
A Multi-Objective Model and Algorithms of Aggregate Production Planning of Multi-Product with Early and Late Delivery


Abstract
1. Introduction
2. Bi-Objective Model for APP with Production in Advance and Backordering
2.1. Notations
- (1)
- Sets and indices
- (2)
- Parameters
- (3)
- Decision variables
2.2. Analysis of the Impact of Production in Advance and Stockout
- (1)
- Production in advance
- (2)
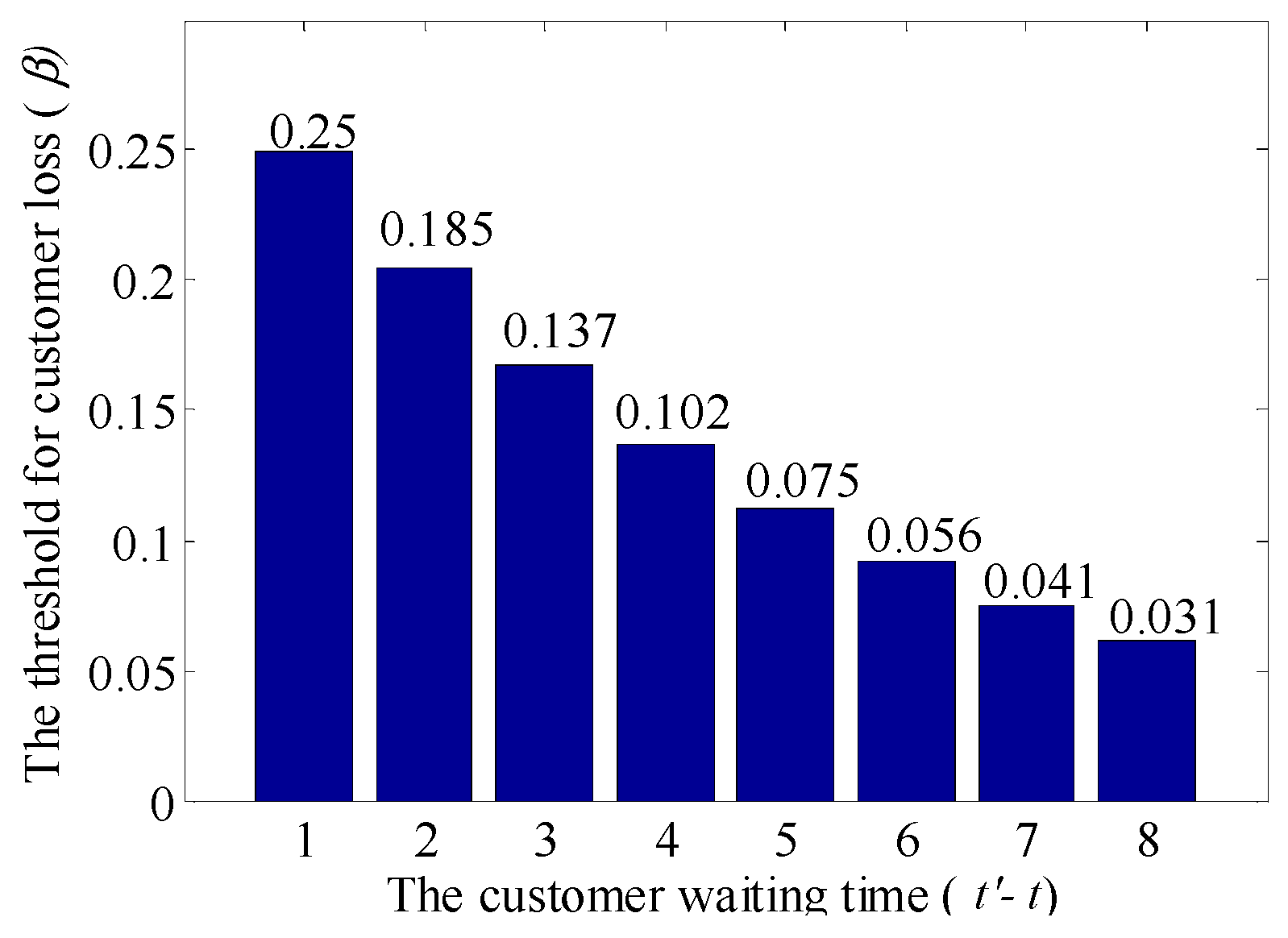
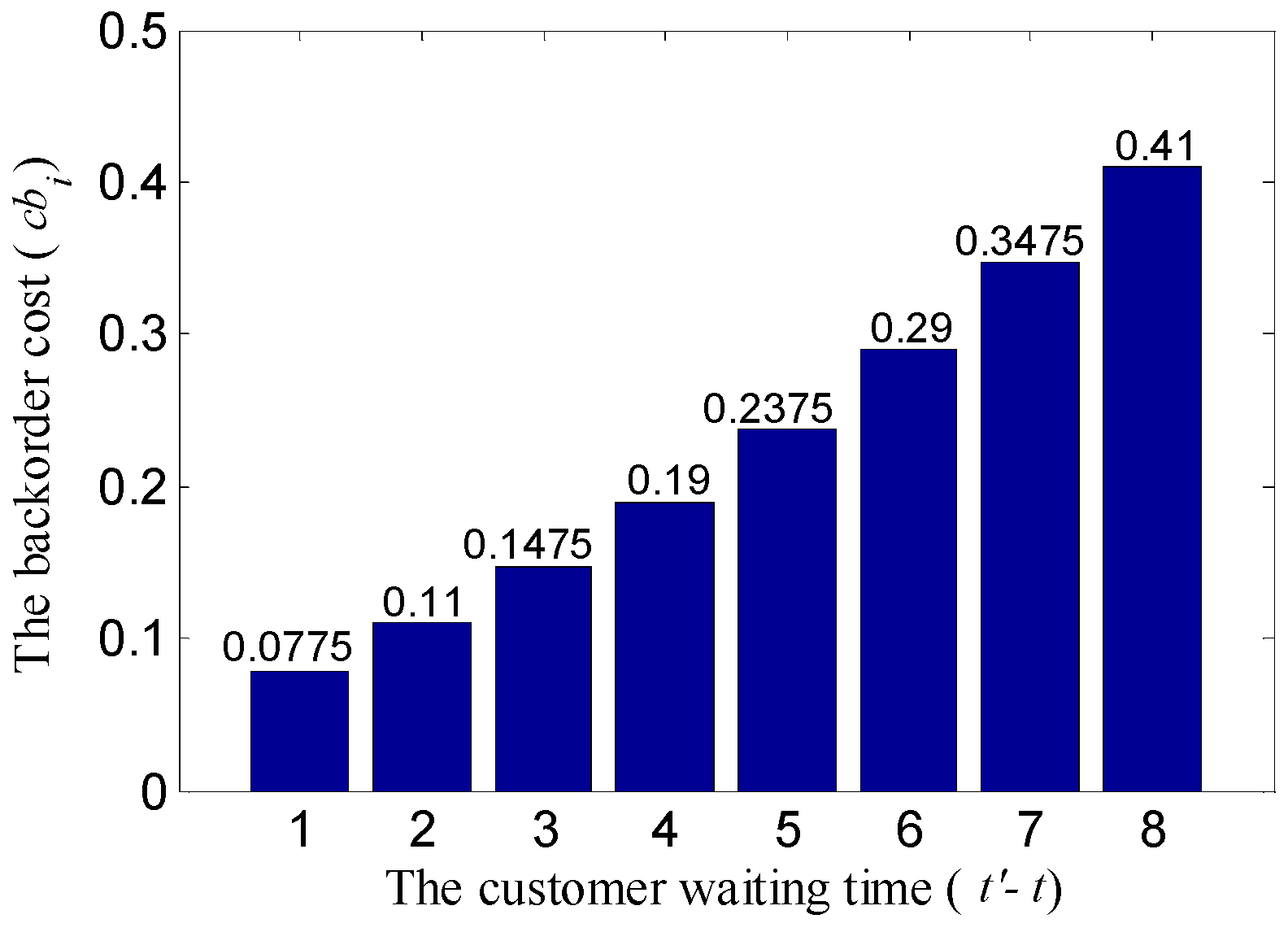
- Stockout
2.3. Objective Functions
2.4. The Constraints
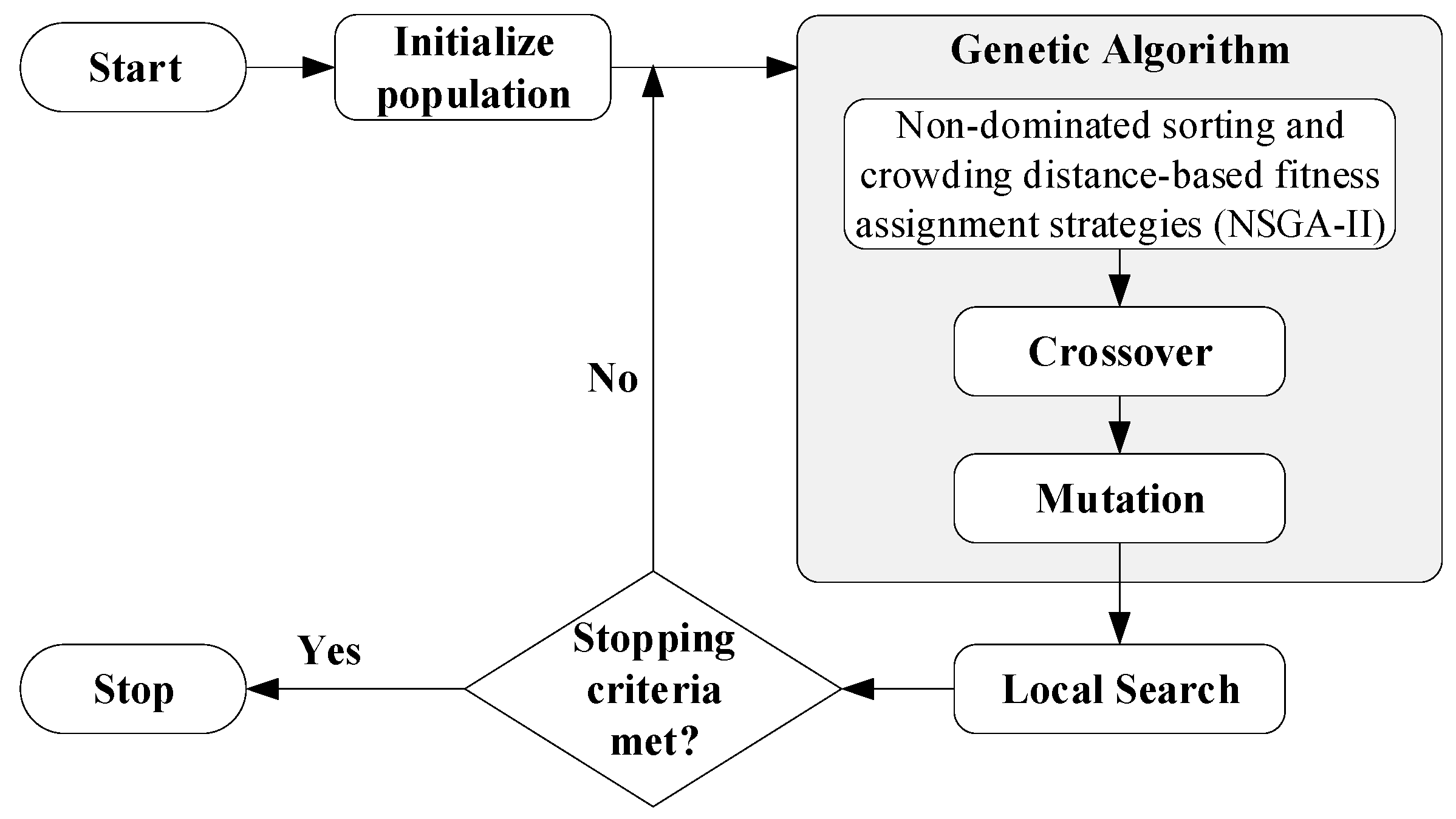
3. Hybrid Algorithms Design
3.1. Genetic Algorithm
- (1)
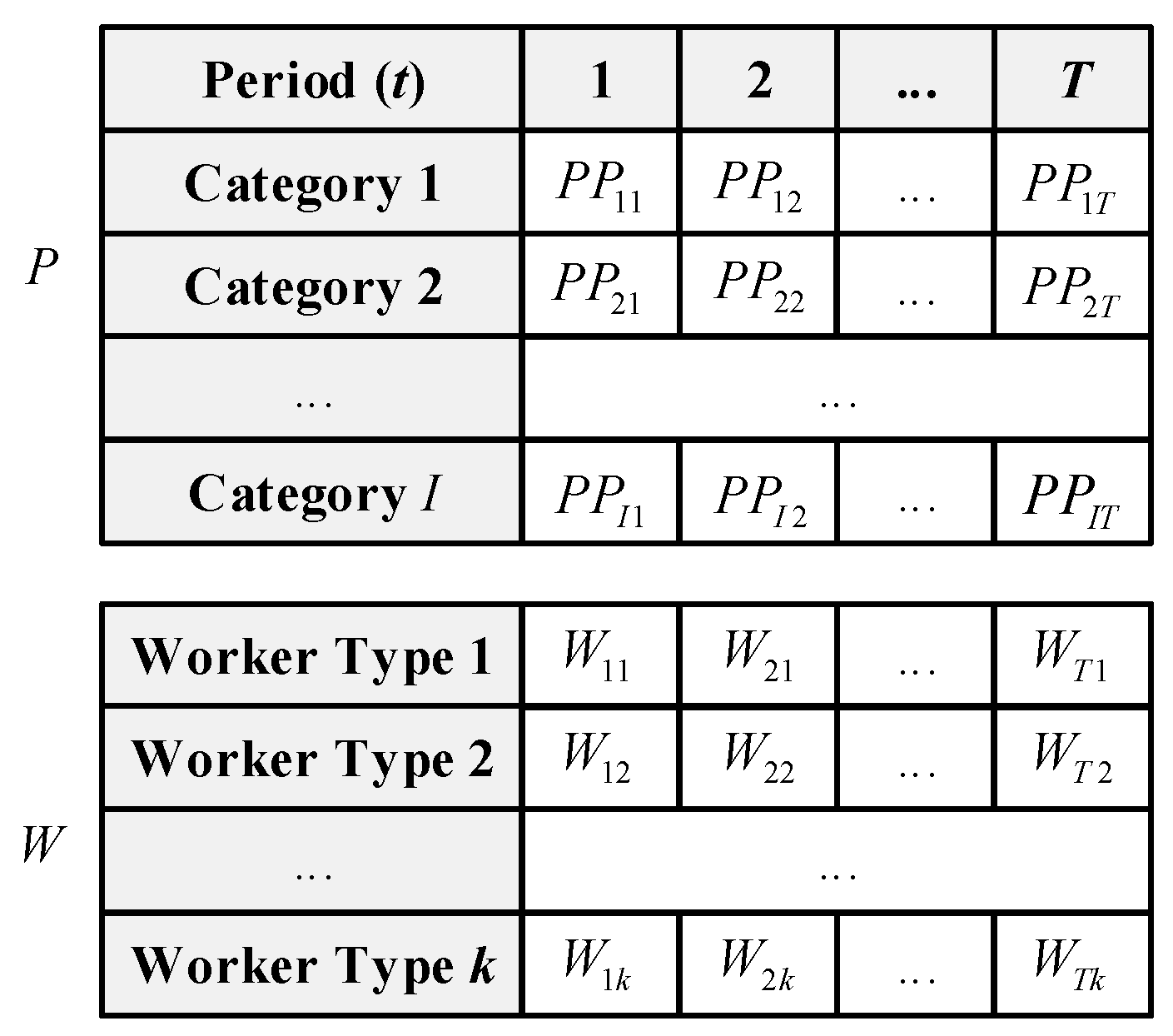
- Chromosome Representation
- (2)
- Initialization
- (3)
- Genetic Operators
3.2. Local Search Algorithm
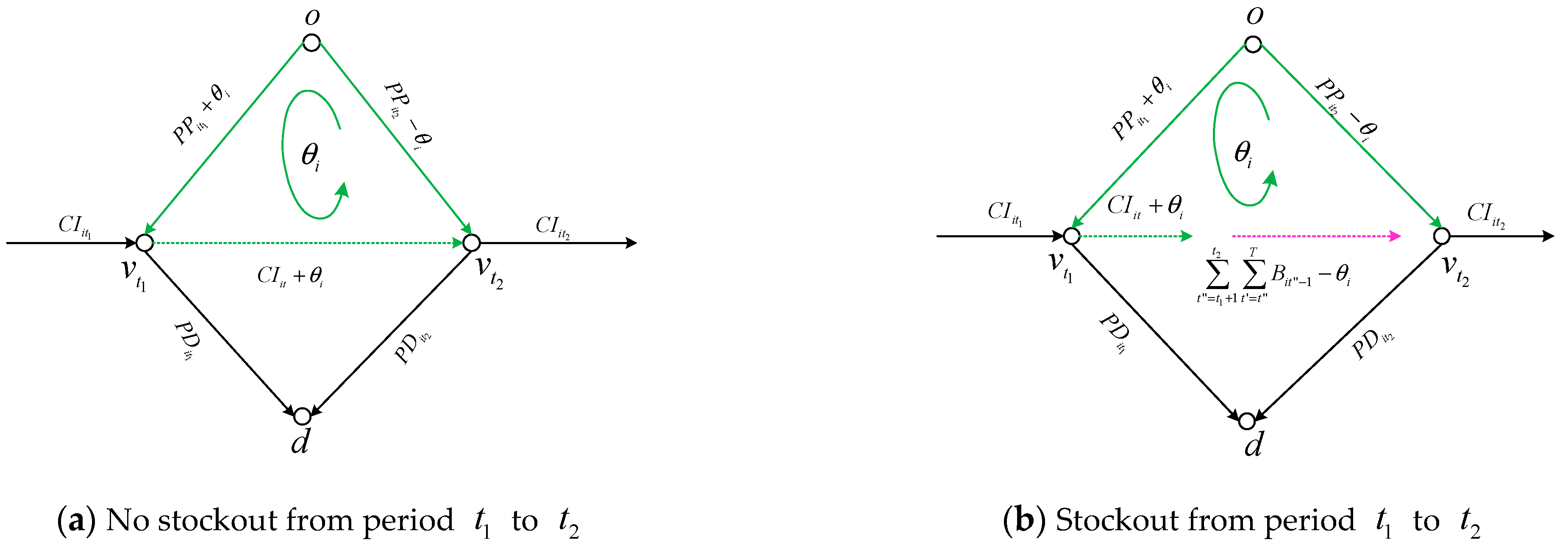
- (1)
- The formed anticlockwise cycle
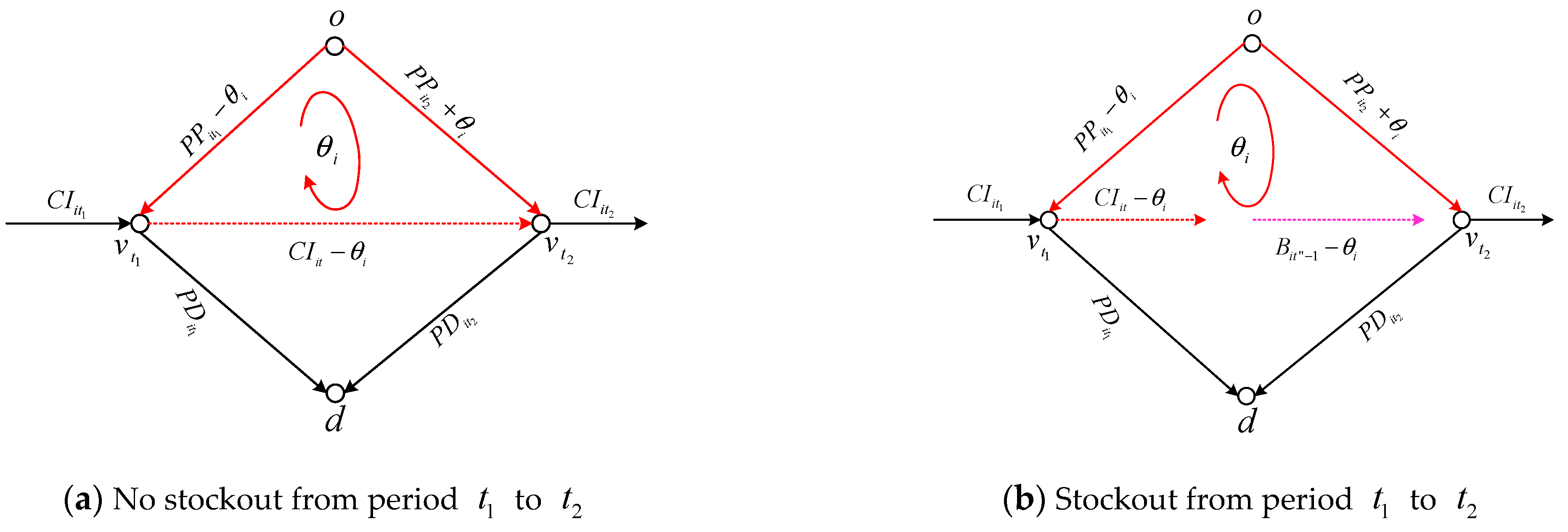
- (2)
- The formed clockwise cycle
3.3. Double-Layered Multi-Objective Particle Swarm Optimization Algorithm
- (1)
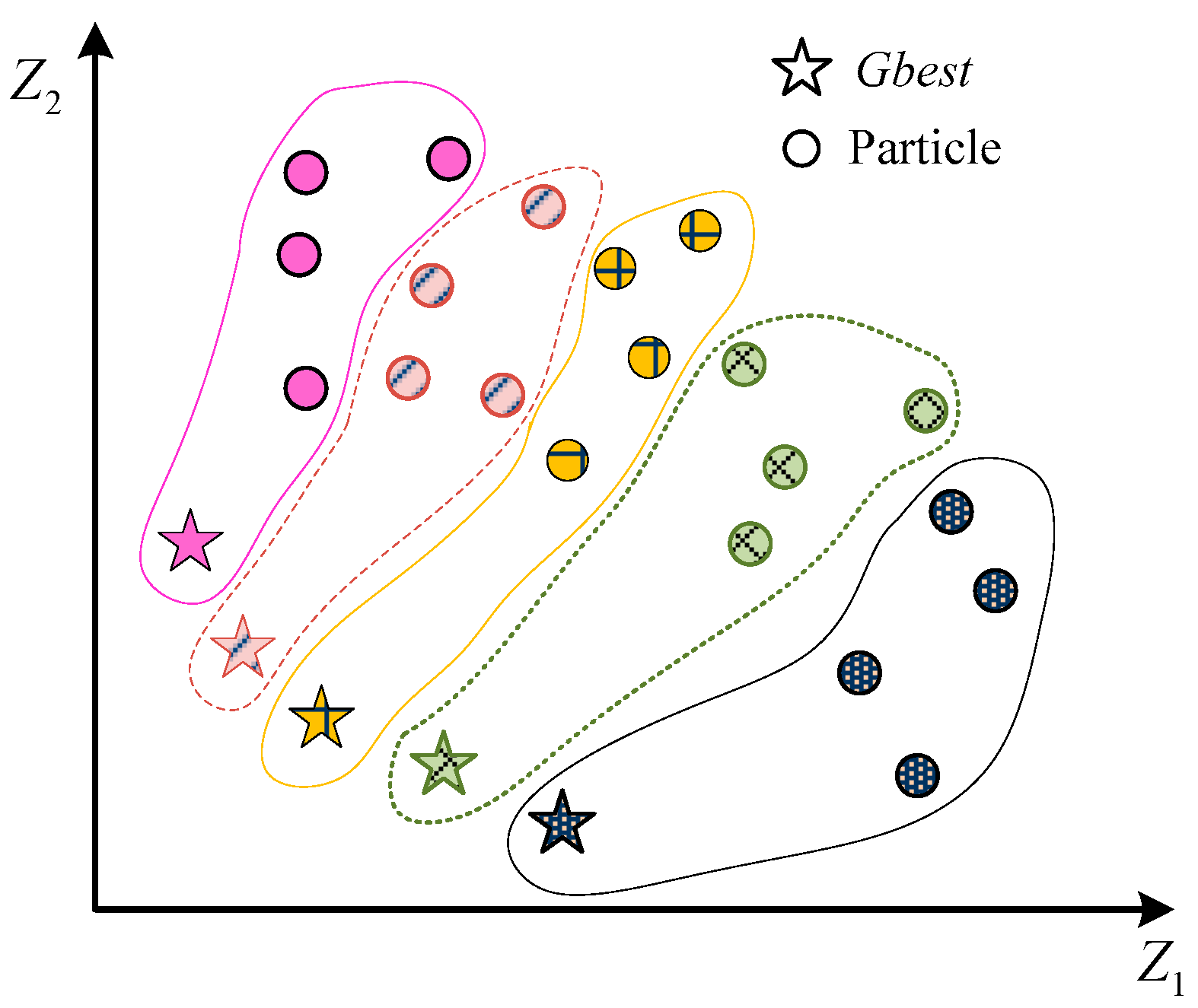
- Generation and Update of the Global Optimal Guide
- (2)
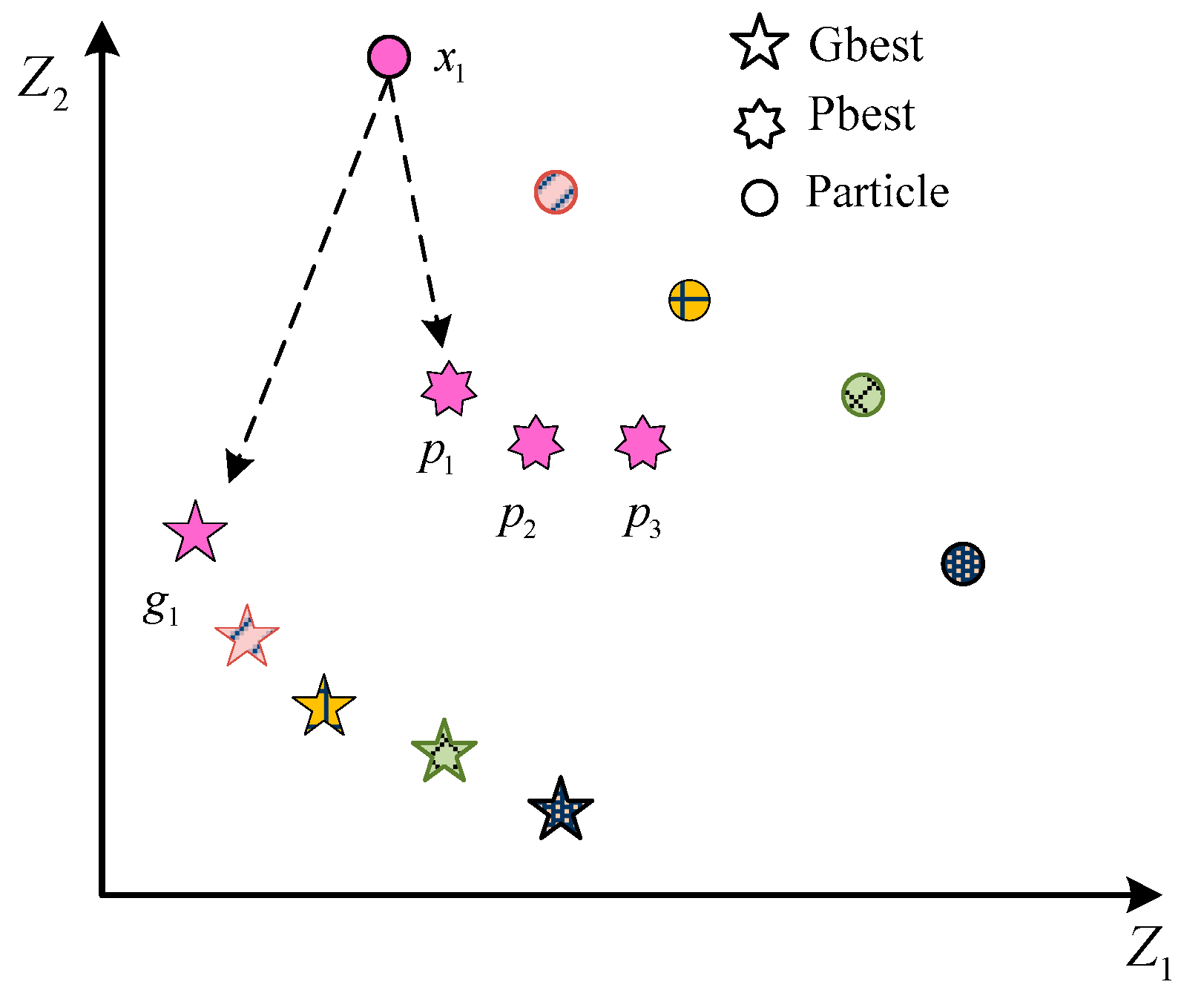
- Selection Mechanism of the Local Optimal Guide Pbest
- (3)
- Updating Rules of Particle Velocity and Position
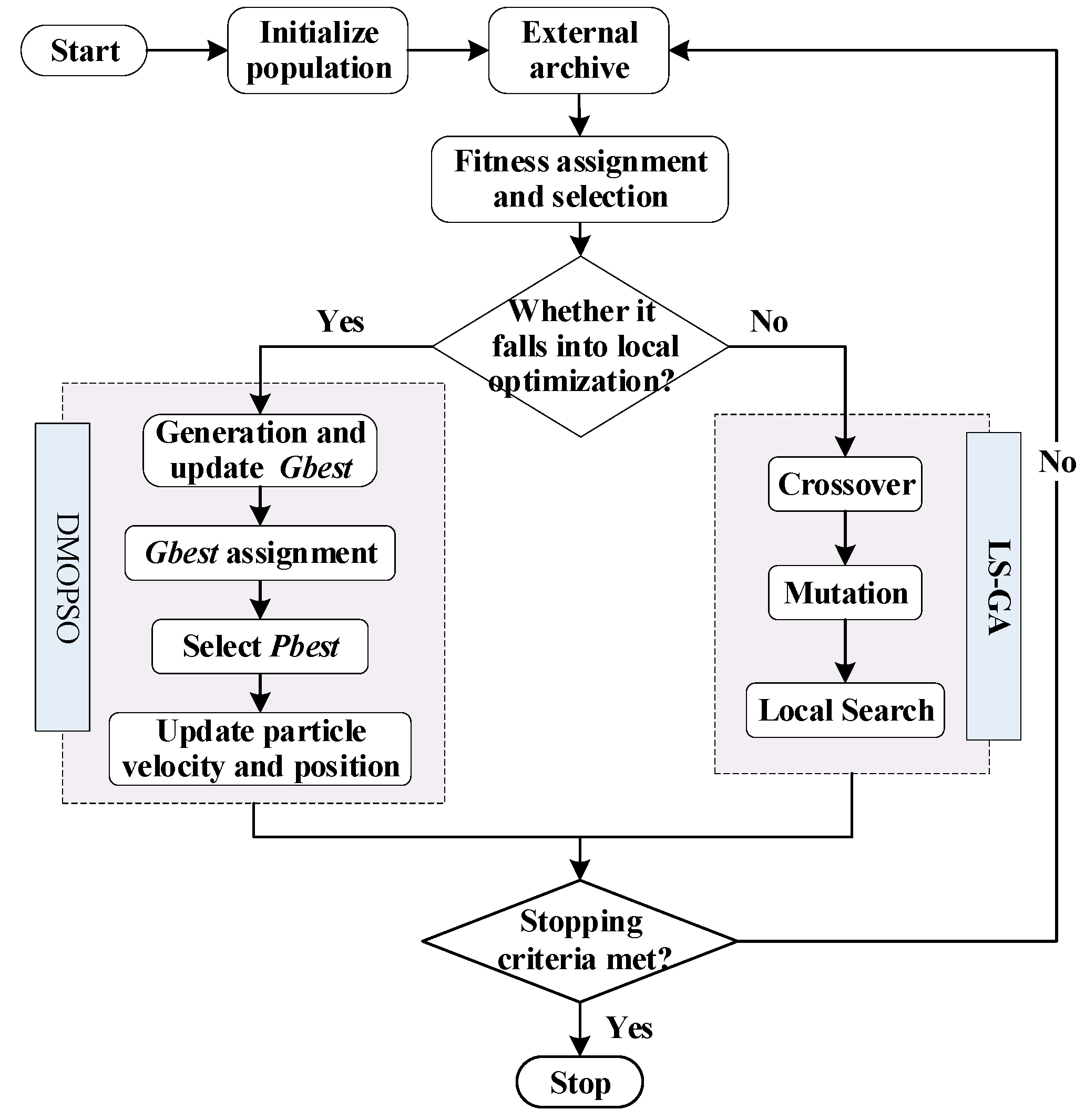
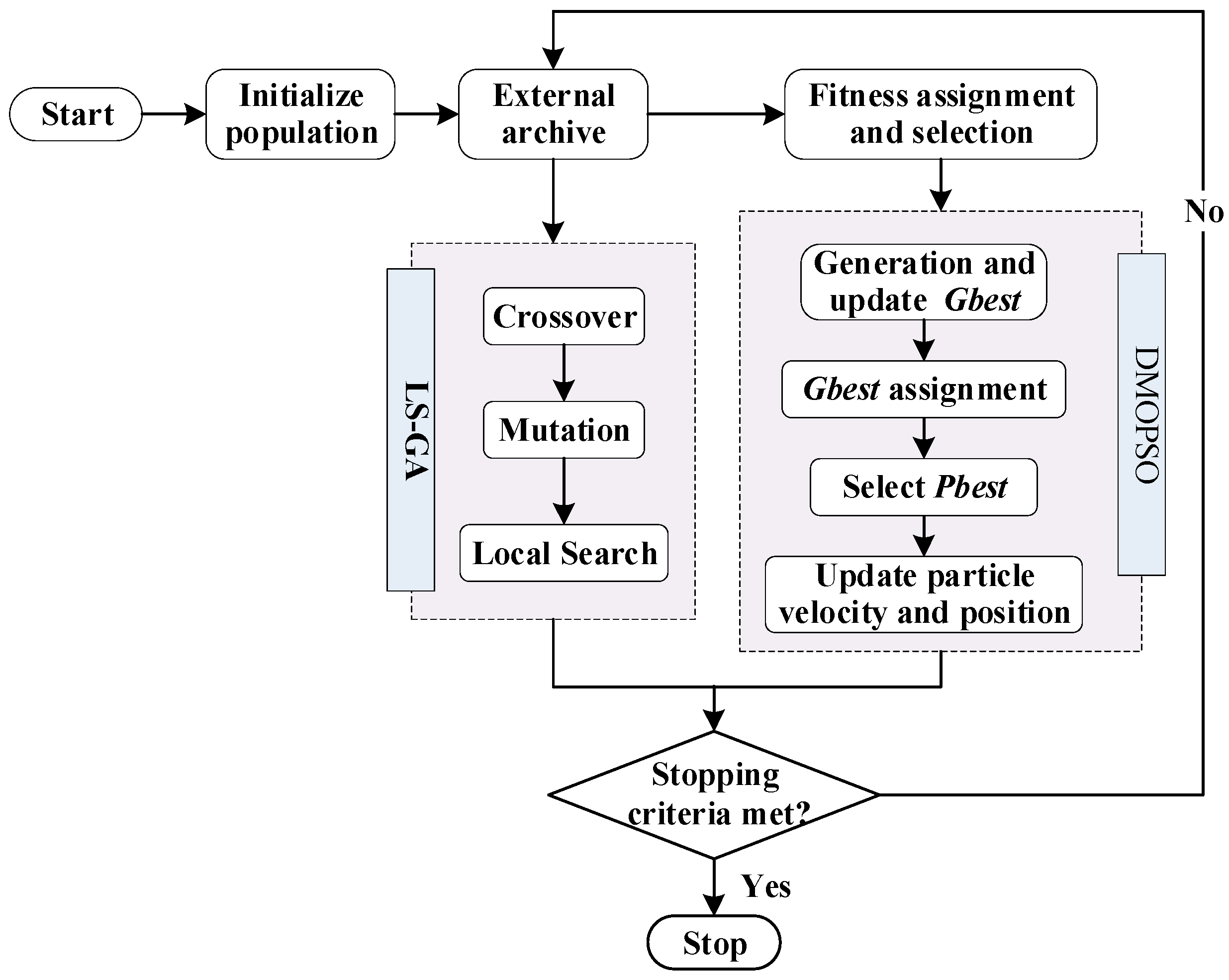
3.4. Hybrid Strategies
- (1)
- Hybrid Strategy of LS-GA
- (2)
- Hybrid Strategy of HGA-PSO1
- (3)
- Hybrid Strategy of HGA-PSO2
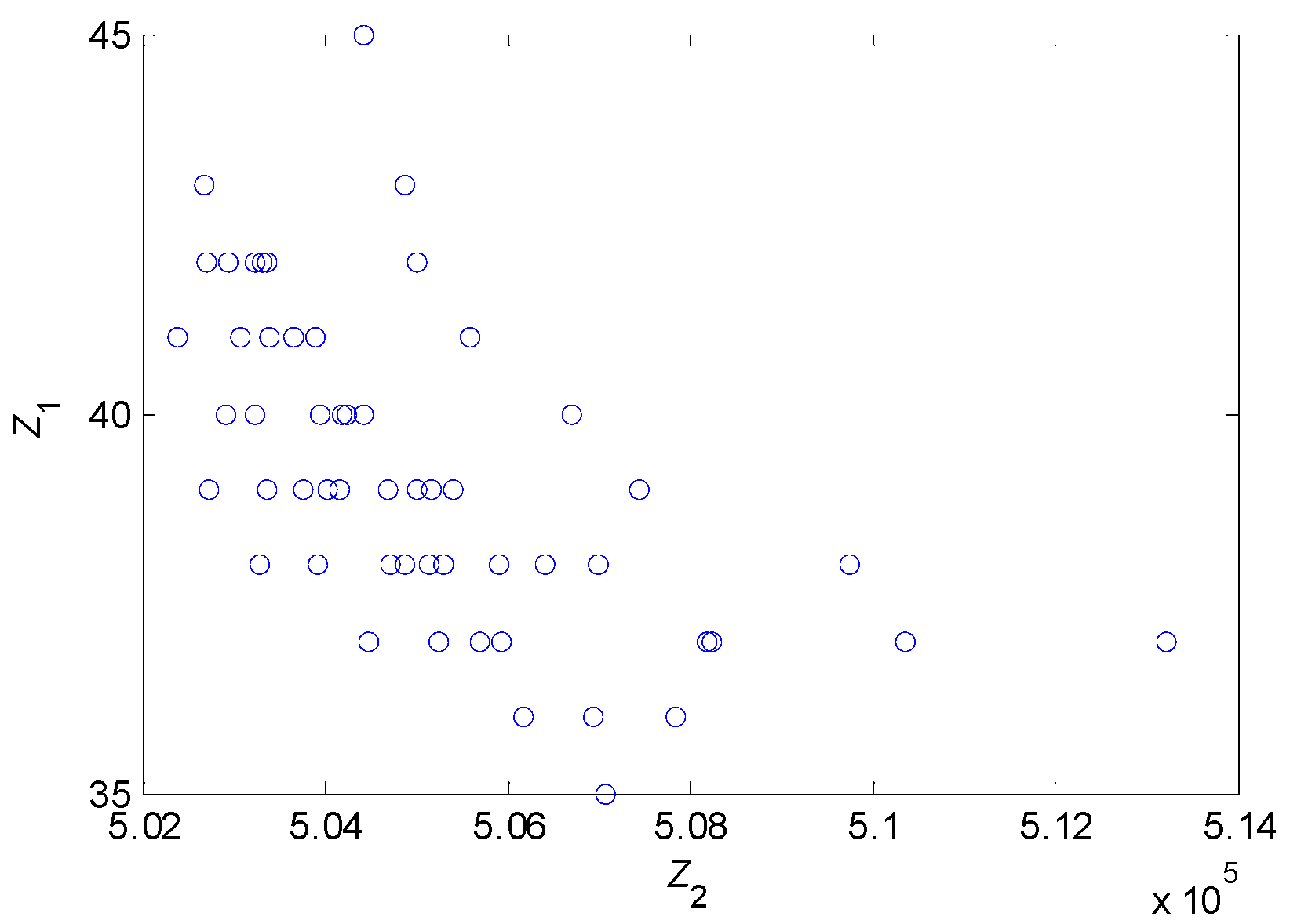
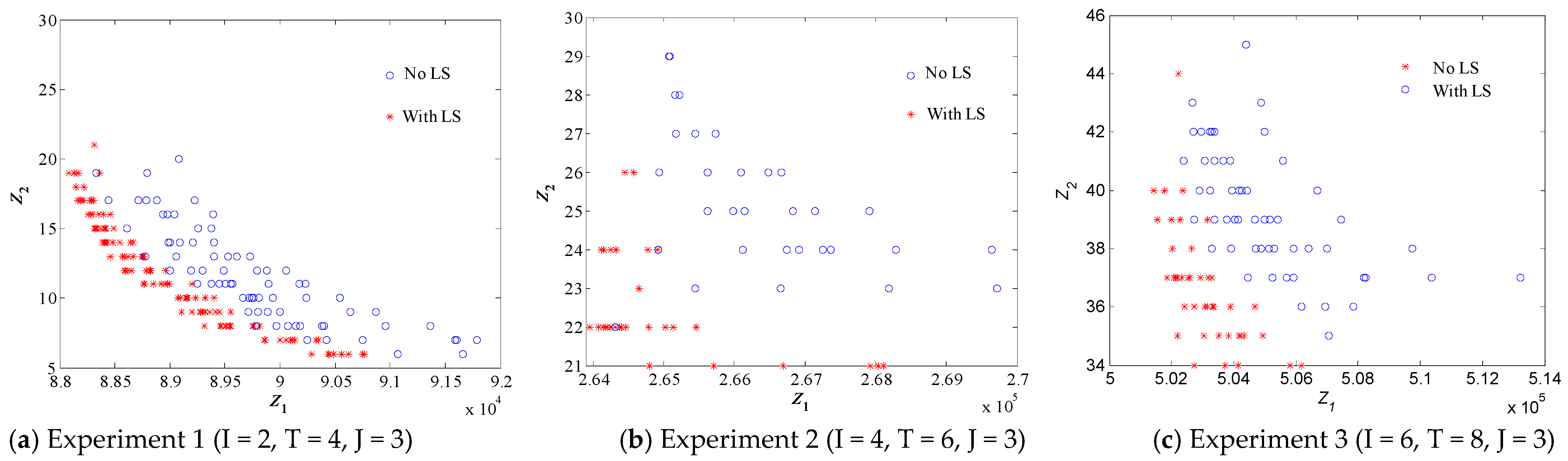
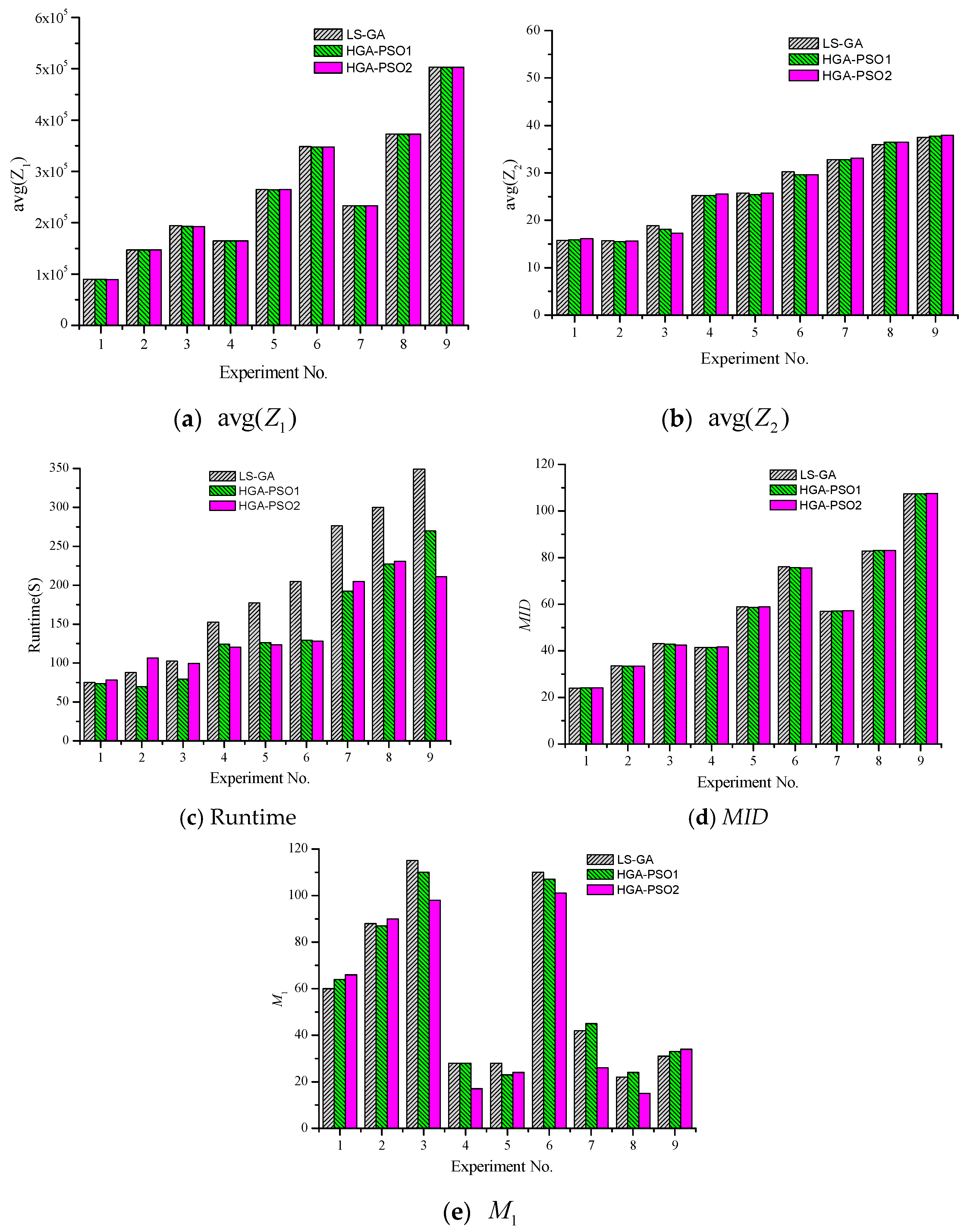
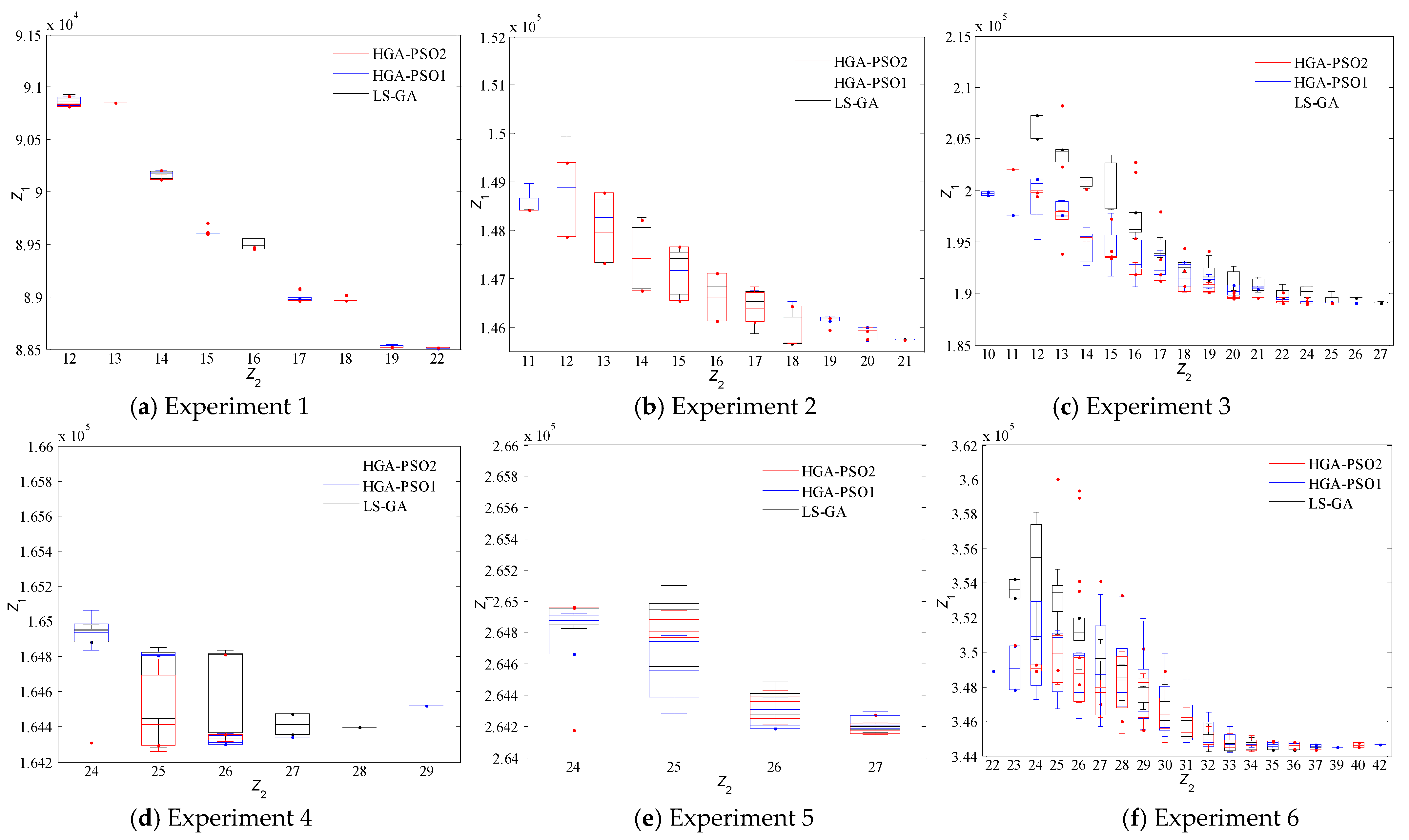
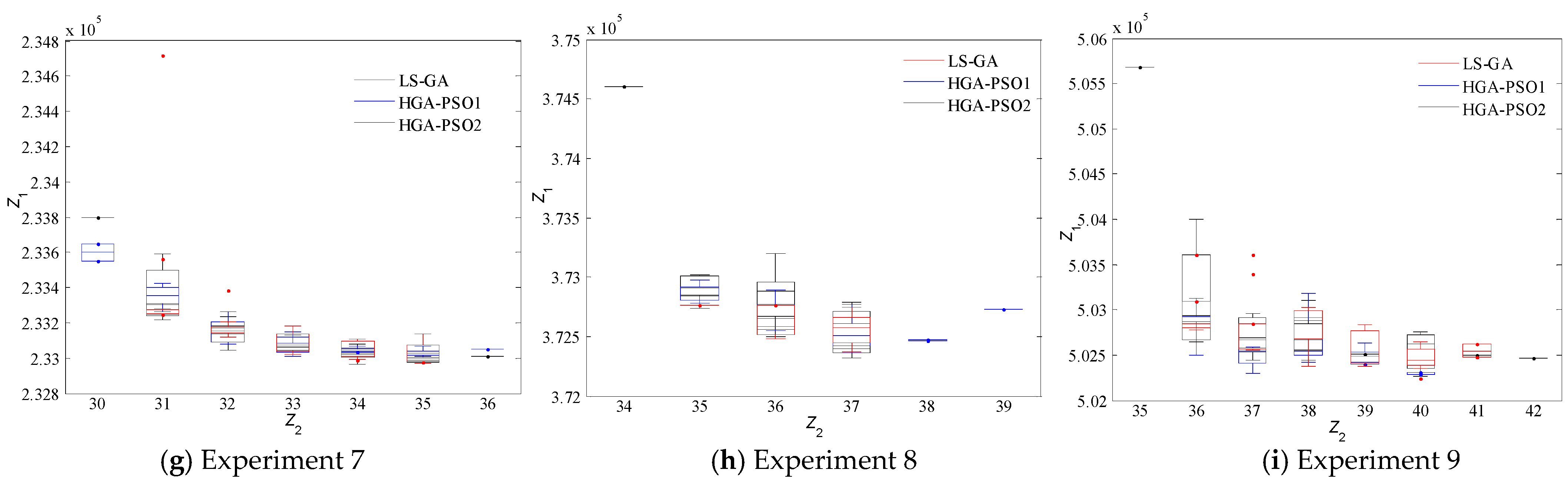
4. Numerical Experiments
5. Discussion and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment No. | i | t | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
| 1 | 1 | 50 | 90 | 190 | 260 | -- | -- | -- | -- |
| 2 | 40 | 40 | 50 | 100 | -- | -- | -- | -- | |
| 2 | 1 | 50 | 80 | 180 | 250 | 200 | 200 | -- | -- |
| 2 | 50 | 50 | 50 | 100 | 100 | 90 | -- | -- | |
| 3 | 1 | 50 | 80 | 175 | 260 | 210 | 200 | 150 | 150 |
| 2 | 50 | 50 | 50 | 100 | 80 | 80 | 80 | 80 | |
| 4 | 1 | 50 | 100 | 150 | 280 | -- | -- | -- | -- |
| 2 | 50 | 80 | 50 | 80 | -- | -- | -- | -- | |
| 3 | 50 | 50 | 70 | 70 | -- | -- | -- | -- | |
| 4 | 100 | 110 | 100 | 110 | -- | -- | -- | -- | |
| 5 | 1 | 50 | 110 | 150 | 250 | 250 | 200 | -- | -- |
| 2 | 50 | 80 | 80 | 80 | 80 | 80 | -- | -- | |
| 3 | 60 | 60 | 60 | 70 | 70 | 70 | -- | -- | |
| 4 | 100 | 110 | 100 | 100 | 100 | 120 | -- | -- | |
| 6 | 1 | 50 | 100 | 150 | 260 | 250 | 200 | 150 | 150 |
| 2 | 50 | 80 | 80 | 100 | 80 | 80 | 80 | 80 | |
| 3 | 60 | 60 | 60 | 70 | 80 | 80 | 80 | 70 | |
| 4 | 100 | 100 | 100 | 120 | 120 | 120 | 100 | 100 | |
| 7 | 1 | 60 | 100 | 200 | 200 | -- | -- | -- | -- |
| 2 | 60 | 70 | 70 | 80 | -- | -- | -- | -- | |
| 3 | 60 | 60 | 70 | 70 | -- | -- | -- | -- | |
| 4 | 120 | 110 | 100 | 120 | -- | -- | -- | -- | |
| 5 | 70 | 70 | 70 | 70 | -- | -- | -- | -- | |
