2.1. Microstructure
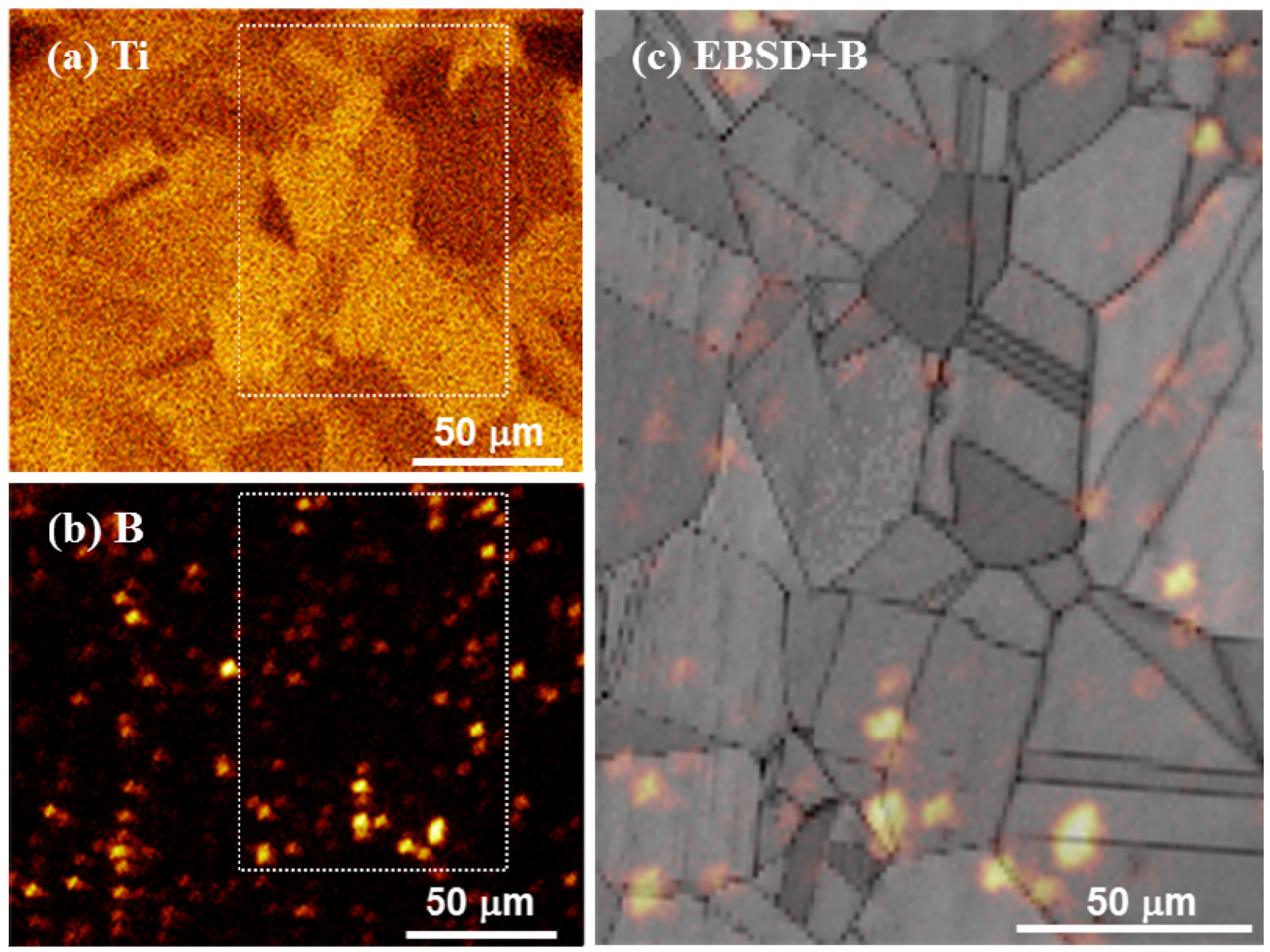
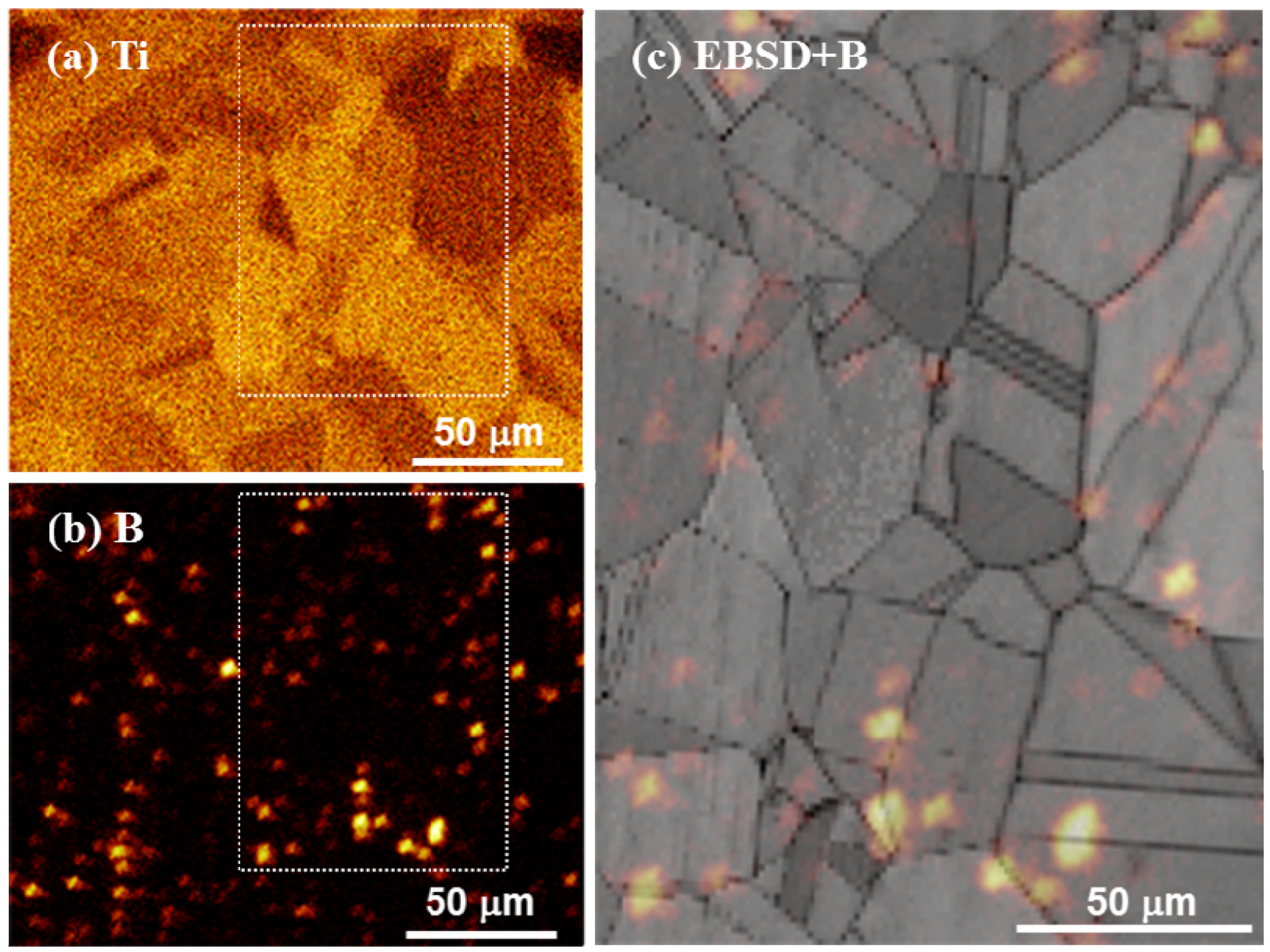
Figure 1 shows elemental Ti and B mappings as well as an elemental B mapping superimposed on a microstructural image obtained by electron backscatter diffraction (EBSD) for the as-quenched Cu–4Ti–0.03B alloy. Our FE-SEM observations revealed only grains of the supersaturated solid-solution with a size of approximately 30 µm, and there was no contrast from a secondary phase.
