

Experimental Investigation of the Influence of Milling Conditions on Residual Stress in the Surface Layer of an Aerospace Aluminum Alloy





Abstract
1. Introduction
- Mechanical model—assumes that residual stress is generated solely by the cutting force; compressive stress occurs in the surface layer, while tensile stress is present in the deeper zone;
- Thermal model—assumes that residual stress arises exclusively due to temperature; tensile stress forms in the surface layer, whereas compressive stress occurs in the deeper zone.
1.1. Machining-Induced Residual Stress of Aluminum Alloys
1.2. Residual Stress Relaxation
2. Materials and Methods
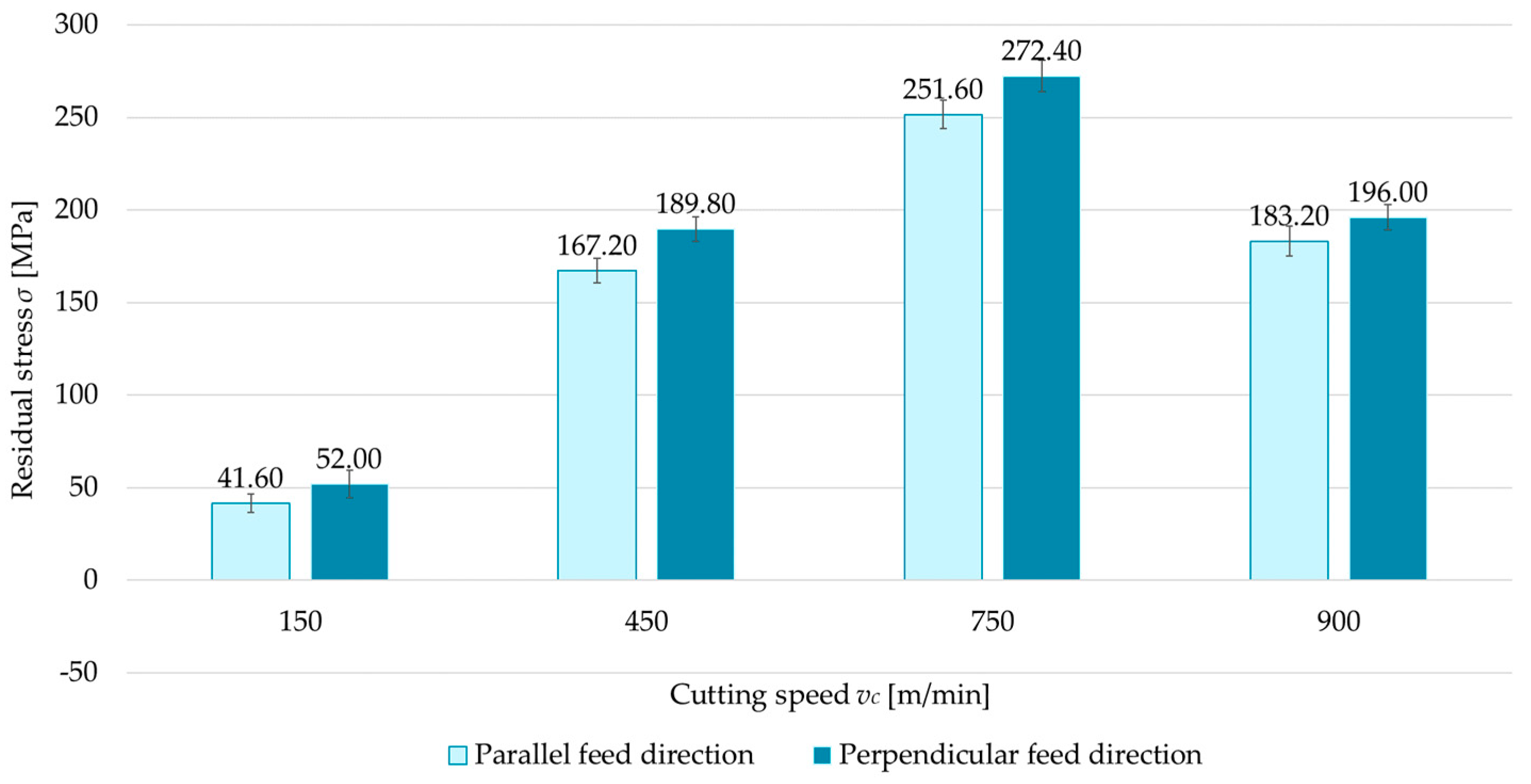
- The technological history of the semi-finished product, namely, the cutting tool feed direction relative to the rolling direction (perpendicular or parallel);
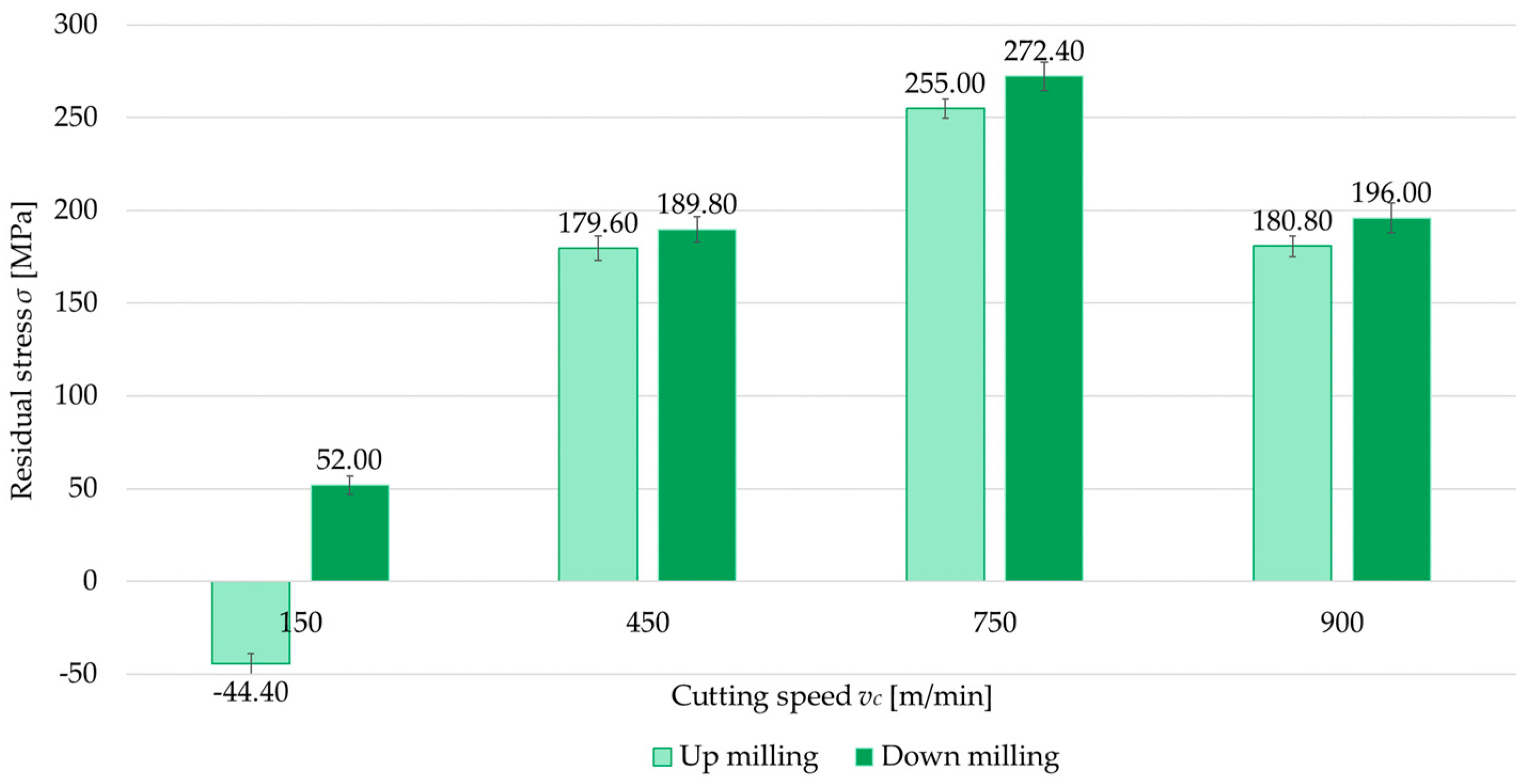
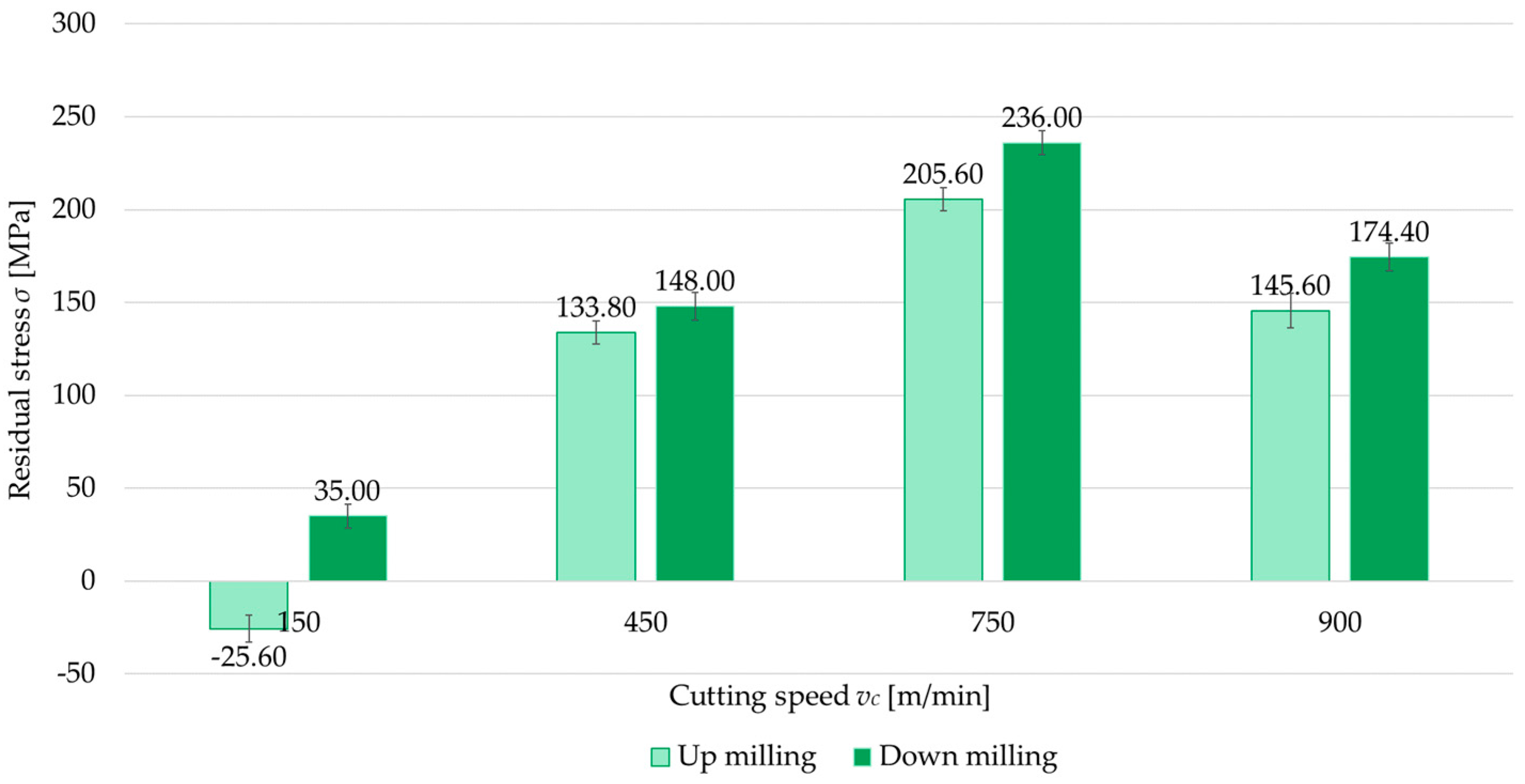
- The milling type (up or down);
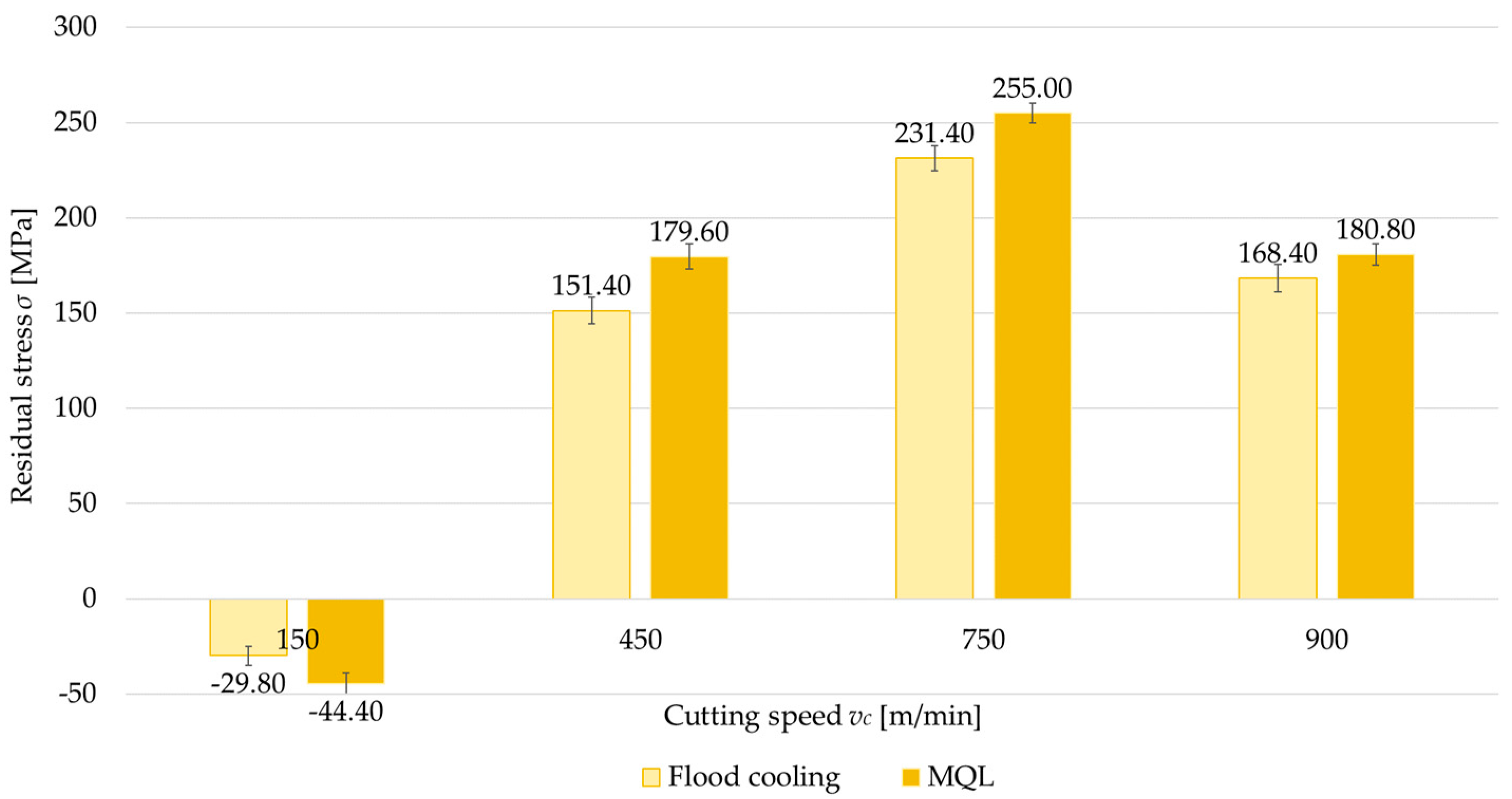
- The coolant application (minimum quantity lubrication (MQL) with Mobil VG68 oil or flood cooling with MobilCut 230 emulsion);
- The cutting speed (vc = 150, 450, 750, and 900 m/min).
- Depth of cut, ap = 30 mm;
- Width of cut, ae = 2 mm;
- Feed per tooth, fz = 0.1 mm/tooth.