| 6 | 90 | 90 | 100 | 90 | -- | -- | -- | -- | |
| 8 | 1 | 70 | 150 | 200 | 250 | 220 | 200 | -- | -- |
| 2 | 80 | 80 | 80 | 80 | 80 | 80 | -- | -- | |
| 3 | 70 | 70 | 70 | 80 | 80 | 80 | -- | -- | |
| 4 | 80 | 100 | 100 | 150 | 100 | 150 | -- | -- | |
| 5 | 80 | 80 | 80 | 80 | 80 | 80 | -- | -- | |
| 6 | 90 | 100 | 100 | 90 | 100 | 100 | -- | -- | |
| 9 | 1 | 60 | 70 | 150 | 250 | 220 | 200 | 200 | 200 |
| 2 | 80 | 80 | 100 | 100 | 100 | 100 | 100 | 80 | |
| 3 | 70 | 70 | 70 | 80 | 80 | 80 | 80 | 80 | |
| 4 | 90 | 150 | 100 | 150 | 150 | 150 | 100 | 100 | |
| 5 | 90 | 85 | 80 | 80 | 90 | 100 | 95 | 90 | |
| 6 | 100 | 95 | 105 | 100 | 100 | 95 | 105 | 100 | |
| Parameters | i, j | t | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
| (unit) | 1 | 85.0 | 125.0 | 175.0 | 250.0 | 200.0 | 180.0 | 150.0 | 120.0 |
| 2 | 30.0 | 45.0 | 50.0 | 80.0 | 70.0 | 65.0 | 55.0 | 60.0 | |
| 3 | 50.0 | 55.0 | 60.0 | 70.0 | 55.0 | 75.0 | 60.0 | 65.0 | |
| 4 | 100.0 | 120.0 | 90.0 | 110.0 | 100.0 | 120.0 | 90.0 | 85.0 | |
| 5 | 50.0 | 70.0 | 65.0 | 70.0 | 50.0 | 80.0 | 85.0 | 90.0 | |
| 6 | 80.0 | 85.0 | 95.0 | 75.0 | 80.0 | 85.0 | 90.0 | 95.0 | |
| (Yuan/unit) | 1 | 28.8 | 28.8 | 28.8 | 28.8 | 28.8 | 28.8 | 28.8 | 28.8 |
| 2 | 23.0 | 23.0 | 23.0 | 23.0 | 23.0 | 23.0 | 23.0 | 23.0 | |
| 3 | 20.0 | 20.0 | 20.0 | 20.0 | 20.0 | 20.0 | 20.0 | 20.0 | |
| 4 | 30.0 | 30.0 | 30.0 | 30.0 | 30.0 | 30.0 | 30.0 | 30.0 | |
| 5 | 20.0 | 20.0 | 20.0 | 20.0 | 20.0 | 20.0 | 20.0 | 20.0 | |
| 6 | 22.0 | 22.0 | 22.0 | 22.0 | 22.0 | 22.0 | 22.0 | 22.0 | |
| (h/unit) | 1 | 3.8 | 3.8 | 3.8 | 3.8 | 3.8 | 3.8 | 3.8 | 3.8 |
| 2 | 5.7 | 5.7 | 5.7 | 5.7 | 5.7 | 5.7 | 5.7 | 5.7 | |
| 3 | 6.0 | 6.0 | 6.0 | 6.0 | 6.0 | 6.0 | 6.0 | 6.0 | |
| 4 | 4.0 | 4.0 | 4.0 | 4.0 | 4.0 | 4.0 | 4.0 | 4.0 | |
| 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | |
| 6 | 6.5 | 6.5 | 6.5 | 6.5 | 6.5 | 6.5 | 6.5 | 6.5 | |
| (unit) | 1 | 100.0 | 170.0 | 200.0 | 255.0 | 220.0 | 210.0 | 200.0 | 200.0 |
| 2 | 80.0 | 80.0 | 150.0 | 110.0 | 100.0 | 100.0 | 100.0 | 80.0 | |
| 3 | 70.0 | 75.0 | 75.0 | 75.0 | 80.0 | 80.0 | 95.0 | 90.0 | |
| 4 | 150.0 | 150.0 | 160.0 | 150.0 | 150.0 | 140.0 | 150.0 | 140.0 | |
| 5 | 90.0 | 85.0 | 80.0 | 80.0 | 90.0 | 100.0 | 95.0 | 90.0 | |
| 6 | 100.0 | 95.0 | 105.0 | 100.0 | 100.0 | 95.0 | 105.0 | 100.0 | |
| (Yuan/unit) | 1 | 2.0 | 2.0 | 3.0 | 1.0 | 2.0 | 2.0 | 2.0 | 3.0 |
| 2 | 3.0 | 2.0 | 3.0 | 3.0 | 2.0 | 2.0 | 3.0 | 2.0 | |
| 3 | 3.0 | 3.5 | 3.0 | 2.8 | 3.0 | 4.0 | 3.0 | 3.5 | |
| Parameters | i | ||||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| (unit) | 65.0 | 29.0 | 10.0 | 20.0 | 15.0 | 25.0 | |
| (Yuan) | 15.0 | 2.0 | 3.0 | 3.0 | 4.0 | 3.0 | |
| (unit) | 100.0 | 50.0 | 70.0 | 100.0 | 55.0 | 60.0 | |
| (unit) | 1 | 0.8 | 0.3 | 0.2 | 0.5 | 0.4 | 0.1 |
| 2 | 0.5 | 0.5 | 0.3 | 0.2 | 0.2 | 0.4 | |
| 3 | 0.0 | 0.4 | 0.3 | 0.6 | 0.1 | 0.2 | |
References
- Cheraghalikhani, A.; Khoshalhan, F.; Mokhtari, H. Aggregate production planning: A literature review and future research directions. Int. J. Ind. Eng. Comput. 2019, 10, 309–330. [Google Scholar] [CrossRef]
