1. Introduction
Energetic modernization of exploited domestic resources has become a major economic activity in the recent years. Its importance is underlined by the tendency to minimize the primary energy consumption [
1]. Introduction of the UE 2006/32/WE3 Directive on 17 May 2006 imposes an obligation on Poland to undertake special activities in order to reduce final energy consumption by users of buildings within the consecutive nine years starting from 1 January 2008. To improve the energetic performance of the building industry, promotion of application of renewable sources of energy to power buildings and employment of energy saving technologies in construction of buildings was assumed to be preferential [
2].
The analysis of the Polish Central Statistical Office data (1997–2007) has confirmed that the final energy consumption in Polish households is mainly attributed to central heating, accounting for 31%–71% of energy consumption [
1], which means that the average is similar to the final energy consumption in Europe, equal to 50% [
3,
4]. The high energy consumption by the housing sector results in emission of large amounts of carbon dioxide into the atmosphere, which accounts for
ca. 50% of the total emission of gases. The effect of building technologies on the environment, mainly fuel consumption during exploitation and environment pollution due to CO
2 emission, is frequently mentioned in the literature [
5,
6,
7,
8,
9].
Physical and moisture properties of building materials are the main factors affecting air quality, heat comfort, and energy consumption by buildings, as well as durability [
10,
11]. In non-insulated buildings, the phenomenon of condensation occurs, especially due to improper thermal insulation and ventilation of rooms [
12]. This is mainly important for partitions touching the ground, where capillary water transport essentially affects heat flow by a 4- to 6-fold increase in heat conductivity of porous materials, which was confirmed in literature [
13,
14]. Water present in masonry negatively influences indoor air, creating suitable conditions for harmful microorganisms to develop and biological and chemical corrosion, thereby increasing exploitation costs. Moisture and temperature are the most important parameters that influence development of mold and fungi in building barriers [
15,
16]. Improper, changeable moisture and temperature conditions contribute to the growth of mold, which was confirmed by the results of laboratory experiments [
15,
17,
18]. An increase in moisture also results in changes in indoor microclimate and a decrease in thermal comfort, which may lead to disorders of the respiratory system, infections, allergies, and eye or skin irritation [
19].
Production of ecological and energy-saving building materials becomes a common technology aimed at improving energetic effectiveness of buildings in accordance with the European Union Directive 2006/32/WE3 [
2]. One of the materials applied for the energy-saving civil engineering is lightweight aggregate-concrete, especially because of its heat and moisture parameters. Compared to traditional concrete, the lightweight aggregate-concrete facilitates reduction of the weight of construction elements. Most natural aggregates have a particle density between 2.4 and 2.8 g/cm
3, typically 2.6 g/cm
3, while lightweight aggregates have a particle density between 0.8 and 2.0 g/cm
3 [
20].
The decrease in dead weight could lead to reduced construction costs, since it can decrease the size of the foundation and structural elements such as columns or walls.
To obtain lightweight concrete, lightweight aggregates modified with municipal sewage sludge could be applied, which was confirmed by the results of scientific research [
21,
22].
The reutilization of industrial wastes and the use of recycled materials in construction applications have been a common practice and have increased worldwide over the last decades [
23,
24]. Heat treatment can convert some types of wastes into ceramic products [
25,
26].
Due to the increase in the number of Sewage Treatment Plants and the efficiency of sewage treatment processes with a reduction of carbon compounds and biogens, the amount of emerging sewage sludge significantly increases [
27]. Sewage sludge often contains heavy metals, which are not sanitary safe after stabilizing through the process of methane digestion [
28]. In many cases, sewage sludge is also dangerous to the natural environment and, therefore, it ought to be suitably processed. Regulations and acts imposed by the European Union limit the sewage sludge deposition in landfills and its reuse in agriculture [
29,
30,
31,
32,
33,
34,
35]. One of the methods for utilization of sewage sludge is to apply it in production of ceramic materials [
36,
37] and energy-saving lightweight aggregate-concrete blocks [
20,
21]. Unfortunately, sewage sludge is often characterized by high moisture absorptivity due to the light aggregates structure. It causes a serious problem in the composition of the lightweight aggregate-concrete mixtures and in the ready-products. It essentially affects the heat flow process by an increase in the heat conductivity of the materials. The type and distribution of pore networks as well as their connection with the aggregate surface is an important feature for production of lightweight concretes [
38]. Differences between volumetric densities of the lightweight aggregate and covering it with cement mortar causes the aggregates to flow out in cases when the cement mortar has no suitable viscosity. To avoid the unfavorable phenomenon of subtraction of water required for the hydration process by lightweight aggregate, several procedures can be conducted. One of the methods is initial wetting to protect the aggregates from autogenic contraction [
39]. Another solution is to cover the aggregates with cement grout or ceramic shell, which provides lower water absorptivity of the aggregates, increases the density of aggregate particles and, thus, essentially influences concrete strength [
38,
40,
41].
A new technology is impregnation of aggregates, which closes air gaps preventing water penetration with constant adherence of particles to the cement matrix [
29,
39]. Hydrophobization of the aggregates and mortar decreases capillary water absorption, but still does not seal the pores or capillaries, which enables free vapor permeability [
42,
43,
44,
45,
46]. Water-soluble organic silica compounds,
i.e., siloxanes, can be used as hydrophobizing agents in the amount of 1%–2% in relation to cement mass [
46,
47,
48,
49]. The use of hydrophobization during lightweight block manufacture would eliminate the phenomenon of excessive moisture during exploitation of building objects. Additionally, it would offer considerable protection against transport of saline solutions into the brickwork, which would cause material destruction due to multiple processes of freezing and defrosting during wintertime and the phenomenon of dissolved salt crystallization. In addition, materials containing salt are characterized by higher moisture than materials that are free from salts [
50]. Excessive moisture significantly influences the heat flow process by an increase in heat conductivity of the materials and thus losses of energy [
13,
51,
52].
The results of the present study can possibly be used to establish guidelines for practical applications of lightweight aggregates concrete with sewage sludge foamed by hydrophobic agents, which has slightly different characteristics compared to those of traditional lightweight concrete. The analysis of heat-moisture as well as physical and mechanical properties of concrete will confirm the usefulness of lightweight aggregates with sewage sludge addition for further production of energy-saving and ecological lightweight blocks. Introduction of new technologies of energy-saving materials in the building industry provides greater and significant potential, which would lead to a decrease in final energy consumption in the building and housing sector.
2. Materials and Methods
The presented research consisted of three stages of examinations: determination of parameters of raw materials used for preparation of aggregates, determination of characteristics of aggregates, and finally (and mainly) determination of the parameters of lightweight aggregate concretes.
2.1. Determination of the Characteristics of Raw Materials Used in the Production of Lightweight Aggregates
Clay for aggregate production was taken from “Budy Mszczonowskie” bed, Poland, which is currently being exploited by the Light Aggregates Company “Keramzyt”. Sewage sludge was taken from the municipal sewage treatment plant “Hajdów” in Lublin, Poland, which is a mechanical-biological plant purifying municipal and partially industrial sewage. Sewage sludge was sampled from the mechanical dewatering station. The physical-chemical properties of the sewage sludge were determined based on the following regulations [
53,
54,
55,
56]. The chemical composition of sewage sludge was determined using Atomic Emission Spectroscopy (ICP), JARRELL ASH Enviro and inductively coupled plasma mass spectrometry (ICP/MS), Perkin Elmer Elan 6000.
The chemical composition of clay was determined by the X-ray fluorescence (XRF) method. The Philips spectrometer PW 1404 (Panalytical, Almelo, The Netherlands) was applied. The induction source was constituted by a lamp with a double anode (Cr-Au) with maximum power of approximately 3 kW.