3. Results
3.1. Technological History
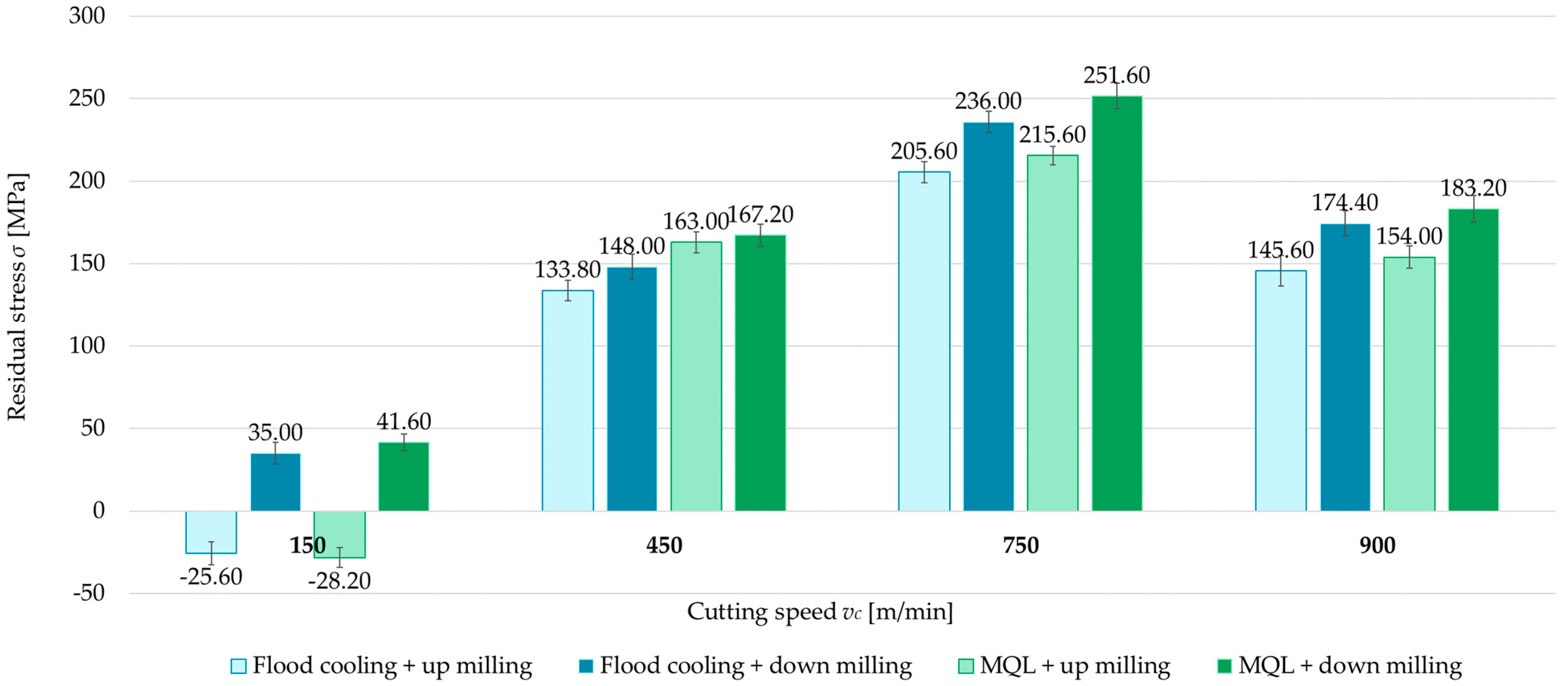
3.2. Milling Type
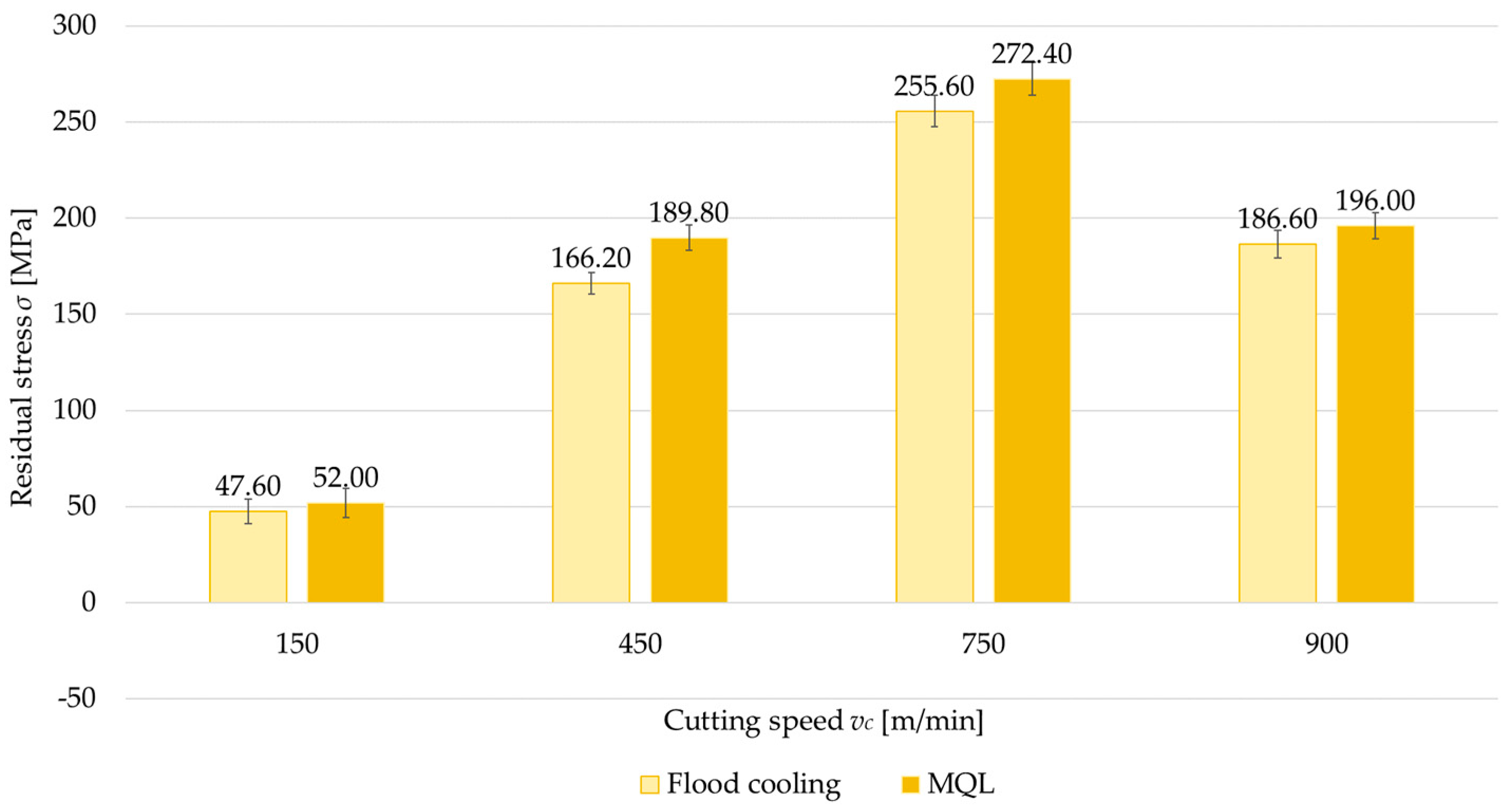
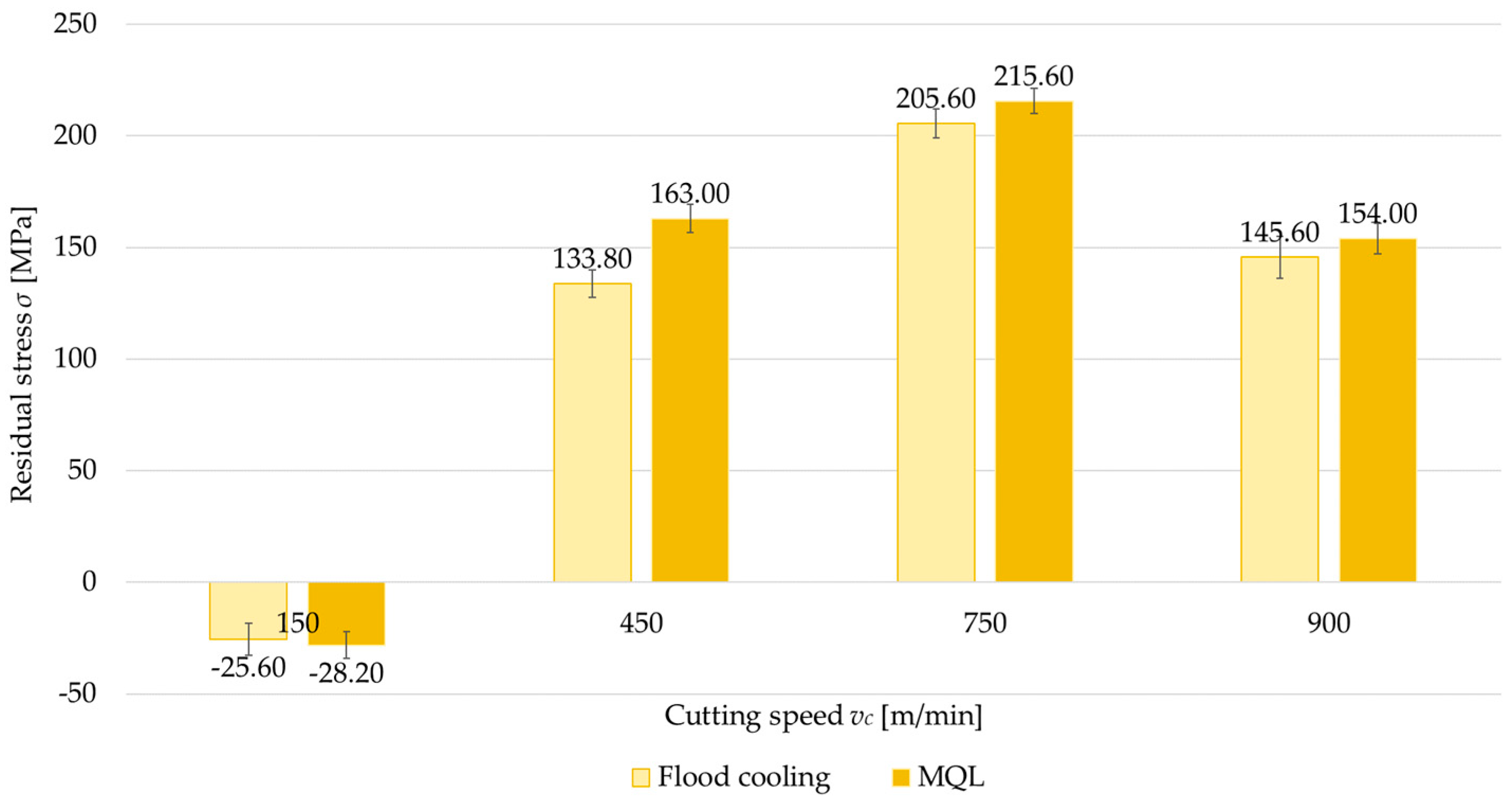
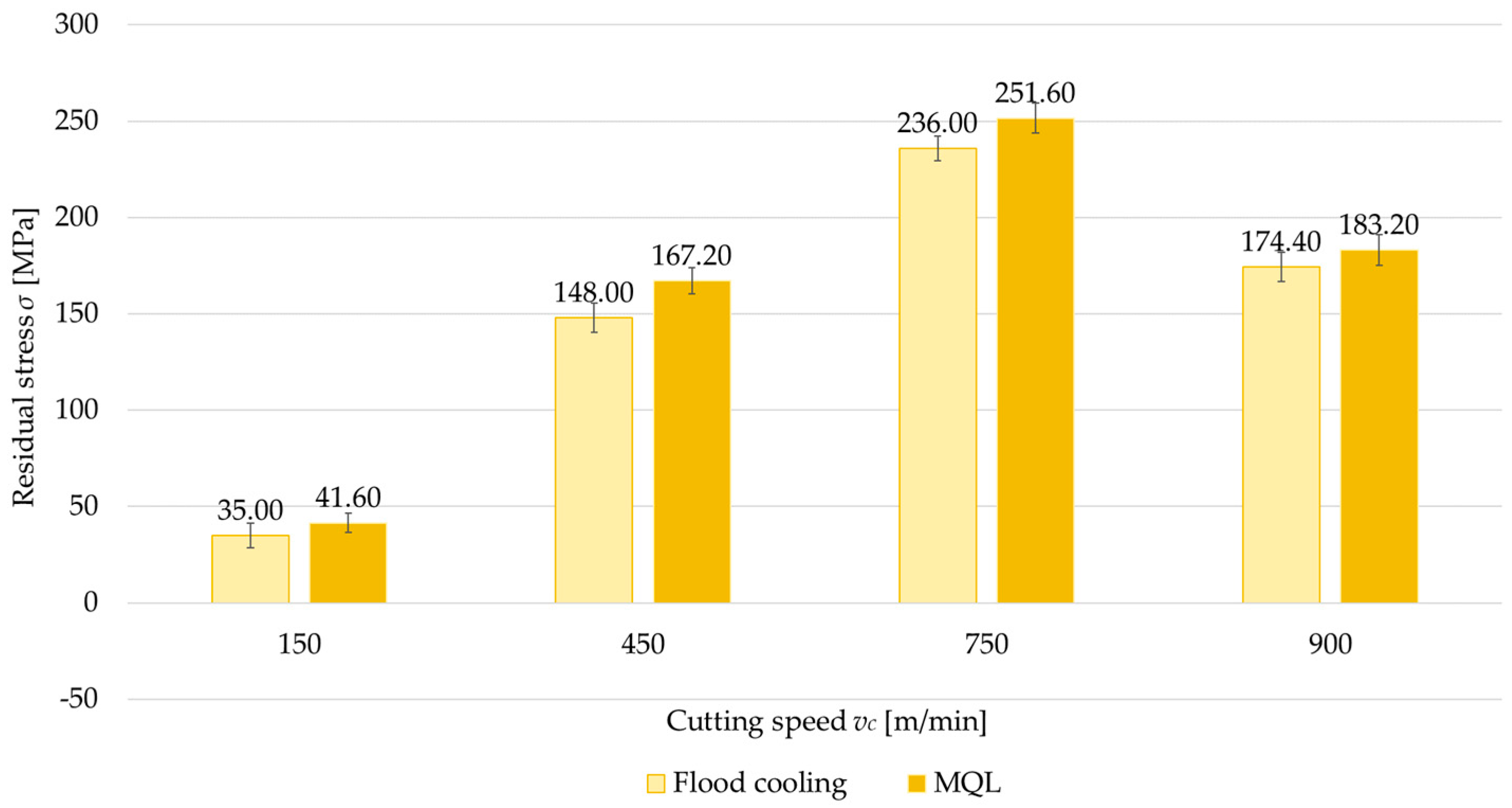
3.3. Coolant Application
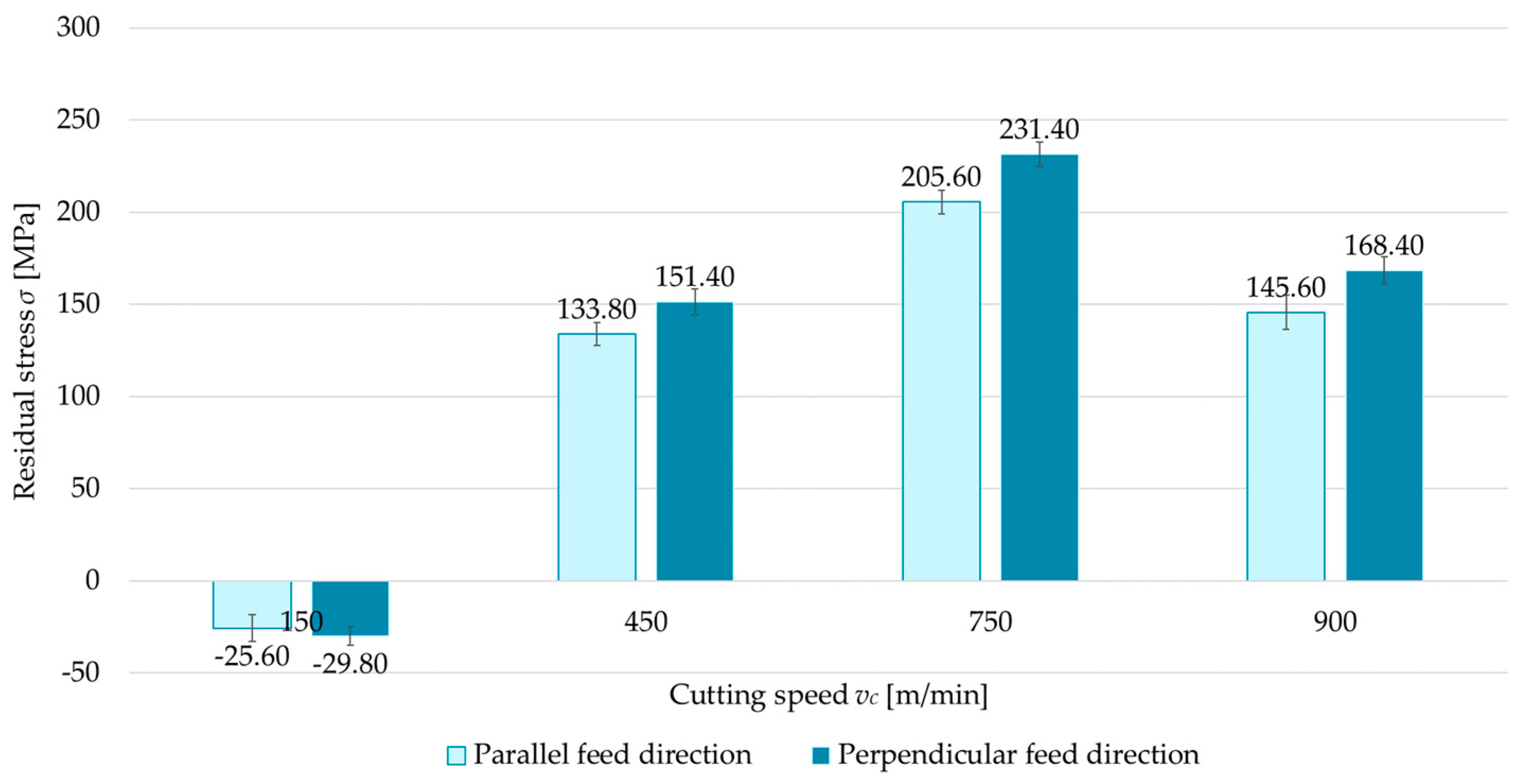
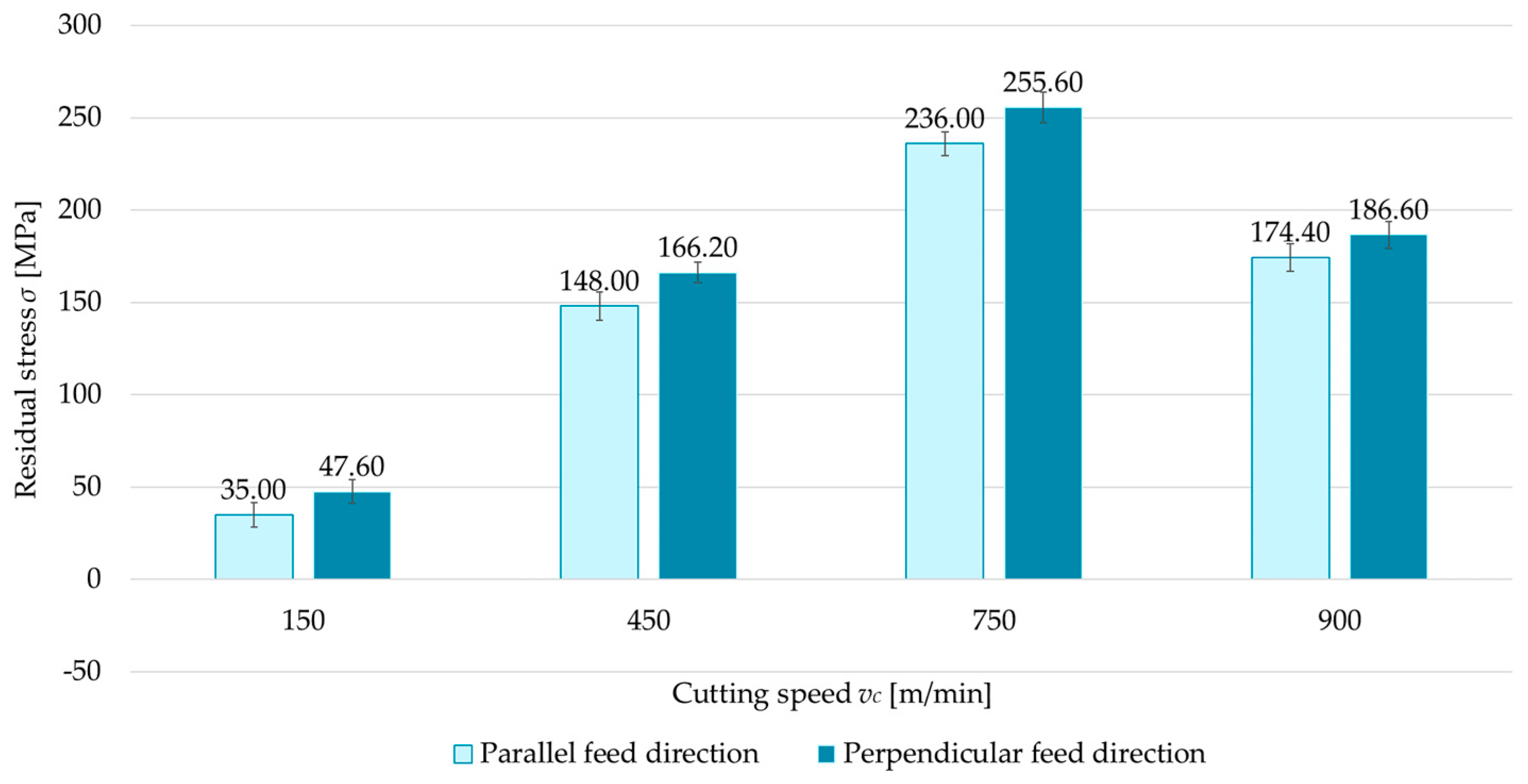
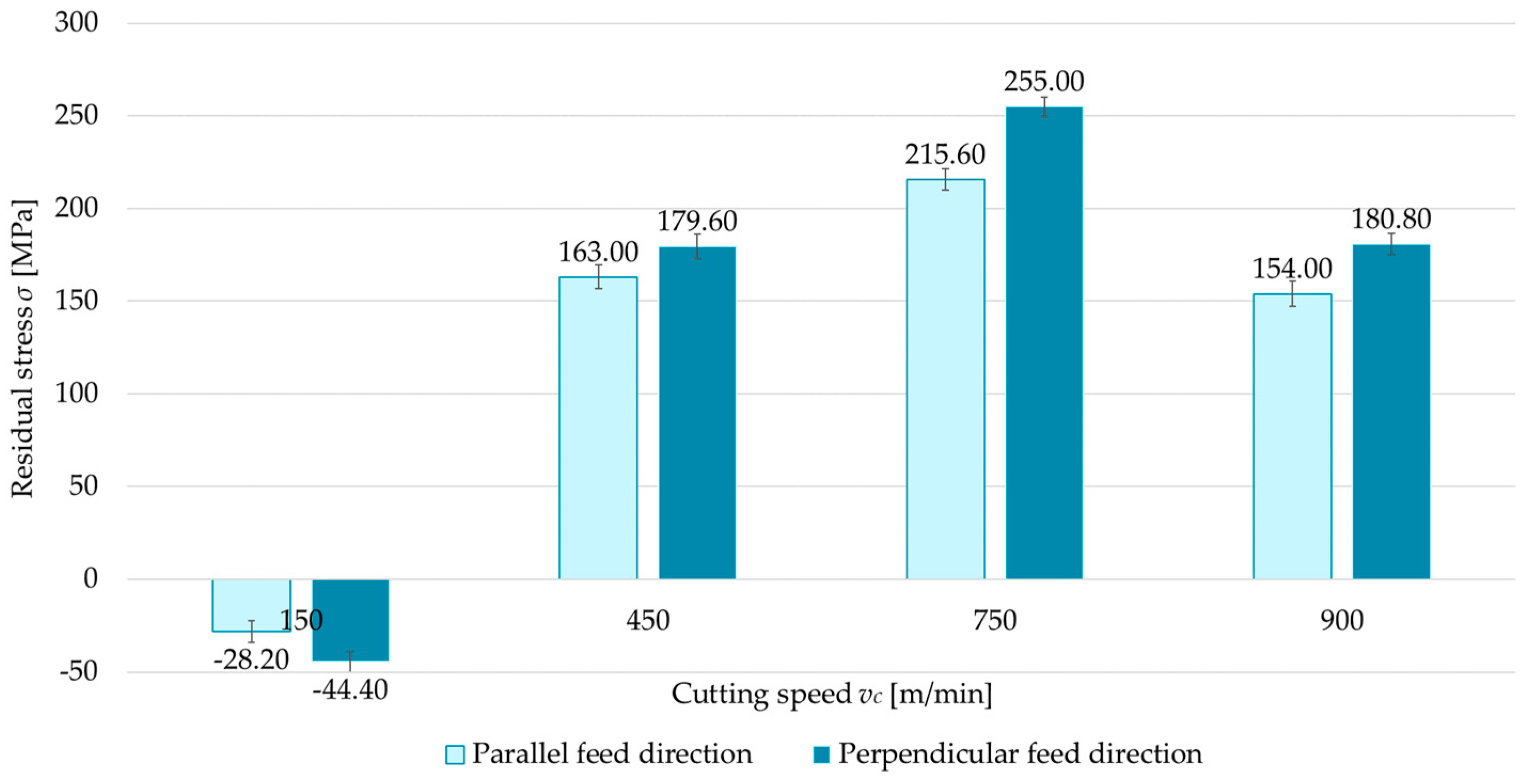
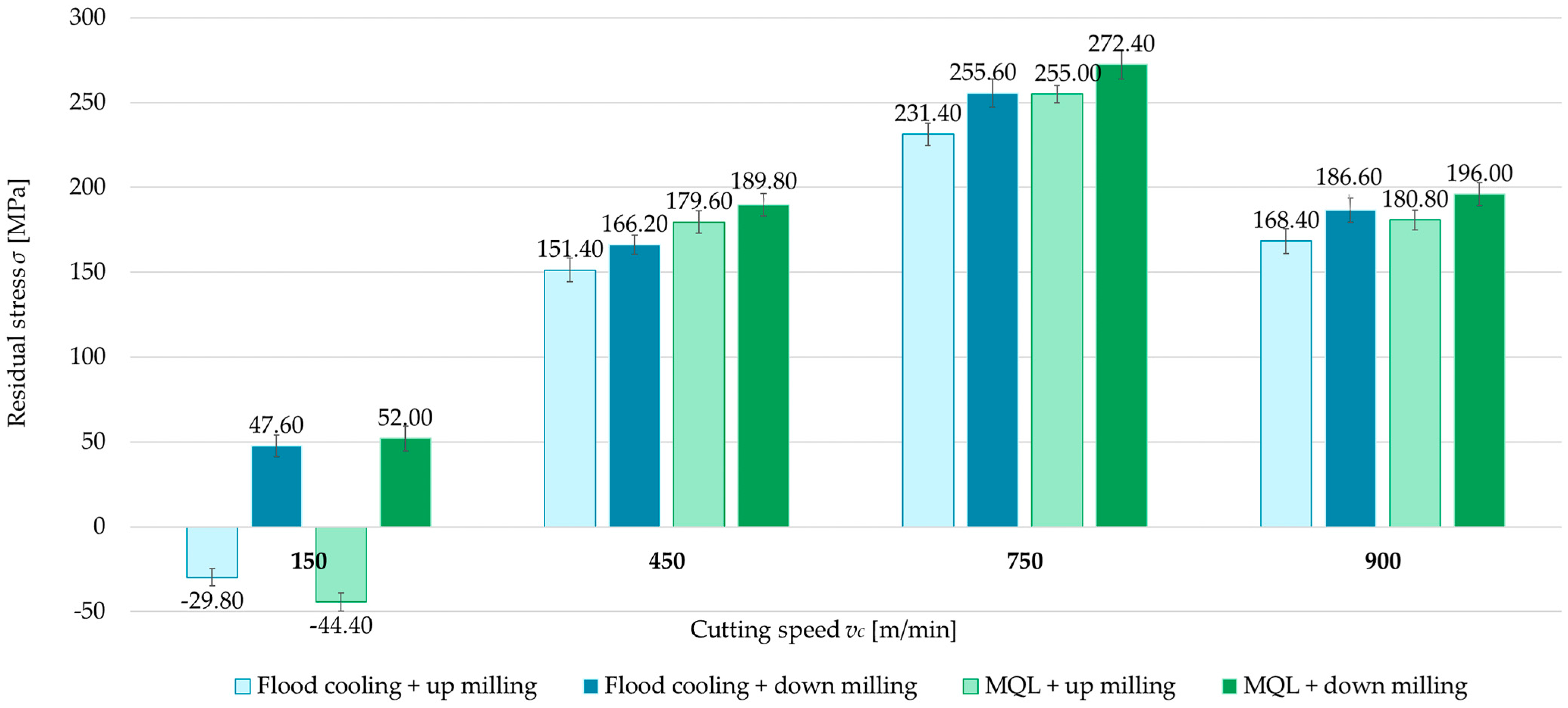
3.4. Cutting Speed
3.5. ANOVA
4. Discussion
5. Conclusions
- 1.
- The state of residual stress (sign and value) is influenced by all analyzed factors, i.e., cutting tool feed direction relative to material rolling direction, milling type, coolant application, and cutting speed;
- 2.
- By optimizing the machining conditions, it is possible to effectively “shape” the residual stress in the surface layer, which has a direct impact on the quality and durability of the manufactured parts;
- 3.
- Up-milling with flood cooling, machining in a direction parallel to the rolling direction, and the optimization of the cutting speed lead to a reduction in the surface residual stress in the material;
- 4.
- Residual stress is strongly related to the mechanics of plastic and thermal deformation, as well as to the microstructure of the material;
- 5.
- In the future, it will be necessary to extend our research into the geometry corresponding to thin-walled structures and to verify our results in terms of the possibility of minimizing post-machining strain.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ma, Y.; Feng, P.; Zhang, J.; Wu, Z.; Yu, D. Prediction of Surface Residual Stress after End Milling Based on Cutting Force and Temperature. J. Mater. Process. Technol. 2016, 235, 41–48. [Google Scholar] [CrossRef]
- Guo, J.; Fu, H.; Pan, B.; Kang, R. Recent Progress of Residual Stress Measurement Methods: A Review. Chin. J. Aeronaut. 2021, 34, 54–78. [Google Scholar] [CrossRef]
- Li, X.; Liu, J.; Wu, H.; Miao, K.; Wu, H.; Li, R.; Liu, C.; Fang, W.; Fan, G. Research Progress of Residual Stress Measurement Methods. Heliyon 2024, 10, e28348. [Google Scholar] [CrossRef] [PubMed]
