1. Introduction
Wear, one of the most frequently encountered failure models for engineering materials, leads to huge economic losses every year. There has been significant interest among the members of the scientific community in developing a variety of wear resistant materials [
1,
2]. Traditional metallic engineering materials designed for structural application find it difficult to satisfy the requirements of higher and higher operating stresses and temperatures in mechanical moving components. Intermetallic compounds are attracting growing attention due to their inherent strong atomic bonds and high hardness, promising good wear resistant materials [
3,
4,
5,
6].
Over the past couple of decades, binary intermetallic compound NiMo with a topologically close-packed δ-phase structure, was studied widely because of its attractive thermodynamic properties [
7,
8,
9]. However, little attention was given to NiMo as a wear material or as a coating, even though some made efforts on its mechanical properties [
10]. From the tribological point of view, the covalent-dominant strong atomic bond endows intermetallic NiMo outstanding adhesive wear resistance, and the high hardness and anomalous hardness-temperature relation provide an excellent abrasive wear resistant property [
11]. Unfortunately, monolithic NiMo is extremely brittle for structural application. Hence, how to improve the toughness of NiMo at low and medium temperature, like other intermetallic compounds, becomes a great and continuous challenge.
To improve room-temperature ductility of intermetallic compounds, recent trends have been to make multiphase composites by introducing a second and even a third phase which neighbors in the equilibrium phase diagram [
12]. The research of Liu et al. discovered that the Nb
SS phase has a remarkable toughening effect in an alloy consisting of Nb
SS and Nb- and Ti-rich silicides, and observed slip steps inside the Nb
SS during crack propagation, which indicated deformation of the alloy occurring in the Nb
SS [
13].
A great number of works have proven molybdenum, as well as other refractory metals, possesses excellent ductility, toughness, and a high melting point, implying it is an ideal toughening phase for the intermetallic compound [
14,
15,
16,
17,
18]. For instance, the alloy consisting of Mo
3Si and Mo
5SiB
2 (T2) as well as Mo-based solid solution phase has shown satisfactory higher fracture toughness values than monolithic Mo
3Si of T2 [
19]. Additionally, for the introductory approach, in situ incorporation of ductile refractory metals into intermetallic compounds has been demonstrated to be effective and practical [
20,
21,
22]. An α-Mo phase, with bcc crystal structure, has been in situ formed successfully in several molybdenum-based metallic silicide alloys as a strategy for improvement of ductility and toughness [