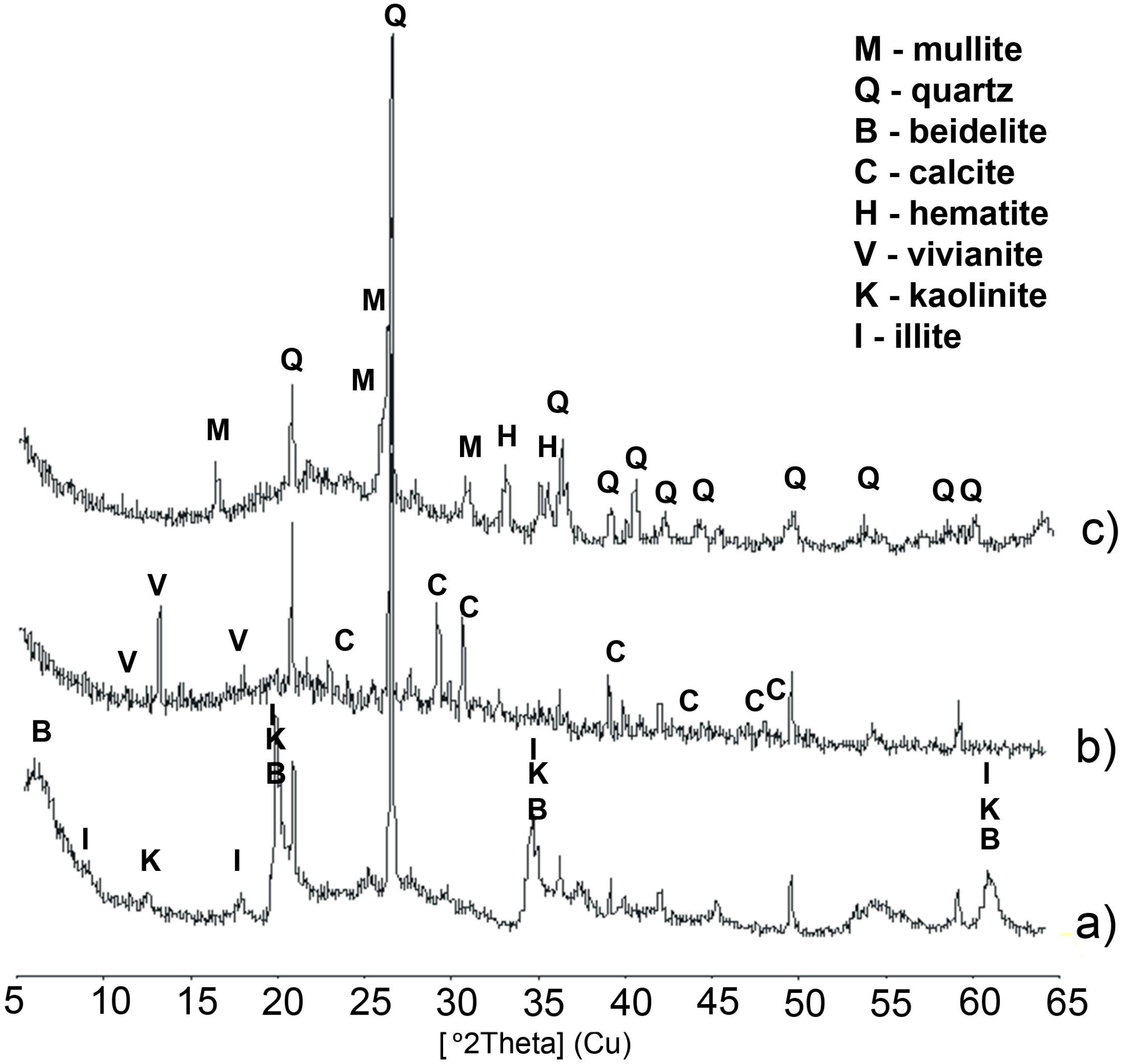
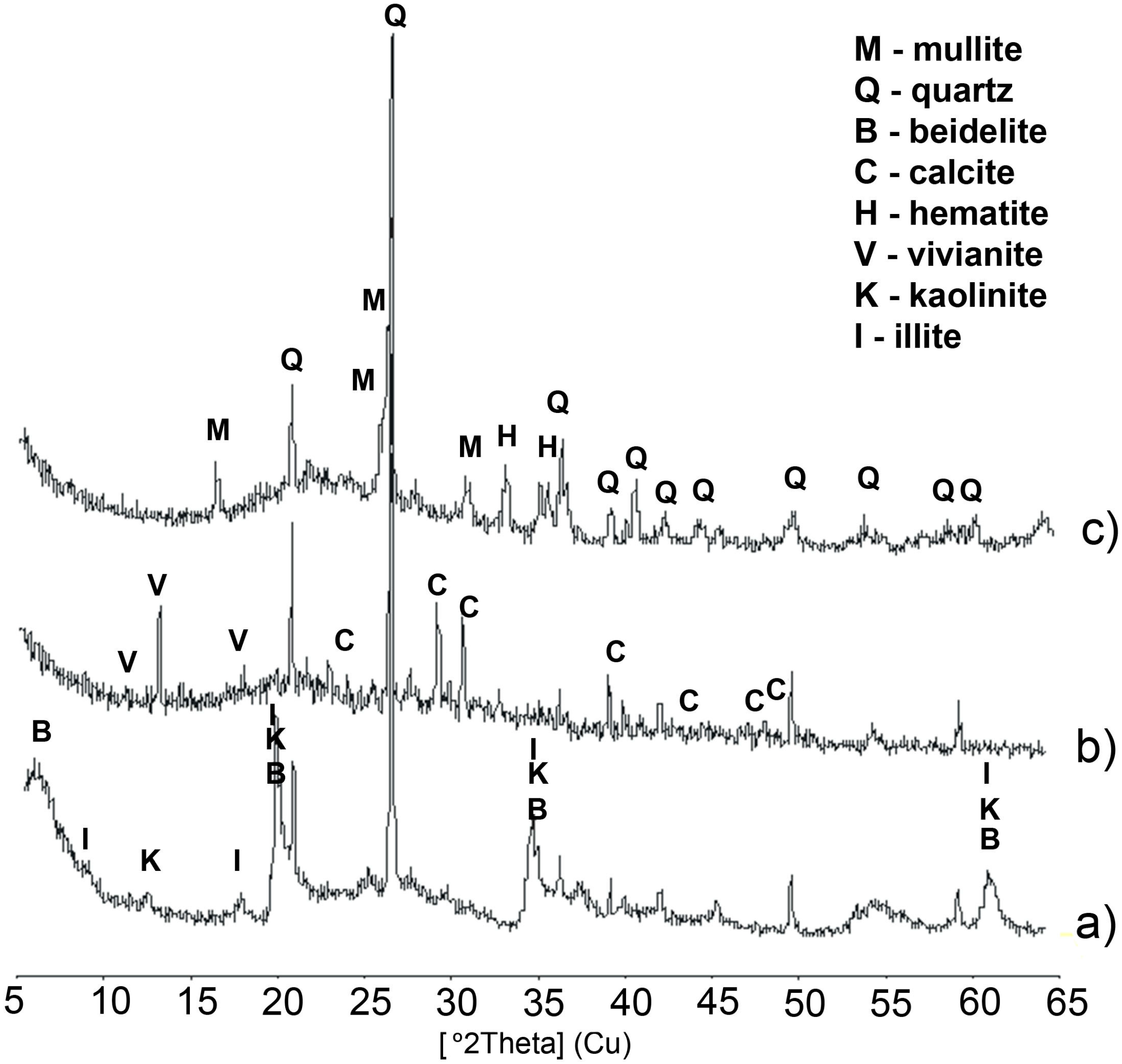
The mineral composition of all samples (clay, sewage sludge) was determined by X-ray diffraction (XRD) using X’pert PROMPD (Panalytical) with a PW 3050/60 goniometer (Panalytical), a Cu lamp, and a graphite monochromator. The analysis was performed within the angle range of 5°–65° (2 Theta). Philips X’Pert Highscore software (High Score Plus v. 4.1) was used to process the diffraction data. The identification of mineral phases was based on the PDF-2 release 2010 database formalized by the ICDD. Weight of the samples for XRD and XRF examinations was 4 g and each measurement was conducted in 3 replications.
