
Prediction of the Vickers Microhardness and Ultimate Tensile Strength of AA5754 H111 Friction Stir Welding Butt Joints Using Artificial Neural Network


 ,
, 
Abstract
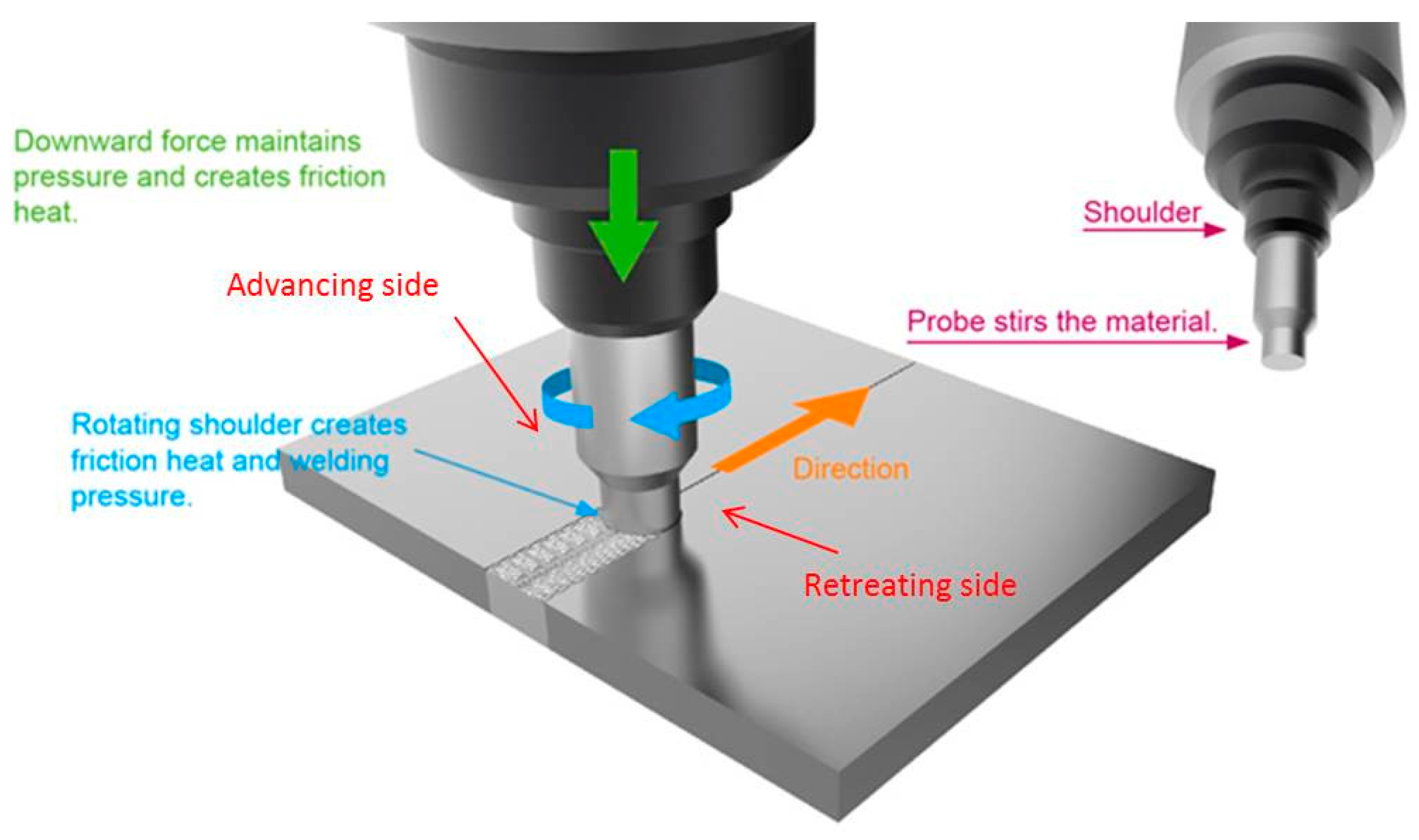
:1. Introduction
2. Materials and Methods
