree of densification was quantified for each veneer layer by determining the thickness differences between the initial raw veneer state and the final consolidated state within the plywood panel. To determine the compaction ∆C (%) achieved in the individual veneer layers, microscopic images were taken with a 3D reflected–light–microscope (VHX–7000, KEYENCE Corporation, Osaka, Japan) and the thicknesses of the individual veneer layers were measured (
Figure 1). First, the measured thickness,
tm, of each veneer layer was averaged and determined as a percentage of the nominal thickness,
tn, of 2 mm before compaction. The results were used to calculate the achieved compaction of the individual veneer layers (Equation (1)). These additional investigations were carried out for variants 1 to 5 (
Table 1) with the combination patterns A–C. For each variant, nine measurements were carried out.
Additionally, raw density profiles of the boards were established using a DensityProfiler 600 (Fagus–GreCo Greten GmbH & Co. KG, Alfeld, Germany). The determinations were conducted in duplicate for accuracy.
2.9. Statistical Analysis
In order to examine the presence of linear correlations between the flexural bending strengths, fm,0, parallel to the top layer direction and the raw densities, ρ, of the seven variants, a Kendall rank correlation coefficient analysis was conducted at a significance level of p = 0.05. The raw densities, ρ, and flexural bending strengths, fm, of the seven variants were checked for normal distribution using the Shapiro–Wilk test and graphically using histograms and quantile–quantile plots. Given the small and unevenly sized sampling size, the Kruskal–Wallis test was used instead of an ANOVA to check whether there were statistically significant differences between the variants studied in terms of the mechanical and physical properties evaluated. Finally, a pairwise comparison of the variants was carried out using the Wilcoxon signed-rank test. Due to the exploratory design of the study, Holm correction was used as a correction method. The selected significance level was p = 0.05. The statistical evaluations were carried out using the software R (version 4.2.2, R Core Team, 2022) and RStudio (version 2024.09.0+375, Posit PBC, Boston, MA, USA).
2.10. Factors
Factors were used to directly compare the mechanical and physical properties of all variants against reference variant 1. These factors were calculated by dividing each variant’s mean value by the reference variant’s mean value for raw density, tensile shear strength, and thickness swelling. A factor greater than 1 indicates superior performance compared to the reference (variant 1), while a factor less than 1 indicates inferior performance relative to the reference.
3. Results and Discussion
Previous studies have focused on the replacement of wood species in certain individual veneer layers of plywood and assessed the effects on the mechanical and physical properties of the plywood [
1,
2]. The analysis carried out showed that the material properties of a reference material such as birch plywood can be replicated through the specific combination of certain other hardwood species. Variant 1, solely made from birch wood, was used as the benchmark in each instance and assigned a factor of 1.0. The variations of variants 2 to 7 from the reference value of 1.0 were expressed as factors which indicate superior (>1) or inferior (<1) performance of the variants compared against the reference variant 1.
3.1. Density
Reference variant 1 showed a raw density of 795 kg m
−3. The raw densities for the variants from combined hardwood species ranged from 682 kg m
−3 to 833 kg m
−3. The reference showed the highest standard deviation of the raw density with 23 kg m
−3. Compared to the reference, the raw densities for the variants 2 to 5 with similar raw densities differed from the reference by factors between 0.98 and 1.04, which is quite similar to the reference of 1.0. For variants 6 and 7 with a lime wood content of 77%, the raw density was lower than for the reference by the factors 0.85 and 0.95 (
Figure 2,
Table 2).
The raw density of the plywoods was higher than that of the veneers of the hardwood species used because the plywoods were compressed in the press during production (
Table 3).
The raw density decreased with increasing percentage of lime wood because of the low raw density of the lime wood. As a fundamental mechanical and physical property, the raw density has a major influence on the strength, especially flexural strength, and the swelling properties of the wood [
24]. As is known, the use of wood species with a high raw density in top layers increases the MOR and the MOE.
The minor deviations of the raw densities, ρ, compared to the raw density of the reference enabled good comparability with regard to the further mechanical and physical assessment. The results obtained indicate that the combination effects can be used in many ways to produce plywood with previously defined mechanical and physical properties. In addition to being used as a filler in the core layers, veneers of different wood species can be used in order to produce a blank from the same wood species, such as European beech (Fagus sylvatica), with defined mechanical and physical properties.
