1. Introduction
With the continuous development of urbanization and the gradual increase in subway networks, the construction of shield tunnels in urban areas often involves dealing with the pile foundations of existing underground structures. With the development of shield technology and materials, shield machines have been developed to cut through piles directly by strengthening the shield cutter head and replacing the cutter. Currently, there are several cases where piles have been cut directly with the shield [
1,
2,
3,
4,
5,
6,
7,
8,
9,
10], for example, the Suzhou Guangji Bridge pile cutting project [
2], the Beijing Metro Line 12 shield direct cutting of Xibahe Bridge pile project [
7], and the Shenyang Metro Line 4 underpass Shenyang North Station pile cutting project [
5]. However, the direct cutting of piles by shield is still far from being a cutting-edge technology.
Existing research on shield pile cutting mainly analyzes the thrust parameters of the entire cutter head and its impact on the surrounding environment based on experiments and actual engineering cases [
9,
11,
12,
13,
14,
15,
16]. There are also some studies on cutting reinforced concrete [
17,
18,
19,
20,
21,
22,
23,
24,
25,
26,
27,
28,
29], which mainly use numerical and experimental methods to analyze the cutting force of the entire cutter head or a single cutter cutting steel or concrete. When cutting the pile, the shield machine cuts the reinforced concrete material through the cutter on the cutter head. Different thrust parameters correspond to different cutting conditions, such as cutting speed and cutting depth. Different cutting configurations and parameters generate different cutting forces, which affect the cutter head torque and thrust of the shield machine. Therefore, a novel explanation of the cutting mechanism of the cutter when cutting reinforced concrete and accurately evaluating the cutting force are crucial for optimizing the thrust parameters and selecting the pile cutter. The selection of a suitable pile cutter and optimization of control parameters are crucial for energy conservation during tunnel construction, which aids the sustainable construction goal for any project [
30,
31,
32].
Currently, when evaluating the cutting force of shield cutters, the finite element method is usually used to calculate the cutting force [
33]. However, due to the characteristics of the finite element method itself and the complexity of the damage, considering the plastic constitutive model (Johnson–Cook model) used in the analysis of the cutting process, it is time-consuming to calculate the cutting force under different material parameters, cutter parameters, cutting depths, and other conditions.
Conversely, numerous studies have explored methods for calculating cutting forces in metals [
34,
35,
36,
37,
38,
39,
40,
41], including approaches such as slip line theory and the shear band model. These existing models are primarily designed to estimate cutting forces under steady-state cutting conditions in metal processing [
37,
38]. However, the process of cutting steel bars with shield cutters differs significantly from steady-state cutting. The duration of cutting from the start to the end is much shorter, and the boundary conditions are distinct from those in steady-state cutting. Furthermore, in steady-state and orthogonal cutting, the tool interacts with the workpiece as if it were cutting an infinitely long material. In contrast, when a shield cutter cuts a circular cross-section steel bar, it removes the upper circular segment above the cutting depth while leaving the lower segment intact due to its constraints. This results in boundary conditions that deviate from those of steady-state cutting. Consequently, existing cutting models are not well suited for calculating the cutting force of negative rake angle cutters when applied to circular cross-section steel bars.
One critical factor in accurately simulating the cutting process is the material’s yield strength and mechanical strength. A low-carbon steel commonly used in structural applications has lower yield strength and mechanical strength compared to higher-strength steels like AISI 4340, which is alloyed with nickel, chromium, and molybdenum. These differences in strength affect how the materials behave during cutting. Moreover, the influence of temperature on cutting forces, especially in high-speed cutting, cannot be overlooked. Temperature rise can soften the material, reducing cutting forces, whereas steel, which has lower strength, is more sensitive to temperature effects, particularly under high-speed cutting conditions. However, there remain significant gaps in the knowledge regarding the precise impact of high-speed cutting on the strength reduction of materials under elevated temperatures. This study aims to address these gaps by simulating cutting forces for various materials, considering not only the material properties but also the cutting parameters (e.g., rake angle, cutting depth) that influence the cutting process. The primary objectives are to develop a cutting force model that takes into account strain rate effects, temperature dependence, and material-specific properties, with the goal of improving cutting efficiency and tool lifespan in real-world applications.
This study focuses on the simulation of cutting forces during the initial phase of cutting steel rebars, specifically examining AISI 1040, AISI 4340, and AISI 304 steels. The cutting process is modeled using a 2D finite element analysis that incorporates the Johnson–Cook model to predict the material’s flow stress during high-strain-rate deformation. The proposed model accounts for strain, strain rate, and temperature effects, all of which are crucial in accurately simulating the cutting behavior of these materials. While the current study primarily focuses on the cutting process and cutting force predictions for different steel grades, it acknowledges that material properties such as microstructure, hardness, and mechanical strength play a vital role in determining cutting behavior. These material-specific properties are incorporated into the Johnson–Cook model, allowing for more accurate predictions of cutting forces under varying conditions.
In this paper, based on the numerical simulation results of the first cutting of two-dimensional circular cross-sections with negative rake angle cutters, based on the existing slip line theory and shear band model, a model for calculating the maximum cutting force suitable for the first cutting is proposed to reduce the time required for the preliminary estimation of horizontal cutting force. Considering different material parameters, the influence of initial temperature, the small friction coefficient condition, and the cross-section size of the steel bar, the results of the model calculation are compared with the numerical simulation results.
3. Cutting Model
By analyzing the numerical results of the orthogonal 2D metal cutting with negative rake angle cutters in
Section 2, it can be observed that the boundary points of the slip lines obtained by considering the influence of chip accumulation according to the slip line theory are closer to the boundary points (slip planes) of the arc slip lines in the numerical simulation results. As the accumulated chips increase, the size of the slip plane changes accordingly. When the cutter cuts a circular cross-section, the slip plane changes from a curved slip plane to a horizontal slip plane under the influence of constraints, and the cutting force reaches its maximum value at this moment. Based on this, a model for calculating the cutting force when cutting a circular 2D cross-section with a negative rake angle cutter is proposed, and the cutting force is calculated based on the resultant force on the slip plane.
3.1. Cutting Slip Line Model
This model considers the influence of chip accumulation and determines the intersection point of the actual arc slip plane on the surface of the steel bar with a circular cross-section based on the cutter position and slip line theory. The actual arc slip plane is then determined, and the maximum yield stress on the slip plane is calculated in combination with the Johnson–Cook model to determine the magnitude of the cutter cutting force.
3.1.1. Slip Lines Based on Slip Line Theory
The slip line obtained according to the slip line theory is shown in
Figure 6. The size of the slip line is affected by the chip accumulation in front of the cutter, and it is assumed that the chip accumulation area (GG
1V area) is equal to the cut area, i.e., the area represented by the shaded W
1 MG area in
Figure 6a. The chip accumulation causes the cutting depth in front of the cutter to increase by Δh, based on the initial cutting depth h. After the cut is completed, a new surface, W
1 W
2, is created.
According to the slip line theory [
37], the slip plane of the slip line model is composed of three segments: MT, TU, and UV (see
Figure 6b). When point M moves horizontally, which corresponds to different points in
Figure 6b (M
1, M
2, etc.), Δh increases continuously and the length of MG
1 changes accordingly, which causes the slip line to change as well. When M is at a certain point, M
i (point M is at position M
1 in
Figure 6b), the size of the slip line is determined by the length of cutter contact, MG
1. The intersection angle between MT, G
1T, and MG
1 is 45 degrees, so the length of MT and G
1T can be determined based on the size of MG
1. The points T, U, and V are determined by the position of point M, the length of the line segment MG
1, the absolute cutter negative rake angle αn and the size of the circular cross-section. The TU segment of the slip line is obtained by drawing an arc with an angle of α
n counterclockwise with point G
1 as the center and G
1T as the radius. The UV segment starts from point U and goes along the direction of 45 degrees to the horizontal positive direction (the angle increases counterclockwise along the positive direction of the
x-axis if it is positive, and vice versa if it is negative) to obtain the intersection point V of the slip line and the circular cross-section surface. The intersection point V of the slip line and the circular cross-section surface of the steel bar are determined by the position of M, the increase in cutting depth caused by chip accumulation, and the size of the circular cross-section.