- Jiang, X.; Wei, Y.; Zhou, J.; Zhan, K.; Ding, Z.; Liang, S.Y. Residual Stress Generation and Evaluation in Milling: A Review. Int. J. Adv. Manuf. Technol. 2023, 126, 3783–3812. [Google Scholar] [CrossRef]
- Zawada-Michałowska, M.; Pieśko, P.; Mrówka-Nowotnik, G.; Nowotnik, A.; Legutko, S. Effect of the Technological Parameters of Milling on Residual Stress in the Surface Layer of Thin-Walled Plates. Materials 2024, 17, 1193. [Google Scholar] [CrossRef] [PubMed]
- Singh, A.; Agrawal, A. Investigation of Surface Residual Stress Distribution in Deformation Machining Process for Aluminum Alloy. J. Mater. Process. Technol. 2015, 225, 195–202. [Google Scholar] [CrossRef]
- Chen, Z.; Qian, L.; Cui, R.; Liu, J.; Zhang, Q. Machining-Induced Residual Stress Analysis and Multi-Objective Optimization for Milling Process of Mg–Li Alloy. Measurement 2022, 204, 112127. [Google Scholar] [CrossRef]
- Huang, X.; Sun, J.; Li, J. Effect of Initial Residual Stress and Machining-Induced Residual Stress on the Deformation of Aluminium Alloy Plate. Stroj. Vestn.—J. Mech. Eng. 2015, 61, 131–137. [Google Scholar] [CrossRef]
- Zheng, J.-Y.; Voyle, R.; Tang, H.P.; Mannion, A. Study of Distortion on Milled Thin-wall Aluminum Parts Influenced by Initial Residual Stress and Toolpath Strategy. Int. J. Adv. Manuf. Technol. 2023, 127, 237–251. [Google Scholar] [CrossRef]
- Chuchala, D.; Dobrzynski, M.; Pimenov, D.Y.; Orlowski, K.A.; Krolczyk, G.; Giasin, K. Surface Roughness Evaluation in Thin EN AW-6086-T6 Alloy Plates after Face Milling Process with Different Strategies. Materials 2021, 14, 3036. [Google Scholar] [CrossRef]
- Jovani, T.; Chanal, H.; Blaysat, B.; Grédiac, M. Direct Residual Stress Identification during Machining. J. Manuf. Process. 2022, 82, 678–688. [Google Scholar] [CrossRef]
- Zhou, J.; Qi, Q.; Liu, Q.; Wang, Z.; Ren, J. Determining Residual Stress Profile Induced by End Milling from Measured Thin Plate Deformation. Thin-Walled Struct. 2024, 200, 111862. [Google Scholar] [CrossRef]
- Tabatabaeian, A.; Ghasemi, A.R.; Shokrieh, M.M.; Marzbanrad, B.; Baraheni, M.; Fotouhi, M. Residual Stress in Engineering Materials: A Review. Adv. Eng. Mater. 2022, 24, 1–28. [Google Scholar] [CrossRef]
