1. Introduction
The use of fiber-reinforced polymer (FRP) composites has grown very rapidly over the last few decades, due to their attractive physical, mechanical and thermal properties [
1]. Some of their common applications include civil infrastructure, composite bridge decks, oil and gas pipelines and turbine blades in windmills. The woven fabric composite, in particular, has attracted the interest of engineers and researchers, due to its relatively high delamination and impact resistance. However, the failure of FRPs is complex, especially when multi-layer laminates are examined. The failure behavior depends on many factors, such as the loading nature and direction with respect to the fibers, the fabrication quality and the structure of the composite fabric. Typical failure modes of FRPs include fiber fracture, matrix fracture, fiber-matrix interface debonding and interlaminar delamination [
2,
3]. One of the recent promising techniques to overcome the premature failure of composites due to delamination/debonding is to reinforce the composites with nanoparticles.
Carbon nanotubes (CNTs), nano-clay, graphene nanoparticles (GNPs), and nano-silica are common non-metallic nanoparticles used to fabricate nanocomposites [
4,
5]. Discovered by Ijima in 1991 [
6], CNTs have attracted many scientists worldwide, because of their distinguished mechanical properties compared with conventional structural materials. Therefore, many researchers have focused on using the CNTs in polymer nanocomposites. Over the last two decades, various techniques have been developed to ensure a good dispersion of CNTs in polymeric matrices, such as non-covalent [
7,
8,
9] and covalent [
10,
11,
12] functionalization. The covalent functionalization involves impregnating functional groups on the surface of nanotubes. The functional groups are expected to react with the polymer matrix and increase the interfacial bond significantly. A review for the use of functionalized CNTs in polymeric matrices can be found elsewhere [
13,
14,
15].
Several studies reported good improvement in FRP mechanical properties when CNTs were used in polymer nanocomposites. The mechanism of CNTs in composite is expected to resist the inter-fiber fracture and enhance their respective mechanical properties. The improvements of FRP composites include the tensile and shear property of glass fiber-reinforced polymer (GFRP) composites [
16] and Mode I and Mode II fracture toughness [
17,
18]. For instance, Qiu
et al. [
16] examined the tensile and shear behavior of (GFRP) composites. With 1.0% by weight functionalized multi-walled carbon nanotubes (MWCNTs), they reported a 14% and 5% increase in on-axis tensile and shear strengths, respectively. They also reported a 20% and 8% increase in tensile Young’s and short beam shear moduli. In addition, Garcia
et al. [
18] examined the fracture toughness of carbon fiber-reinforced polymer (CFRP) with nanotubes joining the prepregs, and they found a 250% increase in Mode I and a 300% increase in Mode II fracture toughness. Furthermore, compression shear tests were performed to determine the interlaminar shear strength (ILSS) of glass woven fabric composites with different dispersion techniques and showed no variation in ILSS due to the addition of 0.5 wt% MWCNTs [
19].
Few studies examined using nanoparticles to improve the flexure behavior of FRP composites, such as increasing the ultimate strength, the flexural modulus or the energy absorption under flexural loads. Hossain
et al. [
20] reported a 49% and 31% increase in the flexural strength and modulus of on-axis woven E-glass/polyester composites reinforced by 0.1–0.4 wt% carbon nanofibers (CNF). In addition, 1.5 wt% aligned MWCNTs are used to improve on-axis flexure strength and modulus for (CFRP) composites by 74% and 75%, respectively [