- Hu, W.T.; Kim, S.L.; Banerjee, A. An inventory model with partial backordering and unit backorder cost linearly increasing with the waiting time. Eur. J. Oper. Res. 2009, 197, 581–587. [Google Scholar] [CrossRef]
- Wang, R.C.; Liang, T.F. Aggregate production planning with multiple fuzzy goals. Int. J. Adv. Manuf. Technol. 2005, 25, 589–597. [Google Scholar] [CrossRef]
- Ning, Y.F.; Tang, W.S.; Zhao, R.Q. Multi-product aggregate production planning in fuzzy random environments. World J. Model. Simul. 2006, 22, 312–321. [Google Scholar]
- Mahdavi, I.; Aalaei, A.; Paydar, M.M.; Solimanpur, M. Designing a mathematical model for dynamic cellular manufacturing systems considering production planning and worker assignment. Comput. Math. Appl. 2010, 60, 1014–1025. [Google Scholar] [CrossRef]
- Chakrabortty, R.K.; Hasin, M.A.A. Solving an aggregate production planning problem by using multi-objective genetic algorithm (MOGA) approach. Int. J. Ind. Eng. Comput. 2013, 4, 1–12. [Google Scholar] [CrossRef]
- Sadeghi, M.; Razavi Hajiagha, S.H.; Hashemi, S.S. A fuzzy grey goal programming approach for aggregate production planning. Int. J. Adv. Manuf. Technol. 2013, 64, 1715–1727. [Google Scholar] [CrossRef]
- Saidi-Mehrab Ad, M.; Paydar, M.M.; Aalaei, A. Production planning and worker training in dynamic manufacturing systems. J. Manuf. Syst. 2013, 32, 308–314. [Google Scholar] [CrossRef]
- Basis, H.; Lu, S.; Su, H.Y.; Wang, Y.; Xie, L.; Zhang, Q.L. Multi-product multi-stage production planning with lead time on a rolling. IFAC PapersOnLine 2015, 48, 1162–1167. [Google Scholar] [CrossRef]
- Modarres, M.; Izadpanahi, E. Aggregate production planning by focusing on energy saving: A robust optimization approach. J. Clean. Prod. 2016, 133, 1074–1085. [Google Scholar] [CrossRef]
- Hossain, M.M.; Nahar, K.; Reza, S.; Shaifullah, K.M. Multi-period, multi-product, aggregate production planning under demand uncertainty by considering wastage cost and incentives. World Rev. Bus. Res. 2016, 6, 170–185. [Google Scholar]
- Sakhaii, M.; Tavakkoli-Moghaddam, R.; Bagheri, M.; Vatani, B. A robust optimization approach for an integrated dynamic cellular manufacturing system and production planning with unreliable machines. Appl. Math. Model. 2016, 40, 169–191. [Google Scholar] [CrossRef]
- Mehdizadeh, E.; Niaki, S.T.A.; Hemati, M. A bi-objective aggregate production planning problem with learning effect and machine deterioration: Modeling and solution. Comput. Oper. Res. 2018, 91, 21–36. [Google Scholar] [CrossRef]
- Jamalnia, A.; Yang, J.B.; Xu, D.L.; Feili, A.; Jamali, G. Evaluating the performance of aggregate production planning strategies under uncertainty in soft drink industry. J. Manuf. Syst. 2019, 50, 146–162. [Google Scholar] [CrossRef]
- Xue, G.S.; Offodile, O.F. Integrated optimization of dynamic cell formation and hierarchical production planning problems. Comput. Ind. Eng. 2020, 139, 106155. [Google Scholar] [CrossRef]