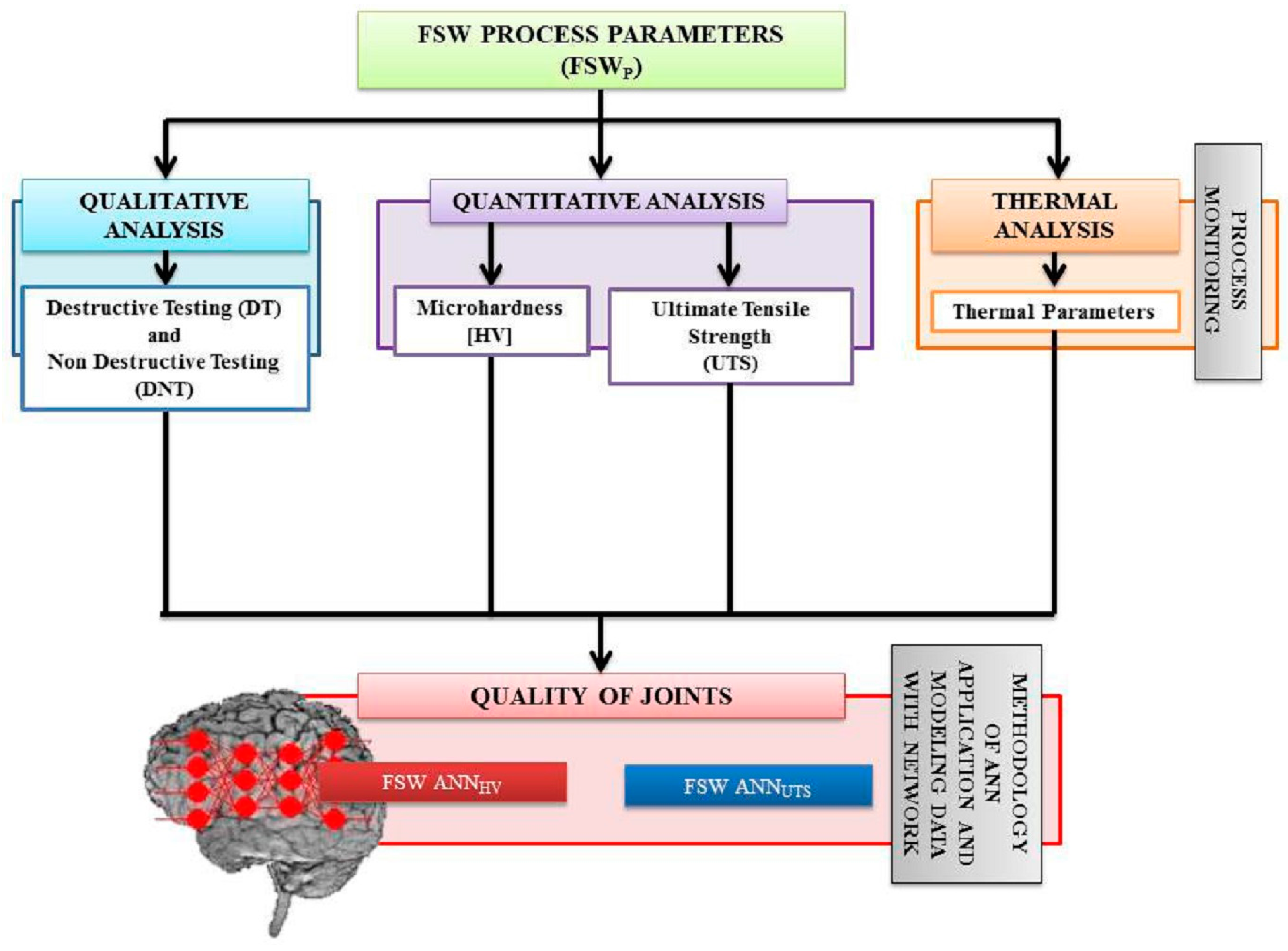
2.1. Data Analysis
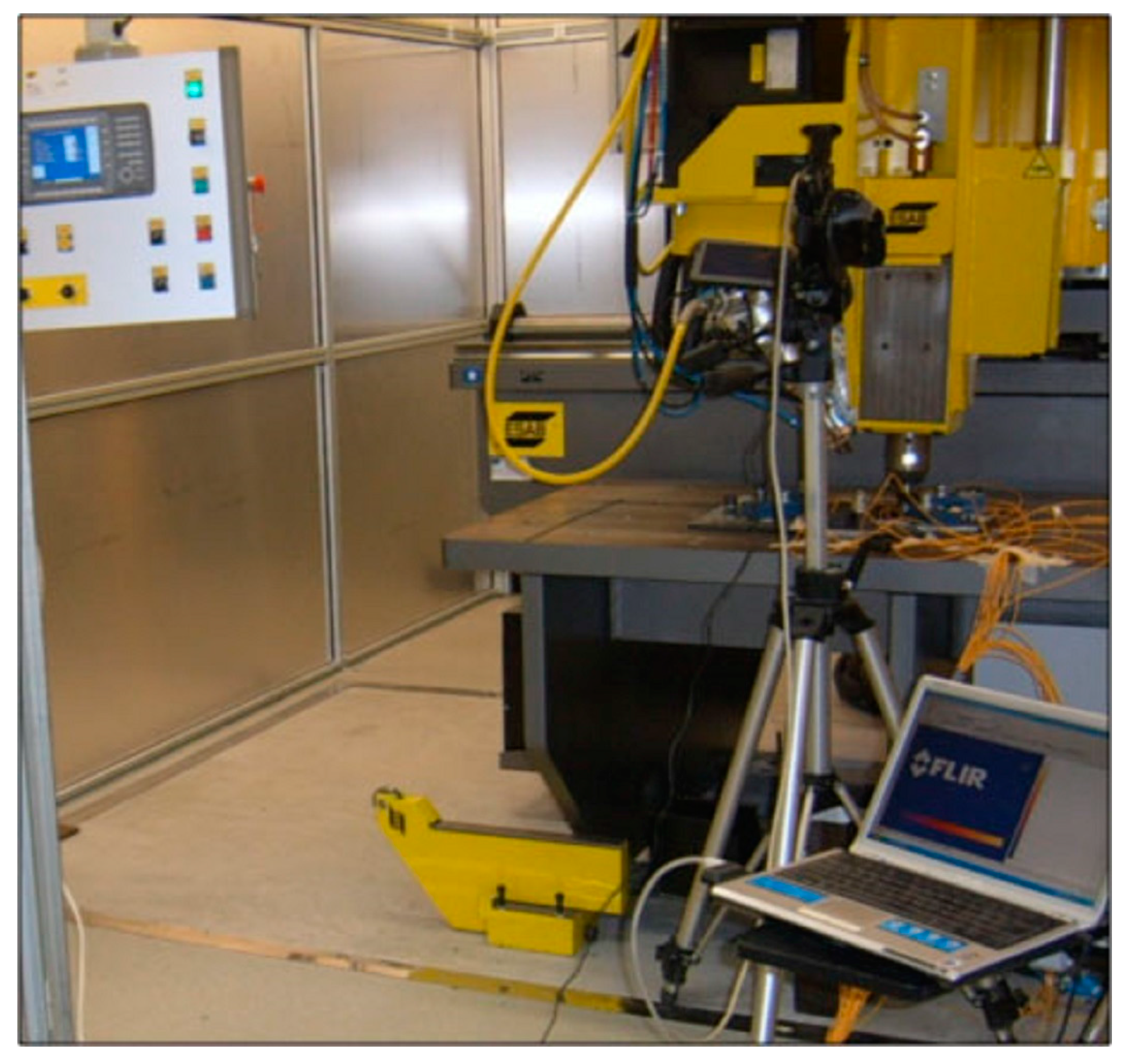
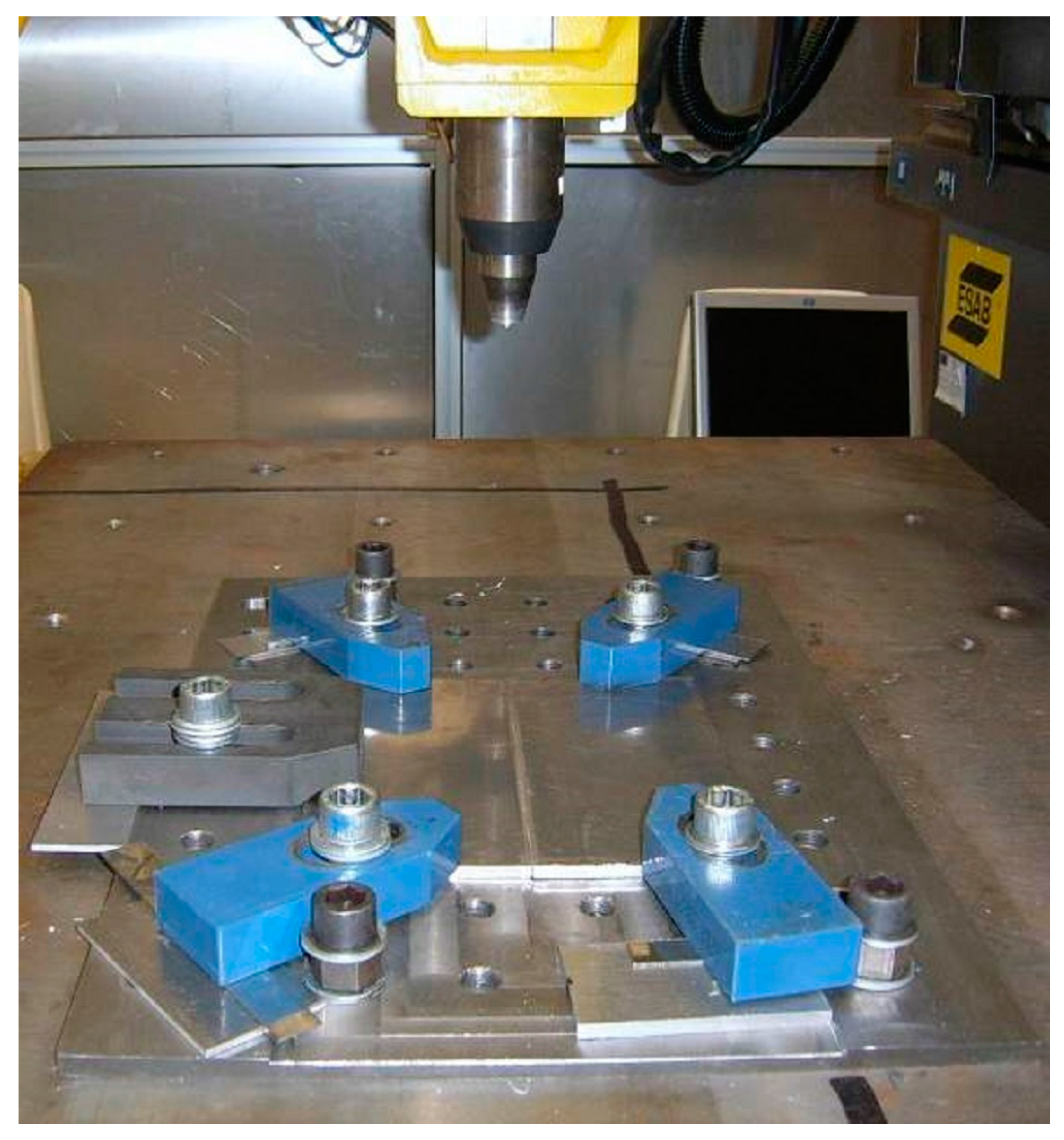
2.2. Collecting the Experimental Data
- The higher temperatures were measured along the retreating side for all tests.