3.1.2. Arc Slide Line Model Considering the Effect of Chip Accumulation
From the analysis in
Section 2, the position of the intersection point “V” of the actual slip line and the surface of the steel bar with a circular cross-section can be determined by using the slip line theory and considering the influence of chip accumulation. On this basis, an arc line is created as a new slip line according to the position of the cutter point M and point V (see
Figure 7). Point M is located on point M
2 of the cutting trajectory. Since point V lies on the slip line arc, and the angle between the tangent to point V and the horizontal direction is 45 degrees, M also lies on the slip line arc. The angle between the tangent at this point and the cutter surface MG
1 is 45 degrees, so the position of the arc center point O can be determined. From the relationship shown in
Figure 7a, it can be observed that the corresponding angle of the arc ∠VOM
2 is the absolute negative rake angle of the cutter α
n. In combination with the existing linear shear band model [
39,
40,
41], the shear band formed in this model is assumed to be a shear band along the arc slip plane MV, as shown in the shaded region in
Figure 7b.
3.1.3. Calculation of Stress and Cutting Force on Arc Sliding Line
The magnitude of the flow stress on the arc slip line in
Figure 7 is
. At a point S
i on the slip line, the average stress
is calculated as follows:
where
is the angle of rotation of the tangent line at point S
i relative to the tangent at point V. At the same time, the parameter
is added to facilitate the subsequent analysis, where 0 ≤
p1 ≤ 1.
Since the tangential force is in the same direction as the slip line, the average stress on the slip line rotates 90 degrees clockwise along the direction of the tangential force. If the tangential force direction is at an angle θ to the positive direction of the x-axis, then the average stress (compressive stress) direction is at an angle θ-90 degrees to the positive direction of the x-axis. The positive direction of the x-axis is 0 degrees, and the angle increases counterclockwise along the x-axis, which is positive, and vice versa.
The angle between the flow stress,
, at the S
i point and the positive direction of the
x-axis is
, and the angle between the average stress
and the positive direction of the
x-axis is
. If Equation (1) is combined, the horizontal stress
and vertical stress
at S
i point are obtained after simplification, as follows:
By dividing the horizontal stress
and the vertical stress
by
, the normalized horizontal stress and the vertical stress can be obtained as follows:
The normalized horizontal stress and the normalized vertical stress on the arc sliding surface are integrated to obtain the normalized horizontal cutting force and the normalized vertical cutting force, as follows:
where
is the normalized horizontal cutting force obtained from the arc slip line,
is the normalized vertical cutting force obtained from the arc slip line, and
is the absolute negative rake angle of the cutter.
It is assumed that the steel bar surface below the cutting depth is constrained, i.e., no horizontal and vertical displacement occurs. From the numerical simulation results, it is concluded that under the influence of the constraint conditions, the final slip plane changes from a curved slip plane to a horizontal slip plane, and the horizontal cutting force reaches the maximum value at the moment of the change. On this basis, the normalized horizontal cutting force
obtained by the slip line model when M is located at M
i must be compared with the normalized cutting force
obtained at the corresponding horizontal shear surface M
iW
2 (i.e., M
iW
2 length
), and the smaller value in
and
is taken as the horizontal cutting force at that point. Therefore, the final normalized horizontal cutting force and the normalized vertical cutting force at this point are calculated as follows:
where
and
are the normalized horizontal and vertical tangential force, respectively, calculated when M is located at point M
i.
and
are the normalized horizontal and vertical cutting force, respectively, obtained according to the arc slip line.
3.2. Increased Cutting Depth
The model assumes that the area of the front accumulation of the negative rake angle (the area of the chip accumulation GG
1V in
Figure 7) is equal to the area of the cutter scanning the circular cross-section (the area of the arc W
1MG, the shaded region in
Figure 7). Since points V and G are located on the arc, assuming that the accumulation thickness
is known, the position of point G and the absolute negative rake angle
αn can be determined according to the model to calculate the length of GG
1 and the position of point G
1, as shown in
Figure 8.
For the calculation, the points G, G
1, and V are first connected to the center of the circle O. Then, G
1,i, at any point on arc VG
1, is connected to the center of the circle. The intersection points of line segment G
1O, line segment G
1,iO, and arc GV are referred to as G
2 and G
2,I, respectively. The angles formed by the line segment G
1O, line segment G
1,iO, and line segment VO are
and
respectively. Assuming that the length of the line segment G
1G
2 is
and the length of the line segment G
1,i G
2,i is
, the following relationship can be obtained:
Then, the area of the G
1G
2V region can be expressed as follows:
where
is the area of the G
1G
2V region, and
r is the radius of the circular cross-section.
can be obtained by subtracting
from the area of sector OGG
2 and
from the area of triangle OGG
1. The area of the front accumulation of the negative rake angle can be calculated as follows:
To calculate , the initial and must be calculated. , where the cutter sweeps the circular cross-section area , is the length of arc GV calculated when = 0, and = 0. Based on the relationship that the area GG1V accumulates before the negative rake angle is equal to the area of the circular cross-section swept by the cutter, the different iteration is used to obtain .
3.3. Johnson–Cook Model
The Johnson–Cook model can take into account the influence of the plastic strain, damage, and temperature change of the material. The model can be expressed as follows:
where
A,
B,
C,
m, and
n are the material parameters of the Johnson–Cook plasticity model;
d1~
d5 are the material parameters for the Johnson–Cook damage model;
is the equivalent stress;
is the cumulative equivalent plastic strain;
is the equivalent plastic strain rate;
is the reference strain rate;
is the equivalent plastic strain increment;
is the equivalent plastic strain when the material fails;
D is the damage value
;
is the material temperature;
is the critical temperature, i.e., when
, the strength of the material is not affected by temperature, and
is the melting temperature of the material; and
= −
, where
p is the average stress, being the same as
in Equation (1), and
q is the
Mises equivalent stress, which is assumed to be equal to
in the calculation.
The increase in the plastic strain of the material leads to an increase in the temperature of the material, as follows [
37]:
where
is the ratio of the plastic work causing the temperature increase for the total plastic work, which is taken as 0.9;
is the equivalent stress, calculated according to Equation (12);
is the equivalent plastic strain increment;
c is the material’s specific heat capacity;
is the material density; and
is the temperature increment.
Under plane strain conditions,
where
is the flow stress in Equation (1), i.e., the shear stress on the slip line, and
is the equivalent stress of the material obtained from Equation (12) according to the Johnson–Cook model. Subsequently,
can be taken as the average value of the
value on the slip line segment. Then, based on Equation (1), the average value can be obtained as:
The Johnson–Cook model takes into account both material properties (such as hardness and strain rate sensitivity) and temperature effects, which are influenced by the microstructure and hardness of the material. These factors are integrated into the cutting force model through the Johnson–Cook model as described below:
The Johnson–Cook model incorporates strain hardening (related to material toughness and hardness) and strain rate sensitivity, which reflects the material’s response to high-speed deformation. In materials with higher hardness, the strain hardening coefficient will be higher, indicating that the material strengthens more under deformation and requires greater cutting forces. These are reflected in the Johnson–Cook model’s parameters, such as the yield strength coefficient A, the strain hardening coefficient B, and the strain rate sensitivity coefficient C.
The temperature effects are also modeled in the Johnson–Cook model, which accounts for how the material’s strength decreases at higher temperatures due to the heat generated during the cutting process. For materials with higher hardness, temperature increases may reduce the material’s strength, making it easier to cut at elevated temperatures, but also leading to more heat buildup and potential tool wear. The temperature-dependent term in the Johnson–Cook model accounts for the reduction in the strength of the material as temperature increases.
The damage criterion in the Johnson–Cook model can predict the onset of damage due to the nucleation, growth, and coalescence of voids, and the yield stress decreases with damage accumulation in the Johnson–Cook model.
The damage criterion in the Johnson–Cook model can predict the onset of damage due to the nucleation, growth, and coalescence of voids, and the yield stress decreases with damage accumulation in the Johnson–Cook model.
