
Determination of Actual Friction Factors in Metal Forming under Heavy Loaded Regimes Combining Experimental and Numerical Analysis

 ,
, 

 and
and 
Abstract
:
1. Introduction
2. Materials and Methods
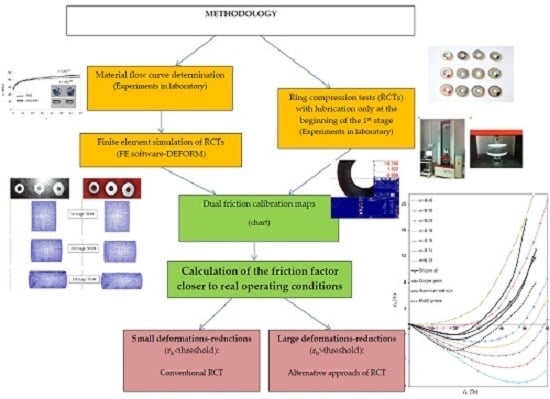
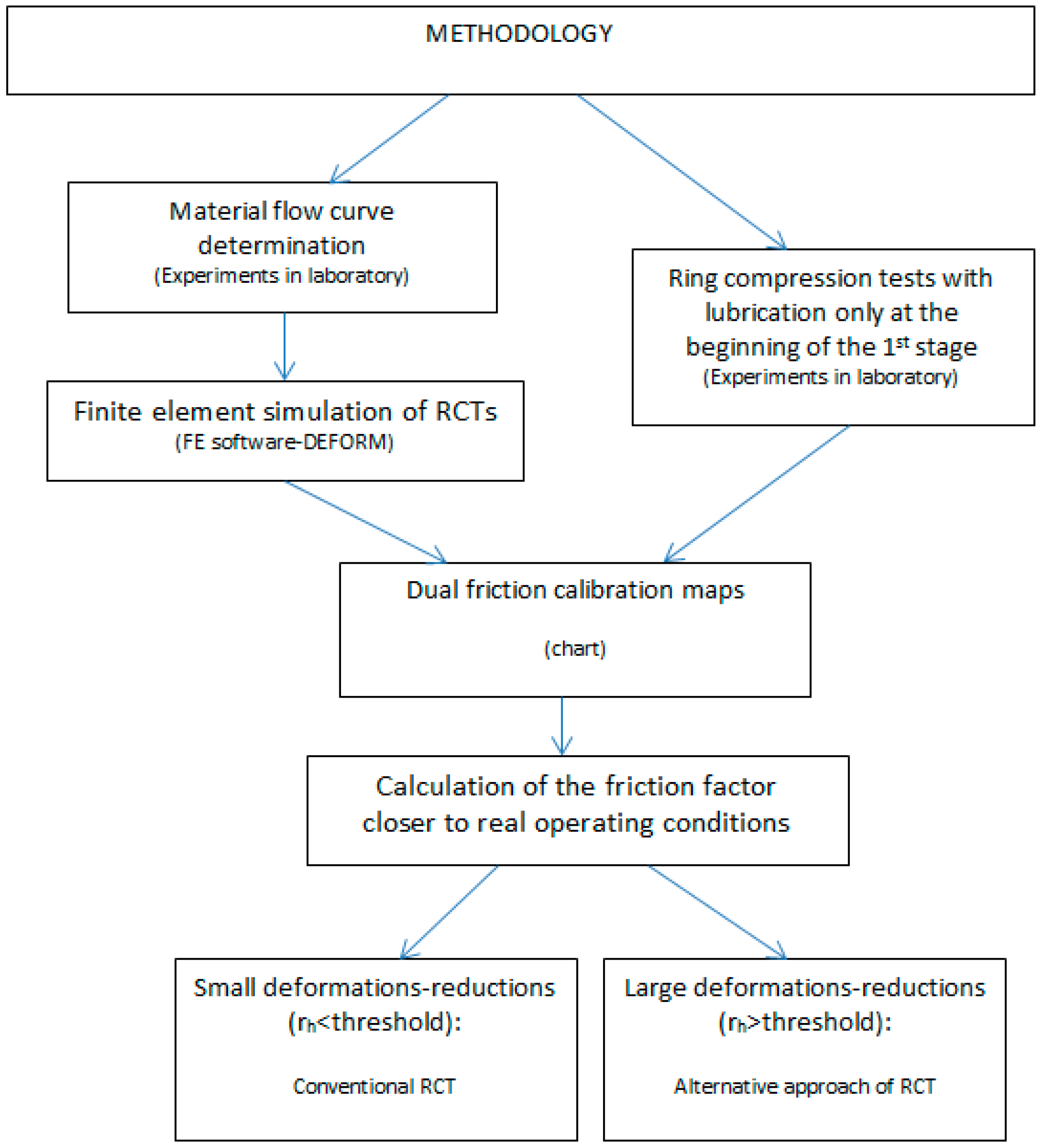
2.1. Approach
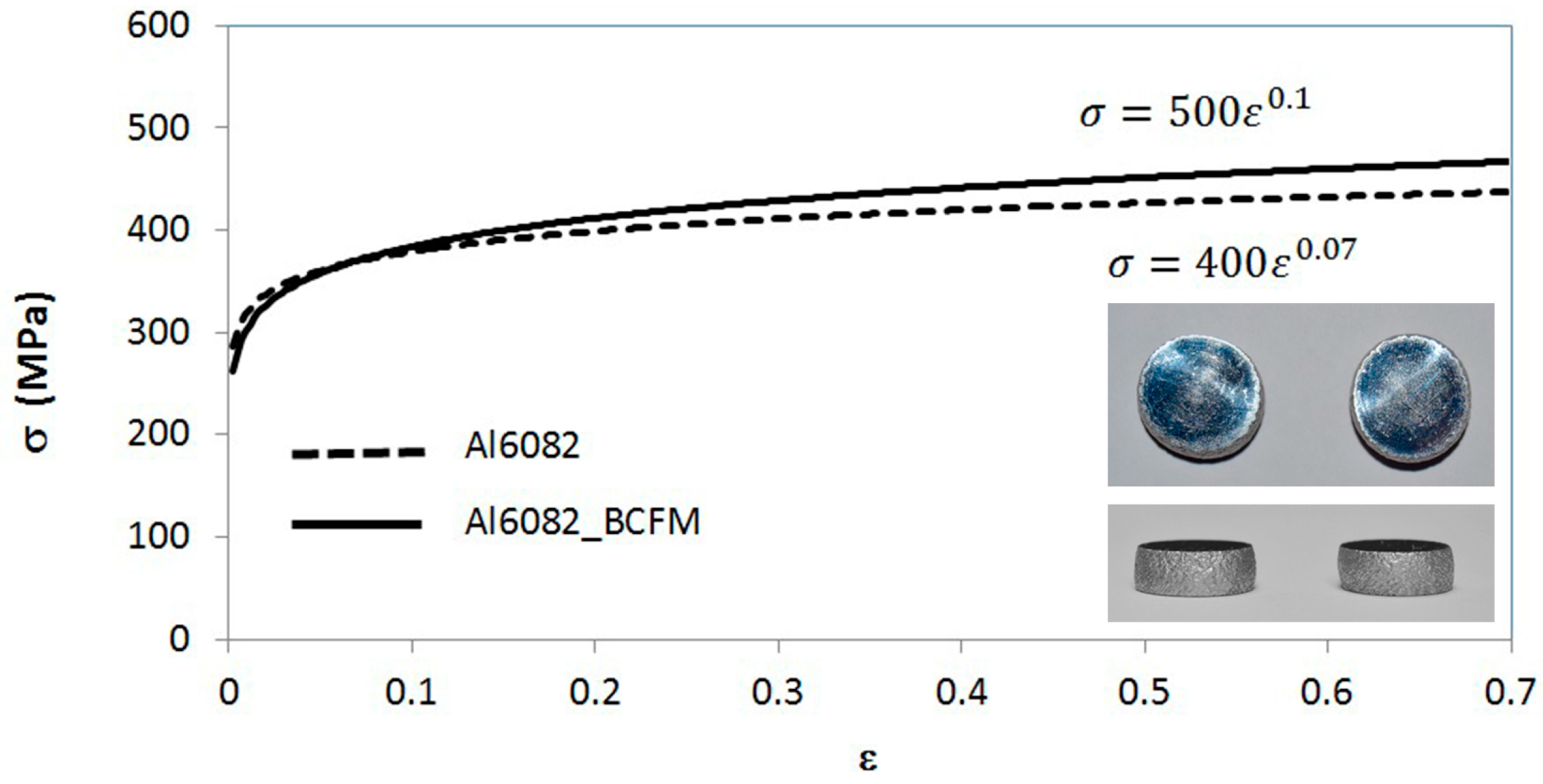
- Experimental determination of the plastic flow curve for the material UNS A96082 used in the RCTs.
- Finite Element modelling to simulate RCTs, considering the flow curve previously obtained.