The use of wood species with a higher raw density is also possible in the core layers of the plywood boards in order to maintain a basic structure. This basic structure can be adapted to the desired material properties through the targeted selection of the wood species of the top layers. Contrary to the use in the top layers, it is thus possible to use an uneven number of veneers with a higher raw density without affecting the symmetrical structure of the plywood board.
The correlation coefficient for the linear relationship between flexural strength parallel to the direction of the top layers,
fm,0, and raw density,
ρ, was
R = 0.55 over all specimens (
Figure 2). The result indicates that other variables besides the density have an influence on the flexural strength of the plywood. Comparable results were found in a similar study [
25].
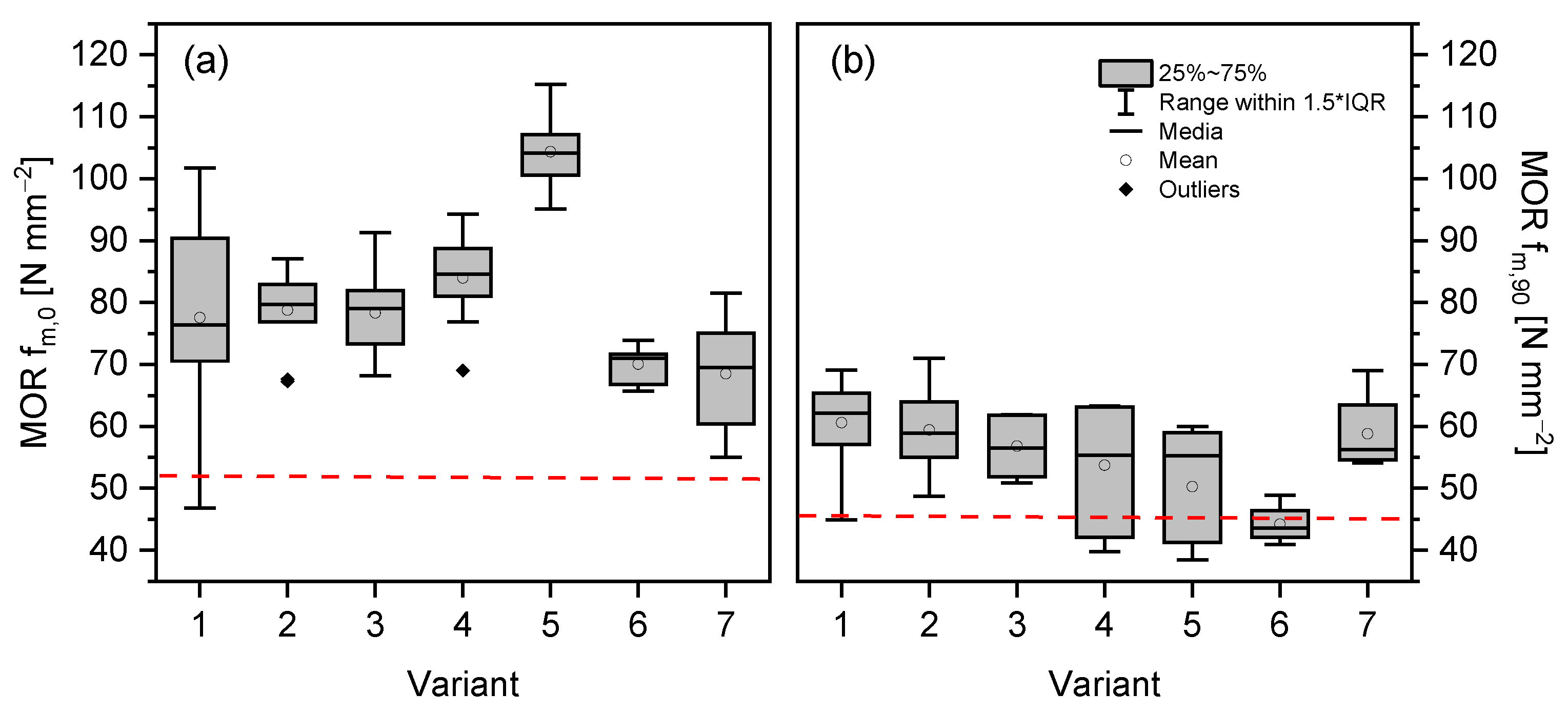
3.2. Modulus of Rupture (MOR) and Modulus of Elasticity (MOE)
Parallel to the fibre direction of the top layers, the MOR
fm,0 for the variants varied between 68 N mm
−2 and 104 N mm
−2. For the reference, the MOR was 77 N mm
−2. The median flexural strength
fm,0 for variants 2 to 5 was higher than for the reference variant 1 (
Figure 3a).