3.4. Material Strain Rate
3.4.1. Relationship Between Cutting Speed and Strain Rate
The shear band model assumes that plastic deformation takes place in a narrow shear band divided by a shear plane [
39], as shown in
Figure 7b. The shear strain rate distribution in the shear band can be expressed by a high-order power function, as follows [
40]:
where
is the shear strain rate on the slip plane,
is the shear strain rate at distance
x from the shear plane in the shear band,
,
x is the distance from the shear plane at a point in the shear band, and
is the thickness of the shear band. To simplify the calculation,
is assumed to be equal to 0.5.
is a material-related parameter. According to the study of Shi et al. [
43],
= 4.
Taking the lower half of the shear band and integrating it, the following can be obtained:
can be calculated as follows [
40]:
where,
is the shear velocity on the slip plane; and
is the ratio of the length of the slip plane
to the thickness of the shear band
.The range of
in the existing shear band model is 2 to 10 [
39].
is the length of the shear plane in the existing shear band model. In this model,
is the arc length of slip line in
Figure 7. Combining Equations (19) and (20), the following relationship can be obtained:
Assuming that the shear velocity,
, and the horizontal cutting speed,
, satisfy the relationship, the following relationship can be written as:
where
is the projection length of the circular slip line along the horizontal direction in
Figure 7, which can be obtained based on the coordinates of points M and V. Then, according to the plane strain condition:
Assuming that,
where
is the equivalent plastic strain rate and
is the equivalent strain rate. By substituting Equation (21) with Equation (24), the latter can be rewritten as follows:
Based on Equation (25), the horizontal projection length
and the horizontal cutting speed
of the slip line at different M points (M
1, M
2, … M
i in
Figure 7) in the circular slip line model, the equivalent plastic strain rate
at the corresponding point can be obtained.
3.4.2. Determination of the Average Equivalent Plastic Strain Rate
Since the corresponding shear plane near the end of the cutting side (W
2 point side on
Figure 7) is small, the corresponding shear band thickness is small, and the obtained equivalent plastic strain rate
is abnormally large compared to the equivalent plastic strain rate at the middle position. Therefore, the average value of the equivalent plastic strain rate obtained when the M point is located at the center line of the steel bar section at the beginning of cutting (the left half of
Figure 7) is taken as the equivalent plastic strain rate
required for the calculation of the maximum flow stress
for Equation (16).
3.5. The Influence of Value on the Maximum Mises Stress
From Equation (25), it can be observed that the equivalent plastic strain rate
at the slip plane is linearly related to the value of
when cutting speed and slip line are determined. Since the value range of
is 2~10 [
39], the maximum and minimum equivalent strain rates
and
corresponding to a
of 2 or 10 are taken to satisfy
= 5, and a different
is taken for analysis. When
is 10, 100, 500, 1000, 5000, and 10,000, the corresponding maximum equivalent strain rate
is 50, 500, 2500, 5000, 25,000, and 50,000, and the maximum Mises relationship is calculated. In order to facilitate the calculation,
at point M is taken as the calculation value, where p is the pressure value and q is the equivalent stress. According to Equation (1), when p
1 = 1,
, and
, where
takes the corresponding radian values of the absolute negative rake angles of 10, 20, 30, 40, and 50, the following relationship can be obtained:
The maximum Mises stress ratio estimated by calculating different
values and the corresponding
values under different negative rake angle conditions is shown in
Figure 9. The material parameters are shown in
Table 2 and
Table 3. The figure shows that
has only a small influence on the maximum Mises stress, which is no more than 1.09 times the minimum Mises stress in the range of 2 to 10. Therefore, the middle value of 5.0 is taken to simplify the calculation.
3.6. Maximum Cutting Force Calculation
Based on the proposed model, the steps for calculating the maximum cutting force can be obtained. Firstly, the normalized horizontal and vertical cutting force
and
, respectively, at the points M
1, M
2, …, and M
i are calculated in sequence using the slip line model. Based on the calculated normalized horizontal cutting forces, the maximum value of
is taken as
, and the corresponding
is determined as follows:
where
is the normalized maximum horizontal cutting force, and
is the normalized maximum vertical cutting force.
is the corresponding vertical force value when
=
According to the horizontal projection length
and the horizontal cutting speed
of the slip line at different M points (M
1, M
2, … M
i … in
Figure 7), the equivalent plastic strain rate
at the corresponding point is obtained based on Equation (25).The average value
of the equivalent plastic strain rate is calculated based on the plastic strain rate calculation when the M point is located at the center line of the steel bar section at the beginning of cutting (the left half of
Figure 7).
Based on the Johnson–Cook elastic–plastic damage model, in Equations (12)–(15), the maximum equivalent stress is calculated, and the maximum flow stress is determined based on Equation (15). Finally, , , and k are multiplied to obtain the maximum horizontal cutting force and the vertical thrust .
The specific calculation steps are as follows:
- (a)
Parameters for model initialization
The parameters for the size of the steel bar (diameter), the cutting depth, the cutter negative rake angle, the cutting speed, the model width, and material parameters of the Johnson–Cook model are determined.
The average value of p/q on the slip line is determined according to Equation (17).
- (b)
Calculation of normalized cutting forces based on slip lines
- i.
Taking the center of the circular cross-section as the coordinate origin O, the range of the horizontal coordinate x of point M is determined at cutting depth z. Multiple (such as 1000) uniformly distributed sample points (M1, M2, …,Mi) are arranged on the M cutting trajectory.
- ii.
Based on point M
1 (M is at point M
1) and the negative rake angle, the initial length and direction of the slip line are determined based on the length of M
1G, the negative rake angle, and the relationship between M
1G
1 and segments of the slip line M
1T, TU, and UV described in
Section 3.1.1. The coordinates of the points on the slip line, T, U, and V, are determined based on the size of the circular cross-section without considering the influence of chip accumulation in front of the cutter.
- iii.
Based on the coordinates of point M
1 and the corresponding coordinates of point G, the area of the circular cross-section scanned by the cutter is determined. According to the method described in
Section 3.2, the increase in the cutting depth,
before the cutter at this point, is solved iteratively, and point G
1’s coordinates are determined. Then, the coordinates of the points T, U, V on the slip line are determined considering the influence of chip accumulation in front of the cutter, as shown in
Figure 6.
- iv.
Based on the coordinates of point V on the slip line, considering the influence of chip accumulation in front of the cutter, the coordinates of point M
1 and the absolute negative rake angle of the cutter
αn, the final normalized horizontal cutting force, and the normalized vertical cutting force at this point are determined according to the methods described in
Section 3.1.2 and
Section 3.1.3 (Equations (6)–(8)).
- v.
The equivalent plastic strain rate under the slip line condition at this point is determined according to Equation (25).
- vi.
For all other remaining points (M2, M3,…,Mi), the calculation of the normalized cutting force , , and equivalent plastic strain rate at the corresponding positions are repeated.
- vii.
The normalized horizontal cutting force , which was determined in step B (iv) at each Mi point, is compared along the cutting trajectory. The maximum normalized horizontal cutting force is obtained by taking the maximum value, and the vertical cutting force at the corresponding point of the maximum horizontal cutting force is the maximum normalized vertical cutting force , as shown in Equation (26).
- (c)
Calculation of maximum flow stress
- i.
Based on the equivalent plastic strain rate
at each M
i point determined in step B, the average value of the equivalent plastic strain rate
determined from the M point from the beginning of cutting to the center line of the steel bar section (the left half of
Figure 7) is taken as the equivalent plastic strain rate for subsequent calculation.
- ii.
Based on the average equivalent plastic strain rate
determined in step C (i), the average
determined in step A (ii), and the material parameters determined in step A, the maximum flow stress
is determined by combining the Johnson–Cook plastic damage model in
Section 2.3 (Equations (12)–(16)).
- (d)
Calculation of maximum cutting forces
- i.
The maximum horizontal cutting force and vertical thrust can be determined by multiplying the and obtained in step B (vii) with the maximum flow stress obtained in step C (ii) and the set model width (1 mm in this paper).
