1. Introduction
With the diversification and personalization of market demand, multi-variety and small batch production has been adopted by more and more enterprises, aiming to respond to the changes of customers and provide the market with creative products quickly. Drira et al. [
1] reported that, on average, 40% of an enterprise’s sales come from new products. The manufacturing of new products leads to some changes in the process design, processing sequences, and material handling quantity, which has a significant impact on the manufacturing process. Gupta et al. [
2] concluded that one-third of USA companies undergo major dislocation of scheduling and layout schemes every two years. As the decision-making focus of the production process, scheduling and layout planning run through the entire manufacturing process. To ensure production efficiency under such a market environment, the scheduling and layout schemes of enterprises must be adaptive to changing demand conditions. In view of this situation, general enterprises tend to re-design scheduling schemes and avoid adjusting layout schemes as much as possible due to time-consuming and expensive re-layout costs. The approach impedes the improvement of enterprises’ responsiveness because the optimization performance of the scheduling scheme strongly depends on the original layout scheme. However, for some labor-intensive enterprises with moderately light machines or workstations that are convenient for re-layout, such as footwear or clothing industries, they can adapt better to the changes of market demand by re-designing the scheduling and layout schemes [
3]. It is noted that scheduling determines the allocation of operations to machines and provides detailed material handling information between machines for the optimization of layout, while layout planning determines the optimal positions of all machines in a given workshop according to the specific scheduling scheme. It is observed that there is a close interaction between scheduling and layout planning. Therefore, the coordinated optimization of scheduling and layout planning is of vital importance for enterprises to respond quickly to changes of market demand.
Recently, the issues of environmental protection and energy conservation in manufacturing industries have been gaining more and more attention. Since the beginning of the industrial revolution, the industrial sector has consumed large amounts of energy. Manufacturing enterprises are responsible for approximately 33% of global total energy consumption and 38% of greenhouse gas emissions [
4]. Improving the utilization efficiency of resources and energy has become critical for the sustainable development of modern industrial companies [
5]. Therefore, the concept of green manufacturing has caused wide concern in academia, society, and industry, referring to reducing pollution and saving energy consumption during the production process. Admittedly, we should improve enterprises’ quick response ability when facing changes of market demand as much as possible, but it cannot be implemented at the expense of the environment. Thus, another goal of enterprises is to determine how to save energy and reduce emissions, without lowering the response ability. It should be noted that a large number of studies [
6,
7,
8,
9] have indicated that reasonable scheduling and layout planning for manufacturing systems will save great energy consumption.
Therefore, in order to respond quickly and effectively to changes of market demand and reduce energy consumption, the integrated optimization of scheduling and layout planning is extremely important. However, this integration is still a challenge in both research and applications. In traditional approaches, scheduling and layout planning were carried out sequentially. These approaches cannot consider the scheduling and layout planning problems from the perspective of system optimization and ignore their interaction, which may prevent improvement of the productivity and energy efficiency of the manufacturing system and generate the following problems:
In much research, scheduling is done based on the assumption that the transportation time between machines is either neglected or determined. However, in the actual workshop, the positions of machines will significantly affect the transportation time of jobs. This may make the enterprises’ production cycle longer or generate production stagnation, which leads to more idle energy consumption. Therefore, the generated scheduling schemes are somehow unrealistic and cannot be readily executed in the workshop, resulting in the optimum scheduling scheme often becoming infeasible;
After the layout is set, the performance of scheduling schemes is highly dependent on the determined layout scheme. Moreover, if the type and requirement of the product change greatly, the scheduling scheme will change accordingly. As a result, the material handling information between machines will be greatly affected, which may cause the original layout scheme to become inefficient;
Separate optimization of scheduling and layout planning does not guarantee optimality of the whole manufacturing system since scheduling or layout planning has more than one criterion to be considered, in which many criterions are often conflicting. For example, in the real manufacturing process, each operation could be implemented on a set of machines, including dedicated machines and universal machines. Generally, when an operation is processed on the dedicated machine, the corresponding processing time and energy consumption are minimal. In this manner, the scheduling scheme displays a short completion time and low processing energy consumption, while the corresponding layout scheme may lead to high transportation energy consumption and material handling quantity since the jobs are frequently transported between machines. On the contrary, the scheduling scheme may lead to a long completion time and high processing energy consumption, while the corresponding layout scheme may lead to low transportation energy consumption and material handling quantity. Neither of these manners can obtain a high production efficiency and low energy consumption solution.
The above problems can be conquered by the integration of scheduling and layout planning (ISLP), which has been a hot research topic in recent years. Ranjbar et al. [
10] studied a concurrent layout and scheduling problem in a job shop environment to minimize makespan. Ripon et al. [
11,
12] developed a multi-objective mathematical model for integrated job shop scheduling and the facility layout planning problem that considers makespan, mean flow time, material handling cost, and closeness rating score simultaneously. Mallikarjuna [
13] proposed a flexible batch scheduling problem which was integrated with loop layout pattern design, and applied the genetic algorithm (GA) and simulated annealing algorithm (SA) to solve the problem for minimizing makespan and transportation cost. Liu et al. [
14] studied an integrated optimization problem of workshop layout and scheduling considering energy consumption to minimize makespan and carbon emission simultaneously, in which they proposed a multi-objective fruit fly optimization algorithm to solve the problem.
Besides this, in the field of cellular manufacturing, Wu et al. [
15], Arkat et al. [
16], and Fahmy et al. [
17] studied the integrated cell formation, group layout, and group scheduling, and applied GA to solve the problem for minimizing makespan. Arkat et al. [
18] adopted the multi-objective genetic algorithm (MOGA) for the cell formation problem considering cellular layout and operation scheduling to minimize makespan and transportation cost. Suemitsu et al. [
19] proposed a multi-robots cellular manufacturing system layout problem that can determine the positions of manufacturing components and task scheduling simultaneously, and they applied MOGA to solve the problem for minimizing the operation time, layout area, and manipulability.
Although these studies validate that the ISLP can achieve better solutions than the independent optimization method, they still have several disadvantages, as follows:
- (1)
These studies cannot provide effective guidance for enterprises. Since most of these studies focus on the job shop scheduling problem (JSSP) and discrete workshop layout problem (DWLP), the flexible processing route of jobs and size of machines are neglected, which means that these studies cannot solve more realistic problems, such as the flexible job shop scheduling problem (FJSSP), single-row workshop layout problem (SRWLP), multi-row workshop layout problem (MRWLP), and so on;
- (2)
The optimality of the layout scheme cannot be ensured. Because most studies of ISLP only consider scheduling objectives, the layout problem is simply appended to the scheduling problem as a constraint, which ignores the interaction between scheduling and layout planning. For the integrated model that only considers scheduling objectives, it is difficult to ensure the feasibility of the scheduling and layout schemes simultaneously. For example, if only the makespan is optimized, a scheduling scheme with lower makespan may be accompanied by an unreasonable layout scheme. The unreasonable layout scheme may result in frequent job delays and processing interruptions, which greatly offsets the economic advantage;
- (3)
Only a few studies of ISLP consider the energy consumption indicator. If only optimizing the efficiency objectives, a solution with a higher production efficiency may also be a solution with higher energy consumption. The higher energy cost will have an adverse impact on the final profit of enterprises. Admittedly, we should seek a solution that balances energy consumption and production efficiency in solving the ISLP problem.
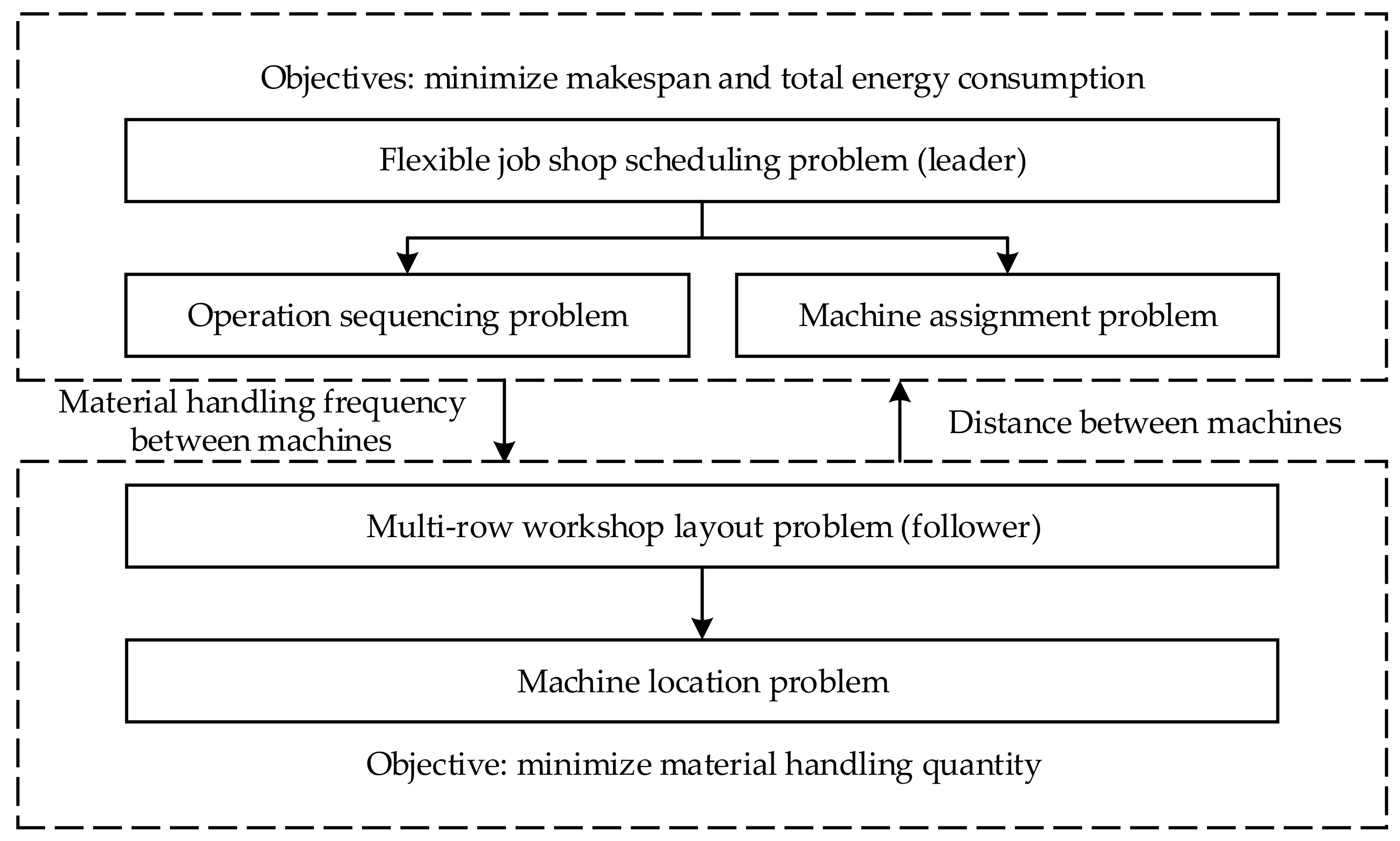
To overcome these disadvantages, this paper chooses FJSSP and MRWLP, which are more suitable for the real manufacturing system as research objects, and focuses on the interaction between them. Then, the paper proposes a multi-objective energy-aware integration of FJSSP and MRWLP (MEIFM) problem. In the proposed MEIFM, we consider flexible processing routes of jobs and unequal-area machines, as well as the interaction between FJSSP and MRWLP. The interaction is shown in
Figure 1. The FJSSP is linked to the MRWLP by the material handling information and distance between machines. The FJSSP’s decision guides the optimization of the layout scheme by material handling information, while the MRWLP’s decision influences the performance of the scheduling scheme by distance between machines. Obviously, the MEIFM can be represented as a Leader-Follower or Stackelberg game, where the FJSSP acts as the leader and the MRWLP acts as the follower. Therefore, the MEIFM is a typical bi-level programming problem.
As both scheduling and layout planning are NP-hard problems [
20,
21], the MEIFM problem considering the flexible processing route of jobs and unequal-area machines becomes a more complicated problem. Additionally, it is concerned with balancing the production efficiency and energy consumption of the overall manufacturing system, which also makes the problem become more complex. Further, the bi-level programming problem also falls into the class of NP-hard problems [
22]. As a result, developing an effective method to deal with the MEIFM problem is a challenge.