- Jang, J.; Chung, B.D. Aggregate production planning considering implementation error: A robust optimization approach using bi-level particle swarm optimization. Comput. Ind. Eng. 2020, 142, 106367. [Google Scholar] [CrossRef]
- Florian, M.; Lenstra, J.K.; Rinnooy Kan, A.H.G. Deterministic production planning: Algorithms and complexity. Manag. Sci. 1980, 26, 669–679. [Google Scholar] [CrossRef]
- Chen, W.H.; Thizy, J.M. Analysis of relaxations for the multi-item capacitated lot-sizing problem. Ann. Oper. Res. 1990, 26, 29–72. [Google Scholar] [CrossRef]
- Ramezanian, R.; Rahmani, D.; Barzinpour, F. An aggregate production planning model for two phase production systems: Solving with genetic algorithm and tabu search. Expert Syst. Appl. 2012, 39, 1256–1263. [Google Scholar] [CrossRef]
- Liu, L.F.; Yang, X.F. Multi-objective aggregate production planning for multiple products: A local search-based genetic algorithm optimization approach. Int. J. Comput. Intell. Syst. 2021, 14, 156. [Google Scholar] [CrossRef]
- Wang, S.C.; Yeh, M.F. A modified particle swarm optimization for aggregate production planning. Expert Syst. Appl. 2014, 41, 3069–3077. [Google Scholar] [CrossRef]
- Chakrabortty, R.K.; Hasin, M.A.A.; Sarker, R.A.; Essam, D.L. A possibilistic environment based particle swarm optimization for aggregate production planning. Comput. Ind. Eng. 2015, 88, 366–377. [Google Scholar] [CrossRef]
- Ramachandran, G.M.; Neelakrishnan, S. An approach to improving customer on-time delivery against the original promise date. S. Afr. J. Ind. Eng. 2017, 28, 109–119. [Google Scholar] [CrossRef][Green Version]
- Liu, X.; Tu, Y. Production planning with limited inventory capacity and allowed stockout. Int. J. Prod. Econ. 2008, 111, 180–191. [Google Scholar] [CrossRef]
- Dye, C.Y.; Hsieh, T.P.; Ouyang, L.Y. Determining optimal selling price and lot size with a varying rate of deterioration and exponential partial backlogging. Eur. J. Oper. Res. 2007, 181, 668–678. [Google Scholar] [CrossRef]
- Yu, B.Y.; Kang, H.W.; Shen, Y.; Sun, X.P.; Chen, Q.Y. Research on quorum sensing particle swarm optimization based on chaos. IOP Conf. Series: Mater. Sci. Eng. 2020, 768, 072027. [Google Scholar] [CrossRef]
- Wang, H.F.; Moon, I.; Yang, S.X.; Wang, D.W. A memetic particle swarm optimization algorithm for multimodal optimization problems. Inf. Sci. 2012, 197, 38–52. [Google Scholar] [CrossRef]
- Clerc, M.; Kennedy, J. The particle swarm-explosion, stability, and convergence in a multidimensional complex space. IEEE Trans. Evol. Comput. 2002, 6, 58–73. [Google Scholar] [CrossRef]















| Article | Model Category | Objective Function | Considerations | Solving Approaches |
|---|---|---|---|---|
| Wang and Liang [3] | Multiple objective linear programming model | Total production costs; Carrying and backordering costs; Costs of changes in labor levels | Inventory levels; labor levels; machine capacity; warehouse space; the time value of money | Solution algorithm based on linear programming problem |