Figure 1a shows that elemental Ti was apparently homogeneously distributed in the alloy, while
Figure 1b reveals that elemental B was scattered.
Figure 1c indicates that the scattered elemental B was preferentially located at the grain boundaries. It was estimated that 70% of all contrasts from B condensed clusters were located at grain boundaries. We also observed the microstructure of the as-quenched Cu–4Ti alloy, which was prepared by a procedure similar to that used for the Cu–4Ti–0.03B alloy, and we confirmed that the alloy consisted of a solid-solution single phase with a grain size of 30 µm.
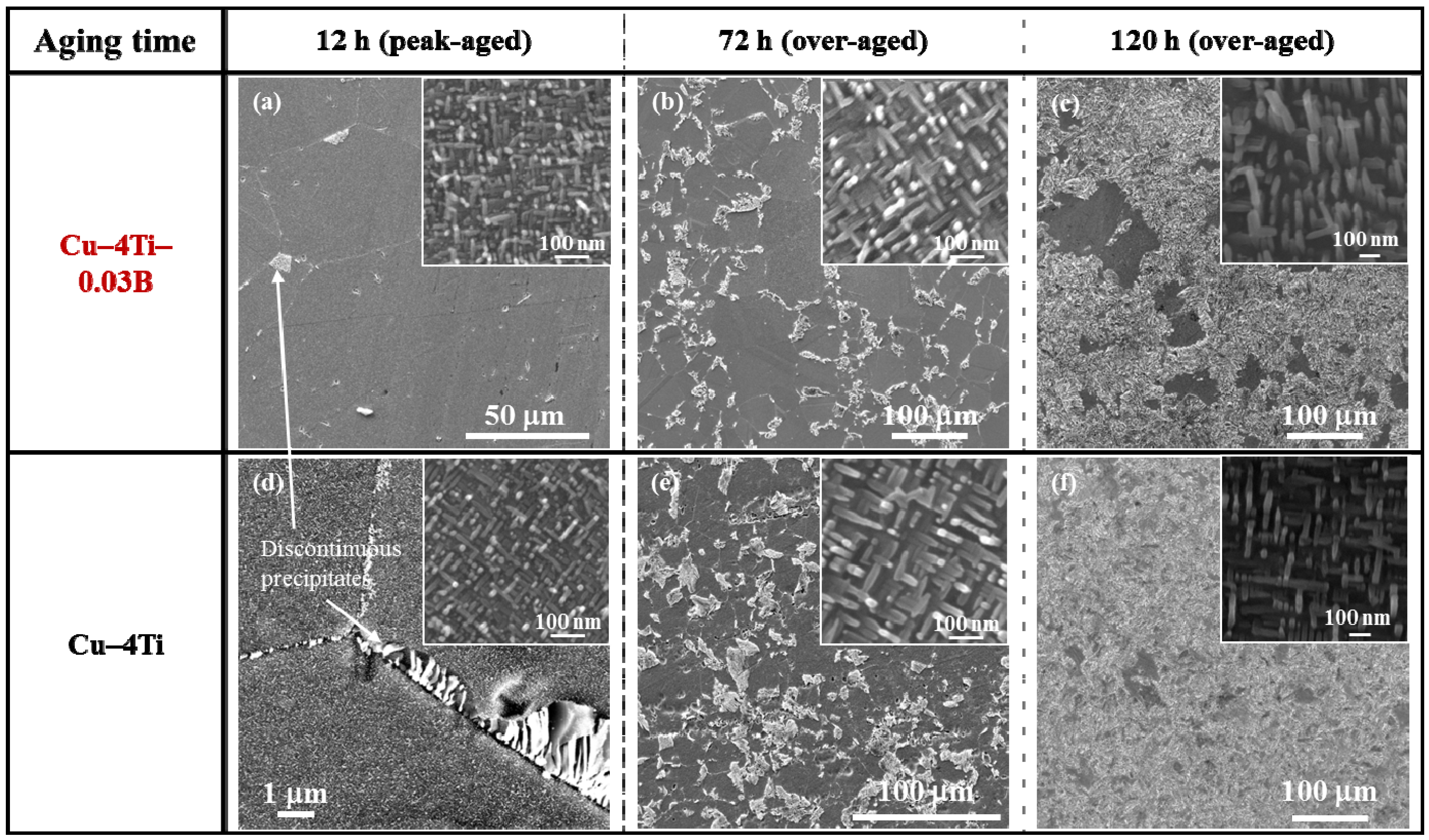
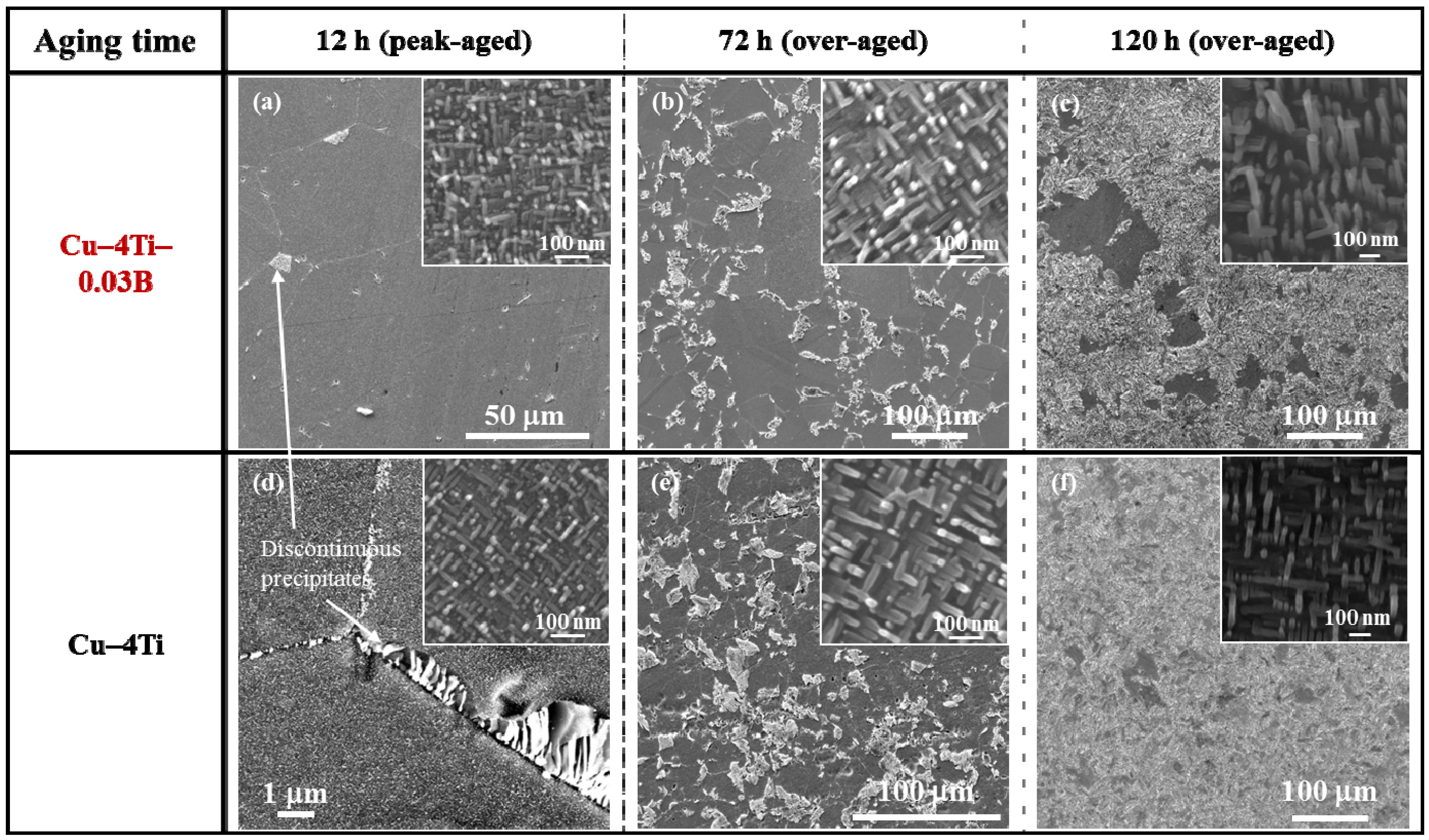
Figure 2 shows FE-SEM images of the Cu–4Ti–0.03B and Cu–4Ti alloys that were aged at 450 °C for 12, 72, and 120 h. In the image of the Cu–4Ti–0.03B alloy that was aged for 12 h (
Figure 2a), we can see fine needle-shaped continuous precipitates of β′-Cu
4Ti with a length of 30 nm in the grains (inset) and a small amount of cellular discontinuous precipitates at the grain boundaries, as marked by the white arrow. The continuous precipitates grew gradually during aging, but they were consumed as the discontinuous precipitates developed (insets of
Figure 2a–c). The microstructural evolution of the Cu–4Ti–0.03B alloy specimens was qualitatively the same as that of the Cu–4Ti alloy specimens without B (
Figure 2d–f). When analyzing the volume fraction of the cellular discontinuous precipitates from the FE-SEM images, it was found that the volume fraction in the Cu–4Ti–0.03B alloy specimens was 10%–18% lower than that in the Cu–4 Ti alloy specimens for the aging period between 72 and 120 h. This suggests that the growth of cellular discontinuous precipitates was slower as a result of B doping.
Figure 1.
Elemental mapping of (a) Ti and (b) B in the solid-solution-treated Cu–4Ti–0.03B alloy, obtained by ToF-SIMS analysis. (c) EBSD-pattern quality map superimposed on the B map by ToF-SIMS analysis, (b). Note that the image in (c) corresponds to the region marked by the dotted rectangle in (a) and (b).