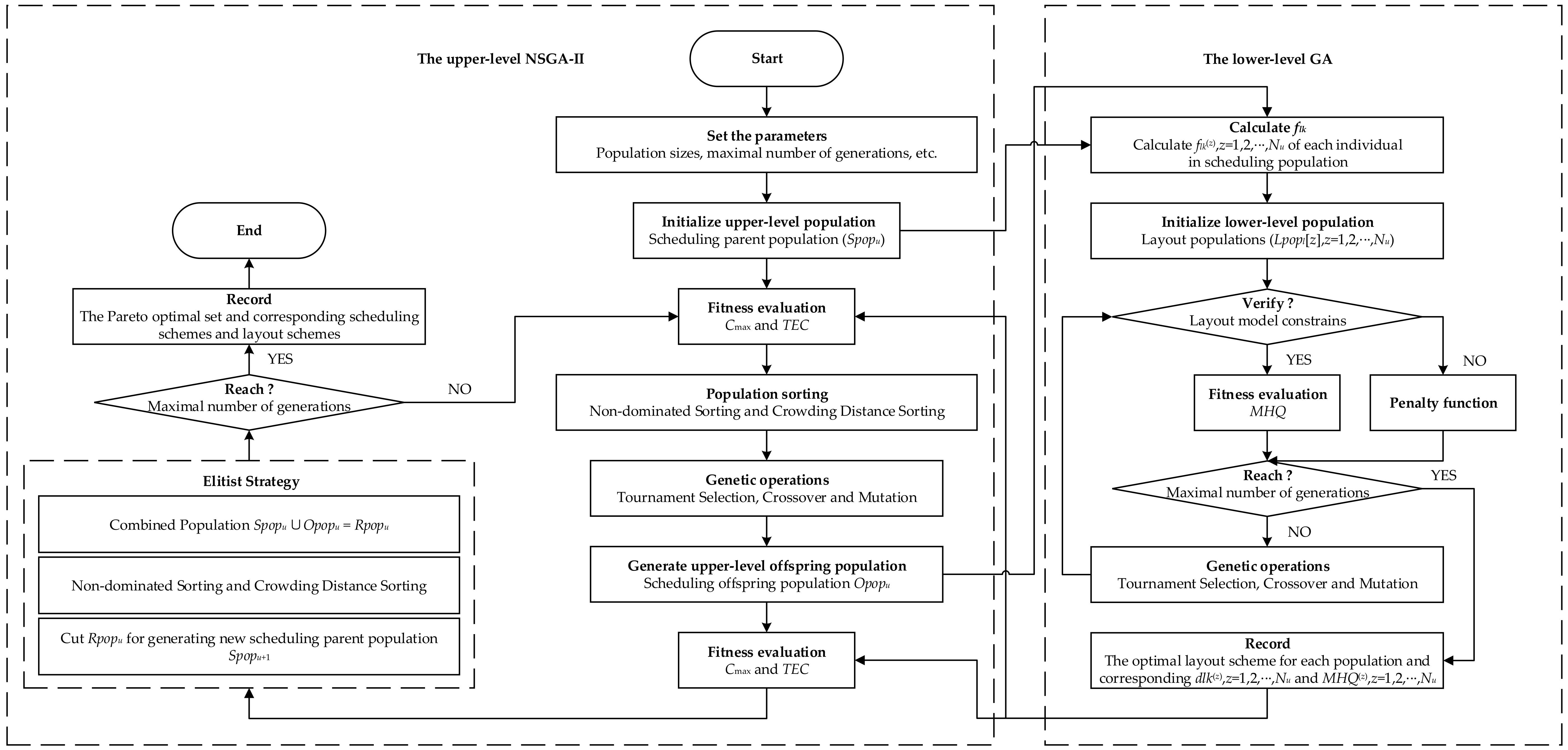
To optimize the MEIFM problem, an improved multi-objective hierarchical genetic algorithm (IMHGA) is proposed. The proposed algorithm is designed based on the framework of GA, which is one of the most famous optimization algorithms and has been successfully applied in many bi-level programming problems [
23,
24,
25,
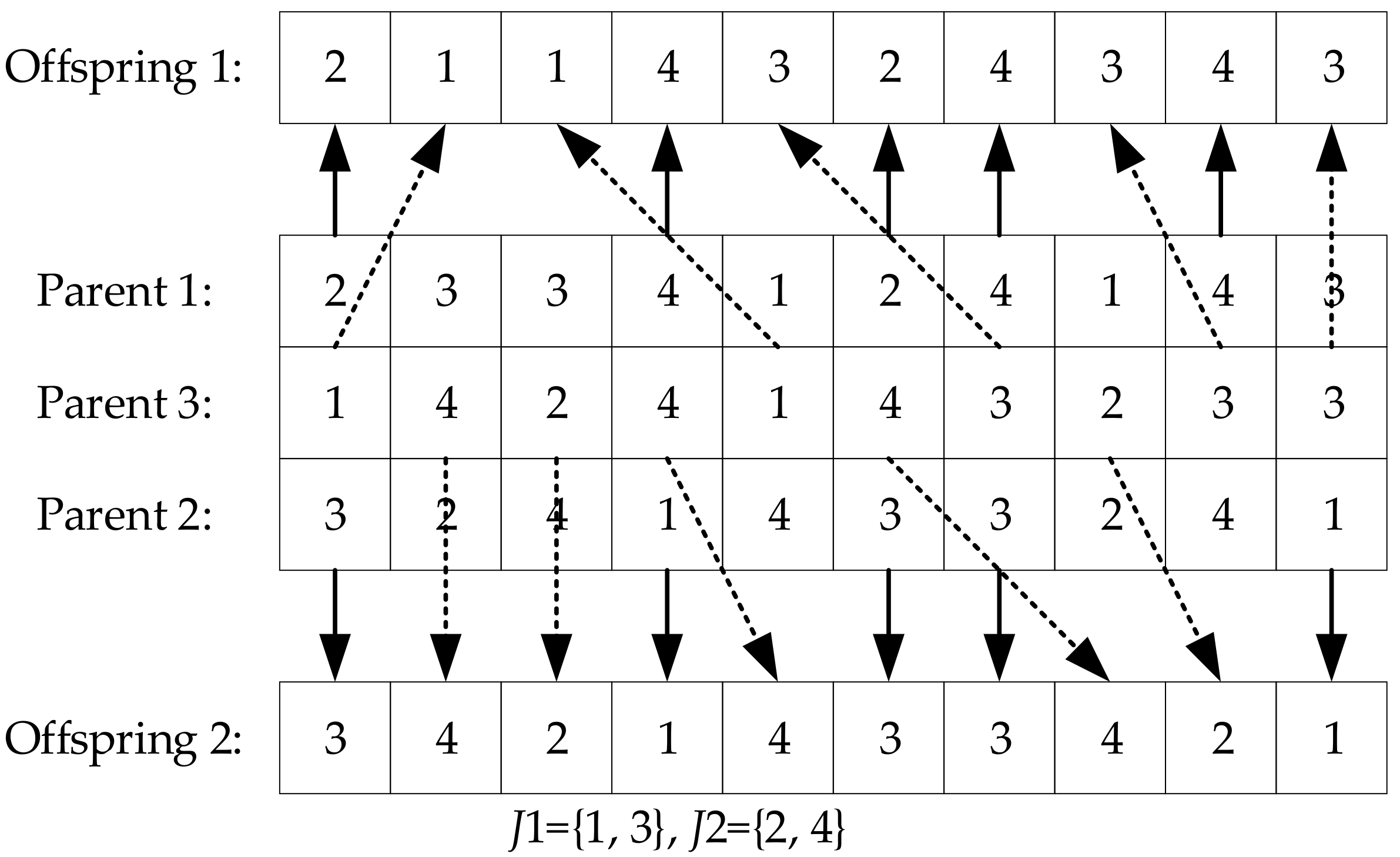
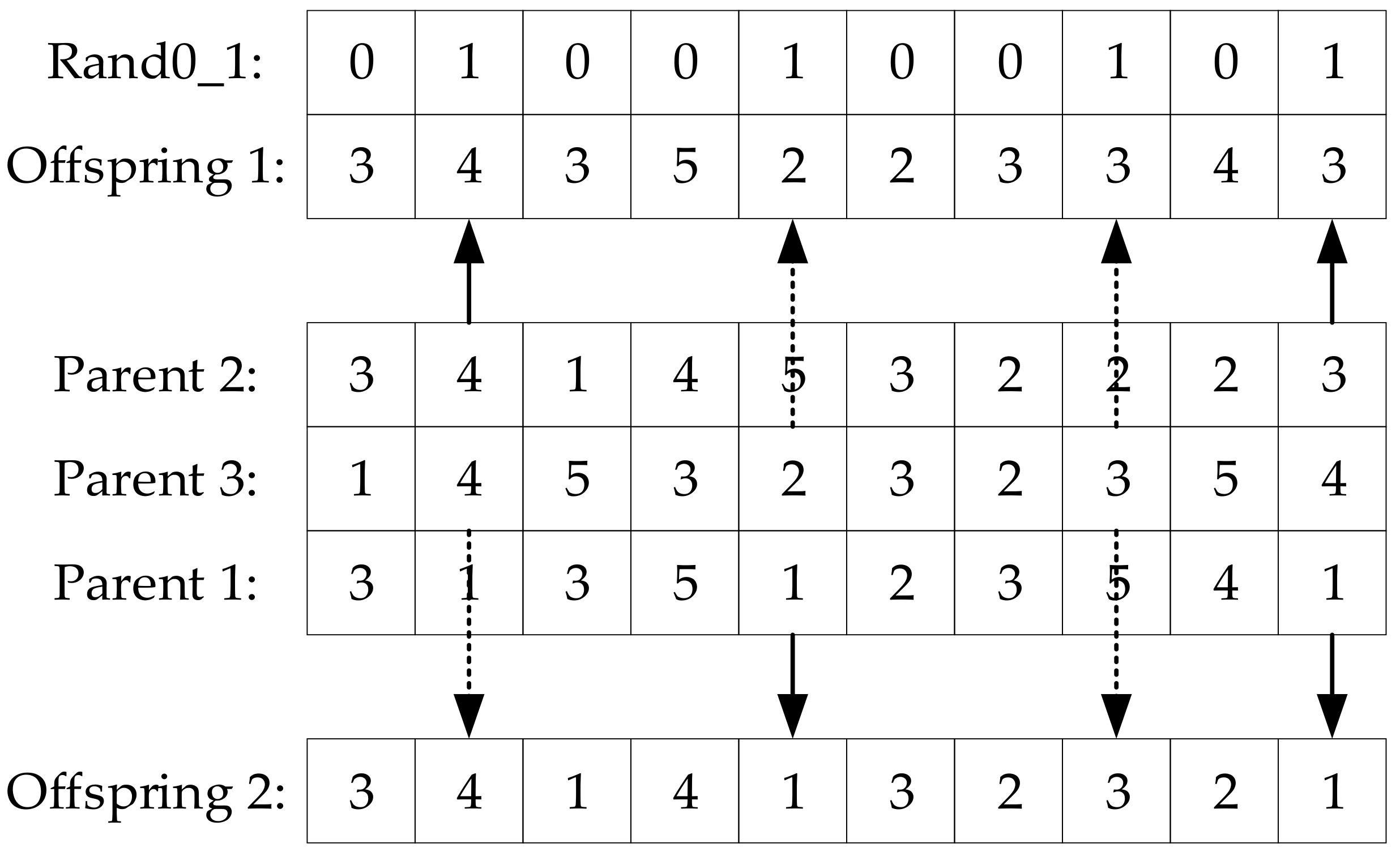
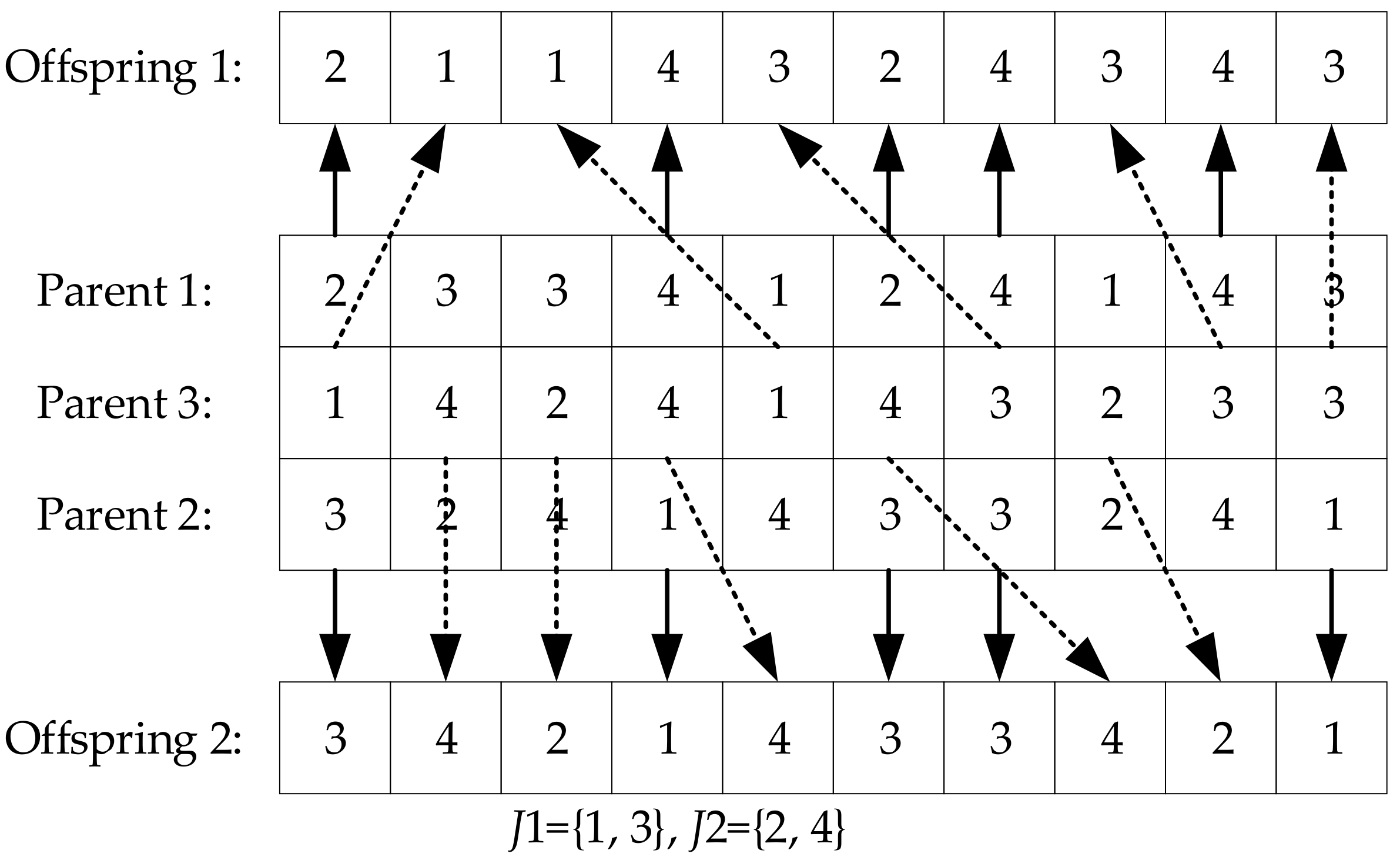
26]. Moreover, in the IMHGA, two improved strategies are introduced to enhance the performance of the algorithm based on the characteristics of the problem. One is to design the multi-parent improved precedence operation crossover (MIPOX) and multi-parent multi-point preservative crossover (MMPX) based on the multi-parent crossover method aiming to enhance the global searching ability of the algorithm and increase the diversity of solutions; the other is to adopt the tournament selection operator with the parent-offspring competition strategy to improve the convergence speed of the algorithm.