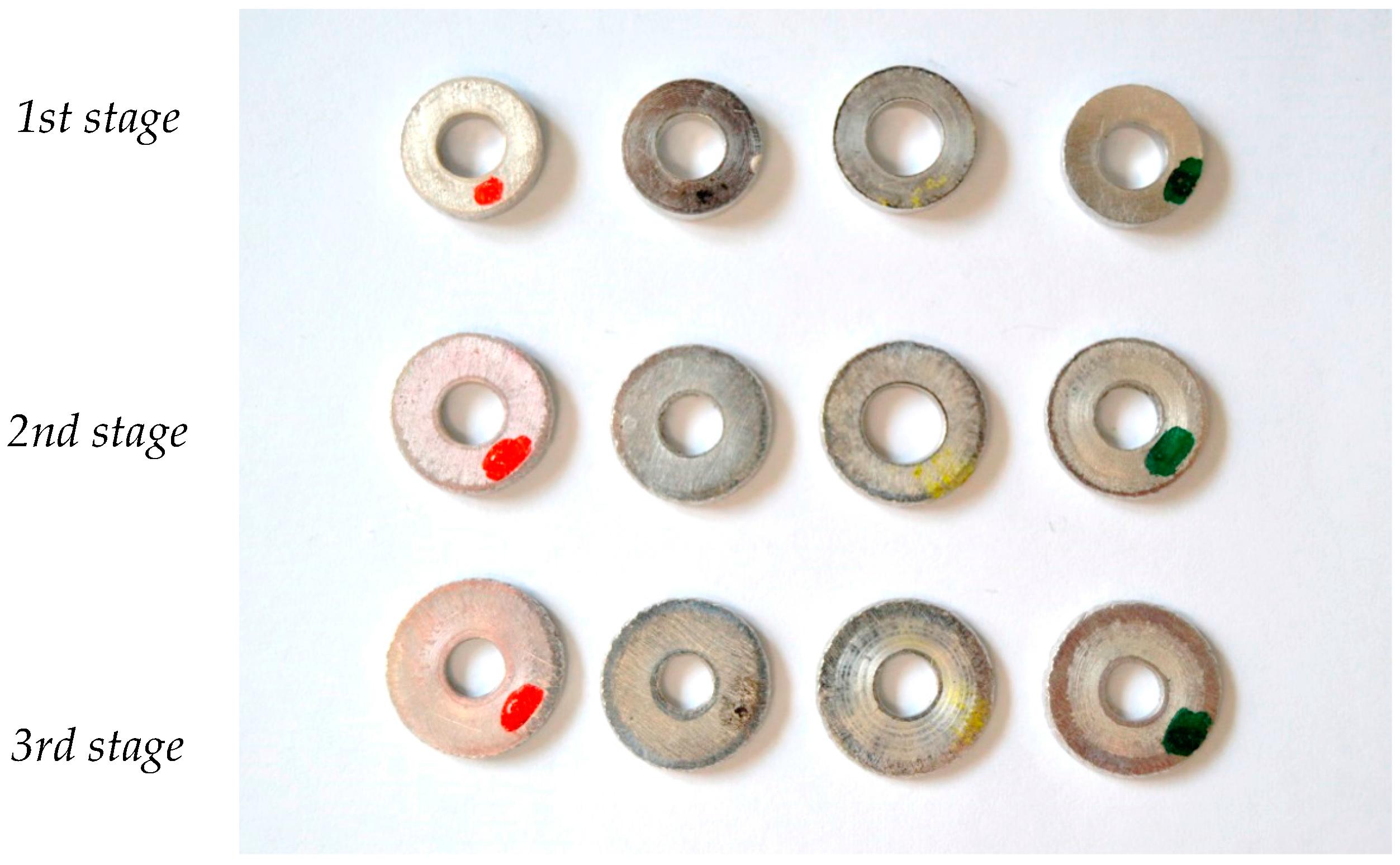
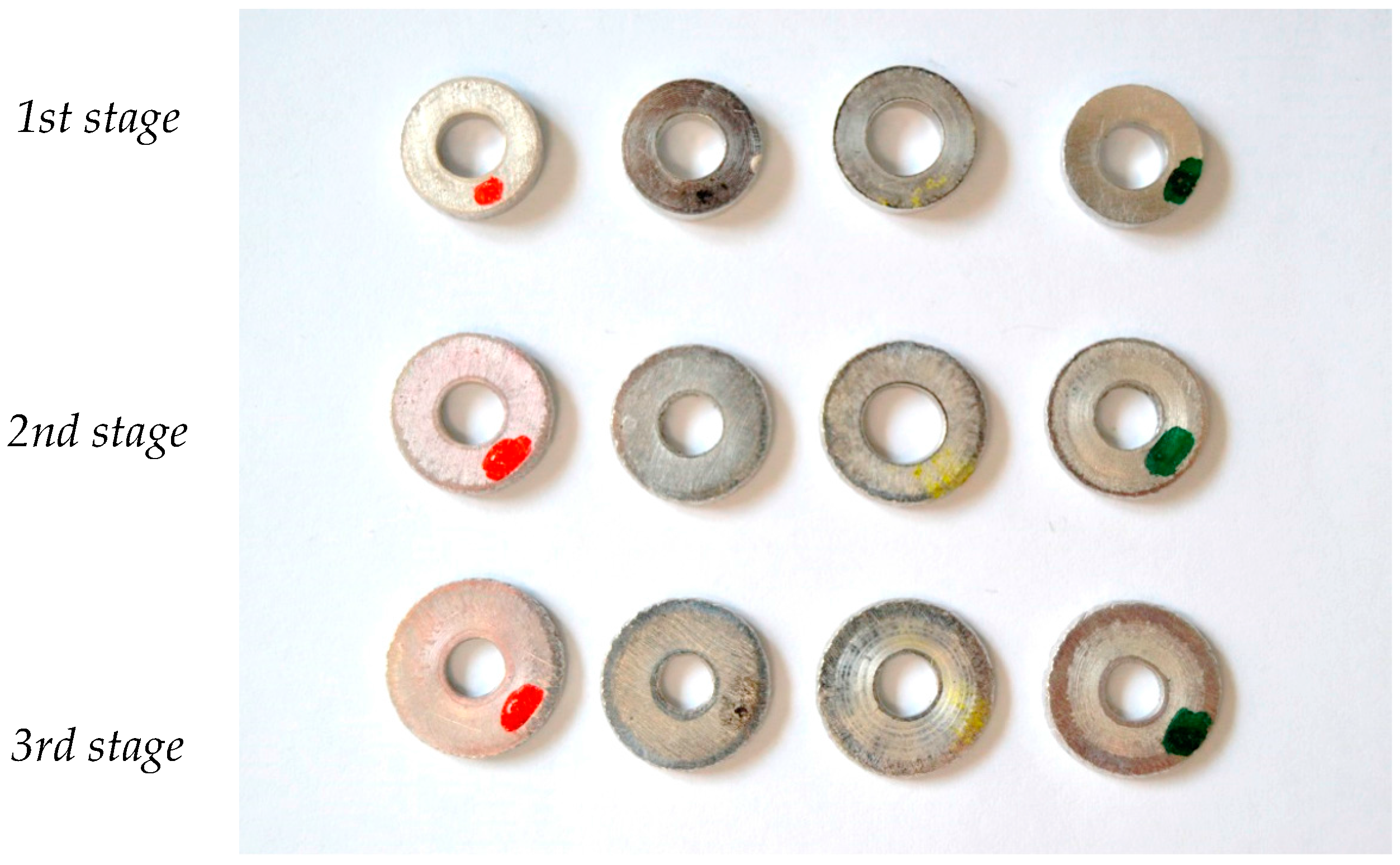
- Experimental performance of RCTs according to the alternative procedure presented in this paper. This procedure is based on the application of lubricant only at the beginning of the first stage during the compression of the rings and not at intermediate stages as usual in typical RCTs.
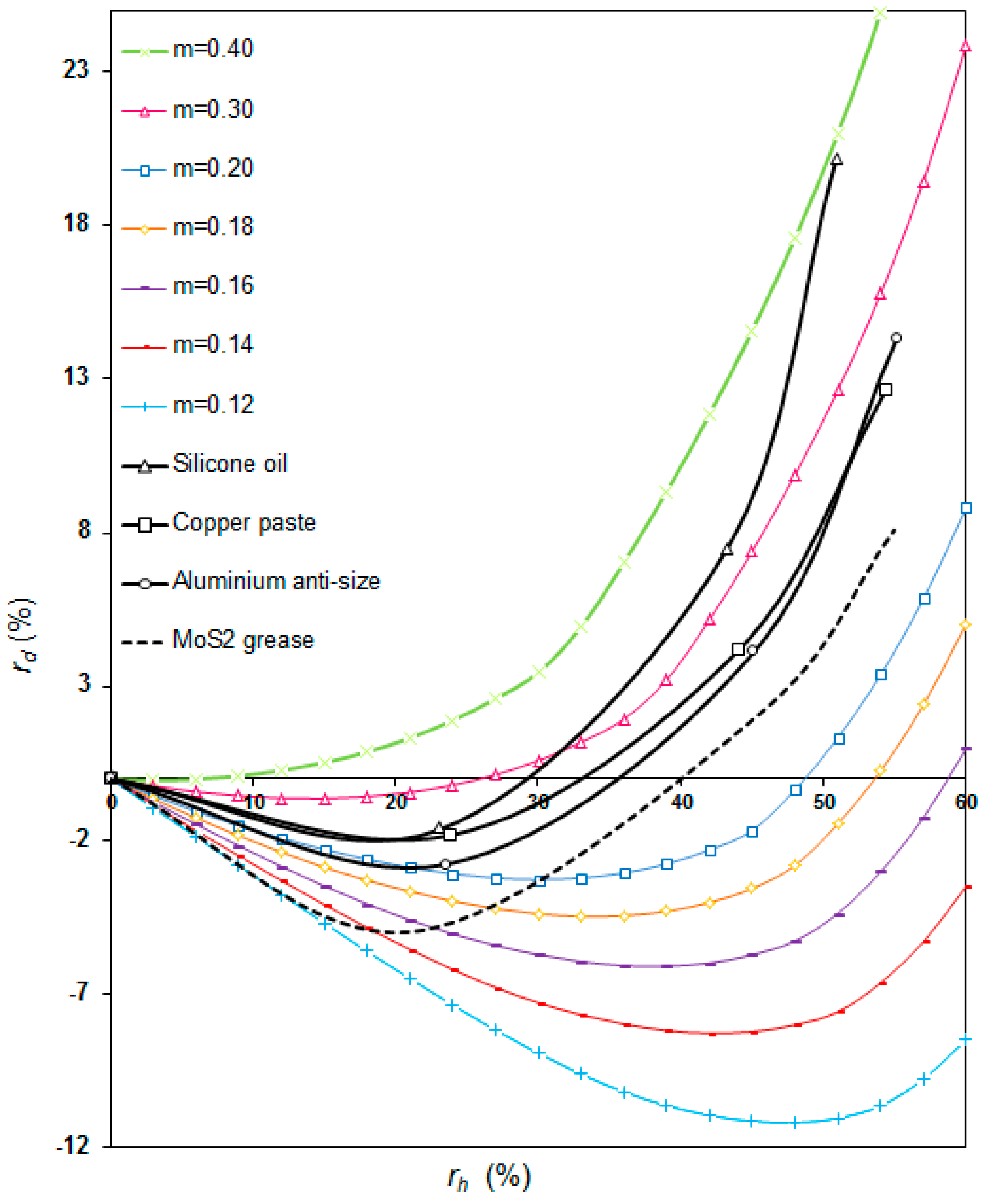
- Graphical representation of the dual friction factor map, which includes both the friction curves obtained by experiments in laboratory and by numerical simulations.
- Selection of the friction factor according to the deformation stage.