| Ning et al. [4] | A fuzzy random APP model | The chance of obtaining the profit more than the predetermined profit | The market demand; production cost; subcontracting cost; inventory carrying cost; backorder cost; product capacity; sales revenue; maximum labor level; maximum capital level | A hybrid optimization algorithm |
| Mahdavi et al. [5] | An integer mathematical programming model | The summation of machine, reconfiguration, inter-cell material handling, inventory holding, backorder, worker hiring, firing and salary costs | The available time for workers; capacity of machine; worker assignment; worker assignment | Linearized using some auxiliary variables |
| Chakrabortty and Hasin [6] | Multiple objective linear programming model | The production costs; the carrying and backordering cost; the rate of change in labor levels | Inventory levels; labor levels; overtime; subcontracting and backordering levels; labor, machine and warehouse capacity | Multi-Objective Genetic Algorithm |
| Sadeghi et al. [7] | Fuzzy Grey Goal Programming model | The total production costs; the total carrying and backordering costs; the rate of changes in workforce level | machine capacity and warehouse space; labor levels; carrying inventory | A goal programming approach |
| Saidi-Mehrab et al. [8] | Integer linear programming model | The total costs of machine maintenance and overhead, system reconfiguration, backorder and inventory holding, training and salaryof workers | Demand satisfaction; machineavailability; machine time-capacity; available time of worker and training | Linearized using some auxiliary variables |
| Basis et al. [9] | Mixed integer linear programming model | The total cost composed of production, setup, raw material supply, inventory holding and backorder penalty | Demand satisfaction; material balance; inventory capacity; the relationship between setup binary and production quantity | A rolling horizon-based approach |
| Modarres and Izadpanahi [10] | Linear programming model | The operational cost (including backorder and inventory carrying costs); the energy cost; carbon emission | Demand satisfaction; limits for each product in each period and total production; energy consumption | The goal attainment technique |
| Hossain et al. [11] | Mixed integer linear programming model | The total costs in terms of inventory levels, labor levels, overtime, subcontracting and backordering levels, and labor, machine, warehouse capacity, incentive and wastage cost | The time varying demand, unstable production capacity and work forces, inventory control, wastage reduction, and proper incentive for workforce | Genetic Algorithm Optimization approach and Big M method |
| Sakhaii et al. [12] | Deterministic nonlinear mathematical model | The costs of machine breakdown and relocation, operator training and hiring, inter-intra cell part trip, and shortage and inventory | The inter-cell layout, machine reliability and relocation, machine capacity and operator assignment | Linearized |