- The maximum temperature reached during the process, pixel by pixel, can be used to monitor the stationary nature of the process.
- The Maximum Slope of Heating Curve (MSHC) of thermal profiles evaluated on the surface of joints can be used for monitoring the process parameters. This parameter is more sensitive than the maximum temperature as it is directly correlated with the energy and then the heat supplied during the welding process.
3. ANN Simulation Model
3.1. Design and Training of the ANNs
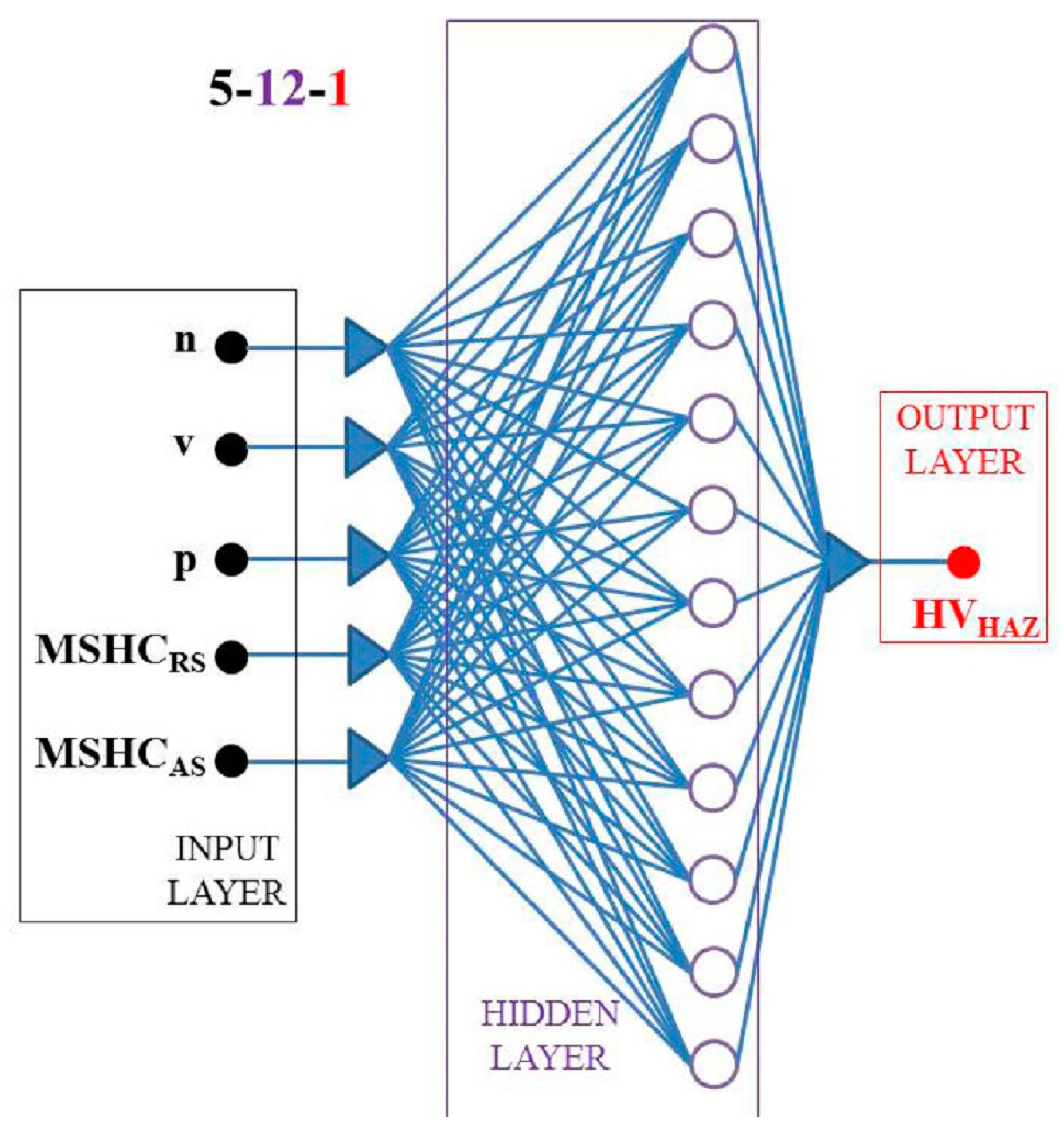
3.2. ANNHV Prediction Model
- Training set: The group of data constituted by a sample of 75% of total data for training the ANN. The synaptic weights were, in this phase, repeatedly updated in order to reduce the error between experimental outputs and respective targets;
- set: This group of data includes a sample of 12.5% of total data, given to the network during the learning phase, in this one the error was evaluated in order to update the threshold values and the synaptic weights;
- set: This group of data includes a sample of 12.5% of total data. This phase consists of identifying the underlying trend of the training data subset, avoiding the overfitting phenomenon. In the case of the error measured, compared to validation subset, begins to increase, the training was stopped. This procedure runs together with the training procedure.