Perpendicular to the direction of the top layers, the MOR
fm,90 of the same plywood boards ranged between 44 N mm
−2 and 59 N mm
−2. The
fm,90 determined for the reference was 60 N mm
−2. The median flexural
fm,90 strength of reference variant 1 was higher than that of all other variants 2–7 (
Figure 3b).
All tested plywood boards with comparable raw densities to reference variant 1 can resist a comparable flexural strength in a parallel direction. Variant 5, with top layers made of hornbeam (
Carpinus betulus), achieved the highest MOR
fm,0. Several studies have confirmed that the bending properties of plywood increase with the raw density of the veneers used in the top layers [
26,
27]. Hornbeam wood has a high raw density; it is also known for its high MOR [
28]. Still, the plywood with hornbeam top layers did not reach the highest MOR perpendicular to the direction of the top layers.
The log and veneer quality could be a possible cause for the high standard deviation of 998 N mm
−2 assessed for the MOE of the reference variant 1 produced solely from birch (
Betula pendula), which could be due to the presence of facultative heartwood formation in the birch specimens used. Comparable results were observed in another study for black alder (
Alnus glutinosa) [
1]. The fact that the veneers used were not sorted by raw density or strength underlines the possibility that the high standard deviation is due to differences between different veneers. In general, MOR and the stiffness of plywood depend on a variety of parameters and, therefore, cannot be predicted with absolute certainty. The parameters that influence the MOR are the raw density, the amount of adhesive, the degree of compaction, and the genetic differences of the used trees [
25,
27,
29]. Further influencing parameters to the MOR are the support span (which was constant for all variants) and the specific type of combination/thickness of veneers from the different wood species. It is also known that the bending behaviour of plywood depends on the properties of the individual veneers [
30].
A recent study indicated that the amount of adhesive did not significantly influence the strength properties, MOR and MOE, of plywood combined of several hardwood species. In this study, no correlation was found between adhesive consumption and MOR [
8].
The MOE
Em,0 in a parallel direction to the top layers ranged from 7160 N mm
−2 at the lowest for the reference and 11,737 N mm
−2 for variant 5 with cover layers of hornbeam. The median MOE for variants 2 to 7 was higher than for the reference variant 1 (
Figure 4a).
Perpendicular to the top layers, the MOE
Em,90 ranged from 4366 N mm
−2 to 5611 N mm
−2 with 4490 N mm
−2 for reference variant 1. The median MOE
Em,90 for variants 2, 3, 4, 5, and 7 was higher than for the reference variant 1 (
Figure 4b). In contrast to the results in the parallel direction of the top layers, the third lowest value with 4750 N mm
−2 was measured for variant 5 with top layers of hornbeam.
In the case of reference variant 1, the MOE was lower compared to that of variants 2 to 4 with a comparable raw density. These effects apply both parallel and perpendicular to the direction of the top layers. A possible factor may be the presence of facultative heartwood formation in the birch specimens used, which may have had a reducing effect on the MOE values. Compared to variants 6 and 7 with lower raw densities than the reference variant 1, the MOE of the reference was both parallel and perpendicular to the top layers between the values of the two variants.
It is widely established that plywood made from veneers of equal thickness, which exhibit the highest MOE in the parallel direction of the top layers, has a notably lower MOE in the perpendicular direction.
A higher MOE does not necessarily indicate a higher MOR. The results obtained confirm this in a clear way for the plywoods assessed. Despite this, the results obtained outline that the hardwood species used in different combinations are suitable for the production of plywood. For a successful implementation, the actual available roundwood quantities of the individual hardwood species used should be considered in relation to the intended use of the plywood. Based on this comparison, the most suitable combination can be determined individually. Changing external variables such as costs or mechanical and physical properties can be prioritised and taken into account as required to find the most suitable combination pattern.
Classification based on the results achieved for the MOR and MOE showed that the variants with comparable raw density to reference variant 1 fulfilled or exceeded the reference classification with the exception of flexural strength
fm,90 perpendicular to the direction of the top layers (
Table 4).
3.3. Bonding Quality
The tensile shear strength,
fv, ranged from 1.36 N mm
−2 to 2.54 N mm
−2. For reference variant 1,
fv was 1.49 N mm
−2. With a factor of 0.99, variant 7 showed values for
fv that were very similar to the reference (
Table 5).