Figure 1.
Elemental mapping of (a) Ti and (b) B in the solid-solution-treated Cu–4Ti–0.03B alloy, obtained by ToF-SIMS analysis. (c) EBSD-pattern quality map superimposed on the B map by ToF-SIMS analysis, (b). Note that the image in (c) corresponds to the region marked by the dotted rectangle in (a) and (b).
Figure 2.
FE-SEM images of Cu–4Ti–0.03B and Cu–4Ti alloys that were aged at 450 °C for 12, 72, and 120 h. The insets are higher-magnification FE-SEM images, which focus on the continuous precipitates.
Figure 2.
FE-SEM images of Cu–4Ti–0.03B and Cu–4Ti alloys that were aged at 450 °C for 12, 72, and 120 h. The insets are higher-magnification FE-SEM images, which focus on the continuous precipitates.
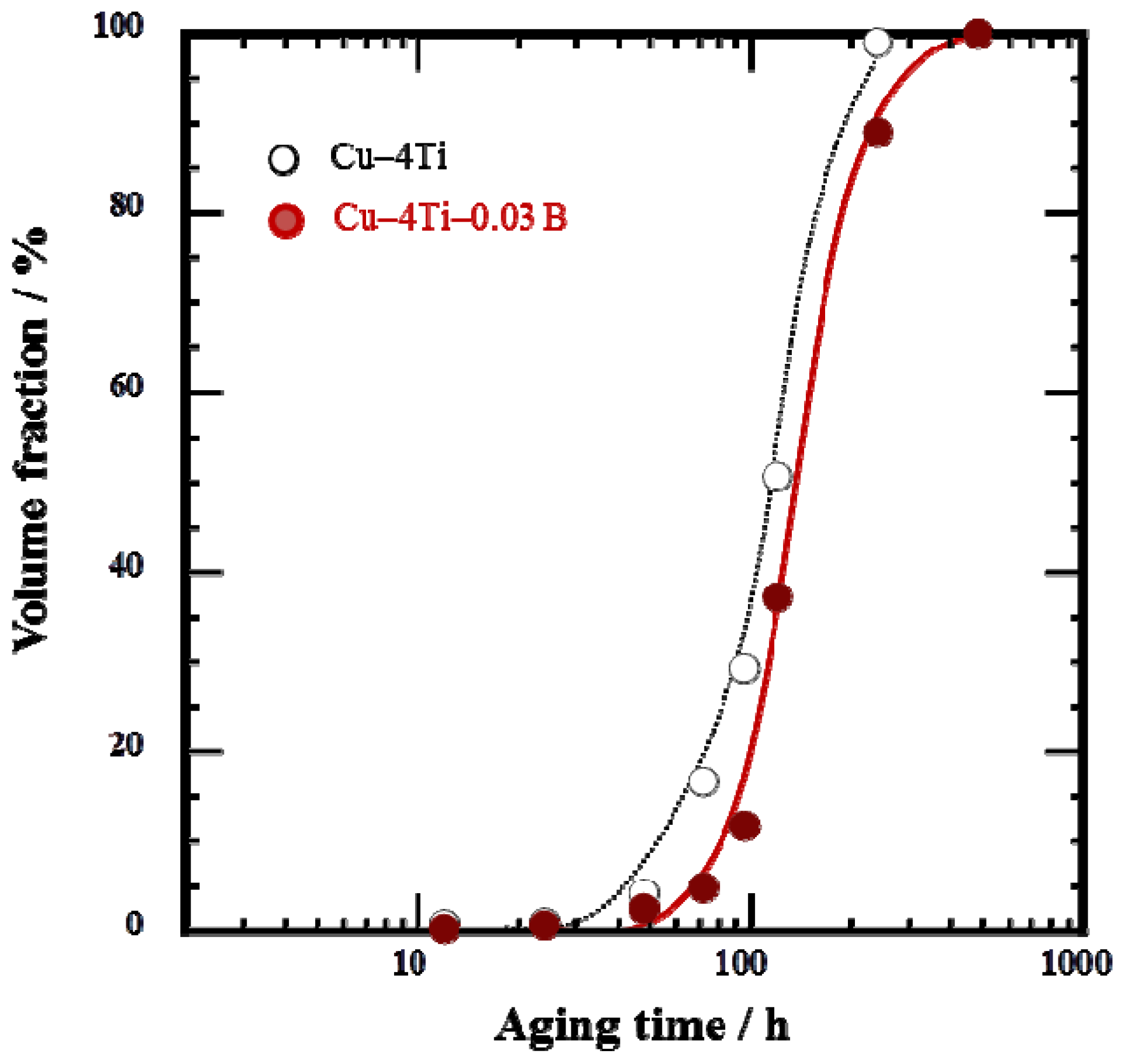
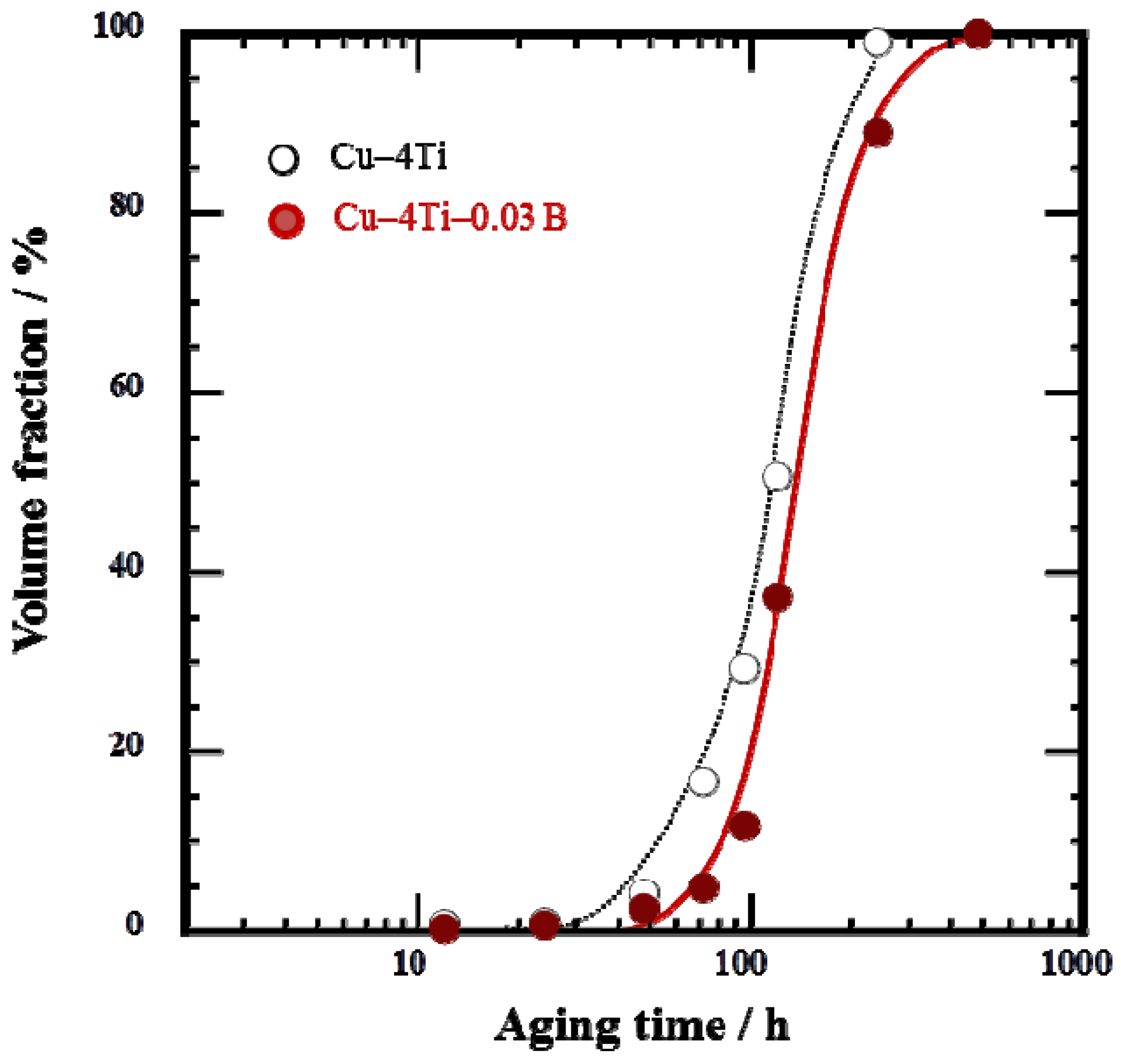
The cellular discontinuous precipitates dominated the entire microstructure of the Cu–4Ti–0.03B alloy specimens that were aged for 480 h, as shown in
Figure 3. To investigate whether B was present in the solid-solution or β-Cu
4Ti phase of the alloys, the two phases were separated by extraction [
10,
15], after which their chemical composition was analyzed by a technique based on inductively coupled plasma atomic emission spectrometry (ICP-AES). The results, shown in
Table 1, reveal that almost all of the elemental B condensed in the solid-solution phase. The amount of elemental B was small in the β-Cu
4Ti phase, probably because it was difficult to incorporate B into the β-Cu
4Ti phase during growth. It should be noted that the Ti content of the β-Cu
4Ti phase in the Cu–4Ti–0.03B alloy specimens exceeded the stoichiometric proportion of 20%, as listed in
Table 1. According to the same analysis for the Cu–4Ti alloy specimens, the Ti content of the β-Cu
4Ti phase was reported to be 20.5 (at.%) [
10]. The Ti content in excess of the stoichiometric quantity may have naturally resulted from the phase or it could have been within the analytical accuracy of our study; we will discuss the phenomenon in a future paper.
