
Preparation and Performance Optimization of Lead–Zinc Tailing Sintered Bricks



Abstract
1. Introduction
2. Experiment
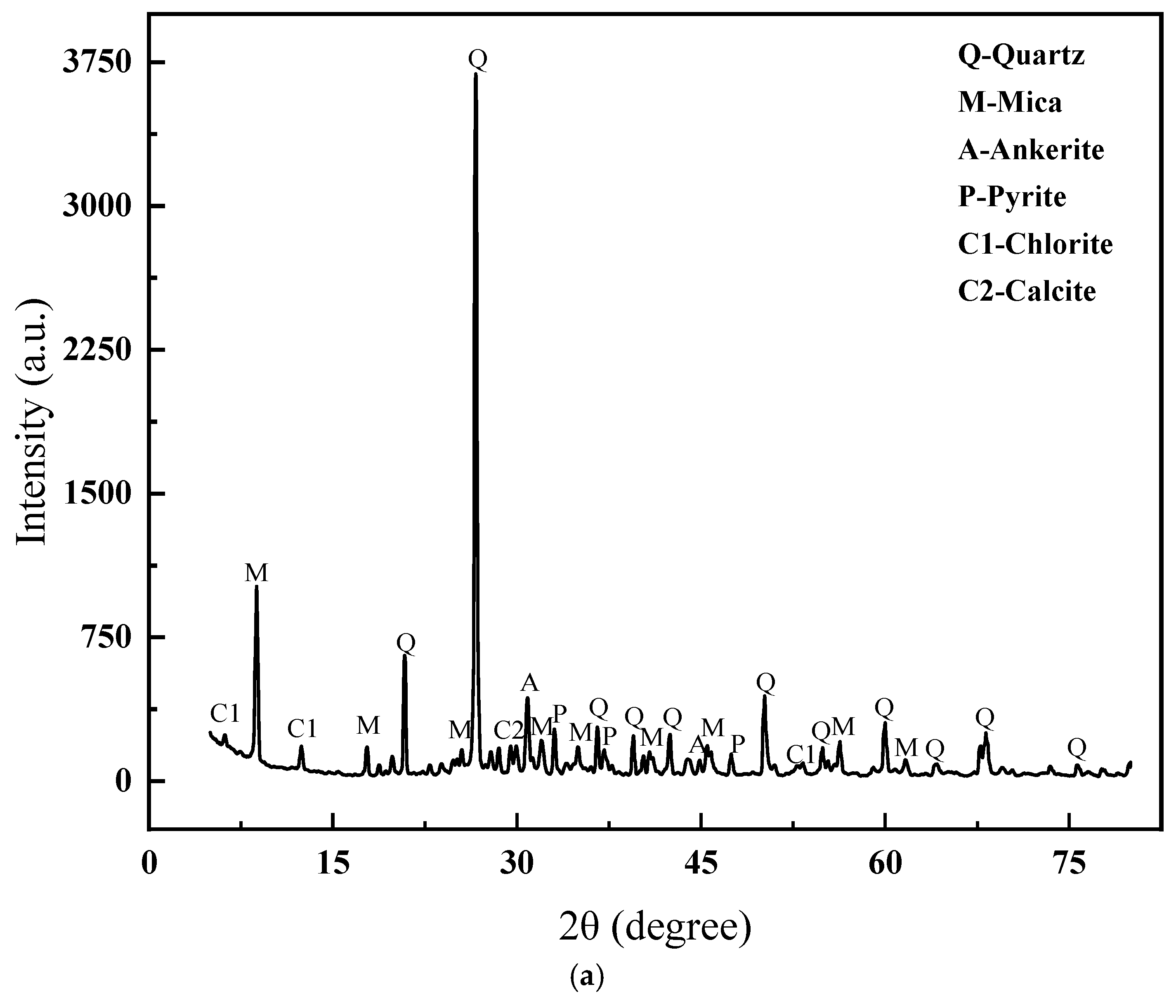
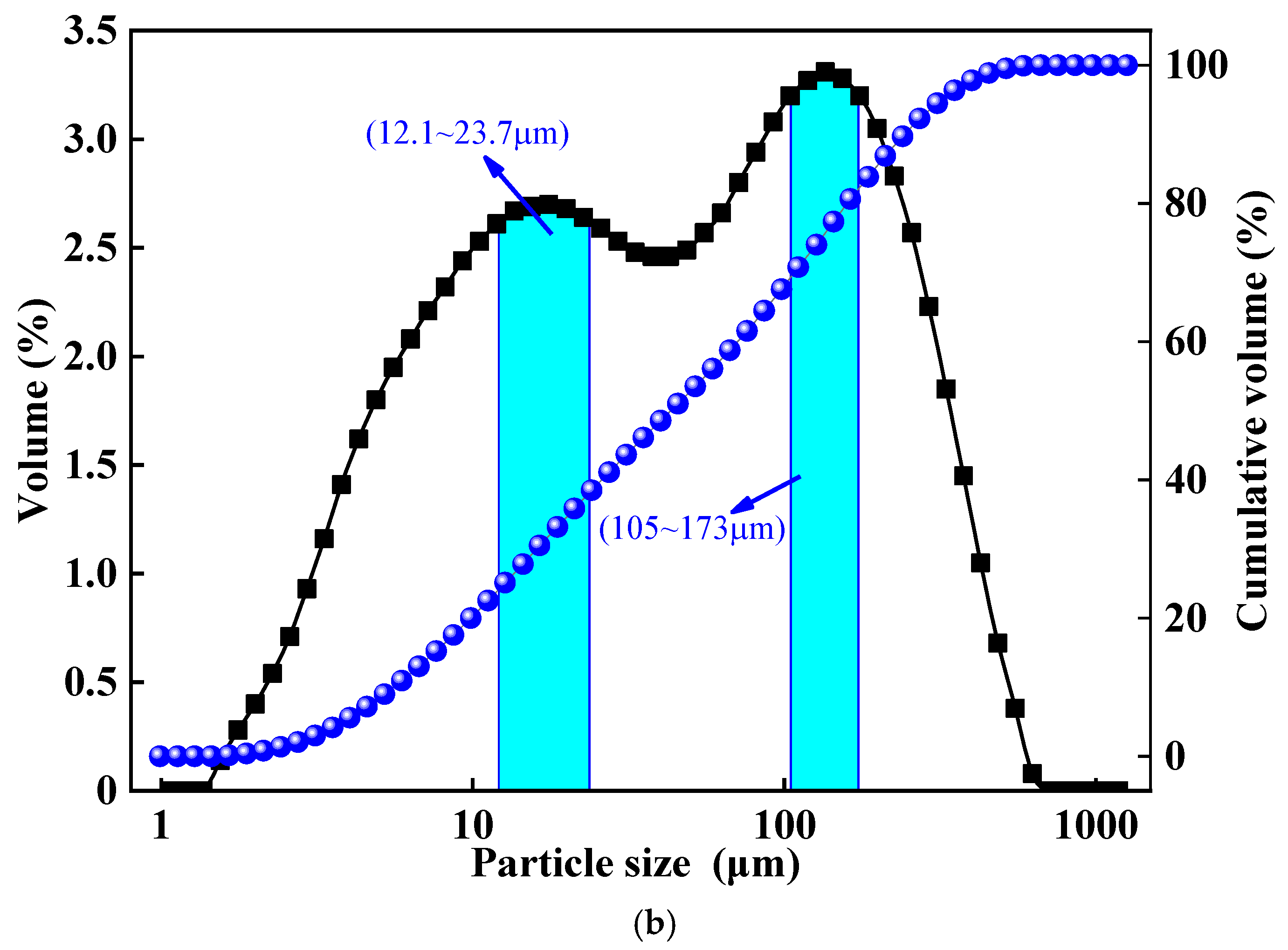
2.1. Experimental Materials
2.2. Modified Materials
2.3. Experimental Scheme
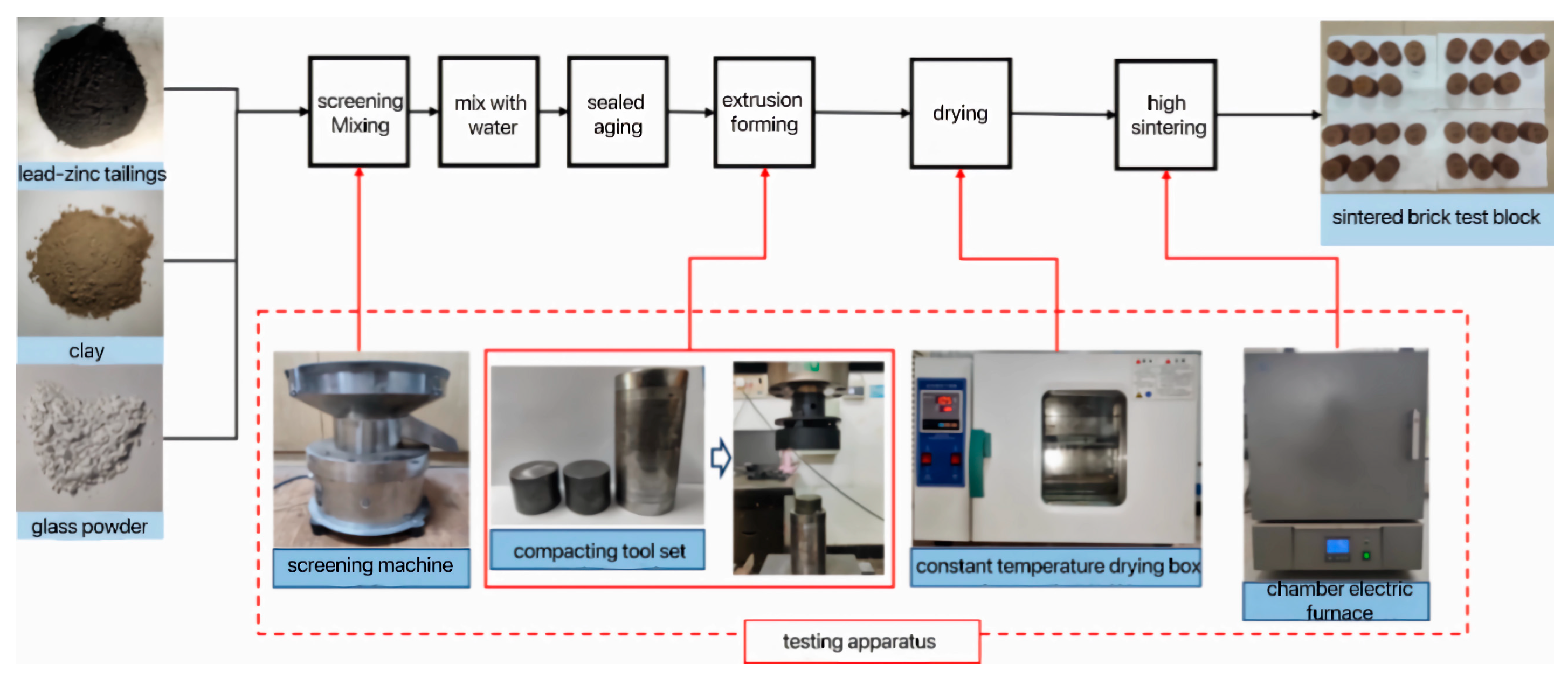
2.3.1. Specimen Preparation