With an increasing number of combined hardwood species, the standard deviations of fv tended to increase.
The averaged percentage of wood failure over all glue–joint pairs (4×; A–D) was 7.2% for variant 1, 4.5% for variant 2, 2.7% for variant 3, 3.2% for variant 4, 4.2% for variant 5, 29.5% for variant 6, and 45.0% for variant 7. No significant differences were found between the individual glue–joint pairs A–D; the results were scattered widely in all glue–joint pairs.
The lower tensile shear strength of variant 6 and variant 7 compared to that of the other variants can be explained by the tensile shear strength of the lime wood itself due to its low raw density (
Table 2). There are no standardised values for lime wood according to DIN 68364 [
31], but it is generally accepted that the tensile shear strength of lime wood is lower than that of the other hardwood species used. Furthermore, the lower tensile shear strength of lime wood resulted in a higher percentage of wood failure in variants 6 and 7 compared to that of the other variants.
The growing standard deviations observed as the number of combined hardwood species increased can be ascribed to the diverse tensile shear strengths of the respective combined hardwood species within examined joint pairs A–D, as well as the varying adaptation of the adhesive system to each individual hardwood species.
Overall, the tensile shear strength did not decrease notably for any of the combinations of hardwood veneers investigated (
Table 5).
The results for variant 3 show that good bonding qualities were achieved, especially for plywood combinations with a high number of beech veneers. This high bonding quality demonstrates the good adaptation of the adhesive used, which is known to be well suited.
In general, the adhesive used must be considered in the possible combinations of various hardwood species for plywood production. More particular, several research findings have pointed out that the interactions between hardwood species and adhesive are essential for an adequate bonding quality of plywood [
2,
32]. In addition, the tensile shear strength is influenced by the arrangement of the individual veneer layers and the resulting glue–joint pairs [
33]. Specifically, the adhesive system used in the research is generally suitable for bonding various hardwood species, but it still needs to be refined in order to mitigate the variability of the bonding quality.
In contrast to the low tensile shear strength of plywood with core layers of lime wood, other studies show the highest values for the shear strength of plywood made of the species used with the lowest raw density, such as aspen (
Populus tremula) [
1]. A plausible explanation lies in the diverse degrees of densification observed among individual wood species, potentially influenced more by their raw density than their position within the veneer structure. The results suggest that achieving a homogeneous compaction of each hardwood species may not be necessary when producing plywood from multiple hardwood species, as long as they are pressed to the desired thickness using variable pressure. The maximum compression is governed by the mechanical power threshold of the utilised press system. Comparable findings of a higher percentage of wood failure in variants 6 and 7 are in line with results from a related study conducted on plywood with core layers of low-raw-density wood species [
1]. However, it is important to note that EN 314-2 [
18] does not specify requirements for the percentage of wood failure if the mean tensile shear strength is equal to or exceeds 1 N mm
−2. The extent to which there is a correlation between the observed increase in wood failure and the increase in the number of combined wood species needs further validation.
Additional parameters influencing bonding quality include the chemical characteristics of the wood species and the impact of veneer-surface roughness. This aspect was not assessed in this study, as it has been extensively discussed elsewhere [
34,
35].
3.4. Thickness Swelling (TS)
All variants exhibited higher thickness swelling (TS) after 2 h and 24 h than reference variant 1, which was 2.4% and 6.4%. In total, the TS values varied between 2.4% and 5.8% after 2 h and 6.4% and 10.5% after 24 h (
Table 6).
Both after 2 h and 24 h, variant 3 showed the highest TS with 5.8% and 10.5% after 2 h and 24 h.
One reason for the relatively low TS of plywood is the low compression of about 10% compared to more compressed wood-based materials such as particleboard [
36]. The TS of plywood depends especially on the radial swelling of the hardwood species in the individual layers. In addition to the hardwood species used, the adhesive used can also determine the TS [
36], depending on whether the adhesive is hydrolytically stable or not. Overall, the TS depends largely on the hardwood species used for the top layers and outer core layers. Comparable results concerning the TS of plywood produced solely from birch were assessed in a recent study [
25]. The swelling of wood is based on its raw density and depends on the microstructure [
37] and also on extractives [
38]. The notably high densification of the lime wood veneer layers in the surface and outer core layers of variants 2 to 4 might enhance the impact of strong TS in these variants, given the pronounced expansion of these veneer layers.