4. Comparative Analysis of Theoretical Calculation and Finite Element Numerical Simulation Results
4.1. Comparison Between the Proposed Model and Numerical Simulation Results
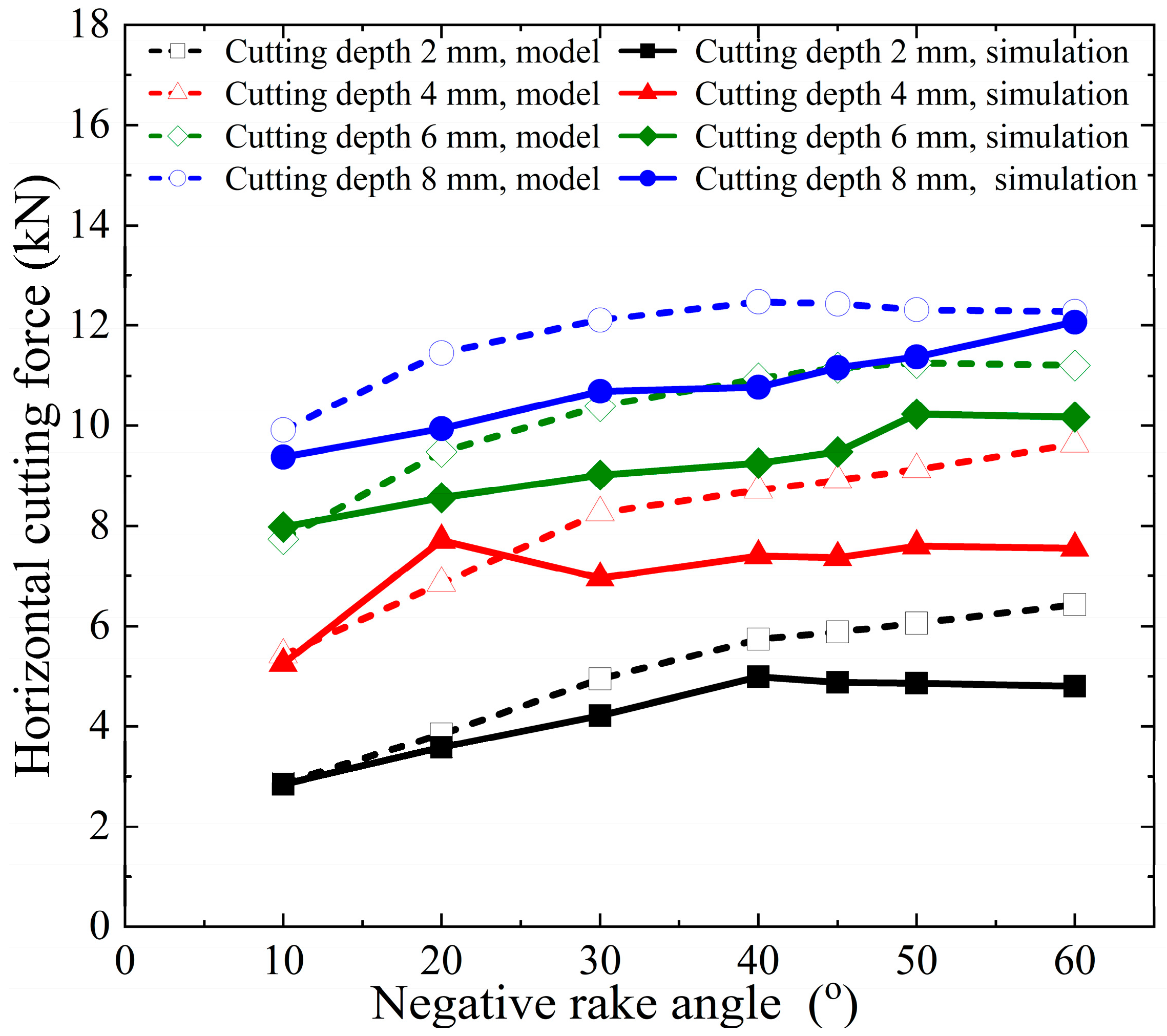
The horizontal cutting force and vertical cutting force calculated by the model and numerical simulation in this paper are shown in
Figure 10 and
Figure 11. The errors of the horizontal cutting force and vertical cutting force calculated by the proposed model compared to the numerical simulation results are shown in
Figure 12.
The proposed model’s calculated horizontal cutting force shows an error range of −11.08% to +33.85% when compared to the numerical simulation results. In contrast, the vertical cutting force exhibits a larger error range, spanning from −67.20% to −0.74%. These results indicate that the vertical force calculations are less accurate compared to the horizontal force calculations.
The primary source of these errors lies in the fact that finite element numerical analysis can dynamically calculate the interactions between various parts (divided units) of the entire simulation object, considering given parameters and boundary conditions. It also accounts for the stress and strain states on the slip plane within the shear band and even at different points across the entire model, as illustrated in
Figure 5. In contrast, the model proposed in this paper simplifies the analysis object. On one hand, the force on the cutter is determined by the stress and strain state of the local slip plane and the assumed shear band. On the other hand, the theoretical model assumes a uniform stress state at every point on the slip plane. As the cutting depth increases, the stress localization becomes more pronounced, and the material experiences varying degrees of plastic deformation at different points. This can lead to increased cutting forces, which are not fully predicted by the simplified model. In addition, the boundary conditions used in the model may not fully capture the effects of increased material interaction and cutter engagement at larger depths, leading to discrepancies in the predicted forces. Numerical simulations, by contrast, can better account for these dynamic changes in engagement and the resulting force distributions. The proposed model considers chip accumulation in front of the cutter, which plays a significant role in determining the cutting force, especially at larger depths. However, the model assumes a simple relationship between the chip formation and the cutting force, which may not fully account for the complex dynamics of chip flow and heat generation during deeper cuts.
The discrepancies observed in
Figure 10 and
Figure 11 are primarily due to the simplified nature of the proposed cutting force model, which does not fully capture the complexities of material behavior, thermal effects, strain distribution, and chip dynamics at larger cutting depths. While the model provides a reasonable estimate of the cutting force in the initial cutting stages, it is less accurate as the cutting depth increases, when more intricate interactions and non-linear effects come into play.
4.2. The Effect of Increased Cutting Depth on the Calculation of Cutting Force
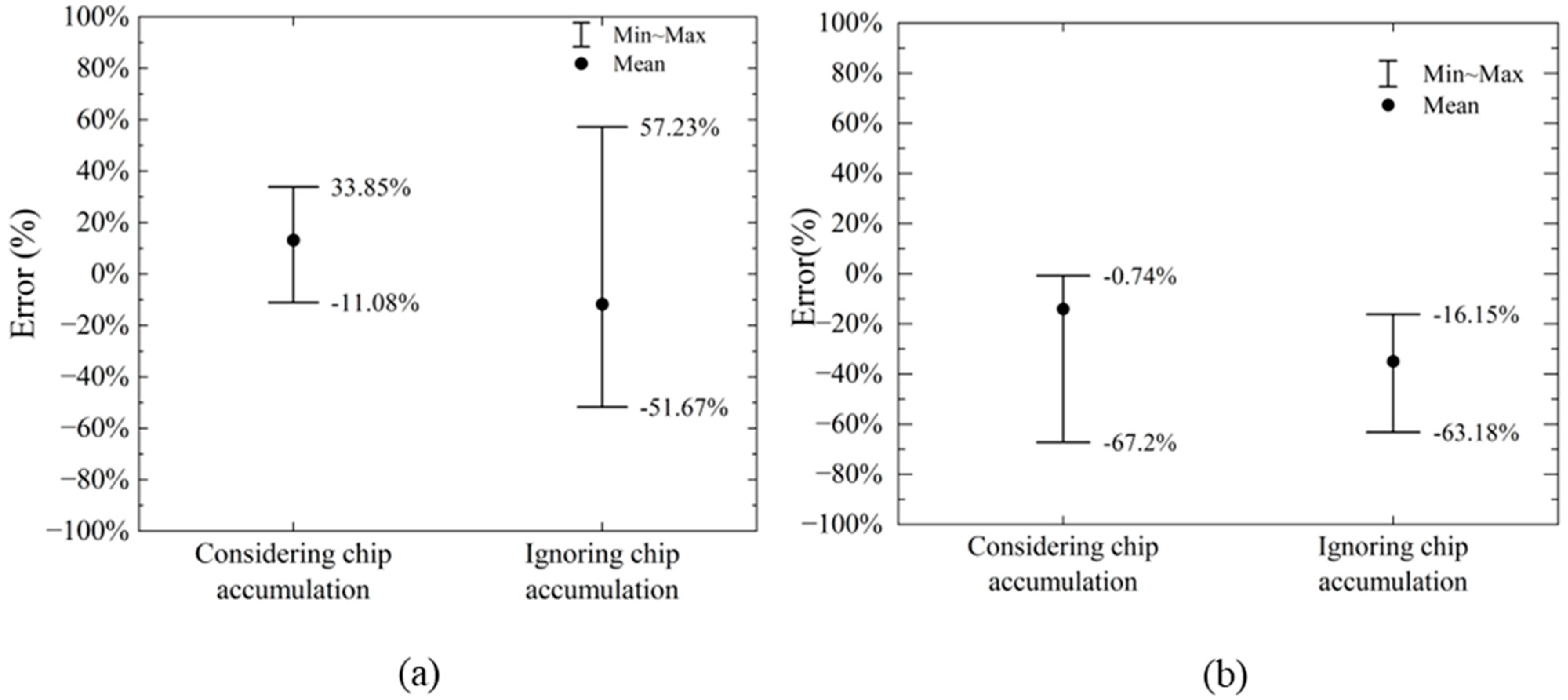
The error between the calculated horizontal cutting force and the numerical simulation results without considering the influence of chip accumulation in front of the cutter is shown in
Figure 13.