2.3.2. Parameter Determination
3. Experimental Results
3.1. Influence of Material Proportion on the Performance of Lead–Zinc Tailing Sintered Bricks
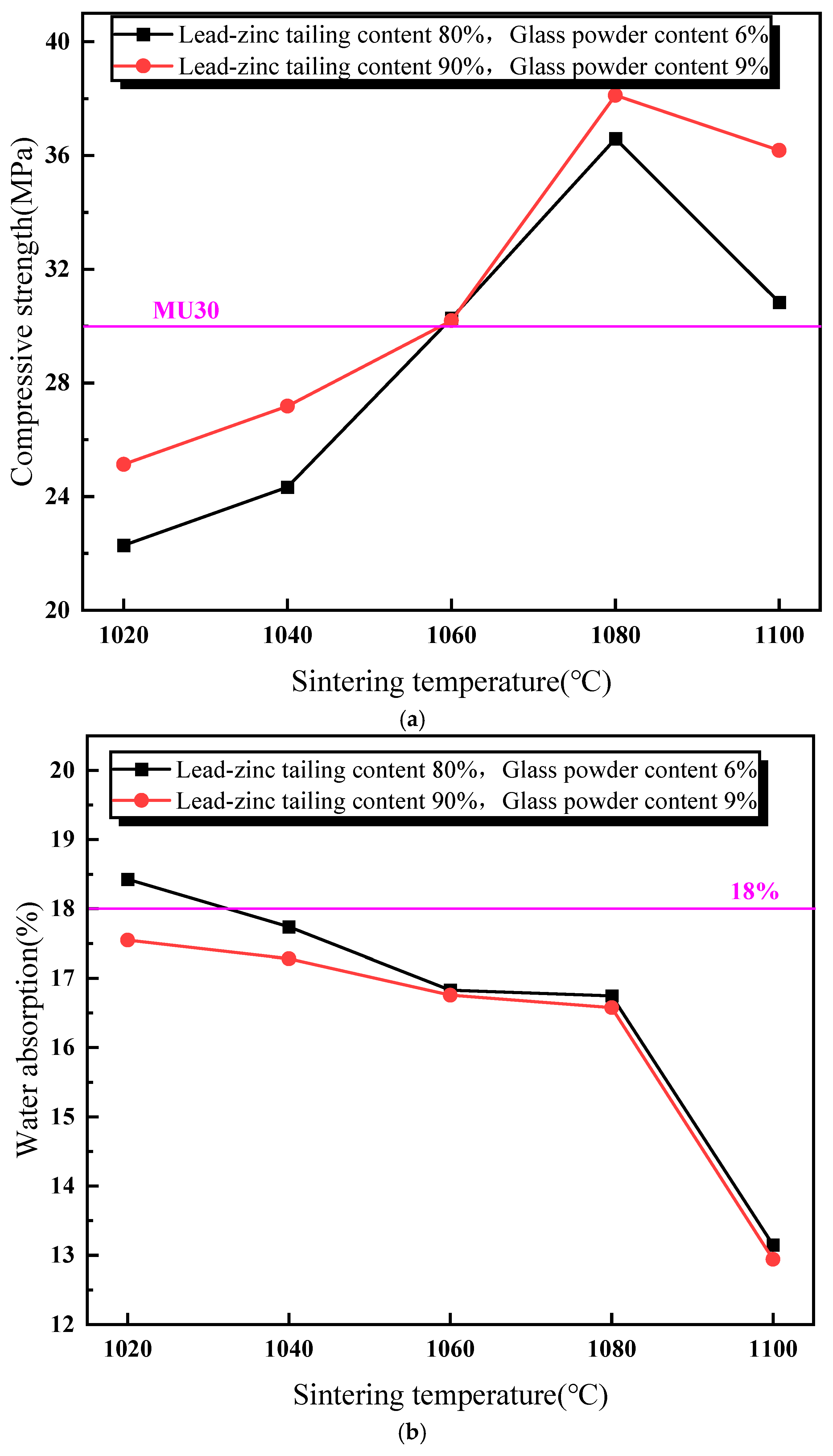
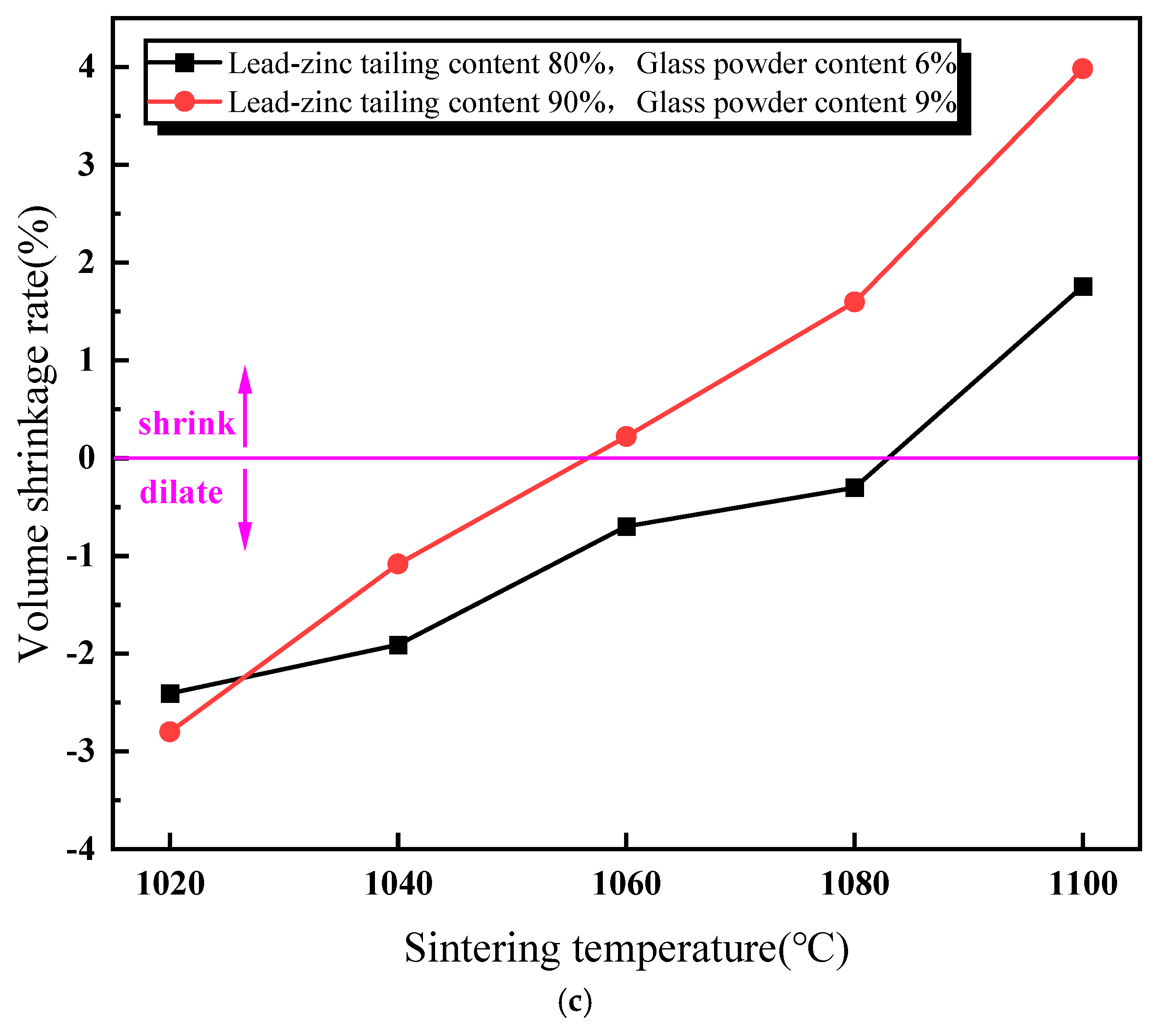
3.2. Influence of Sintering Temperature on the Performance of Lead–Zinc Tailing Sintered Bricks