23,
24,
25]. In the light of above understanding, the method of in situ incorporation was employed and the ductile metallic Mo was selected as the toughening phase for the intermetallic compound NiMo in the present investigation. Regarding wear resistance, intermetallic composites toughened by ductile metals could be better than non-toughened, even though it may somewhat offset some deleterious effects associated with the decrease in hardness [
26].
Another focus in this novel alloy design is on understanding that the in situ formation of metallic silicides in Mo–Ni–Si system may further optimize the properties of intermetallic alloy, such as good creep resistance, low density, and wear resistance. Therefore, additional Si was added intentionally in the chemical composition for the purpose of achieving one or more in situ metallic silicide phases. To be satisfied, a certain amount of Mo
2Ni
3Si phase was identified in novel Mo–40Ni–13Si alloy through the appropriate design of chemical composition and careful control of the manufacturing process. It is better that Mo
2Ni
3Si ternary metal silicide formed in the solidification process than appearance of binary metal silicides, because ternary metal silicides exhibit better mechanical properties resulting from the comparatively weaker atomic bonding [
27]. Furthermore, metallic slilicide Mo
2Ni
3Si has relatively good toughness and high hardness, and is a promising reinforcement phase for wear resistant metallic materials [
28].
In this work, we proposed a novel multiphase intermetallic alloy in ternary Mo–Ni–Si system which is designed to be used as a structural coating material in wear environments. Microstructure was characterized and solidification process of novel intremetallic alloy was analyzed. Tribological properties were evaluated under dry sliding wear test conditions at room temperature, and the governing wear mechanisms were discussed according to the examination of the worn surface, debris, and subsurface with scanning electron microscopes (SEM). To rank the improvement of wear resistance, the potential matrix steel materials, hardened 0.45%C steel and austenitic 1Cr18Ni9Ti stainless steel, were selected as wear test reference materials.
2. Experimental Procedures
2.1. Alloy Preparation
The Mo–40Ni–13Si alloy was manufactured using commercially pure molybdenum (99.9%), nickel (99.5%), and silicon (99.96%) with a particle size of 40 to 74 μm. The proportional Mo–Ni–Si powder blends in the chemical composition Mo–40Ni–13Si (at %)were preheated at 120 °C for 4 h to thoroughly eliminate the absorbed moisture, and then melted using an arc-melting furnace in argon atmosphere. The technical parameters for the fabricating process were taken according to preliminary works, which are optimized to be an electric current of 300 A, voltage of 10–12 V, and the pressure of 65 kPa. All ingots were remelted three times to make it homogeneous prior to use for microstructure characterization, hardness, and wear testing.