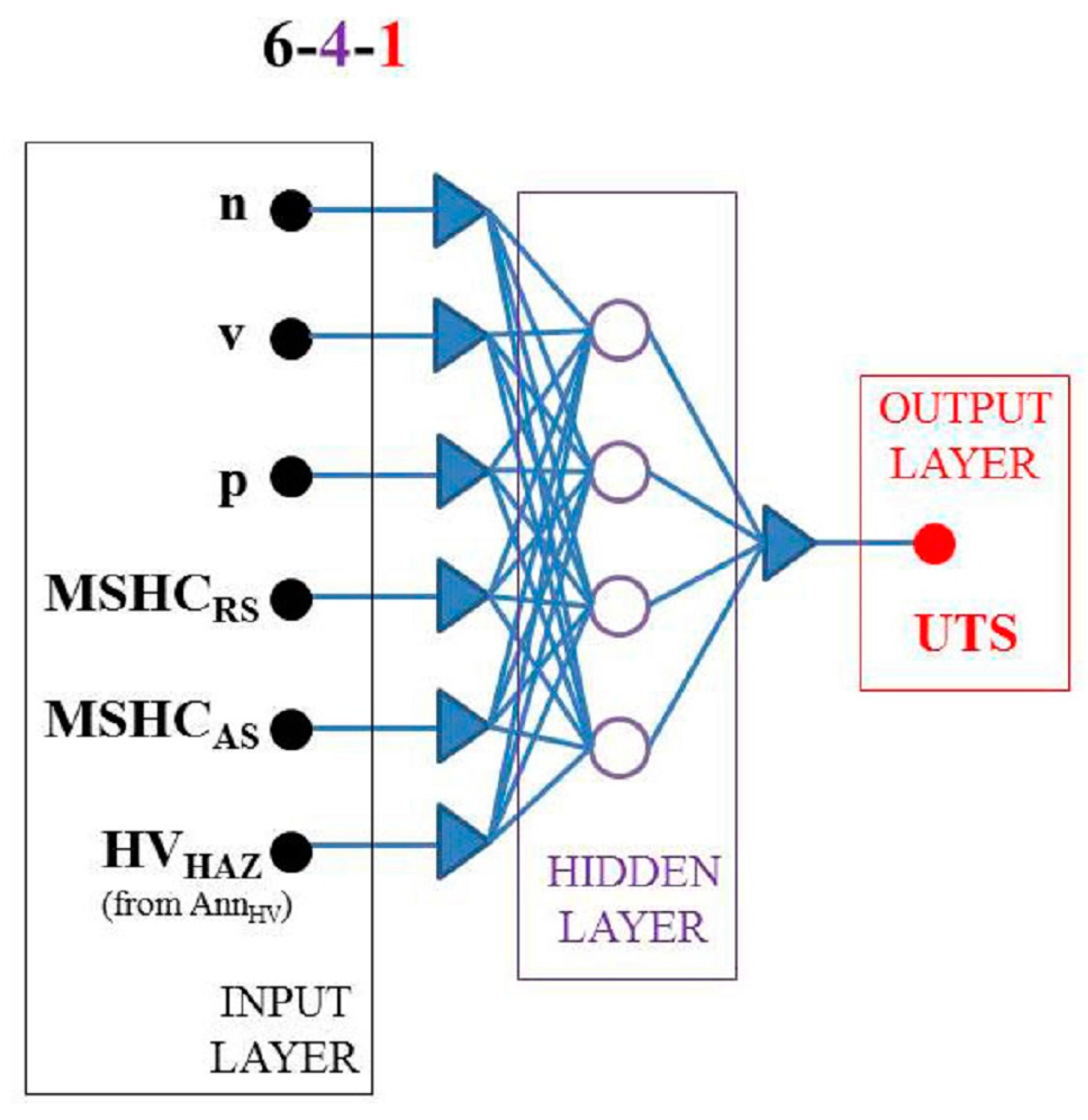
3.3. ANNUTS Prediction Model
4. Results and Discussion
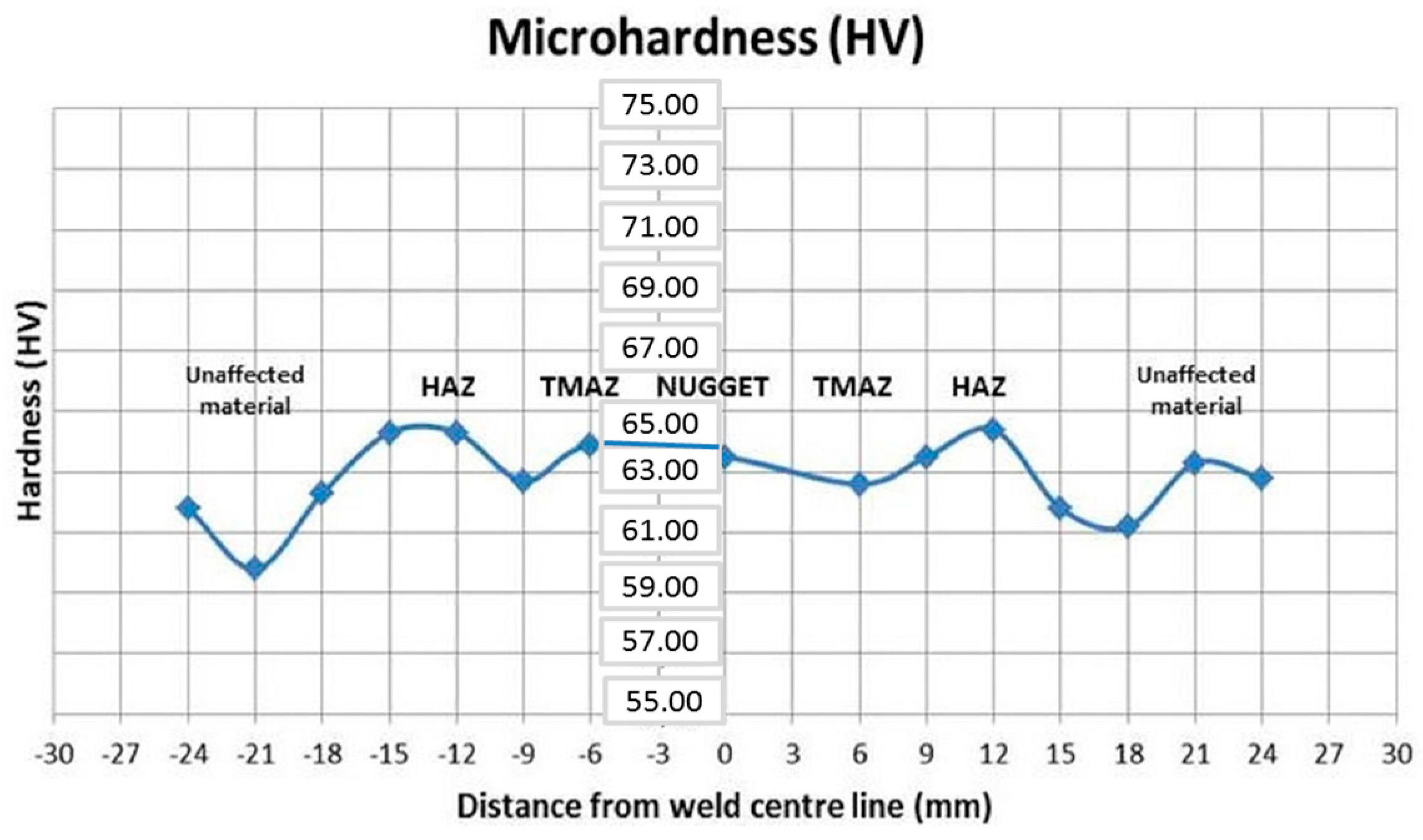
4.1. Experimental Results
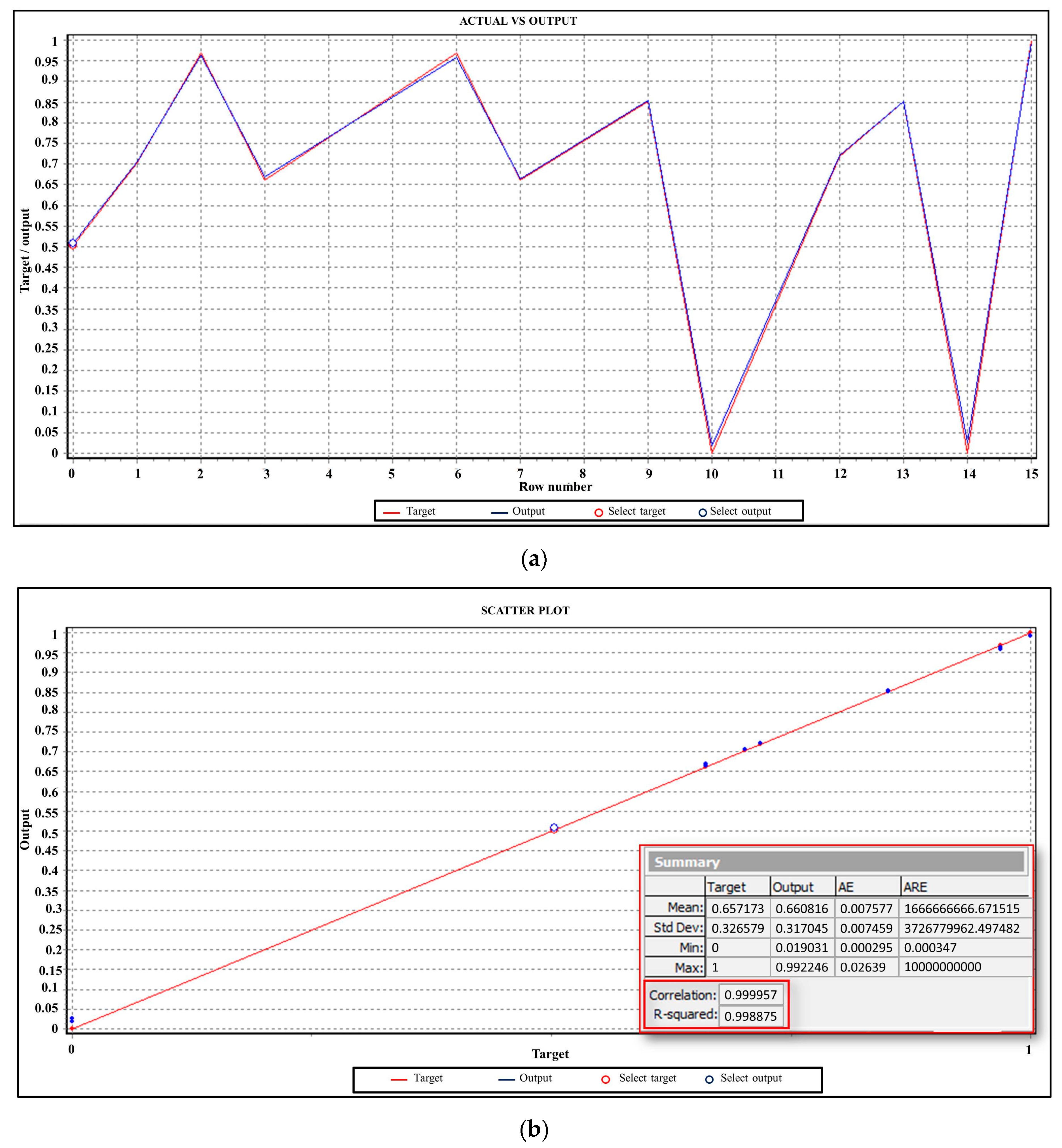
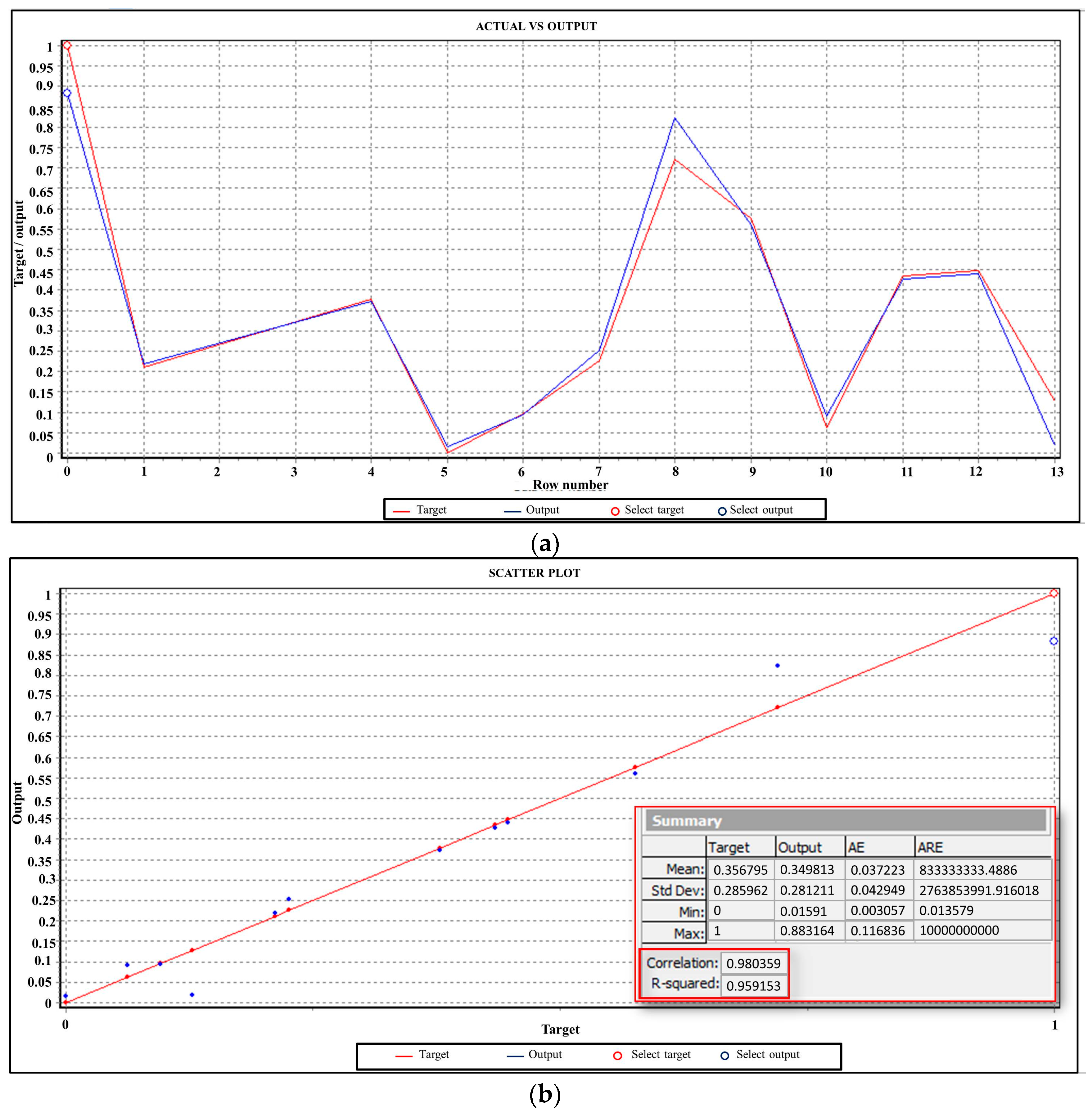
4.2. Model Validation
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| FSW | Friction Stir Welding |
| AA | Aluminum Alloy |
| UTS | Ultimate Tensile Strength |
| IRT | Infrared Thermography |
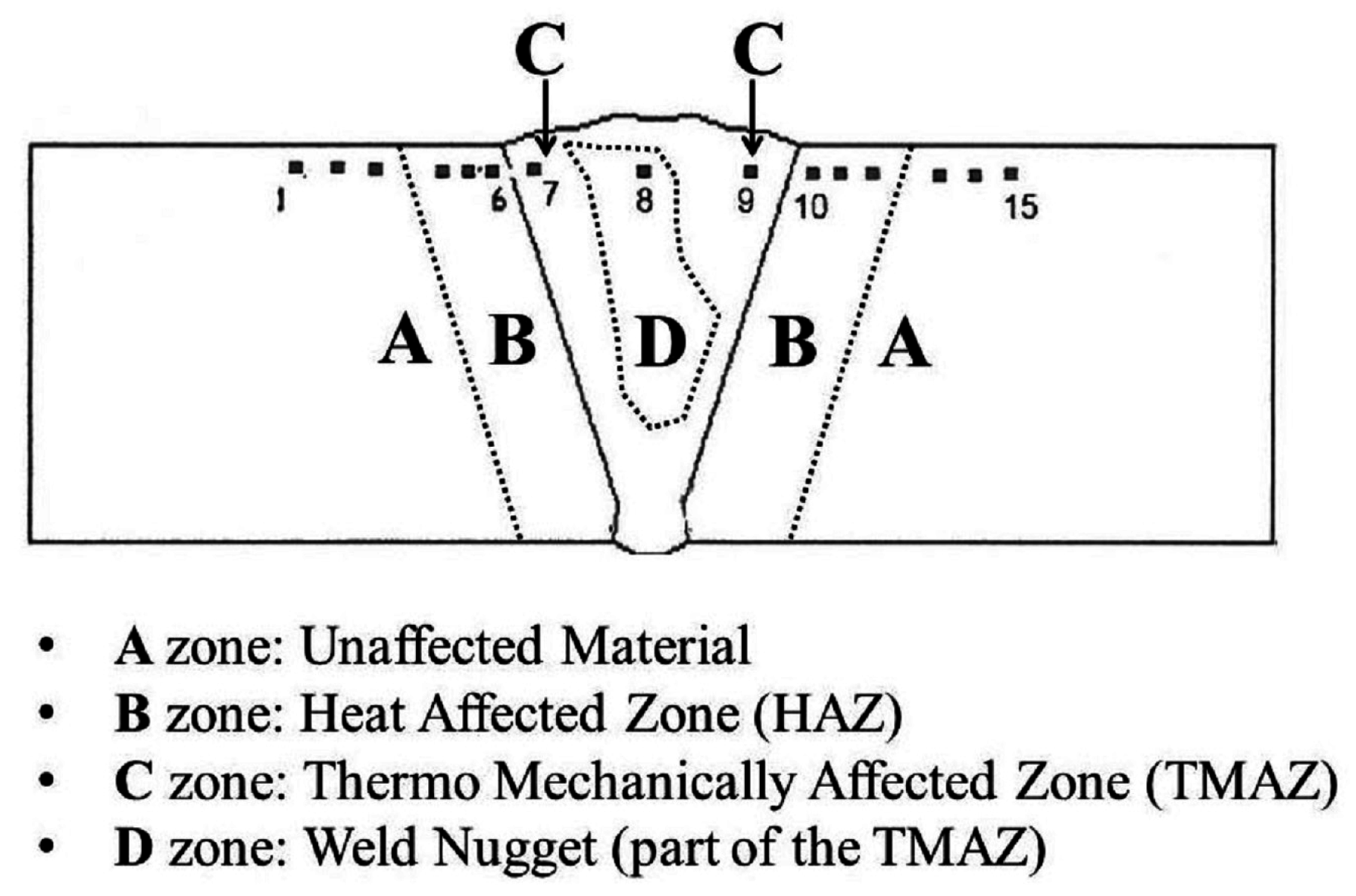
| HAZ | Heat Affected Zone |
| TMAZ | Thermo-mechanically affected |
| MSHC | Maximum Heating Slope |
| HV | Vickers Hardness |
| ANN | Artificial Neural Network |
| WP | Weld Pitch |
References
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Temple-Smith, P.; Dawes, C.J. Friction Stir Butt Welding. 6 December 1991. [Google Scholar]
- Nandau, R.; Debroy, T.; Bhadeshia, H.K.D.H. Recent advances in friction-stir welding-Process, weldment structure and properties. Prog. Mater. Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef]
- Rodrigues, D.M.; Leitao, C.; Lauro, R.; Gouveia, H.; Laureiro, A. High speed friction stir welding of aluminum alloys. Sci. Technol. Weld. Join. 2010, 15, 676–681. [Google Scholar] [CrossRef]