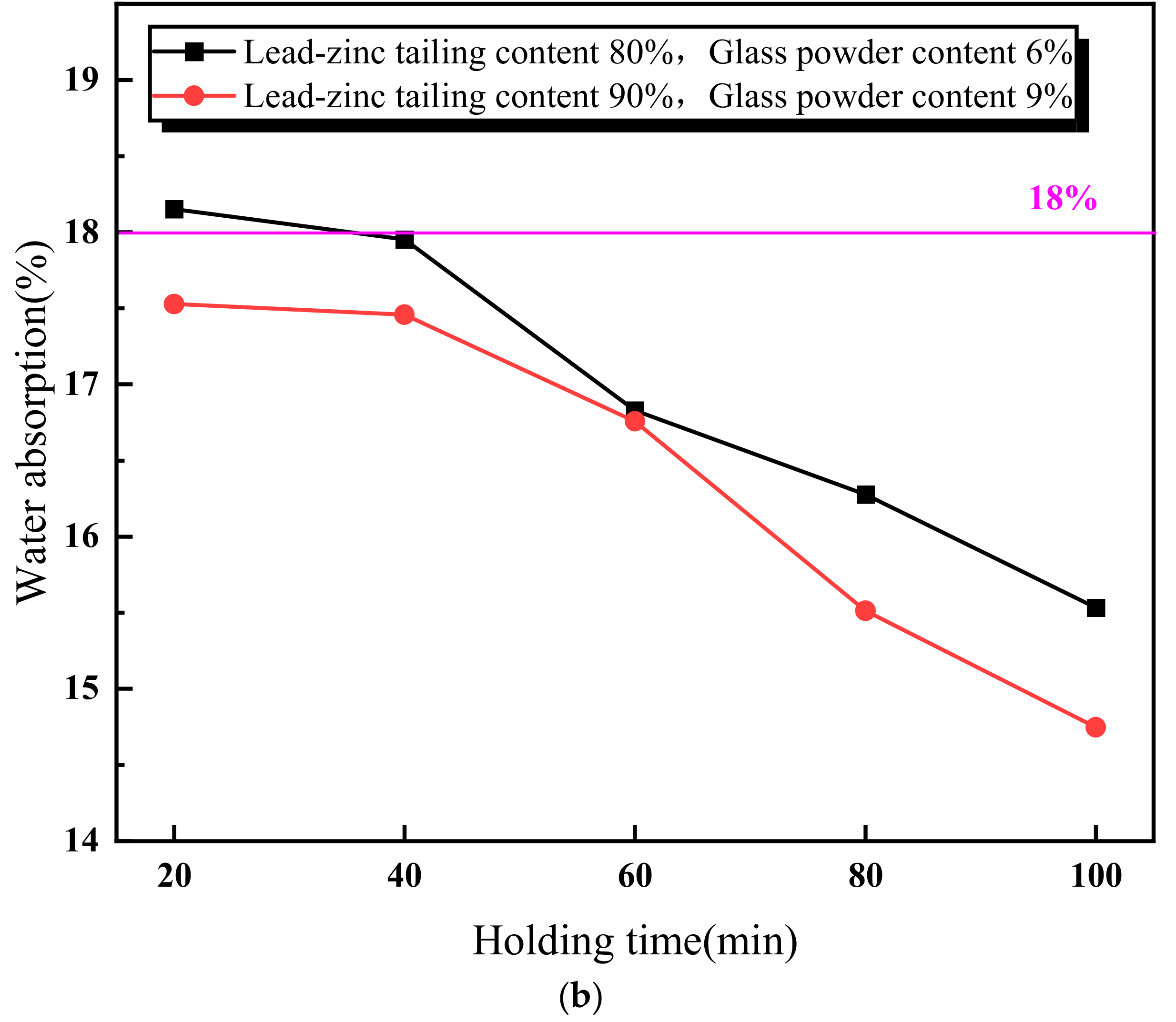
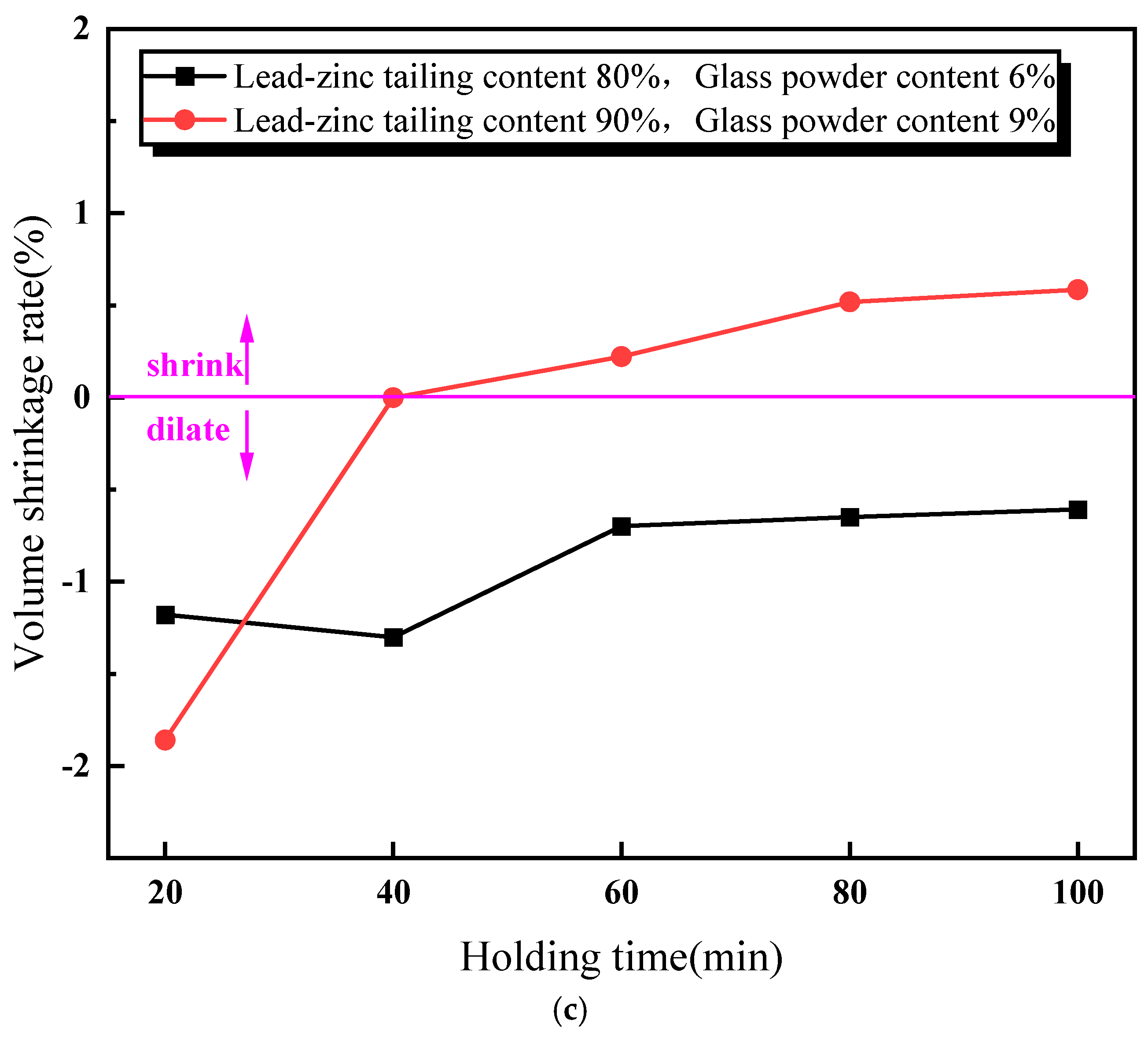
3.3. Influence of Soaking Time on the Properties of Lead–Zinc Tailing Sintered Bricks
4. Sintering Mechanism Analysis
4.1. Mechanism of Experimental Materials on Lead–Zinc Tailing Sintered Bricks
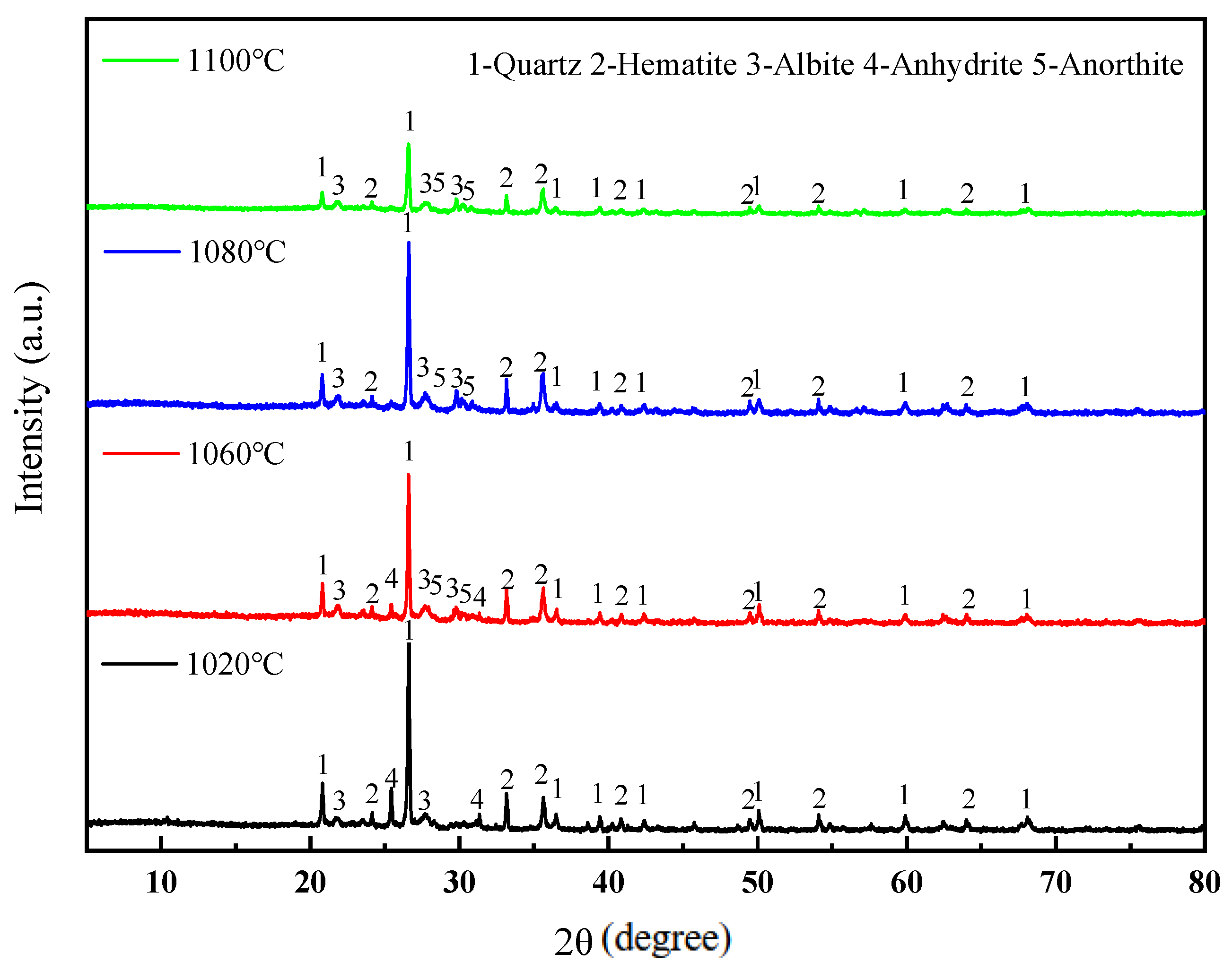