| Mehdizadeh et al. [13] | Multi-objective optimization model | The profit by improving learning and reducing the failure cost of the system; the costs associated with repairs and deterioration | The market demands; the machine capacity; the limitation on the total quantity produced; the workforce levels of labor groups; inventory capacity | Subpopulation genetic algorithm; weighted sum multi-objective genetic algorithm and nondominated sorting genetic algorithm II |
| Jamalnia et al. [14] | A framework based on a set of stochastic, nonlinear, multi-objective optimization models | The total revenue; total production costs; utilization of production resources and capacity | The production capacity; the product demand; workforce | The multiple criteria decision-making methods Additive value function, TOPSIS and VIKOR |
| Xue and Offodile [15] | Non-linear mixed integer programming model | The total cost of machine maintenance and overhead, inter- and intra-cell material handling, inventory holding, subcontracting, and backordering | The production-inventory balance; production consistency; the lower and upper bounds for the production level; the capacity limits; the machine balance; the storage space limits; the maximal backordering level | Linearized |
| Jang and Chung [16] | A robust optimization model | The total costs composed of regular time labor costs, overtime labor costs, hiring costs, layoff costs, and product-related costs that include producing, holding inventory, backlogging, and subcontracting costs | The workforce level; the production capacity; the production balance; overtime labor limit | Bi-level particleswarm optimization |
| Issue | Description |
|---|---|
| Product demand | Be deterministic, and must be satisfied by product, inventory, or backorder |
| Production costs | Strictly linear or piecewise linear in any given planning period (consist of regular time and overtime production and costs of inventory and backorders) |
| Inventory | Be limited over the entire planning horizon |
| Capacity | Inventory capacity, production capacity and labor capacity are mainly considered |
| Backorders | May or may not be allowed |
| Multiple product | In most APP models more than one product exists |
| Labor characteristics | Some important labor characteristics are considered in some APP models, such as labor skills, labor training, labor productivity, and constant level |
| Objective | The costs associated with meeting a known demand, the total revenue of the system or inventory and backorder level |
| Constraints | The balance equation for production, inventory capacity, inventory and demand, pro-duction capacity, and labor capacity |
| Model category | Linear programming, piecewise linear programming, nonlinear programming, etc. |
| Sets/Indices | Description |
|---|---|
| T | Set of periods in planning |
| t | Index of the production planning period, |
| I | Set of product categories |
| i | Index of the product category, |
| J | Set of raw material categories |