Figure 3.
Volume fraction of cellular discontinuous precipitates in Cu–4Ti–0.03B and Cu–4Ti alloys that were aged at 450 °C.
Figure 3.
Volume fraction of cellular discontinuous precipitates in Cu–4Ti–0.03B and Cu–4Ti alloys that were aged at 450 °C.
Elemental B was preferentially located near the grain boundaries in the quenched alloy (
Figure 1). It must have originated from B enrichment during solidification, which would have had difficulty diffusing through the alloy during the homogenization and solution-treatment, or it could have been easily trapped by the grain boundaries. Here, we cannot clearly determine whether elemental B existed in the solid-solution or in the fine TiB
2 particles, although the latter was not detected by FE-SEM observations. During aging, the elemental B should have condensed in front of the growing tips of the β-Cu
4Ti laminates in the cellular structure; this hypothesis is supported by the growth of β-Cu
4Ti laminates without incorporation of elemental B, as shown in
Table 1. The development of the discontinuous precipitates, which were formed by a reaction at the grain boundaries, was suppressed in the alloys containing B, as shown in
Figure 3. This was possibly because the pipe-diffusion of elemental Ti through the grain boundaries was diminished by elemental B located there, or because the mobility of the transformation in front of the grain boundaries was reduced probably owing to the pinning effect of B segregates or secondary-phase particles. The actual mechanism by which B doping of Cu–Ti alloys suppresses the development of discontinuous precipitates must be investigated in further research.
Table 1.
Chemical composition of Cu solid-solution and precipitation phases in the Cu–4Ti–0.03B alloy that was aged at 450 °C for 480 h. The extraction method and inductively coupled plasma atomic emission spectrometry (ICP-AES) measurements were used to analyze the chemical composition.
Table 1.