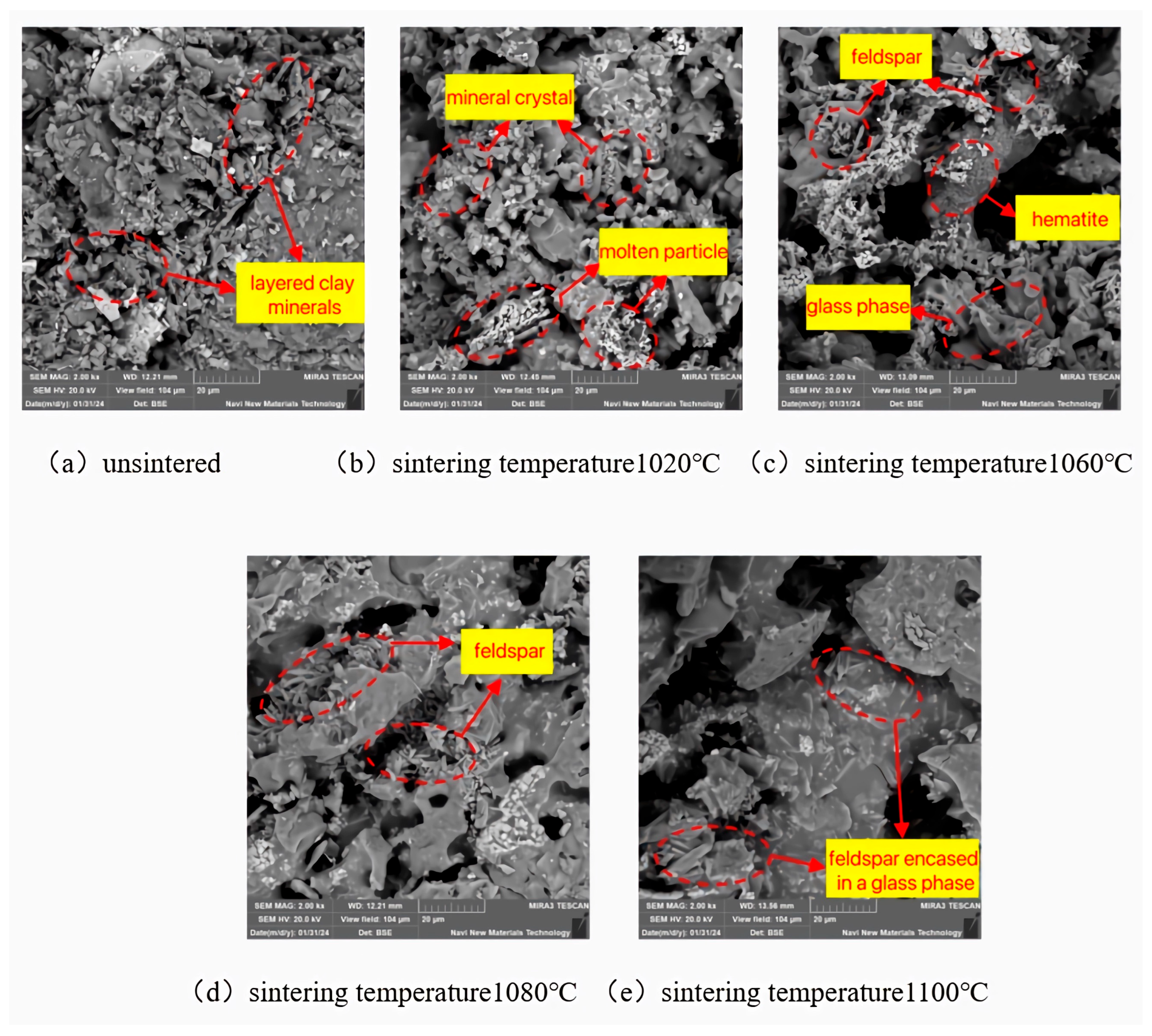
4.2. Mechanism of Sintering Temperature on Lead–Zinc Tailing Sintered Bricks
4.3. Mechanism of Soaking Time on Lead–Zinc Tailing Sintered Bricks
5. Conclusions
- (1)
- This paper provides insights into the preparation and performance optimization of lead–zinc tailing sintered bricks. The addition of glass powder significantly enhances the compressive strength, reduces the water absorption rate, and improves the volume shrinkage rate of the sintered bricks. The optimal preparation conditions are identified as a 9% glass powder content, a 90% lead–zinc tailing content, a sintering temperature of 1060 °C, and a soaking time of 60 min.