| j | Index of the raw material category, |
| K | Set of the worker types |
| k | Index of the worker type, |
| Parameters | Description |
|---|---|
| Demand of product i in period t (units) | |
| Unit production cost of product i | |
| The maximum tolerant backorder quantity for product i in period t for the customer waiting time ; | |
| The delivery quantity of the product i from period delayed to period | |
| The backorder cost per unit time and per unit quantity | |
| Total production cost of period t | |
| The unit LSC of product i | |
| Total backorder cost or lost sales cost in period t | |
| The unit raw material cost of product i in period t | |
| Total raw material cost in period t | |
| Labor hours required for a unit product i of worker k | |
| The production capacity for product i in period t | |
| The inventory of product i in period t | |
| Inventory cost of product i | |
| The inventory capacity of product i | |
| Total inventory cost in period t | |
| The demand of raw material j for producing unit i | |
| Total demand of raw material j in period t | |
| The price of raw material j in period t | |
| The worker number for k type in period t | |
| The basic salary of k type worker in a planning period | |
| The number of laid-off workers for k type in period t | |
| Training cost for a new worker | |
| Maximum regular labor hours in a period | |
| Maximum overtime labor hours in a period | |
| Total regular labor hours for k type worker of period t | |
| Total overtime labor hours for k type worker of period t | |
| Unit regular time labor cost for k type worker | |
| Unit overtime labor cost for k type worker | |
| Total labor cost in period t |
| Variables | Description |
|---|---|
| Production quantity of i in period t | |
| The number of k type workers employed in period t |
| Experiments | Parameters of Labors | ||||
|---|---|---|---|---|---|
| No. | I | T | J | Parameter | Value |
| 1 | 2 | 4 | 3 | (Yuan/p) | 100 |
| 2 | 2 | 6 | 3 | (h) | 50 |
| 3 | 2 | 8 | 3 | (h) | 10 |
| 4 | 4 | 4 | 3 | (Yuan) | 800 |
| 5 | 4 | 6 | 3 | (Yuan/h) | 5 |
| 6 | 4 | 8 | 3 | (Yuan/h) | 10 |
| 7 | 6 | 4 | 3 | (p) | 10 |
| 8 | 6 | 6 | 3 | ||
| 9 | 6 | 8 | 3 | ||
| Parameter Setting of GA | Parameter Setting of PSO | ||
|---|---|---|---|
| Parameter | Value | Parameter | Value |
| Population sizes | Experiments 1~3: 30, each sub-population of HGA-PSO2: 15 Experiments 4~6: 40, each sub-population of HGA-PSO2: 20 Experiments 7~9: 50, each sub-population of HGA-PSO2: 25 | Constriction factor | 0.73 |
| Maximum number of generations G | Experiments 1~3: 1000, Set algebra of HGA-PSO1: 500 Experiments 4~6: 1200, Set algebra of HGA-PSO1: 600 Experiments 7~9: 1500, Set algebra of HGA-PSO1: 750 | Predefined maximum value of inertia weight | 0.8 |
| Probability of partheno crossover operator: | Iteration number < 600: 0.2, otherwise, 0.3 | Predefined minimum value of inertia weight | 0.4 |
| Probability of arithmetic crossover | Iteration number < 600: 0.1, otherwise, 0.2 | Learning factors | 2.0 |