Compared with previous work, this paper has threefold contributions:
- (1)
An MEIFM problem is proposed for balancing the production efficiency and energy consumption;
- (2)
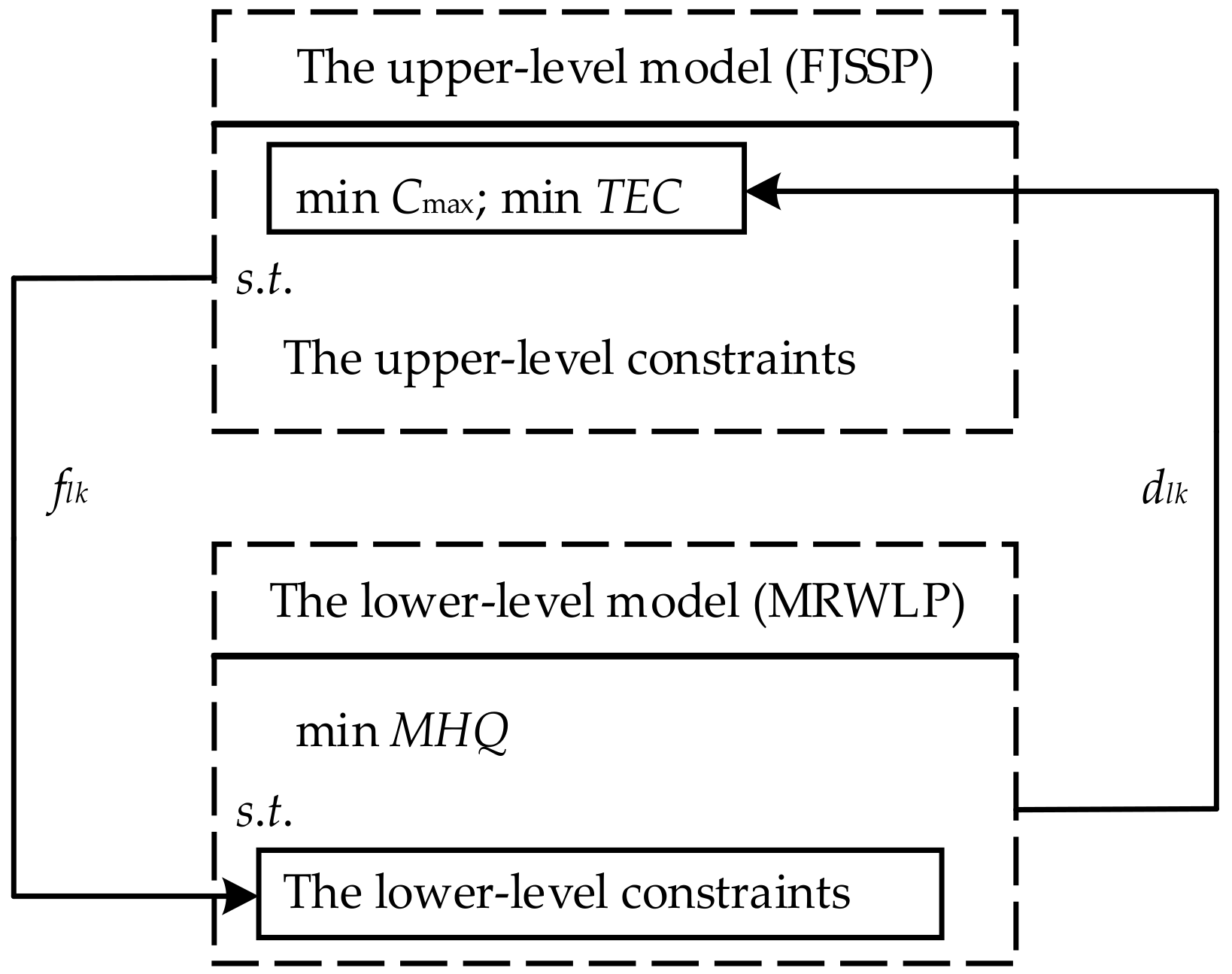
Based on the interaction of FJSSP and MRWLP, an MOBLP model is formulated to depict the integrated problem;
- (3)
An IMHGA is proposed to solve the bi-level programming model for optimizing the FJSSP and MRWLP simultaneously.
The remainder of this paper is organized as follows. In
Section 2, a review on the solution strategies for the ISLP problem is presented and the motivation for the proposed bi-level programming model is described.
Section 3 is devoted to the bi-level programming model for the integrated problem. An IMHGA is proposed for the bi-level model in
Section 4. Experimental studies and discussions are reported in
Section 5.
Section 6 concludes this paper by summarizing the findings and proposing avenues for future research.
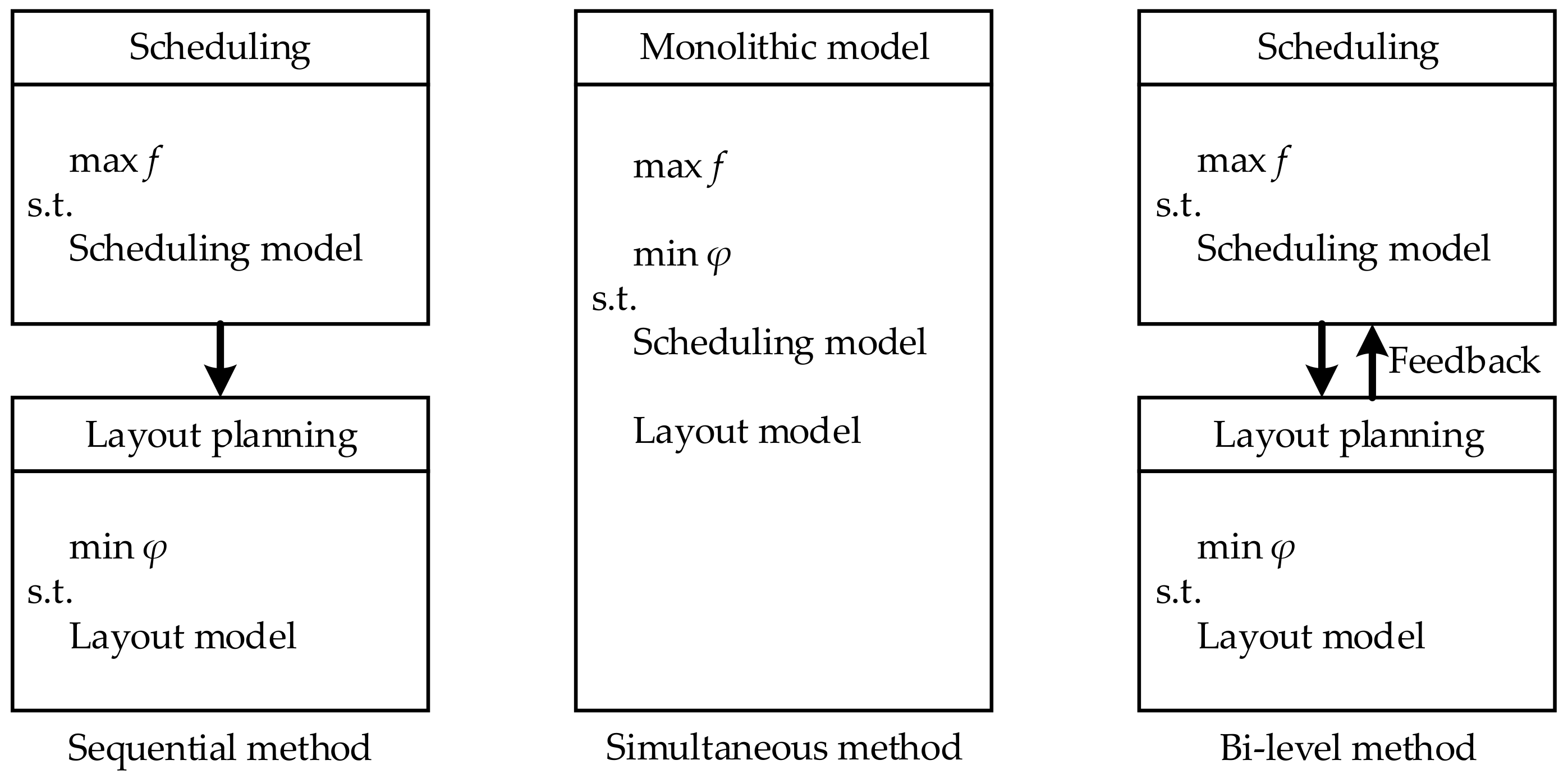
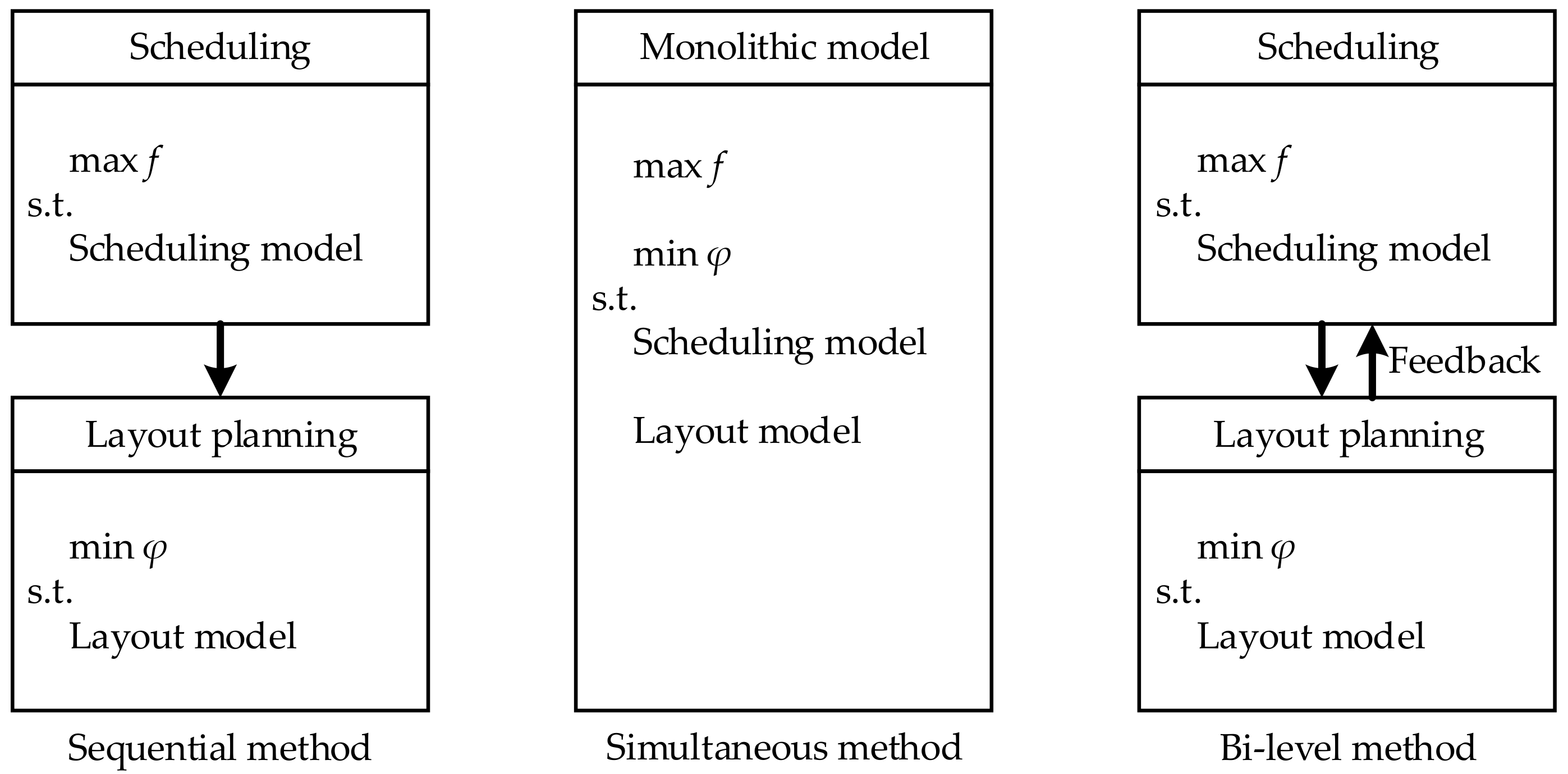
2. Literature Review on Solution Strategies
The possible solution strategies for the ISLP problem can be classified into three categories, as shown in
Figure 2.
For the sequential method, the integrated problem is decomposed into two subproblems: one is the upper-level subproblem to determine scheduling schemes; the other is the lower-level subproblem to design corresponding layout schemes. The upper-level decisions are used as inputs for the lower-level subproblem. It is noted that the flow of information is only from the upper-level problem toward the lower-level problem. The sequential method is widely applied because of its simplicity, but it often results in a sub-optimal solution for the entire production process [
27]. The sequential nature of the traditional approach prevents the scheduling model from considering detailed workshop layout information because the layout problem is not solved in the scheduling phase, which may lead to the scheduling scheme becoming inefficient and less practical. For example, a scheduling model often includes a parameter to denote the time required to process a job, but the actual completion time is highly dependent on the layout scheme, which influences the performance of the scheduling scheme.
In the simultaneous method, the layout model is simply appended to the scheduling model as constraints [
10,
15,
16,