21]. To date, the effect of using functionalized MWCNTs on the flexure behavior of carbon woven fabric composites has not yet been reported. In this investigation, a carboxyl functionalized multi-walled carbon nanotube (COOH-MWCNTs) epoxy nanocomposite is used to improve the on- and off-axis flexural behavior of woven carbon fiber composites.
3. Results and Discussion
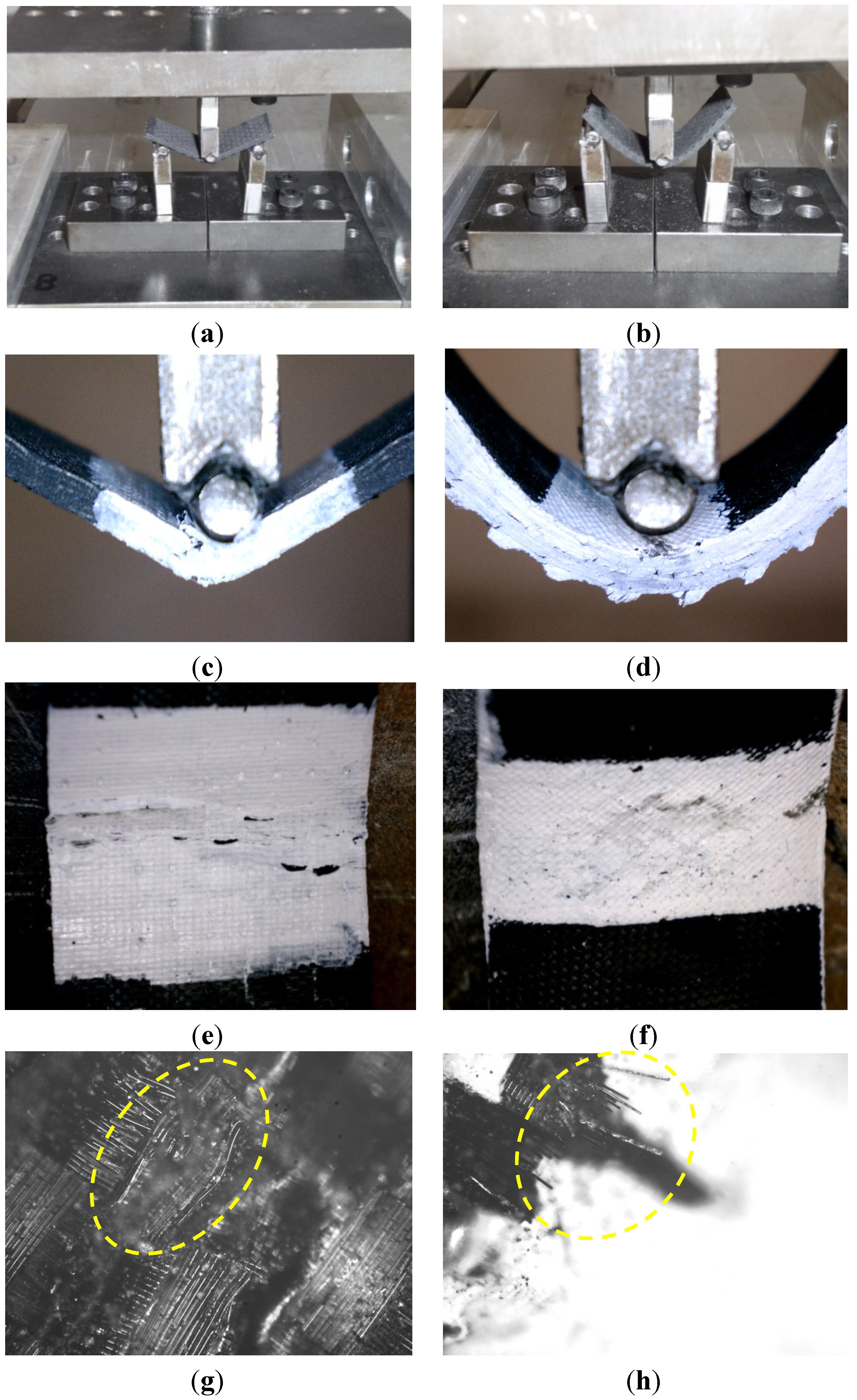
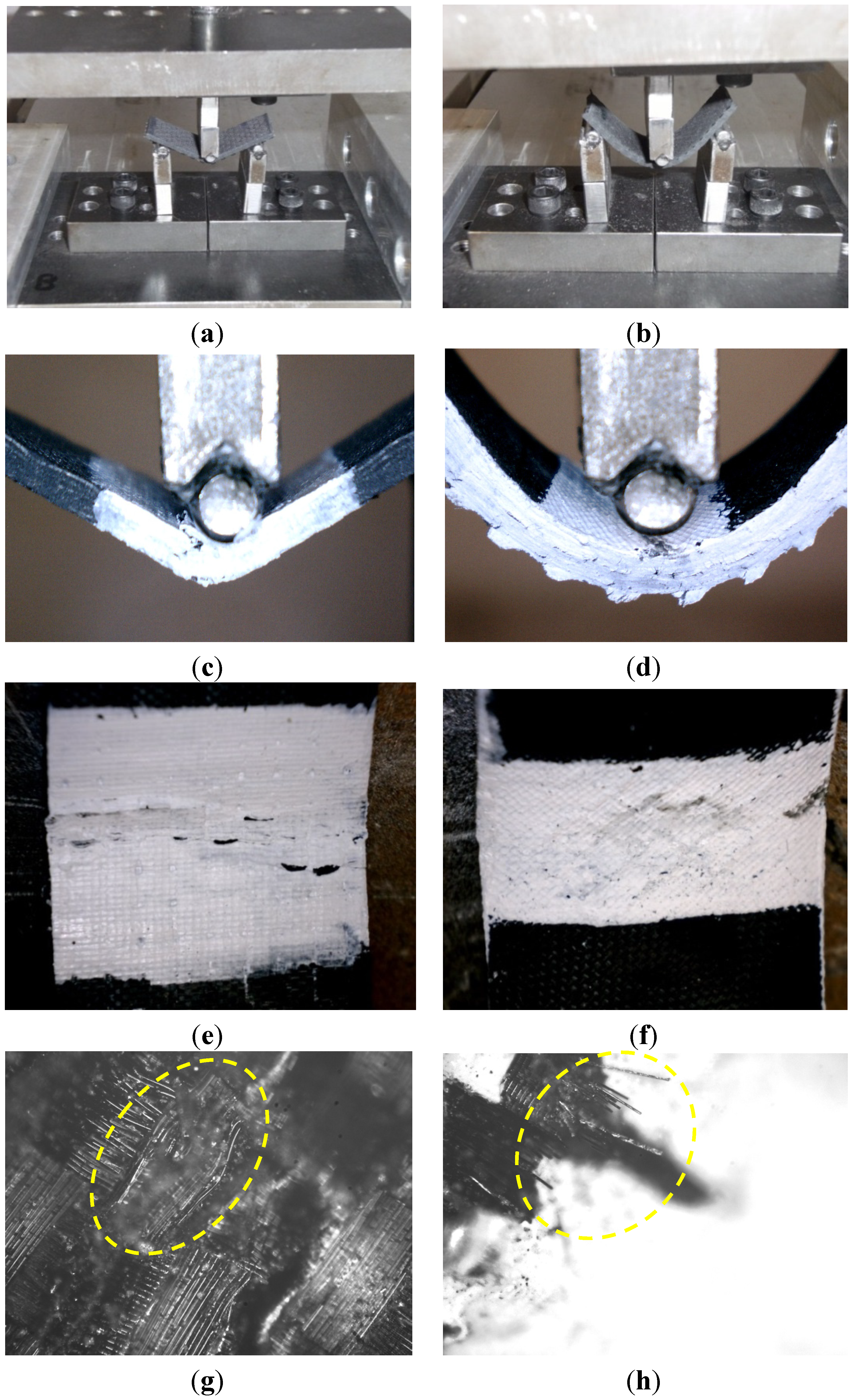
Figure 4a,b shows the deformed shape of the on- and off-axis flexure tests, respectively. As expected, the off-axis specimens exhibited higher deflection and less strength than the on-axis specimens. Close views for the failed on-axis specimens show that failure occurred due to kink/breakage of the fibers in the compression side (
Figure 4c,e). This is expected, since FRP composites are stronger in tension than they are in compression. In addition, high resolution microscopic images in
Figure 4g,h show the kink and rupture of fibers in the top and bottom surfaces of the on-axis test specimens, respectively. On the other hand, failure of the off-axis specimens was due to shear-off of the fibers at a 45° angle in the compression zone, as shown in (
Figure 4d,f). This shear-off is attributed to the weak shear strength of the epoxy matrix.
Figure 4.
Deformation and failure of on- and off-axis flexure composite specimens. (a) deformation of on-axis flexure specimens; (b) deformation of off-axis flexure specimens; (c) failure of on-axis flexure specimens; (d) failure of off-axis flexure specimens; (e) kink/breakage of fibers at the top surface; (f) shear-off of the fibers at the top surface; (g) high resolution microscopic image for the kink of fibers at the top surface of the on-axis test; (h) high resolution microscopic image for the rupture of fibers at the bottom surface of the on-axis test.
Figure 4.
Deformation and failure of on- and off-axis flexure composite specimens. (a) deformation of on-axis flexure specimens; (b) deformation of off-axis flexure specimens; (c) failure of on-axis flexure specimens; (d) failure of off-axis flexure specimens; (e) kink/breakage of fibers at the top surface; (f) shear-off of the fibers at the top surface; (g) high resolution microscopic image for the kink of fibers at the top surface of the on-axis test; (h) high resolution microscopic image for the rupture of fibers at the bottom surface of the on-axis test.
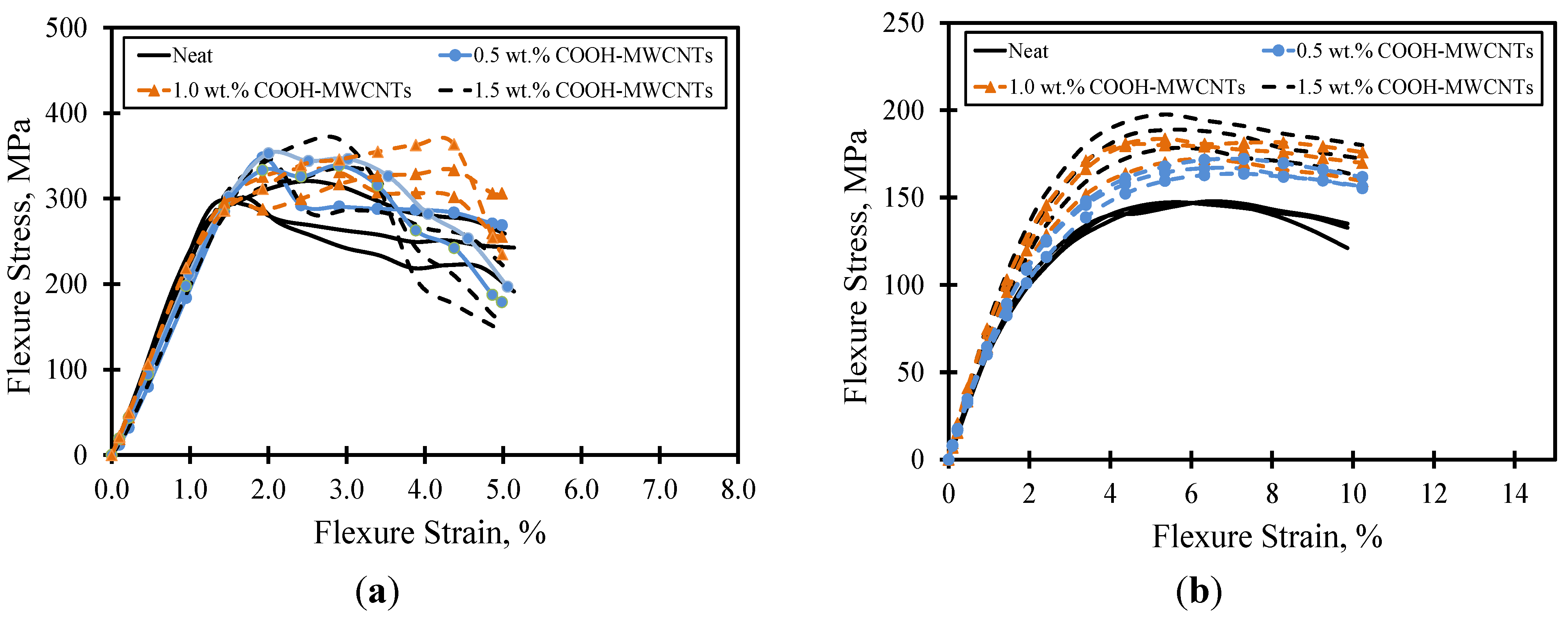
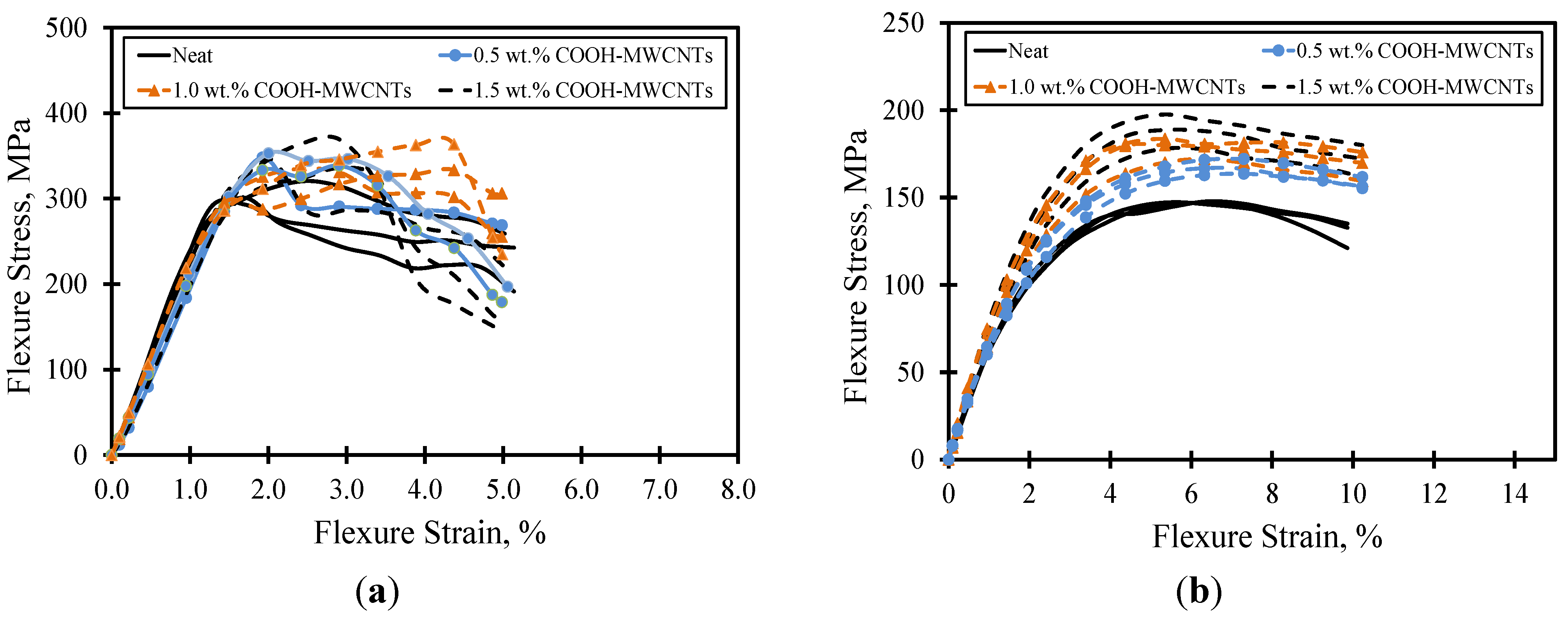
The flexure stress-strain curves for the on- and off-axis flexure tests are depicted in
Figure 5a,b up to the 5% and 10% strain levels, respectively. For all COOH-MWCNTs loadings, the on-axis flexure stress-strain curves were linear up to a maximum value corresponding to the flexure strength of the composite specimens, where the failure in the compression side occurred (
Figure 5a). Once compression failure occurred, the flexure stress was reduced as the fiber breakage propagated through the thickness. The linearity in the on-axis stress strain curve before failure proves the fiber domination of the on-axis flexure behavior. On the contrary, a non-linear stress-strain curve associated with a yield-like plateau was observed in the off-axis flexural behavior (
Figure 5b). The significant non-linearity in the off-axis stress-strain curves is attributed to the matrix domination on the off-axis flexural behavior. In addition, the post-peak loss in flexure stress occurred in a more gradual fashion in the off-axis behavior than it occurred in the on-axis direction.