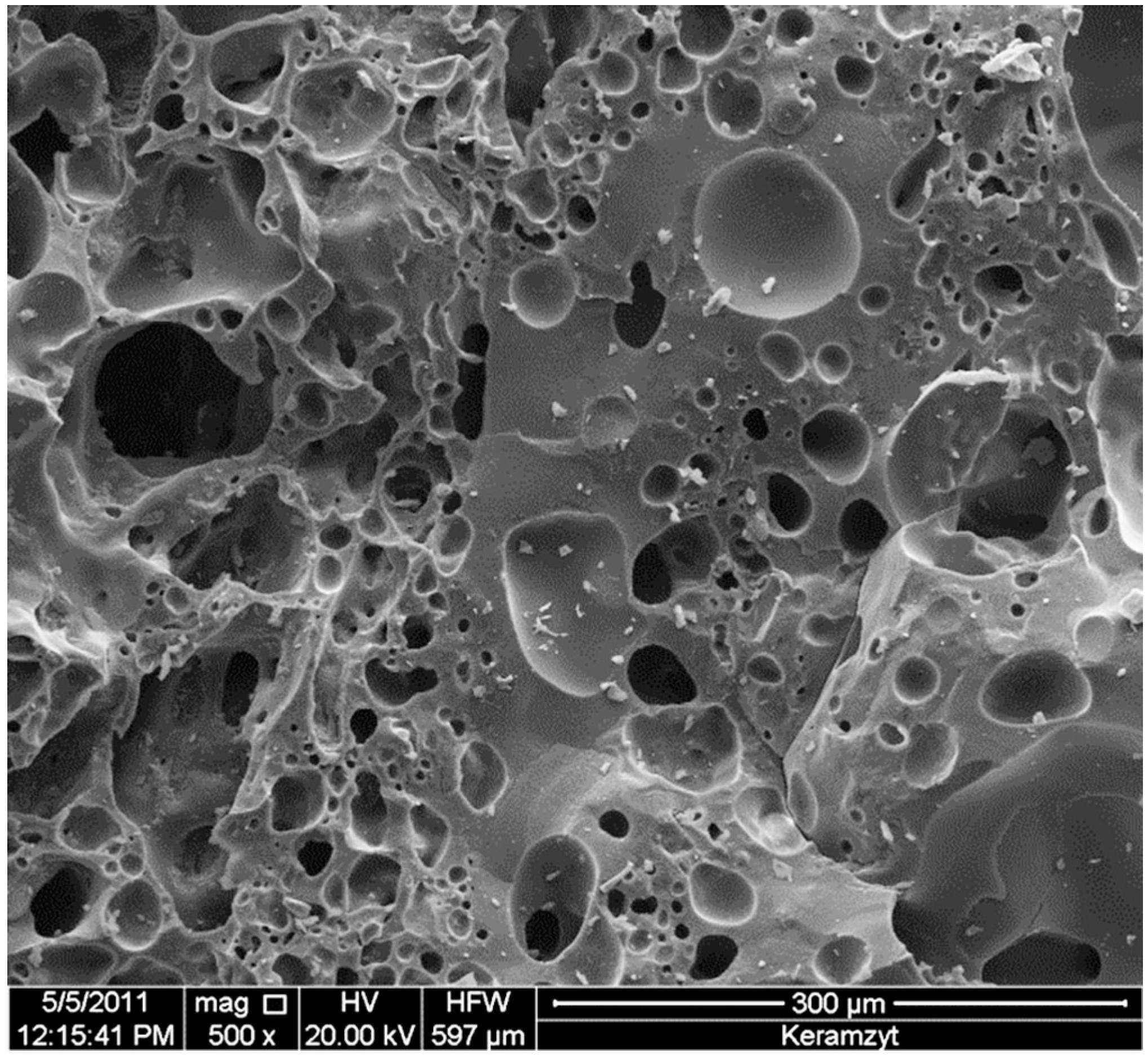
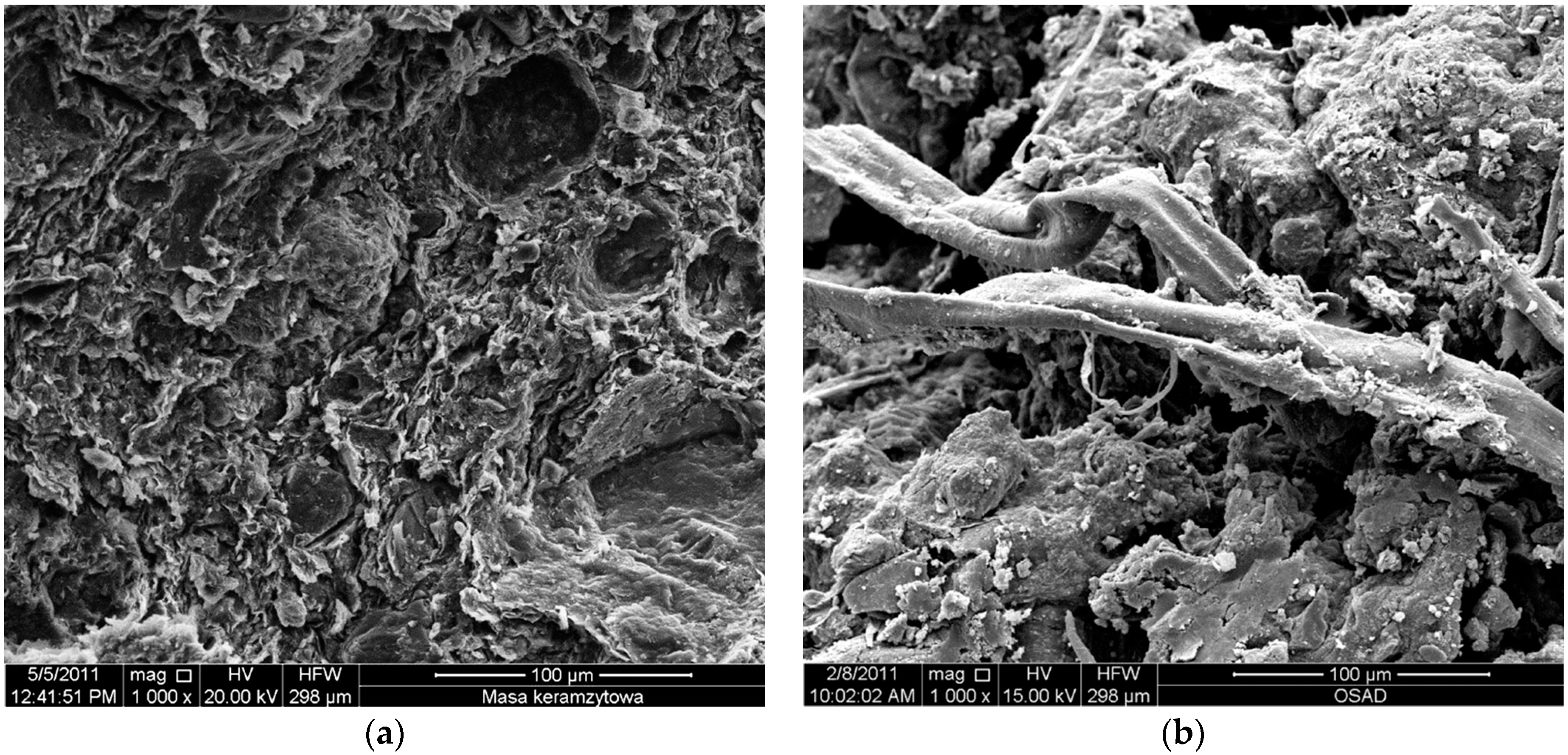
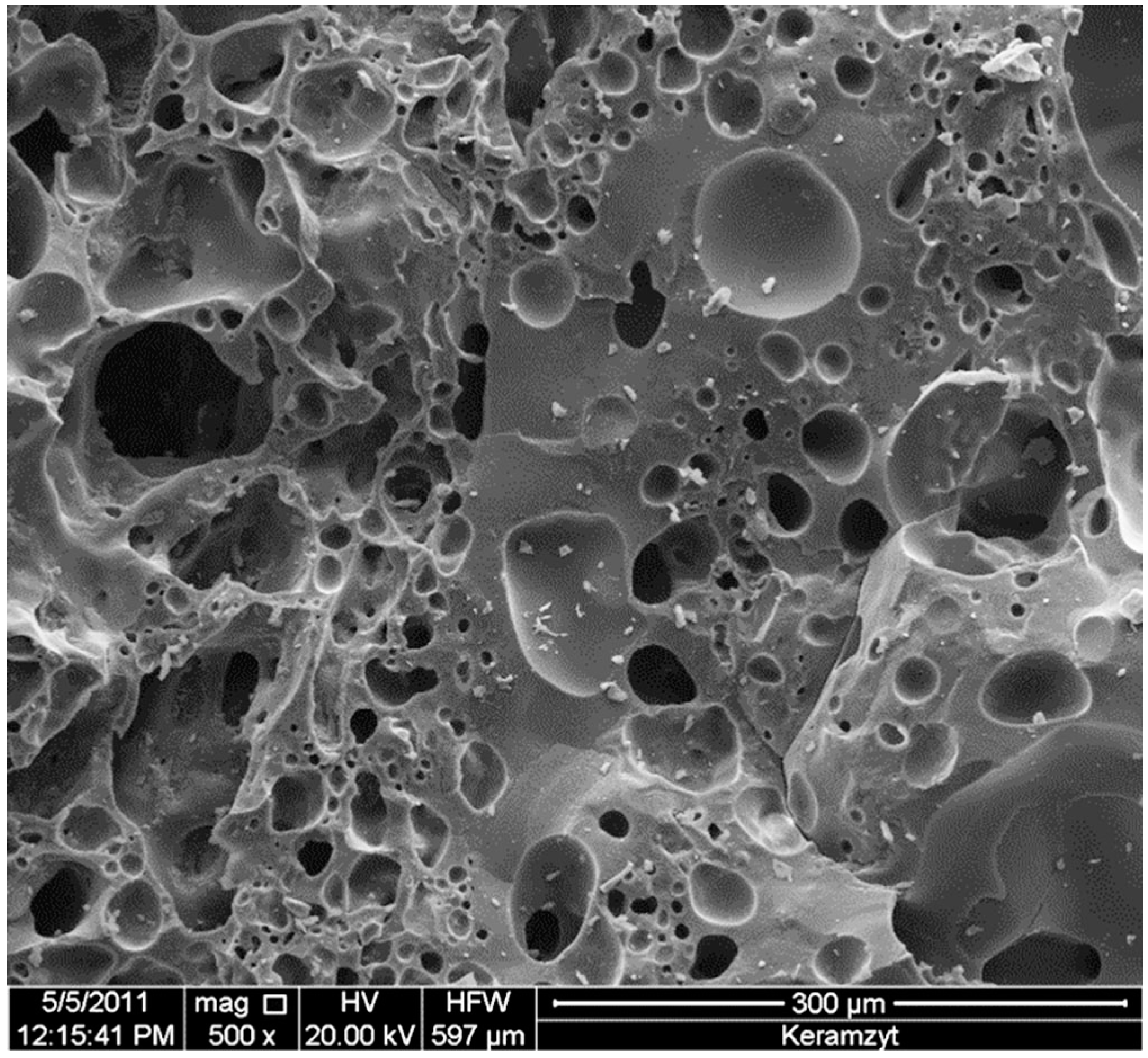
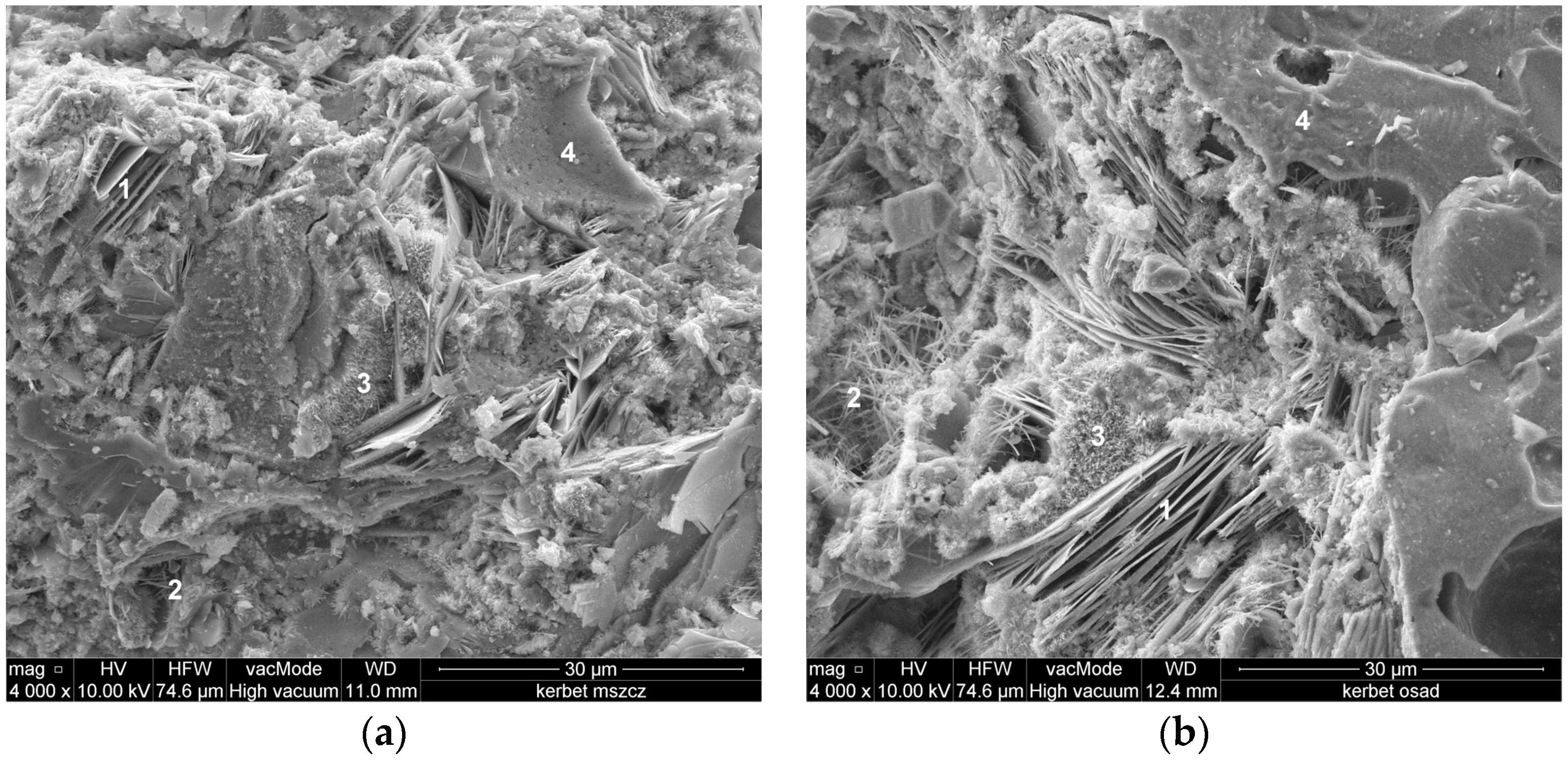
The morphological forms and the chemical composition of substrates and products were determined by means of a scanning electron microscope (SEM) FEI Quanta 250 FEG (FEI, Hilsboro, OR, USA) equipped with a system of chemical composition analysis based on energy dispersive spectrometry (EDS) X-ray-EDS from EDAX company (EDAX Inc., Mahwah, NJ, USA). Investigated area of the samples for SEM analyses was ca. 25 mm2.
2.2. Manufacturing of Lightweight Aggregates
The clay was dried to a constant mass directly after sampling. Then, it was mixed in a ball mill to a fraction of <0.5 mm. Sewage sludge was dried at a temperature of 105 °C to a constant mass, then ground in the mortar grinder to a fraction below 1.0 mm. Dried sludge was ground and then the mixture was prepared in the following proportions: 10% by weight of sludge, 90% by weight of clay. The process of making the substance homogeneous consisted of mixing the components with the corresponding portion of water to achieve plastic consistency. Then, the formed spheres of an 8 to 16 mm coarse fraction were dried to achieve air-dry state and kept in a laboratory oven at 110 °C for 2 h. Dried samples were transferred to a chamber furnace and fired at 1150 °C for 30 min. The second type of aggregates came from the Lightweight Aggregates Company “Keramzyt” in Mszczonów, Poland.
2.3. Determination of the Properties of the Lightweight Aggregates
The aggregate obtained with the above-mentioned method was tested in order to determine its physical and mechanical characteristics according to the current standards and regulations. Minimal mass of material applied for the measured samples was at least 1 kg. Loss of bulk density (ρ
b, expressed in g/cm
3) of the lightweight aggregate was determined using the following standard [
57]. Particle density (apparent ρ
a and dry ρ
d, expressed in g/cm
3) and water absorptivity after 24 h (WA
24h) of aggregate immersion was determined using a procedure described by the standards [
58].
Based on the data obtained, porosity of the lightweight aggregates was determined [
57]. Compressive strength was determined according to the standard [