- (2)
- The sintering temperature plays a crucial role in determining the properties of the sintered bricks. As the sintering temperature increases, compressive strength initially rises, and then declines, while the water absorption rate continues to decrease. Volume change shifts from expansion to contraction with an increasing sintering temperature. Although the effect of soaking time is relatively weaker, it still has a notable impact on the properties of the sintered bricks. With prolonged soaking time, the compressive strength and water absorption rate of the sintered bricks gradually stabilize.
- (3)
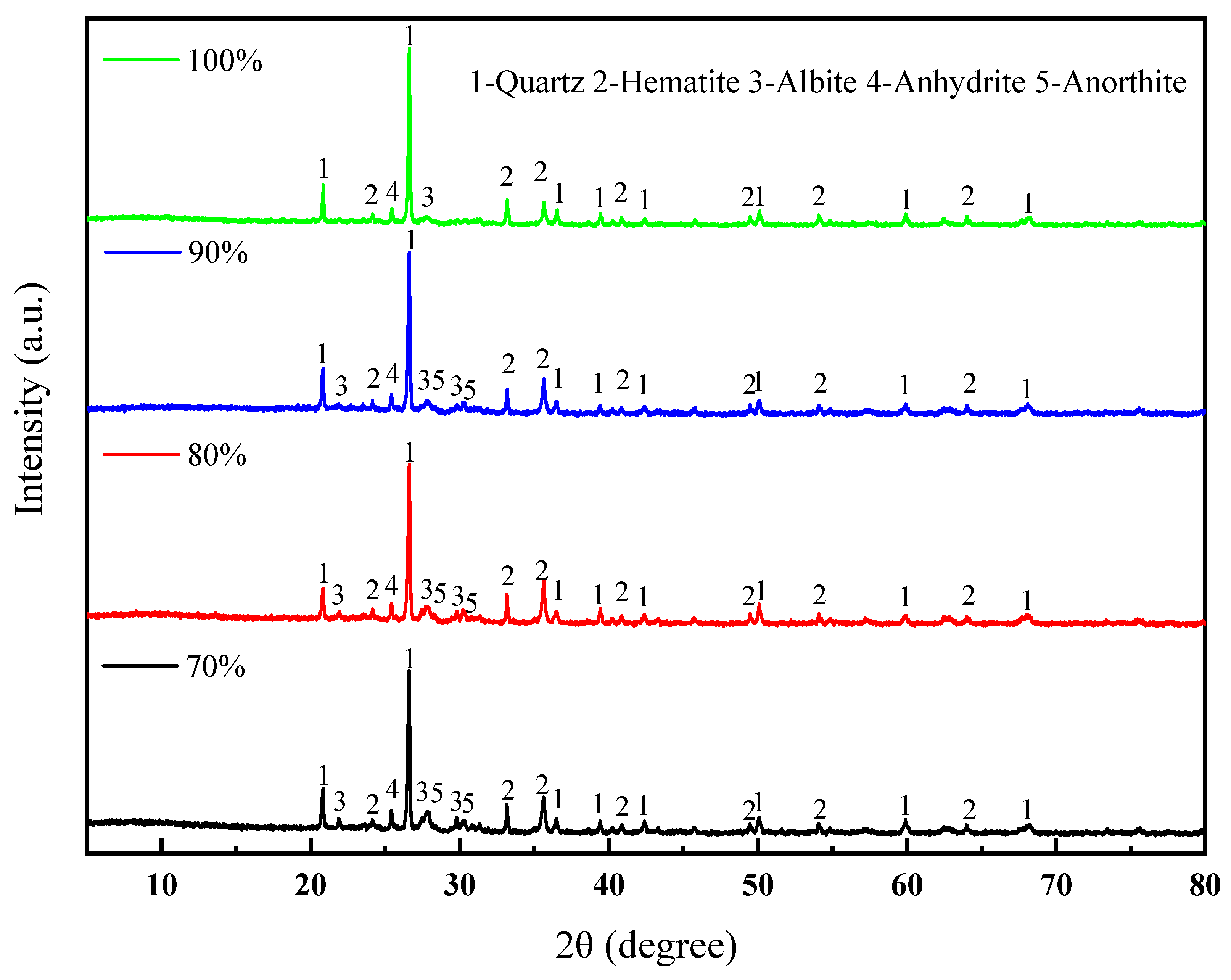
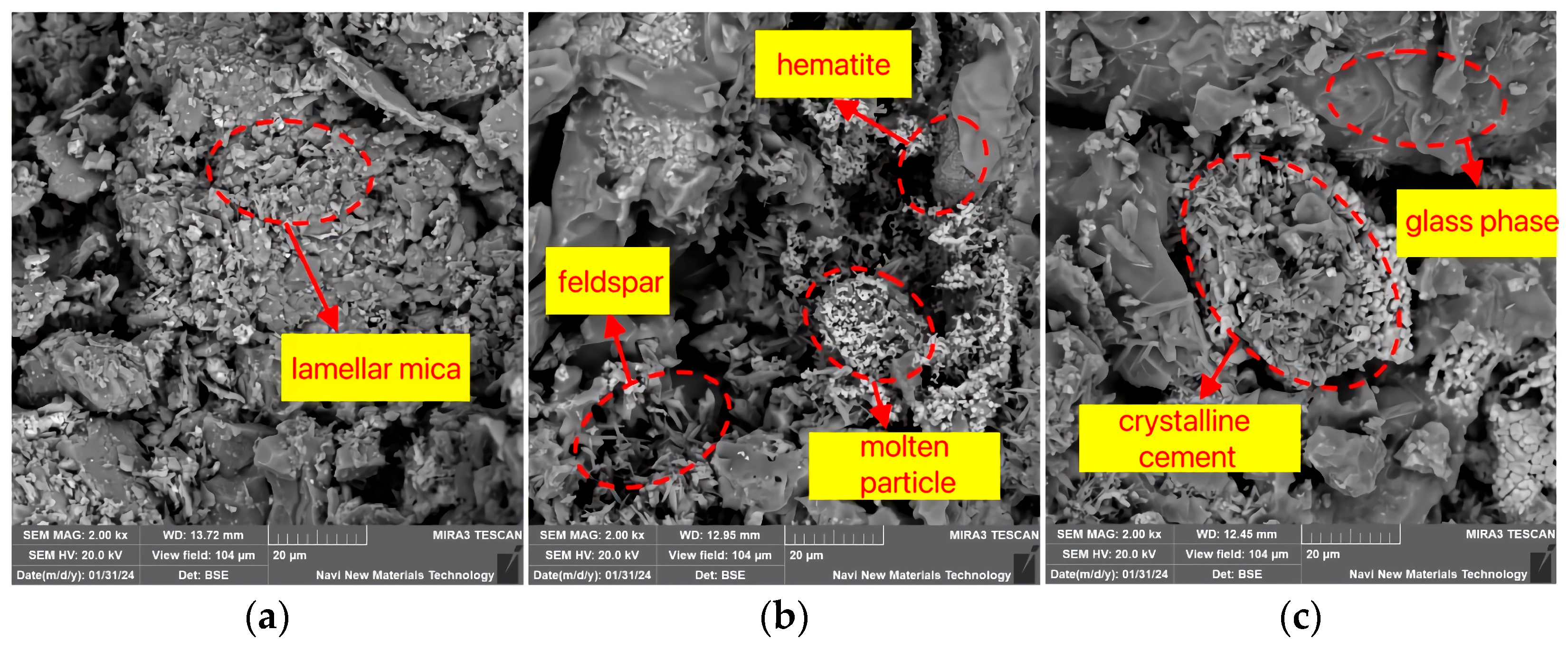
- The sintering process induces the decomposition and recrystallization of minerals in the lead–zinc tailings. The liquid phase melt from the glass powder fills the pores and strengthens the skeletal structure, thereby improving the microstructure and properties of the sintered bricks. This research offers a theoretical basis and practical guidance for the efficient utilization of lead–zinc tailings in building materials, contributing to resource recycling and sustainable development.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, R.; Yin, Z.; Lin, H. Research Status and Prospects for the Utilization of Lead–Zinc Tailings as Building Materials. Buildings 2023, 13, 150. [Google Scholar] [CrossRef]
- Che, D.; Liang, A.; Li, X.; Ma, B. Remote Sensing Assessment of Safety Risk of Iron Tailings Pond Based on Runoff Coefficient. Sensors 2018, 18, 4373. [Google Scholar] [CrossRef] [PubMed]
- Ruan, S.; Han, S.; Lu, C.; Gu, Q. Proactive control model for safety prediction in tailing dam management: Applying graph depth learning optimization. Process Saf. Environ. Prot. 2023, 172, 329–340. [Google Scholar] [CrossRef]
- Almeida, H.A.; Silva, J.G.; Custódio, I.G.; Karam, D.; Garcia, Q.S. Productivity and food safety of grain crops and forage species grown in iron ore tailings. J. Food Compos. Anal. 2022, 105, 104198. [Google Scholar] [CrossRef]
- Bian, Z.; Zhang, H.; Ye, J.; Ning, Z. Flotation behavior of oleate and dodecylamine as mixed collector for recovery of lithium and rubidium from low-grade spodumene tailings: Experiment, characterization and DFT calculation. Appl. Surf. Sci. 2023, 638, 158117. [Google Scholar] [CrossRef]
- Chen, W.; Yin, S.; Chen, X.; Wang, L.; Zhang, M. Study on comprehensive utilization of tailings by using bioleaching and microbial-cementation. Case Stud. Constr. Mater. 2023, 18, e02190. [Google Scholar] [CrossRef]
- Lei, C.; Yan, B.; Chen, T.; Xiao, X.-M. Recovery of metals from the roasted lead-zinc tailings by magnetizing roasting followed by magnetic separation. J. Clean. Prod. 2017, 158, 73–80. [Google Scholar] [CrossRef]
- Yin, Z.; Li, R.; Lin, H.; Chen, Y.; Wang, Y.; Zhao, Y. Analysis of Influencing Factors of Cementitious Material Properties of Lead–Zinc Tailings Based on Orthogonal Tests. Materials 2022, 16, 361. [Google Scholar] [CrossRef]
- Adiguzel, D.; Tuylu, S.; Eker, H. Utilization of tailings in concrete products: A review. Constr. Build. Mater. 2022, 360, 129574. [Google Scholar] [CrossRef]
- Deng, P.; Zheng, Z. Mechanical properties of one-part geopolymer masonry mortar using alkali-fused lead–zinc tailings. Constr. Build. Mater. 2023, 369, 130522. [Google Scholar] [CrossRef]