2.2. Microstructural Characterizations and Hardness Tests
Several typical ingots of Mo–40Ni–13Si alloy were cut along the vertical section in the middle for microstructure characterization. The metallographic samples were prepared using standard mechanical polishing (ground using a range of 400–1500 grinding paper and polished by diamond paste from 6 to 1 μm) and chemical etching procedures (etched in HF:HNO3:H2O solution with volume ratio of 1:6:7). The observations of microstructure were carried out using Axiovert 200mat invert-type optical microscope (OM, Carl Zeiss Light Microscope GmbH, Göttingen, Germany) and KYKY-2800B scanning electron microscope (SEM, KYKY Technology Development Ltd., Beijing, China) with secondary electron imaging mode and energy dispersive spectroscopy (EDS, KYKY Technology Development Ltd., Beijing, China) analysis. X-ray diffraction (XRD, Rigaku Corporation, Tokyo, Japan) analyses were conducted to verify the phase constituents of the alloy by D/MSX2500PC X-ray diffractometer using Cu Kα radiation with a scanning rate of 5°/min.
The micro-hardness of Mo–40Ni–13Si alloy was measured under a load of 500 g and a load dwell time of 15 s using a digital HXZ-1000 micro-hardness indenter (Shanghai Optical Instrument Factory, Shanghai, China). The micro-hardness value of this alloy was determined by taking the mean of at least five successful measurements. For quantitative analysis of the microstructure, linear intercept method was used for the purpose of determining the volume fraction of individual phase.
2.3. Wear Tests
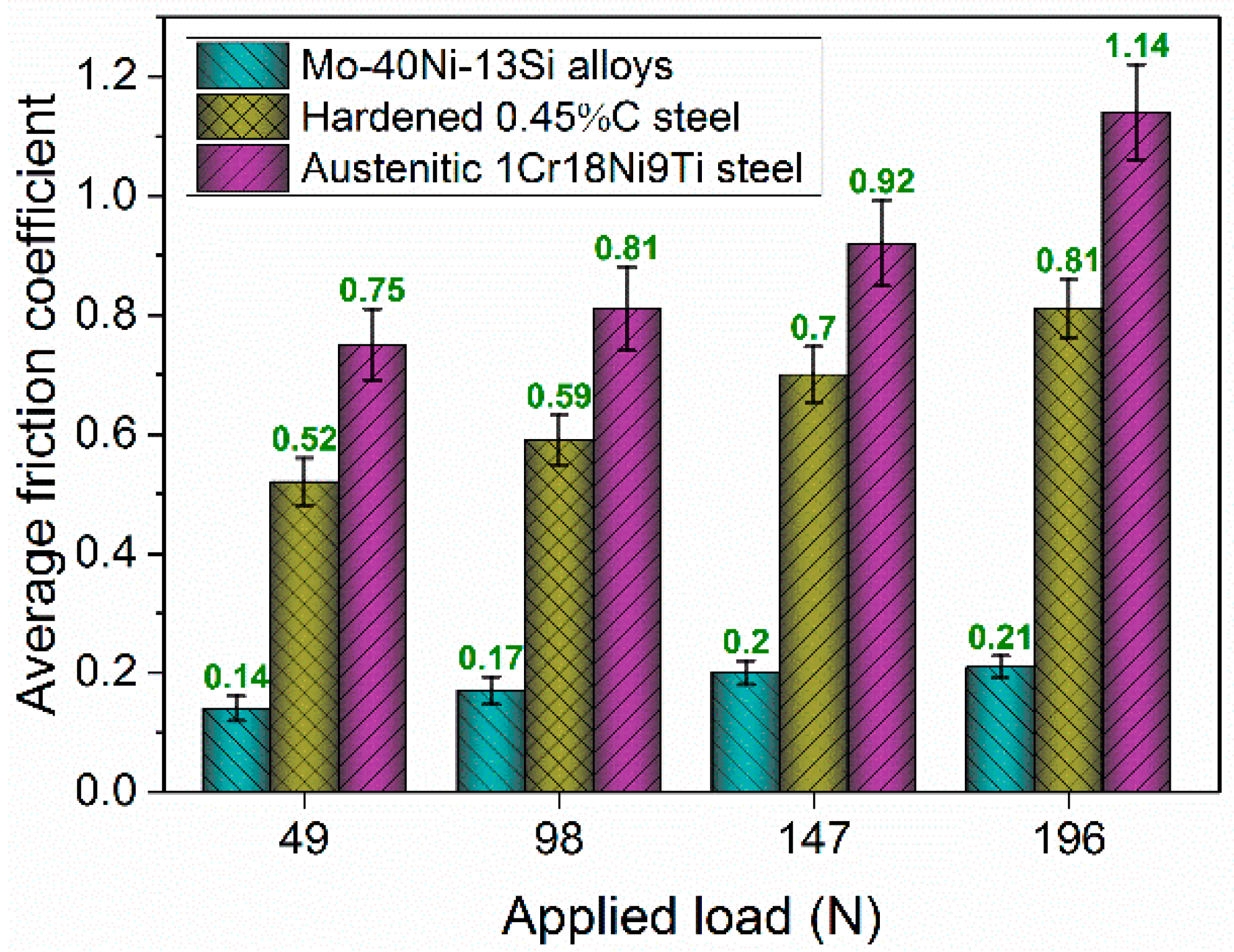
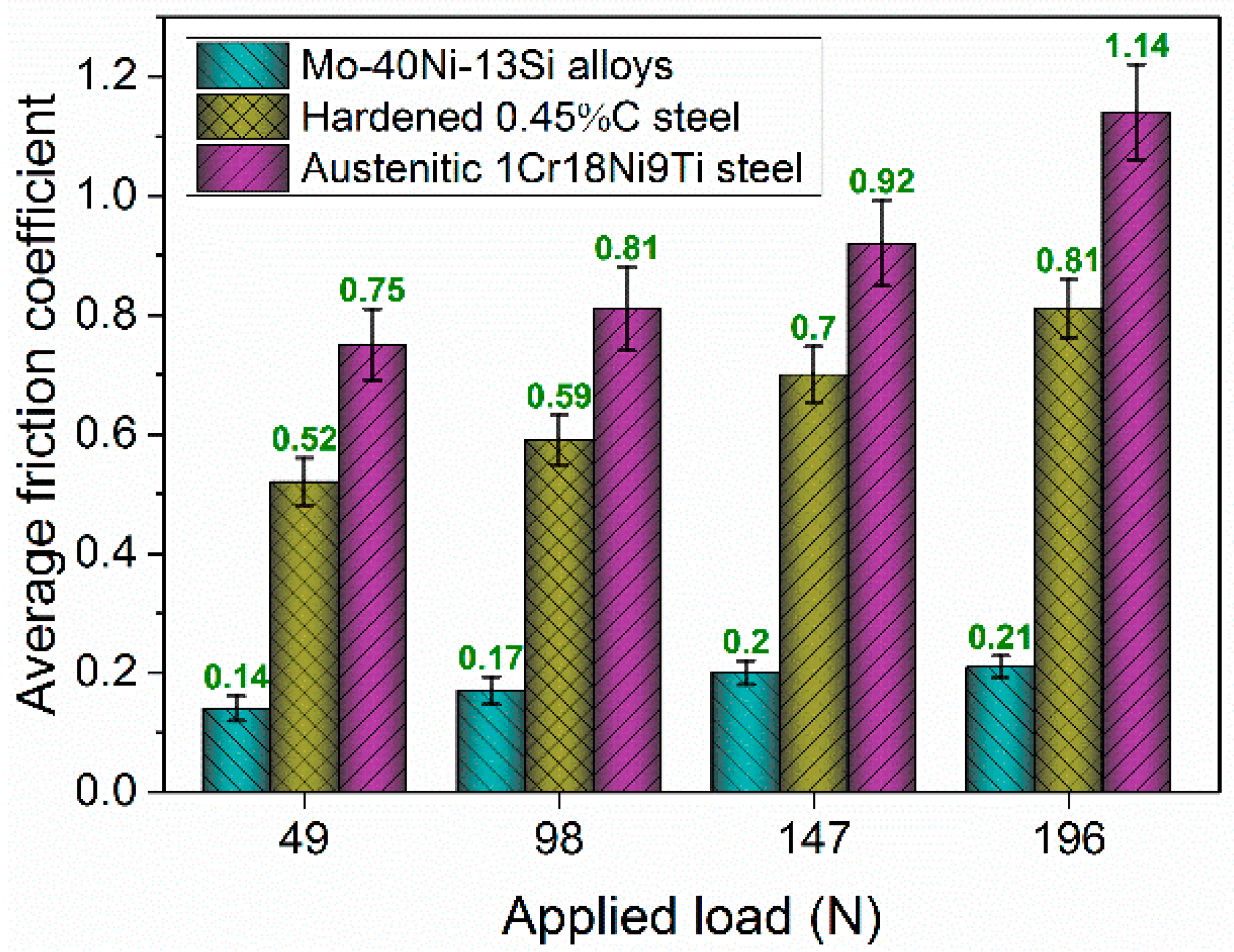
All block-like Mo–40Ni–13Si alloy specimens for wear tests were extracted from the central regions of the arc-melted ingots in the cubic form with a size of 10 mm × 10 mm × 10 mm. The highest potential application of the Mo–40Ni–13Si alloy is as a coating material on engineering steel matrixes. Hence, two most-widely applied engineering materials, hardened 0.45%C steel and austenitic 1Cr18Ni9Ti stainless steel, were selected as comparison test materials in order to rank the increase in wear resistance. The hardnesses of reference hardened 0.45%C steel and austenitic stainless steel 1Cr18Ni9Ti are about HV260 and HV640, respectively.
Prior to wear tests, sample preparation involving grinding and polishing were performed with optimum procedures to achieve repeatable results, considering the effect of roughness and flatness on wear process, especially in the initial stage. The surfaces of the samples were ground using 600, 800, 1200, and 1500 grinding papers and then polished with 6, 3, and 1 μm diamond pastes, after which the samples were cleaned with acetone in ultrasonic cleaner.