From
Figure 13a, it can be observed that the horizontal cutting force calculated using the proposed model, which accounts for chip accumulation in front of the cutter, closely matches the results from numerical simulations. However, when the chip accumulation effect is ignored, the error in the horizontal cutting force calculated by the model ranges from −51.67% to 57.23%. Therefore, factoring in chip accumulation results in horizontal cutting force calculations that are more accurate compared to when chip accumulation is not considered. Regarding the vertical cutting force (see
Figure 13b), the error range for the model’s results, without considering chip accumulation, is between −63.18% and −16.15%. This is not significantly different from the error range of −67.20% to −0.74% observed when chip accumulation is taken into account.
4.3. Effect of Parameter p1
To analyze the parameter p
1, two cases are considered: (i) the pressure on the slip line changes according to the slip line theory, i.e., parameter p
1 = 1 in Equation (1); and (ii) the pressure on the slip line does not change with the rotation of the slip line tangent, and the average stress
is maintained, i.e., parameter p
1 = 0 in Equation (1). The error in the calculation of the horizontal and vertical cutting forces by the proposed model compared to the numerical calculation result is shown in
Figure 14 and
Figure 15, respectively, when parameter p
1 = 1 and p
1 = 0.
As shown in
Figure 14, the error range for the horizontal cutting force calculation is −11.08% to +27.42% when p
1 = 1 and −21.44% to +29.64% when p
1 = 0. Therefore, the error range for p
1 = 0 is slightly larger than that for p
1 = 1. However, regardless of whether p
1 is set to 1 or 0, the horizontal cutting force calculated by the proposed model closely aligns with the results from the numerical simulation. Since the horizontal cutting force is determined by the horizontal stress component at each point on the slip line, and the average stress on the slip line decreases from point V to point M
1 along the slip line in
Figure 7, the influence on the horizontal force diminishes. As a result, the change in p
1 has a relatively small impact on the calculated horizontal cutting force.
As shown in
Figure 15, the error range for the vertical cutting force calculation is -67.20% to −0.74% when
p1 = 1, while the error range when
p1 = 0 is −84.50% to −52.96%, indicating a significant increase in the error range. This increase is primarily due to the fact that, when
p1 = 1, the vertical cutting force calculated by the proposed model tends to be smaller than the numerical simulation results across different cutting depths and negative rake angle values. Since the average stress calculated for
p1 = 0 is lower, the corresponding vertical force is smaller, leading to a further increase in the maximum absolute error of the vertical cutting force calculation.
4.4. Comparison Between the Proposed Model and Cutting Simulation Results Under Other Steel Parameter Conditions
In order to evaluate the applicability of the proposed model to other steel material parameters, the material parameters of American Iron and Steel Institute 1045 (AISI1045) [
44], AISI4340 [
45], and AISI304 [
46] were selected to compare the cutting force results calculated by this model with the numerical simulation results. AISI 1040 is a medium-carbon steel that contains approximately 0.40% carbon. The microstructure of AISI 1040 consists mainly of ferrite and pearlite, giving it moderate hardness and strength. The strain hardening coefficient (B) and the strain rate sensitivity (C) in the Johnson–Cook model are moderate due to the relatively lower carbon content and the ferrite–pearlite structure. AISI 4340 is a high-strength, low-alloy steel that contains higher amounts of nickel, chromium, and molybdenum, which provide excellent hardenability and toughness. AISI 4340’s microstructure can consist of bainite, martensite, or a mixture of both, especially after heat treatment, giving it much higher strength and hardness than AISI 1040. The strain hardening (B) and strain rate sensitivity (C) coefficients in the Johnson–Cook model for AISI 4340 are higher due to its high-strength microstructure (such as martensite and bainite). AISI 304 is an austenitic stainless steel known for its excellent corrosion resistance, high ductility, and good weldability. It contains approximately 18% chromium and 8% nickel, which gives it an austenitic structure. The material is relatively softer than AISI 4340 but harder than AISI 1040, with a typical Brinell hardness in the range of 150–190. The strain hardening coefficient (B) is moderate for AISI 304, but it is more ductile than AISI 4340, meaning it will deform more easily under applied cutting forces. The strain rate sensitivity (C) is also moderate, as AISI 304 shows higher resistance to deformation at high strain rates (cutting speeds) compared to AISI 1040 but not as much as AISI 4340. The temperature dependence plays an important role in the model, as AISI 304’s strength is significantly affected by elevated temperatures, especially in high-speed cutting operations. The material’s ductility decreases with temperature rise, affecting cutting force predictions.
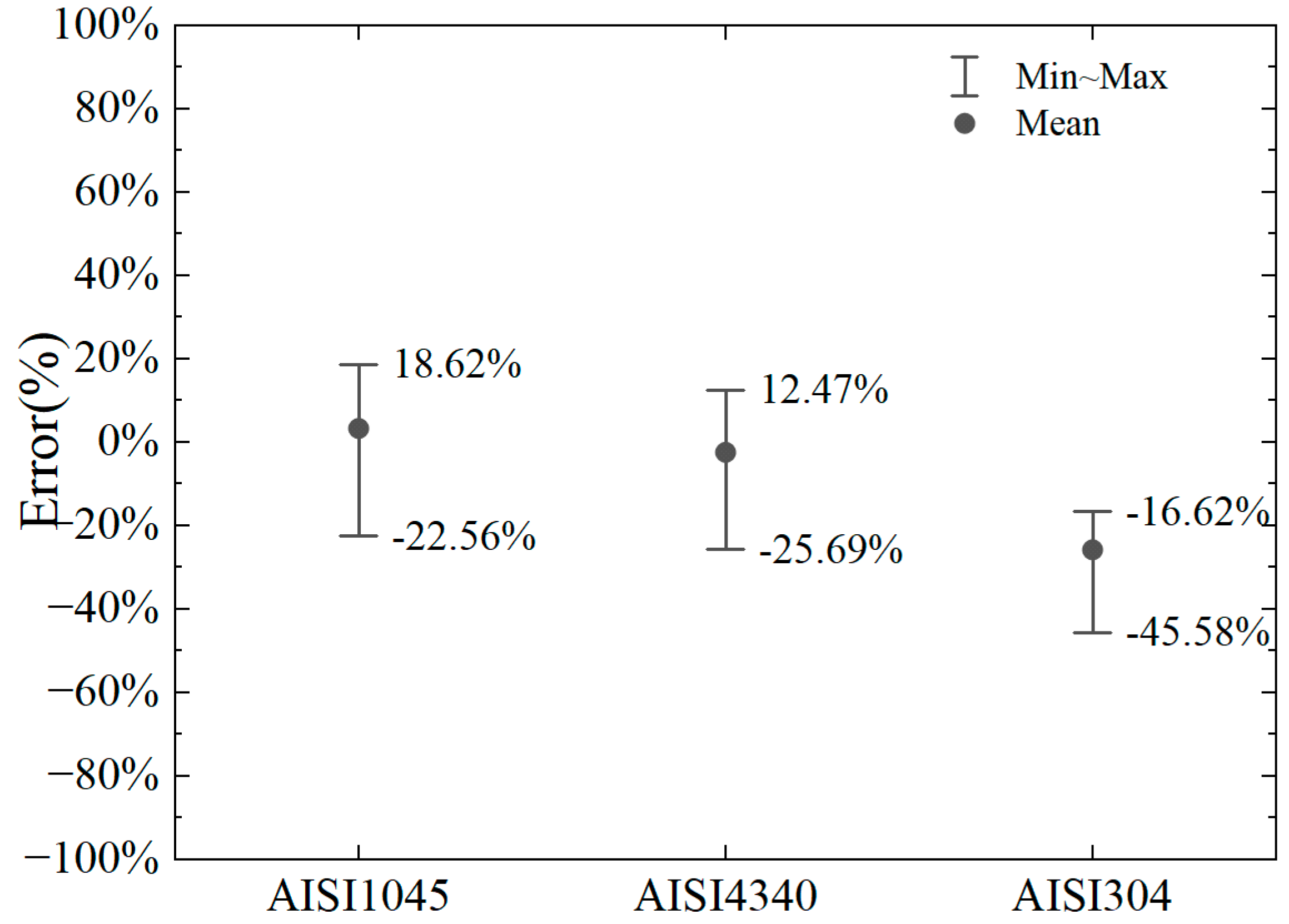
The numerical model is the same as the previous two-dimensional cutting model, taking into account the conditions of cutting depths of 2 mm, 4 mm, 6 mm, and 8 mm and considering the absolute negative rake angles of 10°, 30°, and 50° at the same cutting depth. The calculation errors are shown in
Figure 16 and
Figure 17.