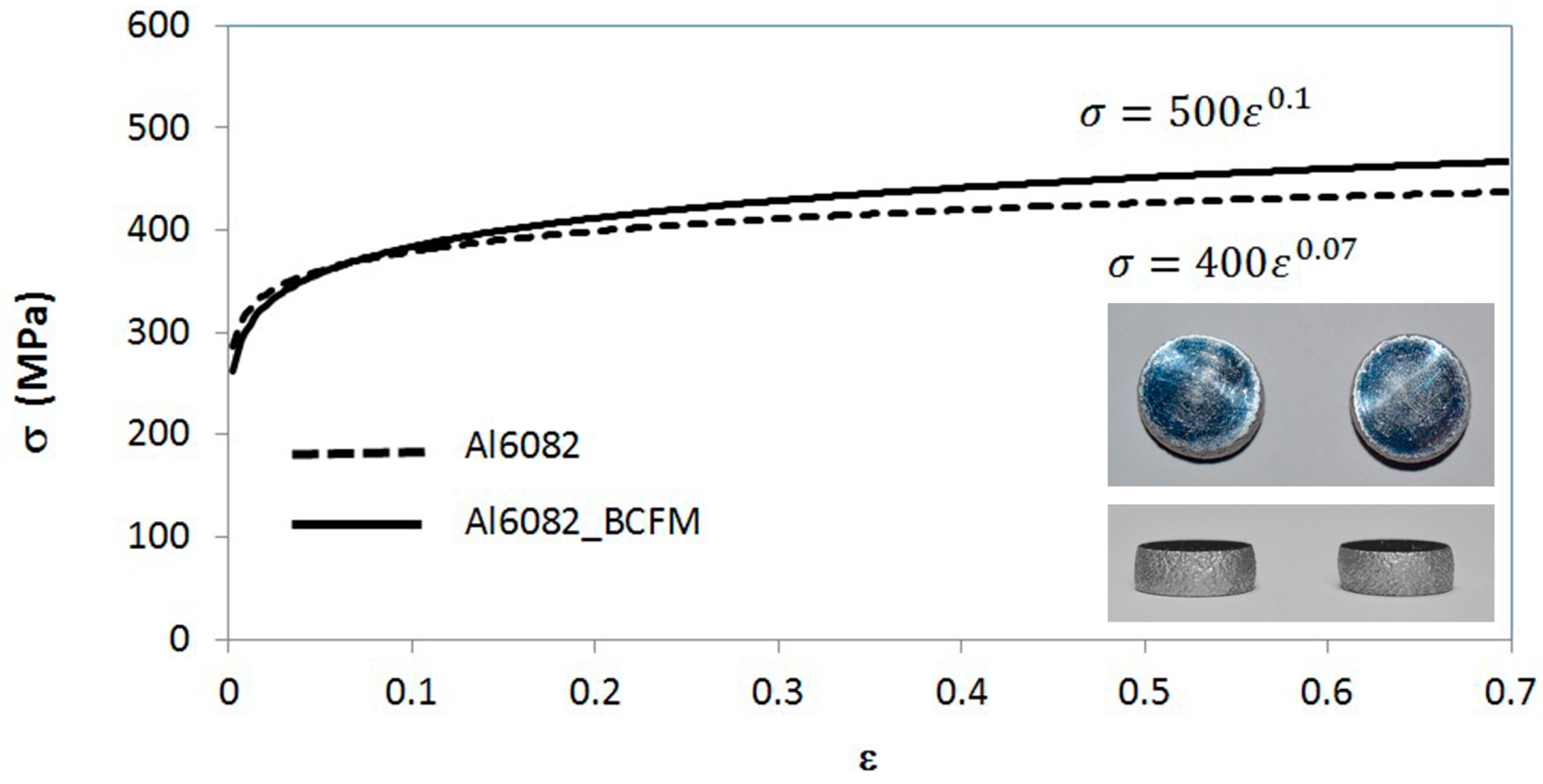
2.2. Determination of the Plastic Flow Curve
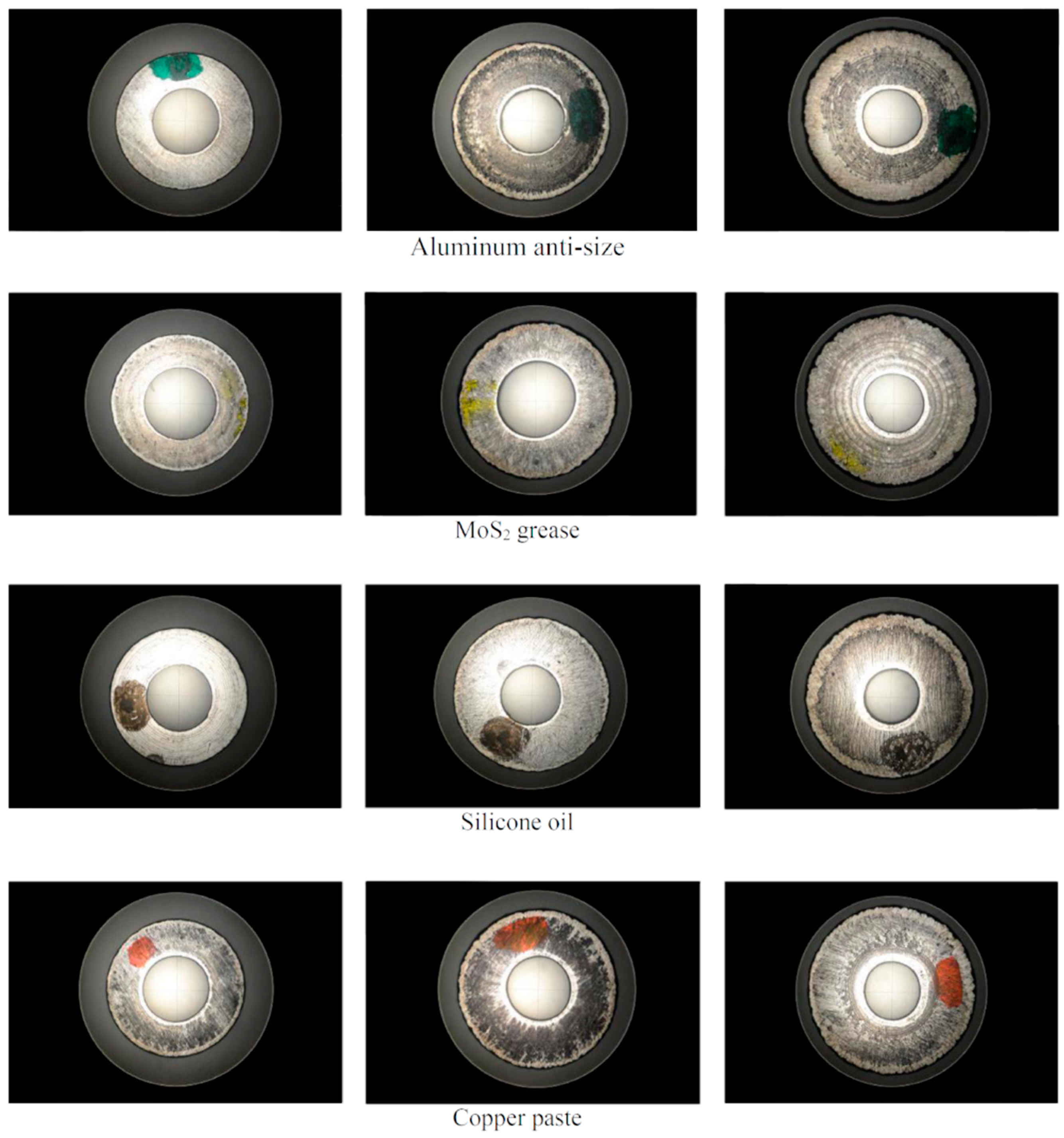
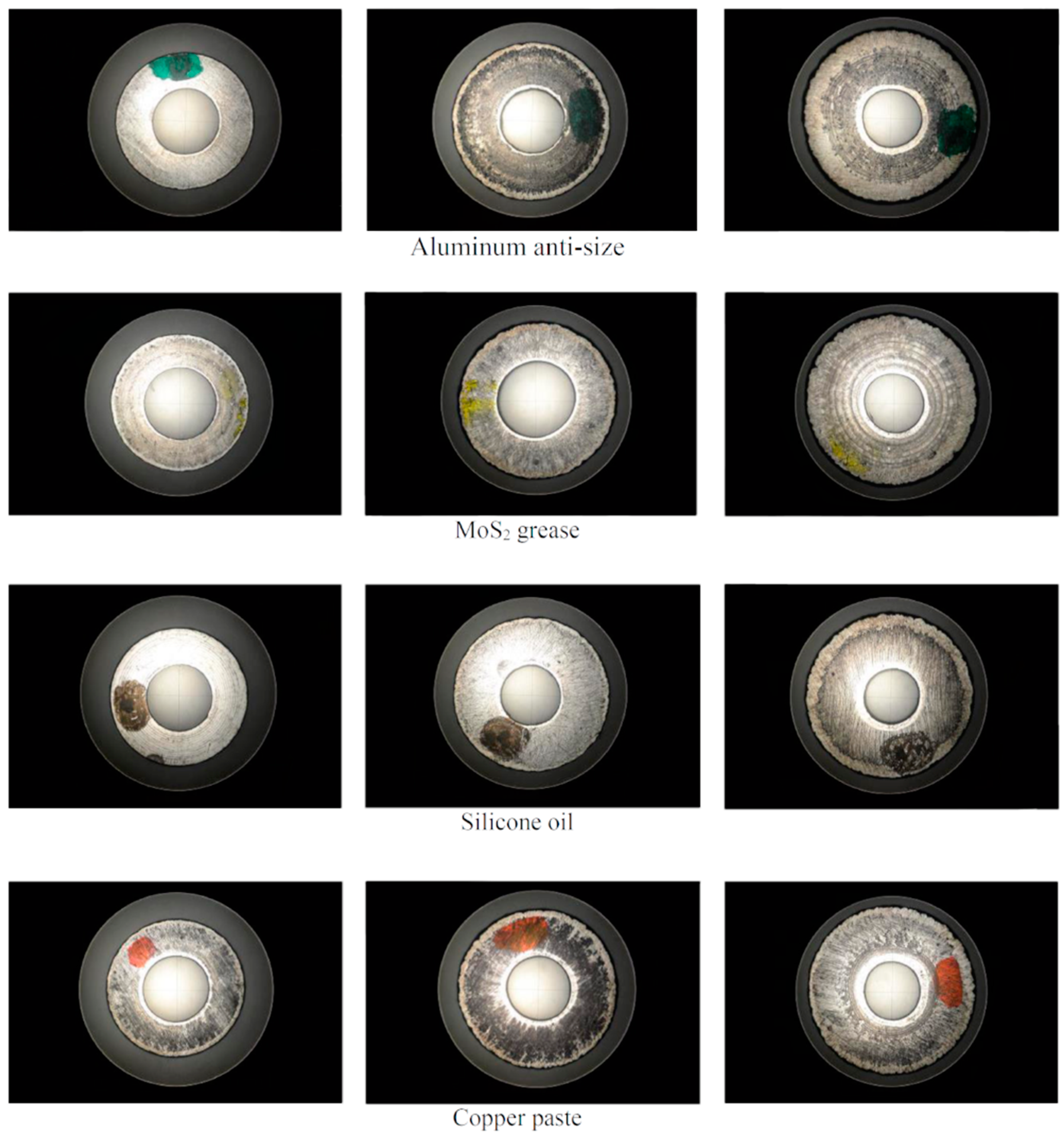
2.3. Lubricants
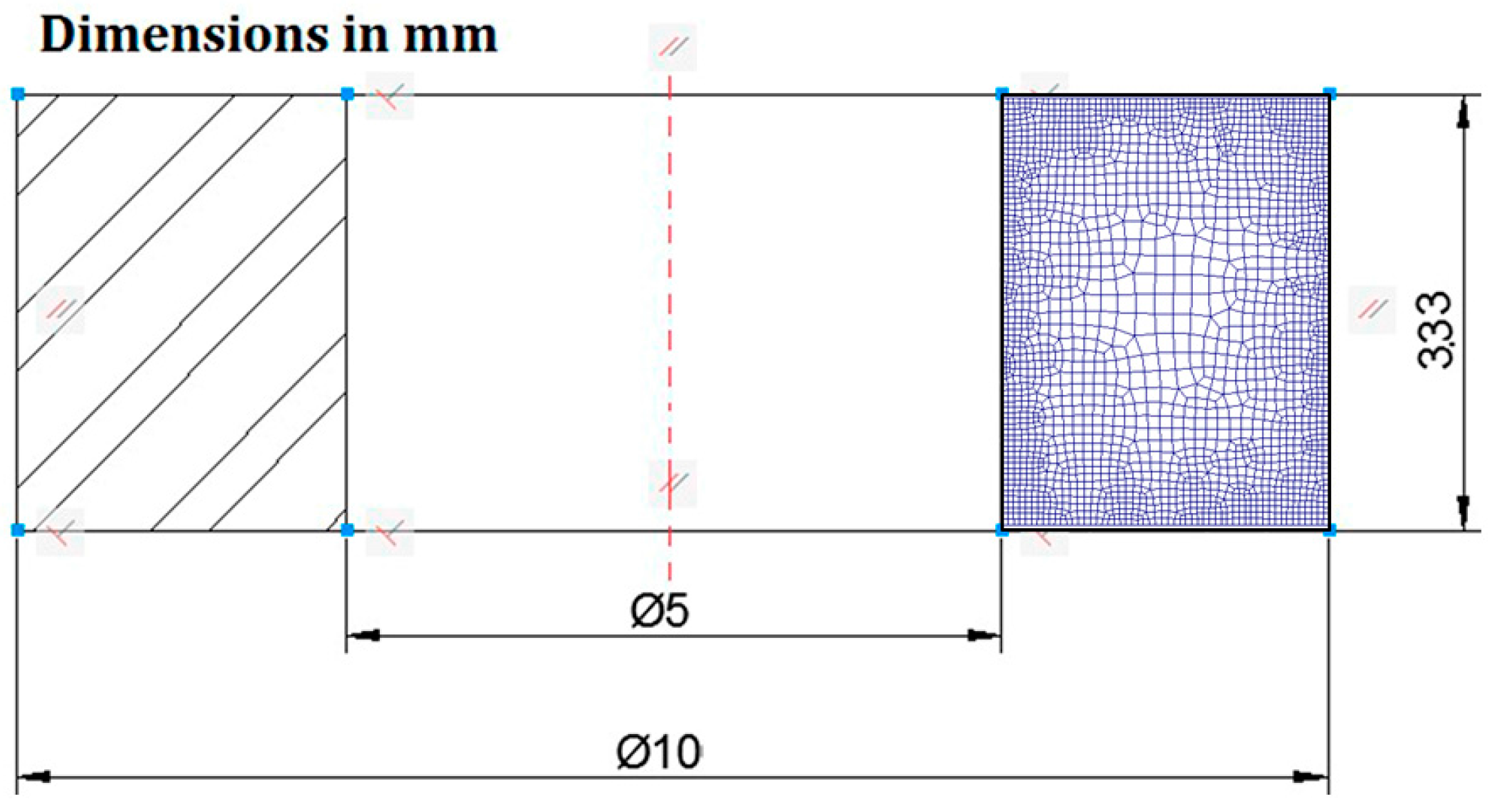
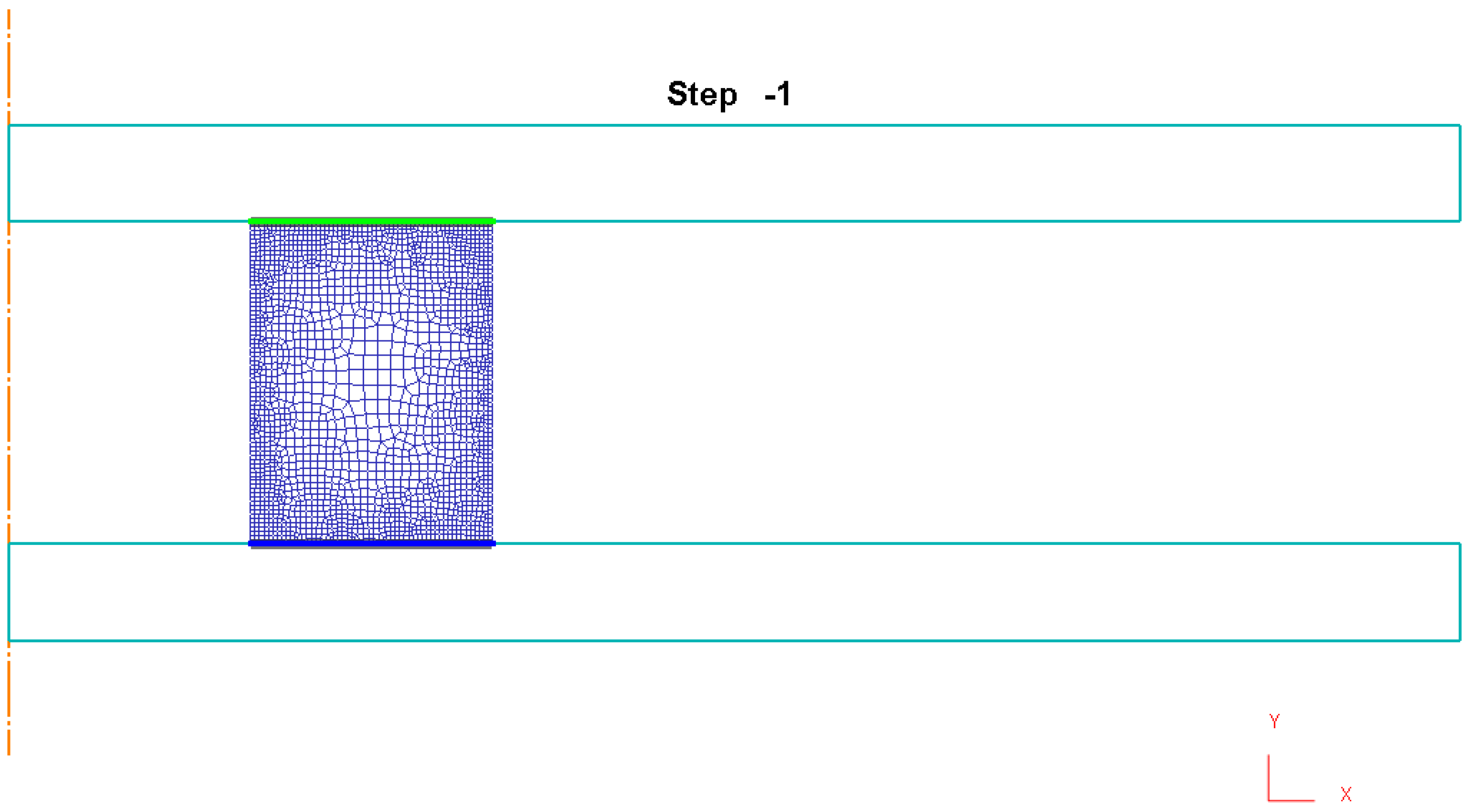
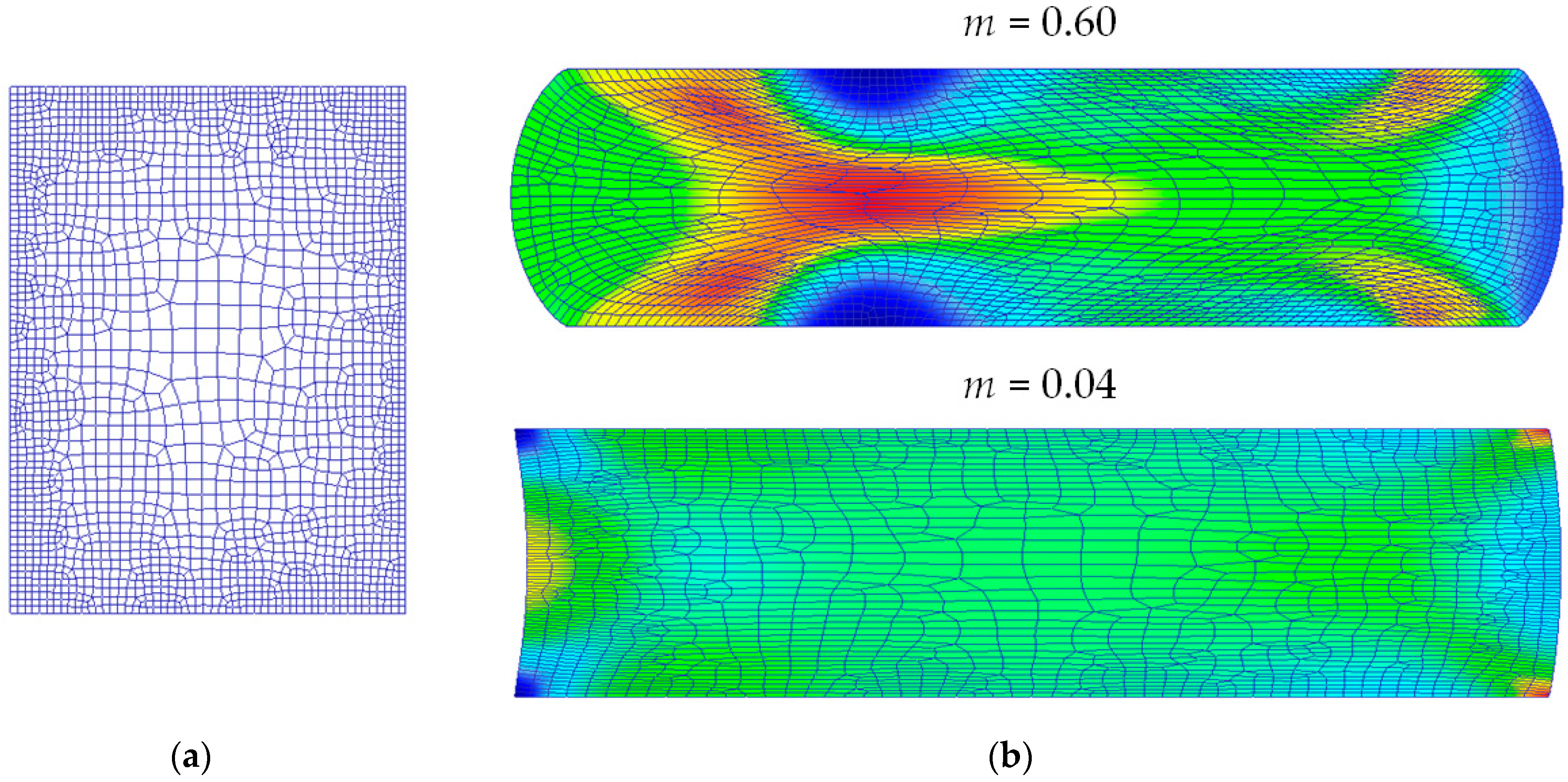
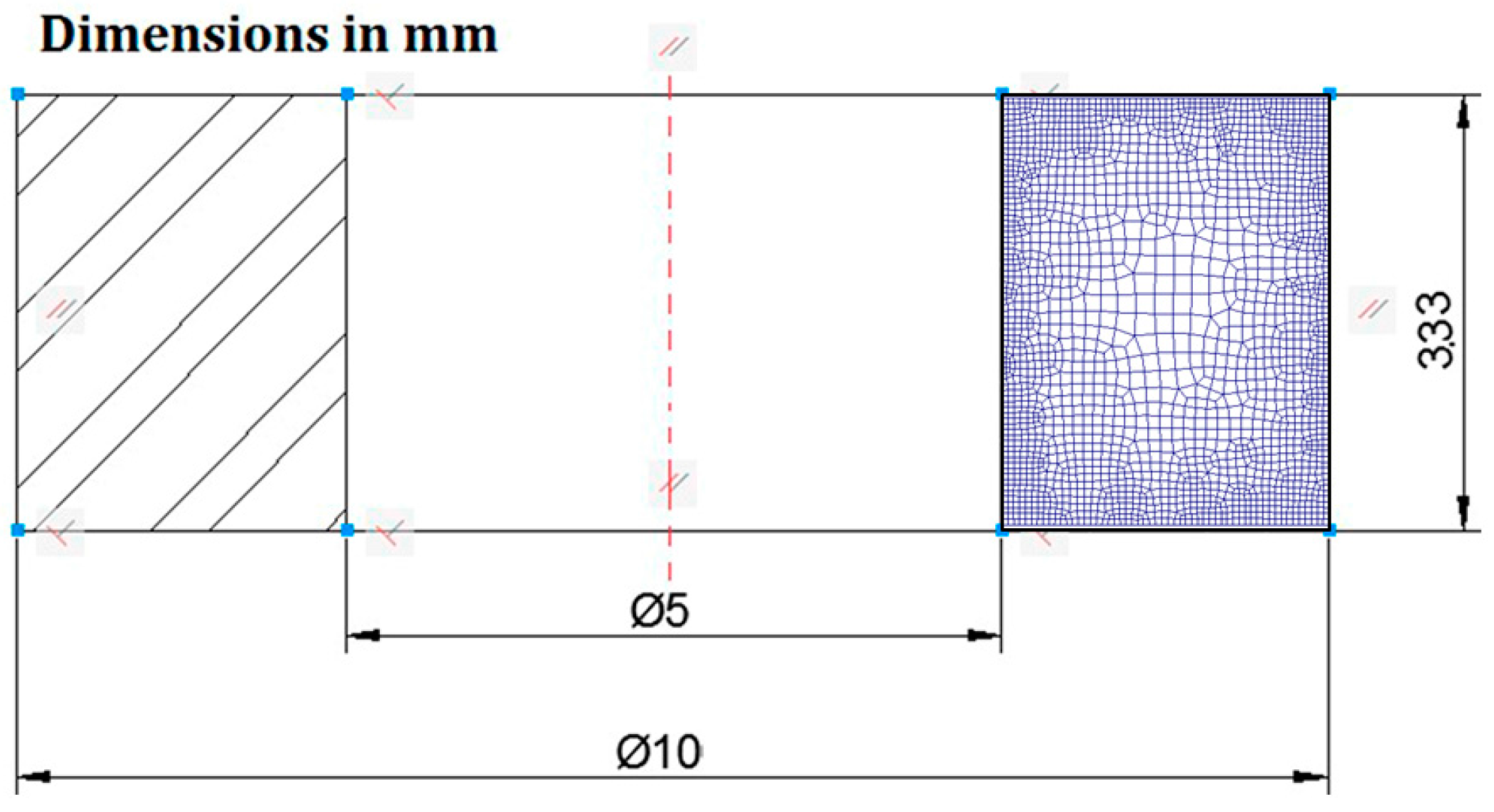
2.4. Finite Element Model
- Object description: all data associated with an object, including geometry, mesh, temperature, material, etc.
- Material data: data describing the behavior of the material under the conditions which it will reasonably experience during deformation.
- Inter object conditions: describes how the objects interact with each other, including contact and friction between objects.
- Simulation controls: definition of parameters such as discrete time steps to model the process.
- : effective flow stress,
- : effective plastic strain,
- : effective strain rate,
- : work temperature
- n: number of steps,
- x: total movement of the primary die,
- V: primary die velocity,
- Δt: is the time increment per step
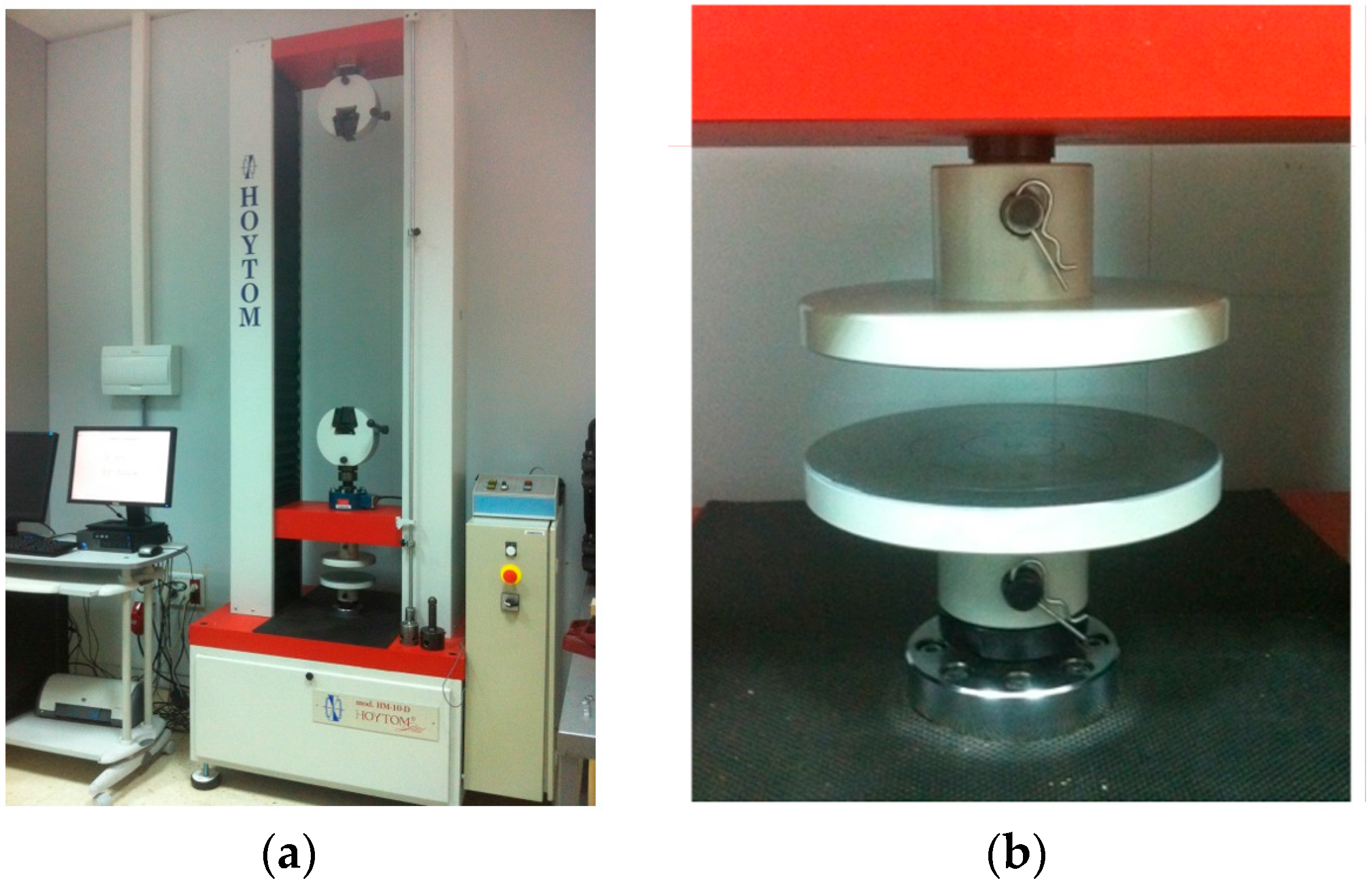
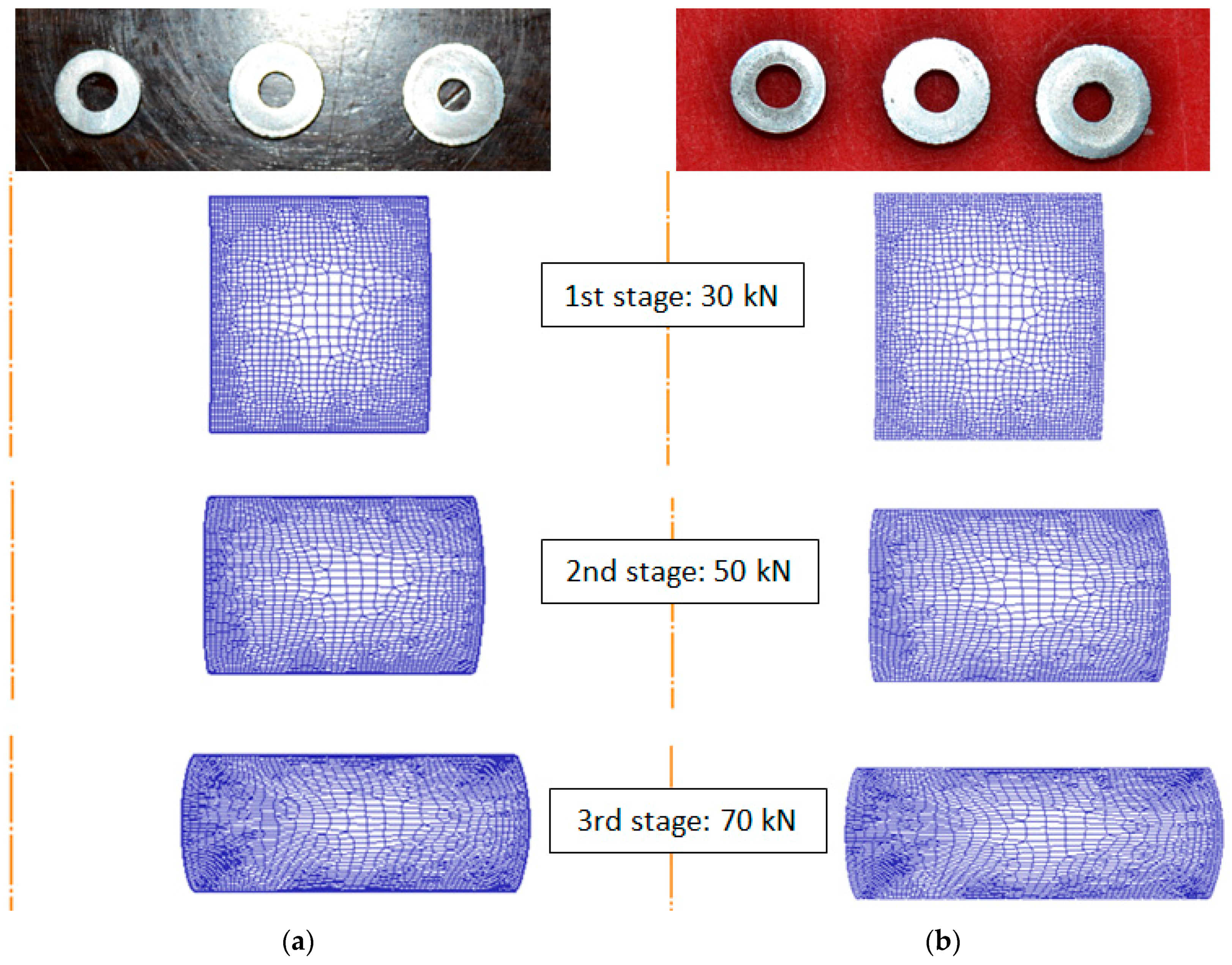
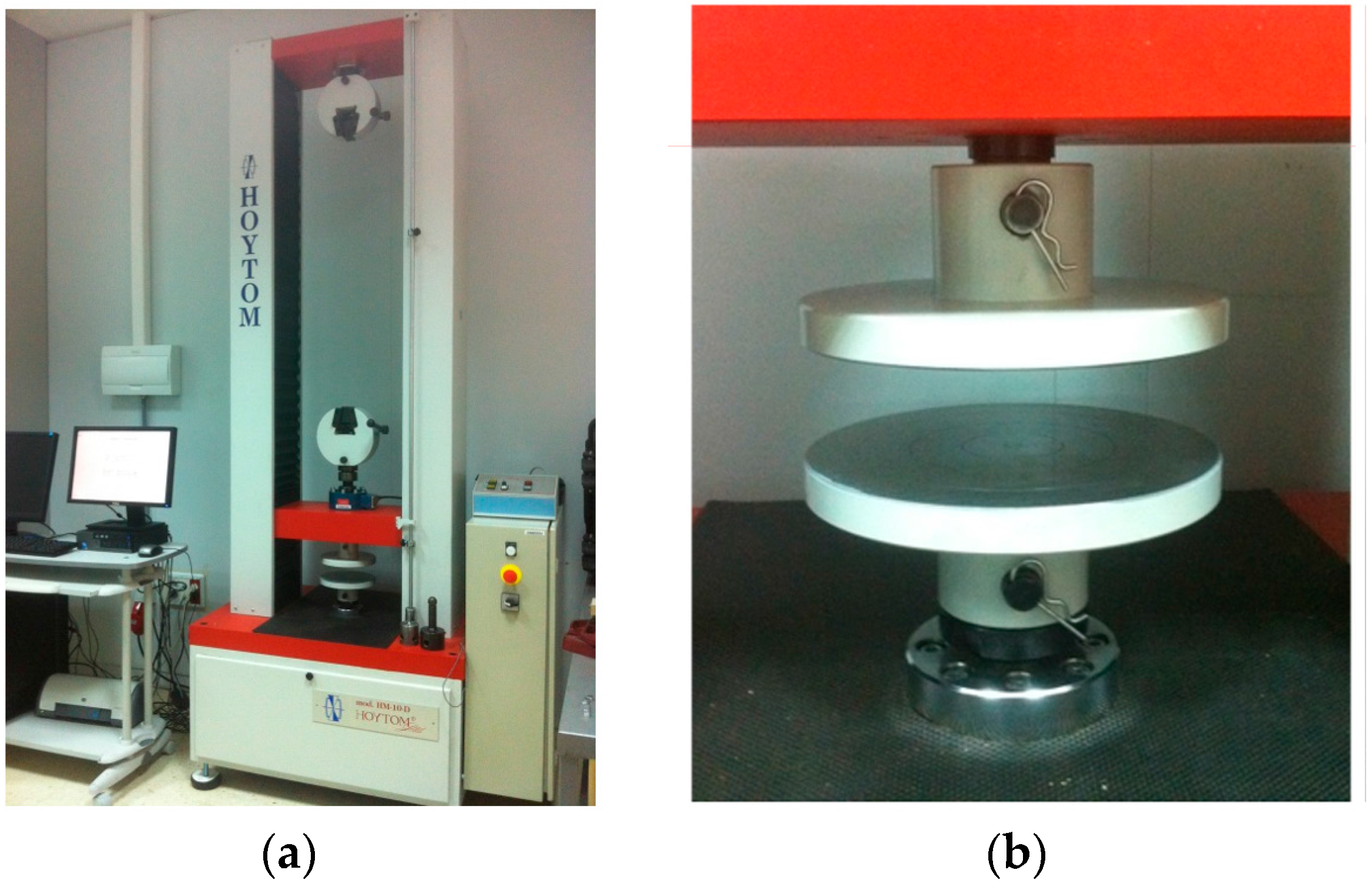
2.5. Experimental Procedure
2.6. Finite Element Model Validation
3. Results and Discussion
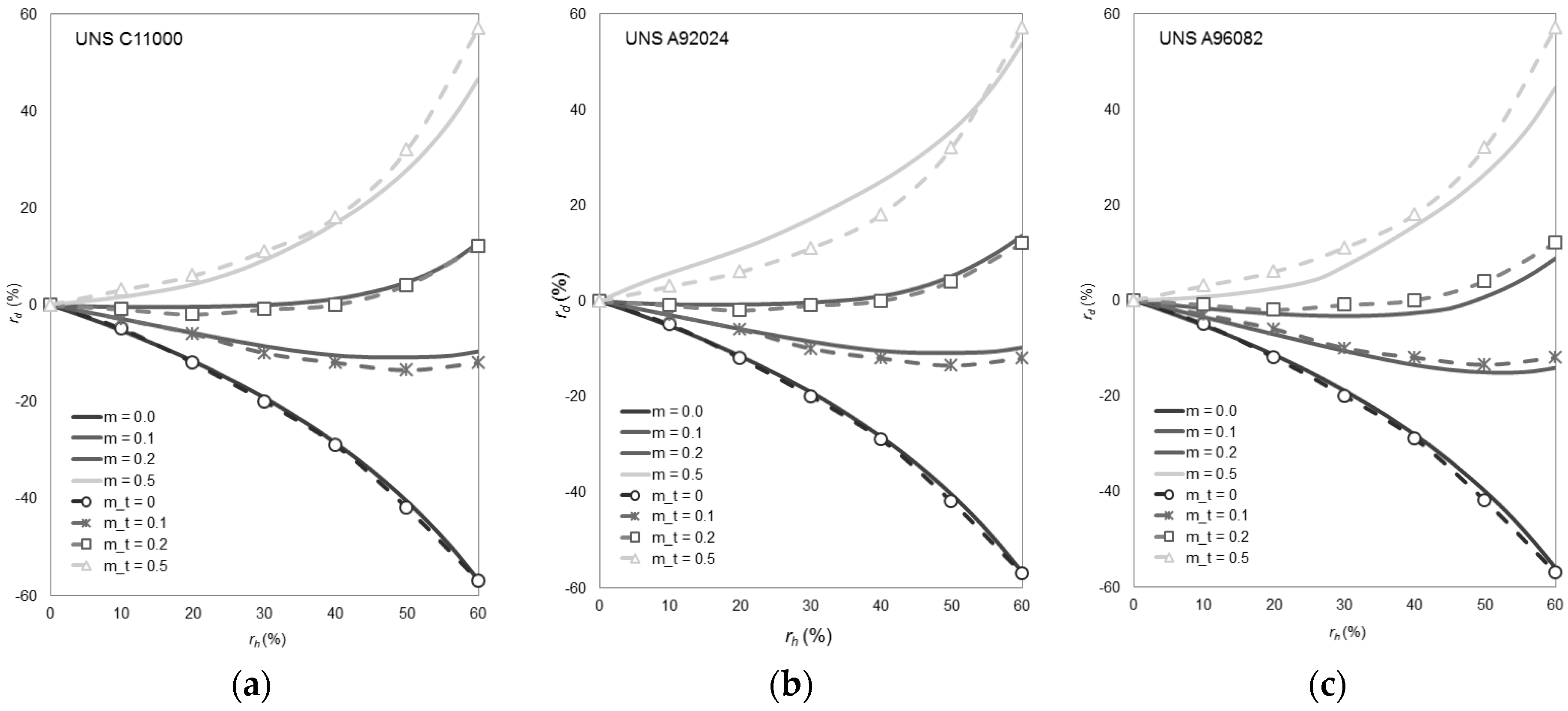
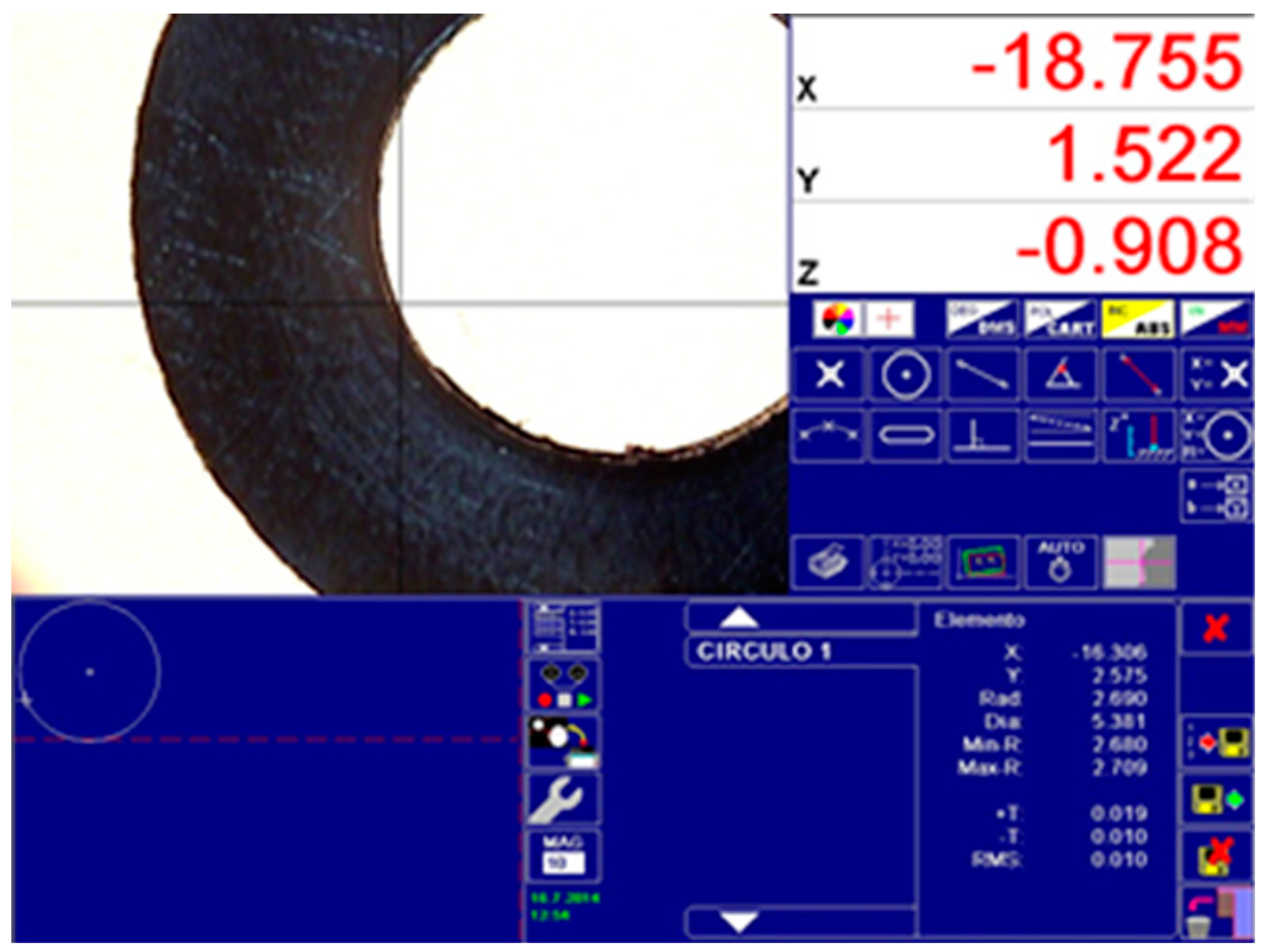
3.1. Determination of Dimensional Variables
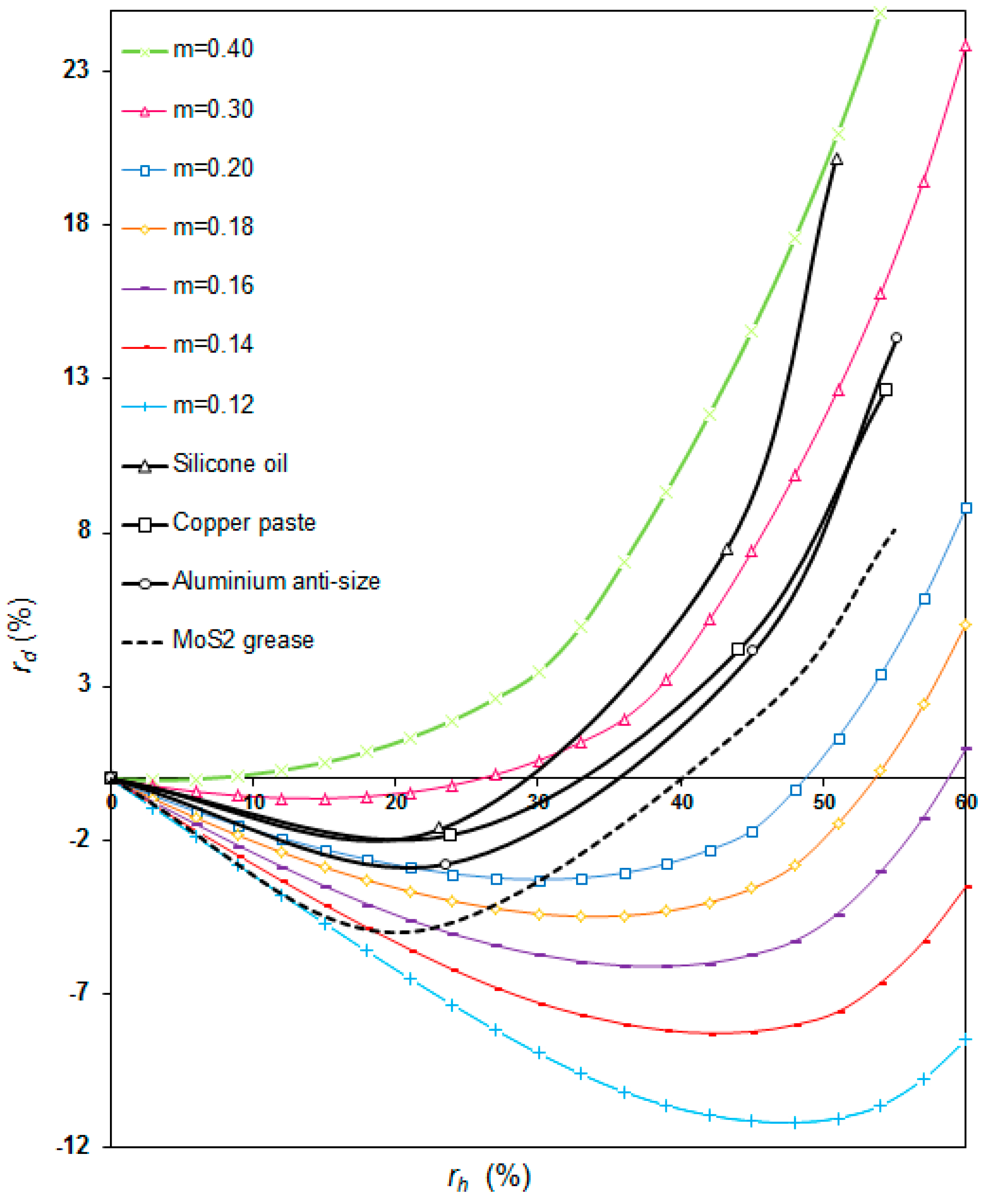