17], which leads to the layout scheme lacking autonomy. Without its own objectives, the layout model is optimized to purse the objectives of the scheduling model. Nevertheless, in addition to considering the objectives of the scheduling problem, the layout problem also needs to achieve some objectives, such as the material handling cost, closeness rating score, space utilization ratio, and so on, to ensure the performance of the layout scheme. For the monolithic model only including scheduling objectives, it is difficult to consider the interaction of scheduling and layout planning. For example, if only the makespan of the scheduling problem is optimized, a scheduling scheme with minimum makespan may be executed difficultly in an unreasonable layout, resulting in frequent delays, interruptions, or failures in the operation process.
For the bi-level method, it can be regarded as a compromise between the sequential method and simultaneous method. Similar to the simultaneous method, it optimizes the scheduling and layout problems simultaneously as an integrated problem. Meanwhile, this method grants a degree of autonomy to the layout problems, so it has its own objectives. More importantly, the method enables collaboration between the scheduling problem and the layout problem by a feedback loop. Though the method outperforms the sequential and simultaneous methods in terms of the solution quality, the method encounters severe computational complexity [
28]. Therefore, it is necessary to develop efficient algorithms to achieve this method.
In the proposed MEIFM problem, different from the previous literature [
11,
13,
19], this paper considers flexible processing routes of jobs and unequal-area machines concurrently, which embodies a strong interaction between FJSSP and MRWLP. In addition, both FJSSP and MRWLP have independent objectives. Based on the characteristics of this problem and the description of the above three methods, it can be found that the bi-level method is a very efficient technique to tackle this MEIFM problem. In this method, the FJSSP and MRWLP represent two levels, with autonomy and independent objectives. More importantly, the bi-level method is flexible enough to consider the interaction of the FJSSP and MRWLP by the feedback loop. Therefore, the motivation of this study is using the hierarchical interaction characteristic of the FJSSP and MRWLP to search for a more effective model and solution for solving the complex integrated problem. In the next section, an MOBLP model for the proposed MEIFM problem is presented.
5. Computation Experiments