59]. The examination consisted in determination of percentage mass loss of the aggregate partitions due to compression, which was used to calculate the resistance to crushing
Xr:
where
m is the mass of the sample before testing (g), and
m1 is the mass of the sample after examination (g).
Frost resistance was determined according to the standard [
60]. The aggregate sample was moistened and frozen/defrosted in 10 cycles in the temperatures of −17.5 °C and
ca. 20 °C.
The Maximum Leaching (ML) method was applied to achieve the immobilization level of heavy metals from building materials [
61,
62]. It allowed determination of the maximal leaching of the substances from the tested materials in extreme conditions of the environment. 500 mL of distilled water acidified with 1 n HNO
3 to pH = 4 was added to 5 g of ground-up samples, which had a fraction below 125 µm. Samples prepared in this way were shaken for 5 h, and pH of the solution throughout the process was kept constant using 1 n HNO
3. After leaching, the suspensions were centrifuged. The clear solutions obtained were decanted and the concentrations of heavy metals were detected with the ICP-MS method using a ICP-OES (Jobin Ywon U-238) spectrometer (HORIBA Jobin Yvon, Edison, NJ, USA).
2.4. Manufacturing of Lightweight Concrete
To prepare the samples of concrete, CEM I 32.5R cement, light aggregates described above (8–16 mm), quartzite sand (0–2 mm) from Suwalskie Kopalnie Surowców Mineralnych, Suwałki, Poland, and water from the municipal water supply system were used. Water solvable organic silica compounds, polysiloxanes, in an amount of 2%, compared to the cement mass, were used as a hydrophobic material. The concrete samples were made according to the Polish standards [
63,
64]. The assumptions to the design included plastic consistency
Dmax = 16 mm. The composition of the examined light concretes per 1 m
3 is presented in
Table 1.
The dimensions of the samples were 150 mm × 150 mm × 150 mm. They were formed directly after the concrete compounds had been mixed. They were condensed in two layers with the help of vibrations until the cement grout appeared at the mortar surface. The samples were disassembled after 24 h of maturation and placed in a water basin until full average strength was reached according to the standard PN-EN 206-1:2003/A2:2006P [
63].