- Masoudi, S.; Amini, S.; Saeidi, E.; Eslami-Chalander, H. Effect of Machining-Induced Residual Stress on the Distortion of Thin-Walled Parts. Int. J. Adv. Manuf. Technol. 2015, 76, 597–608. [Google Scholar] [CrossRef]
- Czyżycki, J.; Marciniak-Podsadna, L.; Twardowski, P. Classification of Deflections of Thin-Walled Elements Made of EN AW-7075A Aluminum Alloy during Milling. Adv. Sci. Technol. Res. J. 2023, 17, 301–314. [Google Scholar] [CrossRef]
- Bałon, P.; Rejman, E.; Smusz, R.; Szostak, J.; Kiełbasa, B. Implementation of High Speed Machining in Thin-Walled Aircraft Integral Elements. Open Eng. 2018, 8, 162–169. [Google Scholar] [CrossRef]
- Bałon, P.; Rejman, E.; Świątoniowski, A.; Kiełbasa, B.; Smusz, R.; Szostak, J.; Cieślik, J.; Kowalski, Ł. Thin-Walled Integral Constructions in Aircraft Industry. Procedia Manuf. 2020, 47, 498–504. [Google Scholar] [CrossRef]
- Zawada-Michałowska, M.; Kuczmaszewski, J.; Pieśko, P. Pre-Machining of Rolled Plates as an Element of Minimising the Post-Machining Deformations. Materials 2020, 13, 4777. [Google Scholar] [CrossRef]
- Zheng, Y.; Tian, Y.; Ma, J.; Zhang, F.; Cui, X.; Ren, L. Residual Stress Formation Mechanism Considering Cutting Energy in Milling of 7075 Aluminum Alloy. Int. J. Adv. Manuf. Technol. 2024, 131, 3039–3055. [Google Scholar] [CrossRef]
- Ji, C.; Sun, S.; Lin, B.; Fei, J. Effect of Cutting Parameters on the Residual Stress Distribution Generated by Pocket Milling of 2219 Aluminum Alloy. Adv. Mech. Eng. 2018, 10, 1–15. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Łogin, W.; Pieśko, P.; Zagórski, I. State of Residual Stresses after the Process of Milling Selected Aluminium Alloys. Adv. Sci. Technol. Res. J. 2018, 12, 63–73. [Google Scholar] [CrossRef] [PubMed]
- Berry, L.; Wheatley, G.; Ma, W.; Nejad, R.M.; Berto, F. The Influence of Milling Induced Residual Stress on Fatigue Life of Aluminum Alloys. Forces Mech. 2022, 7, 100096. [Google Scholar] [CrossRef]