Table 2 and
Table 3 show the statistical analyses for the mechanical properties of on- and off-axis composite specimens with various COOH-MWCNTs loadings. The flexure toughness for the on-axis test specimens were computed from the area under the stress-strain curves up to the 3.0% flexure strain level; the limit sufficiently extends beyond the fiber breakage first observed at the end of the proportional limit. On the other hand, the flexure toughness for the off-axis specimens were computed from the area under the stress-strain curves up to the 5.0% strain level, The proposed limits meet the recommendations of ASTM D790 [
27]. From both tables, it can be observed that the flexure strength (~150–180 MPa) and modulus (~6–8 GPa) of the off-axis flexure test specimens were about one-half and one-third of that of the on-axis flexure test specimens, respectively. This is a typical observation supported by composite theory, where the behavior in the on-axis direction dominated by the strong fibers is much stronger than off-axis direction dominated by the matrix. The coefficients of variation for all specimens were below 10%, and therefore, all cases of COOH-MWCNTs loadings showed valid results.
Figure 5.
Flexure stress-strain curves for composite plates. (a) on-axis; (b) off-axis.
Figure 5.
Flexure stress-strain curves for composite plates. (a) on-axis; (b) off-axis.
Based on the Student’s
t-test, no significant statistical difference was observed in the on-axis flexure strength, modulus and toughness between composite specimens with various COOH-MWCNTs loadings and the neat material. This observation confirms that the on-axis flexural behavior of the composite plates is dominated by the strong carbon fibers oriented in the span direction, and the change/modification in the epoxy matrix produces minimal to no effect on the on-axis behavior. A similar observation related to the fiber domination on the behavior of woven fabric composites subjected to on-axis tension was reported earlier by Naik
et al. [
33] and recently by Soliman
et al. [
32]. In this case, the composite coupons exhibit fiber breakage associated with limited damage in the matrix. On the other hand, significant statistical differences in the flexure strength, modulus and toughness associated with the off-axis flexural test were observed especially with the addition of large contents of COOH-MWCNTs. For instance, improvements in flexure strength, modulus and toughness with the addition of 1.5 wt% COOH-MWCNTs reached 19%, 28% and 20.7%, respectively (
Table 3).
Table 2.
Statistical analyses for the on-axis flexure test with various COOH-MWCNTs loadings: flexure modulus of elasticity (E), flexure strength (σu) and flexure toughness at the 3% strain level (T-3%).
Table 2.
Statistical analyses for the on-axis flexure test with various COOH-MWCNTs loadings: flexure modulus of elasticity (E), flexure strength (σu) and flexure toughness at the 3% strain level (T-3%).
| COOH-MWCNTs | Criterion | E (GPa) | σu (MPa) | T-3% (MPa.mm/mm) |
|---|
| 0 wt% (neat) | Mean | 21.70 | 320 | 6.70 |
| STD | 0.7 | 11.93 | 0.25 |
| 0.5 wt% | Mean (% increase) | 20.40 (−6%) | 348 (8%) | 6.96 (3.9%) |
| STD | 0.61 | 6.24 | 0.52 |
| 1.0 wt% | Mean (% increase) | 19.33 (−10%) | 340 (6%) | 6.77 (1.04%) |
| STD | 0.85 | 23.90 | 0.45 |
| 1.5 wt% | Mean (% increase) | 20.40 (−6%) | 344 (7%) | 6.94 (3.48%) |
| STD | 0.82 | 29.28 | 0.36 |
Table 3.
Statistical analyses for the off-axis flexure test with various MWCNTs loadings: flexure modulus of elasticity (E), flexure strength (σu), and flexure toughness at 5% strain level (T-5%).
Table 3.
Statistical analyses for the off-axis flexure test with various MWCNTs loadings: flexure modulus of elasticity (E), flexure strength (σu), and flexure toughness at 5% strain level (T-5%).
| COOH-MWCNTs | Criterion | E (GPa) | σu (MPa) | T-5% (MPa.mm/mm) |
|---|
| 0 wt% (neat) | Mean | 6.73 | 147.7 | 5.85 |
| STD | 0.29 | 0.58 | 0.03 |
| 0.5 wt% | Mean (% increase) | 7.00 (4%) | 167.7 (13%) | 6.05 (3.53%) |
| STD | 0.26 | 4.04 | 0.21 |
| 1.0 wt% | Mean (% increase) | 7.60 (13%) | 179 (21%) | 6.74 (15.28%) |
| STD | 0.78 | 6.08 | 0.4 |
| 1.5 wt% | Mean (% increase) | 8.00 (19%) | 189 (28%) | 7.06 (20.70%) |
| STD | 0.46 | 9.54 | 0.42 |
Previous research reported that significant damage in the matrix occurs prior to fiber reorientation and breakage when carbon woven fabric composites are loaded off-axis [
32,
33]. In this case, the damage in the matrix is gradual, causing significant nonlinearity in the load-displacement response. Similarly, the failure behavior of the off-axis flexure test can be therefore attributed to the damage of the epoxy matrix; thus, the effect of the multi-wall carbon nanotubes is evident. Similar findings on the significance of carbon nanotubes on the on- and off-axis tension test of composite coupons with carbon nanotubes were reported elsewhere by the authors [
32]. It can be argued that the improvement in the off-axis behavior is attributed to a strong bond between the COOH functional groups attached to the MWCNTs and the epoxy groups. This bond seems to significantly improve the matrix behavior and, thus, to improve the flexure strength and modulus of the composite.