- Liu, T.; Tang, Y.; Han, L.; Song, J.; Luo, Z.; Lu, A. Recycling of harmful waste lead-zinc mine tailings and fly ash for preparation of inorganic porous ceramics. Ceram. Int. 2017, 43, 4910–4918. [Google Scholar] [CrossRef]
- Luo, Z.; Guo, J.; Liu, X.; Mu, Y.; Zhang, M.; Zhang, M.; Tian, C.; Ou, J.; Mi, J. Preparation of ceramsite from lead-zinc tailings and coal gangue: Physical properties and solidification of heavy metals. Constr. Build. Mater. 2023, 368, 130426. [Google Scholar] [CrossRef]
- Wang, W.; Zhao, Y.; Liu, H.; Song, S. Fabrication and mechanism of cement-based waterproof material using silicate tailings from reverse flotation. Powder Technol. 2017, 315, 422–429. [Google Scholar] [CrossRef]
- Zhang, N.; Tang, B.; Liu, X. Cementitious activity of iron ore tailing and its utilization in cementitious materials, bricks and concrete. Constr. Build. Mater. 2021, 288, 123022. [Google Scholar] [CrossRef]
- Luo, L.; Li, K.; Fu, W.; Liu, C.; Yang, S. Preparation, characteristics and mechanisms of the composite sinteredbricks produced from shale, sewage sludge, coal gangue powder and iron ore tailings. Constr. Build. Mater. 2020, 232, 117250. [Google Scholar] [CrossRef]
- Wang, P.; Li, J.; Hu, Y.; Cheng, H. Solidification and stabilization of Pb–Zn mine tailing with municipal solid waste incineration fly ash and ground granulated blast-furnace slag for unfired brick fabrication. Environ. Pollut. 2023, 321, 121135. [Google Scholar] [CrossRef]
- Wei, Z.; Zhao, J.; Wang, W.; Yang, Y.; Zhuang, S.; Lu, T.; Hou, Z. Utilizing gold mine tailings to produce sintered bricks. Constr. Build. Mater. 2021, 282, 122655. [Google Scholar] [CrossRef]
- Yang, C.; Cui, C.; Qin, J.; Cui, X. Characteristics of the fired bricks with low-silicon iron tailings. Constr. Build. Mater. 2014, 70, 36–42. [Google Scholar] [CrossRef]
- Hui, T.; Sun, H.; Peng, T.; Chen, Y. Preparation and characterization of ceramic foams mainly containing extracted titanium residues and silica tailings. J. Environ. Chem. Eng. 2022, 10, 108963. [Google Scholar] [CrossRef]
- Liu, T.; Li, X.; Guan, L.; Liu, P.; Wu, T.; Li, Z.; Lu, A. Low-cost and environment-friendly ceramic foams made from lead–zinc mine tailings and red mud: Foaming mechanism, physical, mechanical and chemical properties. Ceram. Int. 2016, 42, 1733–1739. [Google Scholar] [CrossRef]
- Liu, T.; Tang, Y.; Li, Z.; Wu, T.; Lu, A. Red mud and fly ash incorporation for lightweight foamed ceramics using lead-zinc mine tailings as foaming agent. Mater. Lett. 2016, 183, 362–364. [Google Scholar] [CrossRef]
- Zhu, Y.; Guo, B.; Zuo, W.; Jiang, K.; Chen, H.; Ku, J. Effect of sintering temperature on structure and properties of porous ceramics from tungsten ore tailings. Mater. Chem. Phys. 2022, 287, 126315. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Eren, Ö. Recycling of copper tailings as an additive in cement mortars. Constr. Build. Mater. 2012, 37, 723–727. [Google Scholar] [CrossRef]
- Shi, J.; Pan, W.; Kang, J.; Yu, Z.; Sun, G.; Li, J.; Zheng, K.; Shen, J. Properties of Ultra-High Performance Concrete incorporating iron tailings powder and iron tailings sand. J. Build. Eng. 2024, 83, 108442. [Google Scholar] [CrossRef]
- Xie, R.; Ge, R.; Li, Z.; Qu, G.; Zhang, Y.; Xu, Y.; Zeng, Y.; Li, Z. Synthesis and influencing factors of high-performance concrete based on copper tailings for efficient solidification of heavy metals. J. Environ. Manag. 2023, 325, 116469. [Google Scholar] [CrossRef]