Chemical composition of Cu solid-solution and precipitation phases in the Cu–4Ti–0.03B alloy that was aged at 450 °C for 480 h. The extraction method and inductively coupled plasma atomic emission spectrometry (ICP-AES) measurements were used to analyze the chemical composition.
| | Filtrate | Residue |
|---|
| (Cu solid-solution) | (precipitates) |
|---|
| Ti content/at.% | 0.6 ± 0.1 | 21.5 ± 0.4 |
| B content/ppm | 393 ± 5 | 32 ± 3 |
2.2. Mechanical and Electrical Properties
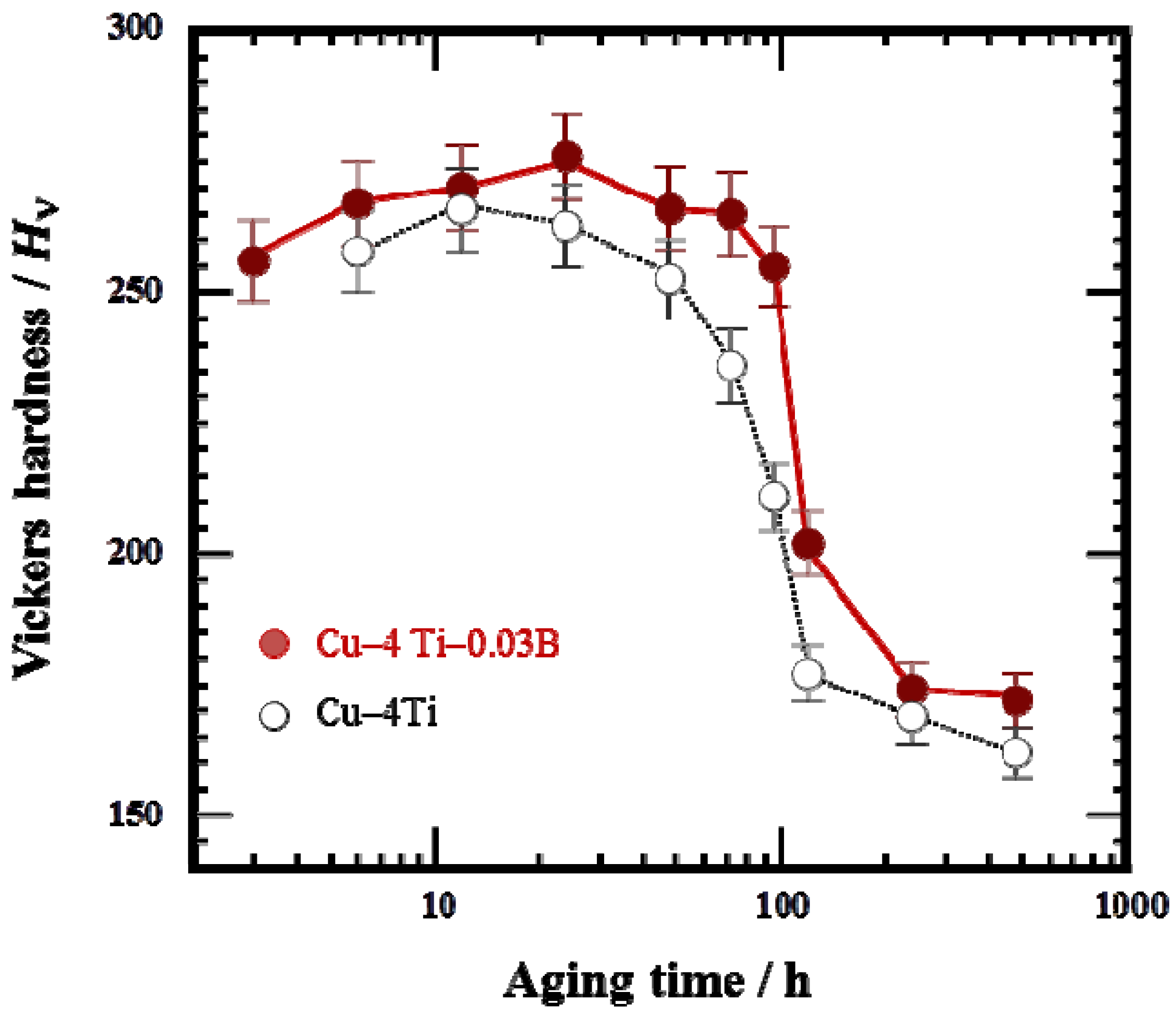
Figure 4a shows the variation in Vickers hardness of the Cu–4Ti–0.03B and Cu–4Ti alloys as a function of aging time. The hardness values of the quenched Cu–4Ti–0.03B and Cu–4Ti alloys were 118 and 120 Hv, respectively, which can be considered the same within experimental accuracy. This suggests that the solid-solution of B, in which the B content was approximately 300 ppm, contributed little to alloy hardening. The hardness of the Cu–4Ti–0.03B alloy specimens increased with aging time and reached a maximum of >270 Hv after 12–24 h, which agree with the results obtained for the Cu–4Ti alloy specimens. After that, the hardness gradually decreased, but the decline was not as significant as that shown by the Cu–4Ti alloy specimens. After aging for 240 h, the hardness decreased to 170 Hv for both Cu–4Ti–0.03B and Cu–4Ti alloy specimens. It can thus be concluded that the hardness of the B-doped alloy specimens was 20–50 Hv higher than that of the alloy specimens without B in the aging period of 72–120 h.
Figure 4.
Vickers hardness of Cu–4Ti–0.03B and Cu–4Ti alloys that were aged at 450 °C.
Figure 4.
Vickers hardness of Cu–4Ti–0.03B and Cu–4Ti alloys that were aged at 450 °C.
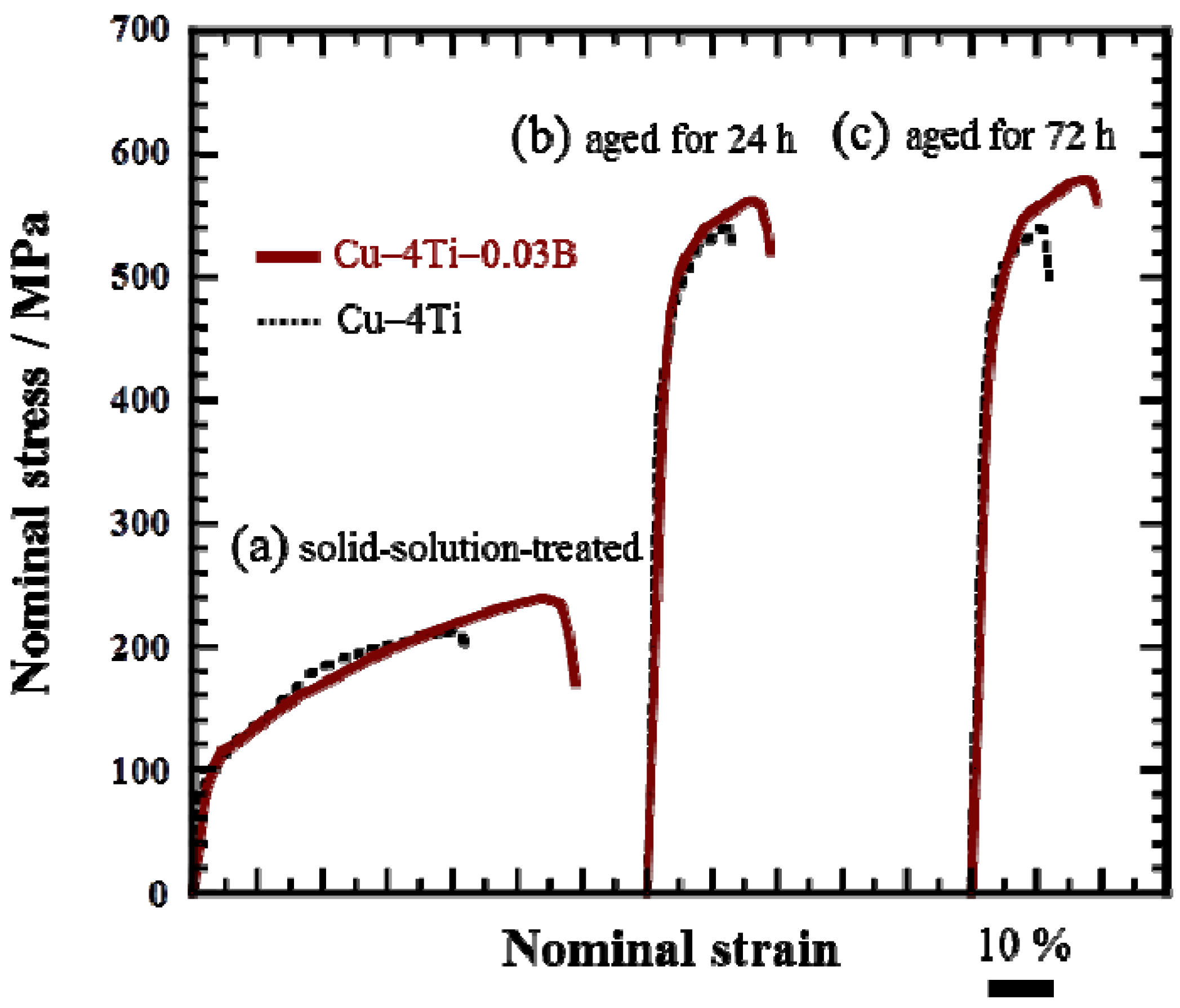