The IMHGA algorithm is coded in MATLAB R2018a and the experiments are run on an Intel (R) Core (TM) i7-7700HQ 2.8 Ghz process with 8 GB of memory under the Windows 10 operating system. To verify the effectiveness and efficiency of the proposed algorithm, we make comparisons with a general multi-objective hierarchical genetic algorithm (MHGA) from the perspectives of the convergence and distribution of the Pareto solution set.
5.1. Description of Test Data and Parameter Setting
Since the MEIFM problem is proposed for the first time and there is not a standard test set for it, in order to guarantee the validity and practicability of the proposed model and algorithm, the paper constructs a test data set by combining the data set available in the related and high-cited literature, instead of randomly generating a data set. Specifically, the jobs processing data [
45] and corresponding machine energy consumption data [
46] are shown in
Table 2 and
Table 3, separately, in which a solid line in a cell implies that machines is not available to perform that operation. The size of each machine [
47] is shown in
Table 4. Besides, these machines are located in a 17 m × 14 m workshop. The minimum distance between machines is 0.5 m and the minimum distance between machines and the workshop boundary is 1.5 m. The speed and energy consumption per unit time of transporter are 2 m/s and 5 kw, respectively.
In addition, the parameters of the proposed algorithm are determined after multiple trials. For the upper-level NSGA-II, the population size is 50, the maximal number of generations is 500, the crossover rate is 0.8, and the mutation rate is 0.1. For the lower-level GA, the population size is 40, the maximal number of generations is 100, the crossover rate is 0.8, and the mutation rate is 0.2.
5.2. Experimental Analyses
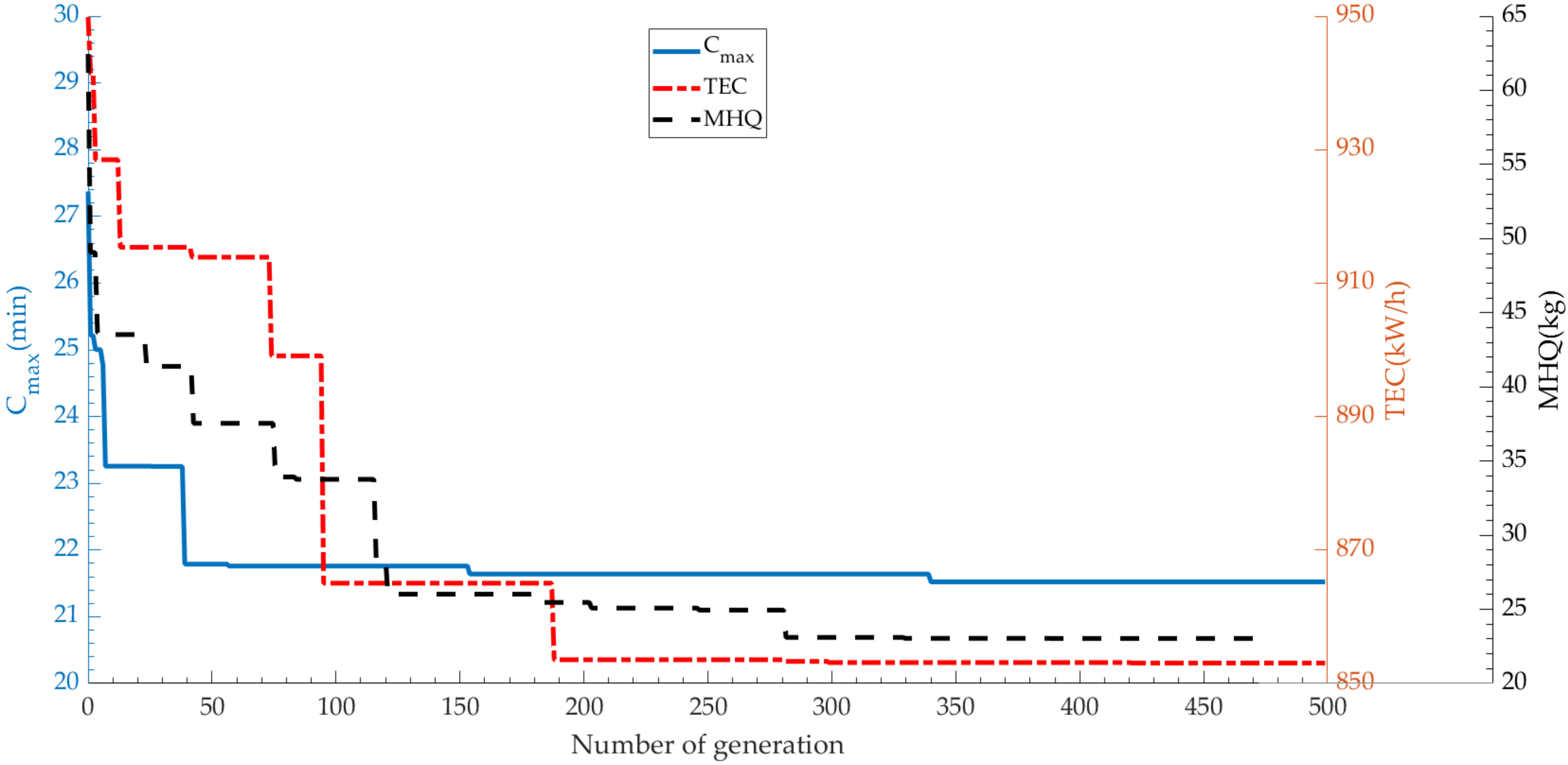
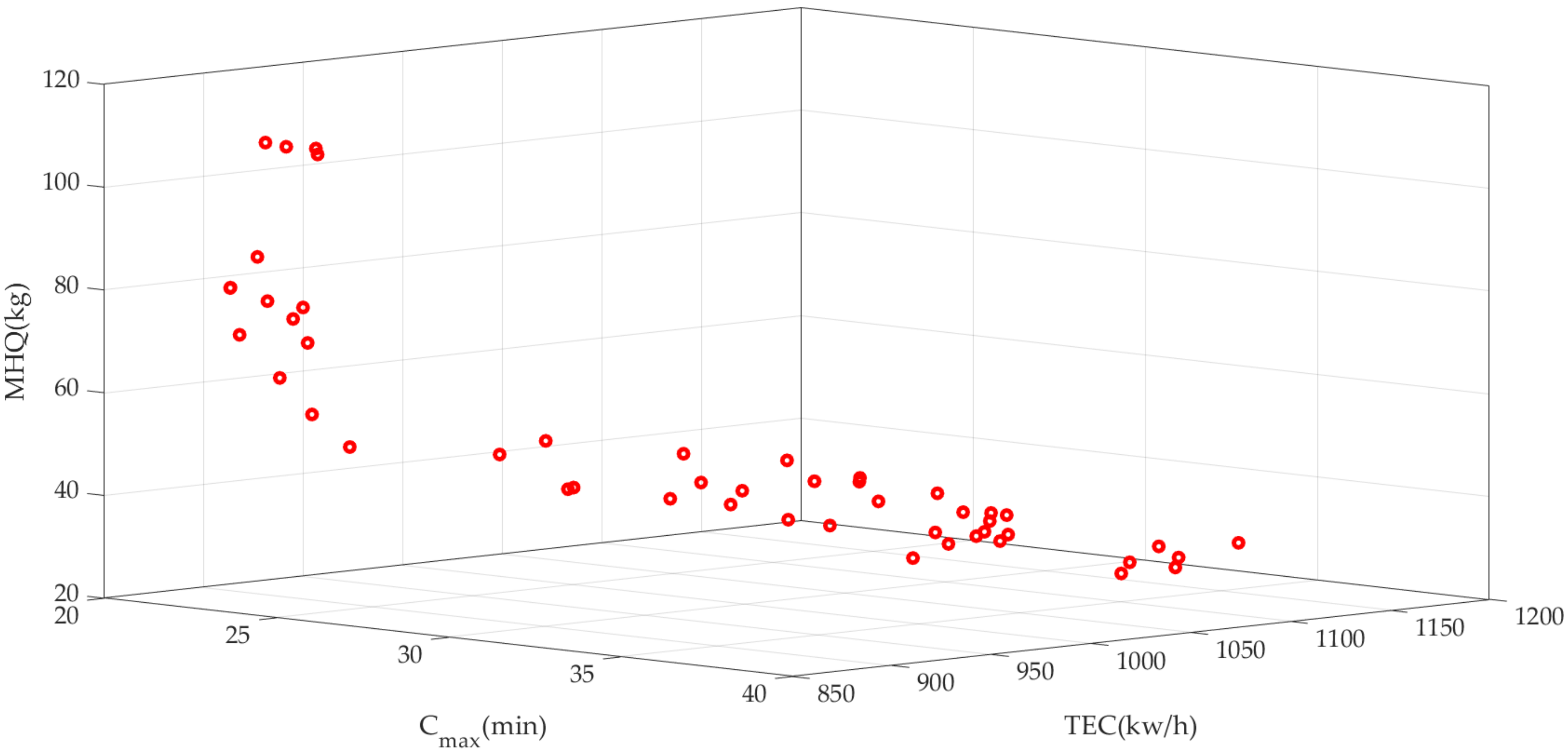
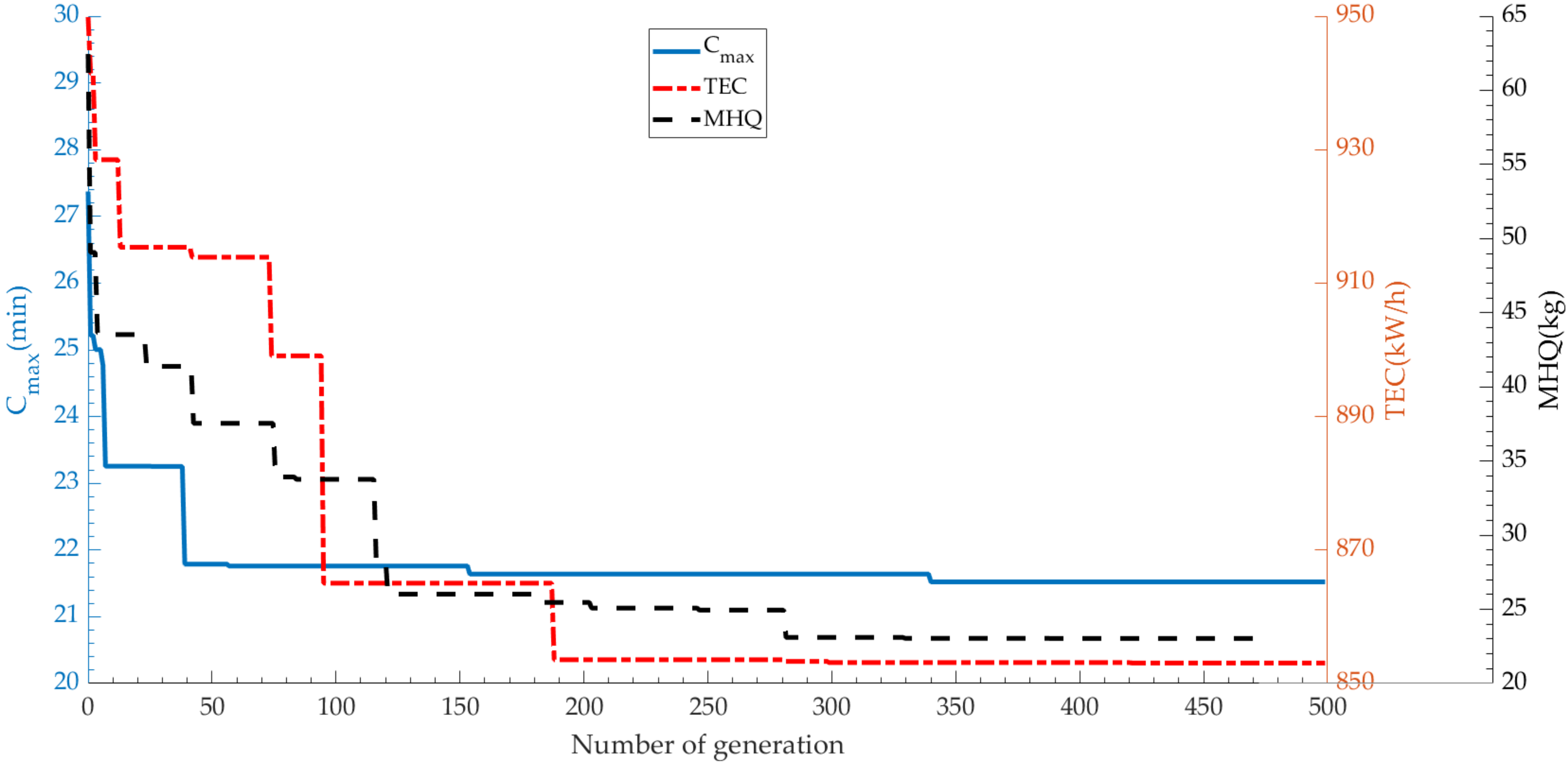
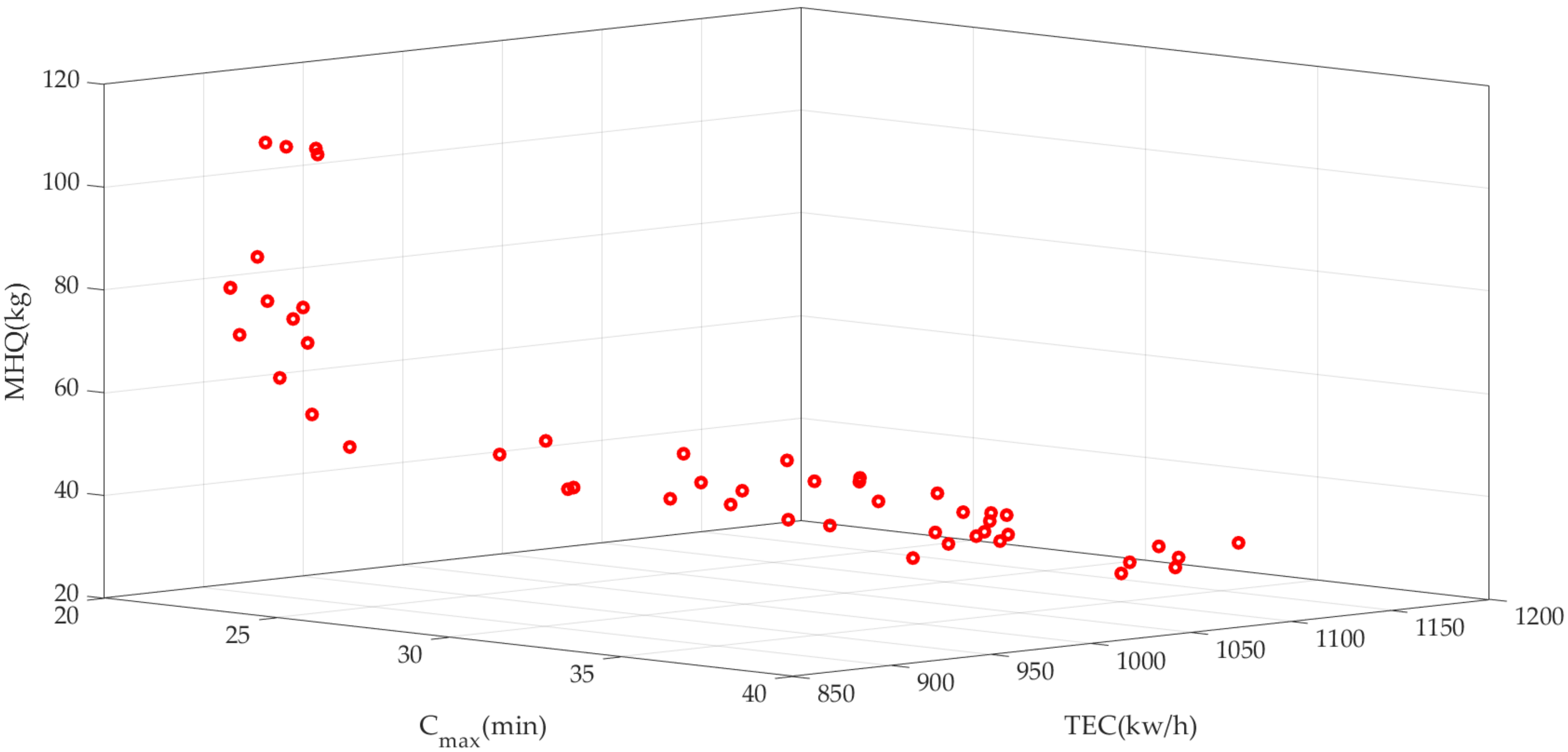
Figure 12 shows the convergence curves of three objectives, and these curves start to converge in the 280th generation. The Pareto solutions’ distributions of the final generation are shown in
Figure 13, in which the same pareto solutions are plotted only once, and it can be seen that the Pareto solution set has a good distributivity. Thus, it can provide a wide range of alternative choices for the managers.
Moreover,
Table 5 displays the three objectives and corresponding energy consumption components of part solutions in the Pareto solution set, where these solutions are ranked in non-increasing order of
TEC.