- Huang, Y.; Yan, X.; Yuan, R.; Chen, Z.; Tang, L.; Shen, A.; Niu, X. Research on Reducing Residual Stress in Milling of Aluminum Alloy. Arch. Metall. Mater. 2023, 68, 921–932. [Google Scholar] [CrossRef]
- Weber, D.; Kirsch, B.; Chighizola, C.R.; D’Elia, C.R.; Linke, B.S.; Hill, M.R.; Aurich, J.C. Analysis of Machining-Induced Residual Stresses of Milled Aluminum Workpieces, Their Repeatability, and Their Resulting Distortion. Int. J. Adv. Manuf. Technol. 2021, 115, 1089–1110. [Google Scholar] [CrossRef]
- Yi, S.; Wu, Y.; Gong, H.; Peng, C.; He, Y. Experimental Analysis and Prediction Model of Milling-Induced Residual Stress of Aeronautical Aluminum Alloys. Appl. Sci. 2021, 11, 5881. [Google Scholar] [CrossRef]
- Jiang, X.; Kong, X.; He, S.; Wu, K. Modeling the Superposition of Residual Stresses Induced by Cutting Force and Heat during the Milling of Thin-Walled Parts. J. Manuf. Process. 2021, 68, 356–370. [Google Scholar] [CrossRef]
- Xu, Y.; Yue, C.; Chen, Z.; Li, M.; Wang, L.; Liu, X. Finite Element Simulation of Residual Stress in Milling of Aluminum Alloy with Different Passes. Int. J. Adv. Manuf. Technol. 2023, 127, 4199–4210. [Google Scholar] [CrossRef]
- Li, B.; Jiang, X.; Yang, J.; Liang, S.Y. Effects of Depth of Cut on the Redistribution of Residual Stress and Distortion during the Milling of Thin-Walled Part. J. Mater. Process. Technol. 2015, 216, 223–233. [Google Scholar] [CrossRef]
- Li, M.; Wang, J.; Yang, H.; Shi, J. Research on Influence of Milling Process Parameters on Residual Stress of 7055 Aluminum Alloy. J. Phys. Conf. Ser. 2022, 2268, 012002. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Pieśko, P.; Zawada-Michałowska, M. Evaluation of the Impact of the Natural Seasoning Process on Post-Machining Deformation of Thin-Walled Elements Made of Aluminium Alloy EN AW-2024. IOP Conf. Ser. Mater. Sci. Eng. 2018, 393, 012102. [Google Scholar] [CrossRef]
- Zhang, L.W.; Bian, T.J.; Li, H.; Yang, X.D.; Lei, C. Stress Relaxation Aging of 7050 Aluminum Alloy under Elastic and Plastic Loadings: A Perspective from the Geometrically Necessary Dislocations. J. Alloys Compd. 2025, 1010, 177066. [Google Scholar] [CrossRef]