3.2. Dual Friction Factor Map
4. Conclusions
- For small deformation stages (rh < 20% in this work), the conventional RCT [10] can be applied, as the tribological conditions will remain similar during the operation (Table 3). Particularly, in this paper, friction factors obtained for small reductions were 0.12, 0.20, 0.23, and 0.24 for lubricants MoS2, aluminum anti-size, copper paste, and silicone oil, respectively.
- For large deformations-reductions (rh > 20% in this work), it would be advisable to use the alternative approach of the RCT presented in this paper (without any lubrication between steps), and to obtain an average value of the friction factor assigned to every lubricant-component pair in the range of deformation considered (Table 3). This average value was 0.18, 0.24, 0.25, and 0.32 for lubricants MoS2, aluminum anti-size, copper paste, and silicone oil, respectively. Some differences were also observed in the width of the range obtained for each lubricant, being small for aluminum anti-size and copper paste (0.08 and 0.04, respectively) and bigger for MoS2 and silicone oil (0.12 and 0.15, respectively). In these last two cases the determination of an average value is more critical.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Lu, P.; Wood, R.J.K.; Gee, M.G.; Wang, L.; Pfleging, W. The friction reducing effect of square-shaped surface textures under lubricated line-contacts: An experimental study. Lubricants 2016, 4, 26–39. [Google Scholar] [CrossRef]