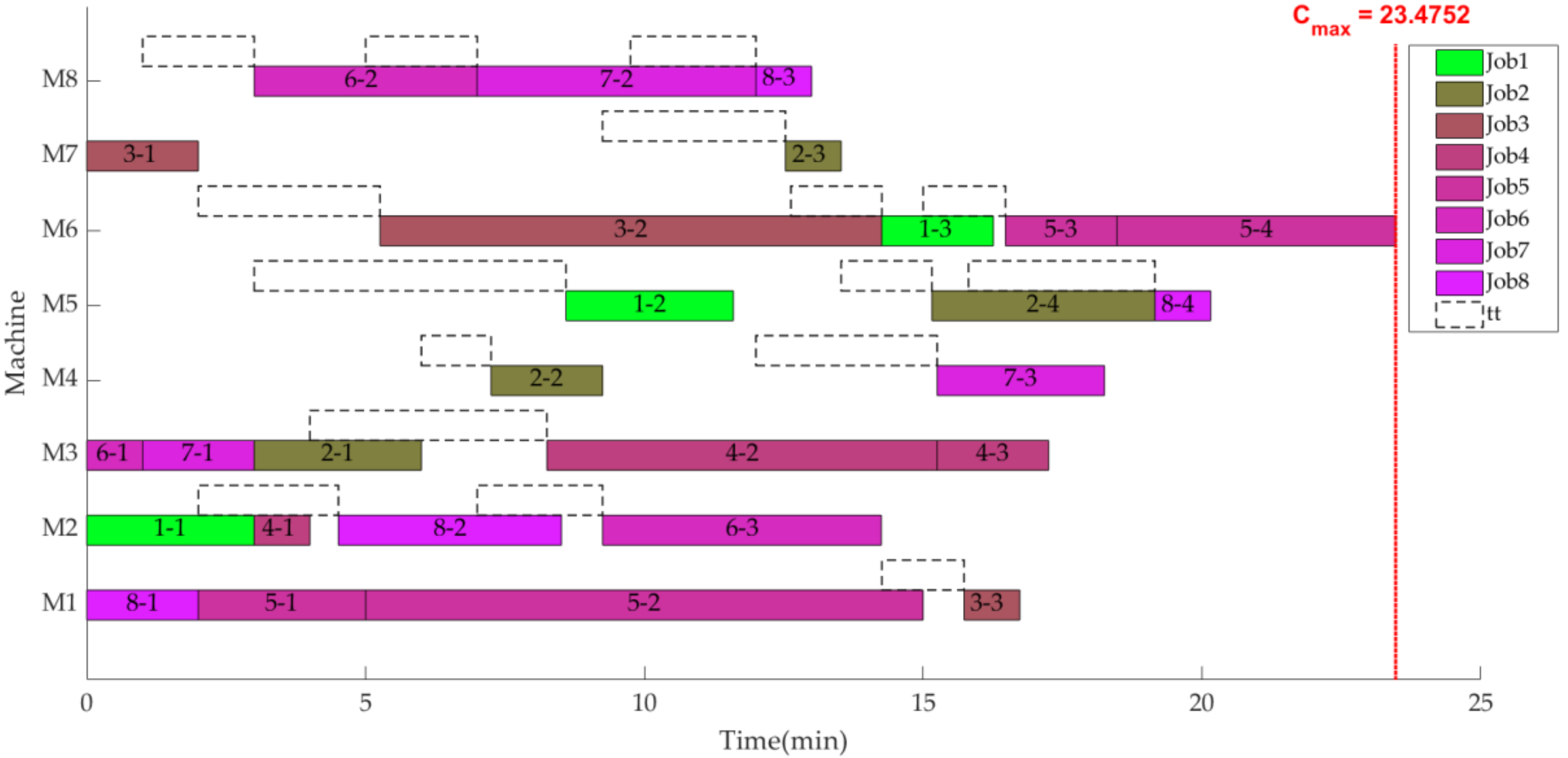
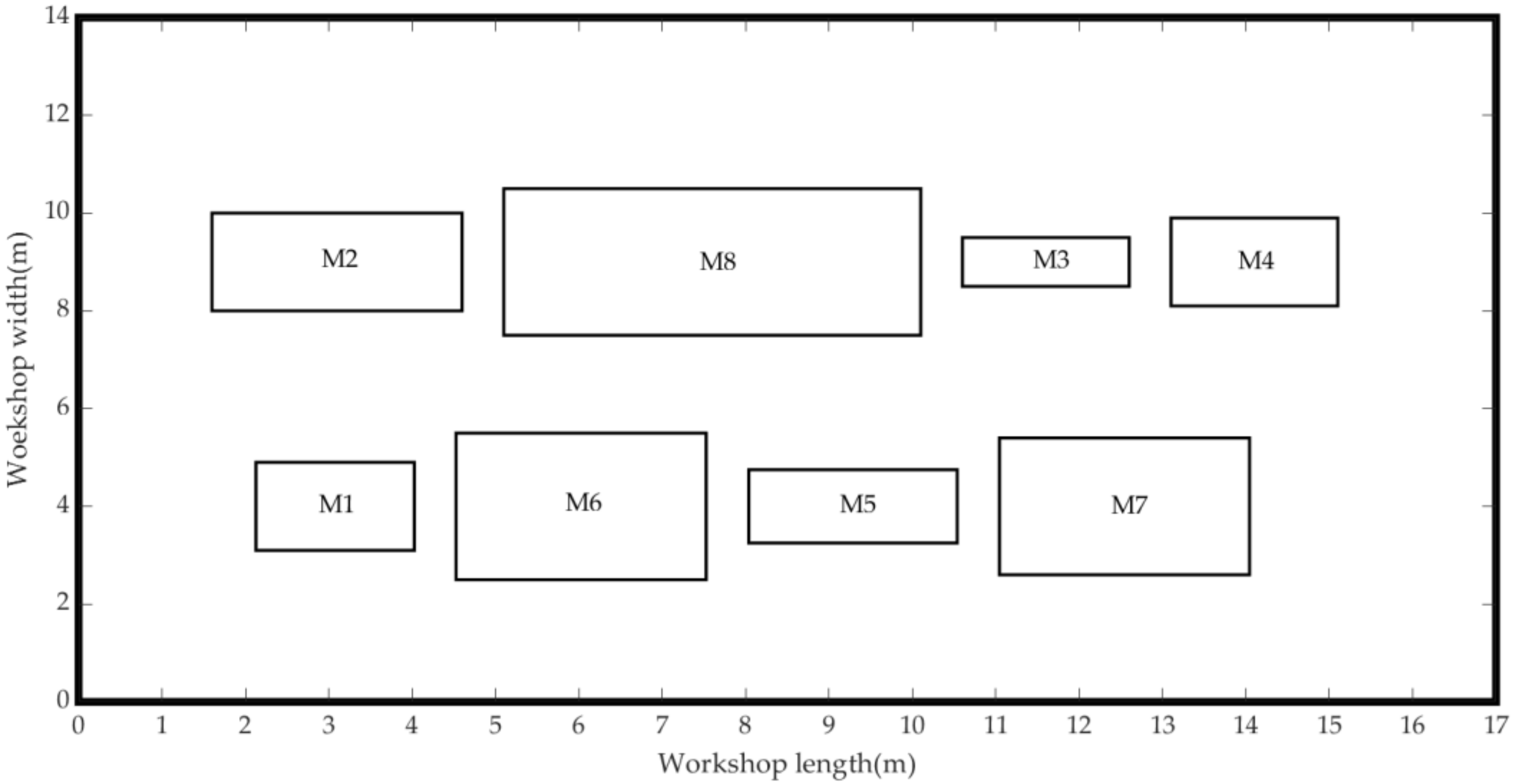
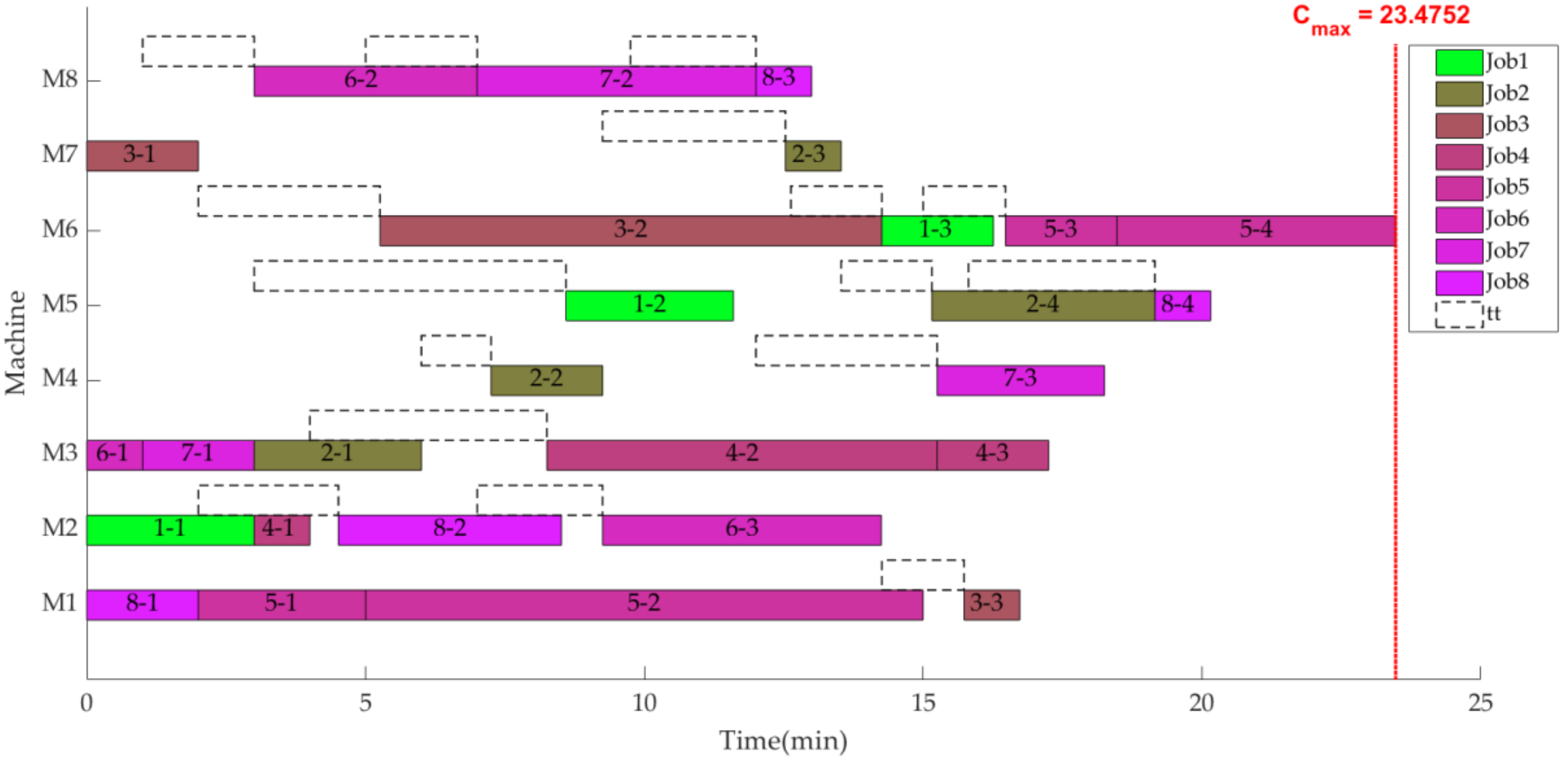
Figure 14 and
Figure 15 give the scheduling gantt chart and workshop layout of solution 1, respectively, which shows that these solutions are logical and feasible. It can be seen that although the
TEC of solution 1 is minimal in Pareto solutions, its energy consumption components (
PE,
IE, and
TE) are not all minimal. This phenomenon implies that coordinated optimization of scheduling and layout planning is extremely important to reduce energy consumption for workshops.