2.5. Determination of Lightweight Concrete Properties
Density and porosity were determined using the standard PN-EN 1936:2010 [
65]—a method with a pycnometer, in laboratory conditions, at a temperature of 20 °C. Apparent density determination was conducted after 28 days of concrete maturation. To determine apparent density, 6 cuboid concrete samples (150 mm × 150 mm × 150 mm) were prepared. Apparent density and open porosity volume were determined using the standard [
66].
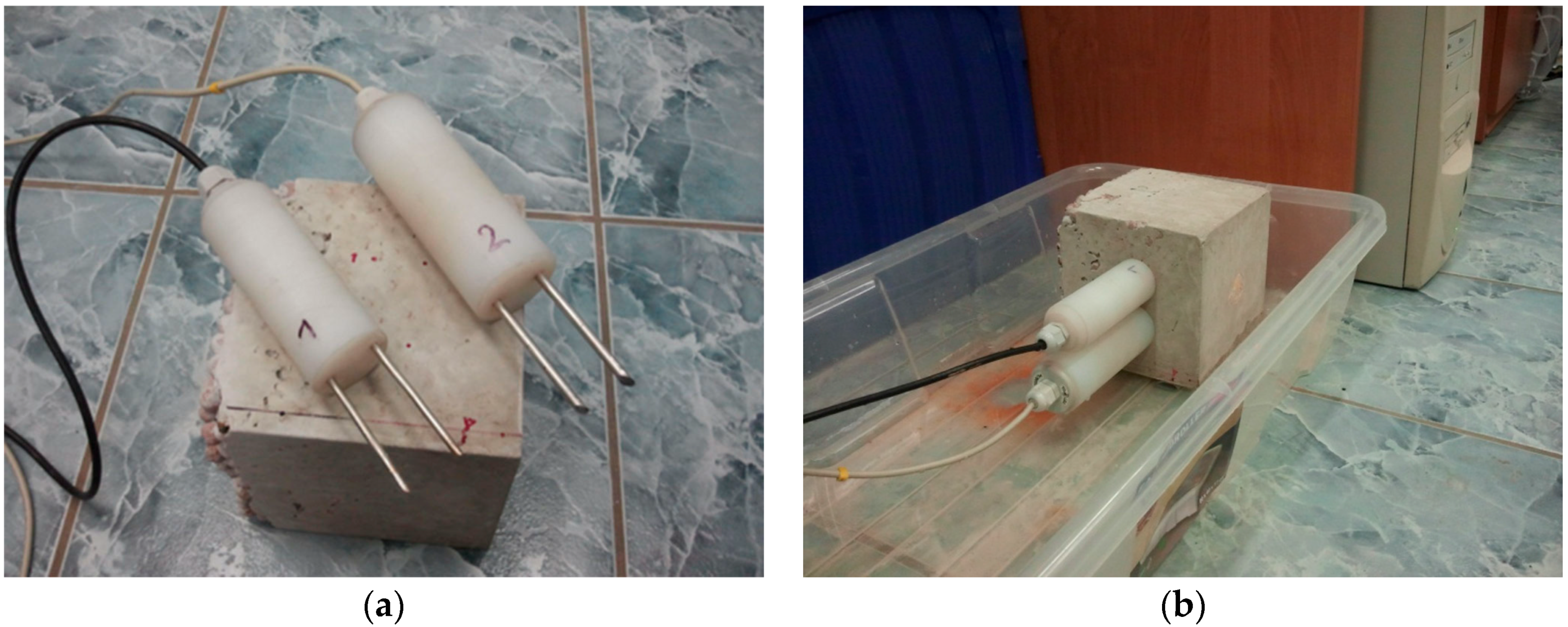
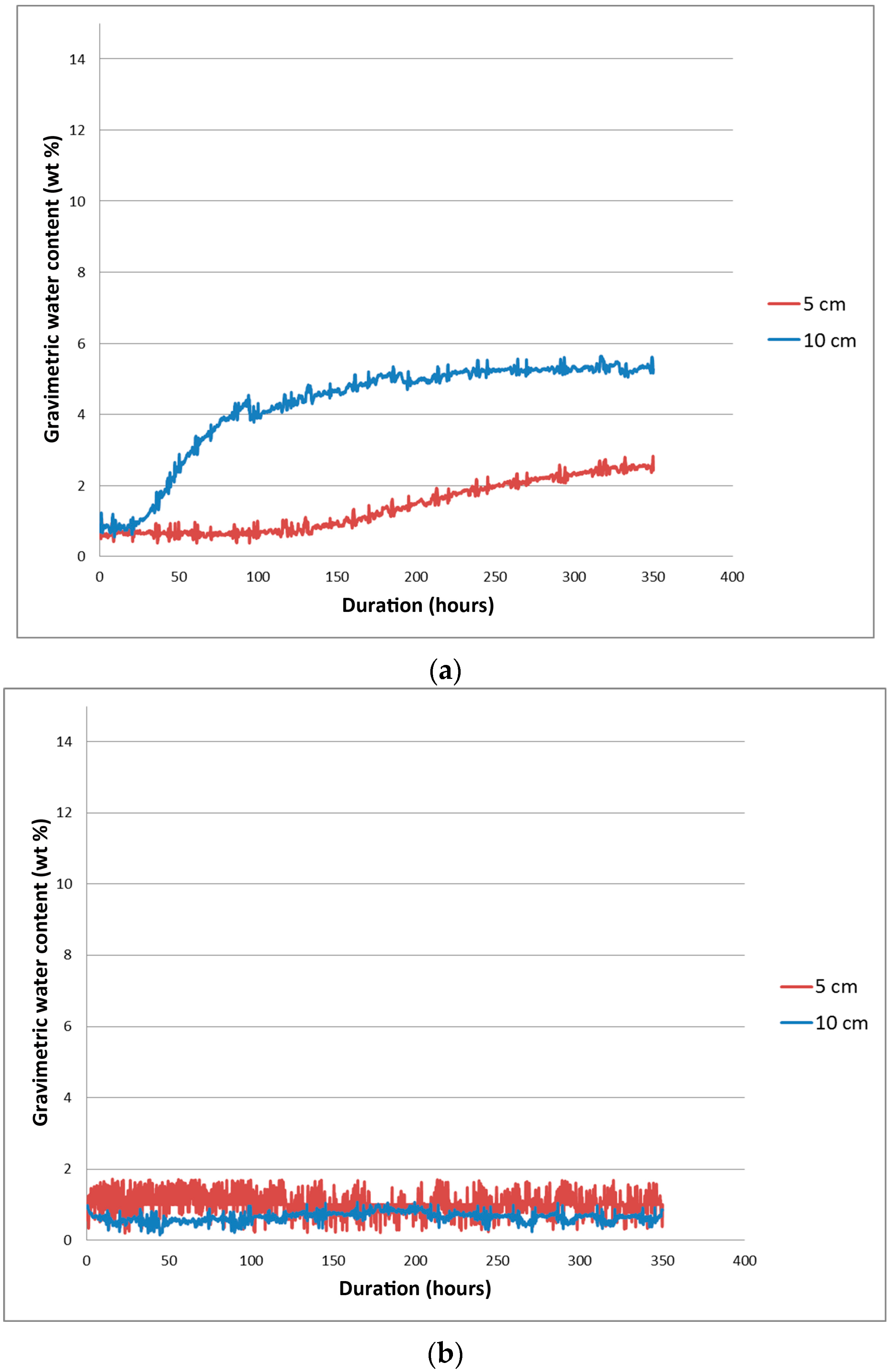
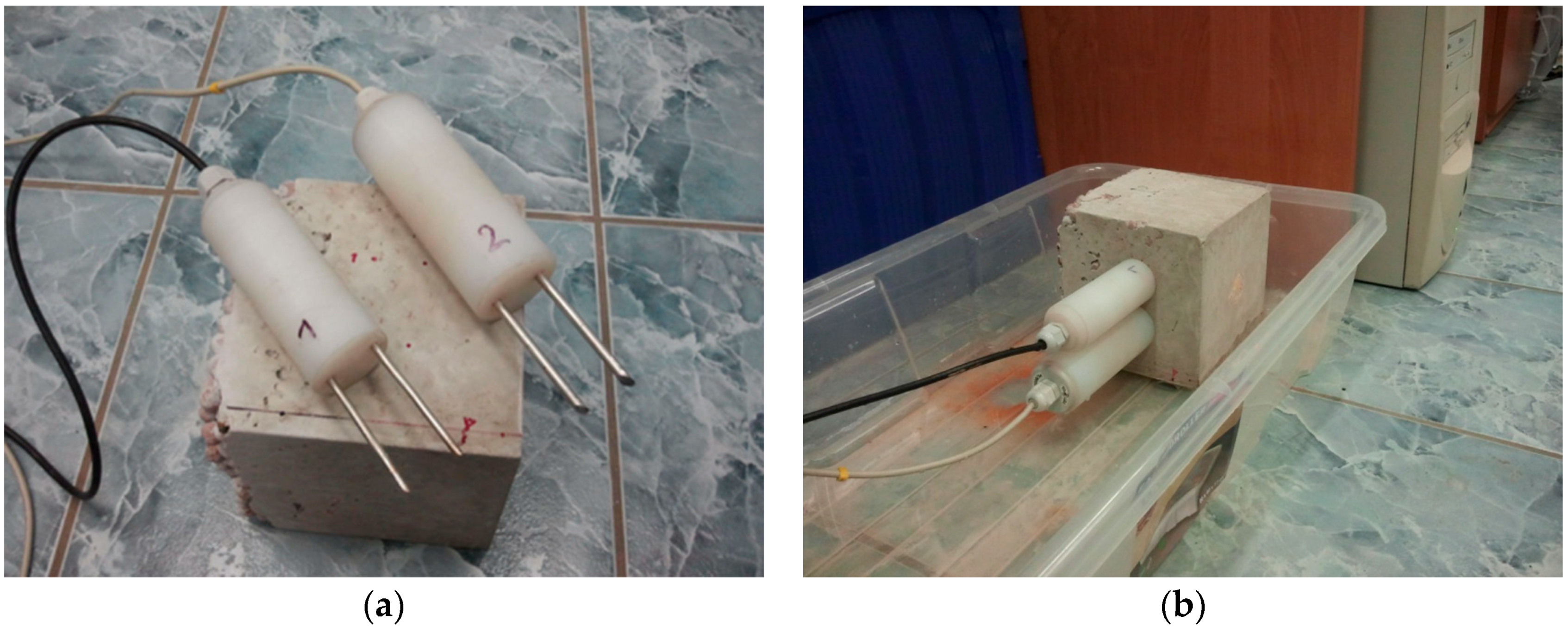
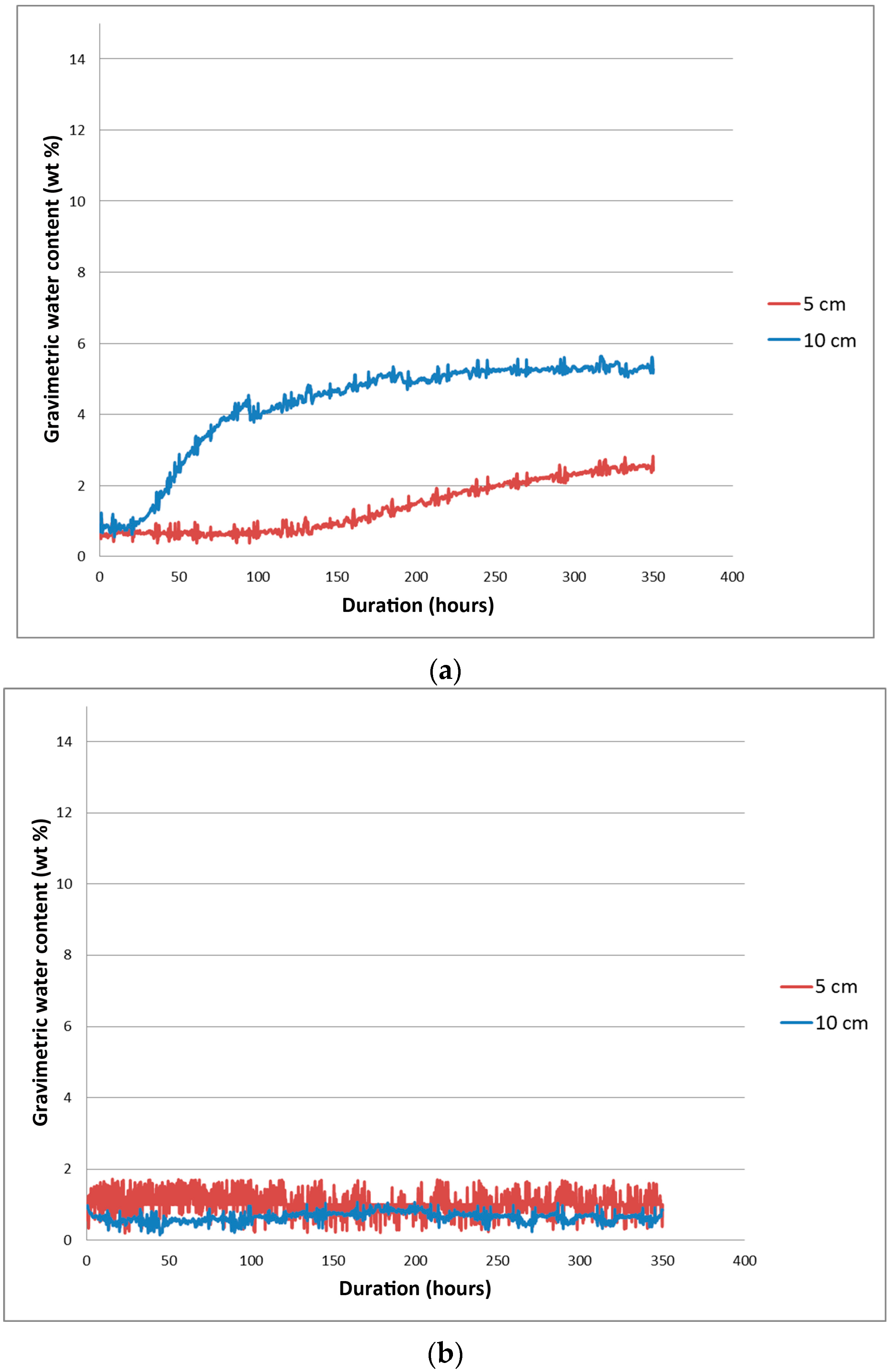
Examination of the physical parameters of the lightweight concrete blocks was supplemented with determination of the capillary rise capability of both types of materials. The research was conducted using the TDR (Time Domain Reflectometry) technique, described in the following papers [
67,
68,
69,
70,
71]. For the experiment, three sets of samples of each concrete type were prepared. Before the examination, the samples were dried to a constant mass. The samples had the following dimensions: 150 mm × 150 mm × 150 mm. TDR probes used in the experiment were of our own construction, intentionally developed for moisture measurement in hard building materials. They were installed in the material samples in the following positions: 5 and 10 cm above the constant water level (
Figure 1). The TDR multimeter used in the experiment was produced by E-Test, Lublin, Poland. The standard uncertainty of the measurement of the applied setup according to our own test is
ca. 1.5 vol %. The research was conducted at a constant temperature of 20 ± 1 °C for 350 h with constant monitoring of dielectric permittivity changes, recalculated into moisture according to the formulas presented in the following paper [
72].