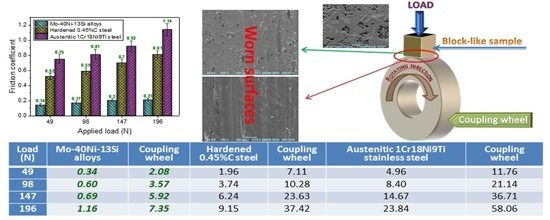
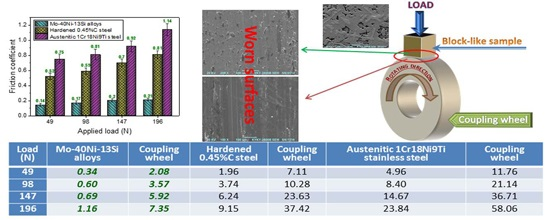
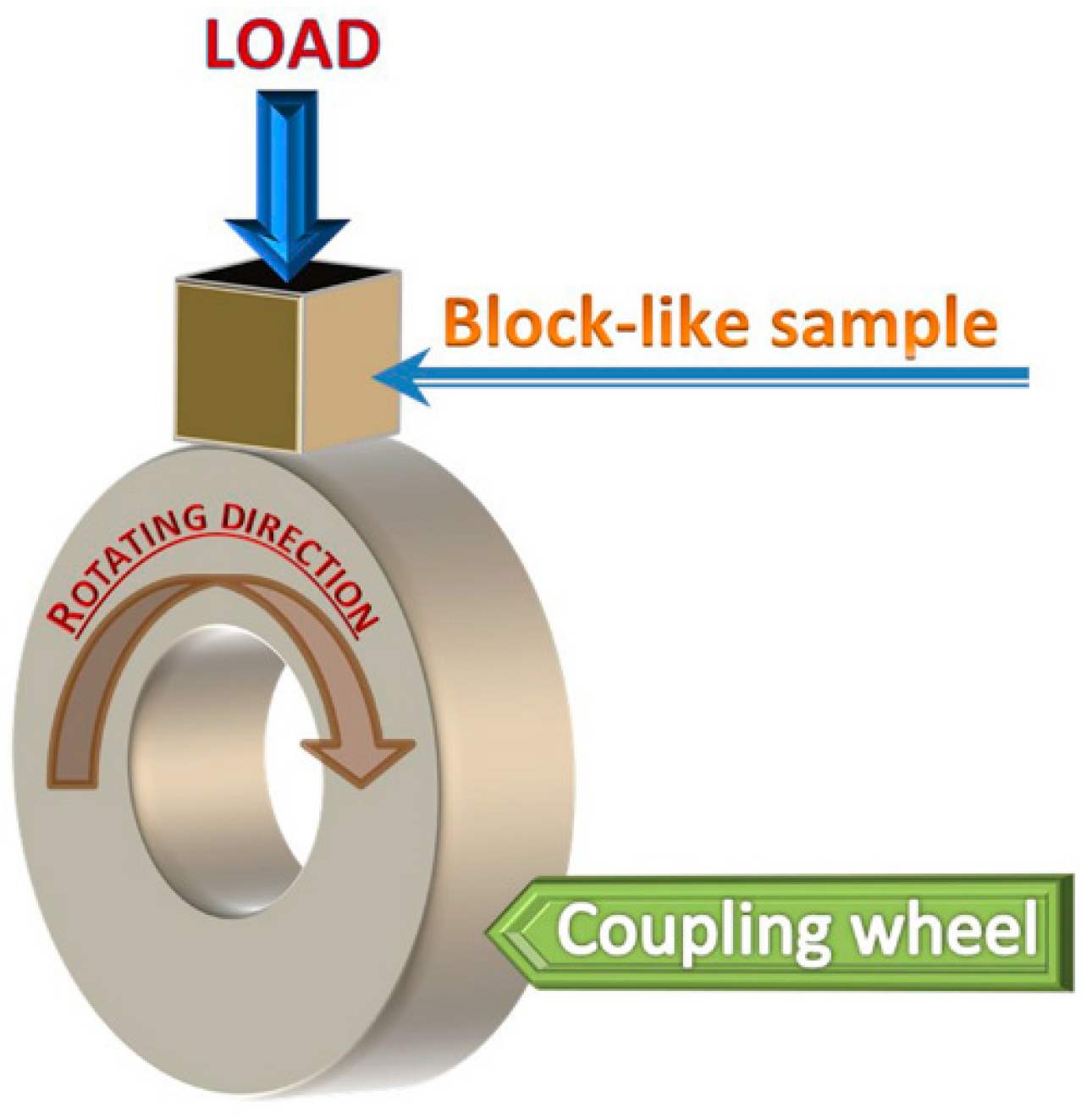
The sliding friction and wear tests were carried on a MM-200 type block-on-wheel mode machine, the schematic diagram of which is given in
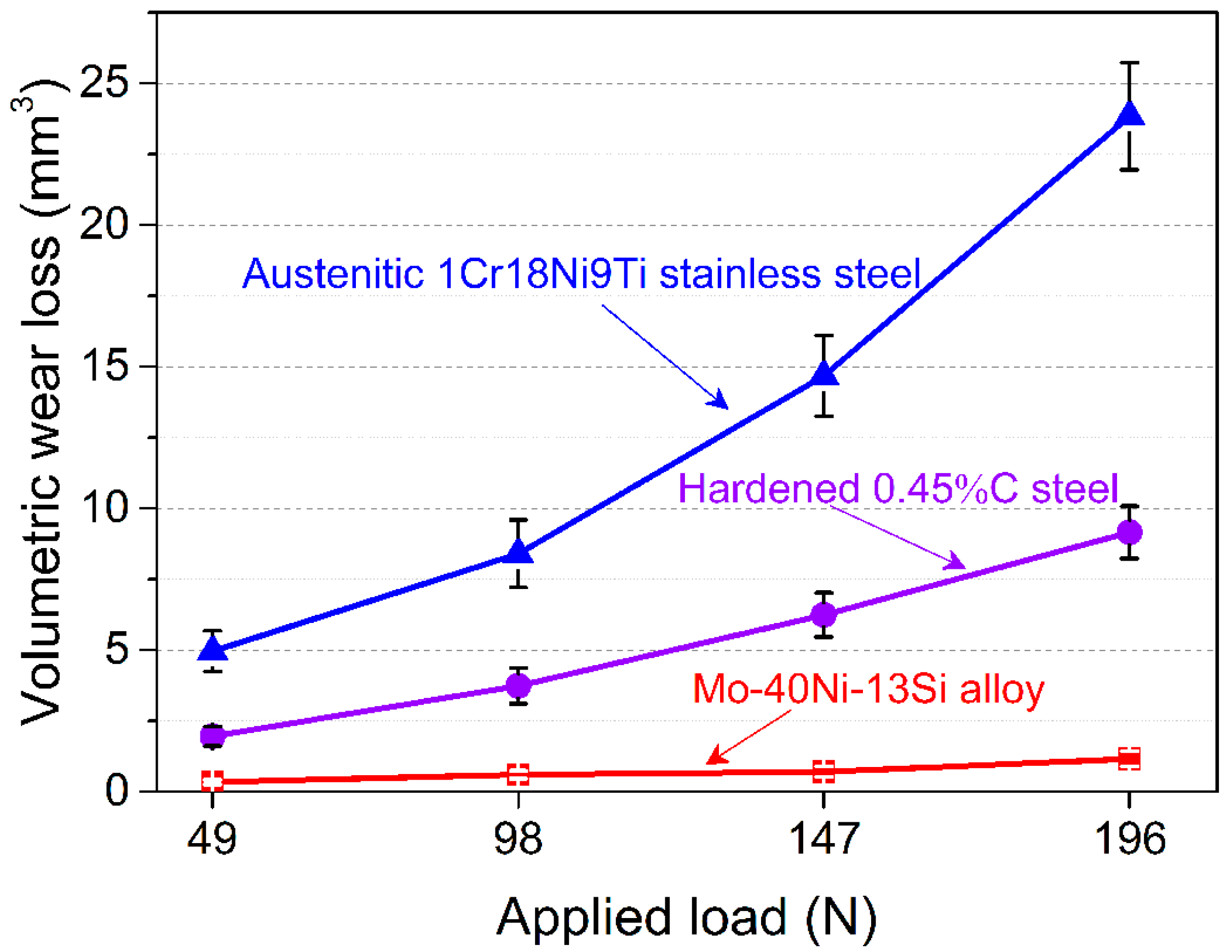
Figure 1. The block-like specimen is pressed against the outer periphery surface of a hardened 1.0%C–1.5%Cr bearing steel wheel (measured hardness of HRC63 ± 1) rotating at 400 rpm. Wear tests were conducted at a 49, 98, 147, and 196 N applied load, 0.92 m/s sliding speed, and a total 3312 m sliding distance at ambient temperature in air.
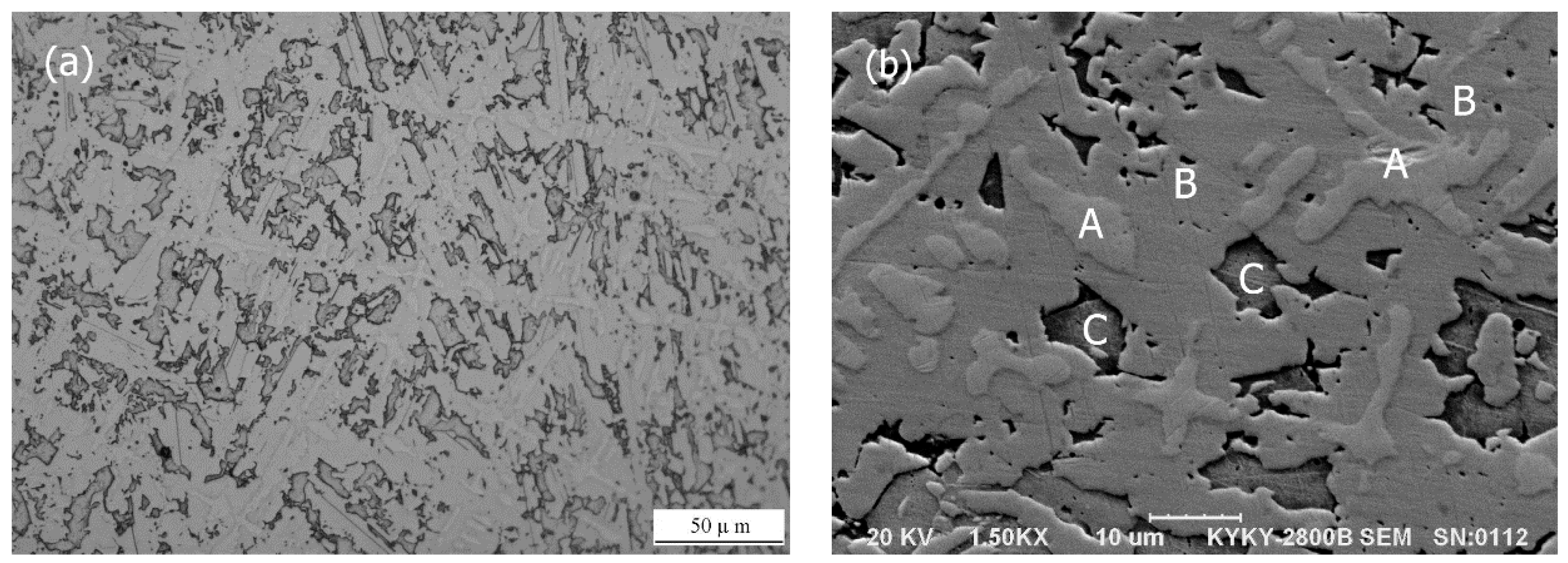
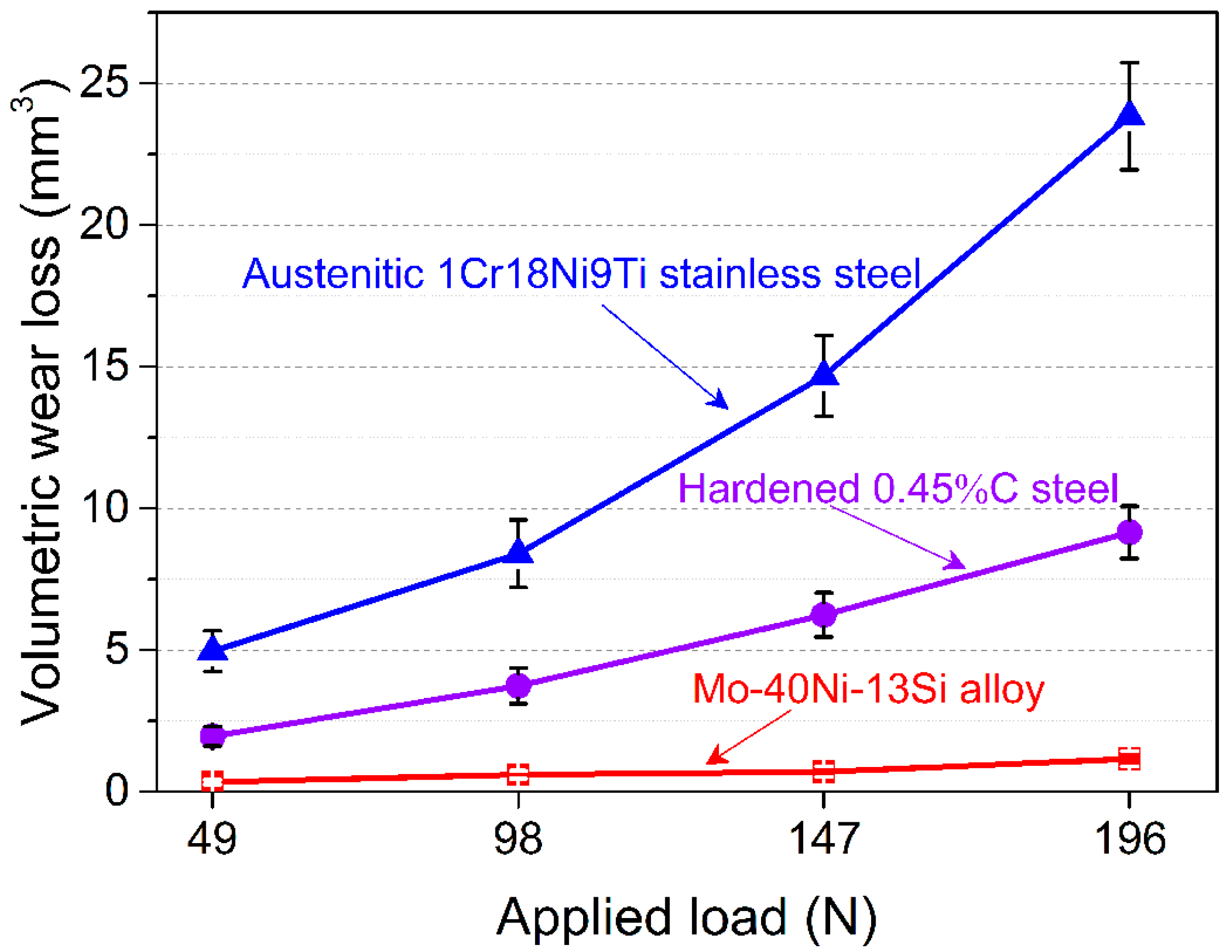
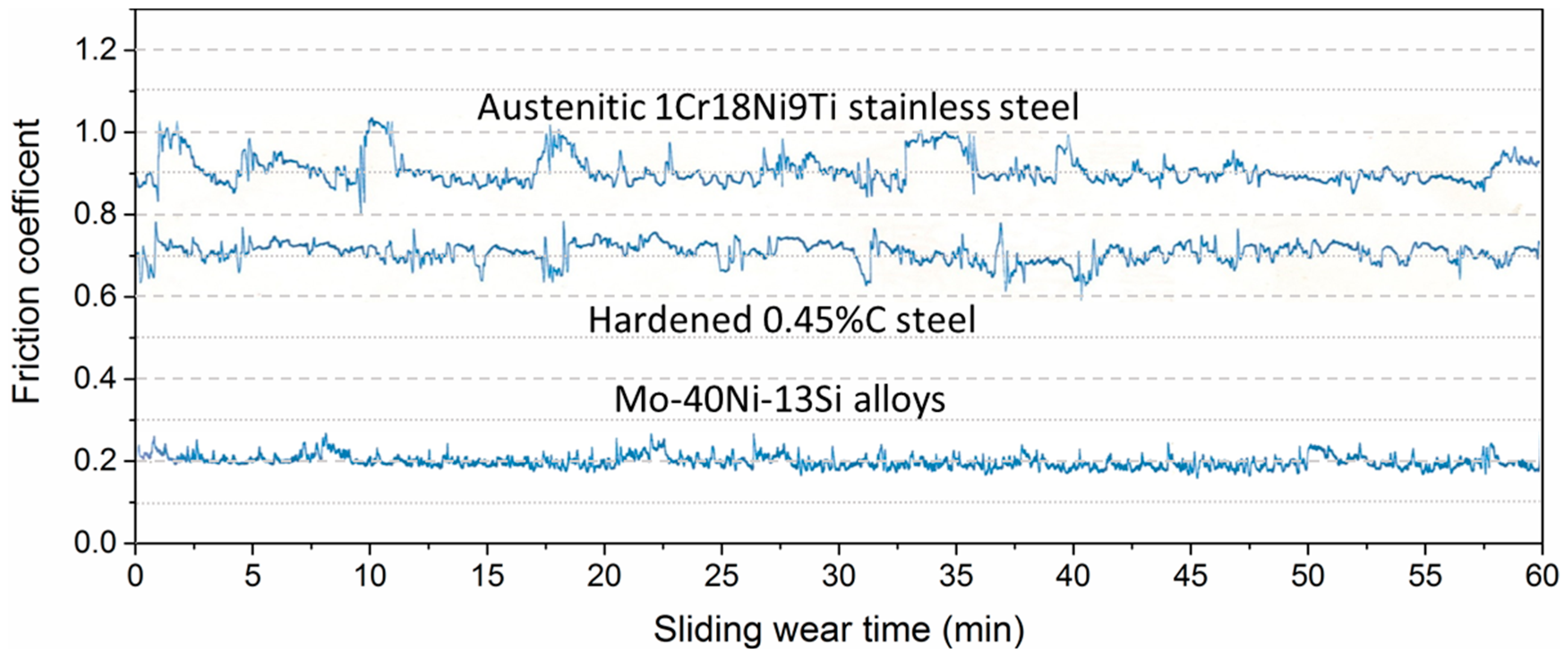
The weights of the test samples and counterpart wheels were measured before and after the wear experiments using electronic scales with 0.1 mg accuracy. The volumetric wear loss, converted from the weight loss with the aid of a density measurement using the Archimedes principle, was employed to evaluate the wear resistance of test materials. The average friction coefficient μ was calculated according to the formula μ = T/RP, where T represents the friction torque, R represents the wheel radius, and P is the contact load applied on the block-like specimen. Worn surface morphologies, subsurface microstructure, and debris collected in the wear tests process of both Mo–40Ni–13Si alloy and reference test steels were finally observed by scanning electron microscope (SEM) and energy dispersive X-ray spectroscopy (EDS) analysis in order to explore the corresponding post-experimental wear mechanisms.
4. Discussion
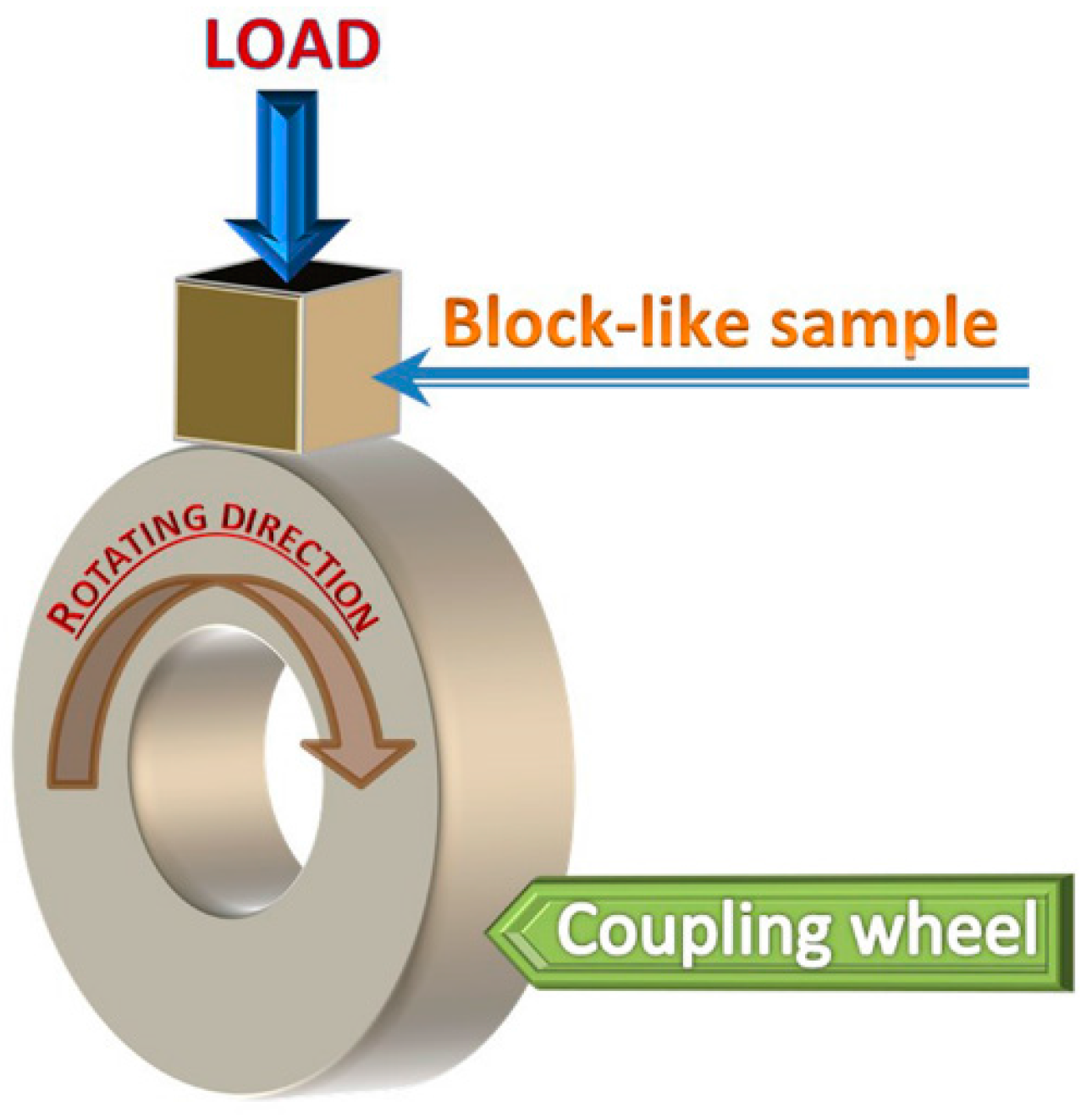
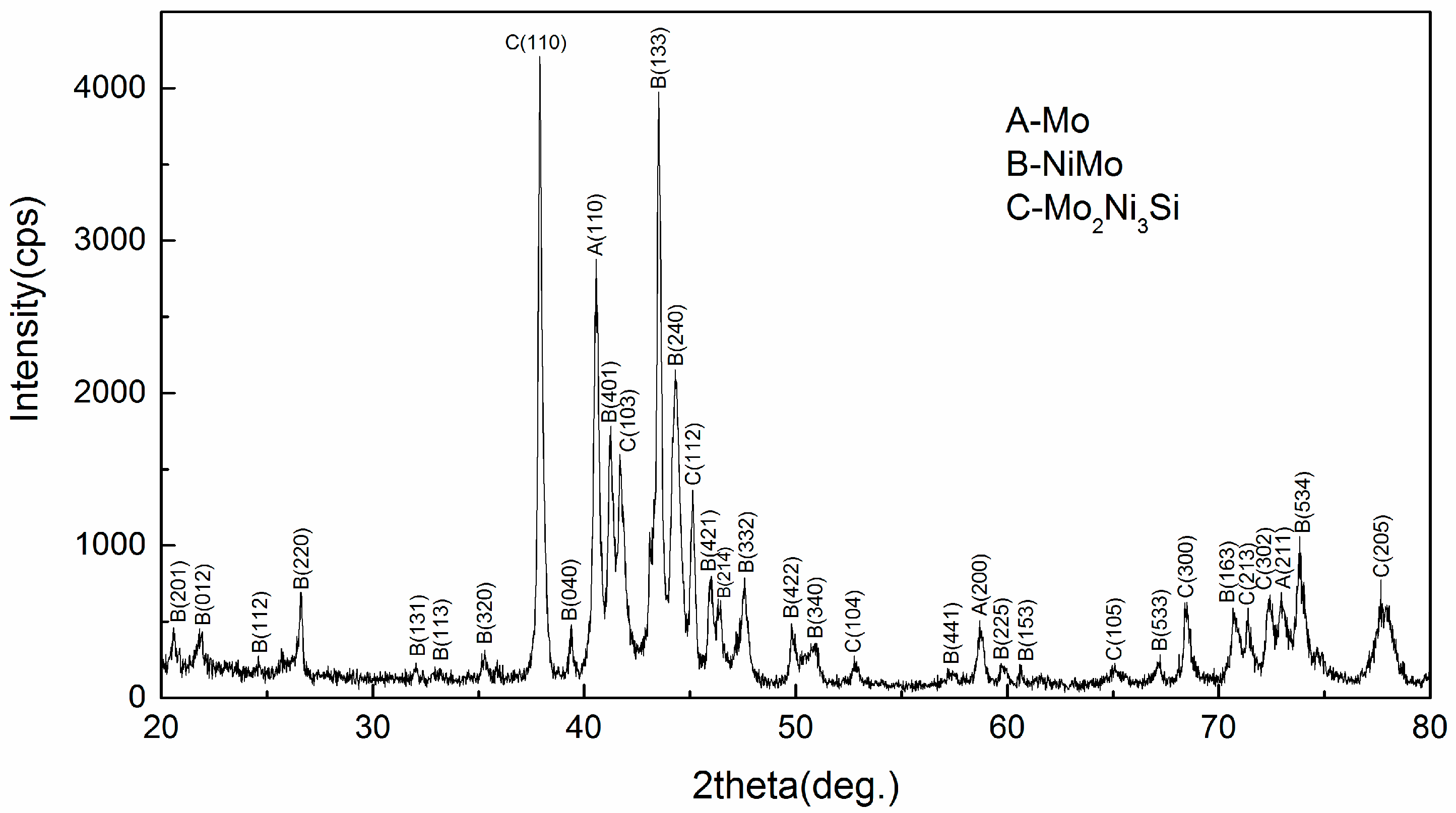
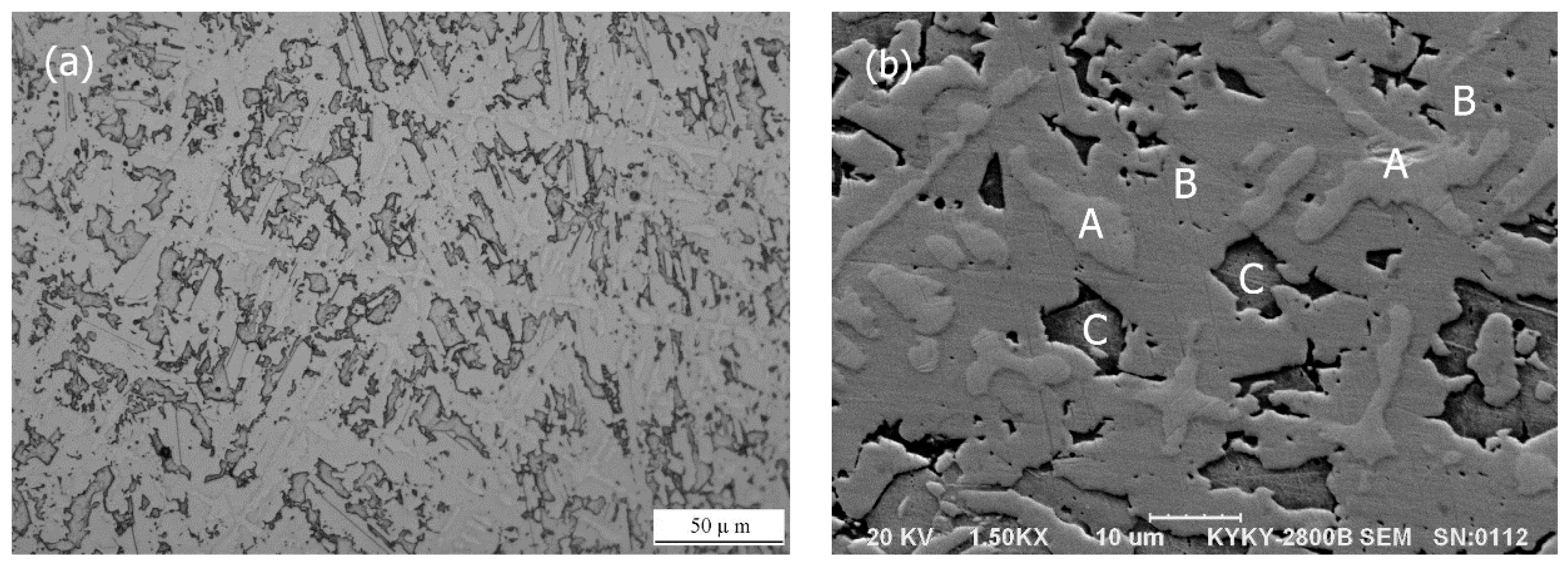
The microstructure of the arc-melted Mo–40Ni–13Si intermetallic alloy (shown in
Figure 3) demonstrates the presence of intermetallic NiMo phase, as well as a certain amount of molybdenum dendrites and ternary metal Mo
2Ni
3Si silicide at room temperature, which is consistent with the alloy design in high quality. Now, it is necessary to analyze the solidification process of the Mo–40Ni–13Si multiphase alloy because, up to the current knowledge accessible for the authors, little information is given concerning the solidification of the ternary Mo–Ni–Si system alloy.
Refractory metal Mo firstly started nucleating and growing as the liquid alloy cooled, because Mo has the highest melting point (2623 °C) among three phases of the Mo–40Ni–13Si alloy. In the very beginning of solidification, the nucleation location of the Mo crystalline grain is random in homogeneous melt if the heterogeneous nucleation on the surface of the crucible is not taken into account, which featured a uniform distribution of Mo dendrites in the microstructure. The Mo grain grew dendritically with successive solidifying and the change of solid and liquid phase composition depended on the local temperature and phase diagram.