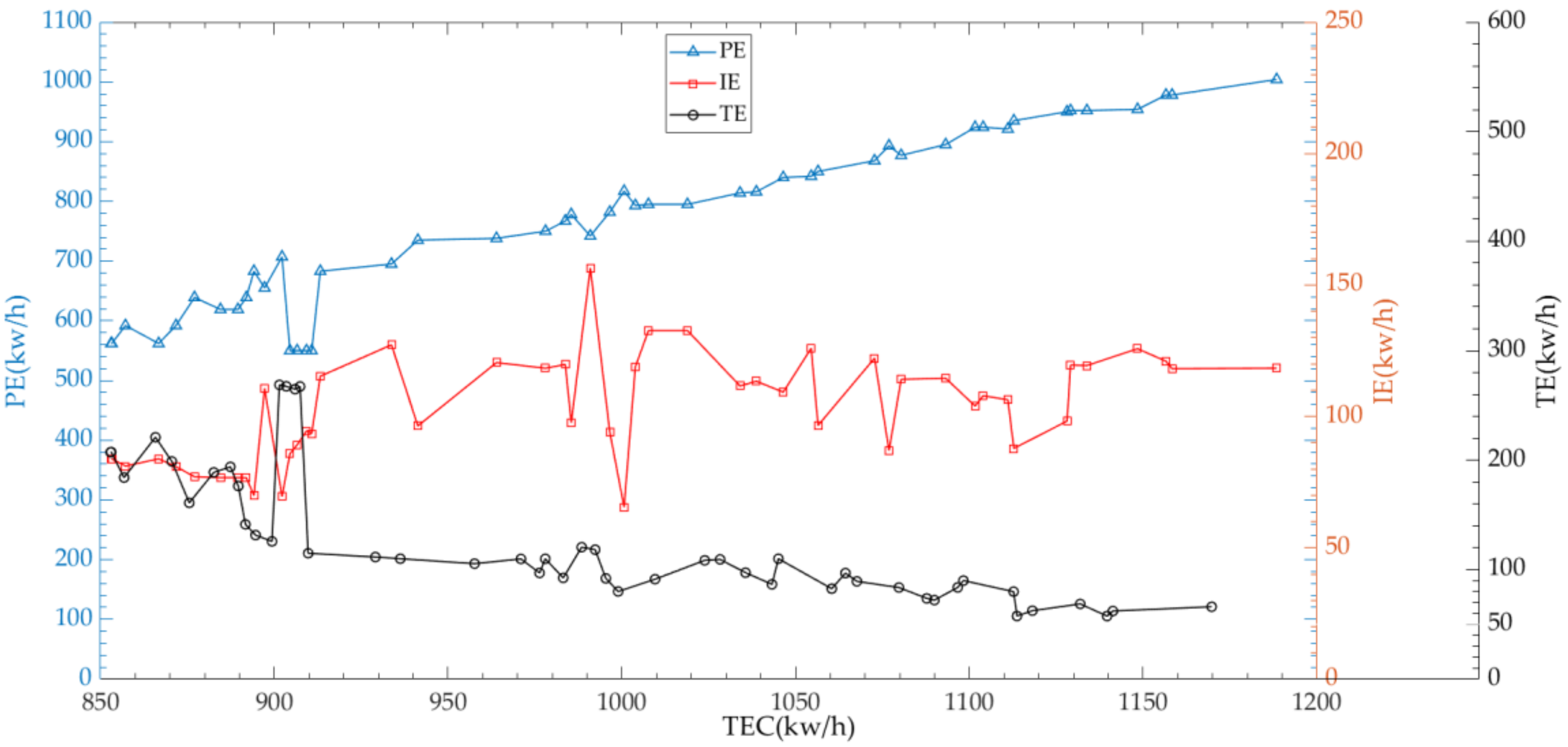
In order to further analyze the relationship between
TEC and corresponding energy consumption components (
PE,
IE, and
TE), this paper uses the
TEC of the Pareto solution set as the horizontal coordinate and the corresponding energy consumption components as the vertical coordinate to draw the distribution curve of each energy consumption component, as shown in
Figure 16. It can be seen that the
PE and
TE curves are relatively stable, while the
IE curve shows remarkable fluctuation. This is because the scheduling and layout planning determine the values of
PE and
TE, respectively, while the value of
IE is affected by the scheduling and layout planning, which leads to the obvious fluctuation of the
IE curve.
Moreover, in
Figure 16, it is noted that the
PE curve and
TE curve correspond to a trough and a peak, respectively, when the
TEC is about 900 kw/h. In order to explain this special phenomenon, the solutions related to this phenomenon are shown in
Table 6.
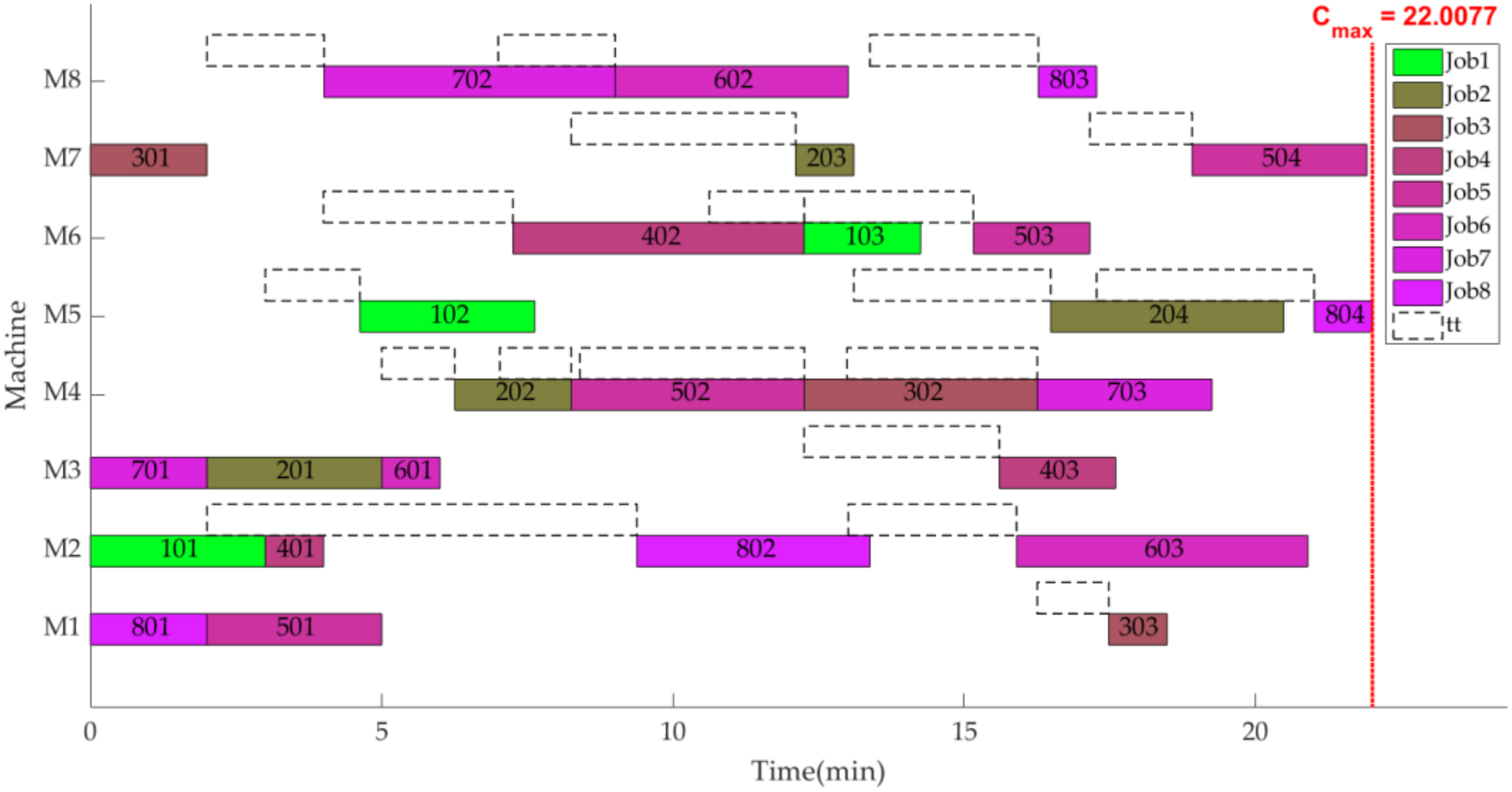
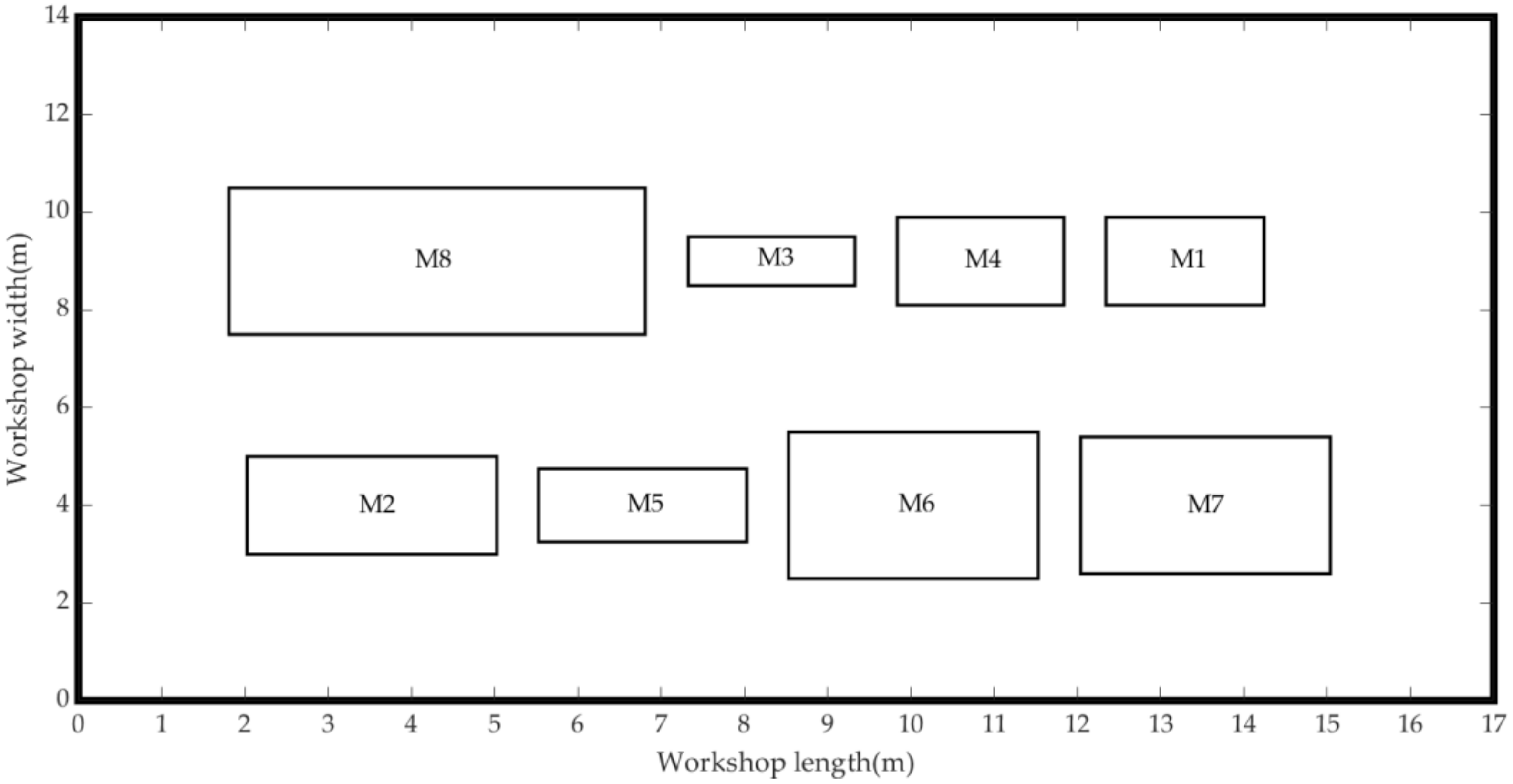
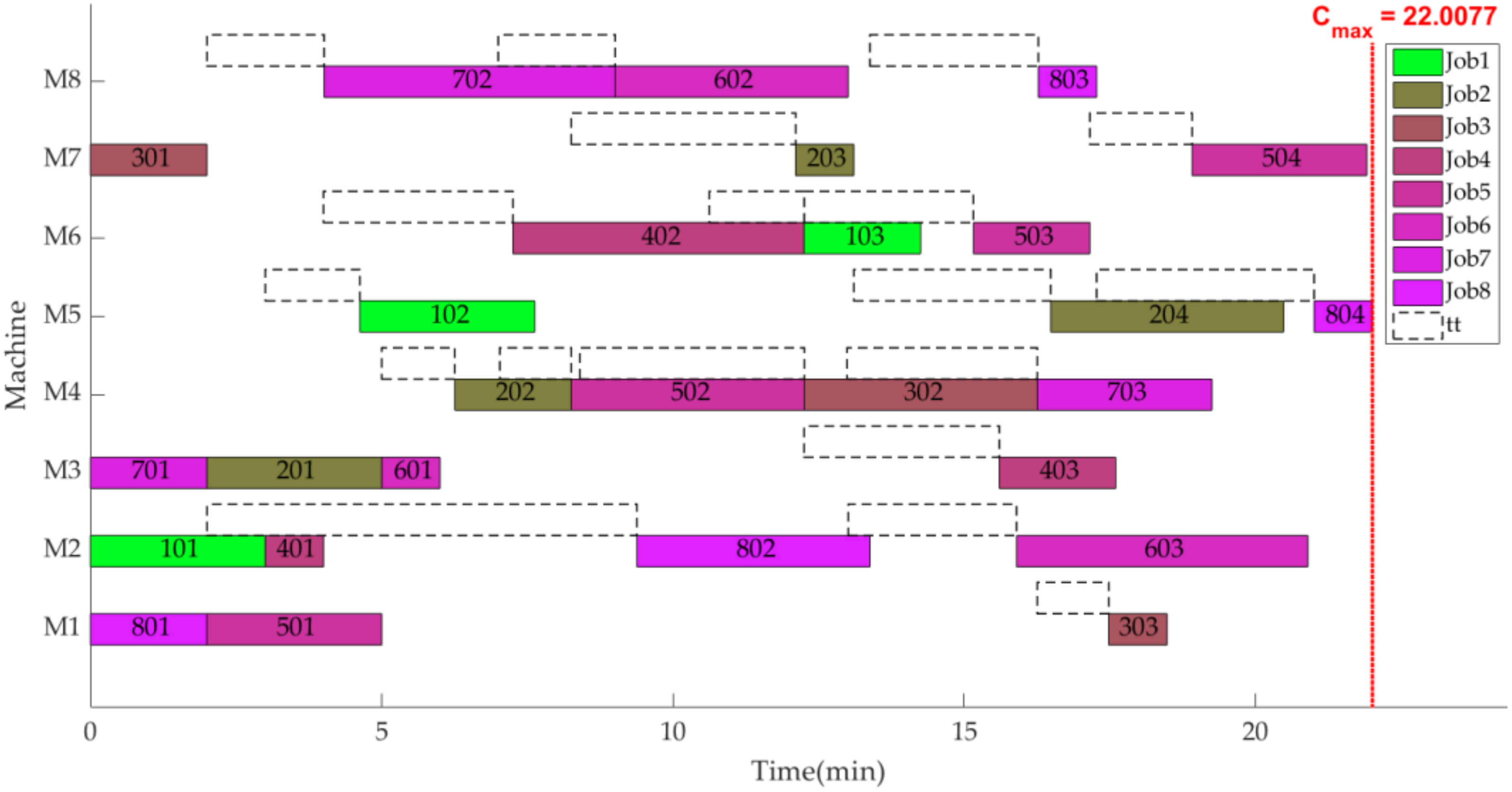
Figure 17 and
Figure 18 show the scheduling gantt chart and workshop layout of the solution 13 in
Table 6, respectively. Comparing
Figure 14 with
Figure 17, it can be found that although the
Cmax and
PE of solution 13 are less than solution 1, the
TEC of solution 13 is still greater than that of solution 1. This is because each operation in solution 13 chooses the machine with a minimum processing time, which causes jobs to move frequently between machines, resulting in excessive
TE and
MHQ. Therefore, the
PE and
TE curves generate the peak-trough correspondence phenomenon. The phenomenon further illustrates that the coordinated optimization of scheduling and layout planning can not only quick respond to the changes of market demand, but also balance the production efficiency and energy consumption of enterprises.