It can be observed that the error in the horizontal cutting force calculated by the proposed model, compared to the numerical results, is small for AISI1045 and AISI4340 steels. For AISI1045, the error range of the horizontal cutting force calculation is −22.56% to +18.62%. For AISI4340, the error range is −25.69% to +12.47%. For AISI304, the error range is −45.58% to −16.62%. Based on Equations (12)–(14) and comparing the material parameters of AISI304 [
46] with those of No. 45 steel [
20], AISI1045 [
44], and AISI4340 [
45], it can be observed that the temperature softening parameter (C) of yield stress in the Johnson–Cook model for AISI304 and parameter (d
5) for temperature-affected equivalent plastic strain at material failure are significantly lower than those of the other materials.
Additionally, the equivalent plastic strain at initial material failure (d1) is considerably larger for AISI304 compared to the others, which affects damage development under the same plastic strain. These differences in parameters highlight the high-temperature resistance, toughness, and good processing performance of AISI304 relative to other common steels. Due to these variations, the error in the proposed model’s calculation of the cutting force for AISI304 is larger than for other steels, with the calculated results being smaller than the numerical results. However, for common steels like No. 45 steel, AISI1045, and AISI4340, the proposed model can more accurately calculate the magnitude of the horizontal cutting force when the negative rake angle is between 10° and 50°.
4.5. Effect of Friction Coefficient on Numerical Results
Wang Fei [
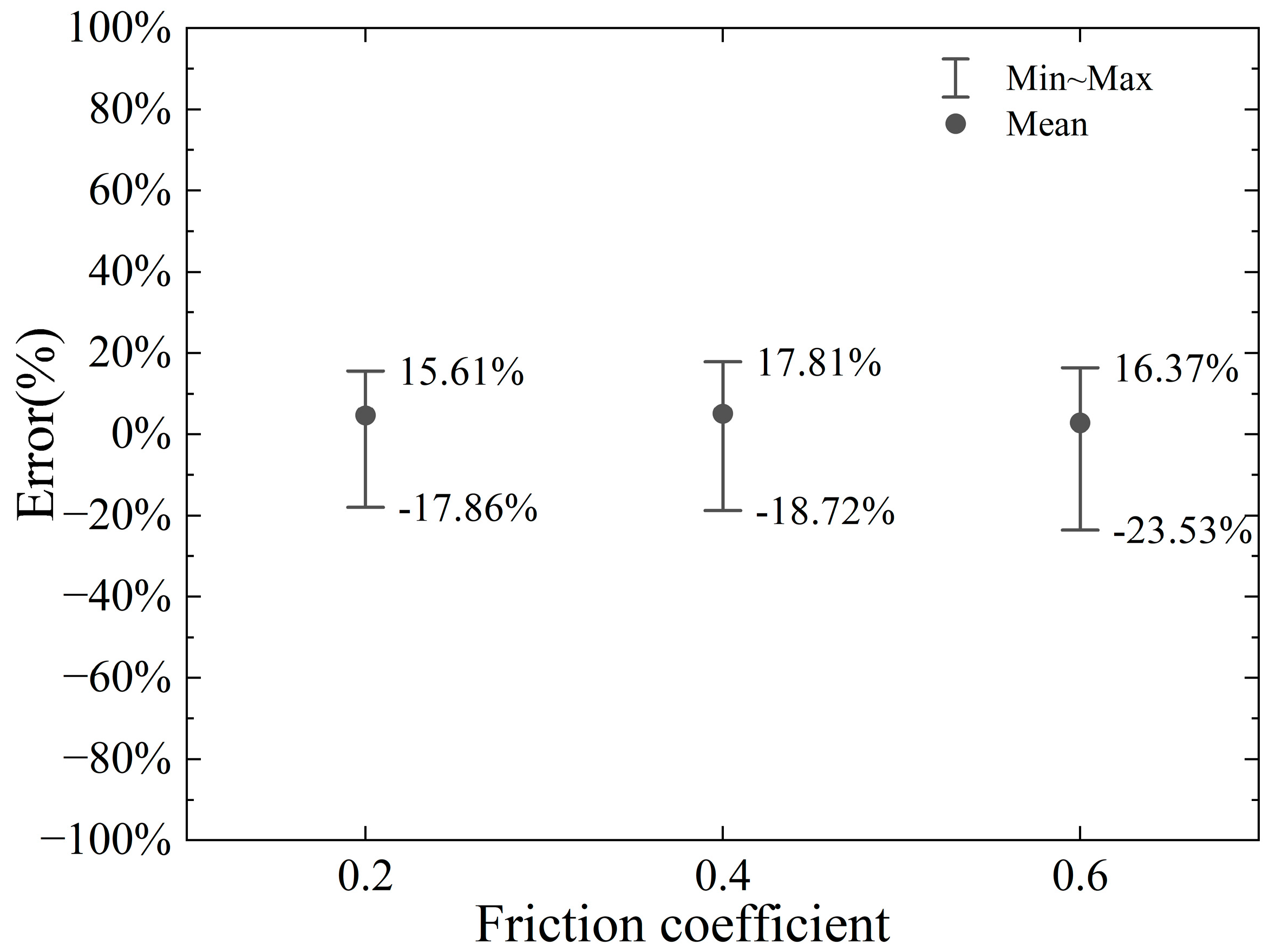
20] used a friction coefficient of 0.2 (dynamic friction coefficient 0.15) when analyzing the cutting force of a cutter cutting steel bars. Given that bentonite and foam agents are injected ahead of the cutter head during the propulsion process to minimize friction between the cutter and the soil, as well as the reinforced concrete in front, a low friction coefficient range of 0.2 to 0.6 is assumed. The numerical analysis results for friction coefficients of 0.2, 0.4, and 0.6 are compared with the proposed model’s calculations, which do not account for the influence of the friction coefficient. The resulting errors are illustrated in
Figure 18 and
Figure 19.