- Vandoni, L.; Demir, A.G.; Previtali, B.; Lecis, N.; Ugues, D. Wear behavior of fiber laser textured tin coatings in a heavy loaded sliding regime. Materials 2012, 5, 2360–2382. [Google Scholar] [CrossRef]
- Yazawa, S.; Minami, I.; Prakash, B. Reducing friction and wear of tribological systems through hybrid tribofilm consisting of coating and lubricants. Lubricants 2014, 2, 90–112. [Google Scholar] [CrossRef]
- Groche, P.; Muller, C.; Stahlmann, J.; Zang, S. Mechanical conditions in bulk metal forming tribometers-part one. Tribol. Int. 2013, 62, 223–231. [Google Scholar] [CrossRef]
- Hu, C.L.; Ou, H.A.; Zhao, Z. An alternative evaluation method for friction condition in cold forging by ring with boss compression test. J. Mater. Process. Technol. 2015, 224, 18–25. [Google Scholar] [CrossRef]
- Zhang, D.W.; Ou, H.A. Relationship between friction parameters in a coulomb-tresca friction model for bulk metal forming. Tribol. Int. 2016, 95, 13–18. [Google Scholar] [CrossRef]
- Sofuoglu, H.; Gedikli, H. Determination of friction coefficient encountered in large deformation processes. Tribol. Int. 2002, 35, 27–34. [Google Scholar] [CrossRef]
- Barcellona, A.; Cannizzaro, L.; Forcellese, A.; Gabrielli, F. Validation of frictional studies by double cup extrusion tests in cold-forming. CIRP Ann. Manuf. Technol. 1996, 45, 211–214. [Google Scholar] [CrossRef]
- Kunogi, M. A new method of cold extrusion. J. Sci. Res. Inst. 1956, 50, 215–246. [Google Scholar] [CrossRef]