Another reason for the higher TS of variants 2 to 4 compared to variant 1 could be that the higher density of the birch veneers, combined with compaction, resulted in smaller lumen diameters than for the lime veneers. The birch veneers of variant 1, with an average initial density of 569 kg m
−3, showed a compaction of 17.7%–30.5% in the surface layers and outer core layers, whereas the lime veneers, with an average initial density of 406 kg m
−3, showed a corresponding compaction of 21.7%–24.2%. Smaller lumens in the outer layers of variant 1 could, therefore, have resulted in a lower water absorption rate than in variants 2–4. This effect, which is based on the water absorption kinetics, is also shown by the fact that the factor for 24 h is significantly smaller than that for 2 h in variants 2–4 (
Table 6).
The rate of swelling and the amount of water absorbed are different among the various hardwood species. The maximum swelling was not reached after 24 h but, considering the areas of application concerned, the dynamics of TS, especially in the first hours, seem to be more relevant than the maximum TS. In the application areas for plywood, no prolonged contact with water occurs.
3.5. Compaction of Individual Layers and Density Profiles
The average compaction ranged from 14% to 31% for the top layers and between 18% and 37% for the outer core layers. The highest compaction in the inner core layers was achieved for variant 4 with 11% (
Table 7).
Reference variant 1, according to combination pattern A, showed a uniform decrease in compaction from the top layers to the inner core layers of the plywood boards. For variants 2 and 3 with combination pattern B, the compaction of the top layers and the outer core layers were nearly equal. For variants 4 and 5 with combination pattern C, the achieved compaction of the top layers and the outer core layers was reversed compared to the reference. The highest compaction for series C was achieved in the outer core layers instead of the top layers.
The veneers used in the production of plywood are compressed to different degrees. Usually, the highest compaction takes place in the top layers and decreases with the distance from the press plates to the centre of the board. Veneers of wood species with a lower raw density are compressed more than veneers of wood species with a higher raw density. This effect of inhomogeneous compaction is well documented for the production of plywood under a certain pressure [
1,
2].
Our results demonstrate that dynamic influencing of the pressure can be used effectively instead of maintaining a fixed pressure to produce plywood composed of various hardwood species at targeted thicknesses—following the customary industry practice. This is particularly advantageous when combining different hardwood species and utilising veneers with lower raw densities in the top layers and outer core layers. Implementing this arrangement effectively alleviates the inherent drawbacks in bending properties by significantly compressing these layers. This substantial compression raises their performance to a level comparable to that of the reference material, composed of veneers from a uniform hardwood species. This is achieved by redistributing the densification to the individual veneer layers, which has a positive effect. In contrast to specifying a fixed pressure, defining the target thickness as a default parameter and employing variable pressures during production offers distinct benefits. The specific pressure required is dynamically controlled via the hot press, enabling flexibility in the selection of various combinations of hardwood species. This includes patterns incorporating low-density hardwood species in the top and outer core layers, where they undergo significant compaction. This effect, however, influences thickness swelling, which increases with the degree of compaction in the top layers and outer core layers (
Table 6 and
Table 7).
The utilisation of variable pressures and tailored compaction for each hardwood species yields notable advantages in producing plywood combinations with well-defined mechanical and physical properties. The core layers of plywood boards can be consistently produced from veneers of a hardwood species with higher raw density and good availability, such as European beech (
Fagus sylvatica). Depending on the intended application, the core blank can be combined with different hardwood species in the outer core layers and top layers in order to meet specific material properties, such as a designated strength class according to EN 636 [
22].
With regard to combination pattern B, both variant 2 and variant 3, characterised by top layers and outer core layers made of lime wood, demonstrated significant compaction within these specific layers.
With the exception of the outer core layers of variant 2 and variant 3, all layers attained densities within the defined range of the minimum and mean densities of reference variant 1, manufactured from birch. The density profile of the reference follows a U-shape, but this pattern is not consistent across all plywood boards investigated, especially those manufactured using different hardwood species and combination patterns (
Figure 5).
The density measurements closely correspond to the pronounced layerwise compactions observed in microscopic investigations. Although there are variations in the raw densities of veneers from different hardwood species, the mean density of the compacted veneer layers falls within a comparable range to the reference variant 1, attributed to uneven compaction.