- Wang, G.; Ning, X.-A.; Lu, X.; Lai, X.; Cai, H.; Liu, Y.; Zhang, T. Effect of sintering temperature on mineral composition and heavy metals mobility in tailings bricks. Waste Manag. 2019, 93, 112–121. [Google Scholar] [CrossRef]
- Behera, S.K.; Ghosh, C.N.; Mishra, D.P.; Singh, P.; Mishra, K.; Buragohain, J.; Mandal, P.K. Strength development and microstructural investigation of lead-zinc mill tailings based paste backfill with fly ash as alternative binder. Cem. Concr. Compos. 2020, 109, 103553. [Google Scholar] [CrossRef]
- Behera, S.K.; Mishra, D.P.; Singh, P.; Mishra, K.; Mandal, S.K.; Ghosh, C.N.; Kumar, R.; Mandal, P.K. Utilization of mill tailings, fly ash and slag as mine paste backfill material: Review and future perspective. Constr. Build. Mater. 2021, 309, 125120. [Google Scholar] [CrossRef]
- Guo, Y.; Wang, C.; Li, S.; He, Y.; Liu, H. Preparation of permeable ceramic bricks with tungsten tailings by two-stage calcination technology. Constr. Build. Mater. 2024, 411, 134382. [Google Scholar] [CrossRef]
- Kang, X.; Gan, Y.; Chen, R.; Zhang, C. Sustainable eco-friendly bricks from slate tailings through geopolymerization: Synthesis and characterization analysis. Constr. Build. Mater. 2021, 278, 122337. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, Y.; Kim, M.; Park, H. Preparation of high porosity bricks by utilizing red mud and mine tailing. J. Clean. Prod. 2019, 207, 490–497. [Google Scholar] [CrossRef]
- Li, C.; Zhang, P.; Li, D. Study on low-cost preparation of glass–ceramic from municipal solid waste incineration (MSWI) fly ash and lead–zinc tailings. Constr. Build. Mater. 2022, 356, 129231. [Google Scholar] [CrossRef]
- Lin, H.; Li, R.; Li, S. Fabrication of Lead–Zinc Tailings Sintered Brick and Its Effect Factors Based on an Orthogonal Experiment. Materials 2024, 17, 2352. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | SiO2 | Al2O3 | Fe2O3 | MgO | CaO | K2O | Na2O | MnO2 | TiO2 | ZnO | Other |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Tailings | 48.17 | 10.79 | 14.15 | 4.14 | 4.20 | 3.01 | 0.456 | 0.73 | 0.312 | 0.493 | 13.55 |
| Clay | 61.37 | 14.32 | 4.74 | 2.36 | 12.40 | 2.59 | 1.03 | / | / | / | 1.19 |
| Experimental Variables | Experimental Category | Lead–Zinc Tailing Content (%) | Glass Powder Content (%) | Sintering Temperature (°C) | Soaking Time (min) |
|---|---|---|---|---|---|
| Material Content | Full Factorial Experiment | 70, 75, 80, 85, 90, 95 and 100 | 0, 3, 6 and 9 | 1060 | 60 |
| Sintering Temperature | Single-Factor Experiment | 90 | 9 | 1020, 1040, 1060, 1080 and 1100 | 60 |
| Soaking Time | Single-Factor Experiment | 90 | 9 | 1060 | 20, 40, 60 80 and 100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, D.; Cheng, Y.; Li, R.; Lin, H. Preparation and Performance Optimization of Lead–Zinc Tailing Sintered Bricks. Materials 2025, 18, 1381. https://doi.org/10.3390/ma18061381
He D, Cheng Y, Li R, Lin H. Preparation and Performance Optimization of Lead–Zinc Tailing Sintered Bricks. Materials. 2025; 18(6):1381. https://doi.org/10.3390/ma18061381
Chicago/Turabian StyleHe, Dongliang, Yanhui Cheng, Rui Li, and Hang Lin. 2025. "Preparation and Performance Optimization of Lead–Zinc Tailing Sintered Bricks" Materials 18, no. 6: 1381. https://doi.org/10.3390/ma18061381
APA StyleHe, D., Cheng, Y., Li, R., & Lin, H. (2025). Preparation and Performance Optimization of Lead–Zinc Tailing Sintered Bricks. Materials, 18(6), 1381. https://doi.org/10.3390/ma18061381