- Okuyucua, H.; Kurta, A.; Arcaklioglub, E. Artificial neural network application to the friction stir welding of aluminum plates. Mater. Des. 2007, 28, 78–84. [Google Scholar] [CrossRef]
- Sato, Y.S.; Sugiura, Y.; Shoji, Y.; Park, S.H.C.; Kokawa, H.; Ikeda, K. Post- weld formability of friction stir welded Al alloy 5052. Mater. Sci. Eng. A 2004, 369, 138–143. [Google Scholar] [CrossRef]
- Senkara, J.; Zhang, H. Cracking in spot welding aluminum Alloy AA5754. Weld. J. 2000, 79, 194–201. [Google Scholar]
- Miles, M.P.; Nelson, T.W.; Decker, B.J. Formability and strength of friction-stir-welded aluminum sheets. Metall. Mater. Trans. A 2004, 35, 3461–3468. [Google Scholar] [CrossRef]
- Jin, H.; Saimoto, S.; Ball, M.; Threadgill, P.L. Characterization of microstructure and texture in friction stir welded joints of 5754 and 5182 aluminum alloy sheets. Mater. Sci. Technol. 2001, 17, 1605–1614. [Google Scholar] [CrossRef]
- Kulekci, M.; Ik, A.S.; Kaluc, E. Effects of tool rotation and pin diameter on fatigue properties of friction stir welded lap joints. Int. J. Adv. Manuf. Technol. 2008, 36, 877–882. [Google Scholar] [CrossRef]