To determine the heat conductivity coefficient, a Laser Comp FOX 314 plate apparatus (TA Instruments, New Castle, DE, USA) was used. For that purpose, 3 plates of each concrete type were prepared. Each plate had the following dimensions: 300 mm × 300 mm × 50 mm. The research was conducted for dry samples and 3% moist, obtained by storage of the material in a room with relative humidity equal to 70% for 4 weeks. For determination of the heat conductivity coefficient of lightweight concretes, two temperatures were applied: 20 °C for the heating plate and 0 °C for the cooling plate. The average temperature was 10 °C. According to the producer, the absolute thermal conductivity accuracy of the device is ±2% and reproducibility ±0.5%.
Examination of compressive strength was conducted according to the standard [
73]. For the experiment, 6 cubic lightweight concrete samples (150 mm × 150 mm × 150 mm) were applied. Evaluation of the grade of the concrete was performed using a Controls compression tester after 28 days of maturation, when the samples gained average compressive strength.
Compressive strength was calculated using the following formula:
where ƒ’
ck is compressive strength (MPa);
F is maximal load at destruction (N); and
Ac is sample cross section area under compressive force, calculated with the declared dimension (mm
2) according to the standard [
70].
Examinations of frost resistance were conducted using the direct method [
63]. Six concrete samples were exposed to 25 cycles of freezing–defrosting processes according to the standard [
63].
The direct method involves cyclic freezing and defrosting of the samples in air with a temperature of −18 ± 2 °C for at least 4 h, and then defrosting in water at a temperature of 18 ± 2 °C for 2 to 4 h. After the final cycle, the loss of weight and pressure strength is estimated. Each step of freezing and defrosting is a single cycle of the research. After the final step, the samples were dried out and weighed. With the mass readouts obtained, the percentage mass loss “S” was determined. Then the compressive strength was tested and its percentage loss was determined compared to the samples without the freezing–defrosting procedure.