Figure 5 shows the nominal stress and strain curves of the Cu–4Ti–0.03B and Cu–4Ti alloys in the as-quenched state and after aging at 450 °C for 24 and 72 h, respectively. In both the quenched and aged alloys, the 0.2% proof stress of the Cu–4Ti–0.03B alloy specimens was of the same as that of the Cu–4Ti alloy specimens. On the other hand, the ultimate tensile strength (UTS) of the Cu–4Ti–0.03B alloy specimens was approximately 50 MPa higher than that of the Cu–4Ti alloy specimens in the quenched and aged states. It should be noted that there was no difference between the UTS values of the peak-aged (24 h) and over-aged (72 h) Cu–4Ti–0.03B alloy specimens, which is consistent with the results of Vickers hardness testing. As mentioned earlier, there was no significant difference between the grain sizes of the Cu–4Ti alloy specimens with and without B doping. The distribution of fine β′-Cu
4Ti precipitates also appeared to be similar in both specimens (see insets of
Figure 2c,f). Therefore, the increase in hardness and UTS of the Cu–4Ti–0.03B alloy specimens that were over-aged (aging time: 72 and 120 h) can be explained in terms of the volume fraction of discontinuous precipitates, which was 10%–18% lower than that in the Cu–4Ti alloy specimens for this aging period. The suppression of the formation of discontinuous precipitates resulted in the survival of a large amount of fine continuous precipitates of β′-Cu
4Ti, which are the primary contributor to the precipitate-induced strengthening of Cu–Ti alloys.
Figure 5.
Stress–strain curves of Cu–4Ti–0.03B and Cu–4Ti alloys: (a) solid-solution-treated (as-quenched) and aged at 450 °C for (b) 24 and (c) 72 h.
Figure 5.
Stress–strain curves of Cu–4Ti–0.03B and Cu–4Ti alloys: (a) solid-solution-treated (as-quenched) and aged at 450 °C for (b) 24 and (c) 72 h.