- Barlas, Z.; Ozsarac, U. Effects of FSW Parameters on Joint Properties of AlMg3 Alloy. Weld. J. 2012, 91, 16–22. [Google Scholar]
- Garware, M.; Kridli, G.T.; Mallick, P.K. Tensile and fatigue behavior of friction-stir welded tailor-welded blank of aluminum alloy 5754. J. Mater. Eng. Perform. 2010, 19, 1161–1171. [Google Scholar] [CrossRef]
- Serio, L.M.; Palumbo, D.; Galietti, U.; De Filippis, L.A.C.; Ludovico, A.D. Analisi del processo di Friction Stir Welding applicato alla lega AA5754-H111: Comportamento meccanico e termico dei giunti. Riv. Ital. Saldatura 2014, 66, 509–524. [Google Scholar]
- Serio, L.M.; Palumbo, D.; Galietti, U.; De Filippis, L.A.C.; Ludovico, A.D. Monitoring of the friction stir welding process by means of thermography. Nondestruct. Test. Eval. 2016, 31. [Google Scholar] [CrossRef]
- Serio, L.M. Control, Monitoring and Optimization of the Friction Stir Welding Process. Ph.D. Thesis, Polytechnic of Bari, Bari, Italy, January 2015. [Google Scholar]
- Facchini, F.; Mossa, G.; Mummolo, G. A model based on artificial neural network for risk assessment to Polycyclic Aromatic Hydrocarbons in workplace. In Proceedings of the 25th European Modeling and Simulation Symposium, Athens, Greece, 25–27 September 2013; pp. 282–289.