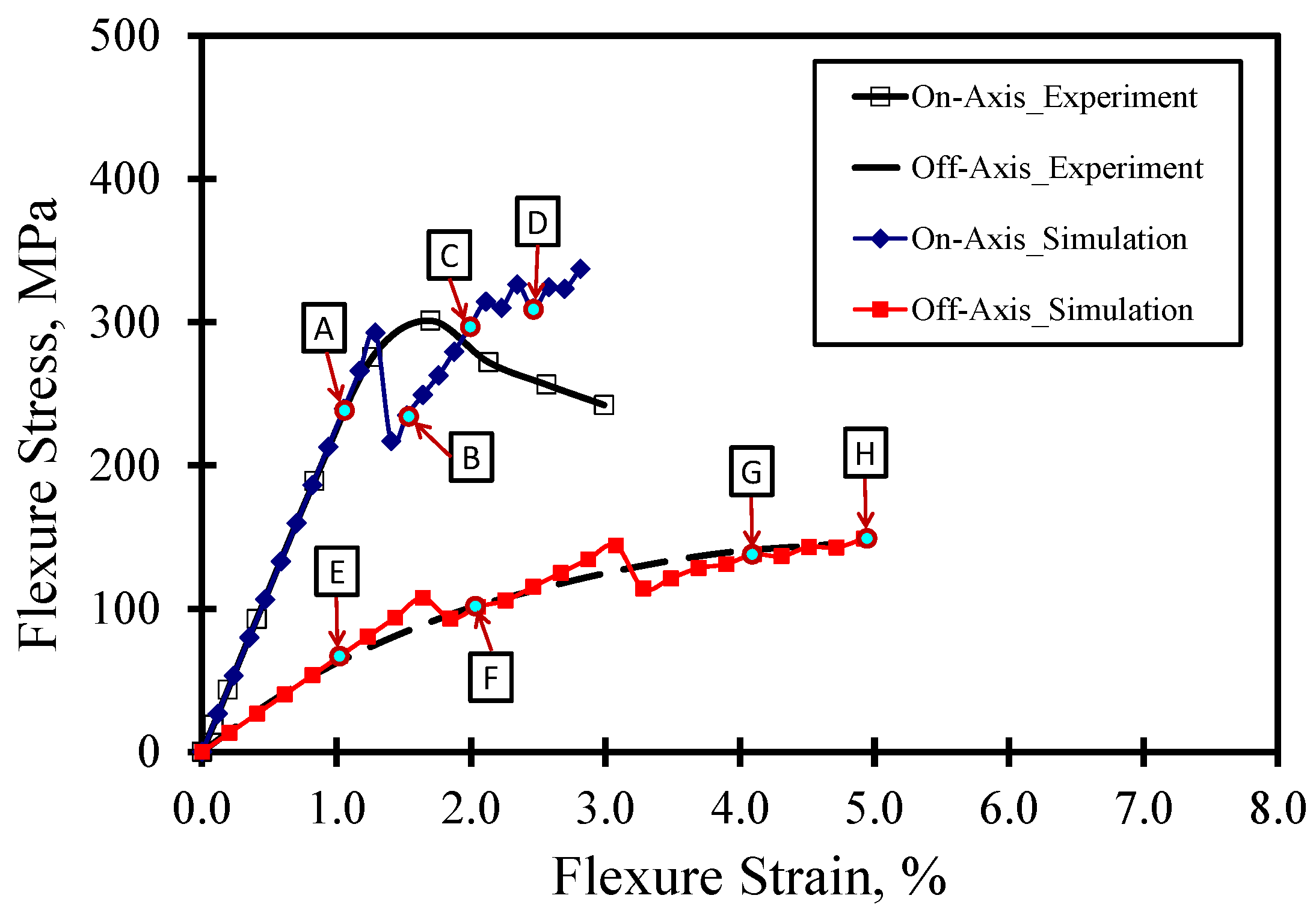
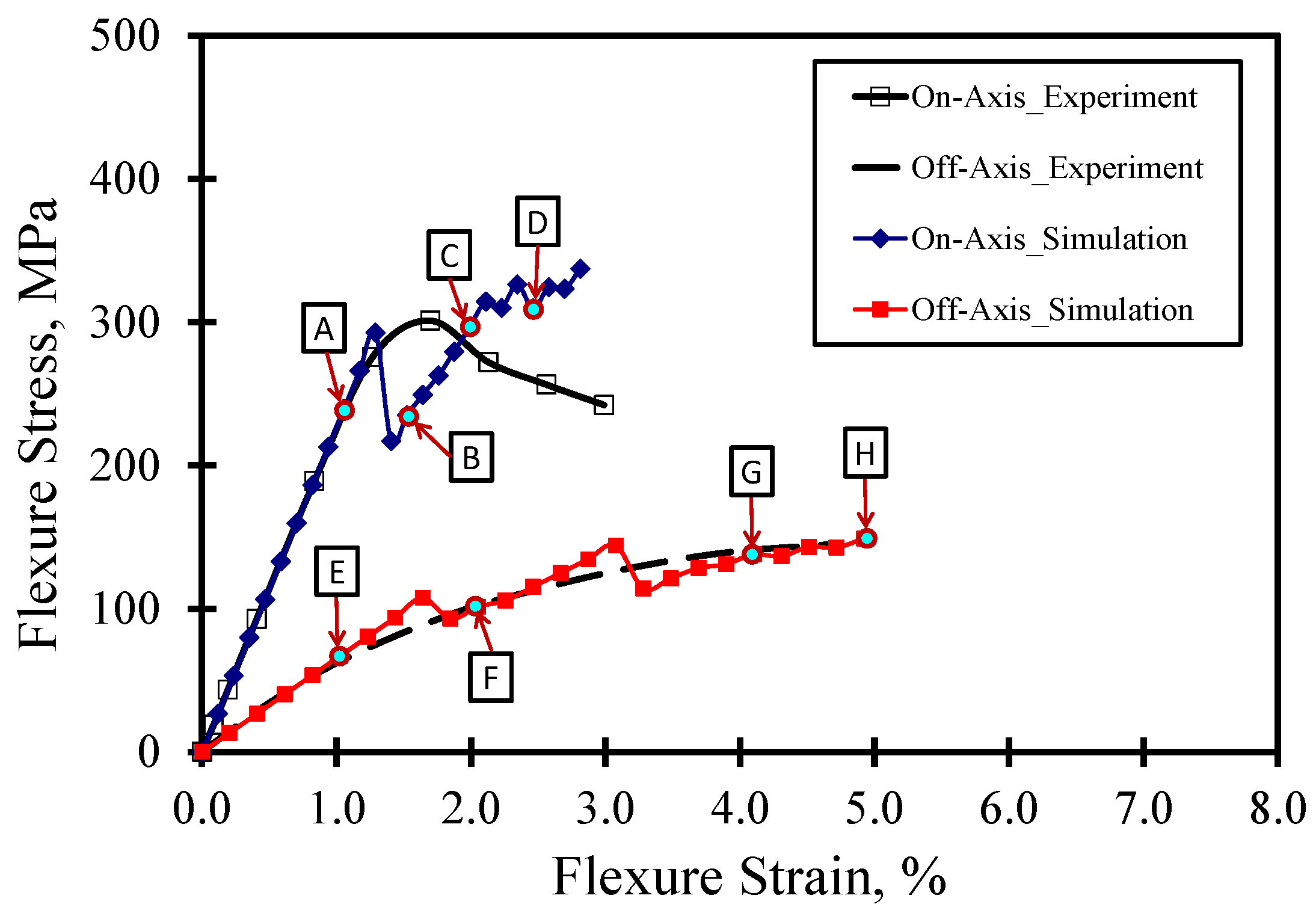
Figure 6 shows a comparison between the stress-strain curves for the on- and off-axis flexure test obtained experimentally and numerically. In general, the figure shows fair agreement between the experiments and FE simulations. However, the FE simulation fails to predict the on-axis post-peak behavior. This can be attributed to the fact that MCT is a class of FE simulation that uses a representative volume element (RVE) based on idealizing the microstructure of woven composites to develop a unit cell. The unit cell is used in the analysis and the average stress for each constituent is checked. Therefore, the FE model does not capture severe damage associated with large deformations and any change in geometry due to fiber breakage in compression. In order to capture these effects, the complete non-linear stress-strain curves for the constituents would help in improving the prediction of the post-peak behavior. This might be outside the scope of this effort, which is concerned with identifying the composite constituent responsible for failure. Furthermore, the numerical off-axis simulation exhibited multiple drops and subsequent increases of load in a “saw-tooth”-like behavior in the stress-strain, as reported elsewhere [
29]. Such behavior depends on the FE mesh size and could be attributed to matrix damage in some elements and subsequent stress redistribution to undamaged elements.
Figure 6.
Comparison between experiment and FE simulation for on- and off-axis flexure behavior.
Figure 6.
Comparison between experiment and FE simulation for on- and off-axis flexure behavior.