- Male, A.; Cockcroft, M. A method for the determination of the coefficient of friction of metals under conditions of bulk plastic deformation. J. Inst. Met. 1965, 93, 38–45. [Google Scholar]
- Hawkyard, J.; Johnson, W. An analysis of the changes in geometry of short hollow cylinder during axial compression. Int. J. Mech. Sci. 1967, 9, 163–182. [Google Scholar] [CrossRef]
- Male, A.T. Variations in friction coefficients of metals during compressive deformation. J. Inst. Met. 1966, 94, 121–125. [Google Scholar]
- Male, A. The determination of coefficients of friction during compressive deformation. Proc. Inst. Mech. Eng. 1968, 182, 64–67. [Google Scholar] [CrossRef]
- Carter, W.T.; Lee, D. A finite-element analysis of cylinder and ring compression and its experimental-verification. Comput. Struct. 1985, 21, 1–19. [Google Scholar] [CrossRef]
- Wang, F.; Lenard, J.G. An experimental-study of interfacial friction-hot ring compression. J. Eng. Mater. Technol. ASME 1992, 114, 13–18. [Google Scholar] [CrossRef]
- Sofuoglu, H.; Gedikli, H.; Rasty, J. Determination of friction coefficient by employing the ring compression test. J. Eng. Mater. Technol. ASME 2001, 123, 338–348. [Google Scholar] [CrossRef]
- Sofuoglu, H.; Rasty, J. On the measurement of friction coefficient utilizing the ring compression test. Tribol. Int. 1999, 32, 327–335. [Google Scholar] [CrossRef]