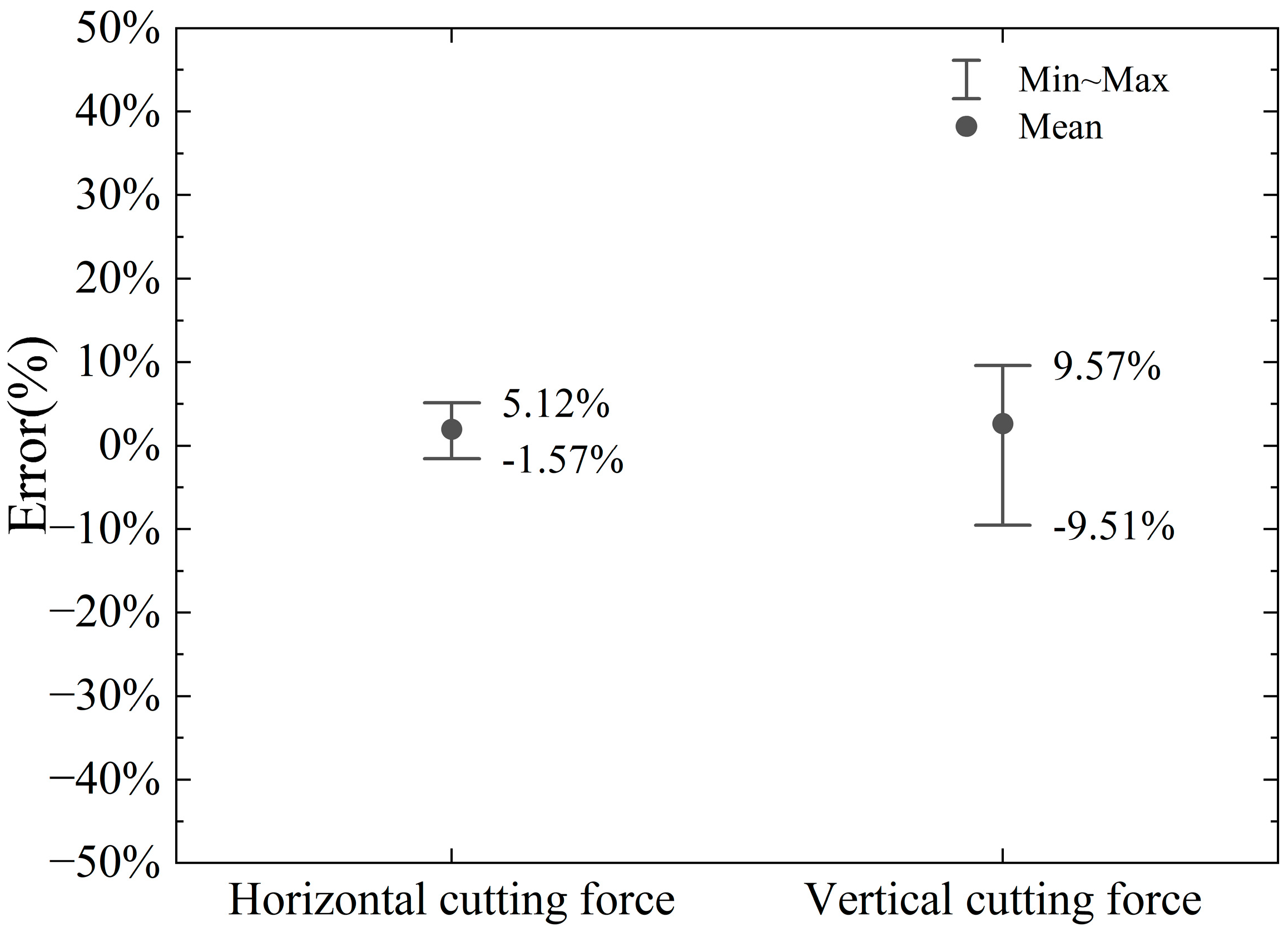
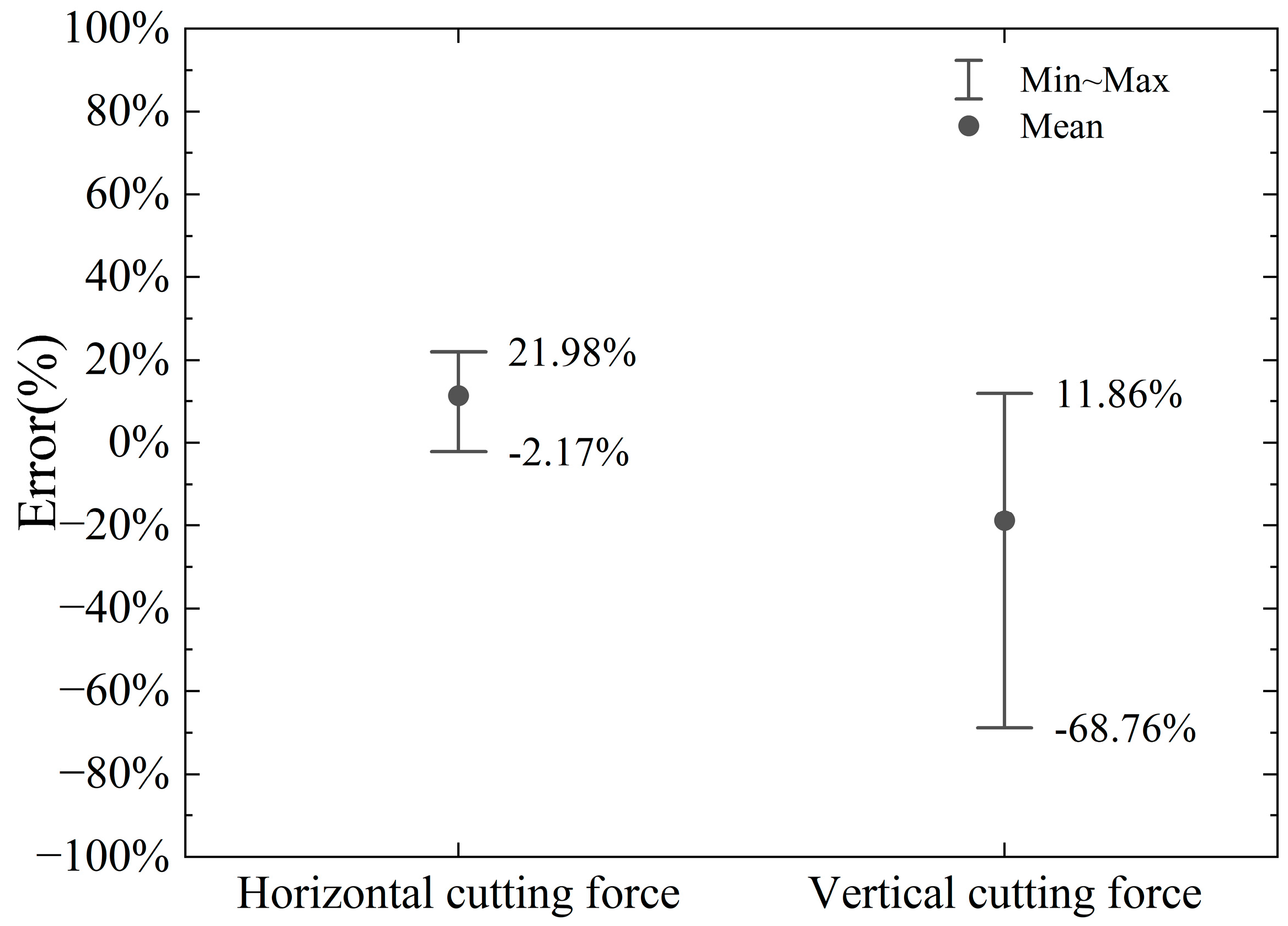
In summary, while the proposed model does not explicitly account for the influence of friction, the impact of the friction coefficient on the cutting force is relatively modest within the range of 0.2 to 0.6. This suggests that the friction coefficient plays a secondary role in determining the cutting force under the given conditions. As a result, the deviation between the calculated horizontal cutting force and the numerical simulation results remains consistent and within an acceptable tolerance across varying friction coefficients. To elaborate, when the friction coefficient is 0.2, the error range spans from −17.86% to +15.61%. For a friction coefficient of 0.4, the error range shifts slightly to −18.72% to +17.81%, indicating a marginal increase in variability. At a higher friction coefficient of 0.6, the error range expands further to −23.53% to +16.37%, reflecting a somewhat greater influence of friction at this level. Despite these variations, the errors remain within a reasonable and predictable range, underscoring the robustness of the proposed model. These findings highlight that the proposed model, even without considering friction effects, delivers reliable and consistent predictions for the horizontal cutting force within the specified friction coefficient range. This reliability is particularly valuable in practical applications, where the model can serve as a useful tool for estimating cutting forces with reasonable accuracy, even in the absence of detailed friction considerations. Furthermore, the results suggest that while friction does have an observable effect, its impact is not dominant within the tested range, reinforcing the model’s applicability for engineering purposes.