- Song, H.; Gao, H.; Zhang, Q.; Zhou, X.; Zhang, B. Long-Term Stress Relaxation Behaviors and Mechanisms of 2219 Al–Cu Alloy under Various Temperatures and Initial Stresses. J. Mater. Sci. Technol. 2024, 180, 174–192. [Google Scholar] [CrossRef]
- Zaroog, O.S.; Ali, A.; Sahari, B.B.; Zahari, R. Modeling of Residual Stress Relaxation of Fatigue in 2024-T351 Aluminium Alloy. Int. J. Fatigue 2011, 33, 279–285. [Google Scholar] [CrossRef]
- Yang, Y.; Deng, X.; Shi, W. Numerical Simulation of Stress Evolutions in 2A14 Aluminum Alloy Components during Solution and Aging Process. Heat Treat. Surf. Eng. 2022, 4, 1–12. [Google Scholar] [CrossRef]
- Gao, H.; Wu, S.; Wu, Q.; Li, B.; Gao, Z.; Zhang, Y.; Mo, S. Experimental and Simulation Investigation on Thermal-Vibratory Stress Relief Process for 7075 Aluminium Alloy. Mater. Des. 2020, 195, 108954. [Google Scholar] [CrossRef]
- Repplinger, C.; Sellen, S.; Kedziora, S.; Zürbes, A.; Maas, S. Analysis of Residual Stress Relaxation of Aluminum Alloys EN AW 6061/-82 T6 under Cyclic Loading. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 2917–3223. [Google Scholar] [CrossRef]
- Lin, Y.-C.; Zhu, J.-S.; Chen, J.-Y.; Wang, J.-Q. Residual-Stress Relaxation Mechanism and Model Description of 5052H32 Al Alloy Spun Ellipsoidal Heads during Annealing Treatment. Adv. Manuf. 2022, 10, 87–100. [Google Scholar] [CrossRef]
- Song, H.; Gao, H.; Wu, Q.; Zhang, Y. Residual Stress Relief Mechanisms of 2219 Al-Cu Alloy by Thermal Stress Relief Method. Rev. Adv. Mater. Sci. 2022, 61, 102–116. [Google Scholar] [CrossRef]
- Godlewski, L.A.; Su, X.; Pollock, T.M.; Allison, J.E. The Effect of Aging on the Relaxation of Residual Stress in Cast Aluminum. Metall. Mater. Trans. A 2013, 44, 4809–4818. [Google Scholar] [CrossRef]
- Yang, Y.; Jin, L.; Du, J.; Li, L.; Yang, W. Residual Stress Relaxation of Thin-Walled Long Stringer Made of Aluminum Alloy 7050-T7451 under Transportation Vibration. Chin. J. Mech. Eng. Engl. Ed. 2020, 33, 39. [Google Scholar] [CrossRef]
- AMS4037R; Aluminum Alloy, Sheet and Plate. SAE International: Warrendale, PA, USA, 2020.