- Camacho, A.M.; Torralvo, A.I.; Bernal, C.; Sevilla, L. Investigations on friction factors in metal forming of industrial alloys. Procedia Eng. 2013, 63, 564–572. [Google Scholar] [CrossRef]
- Shahriari, D.; Amiri, A.; Sadeghi, M.H. Study on hot ring compression test of nimonic 115 superalloy using experimental observations and 3D FEM simulation. J. Mater. Eng. Perform. 2010, 19, 633–642. [Google Scholar] [CrossRef]
- Zhu, Y.C.; Zeng, W.D.; Ma, X.; Tai, Q.G.; Li, Z.H.; Li, X.G. Determination of the friction factor of Ti-6Al-4V titanium alloy in hot forging by means of ring-compression test using FEM. Tribol. Int. 2011, 44, 2074–2080. [Google Scholar] [CrossRef]
- Bermudo, C.; Martin, F.; Martin, M.J.; Sevilla, L. Experimental validation of the new modular application of the upper bound theorem in indentation. PLoS ONE 2015, 10, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Bridgman, P. Studies in Large Plastic Flow and Fracture; McGraw-Hill: New York, NY, USA, 1952. [Google Scholar]
- Altan, T.; Oh, S.; Gegel, H. Metal Forming Fundamentals and Applications; ASM International: Materials Park, OH, USA, 1983. [Google Scholar]
- Fereshteh-Saniee, F.; Fatehi-Sichani, F. An investigation on determination of flow curves at room temperature and under forming conditions. J. Mater. Process. Technol. 2006, 177, 478–482. [Google Scholar] [CrossRef]
- Bay, N.; Nakamura, T.; Schmid, S. Green lubricants for metal forming. In Proceedings of the 4th International Conference on Tribology in Manufacturing Processes, Nice, France, 13–15 June 2010.