Following that, the remaining liquid became relatively poor in Mo and rich in Ni, and the binary intermetallic compound NiMo phase formed surrounding Mo dendrites through peritectic transformation (L + α(Mo)→ δ(NiMo) at 1362 °C). As indicated in
Table 1, an excessive amount of Si (approximately 10%) was dissolved in the NiMo phase, which considerably surpassed the limit in that Si in NiMo δ-phase should be less than 1% (at %) [
30]. The reason behind this is possibly the incomplete diffusion of Si owing to non-equilibrium solidification of undercooled Mo–40Ni–13Si alloy melt at a fast cooling rates.
Ternary metal silicide Mo
2Ni
3Si is a typical
hP12 MgZn
2-type Laves phase with the lattice parameters of
a = 0.47 nm and
c = 0.747 nm. The MgZn
2-type Laves phase was reported to be stable below 1200 °C [
30]. Hence, further decreasing the melt temperature and continuously changing the element content in the molten alloy, Mo
2Ni
3Si phase formed as the solidification product of the remaining residual liquid in the last period of the solidification process.
The magnitude of the wear loss depends on the metallographic structure of the work-materials. In this regard, the novel Mo–40Ni–13Si multiphase intermetallic alloy appears to have an ideal microstructure. The refractory metal Mo is well known for its ductility and toughness, and the ternary metal silicide Mo
2Ni
3Si with topologically closed packed (TCP) structure possesses high hardness and strong atomic bonds. More importantly, the uniform distribution of ductile fine Mo dendritic phase and hard Mo
2Ni
3Si on continuous matrix composed by binary intermetallic compound NiMo (having a complex ordered orthorhombic pseudo-tetragonal structure [
31]) provides the Mo–40Ni–13Si alloy an excellent combination of strength and toughness, which is undoubtedly beneficial for tribological properties.
Besides the microstructure, the wear of metallic materials is directly proportional to hardness. In resisting abrasive wear attacks, such as micro-cutting and -plowing, binary intermetallic compound NiMo and molybdenum nickel silicide Mo2Ni3Si phases play a critical role because of the inherent high hardness, under dry sliding wear test environments. Moreover, the Mo2Ni3Si phase scattered on continuous NiMo matrix can endure the frictional heating and maintain its high hardness during the dry sliding wear process even under a high contact load of 196 N, which resulted from the anomalous hardness-temperature relationship of metal silicides.