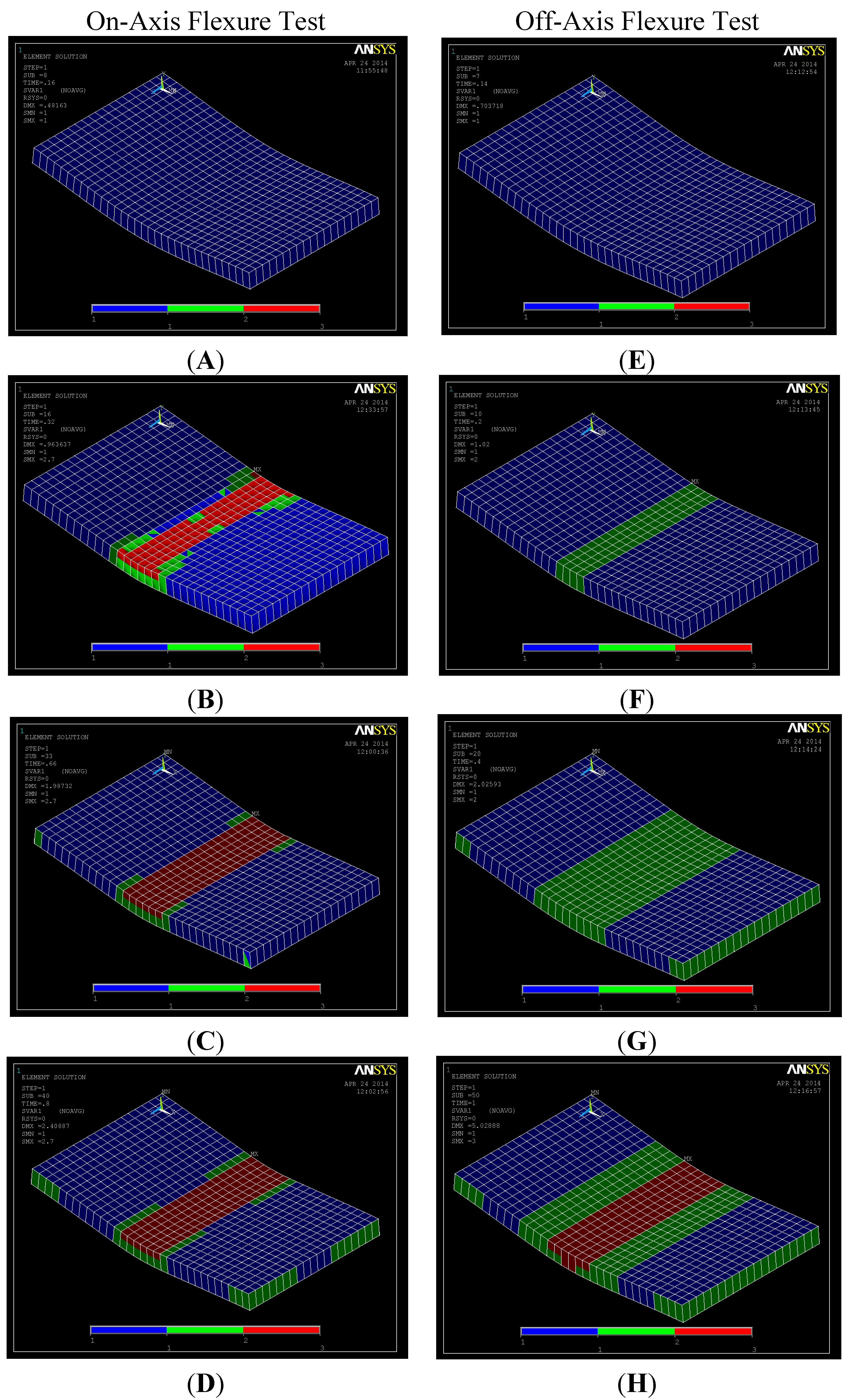
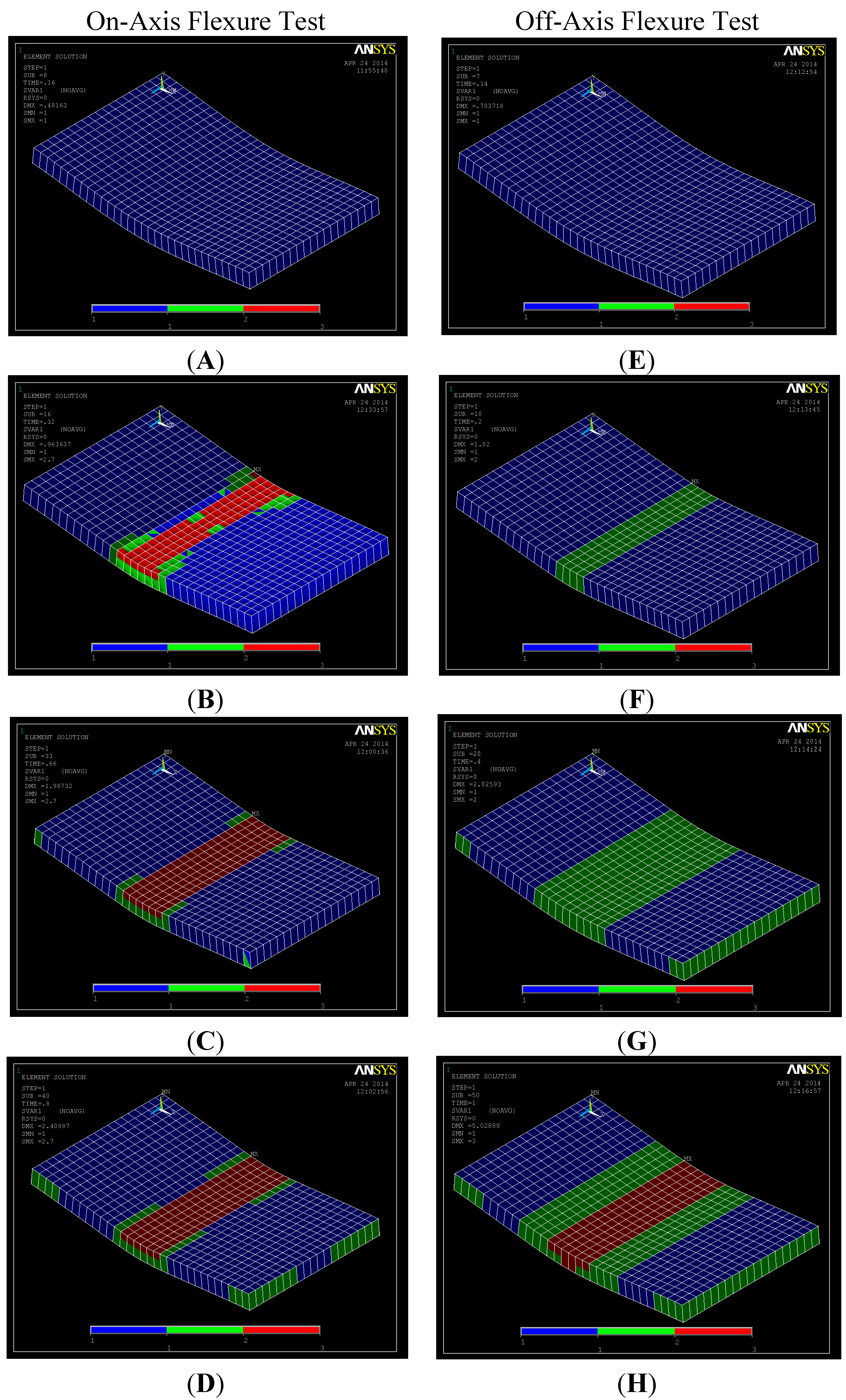
On the other hand, the FE simulation is capable of predicting the off-axis flexure behavior to a great extent. Snapshots for the undamaged and damaged regions at different strain levels are shown in
Figure 7. The images from A–E correspond to the on-axis test results, while the images from F–J correspond to the off-axis test results. For the on-axis test, it is observed that significant fiber damage occurs at the 1.5% strain level in the compression zone only. As the strain increases, the fiber and matrix damage propagate. On the other hand, significant matrix damage is observed in the off-axis test at the 3% strain level prior to any fiber damage. The onset of fiber damage is observed at a relatively high strain level (4.0%) in the compression zone. The fiber damage extends through the depth at the 5.0% strain level. The FE simulation confirms the fiber domination in the on-axis flexure behavior and the matrix domination in the off-axis flexure behavior, as shown in
Figure 7.
Figure 7.
Contour plots for undamaged/damaged matrix and fibers for on- and off-axis flexure test at different strain level. (A) ~1.0%; (B) ~1.5%; (C) ~2.0%; (D) ~2.5%; (E) ~1.0%; (F) ~2.0%; (G) ~4.0%; (H) ~5.0%.
Figure 7.
Contour plots for undamaged/damaged matrix and fibers for on- and off-axis flexure test at different strain level. (A) ~1.0%; (B) ~1.5%; (C) ~2.0%; (D) ~2.5%; (E) ~1.0%; (F) ~2.0%; (G) ~4.0%; (H) ~5.0%.
Notes:
![Materials 07 04640 i005]()
Undamaged matrix and undamaged fiber;
![Materials 07 04640 i006]()
Failed matrix and undamaged fiber;
![Materials 07 04640 i007]()
Failed matrix and failed fiber.