- Sumantra, M.; Sivaprasad, P.V.; Venugopal, V.; Murthy, K.P.N. Constitutive flow behaviour of austenitic stainless steels under hot deformation: Artificial neural network modelling to understand, evaluate and predict. Model. Simul. Mater. Sci. Eng. 2006, 14, 1053–1070. [Google Scholar]
- Altinkok, N. Use of Artificial Neural Network for Prediction of Mechanical Properties of α-Al2O3 Particulate-reinforced Al–Si10Mg Alloy Composites Prepared by using Stir Casting Process. J. Compos. Mater. 2006, 40, 779–796. [Google Scholar] [CrossRef]
- Zhenyu, J.; Zhang, Z.; Friedrich, K. Prediction on wear properties of polymer composites with artificial neural networks. Compos. Sci. Technol. 2007, 67, 168–176. [Google Scholar]
- Zeng, Q.; Zu, J.; Zhanga, L.; Daib, G. Designing expert system with artificial neural networks for in situ toughened Si3N4. Mater. Des. 2002, 23, 287–290. [Google Scholar] [CrossRef]
- Perzyk, M.; Kochanski, A.W. Prediction of ductile cast iron quality by artificial neural networks. J. Mater. Process. Technol. 2001, 109, 305–307. [Google Scholar] [CrossRef]
- Myllykoski, P.; Larkiola, J.; Nylander, J. Prediction of rolling force in cold rolling by using physical models and neural computing. J. Mater. Process. Technol. 1996, 60, 381–386. [Google Scholar]
- Taskin, M.; Caligulu, U. Modelling of microhardness values by means of artificial neural networks of Al/SiCp metal matrix composite material couples processed with diffusion method. Math. Comput. Appl. 2007, 11, 163–172. [Google Scholar]
- Ghetiya, N.D.; Patel, K.M. Prediction of Tensile Strength in Friction Stir Welded Aluminium Alloy Using Artificial Neural Network. Procedia Technol. 2014, 14, 274–281. [Google Scholar] [CrossRef]
- Yilmaz, M.; Ertunc, H.M. The prediction of mechanical behavior for steel wires and cord materials using neural networks. Mater. Des. 2007, 28, 599–608. [Google Scholar] [CrossRef]
- Ates, H. Prediction of gas metal arc welding parameters based on artificial neural networks. Mater. Des. 2007, 28, 2015–2023. [Google Scholar] [CrossRef]
- Yousif, Y.K.; Daws, K.M.; Kazem, B.I. Prediction of Friction Stir Welding Characteristics Using Neural Network. Jordan J. Mech. Ind. Eng. 2008, 2, 151–155. [Google Scholar]
- Fratini, L.; Buffa, G.; Palmeri, D. Using a neural network for predicting the average grain size in friction stir welding processes. Comput. Struct. 2009, 87, 1166–1174. [Google Scholar] [CrossRef]
- Boldsaikhan, E.; Corwin, E.M.; Logar, A.M.; Arbegast, W.J. The use of neural network and discrete Fourier transform for real-time evaluation of friction stir welding. Appl. Soft Comput. 2011, 11, 4839–4846. [Google Scholar] [CrossRef]
- Shojaeefard, M.H.; Akbari, M.; Tahani, M.; Farhani, F. Sensitivity Analysis of the Artificial Neural Network Outputs in Friction Stir Lap Joining of Aluminum to Brass. Adv. Mater. Sci. Eng. 2013, 2013, 574914. [Google Scholar] [CrossRef]
- Shojaeefard, M.H.; Behnagh, R.A.; Akbari, M.; Givi, M.K.B.; Farhani, F. Modelling and Pareto optimization of mechanical properties of friction stir welded AA7075/AA5083 butt joints using neural network and particle swarm algorithm. Mater. Des. 2013, 44, 190–198. [Google Scholar] [CrossRef]
- Asadi, P.; Givi, M.K.B.; Rastgoo, A.; Akbari, M.; Zakeri, V.; Rasouli, S. Predicting the grain size and hardness of AZ91/SiC nanocomposite by artificial neural networks. Int. J. Adv. Manuf. Technol. 2012, 63, 1095–1107. [Google Scholar] [CrossRef]
- Serio, L.M.; Palumbo, D.; De Filippis, L.A.C.; Galietti, U.; Ludovico, A.D. Effect of Friction Stir Process Parameters on the Mechanical and Thermal Behavior of 5754-H111 Aluminum Plates. Materials 2016, 9, 122. [Google Scholar] [CrossRef]
- The Aluminum Association. International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys; The Aluminum Association, Inc.: Arlington, VA, USA, 2006. [Google Scholar]
- Standard ISO 6892-1:2009. Metallic Materials-Tensile Testing-Part 1: Method of Test at Room Temperature; ISO: Geneva, Switzerland, 2009. [Google Scholar]
- Standard UNI EN ISO 25239:2011. Friction Stir Welding-Aluminium; ISO: Geneva, Switzerland, 2011. [Google Scholar]
- Skapura, D.M.; Gordon, P.S. Building Neural Networks; Addison-Wesley: Boston, MI, USA, 1996; Volume 9. [Google Scholar]
- Anwar, S.; Ismal, R.; Watanabe, K. Behavior Investigation of Islamic Bank Deposit Return Utilizing Artificial Neural Networks Model. J. Islam. Financ. 2012, 1, 044–058. [Google Scholar]