The percentage mass loss of the particular samples was determined using the following formula:
where
S is percentage mass loss for the particular samples (%);
m0 is sample mass before the freezing–defrosting procedure (g); and
mn is sample mass after the freezing–defrosting procedure (g).
5. Conclusions
Using lightweight aggregate-concrete modified with sewage sludge, it is possible to manufacture lightweight concrete with a density in the range of 1400–1960 kg/m3.
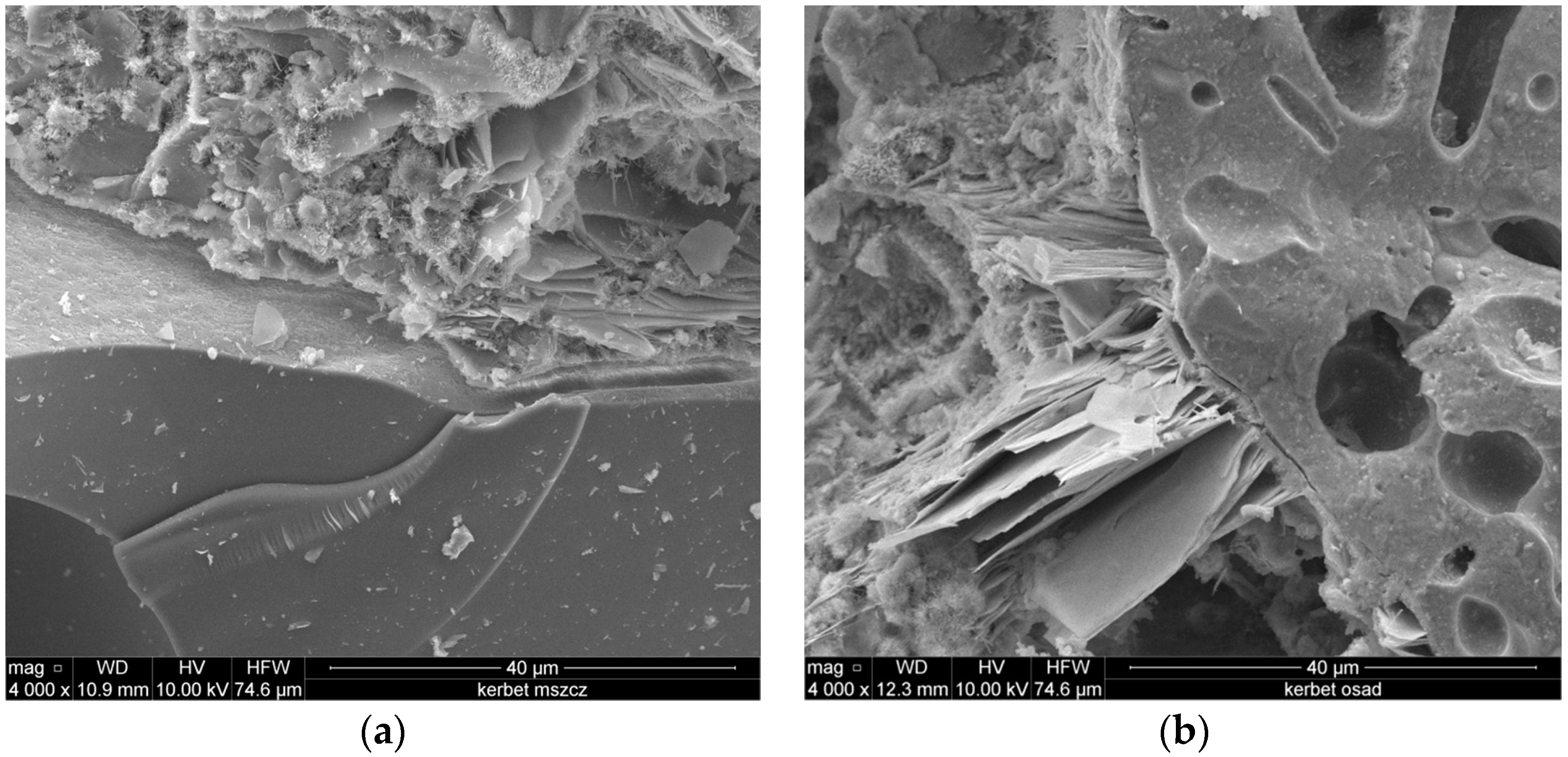
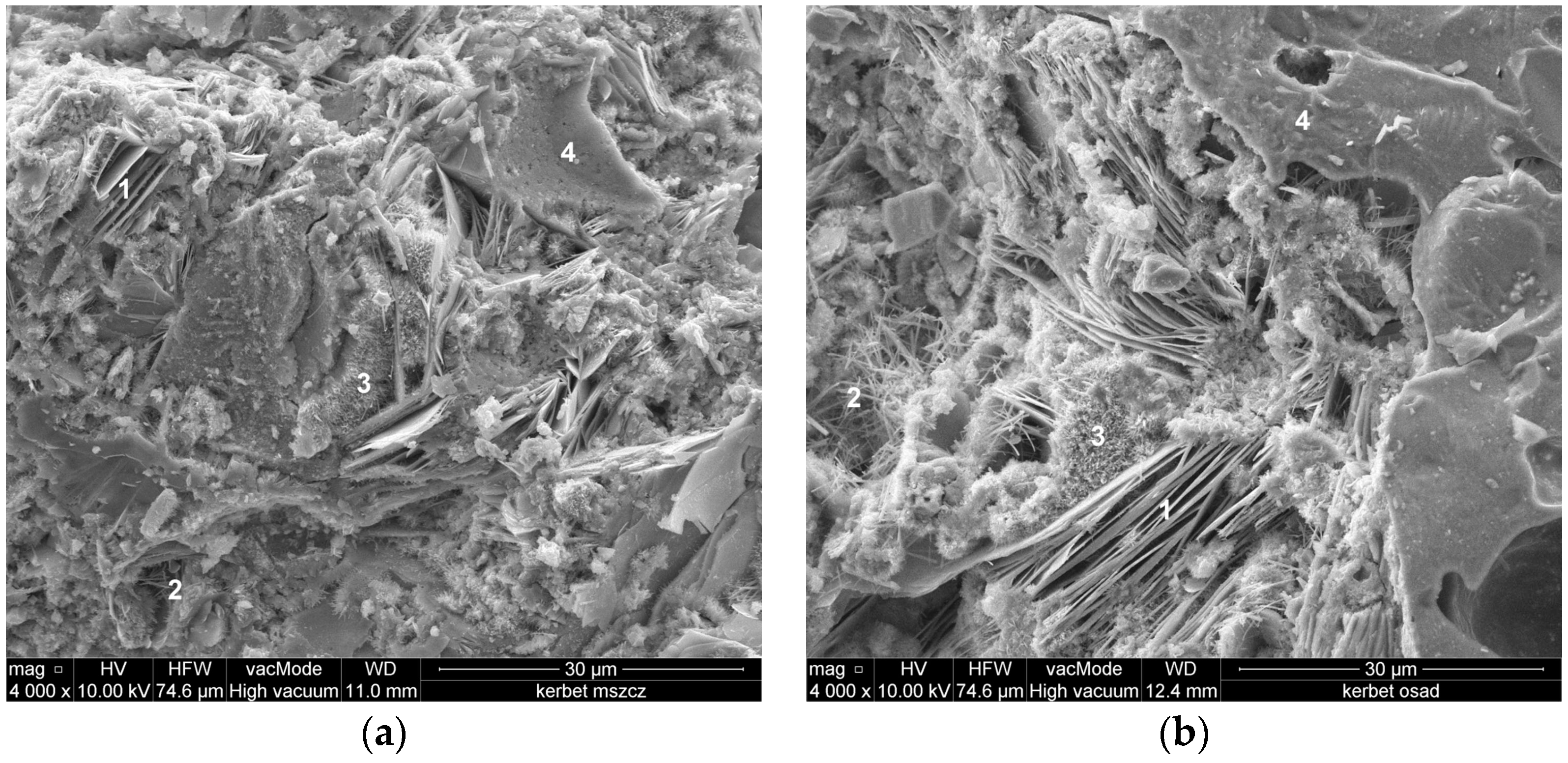
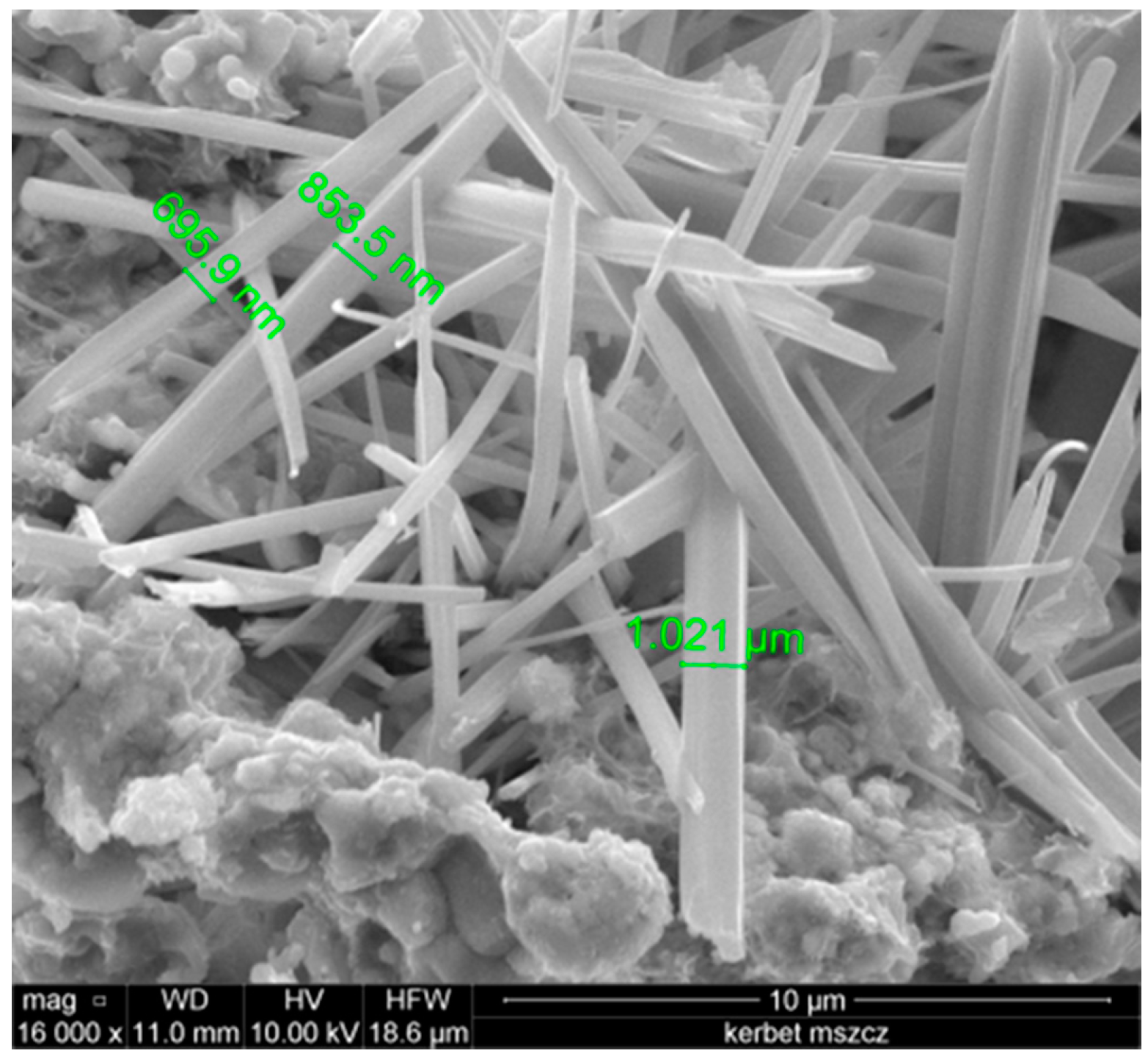
Additives of sewage sludge caused a decrease in the apparent density by ca. 7% and an increase in the total porosity of the concrete by 12.86%, compared to the concrete from lightweight aggregate available on the building market. This was also confirmed by SEM verifications. The microscopic research of contact points between lightweight aggregates and cement mortar proved good adhesion. No scratches, cracks, or empty gaps were noticed in the above-mentioned contact points.
Absorptivity of both lightweight aggregate-concretes is at a low level, between 3% and 7%, due to the application of the hydrophobic preparation as a concrete additive. It must be underlined that the lightweight aggregates with sewage sludge, due to higher absorptivity and porosity, absorbed more impregnate, decreasing the total absorptivity of the light concrete by ca. 57%. The TDR research of the capillary rise process proved total inhibition thereof.