It is interesting that the elongation to fracture for all the Cu–4Ti–0.03B alloy specimens quenched and aged for 24 and 72 h was higher by approximately 7% than that for the Cu–4Ti alloy specimens, as shown in
Figure 5.
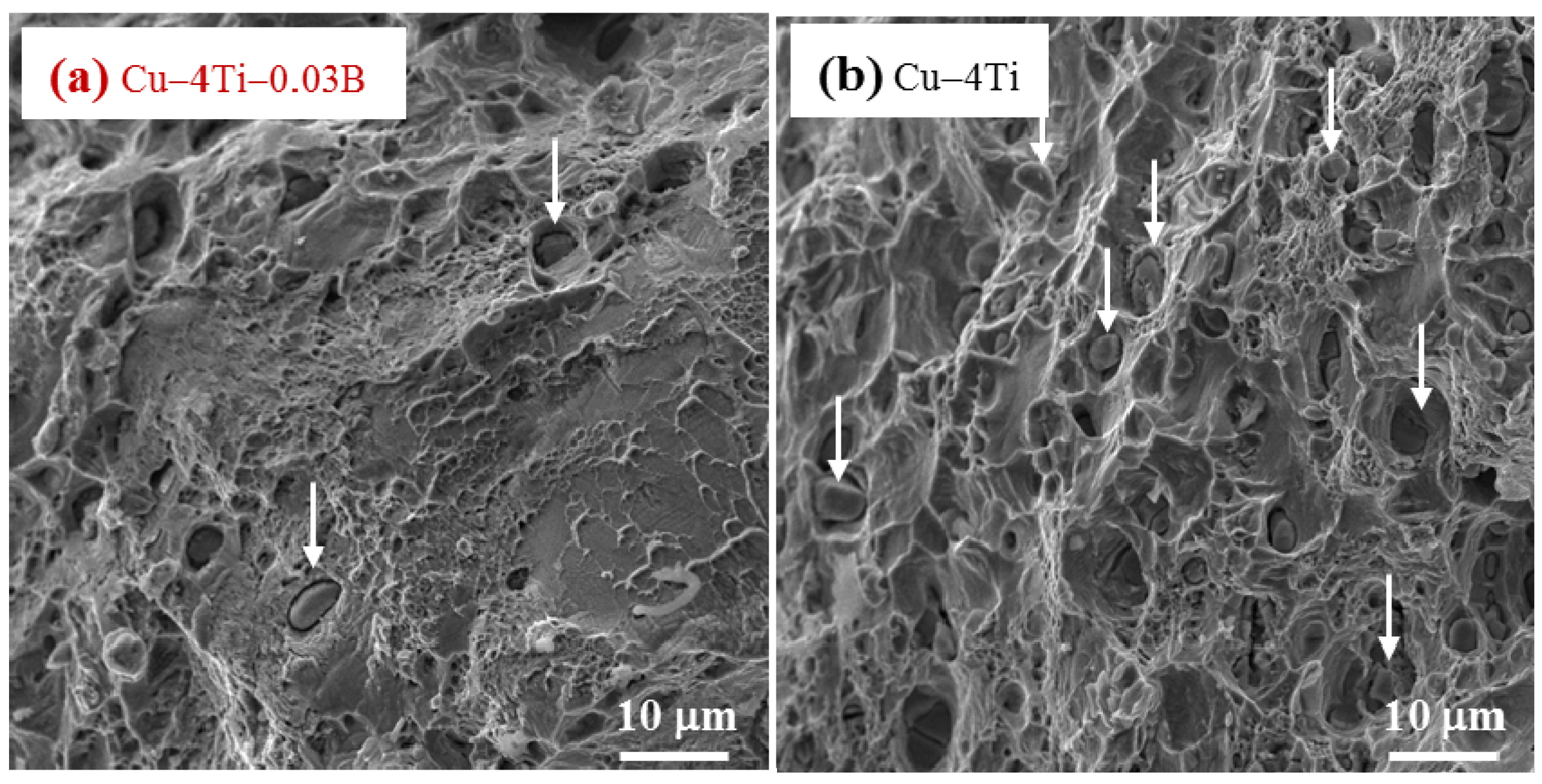
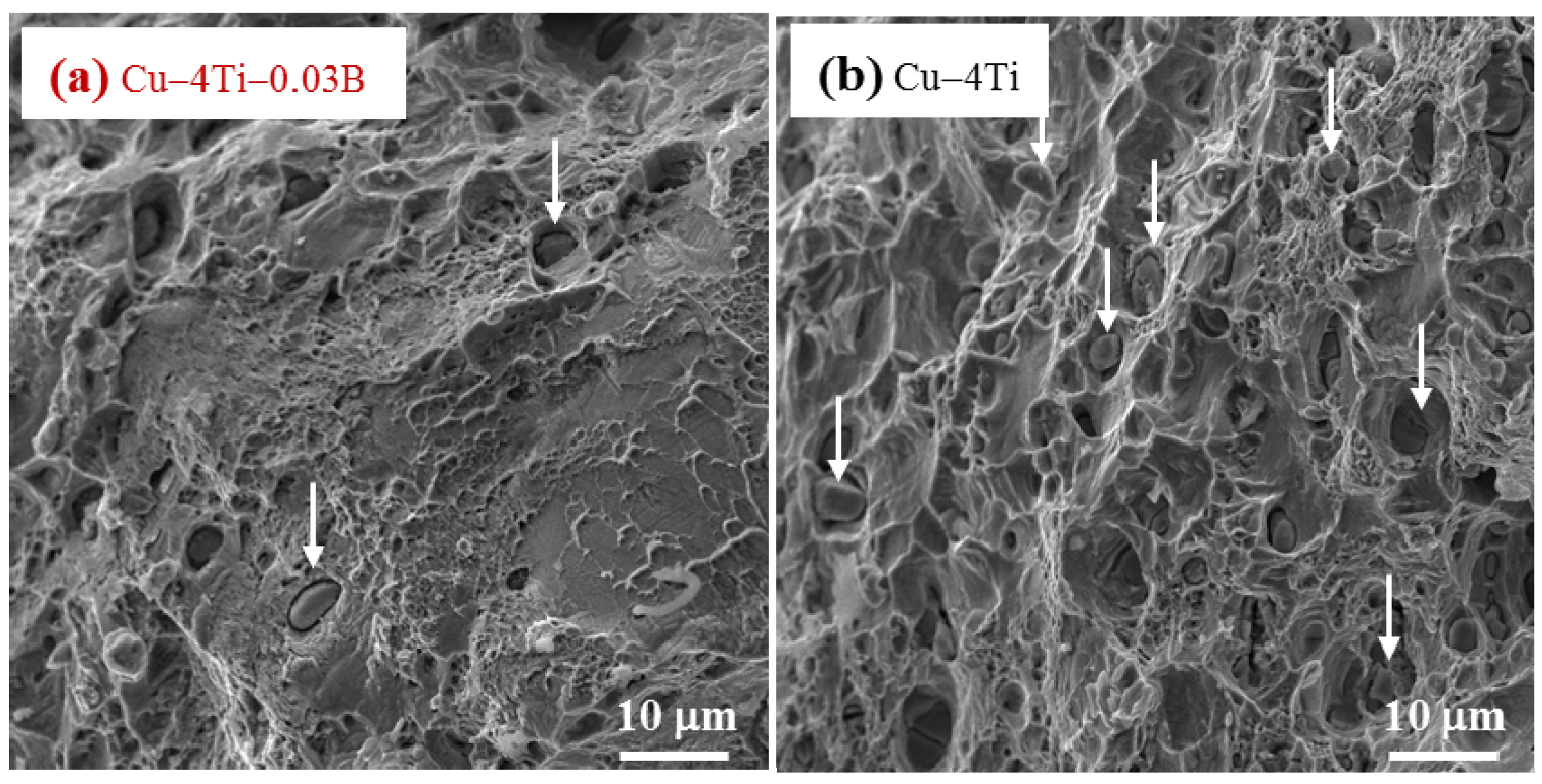
Figure 6 shows images of fractures caused by the tensile tests on the Cu–4Ti–0.03B and Cu–4Ti alloys that were aged for 72 h. We can see mostly typical transgranular ductile fractures with patterns of ripples and dimples in the Cu–4Ti–0.03B alloy. The fractrograph of the Cu–4Ti alloy also shows a ductile, but partly brittle, dimple-like fracture surface, which was probably caused by intergranular cracks associated with β-Cu
4Ti laminates, as marked by the arrows; the intergranular cracks appeared to be more significant in the Cu–4Ti alloy than the Cu–4Ti–0.03B alloy. The improvement in the ductility of B-doped Cu–Ti alloy specimens may also be attributed to the segregation of B at the grain boundaries and suppression of the discontinuous precipitates: the former possibly led to strengthening at the grain boundaries, which would have furthered transgranular plastic deformation prior to intergranular cracking. The latter would have also led to a decrease in the initiation sites of cracking in the brittle β-Cu
4Ti intermetallic phase.
Figure 6.
FE-SEM images of the fracture surfaces of (a) Cu–4Ti–0.03B and (b) Cu–4 Ti alloys that were aged at 450 °C for 72 h. The arrows in (a) and (b) indicate representative β-Cu4Ti inclusions.
Figure 6.
FE-SEM images of the fracture surfaces of (a) Cu–4Ti–0.03B and (b) Cu–4 Ti alloys that were aged at 450 °C for 72 h. The arrows in (a) and (b) indicate representative β-Cu4Ti inclusions.