4.6. Effect of Initial Temperature
The incremental variation in horizontal cutting force derived from numerical simulations at an initial temperature of 20 °C (293.15 K), in comparison to 50 °C (323.15 K), is systematically illustrated in
Figure 20. Furthermore,
Figure 21 provides a detailed representation of the error range between the cutting force predicted by the proposed model and the numerical simulation results at 20 °C (293.15 K). A comprehensive analysis of these results reveals that the initial temperature exerts a relatively limited influence on the cutting force within the range of 20 °C to 50 °C. Specifically, the cutting force at 20 °C (293.15 K) demonstrates a slight but discernible increase when compared to that at 50 °C (323.15 K). This observation underscores the fact that, within this temperature interval, the initial temperature does not induce significant changes in the cutting force dynamics. Instead, only minor variations are observed, particularly at the lower end of the temperature range. The close alignment between the proposed model’s predictions and the numerical simulation results further reinforces the model’s reliability and accuracy in capturing cutting force behavior under varying initial temperature conditions. This consistency not only validates the model’s predictive capabilities but also highlights its potential applicability in real-world scenarios where temperature fluctuations may occur. The findings suggest that, for practical purposes, the cutting force remains relatively stable across this temperature range, with only negligible adjustments required to account for the minor influence of initial temperature. This insight is particularly valuable for optimizing machining processes and ensuring precision in industrial applications where temperature control is a critical factor.
For both the numerical model and the proposed model, adiabatic conditions are assumed due to the short duration of the cutting process; this means that heat generation due to plastic deformation is not dissipated, and the temperature rise is calculated based on the plastic work. As for the proposed model, the Johnson–Cook model, it is used to calculate the maximum equivalent stress, considering the softening of the material at higher temperatures and the strain hardening and yield stress of the material. The proposed model considers the thermophysical properties in a simplified way, so the temperature gradient is not explicitly considered in the model, as the focus is on the mechanical response during the initial cutting phase.
It should also be noted that at the initial sub-zero temperature condition, different materials behave differently during the cutting process [
47]. AISI 4340 steel is susceptible to phase transformations at sub-zero temperatures, forming brittle martensite and bainite, which can lead to top cracks that compromise material integrity. In contrast, AISI 304, an austenitic stainless steel, hardens through plastic deformation, forming Deformation-Hardened Martensite (DIM), which does not induce brittleness and makes it less prone to cracking at low temperatures. Similarly, AISI 1020, a low-carbon steel, retains better ductility at low temperatures and is less prone to top cracks compared to AISI 4340. Therefore, if the working conditions include sub-zero temperatures, these differences should be considered during the cutting process.
4.7. Effect of Circular Cross-Section Diameter
The error range of the proposed model relative to the numerical model in the calculation of horizontal and vertical cutting force with varying steel bar diameters is illustrated in
Figure 22 and
Figure 23, respectively. Analysis of the results reveals that the proposed model achieves a reasonable level of accuracy in predicting horizontal cutting force, with error ranges spanning from −9.78% to +35.82% for the 10 mm diameter and from −14.61% to +22.88% for the 20 mm diameter. These findings suggest that the model performs well in estimating horizontal cutting forces across both diameters, demonstrating its reliability for such calculations. However, the model’s performance in predicting vertical cutting force exhibits notable variability, particularly as the negative rake angle and cutting depth change. This indicates that the accuracy of vertical force calculations is highly sensitive to these specific machining parameters. While the proposed model shows promise in horizontal force prediction, the significant fluctuations in vertical force errors highlight a critical area for improvement. These insights underscore the importance of refining the model to better account for the influence of rake angle and cutting depth on vertical force, ensuring more consistent and accurate predictions across a wider range of machining conditions. Such enhancements would further strengthen the model’s applicability and precision in real-world industrial applications.
From this result, it can be concluded that extrapolating the model to greater cutting depths requires additional investigation. At larger cutting depths, the accumulation of chips in front of the cutter may become more complex, as the initial contact point between the cutter and the rebar may be slightly above the cutting edge on the rake face. Furthermore, significant deformation of the rebar may occur before the cutting edge contacts the rebar, depending on the rake angle, cutting depth, and diameter of the rebar. Alternatively, a safety coefficient may be applied to adjust the predicted cutting forces for greater depths, accounting for the simplifications inherent in the model. This coefficient can be calibrated empirically by comparing the model’s predictions at shallower depths with experimental data or more detailed numerical simulations.
5. Conclusions
This study introduces a model designed to assess the maximum cutting force during the initial cut of a two-dimensional circular cross-section, considering varying cutting depths of a negative rake angle cutter. The model is formulated based on insights derived from the slip plane characteristics observed in 2D numerical simulations during the early stages of cutting, integrated with slip line theory, and incorporates the effect of chip formation in front of the cutter on the slip plane. By comparing and analyzing the numerical results of two-dimensional circular cross-section cutting using the CEL model with a negative rake angle cutter, this study arrives at the following conclusions:
- (1)
The results confirm that cutting parameters, particularly rake angle and cutting depth, are critical in determining the required cutting forces. Optimizing these parameters can lead to more efficient cutting and reduced tool wear, especially when combined with material-specific properties.
- (2)
The Johnson–Cook model proves to be an effective tool for modeling cutting forces in shear cutting processes. By incorporating key material properties such as strain rate sensitivity and temperature dependence, the model provides a realistic prediction of cutting forces for different steels. This conclusion underscores the utility of the model in predicting cutting behavior across materials with varied properties.
- (3)
The proposed slip line model for No. 45 steel accurately describes the slip plane size and change, accounting for chip accumulation, and calculates the maximum horizontal cutting force with an error range of −11.08%~+33.85%. However, the vertical thrust force error is larger at smaller rake angles, with a maximum of −63.18%.
- (4)
The error in the proposed model compared to finite element simulation arises from simplifications. The model assumes uniform stress on the slip plane and ignores the cutter’s material properties, while finite element analysis accounts for dynamic stress and strain interactions across different parts of the simulation object.
- (5)
Chip accumulation significantly affects the slip plane size, which largely determines the horizontal cutting force at the initial cutting stage. Ignoring chip accumulation leads to increasing calculation errors as the negative rake angle increases, with errors reaching up to 57.2%.
- (6)
The parameter p1, which affects stress on the slip line, has little impact on horizontal cutting force but greatly influences vertical cutting force.
- (7)
Within the range of a negative rake angle of 10°~50°, the error ranges of horizontal cutting force for AISI1045 and AISI4340 are −22.56%~+18.62% and −25.69%~+12.47%. However, for AISI304, which has better toughness and temperature resistance, the model’s error is higher.
- (8)
A small friction coefficient (0.2~0.6) and initial temperatures of 20 °C to 50 °C have minimal impact on horizontal cutting force results. The model performs well for negative rake angles of 10° to 50° and bar diameters of 10 mm and 20 mm, with a maximum error of 35.82% for commonly used steel material. Therefore, the proposed model offers a quick preliminary estimate for horizontal cutting force but requires further refinement to reduce errors in certain conditions.
- (9)
The influence of initial temperature on the cutting force is relatively limited, falling within the range of 20 °C to 50 °C, and the proposed model can capture cutting force behavior under varying initial temperature conditions.
- (10)
The proposed model achieves quite good accuracy in predicting horizontal cutting force when the diameter of the rebar is 10 mm or 20 mm, with corresponding error ranges spanning from −9.78% to +35.82% for the 10 mm diameter and from −14.61% to +22.88% for the 20 mm diameter.
Constant thermophysical properties are assumed for computational simplicity, but this study recognizes that temperature effects could play a more significant role in cutting processes, particularly at high speeds or depths. Future work could aim to address these limitations by incorporating dynamic temperature gradients and temperature-dependent material properties, leading to more accurate predictions of cutting forces in more complex, high-temperature scenarios.
In this study, the proposed model for calculating the cutting force during the initial phase of cutting uses a simplified approach to estimate the forces acting on the cutter and the material. To improve the accuracy of the model at larger depths, future work could focus on incorporating more advanced material models, thermal–mechanical coupling, and a more detailed chip flow model.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}