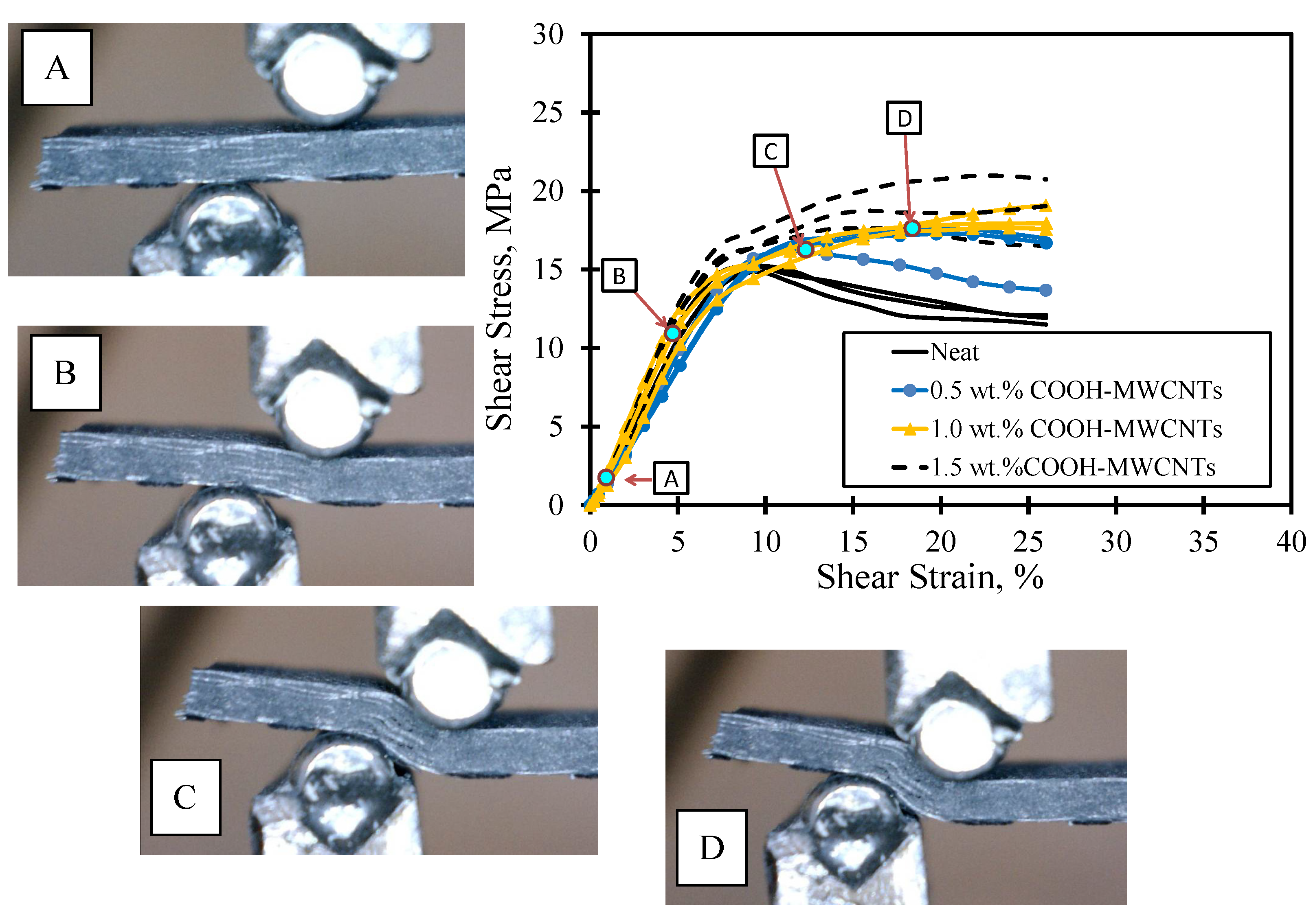
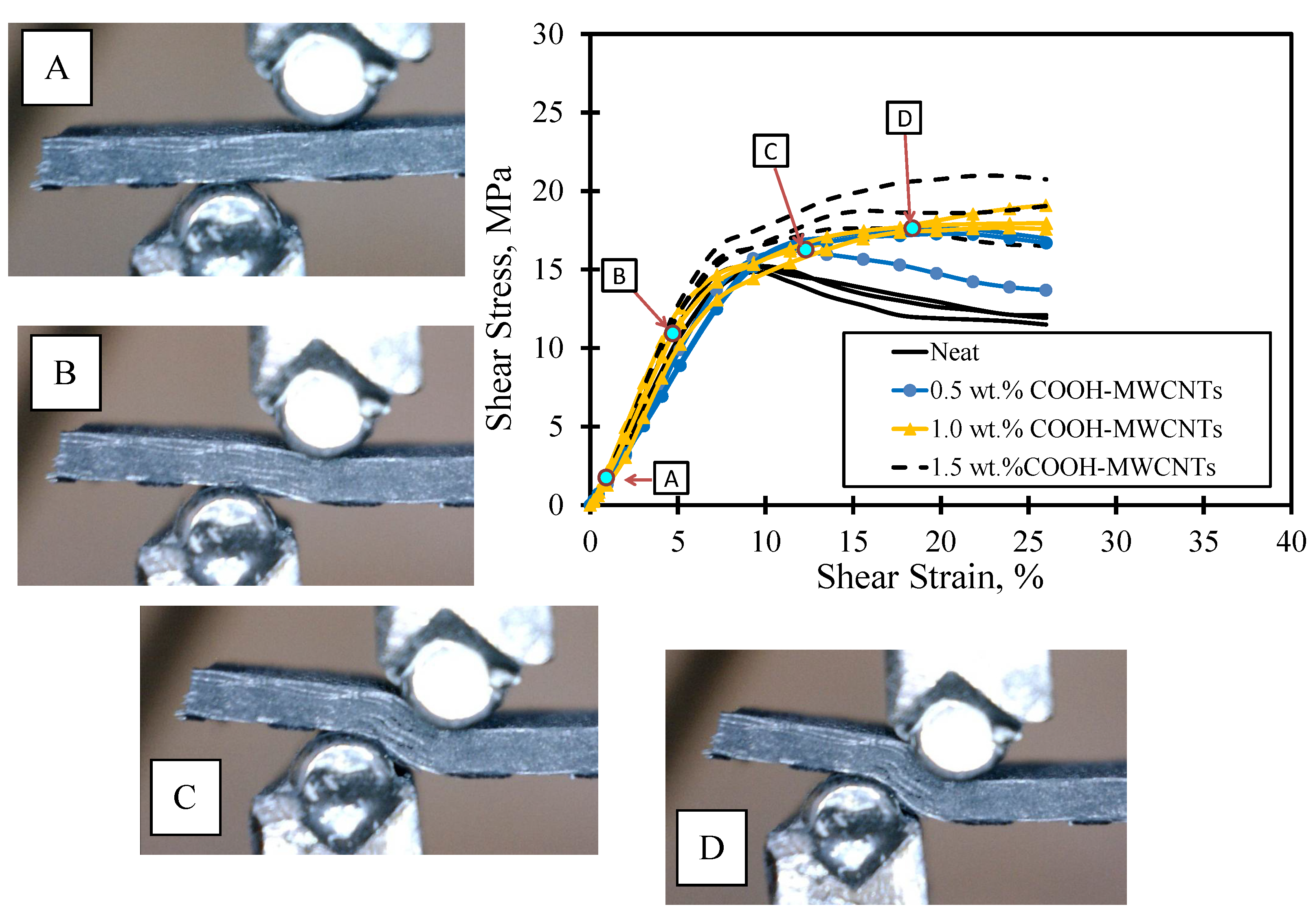
The shear stress-strain response of FRP composite plates with various contents of MWCNTs is also shown in
Figure 8. The figure also displays
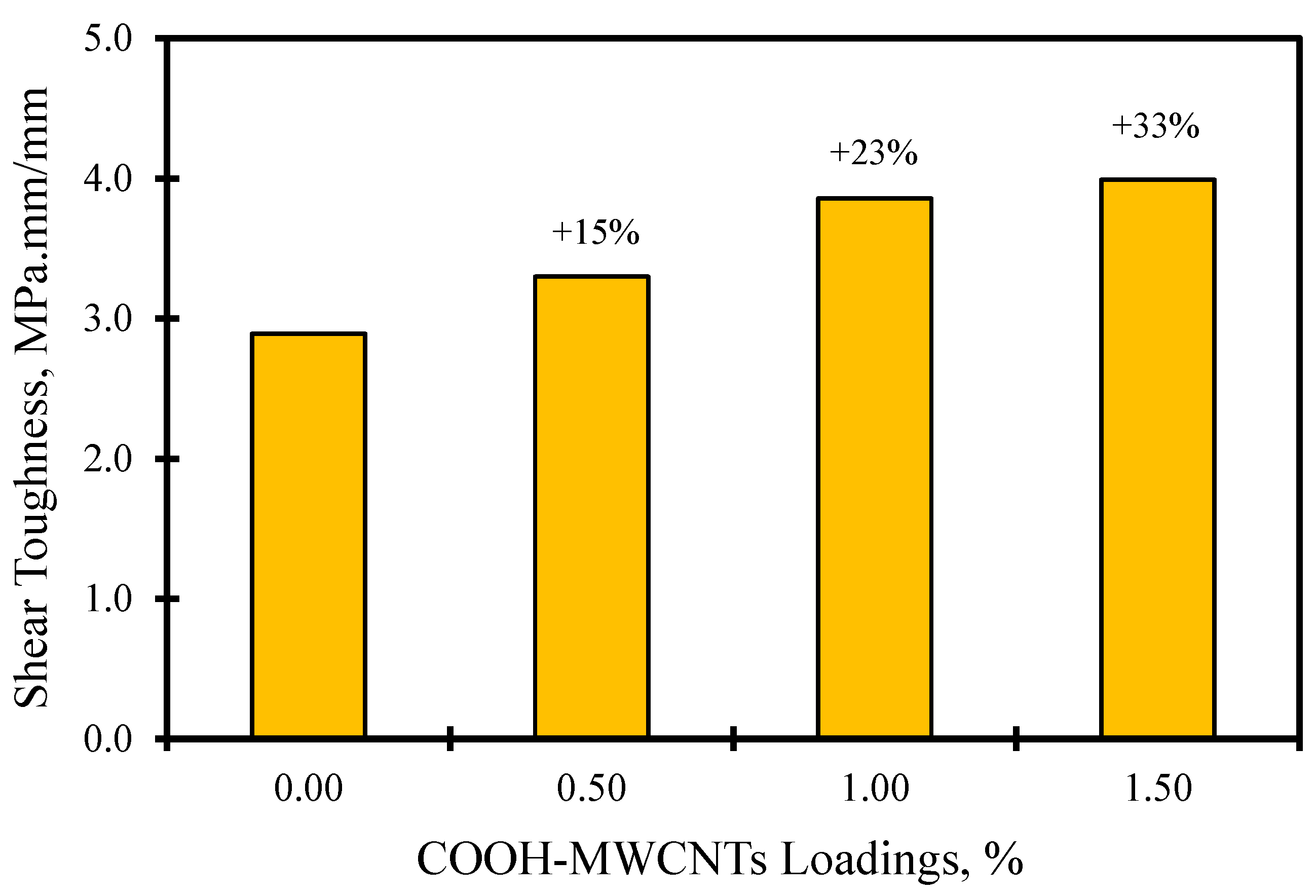
in situ microscopic images of the deformation at the loaded part. The images show that no cracks were observed, as the stress was within the linear elastic zone. As the stress increased passing the linear zone, delamination between the CFRP laminates took place. In the stress-strain curve, it can be noted that the neat epoxy CFRP composites undergo a strain softening plateau after passing the linear elastic zone. This is contrary to the majority of the COOH-MWCNT-reinforced epoxy CFRP composites, where a clear trend of the straining hardening plateau occurred after passing the linear elastic zone. We attribute the difference in the shear behavior to the improvements in the interlaminar shear strength of the epoxy matrix in the composites. Such an improvement might be explained by the chemical reaction of the functionalized COOH-MWCNTs and the base resin. To further quantify the improvement associated with the addition of COOH-MWCNTs on the shear response, the shear toughness up to the 25% strain level is computed and compared in
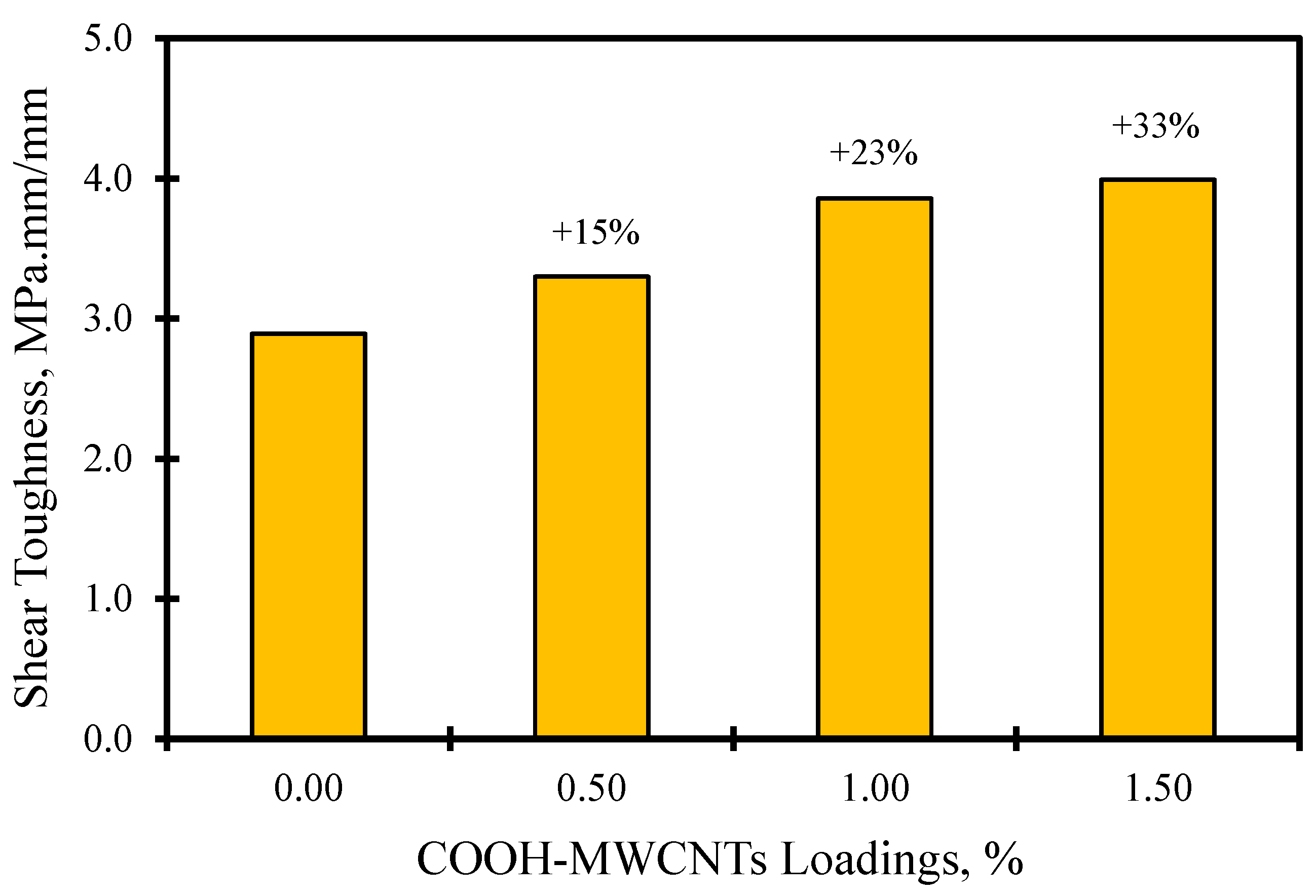
Figure 9. The average shear toughness was calculated for the neat, 0.5 wt%, 1.0 wt% and 1.5 wt% COOH-MWCNT cases as 2.89, 3.30, 3.86 and 3.39 MPa.mm/mm respectively. A noticeable 33% increase in the shear toughness is associated with the addition of 1.5 wt% COOH-MWCNTs compared to neat composite. This increase might be attributed to the significant increase in the inelastic energy absorption due to the strain hardening plateau associated with the addition of COOH-MWCNTs, as is apparent in
Figure 8.
Figure 8.
Shear stress-strain curves for composite plates with in situ microscopic images.
Figure 8.
Shear stress-strain curves for composite plates with in situ microscopic images.
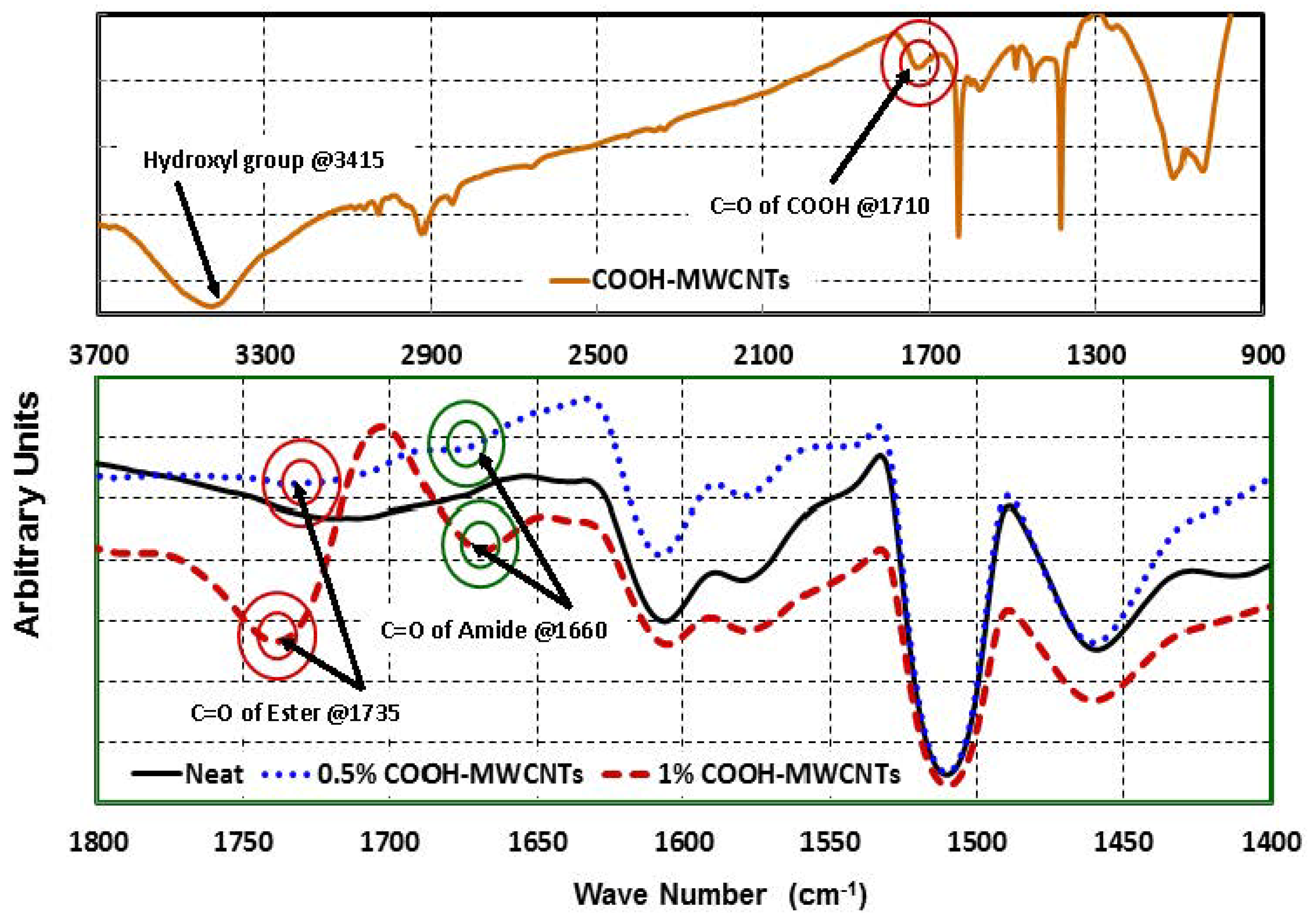
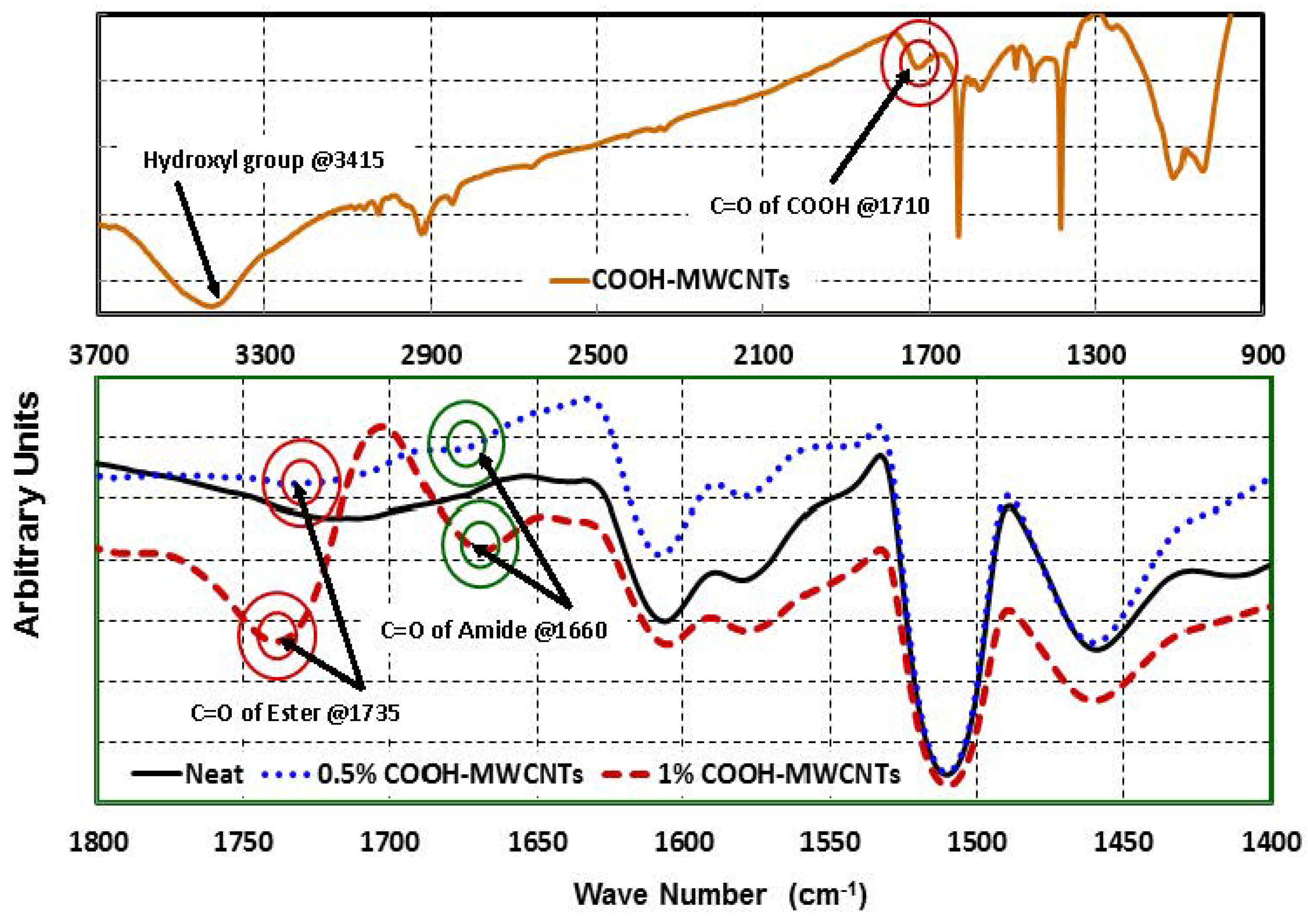
Analysis of the FTIR measurements shown in
Figure 10 was performed. In