- Cerutti, X.; Mocellin, K.; Hassini, S.; Blaysat, B.; Duc, E. Methodology for aluminium part machining quality improvement considering mechanical properties and process conditions. CIRP J. Manuf. Sci. Technol. 2017, 18, 18–38. [Google Scholar] [CrossRef]
- Kuji, C.; Chighizola, C.R.; Hill, M.R.; Aurich, J.C.; Soyama, H. Experimental study on the effect of the milling condition of an aluminum alloy on subsurface residual stress. Int. J. Adv. Manuf. Technol. 2023, 127, 5487–5501. [Google Scholar] [CrossRef]
- Zawada-Michałowska, M.; Pieśko, P.; Józwik, J.; Legutko, S.; Kukiełka, L. A Comparison of the Geometrical Accuracy of Thin-Walled Elements Made of Different Aluminum Alloys. Materials 2021, 14, 7242. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Machining Conditions | Applications | Reference |
|---|---|---|---|
| 2219 aluminum alloy | Experimental study
| The depth of cut was found to be the most important parameter affecting the distribution of machining-induced residual stress. It is recommended to use small values of depth of cut to obtain compressive residual stress. Increasing the depth of cut results in tensile residual stress. Rotational speed, feed rate, and milling width have little effect on the distribution of this stress. A change from compressive residual stress to tensile stress was observed with the removal of successive layers of material. | [20] |
| 2024 T351, 7075 T651 aluminum alloys | Experimental study
| It was found that an increase in cutting speed increases the value of residual stress, and compressive residual stress changes to tensile stress. | [21] |
| 7075 T6511 aluminum alloy | Experimental study
| It was found that increasing the cutting speed to the high-speed machining range reduces the residual stress in the material, while increasing the feed per tooth increases the residual stress. It was observed that machining-induced residual stress improves fatigue life in the low-cycle regime. | [22] |
| 2A12 aluminum alloy | Experimental study
| The optimal combination of technological parameters was presented so that the residual stress and surface roughness could be minimized (based on gray correlation analysis). | [23] |
| AA7050 T7451 aluminum alloy | Experimental–simulation study
| It was found that increasing the feed per tooth results in an increase in the depth of residual stress and a shift in the depth of maximum compressive residual stress deep into the material. In the case of cutting speeds, no significant changes were observed as higher cutting speeds need to be tested. | [24] |
| 7075 T7451 aluminum alloy | Experimental–simulation study
| It was found that the depth of the residual stress is up to 0.12 mm from the surface and their distribution has a “spoon” shape. | [25] |
| 2024 T3 aluminum alloy | Theoretical–simulation–experimental study
| A new empirical model of machining-induced residual stress as the effect of milling force and milling heat is presented. It was found that the cutting force causes both compressive and tensile residual stress, while heat only causes tensile stress (in the surface layer). | [26] |
| 7075 T6 aluminum alloy | Experimental–simulation study
| It was found that milling in multiple passes can reduce surface tensile residual stress and the value and depth of compressive residual stress. | [27] |
| 2024 T3 aluminum alloy | Experimental–simulation study
| It was found that it is possible to optimize the distribution of residual stress by selecting an appropriate depth of cut. It has been observed that as the depth of cut decreases (in both roughing and finishing), the surface residual stress decreases. | [28] |
| 7055 T7751 aluminum alloy | Simulation study
| Tensile residual stress increases with increasing milling speed, feed per tooth, and milling depth. An increasing trend was also observed for increasing the milling width and face angle, while a decreasing trend was observed for the relief angle. Optimization of technological parameters and tool geometry (including the study of the angles α and λ) can minimize residual stresses. | [29] |
| Chemical Composition [%] | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Cr | Ni | Zn | Ti | Ga | V | Other-Each-Max | Other-Total-Max | Al |
| 0.19 | 0.20 | 4.40 | 0.60 | 1.50 | 0.01 | 0.004 | 0.11 | 0.03 | 0.01 | 0.01 | 0.05 | 0.15 | The rest |
| Mechanical Properties | ||
|---|---|---|
| Tensile Strength | Yield Strength | Elongation |
| Rm [MPa] | Rp0.2 [MPa] | A5 [%] |
| 428 | 290 | 6 |
| FENES 20x32-45°W | |||||
|---|---|---|---|---|---|
| Cutting Diameter [mm] | Shank Diameter [mm] | Cutting Edge Length [mm] | Helix Angle [°] | Number of Flutes [-] | Coating |
| 20 | 20 | 32 | 45 | 3 | TiAlN |
| Variable | SS | df | MS | F | p |
|---|---|---|---|---|---|
| Feed direction (A) | 10,384.51 | 1 | 10,384.51 | 224.55 | 0.00 |
| Milling type (B) | 46,751.41 | 1 | 46,751.41 | 1010.91 | 0.00 |
| Coolant application (C) | 6187.66 | 1 | 6187.66 | 133.80 | 0.00 |
| Cutting speed (D) | 1,181,400.87 | 3 | 393,800.29 | 8515.18 | 0.00 |
| A*B | 0.06 | 1 | 0.06 | 0.00 | 0.97 |
| A*C | 11.56 | 1 | 11.56 | 0.25 | 0.62 |
| A*D | 3583.17 | 3 | 1194.39 | 25.83 | 0.00 |
| B*C | 15.01 | 1 | 15.01 | 0.32 | 0.57 |
| B*D | 24,773.07 | 3 | 8257.69 | 178.56 | 0.00 |
| C*D | 3784.52 | 3 | 1261.51 | 27.28 | 0.00 |
| A*B*C | 0.06 | 1 | 0.06 | 0.00 | 0.97 |
| A*B*D | 1967.02 | 3 | 655.67 | 14.18 | 0.00 |
| A*C*D | 271.82 | 3 | 90.61 | 1.96 | 0.12 |
| B*C*D | 620.37 | 3 | 206.79 | 4.47 | 0.01 |
| A*B*C*D | 181.52 | 3 | 60.51 | 1.31 | 0.27 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zawada-Michałowska, M.; Anasiewicz, K.; Korpysa, J.; Pieśko, P. Experimental Investigation of the Influence of Milling Conditions on Residual Stress in the Surface Layer of an Aerospace Aluminum Alloy. Materials 2025, 18, 811. https://doi.org/10.3390/ma18040811
Zawada-Michałowska M, Anasiewicz K, Korpysa J, Pieśko P. Experimental Investigation of the Influence of Milling Conditions on Residual Stress in the Surface Layer of an Aerospace Aluminum Alloy. Materials. 2025; 18(4):811. https://doi.org/10.3390/ma18040811
Chicago/Turabian StyleZawada-Michałowska, Magdalena, Kamil Anasiewicz, Jarosław Korpysa, and Paweł Pieśko. 2025. "Experimental Investigation of the Influence of Milling Conditions on Residual Stress in the Surface Layer of an Aerospace Aluminum Alloy" Materials 18, no. 4: 811. https://doi.org/10.3390/ma18040811
APA StyleZawada-Michałowska, M., Anasiewicz, K., Korpysa, J., & Pieśko, P. (2025). Experimental Investigation of the Influence of Milling Conditions on Residual Stress in the Surface Layer of an Aerospace Aluminum Alloy. Materials, 18(4), 811. https://doi.org/10.3390/ma18040811