In contrast to reference variant 1, which exhibited a density profile resembling a U-shape with the highest density in the top layers, the density profiles of certain plywood boards did not conform to this pattern. Notably, boards from variant 2 and variant 3, with combination pattern B, displayed an inverted density profile. These boards exhibited higher densities in the core, featuring hardwood species with raw densities surpassing those of the top and outer core layers. The findings indicated that a U–shaped density profile was not a mandatory characteristic for plywood produced from various hardwood species in order to reach appropriate strength properties. However, it is crucial to note that the boards met the required bending strengths for the intended purpose, ensuring the fulfilment of the targeted objectives.
The density profile analyses across all test variants demonstrate that the thickness-controlled pressing method applied consistently provides adequate compaction at the glue interfaces, regardless of the variation in species composition and layer arrangement. This is evidenced by the consistent bonding quality observed throughout all variants, despite their different density distribution patterns. The successful achievement of target mechanical properties across all variants, including those with inverted density profiles, challenges the assertion that thickness-based pressing methods are fundamentally unsuitable for plywood production. These findings suggest that, with appropriate process controls, thickness-controlled pressing can effectively accommodate the natural variability in veneer thicknesses while maintaining reliable bond quality in multi-species plywood manufacturing.
3.6. Statistical Analysis
For the raw density ρ, the pairwise comparison of the variants to the reference variant 1 resulted in p = 0.094 for variant 2, p = 0.054 for variant 3, and p = 0.054 for variant 4. The raw densities ρ of the other variants were significantly different from the reference.
With regard to the flexural strength,
fm, statistically significant differences between the various variants could not be confirmed (
Table 8).
The variants from combinations of various hardwood species have very similar flexural strengths, fm, to the reference. Therefore, the combination of different hardwood species appears to be a suitable approach for the production of plywood with a defined flexural strength, fm.
4. Conclusions
As the changing roundwood supply increasingly plays a role in the forestry and wood industry, the combined use of different hardwood species needs to be systematically assessed. This case study on the mechanical and physical properties of plywood with nine layers made from combinations of various hardwood species has shown that previously identified mechanical and physical properties of reference materials can be reproduced by specifically combining other hardwood species. Based on the hypothesis, the results indicate the following:
The overall panel properties (density, MOR, MOE, and bonding quality) of mixed-species plywood are largely in line with the requirements of the European standards, which are met by the reference plywood.
The increased densification of wood species with raw densities below 550 kg m−3 in the outer layers largely compensates for their inherently lower strength properties.
Plywood panels with higher-density wood species in the face layer and the inner core, combined with lower-density wood species in the outer core layers, achieve comparable mechanical properties to those of conventional reference plywood (birch) while having a comparable density distribution across the cross-section due to the unevenly higher densification of the outer core layers.
The automatic adjustment of the pressing pressure (not a fixed pressing pressure, but a fixed panel thickness) to the layer-specific counterpressure during compression enables the production of mixed plywood panels with a constant target thickness and comparable mechanical properties to the reference plywood (birch). This approach can, therefore, help utilise the increasingly available hardwood resources for the production of mixed plywood.
The positioning of wood species of a lower raw density in the outer layers results in a levelling effect that leads to more homogeneous mechanical and physical properties for the plywoods, especially MOE and MOR. Such arrangements are best suited to situations when the homogenisation of material properties is prioritised over optimisation, particularly in situations with a variable raw material base. This approach contrasts with the conventional method of maximising bending properties by placing veneers of the highest raw density in the outer layers. Comparisons with reference birch plywood show that this arrangement achieves or exceeds the main mechanical and physical properties (MOR, MOE, and tensile shear strength) at comparable raw density. Notably, these arrangements result in lower calculated scatter, indicating more consistent properties across variants. The effect of combinations of different hardwood species is an important feature of adaptation processes to climate-induced changes in the supply of wood species and assortments in the wood industry, which has been neglected in previous studies in this area. Optimised material utilisation is particularly possible in the production of veneer-based materials, which appears to be necessary due to the increasing global demand for plywood. These findings are of crucial importance as they have the potential to contribute significantly to improved management and effective utilisation of wood from mixed hardwood stands.
The aim of these investigations was to establish a data basis for predicting the feasibility of producing plywood from a combination of veneers from different wood species. Future research should focus on specific promising material combinations adapted to the available species and expanding and statistically validating the database. This would allow material performance and system limitations to be estimated and for possible applications and products to be identified. Optimisation could then be carried out for specific species combinations and lay-ups, e.g., with regard to the use of adhesives and the manufacturing process.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}