- Canelon, D.J.; Chavez, J.L. Soil Heat Flux of Modeling Using Artificial Neural Networks and Multispectral Airborne Remote Sensing Imagery. Remote Sens. 2011, 3, 1627–1643. [Google Scholar] [CrossRef]
- Hecht-Nielsen, R. Neurocomputing; Addison-Wesley: New York, NY, USA, 1990; 433p. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Mn | Fe | Si | Cr | Zn | Ti | Cu |
|---|---|---|---|---|---|---|---|
| 2.60–3.60 | 0.50 | 0.40 | 0.40 | 0.30 | 0.20 | 0.15 | 0.10 |
| Thermal Conductivity (W/m°C) | Specific Heat (Cal/kg°C) | Density (g/cm3) | E (MPa) | HBS | Rm (MPa) | Rp (0.2) (MPa) |
|---|---|---|---|---|---|---|
| 147 at 20 °C | 0.213 at 20 °C | 2.66 at 20 °C | 70,000 | 63 | 190 | 80 |
| INPUT | OUTPUT | |||||||
|---|---|---|---|---|---|---|---|---|
| n (rpm) | v (cm/min) | p (mm) | MSHCRS (°) | MSHCAS (°) | HVhaz | HVhaz norm. | UTS (MPa) | UTSnorm. (MPa) |
| 20 | 500 | 20 | 86.05 | 85.83 | 60.88 | 0.50 | 166.69 | 1.00 |
| 30 | 700 | 20 | 87.37 | 87.37 | 61.93 | 0.70 | 70.25 | 0.21 |
| 20 | 700 | 20 | 87.12 | 87.92 | 63.33 | 0.97 | 120.75 | 0.62 |
| 30 | 500 | 20 | 86.88 | 86.85 | 61.72 | 0.66 | 80.05 | 0.29 |
| 20 | 500 | 120 | 87.25 | 86.80 | 60.88 | 0.50 | 90.66 | 0.38 |
| 30 | 700 | 120 | 88.14 | 88.15 | 61.93 | 0.70 | 44.29 | 0.00 |
| 20 | 700 | 120 | 87.23 | 87.91 | 63.33 | 0.97 | 56.06 | 0.10 |
| 30 | 500 | 120 | 87.97 | 87.91 | 61.72 | 0.66 | 71.99 | 0.23 |
| 20 | 500 | 20 | 86.60 | 86.16 | 62.02 | 0.72 | 132.43 | 0.72 |
| 30 | 700 | 20 | 87.74 | 88.23 | 62.72 | 0.85 | 114.87 | 0.58 |
| 20 | 700 | 20 | 86.53 | 88.00 | 58.23 | 0.00 | 51.86 | 0.06 |
| 30 | 500 | 20 | 89.07 | 87.23 | 63.50 | 1.00 | 97.43 | 0.43 |
| 20 | 500 | 120 | 87.59 | 87.43 | 62.02 | 0.72 | 99.06 | 0.45 |
| 30 | 700 | 120 | 88.53 | 88.32 | 62.72 | 0.85 | 59.95 | 0.13 |
| 20 | 700 | 120 | 87.48 | 87.74 | 58.23 | 0.00 | 46.55 | 0.02 |
| 30 | 500 | 120 | 87.58 | 88.45 | 63.50 | 1.00 | 113.98 | 0.57 |
| Target | Training Algorithm | Correlation Coefficient (r) | Coefficient of Determination (R2) | ||||
|---|---|---|---|---|---|---|---|
| Train. | Valid. | Test. | Train. | Valid. | Test. | ||
| HVHAZ | QP | 0.89 | 0.91 | 0.85 | 0.88 | 0.84 | 0.81 |
| HVHAZ | CGD | 0.79 | 0.87 | 0.86 | 0.77 | 0.86 | 0.75 |
| HVHAZ | Q-N | 0.78 | 0.56 | 0.61 | 0.66 | 0.49 | 0.46 |
| HVHAZ | LMQ-N | 0.83 | 0.88 | 0.78 | 0.76 | 0.85 | 0.64 |
| HVHAZ | L-M | 0.76 | 0.68 | 0.78 | 0.54 | 0.52 | 0.51 |
| HVHAZ | OBP | 0.89 | 0.92 | 0.95 | 0.84 | 0.86 | 0.91 |
| HVHAZ | BBP | 0.96 | 0.97 | 0.94 | 0.94 | 0.97 | 0.93 |
| UTS | QP | 0.78 | 0.85 | 0.76 | 0.74 | 0.79 | 0.65 |
| UTS | CGD | 0.56 | 0.45 | 0.39 | 0.39 | 0.31 | 0.18 |
| UTS | Q-N | 0.45 | 0.54 | 0.25 | 0.32 | 0.28 | 0.21 |
| UTS | LMQ-N | 0.66 | 0.69 | 0.49 | 0.59 | 0.66 | 0.46 |
| UTS | L-M | 0.68 | 0.75 | 0.45 | 0.58 | 0.57 | 0.39 |
| UTS | OBP | 0.95 | 0.95 | 0.96 | 0.91 | 0.89 | 0.88 |
| UTS | BBP | 0.98 | 0.98 | 0.99 | 0.97 | 0.96 | 0.94 |
| ANN Model | Input Parameters | Output Parameters | MAPE (%) |
|---|---|---|---|
| ANNHV | n | HVhaz | 0.29 |
| v | |||
| p | |||
| MSHCAS | |||
| MSHCRS | |||
| ANNUTS (in cascade) | n | UTS | 9.57 |
| v | |||
| p | |||
| MSHCAS | |||
| MSHCRS | |||
| HVhaz (predicted with the ANNHV model) |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
De Filippis, L.A.C.; Serio, L.M.; Facchini, F.; Mummolo, G.; Ludovico, A.D. Prediction of the Vickers Microhardness and Ultimate Tensile Strength of AA5754 H111 Friction Stir Welding Butt Joints Using Artificial Neural Network. Materials 2016, 9, 915. https://doi.org/10.3390/ma9110915
De Filippis LAC, Serio LM, Facchini F, Mummolo G, Ludovico AD. Prediction of the Vickers Microhardness and Ultimate Tensile Strength of AA5754 H111 Friction Stir Welding Butt Joints Using Artificial Neural Network. Materials. 2016; 9(11):915. https://doi.org/10.3390/ma9110915
Chicago/Turabian StyleDe Filippis, Luigi Alberto Ciro, Livia Maria Serio, Francesco Facchini, Giovanni Mummolo, and Antonio Domenico Ludovico. 2016. "Prediction of the Vickers Microhardness and Ultimate Tensile Strength of AA5754 H111 Friction Stir Welding Butt Joints Using Artificial Neural Network" Materials 9, no. 11: 915. https://doi.org/10.3390/ma9110915
APA StyleDe Filippis, L. A. C., Serio, L. M., Facchini, F., Mummolo, G., & Ludovico, A. D. (2016). Prediction of the Vickers Microhardness and Ultimate Tensile Strength of AA5754 H111 Friction Stir Welding Butt Joints Using Artificial Neural Network. Materials, 9(11), 915. https://doi.org/10.3390/ma9110915