- Shih-Chen, S.; Fu-I, L. Biopolymer green lubricant for sustainable manufacturing. Materials 2016, 9, 1–11. [Google Scholar]
- Gariety, M.; Ngaile, G. Cold and Hot Forging. Fundamentals and Applications; ASM International: Materials Park, OH, USA, 2005. [Google Scholar]
- Mandić, V.; Stefanović, M. Friction studies utilizing the ring-compression test-part ii. Tribol. Ind. 2003, 25, 76–82. [Google Scholar]
- De Pierre, V.; Gurney, F.; Male, A.T. Mathematical Calibration of the Ring Test with Bulge Formation; Westinghouse Electric Corporation: Savannah, OH, USA, 1972. [Google Scholar]
- Hartley, R.S.; Cloete, T.J.; Nurick, G.N. An experimental assessment of friction effects in the split hopkinson pressure bar using the ring compression test. Int. J. Impact Eng. 2007, 34, 1705–1728. [Google Scholar] [CrossRef]
- Goetz, R.L.; Jain, V.K.; Morgan, J.T.; Wierschke, M.W. Effects of material and processing conditions upon ring calibration curves. Wear 1991, 143, 71–86. [Google Scholar] [CrossRef]
- Veganzones, M.; Camacho, A.M.; García-Prada, J.C.; Sebastián, M.Á. Contact pressure profiles in axisymmetric compression considering friction and geometrical factors. Procedia Eng. 2014, 69, 72–80. [Google Scholar] [CrossRef]
- Rowe, G. An Introduction to the Principles of Metalworking; Edward Arnold Limited: London, UK, 1971. [Google Scholar]
- Valero, J.; Marín, M.; Camacho, A. Influence of load application methodology in the performance of ring compression tests. Procedia Eng. 2015, 132, 306–312. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
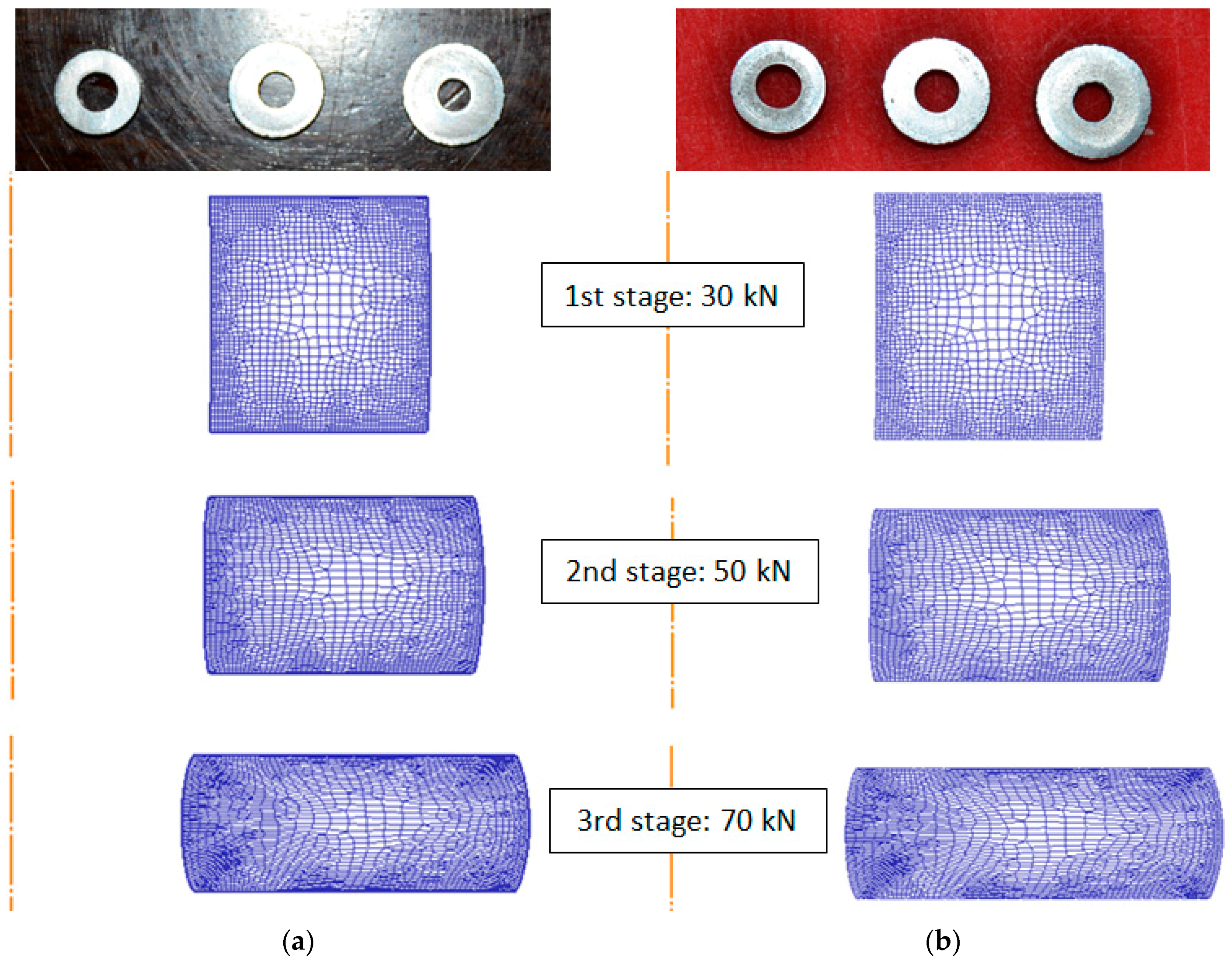
| Temperature (°C) | Ram Velocity (mm/min) | 1st Stage Load (kN) | 2nd Stage Load (kN) | 3rd Stage Load (kN) |
|---|---|---|---|---|
| 20 | 2.5 | 30 | 50 | 70 |
| Lubricants | Forming Stage | Inner Diameter (mm) | Outer Diameter (mm) |
|---|---|---|---|
| Aluminum anti-size | 1 | 5.149 | 10.989 |
| 2 | 4.803 | 12.510 | |
| 3 | 4.294 | 13.680 | |
| MoS2 grease | 1 | 5.259 | 11.080 |
| 2 | 4.878 | 12.754 | |
| 3 | 4.476 | 13.735 | |
| Silicone oil | 1 | 5.093 | 10.842 |
| 2 | 4.638 | 12.383 | |
| 3 | 4.002 | 12.982 | |
| Copper paste | 1 | 5.102 | 10.943 |
| 2 | 4.800 | 12.538 | |
| 3 | 4.377 | 13.598 |
| Friction Factor (m) | MoS2 Grease | Aluminum Anti-Size | Copper Paste | Silicone Oil |
|---|---|---|---|---|
| Small height reduction (rh < 20%) | 0.12 | 0.20 | 0.23 | 0.24 |
| Large height reduction (rh > 20%) * | 0.12 < m < 0.24, mavg = 0.18 | 0.20 < m < 0.28, mavg = 0.24 | 0.23 < m < 0.27, mavg = 0.25 | 0.24 < m < 0.39, mavg = 0.32 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Camacho, A.M.; Veganzones, M.; Claver, J.; Martín, F.; Sevilla, L.; Sebastián, M.Á. Determination of Actual Friction Factors in Metal Forming under Heavy Loaded Regimes Combining Experimental and Numerical Analysis. Materials 2016, 9, 751. https://doi.org/10.3390/ma9090751
Camacho AM, Veganzones M, Claver J, Martín F, Sevilla L, Sebastián MÁ. Determination of Actual Friction Factors in Metal Forming under Heavy Loaded Regimes Combining Experimental and Numerical Analysis. Materials. 2016; 9(9):751. https://doi.org/10.3390/ma9090751
Chicago/Turabian StyleCamacho, Ana María, Mariano Veganzones, Juan Claver, Francisco Martín, Lorenzo Sevilla, and Miguel Ángel Sebastián. 2016. "Determination of Actual Friction Factors in Metal Forming under Heavy Loaded Regimes Combining Experimental and Numerical Analysis" Materials 9, no. 9: 751. https://doi.org/10.3390/ma9090751