The sewage sludge additives in lightweight aggregate-concretes decreased the heat conductivity coefficient λ by ca. 7%–10%.
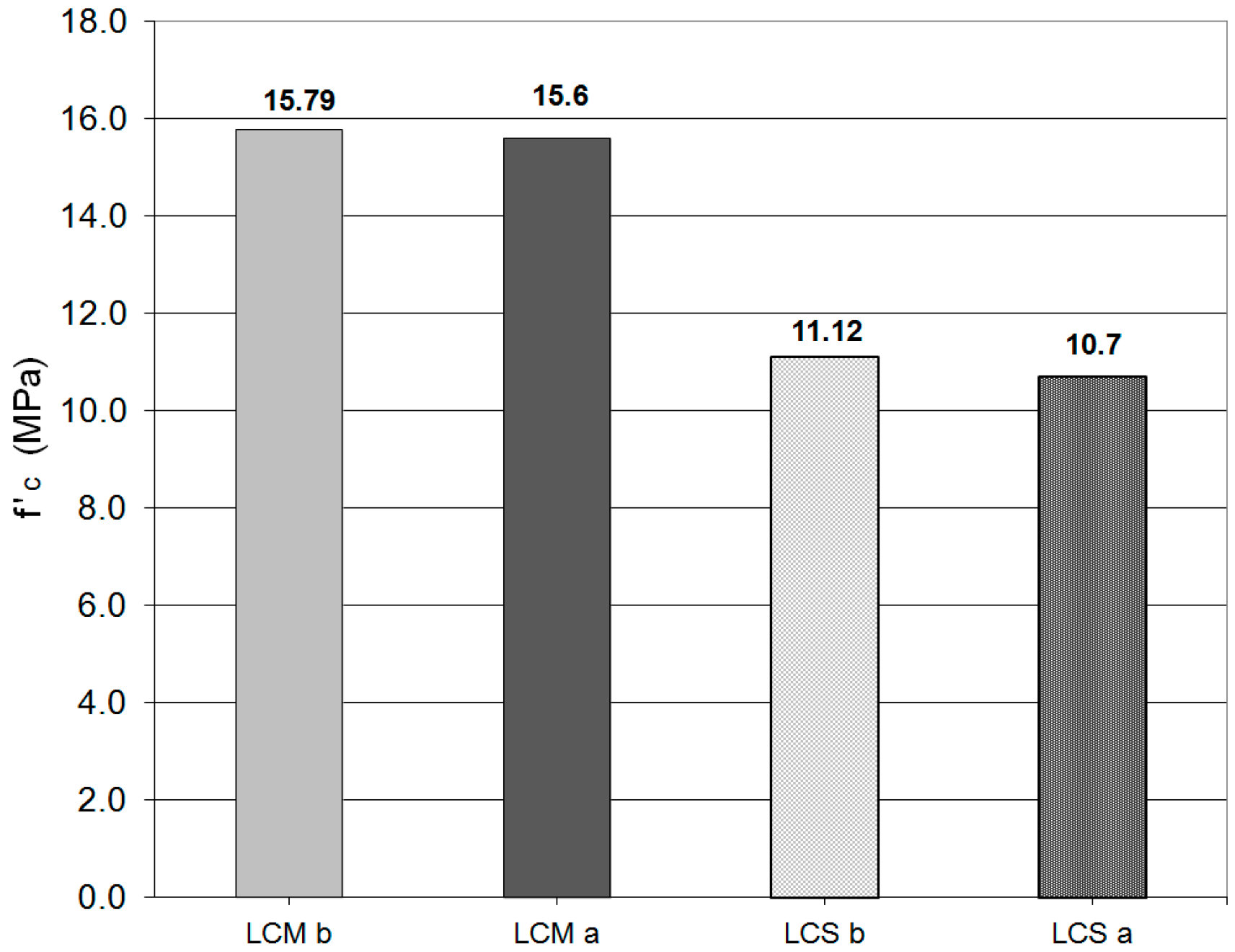
The sewage sludge additives caused a decrease in the compressive strength, which resulted in lower load capacity of lightweight aggregate-concrete blocks.
The addition of sewage in lightweight aggregates production caused a slight decrease (by ca. 4%) in frost resistance of the examined concretes but still at an acceptable level.
The application of sewage sludge presented in this article is a good perspective for utilization of the increasing sewage sludge quantities resulting from the process of wastewater treatment in Sewage Treatment Plants.
The presented examinations have proven that sewage sludge can be applied as an additive for lightweight aggregate production, which then can be successfully applied for the production of light concretes. Importantly, sewage sludge improves the thermal parameters of lightweight aggregate-concretes, which in turn can increase the energetic performance of the buildings, which are constructed with the use thereof. Unfortunately, the application of sewage sludge decreases the compressive strength, which is not favorable for load-bearing walls of the buildings. Lightweight aggregate-concrete supplemented with sewage sludge, produced, and analyzed in this paper can be successfully applied for production of elements filling wooden structures or in the form of blocks for curtain walls of buildings.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}