5.3. Algorithm Comparison
In order to verify the effectiveness of the two improvement strategies, we compare the results of IMHGA with those of MHGA. In MHGA, the encoding scheme and mutation operator are the same as those in IMHGA, in which the operation sequence chromosome and machine assignment chromosome adopt IPOX and MPX as the crossover operator separately. Moreover, the parameters’ setting of the MHGA is the same as that of IMHGA.
In this paper, we adopt the convergence metric proposed by Zitzler et al. [
48] and the spacing metric proposed by Schott et al. [
49] to evaluate the convergence and distribution of Pareto solution sets, respectively. The two metrics are defined as follows.
Convergence metric: Compares the dominance relations between the pareto solutions obtained by the two algorithms to evaluate their convergence quality. It is assumed that
X and
Y are two pareto solutions obtained by the two algorithms. The dominance rate of
X to
Y can be expressed by the following formulation:
In Equation (26), |Y| is the number of solutions in the Y pareto solution set. The value C(X,Y) = 1, which means that all solutions in Y are dominated by or equal to solutions in X. On the contrary, if C(X,Y) = 0, this represents the situation when none of the solutions in Y are covered by the set X. It is noted that both C(X,Y) and C(Y,X) must be considered, since C(X,Y) is not necessarily equal to 1 − C(Y,X).
Spacing metric: Assumes that A is the Pareto solution set obtained by the algorithm. The formula for calculating the spacing metric is defined as follows.
In Equations (27) and (28), is the mean of all dzi, and |Z| is the number of solutions in the Z pareto solution set. If the metric is equal to zero, all solutions among the current Pareto front are equidistant.
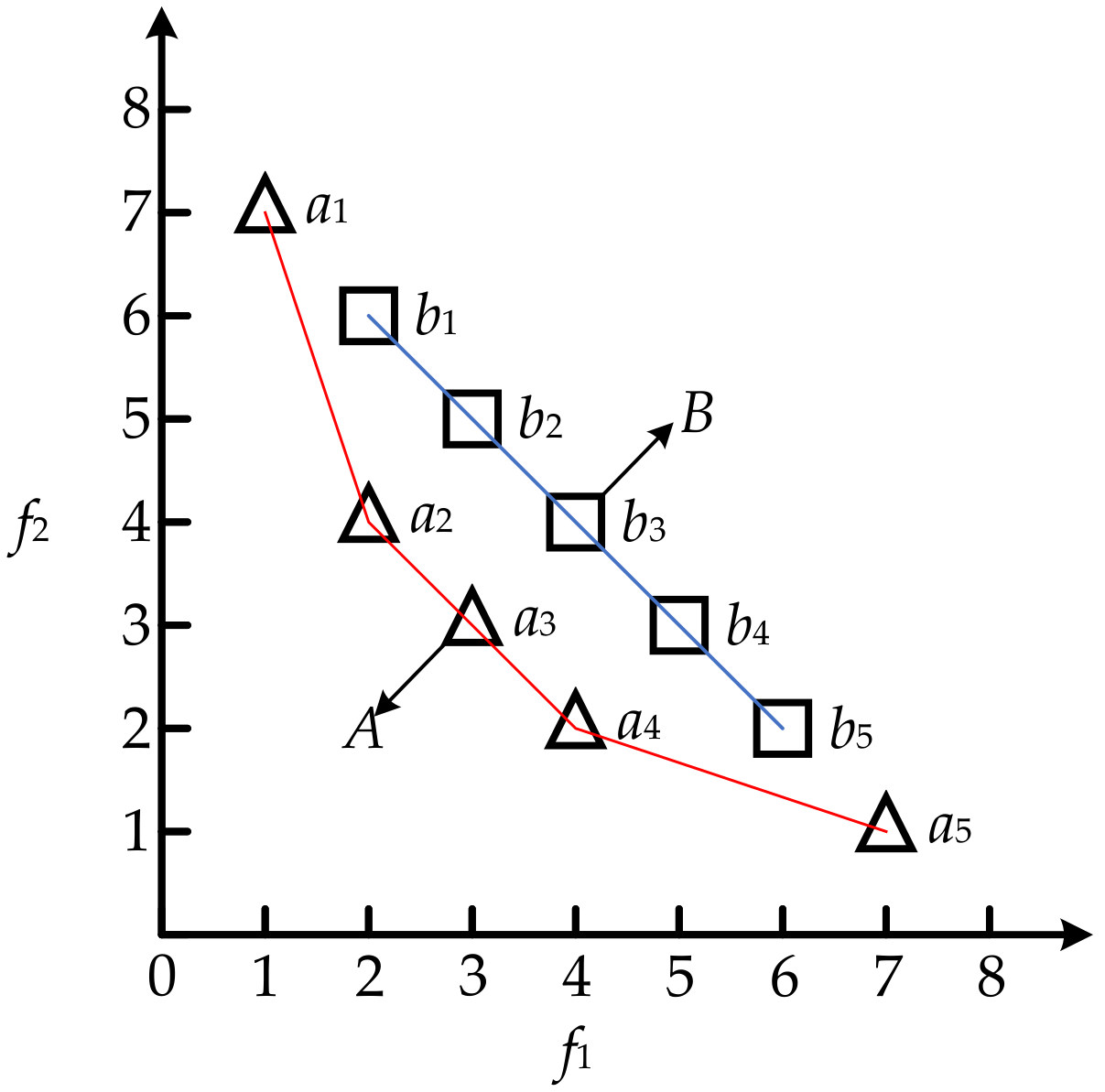
Specifically,
Figure 19 shows an example including two objectives to illustrate the above convergence and spacing metric. In the example,
A and
B are two pareto solutions obtained by different algorithms, in which
A = [
a1(1,7),
a2(2, 4),
a3(3, 3),
a4(4, 2),
a4(7, 1)] and
B = [
b1(2, 6),
b2(3, 5),
b3(4, 4),
b4(5, 3),
b5(6, 2)]. In
Figure 19, it is obvious that the convergence of
A is better than
B and the distribution of
B is better than
A. From the perspective of the convergence metric,
C(
A,
B) = 5/5 = 1 and
C(
B,
A) = 0/5 = 0. Besides, from the perspective of the spacing metric,
da1 = min{|1 − 2| + |7 − 4|, |1 − 3| + |7 − 3|, |1 − 4| + |7 − 2|, |1 − 7| + |7 − 1|} = min{4, 6, 8, 12} = 4;
da2 = 2;
da3 = 2;
da4 = 2;
da5 = 4;
db1 = 2;
db2 = 2;
db3 = 2;
db4 = 2;
db5 = 2;
= 2.8 and
= 2. Accordingly,
S(
A) =
= 1.0954 and
S(
B) = 0. It is clear that the results of the two metrics consist of the actual characterization of
A and
B, and illustrate that the larger the convergence value, the better the convergence, and the smaller spacing value, the better the distribution.
Table 7 shows the comparison results of the IMHGA and MHGA considering the metrics previously described. In
Table 7, a solid line in a cell means a null value, which is a common practice. It can be seen that the Pareto solution set obtained by IMHGA is better than that by MHGA in terms of convergence and distribution, which illustrates the efficiency of MIPOX, MMPX, and the parent-offspring competition strategy.
6. Conclusions and Future Work
To improve the rapid response capability and save energy consumption for enterprises, we propose a novel MEIFM problem. FJSSP and MRWLP are traditionally addressed as two separate decisions, without considering the interaction between them. This paper focuses on the coordinated optimization between FJSSP and MRWLP, and integrates FJSSP and MRWLP decisions into a leader-follower decision framework. As a leader, the FJSSP aims at optimizing the performance of the scheduling scheme, while the MRWLP acts as a follower which responds to the leader’s decision on workshop layout. Furtherly, the paper proposes an MOBLP model to reveal the inherent bi-level structure in the MEIFM problem, which includes an upper-level model and a lower-level model. The upper-level model is FJSSP, which seeks the optimal scheduling scheme by minimizing the makespan and total energy consumption. The lower-level model is the MRWLP problem, which finds the optimal layout scheme by minimizing material handling quantity. As the integrated optimization problem is NP-hard, this paper proposes an IMHGA to solve it. The experimental results indicate that the proposed method can identify a set of Pareto optimal solutions with better convergence and distribution.
Based on the experimental results, the findings and implications are as follows:
- (1)
Separate optimization of scheduling and layout planning can limit the performance of the manufacturing system because the interaction between them is ignored. Therefore, the coordination optimization of scheduling and layout planning is necessary and can greatly improve the compatibility of the manufacturing system;
- (2)
The solutions of the MEIFM problem proposed by this paper not only improve the responsiveness of enterprises facing rapid changes of market demand, but also provide energy-saving methods from a systematic optimization perspective for manufacturing enterprises;
- (3)
The methodology developed in this paper will provide efficient guidance and reference for solving complex bilevel optimization problems.
In the future, some other objectives, such as total tardiness, closeness rating score, and re-layout cost, should be considered when applying the proposed method. Besides, although the efficiency of this method is verified by the experimental results, its robustness and stability should be strengthened in future research.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}