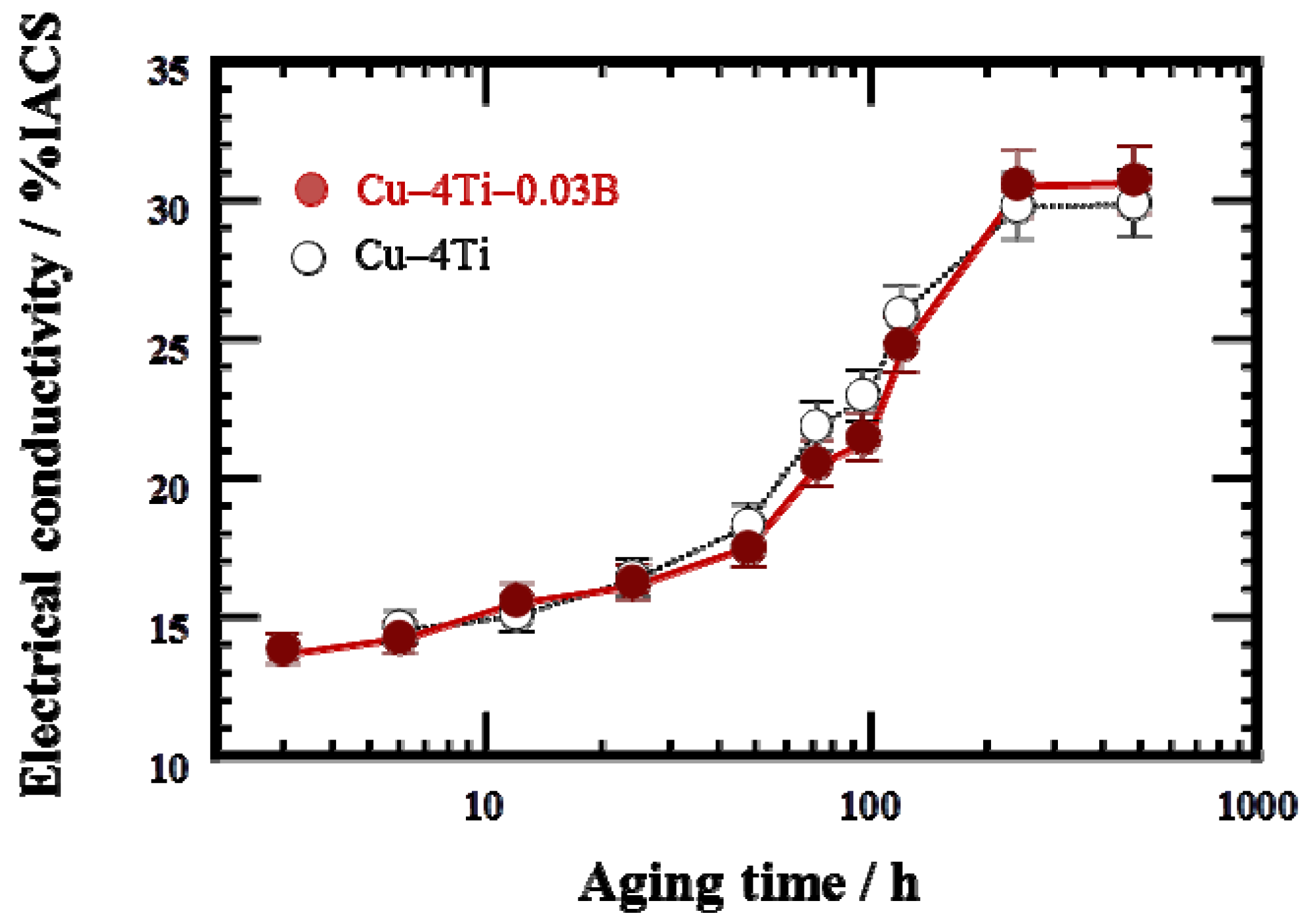
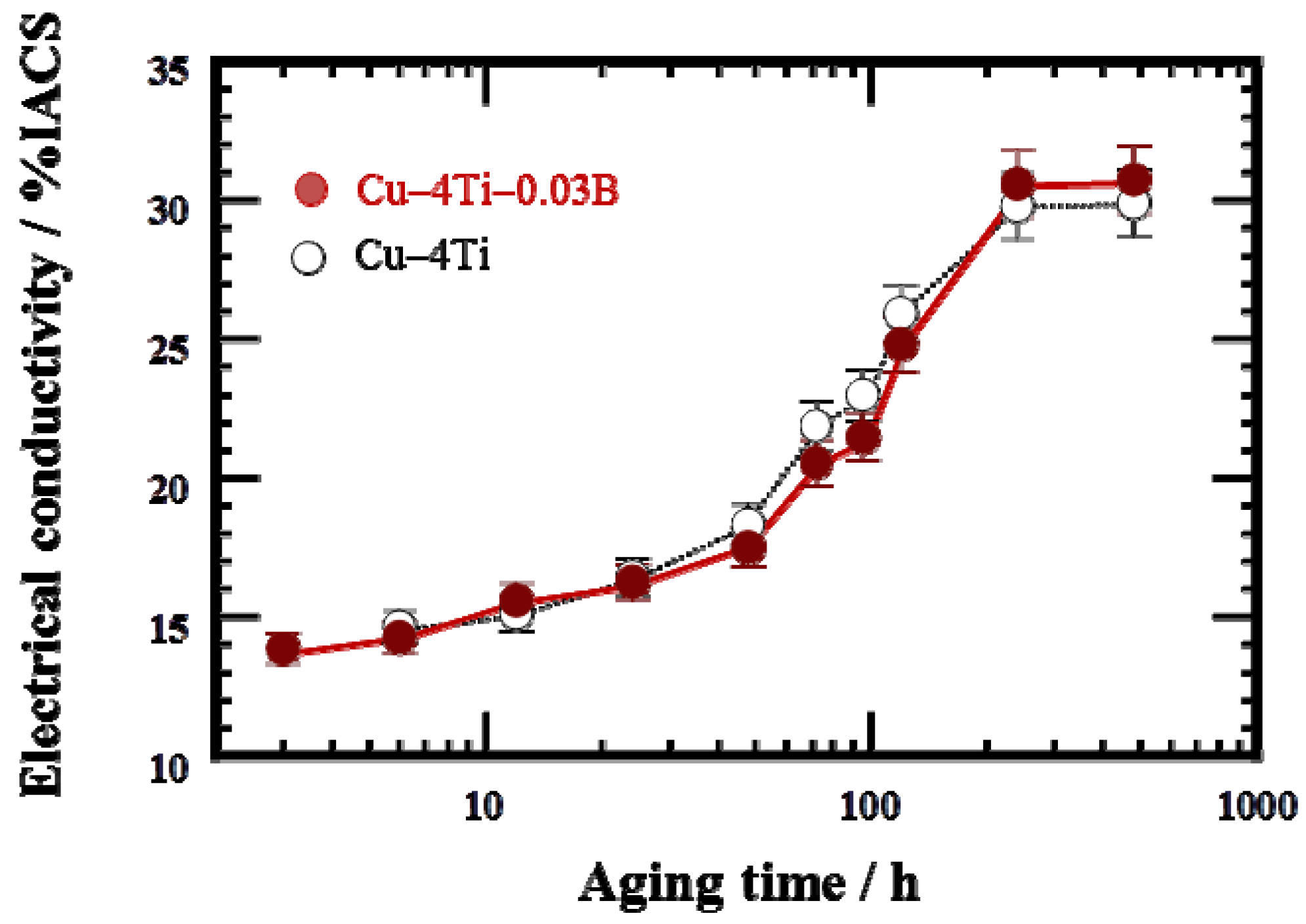
Figure 7 shows the variation in electrical conductivity at room temperature of the Cu–4Ti–0.03B and Cu–4Ti alloys as a function of aging time at 450 °C. The electrical conductivity of both the as-quenched specimens with and without B doping was 3% IACS (% IACS is defined as the percentile based on the electrical conductivity of an international annealed copper standard (IACS) at 25 °C, 5.80 × 10
7 Ω
–1 m
–1). The conductivity of the Cu–4Ti–0.03B alloy specimens increased gradually with aging and became almost constant within experimental accuracy at 30% IACS after 240 h.
Figure 7.
Electrical conductivity of Cu–4Ti–0.03B and Cu–4Ti alloys that were aged at 450 °C. The conductivity is expressed in % IACS, the percentile of the conductivity with respect to that of annealed pure copper.
Figure 7.
Electrical conductivity of Cu–4Ti–0.03B and Cu–4Ti alloys that were aged at 450 °C. The conductivity is expressed in % IACS, the percentile of the conductivity with respect to that of annealed pure copper.
For the age-hardenable Cu–Ti alloys, the electrical conductivity at the peak-hardened state is one of the most important parameters. In the case of the Cu–4Ti alloy specimens without B doping, the electrical conductivity at a peak-hardness of 270 Hv (aging time: 12 h) was less than 15% IACS, as shown in
Figure 7. On the other hand, in the case of the Cu–4Ti–0.03B alloy specimens, the aging range exhibiting peak hardness of more than 270 Hv was extended between 12 and 72 h. Eventually, the electrical conductivity at the peak hardness increased to 20% IACS in the specimens aged for 72 h. Therefore, we conclude that B doping of age-hardenable Cu–Ti alloys also improves the balance of the strength and electrical conductivity.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}