The behavior of metallic materials in wear conditions is not determined by microstructure and hardness, but also by chemical affinity of decoupled wear elements. The two steel comparison materials have the same metallic bond with the wear coupling wheel, which lead to a strong chemical affinity and serious wear loss. While the covalent-dominant atomic bonding attributes of NiMo and Mo
2Ni
3Si phases in the Mo–40Ni–13Si alloy lead to poor chemical affinity with its wear steel counterpart. It is the reason why no metallic adhesion occurred between the sliding surfaces when the novel intermetallic alloy had a slide-interaction with the metallic counterpart (hardened 1.0%C–1.5%Cr bearing steel wheel). Therefore, the strong covalent-dominant atomic bonding attributes of NiMo and Mo
2Ni
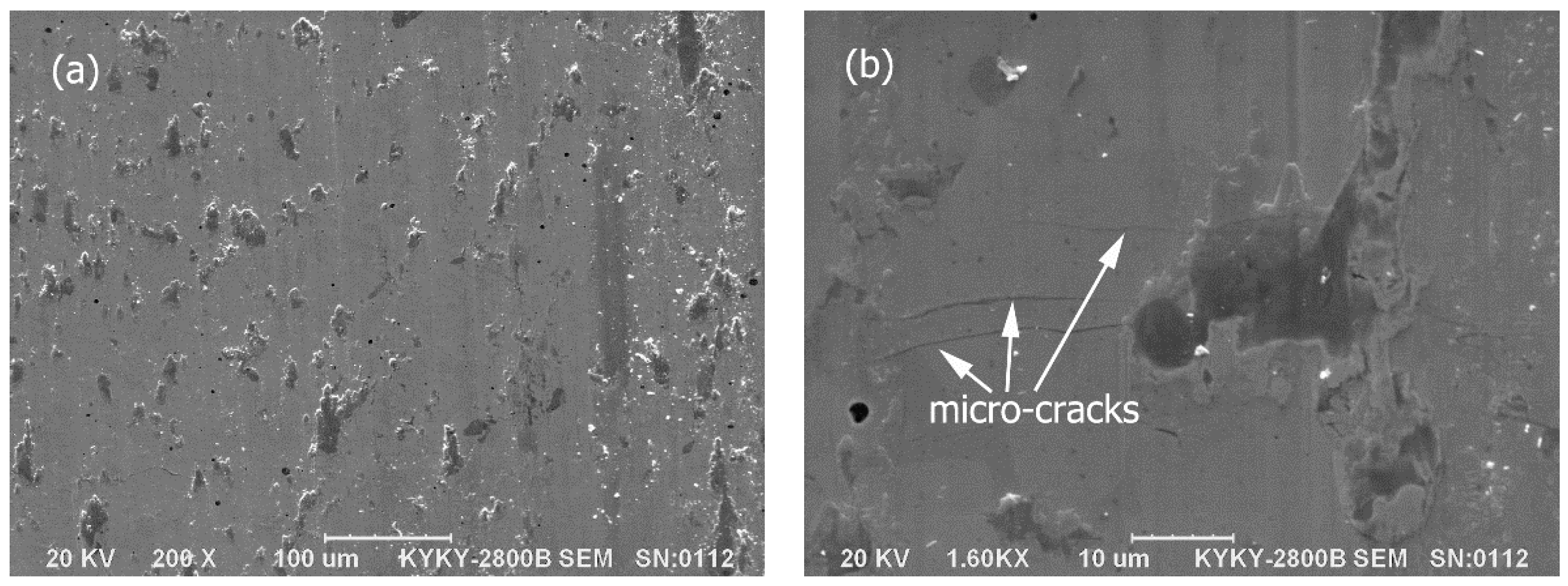
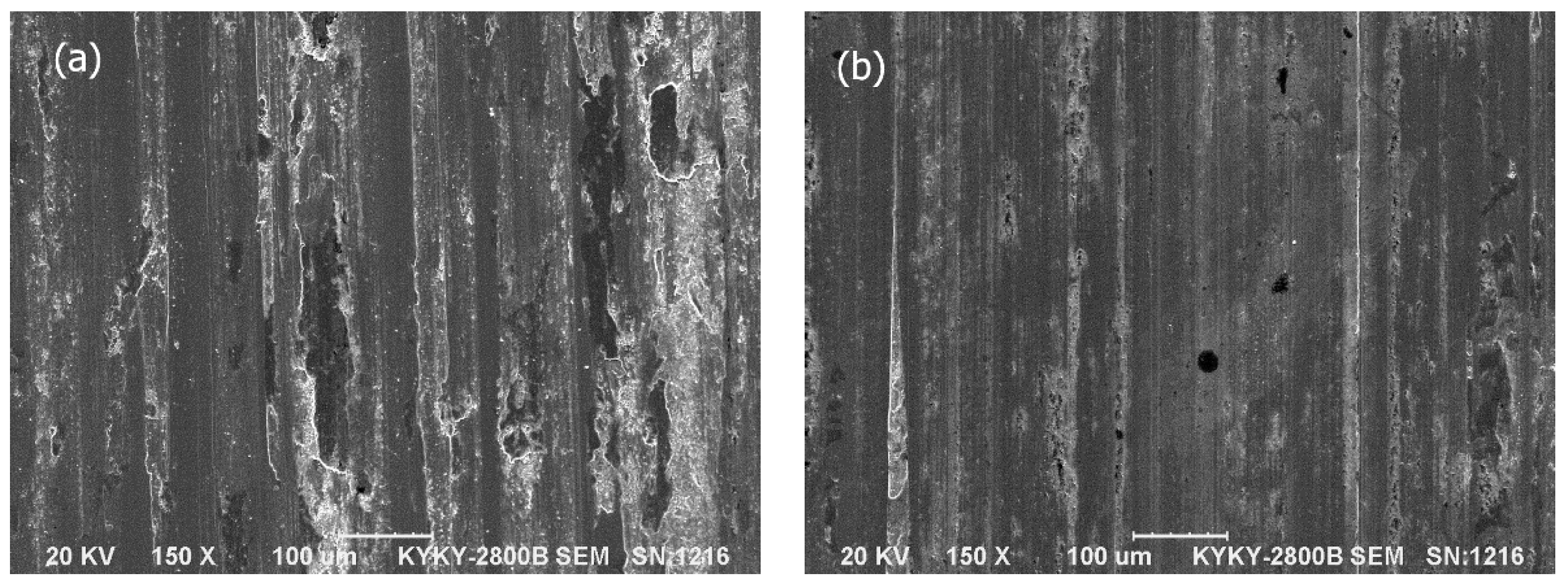
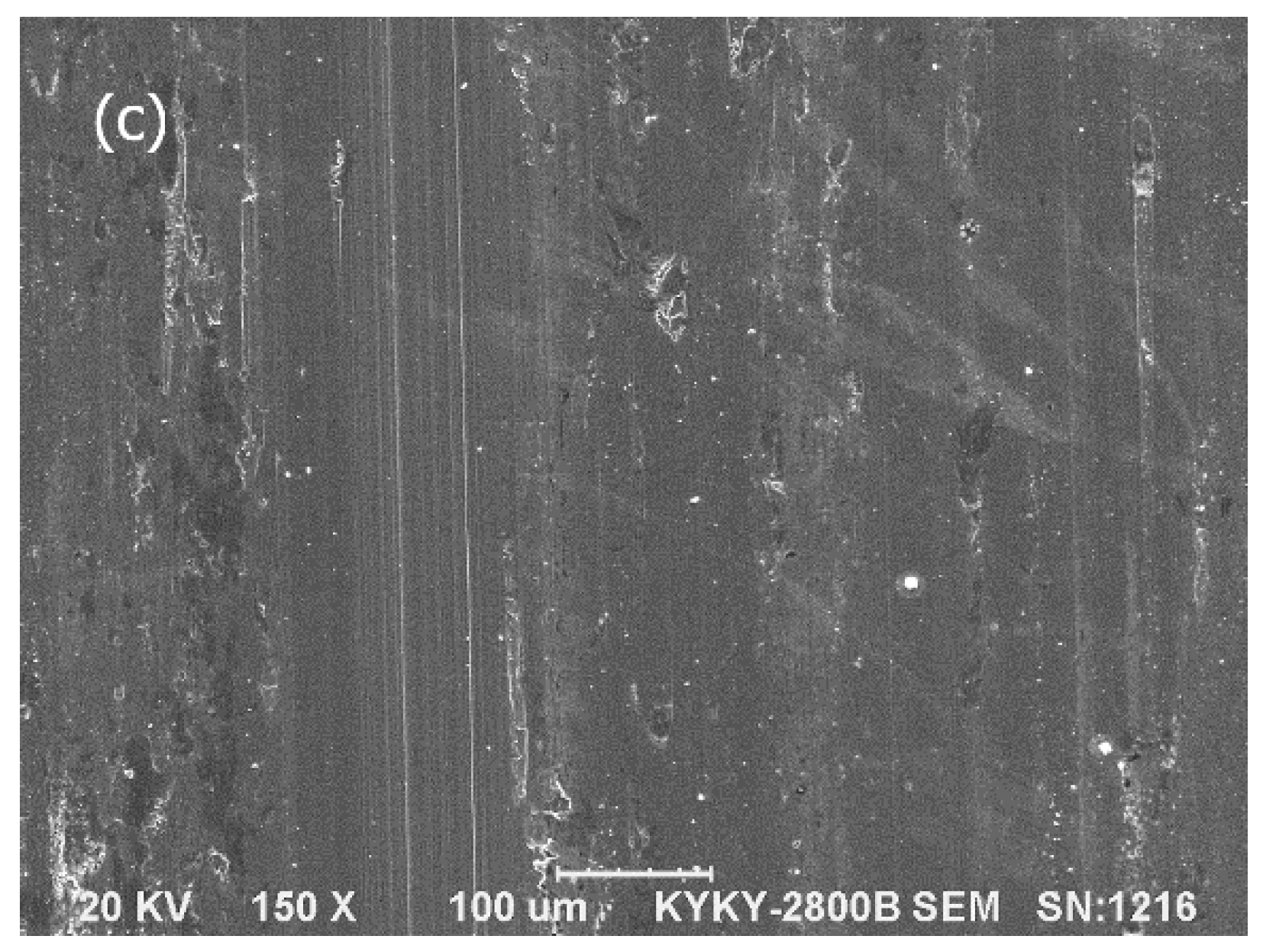
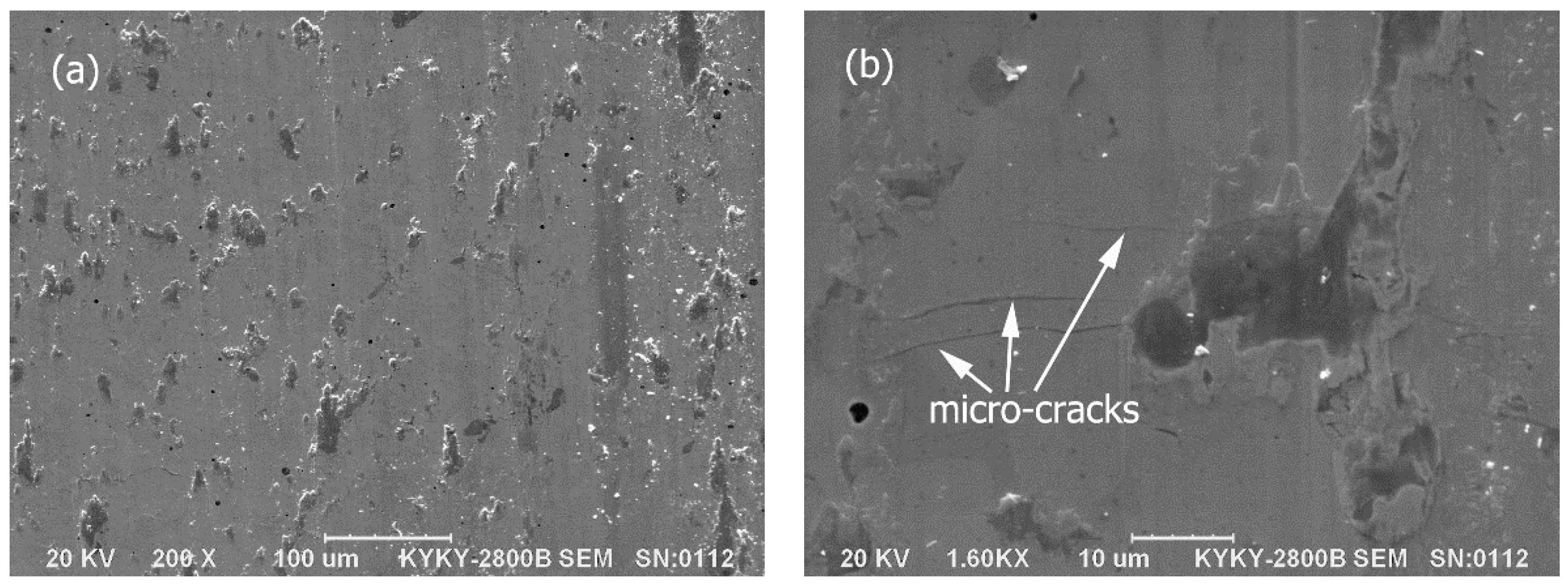
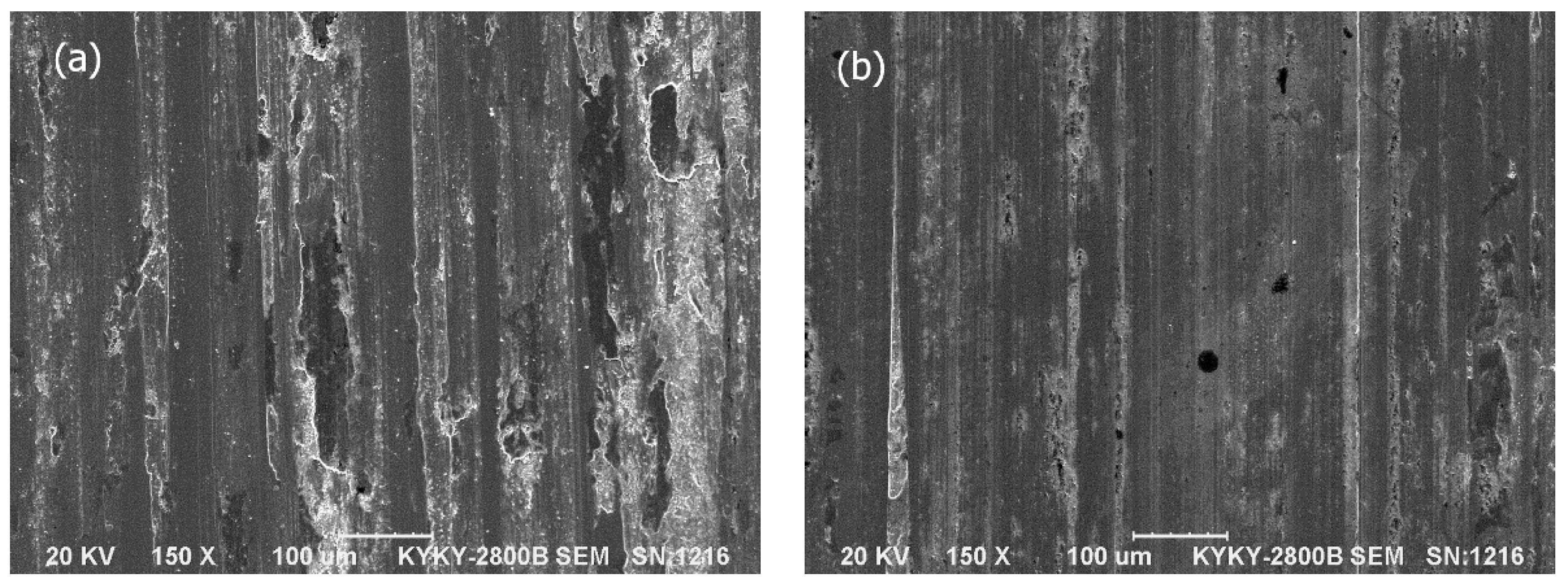
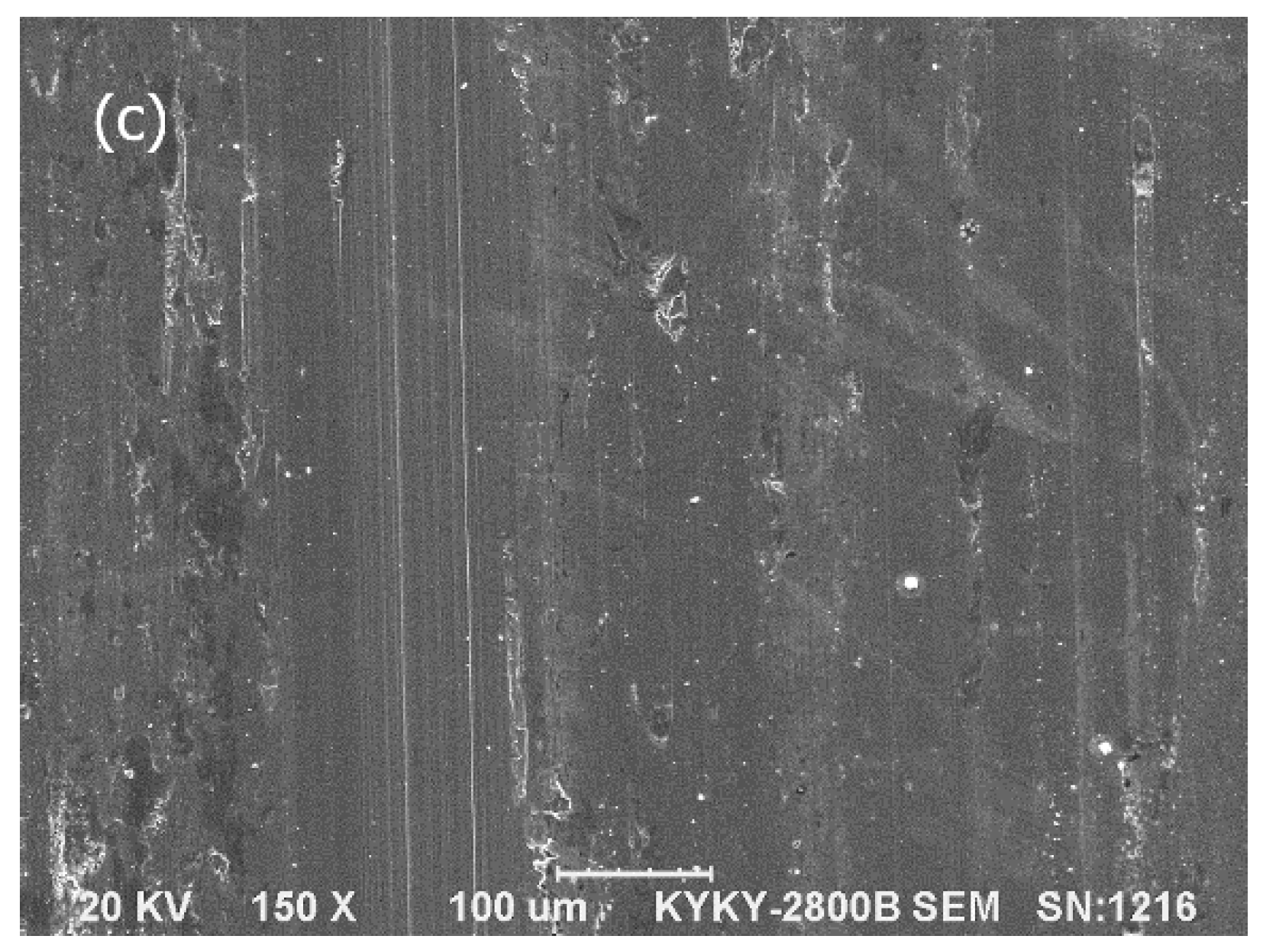
3Si phases endow the Mo–40Ni–13Si alloy excellent resistant capability to adhesive wear damages from metallic bonding to its steel counterpart, and prevented the intermetallic matrix from plastic deformation, adhesion, and materials-transferring, as well as a welding joint to the metallic asperities on the contact surface of the slide-coupling metallic counterpart. Both the block-like alloy sample and metallic coupling wheel gave a relatively smooth worn surface after the wear test, as indicated in