| Probability of production mutation | Iteration number < 600: 0.4, otherwise, 0.6 | Learning factors | 2.1 |
| Probability of mutation for the number of workers | Iteration number < 600: 0.5, otherwise, 0.7 | ||
| Performance Measure | Hybrid Strategy | Experiment No. | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| /(104) | LS-GA | 8.96 | 14.71 | 19.42 | 16.47 | 26.44 | 34.84 | 23.32 | 37.28 | 50.29 |
| HGA-PSO1 | 8.96 | 14.71 | 19.31 | 16.47 | 26.44 | 34.76 | 23.32 | 37.26 | 50.27 | |
| HGA-PSO2 | 8.95 | 14.71 | 19.27 | 16.46 | 26.45 | 34.75 | 23.31 | 37.26 | 50.29 | |
| LS-GA | 15.78 | 15.66 | 18.83 | 25.21 | 25.75 | 30.23 | 32.76 | 36.00 | 37.45 | |
| HGA-PSO1 | 15.83 | 15.52 | 18.07 | 25.21 | 25.39 | 29.58 | 32.80 | 36.50 | 37.70 | |
| HGA-PSO2 | 16.08 | 15.61 | 17.26 | 25.53 | 25.75 | 29.63 | 33.08 | 36.47 | 37.97 | |
| Runtime/(S) | LS-GA | 75.28 | 87.86 | 102.54 | 152.64 | 177.57 | 204.66 | 276.56 | 300.18 | 348.90 |
| HGA-PSO1 | 73.57 | 69.64 | 79.40 | 124.25 | 126.31 | 129.35 | 192.50 | 227.47 | 341.08 | |
| HGA-PSO2 | 78.22 | 106.39 | 99.46 | 120.52 | 123.45 | 127.95 | 204.67 | 230.62 | 210.89 | |
| LS-GA | 60 | 88 | 115 | 28 | 28 | 110 | 42 | 22 | 31 | |
| HGA-PSO1 | 64 | 87 | 110 | 28 | 23 | 107 | 45 | 24 | 33 | |
| HGA-PSO2 | 66 | 90 | 98 | 17 | 24 | 101 | 26 | 15 | 34 | |
| LS-GA, HGA-PSO1 | −0.03 | −0.08 | −0.87 | 0.21 | −0.20 | −0.46 | 0.18 | 0.09 | −0.28 | |
| LS-GA, HGA-PSO2 | −0.08 | −0.09 | −0.97 | 0.58 | 0.18 | −0.35 | 0.35 | 0.06 | 0.24 | |
| HGA-PSO1, LS-GA | 0.03 | 0.08 | 0.87 | −0.21 | 0.20 | 0.46 | −0.18 | −0.09 | 0.28 | |
| HGA-PSO1, HGA-PSO2 | −0.05 | −0.08 | 0.14 | 0.23 | 0.39 | 0.07 | 0.05 | −0.08 | 0.54 | |
| HGA-PSO2, LS-GA | 0.08 | 0.09 | 0.97 | −0.58 | −0.18 | 0.35 | −0.35 | −0.06 | −0.24 | |
| HGA-PSO2, HGA-PSO1 | 0.05 | 0.08 | −0.14 | −0.23 | −0.39 | −0.07 | −0.05 | 0.08 | −0.54 | |
| MID | LS-GA | 23.97 | 33.43 | 43.17 | 41.50 | 58.83 | 76.02 | 57.00 | 82.81 | 107.34 |
| HGA-PSO1 | 23.99 | 33.36 | 42.82 | 41.49 | 58.67 | 75.64 | 57.03 | 82.99 | 107.38 | |
| HGA-PSO2 | 24.14 | 33.40 | 42.38 | 41.66 | 58.83 | 75.62 | 57.17 | 82.97 | 107.51 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, L.; Yang, X. A Multi-Objective Model and Algorithms of Aggregate Production Planning of Multi-Product with Early and Late Delivery. Algorithms 2022, 15, 182. https://doi.org/10.3390/a15060182
Liu L, Yang X. A Multi-Objective Model and Algorithms of Aggregate Production Planning of Multi-Product with Early and Late Delivery. Algorithms. 2022; 15(6):182. https://doi.org/10.3390/a15060182
Chicago/Turabian StyleLiu, Lanfen, and Xinfeng Yang. 2022. "A Multi-Objective Model and Algorithms of Aggregate Production Planning of Multi-Product with Early and Late Delivery" Algorithms 15, no. 6: 182. https://doi.org/10.3390/a15060182
APA StyleLiu, L., & Yang, X. (2022). A Multi-Objective Model and Algorithms of Aggregate Production Planning of Multi-Product with Early and Late Delivery. Algorithms, 15(6), 182. https://doi.org/10.3390/a15060182