Figure 10a, the characteristic vibrational modes of the carbonyl group (1710 cm
−1) and the hydroxyl group (3415 cm
−1) were observed in the spectrum of the powder-functionalized COOH-MWCNTs. We look at three cases in
Figure 10b: neat epoxy, epoxy with 0.5 wt% COOH-MWCNTs and epoxy with 1 wt% COOH-MWCNTs. For the COOH-MWCNTs/epoxy, C=O stretching vibration peak (red) of the ester groups is observed at 1735 cm
−1, while the C=O stretching vibration peak (green) of the amide groups is at 1660 cm
−1, formed by the reaction of the carboxylic group in COOH-MWCNTs with the amine-based hardener. The amide groups peak at 1660 cm
−1 and the ester group peak at 1735 cm
−1 are weakly apparent in 0.5 wt% COOH-MWCNTs and strongly apparent in 1 wt% COOH-MWCNTs, and are all missing in the neat epoxy.
Figure 9.
Comparison of shear toughness at the 25% strain level for various wt% of COOH-MWCNTs.
Figure 9.
Comparison of shear toughness at the 25% strain level for various wt% of COOH-MWCNTs.
Figure 10.
FTIR transmission curves of (a) COOH-MWCNTs powder and (b) COOH-MWCNTs/epoxy nanocomposites.
Figure 10.
FTIR transmission curves of (a) COOH-MWCNTs powder and (b) COOH-MWCNTs/epoxy nanocomposites.
The above peaks can be explained by the fact that in neat epoxy, the carbonyl group peak is all missing, due to the absence of the COOH group and the complete reaction of epoxy. In the presence of COOH-MWCNTs, part of the carboxyl groups reacted with the epoxy base in the first step of fabrication and produced ester showing the C=O red peak, which is shifted to be at 1735 cm
−1. This shift in the C=O peak due to COOH has been reported in the literature by Zou
et al. [
34] and Kim
et al. [
35]. This reaction might have happened via direct coupling between carboxylic group COOH of the COOH-MWCNTs and the hydroxyl groups of the epoxy resin. The potential for such a direct reaction has been reported by Kim
et al. [