Figure 8 and
Figure 9c. Furthermore, the low friction coefficient and excellent metallic tribological compatibility of the Mo–40Ni–13Si alloy are also apparently results of the different atomic bonds with the coupling steel wheel
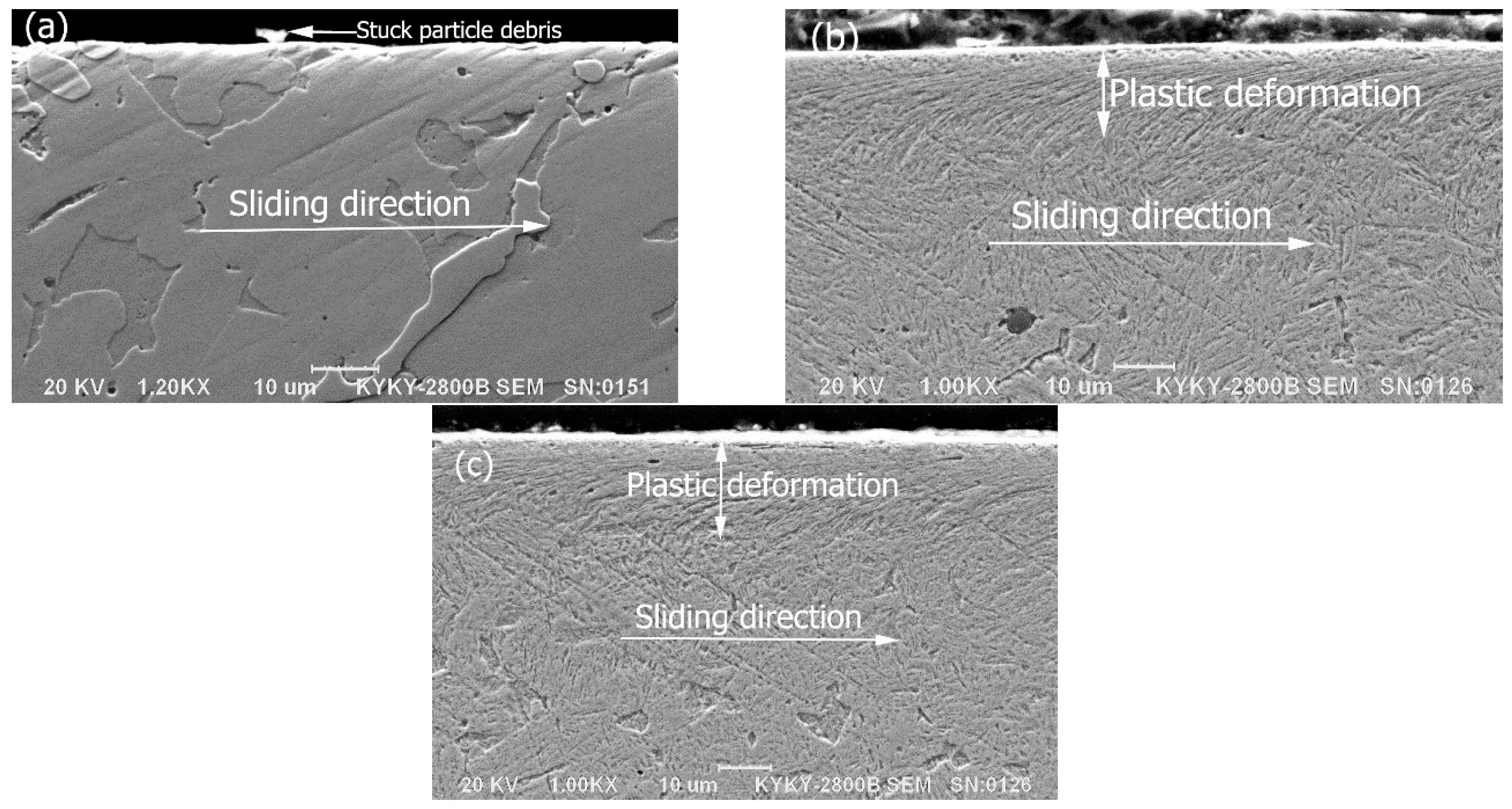
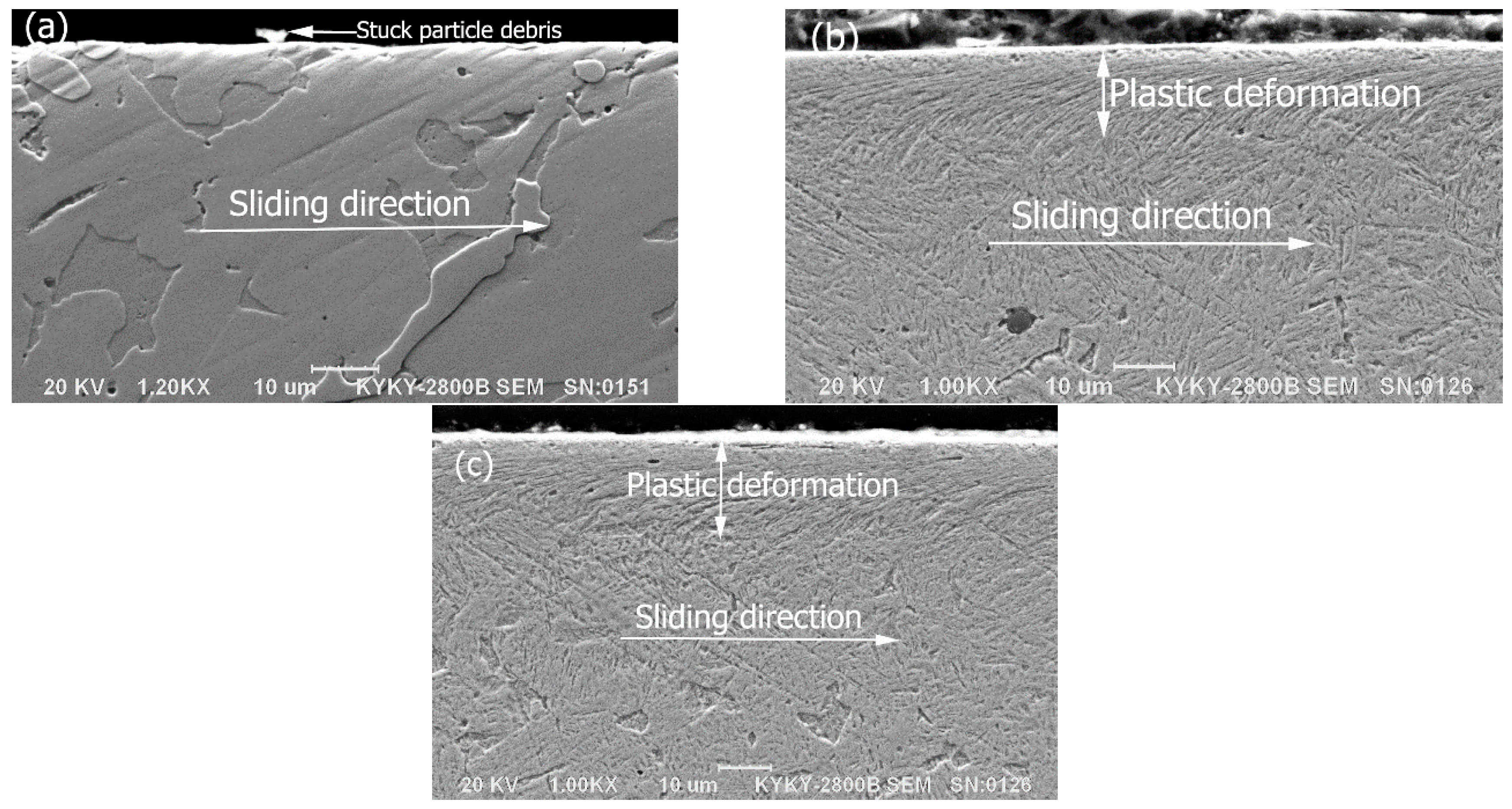
Besides the above mentioned, the increase in wear resistance of the Mo–40Ni–13Si alloy can also be associated with the contribution of ductile Mo phase on toughness improvement. Note that some micro-cracks formed in the brittle intermetallic compound matrix of the Mo–40Ni–13Si alloy, as displayed in
Figure 8b. In the friction and wear test process, the block-like alloy sample suffered not only normal compressive stress from the coupling steel wheel but also shear stress induced by friction between two contact surfaces, which is responsible for the formation of micro-cracks on the brittle intermetallic matrix. The driving force to initiate micro-crack extending is higher relative to NiMo and Mo
2Ni
3Si phase when the micro-cracks grew approaching the ductile Mo phase. The propagating crack became locally impeded in front of ductile Mo dendrites. These phenomena imply that the in situ incorporation and even distribution of refractory metal Mo with high ductility and toughness in the intermetallic compound matrix also had a dominant role in supplying an excellent toughening effect. The increase in ductility is also a highly desirable property for wear resistance intermetallic-based materials. Combining the worn surface and debris morphologies, taking the friction coefficient into account, the dry sliding wear process could be deduced as follows. For two reference metallic materials, serious abrasive and adhesive wear practices, which are characterized by unwanted displacement and attachment of wear debris and materials from one surface to another, happened following the short early run-in period. Whereas, for the novel Mo–40Ni–13Si alloy, the adhesion on contact surfaces is difficult owing to the different atomic bonding features between the test alloy and coupling 1.0%C–1.5%Cr bearing steel wheel. The rotating steel wheel was removed gradually in the form of micro-cutting by coupling the block-like alloy specimen. The metal debris, mainly produced from the steel wheel, was oxidized under the effect of friction heat. Some wear debris on the sliding surfaces became metal oxide layers during the sliding motion, which produced an anti-wear effect. The tiny debris particles likely act as a good solid lubricant between the wear couples and hence are helpful to the improving of wear resistance and metallic tribological compatibility. Therefore, the Mo–40Ni–13Si alloy only suffered soft abrasive wear from debris and superficial oxidation due to tribo-chemical reactions. This is highly consistent with the low wear loss and smooth worn surface.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}