36] and can be attributed to the fact that ester formation is feasible when the stoichiometric ratio is shifted to let one component of the reactants to present in a large excess. Since the epoxy resin is in a very large excess compared with COOH, this enhances the chances of the reversible esterification reaction in the forward direction according to Le Chatelier’s principle. It is also believed that the conditions of mixing COOH-MWCNTs with the epoxy resin under relatively high temperature, 40 °C for one hour then 80 °C for 2 h, would enable the removal of the small amount of water formed during esterification, which would further favor the forward esterification reaction.
In the second step of nanocomposite fabrication, the amine-based hardener was added to the epoxy base/COOH-MWCNTs dispersion. Therefore, all of the remaining carboxyl groups reacted with the hardener during the curing reaction of the epoxy and formed amide groups, which showed their C=O blue peak at 1660 cm
−1, as reported previously by Zhang
et al. [
37]. The FTIR observations prove our argument that the COOH functional group resulted in the reaction between the MWCNTs and the epoxy and, thus, improved the shear strength of the epoxy matrix and the bond strength of the COOH-MWCNTs/epoxy nanocomposite matrix and carbon fibers. These improvements, in turn, resulted in the observed strength, modulus and ductility improvements of the flexural and shear off-axis behavior of CFRP.
Finally, it is evident from this study that improvements of 20%–30% can be achieved in the flexure properties of woven fabric composites by incorporating 1.5 wt% COOH-MWCNTs in epoxy. Moreover, improvements reaching 45% in the post peak energy of composites can be achieved with the addition of COOH-MWCNTs. These improvements in strength and toughness can be of significant value for woven fabric composite applications governed by the shear strength of the polymer matrix. Examples include composite pipelines, armored vehicles, aircrafts/aerospace shuttles and offshore structures. Delamination and debonding in these structures due to blasts, environmental condition or cyclic loading are critical parameters in design.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 Undamaged matrix and undamaged fiber;
Undamaged matrix and undamaged fiber;  Failed matrix and undamaged fiber;
Failed matrix and undamaged fiber;  Failed matrix and failed fiber.
Failed matrix and failed fiber.