3.1. Experimental Results
The experimental results include axial tension, axial compression, transverse tension, transverse compression, and in-plane shear tests, based on the five most representative experiments. These are compared with the stress–strain responses predicted by the PHFGMC within the nested micromechanical–mesomechanical framework. The corresponding experimental stiffness values for each loading condition are summarized in
Table 2.
The axial tensile test results indicated a longitudinal modulus ranging from 145.6 to 165.0 GPa, with an average of 155.6 GPa and a standard deviation of 4.7%. The Poisson ratio was obtained as 0.32, with a standard deviation of 2.7%. The AFP process and the presence of gaps may contribute to a reduction in longitudinal modulus, as evidenced by the variability in results, with values lower than those of hand-layup manufactured specimens. Similar trends have been noted in the literature for AFP composites [
25], where the gaps between courses can introduce shear effects that influence the failure stress, particularly under tensile loading. The average longitudinal compressive modulus was 142.2 GPa, with a standard deviation of 4.1%. These results suggest that the AFP process and the presence of gaps have a limited effect on compressive stiffness.
The results of the transverse tensile and compression tests showed noticeable variation in the slope of the curves between specimens, indicating differences in Young’s modulus. In the tensile tests, Young’s modulus ranged from 8.10 GPa to 10.3 GPa, with an average of 9.07 GPa and a standard deviation of approximately 12%. In the compression tests, Young’s modulus ranged from 7.71 GPa to 11.1 GPa, with an average of 9.42 GPa and a standard deviation of approximately 18%. Both the transverse tension and compression results exhibit a wider distribution and higher variability than those observed in the axial and shear cases. This scatter is expected, as transverse behavior in unidirectional composites is matrix-dominated and thus highly sensitive to local mesostructural defects such as tow gaps, resin-rich regions, and interfacial irregularities—features that are particularly prevalent in AFP-manufactured laminates.
Subsequently, in the shear test results, the nonlinear shear response is visible and effectively captured by the PHFGMC model. The calculated average engineering shear modulus was 5.41 GPa, with a standard deviation of 3.3%. Notably, the shear response demonstrates minimal sensitivity to the mechanical signature of the AFP composite, aligning with expectations for traditional composite laminates.
3.2. Nested PHFGMC for the Nonlinear Analysis of AFP Composites
The initial microscopy inspection of the specimens revealed the fiber-rich regions within the plies, while the interlaminar interface consisted only of the matrix phase without fibers.
Figure 3 illustrates an example of the mesostructure observed in the micrograph, showing fibers aligned along the 1-axis direction. The resin-rich interlaminar interface was measured to be 30 µm wide. This finding is unique to the AFP manufacturing technique. In contrast, in a hand layup unidirectional laminate, the resin-rich regions between the plies are typically less distinct, with a distribution of fibers throughout the interlaminar area [
43,
44]. The interlaminar interface region observed in the AFP composite has been highlighted in previous studies [
45,
46]. This may be influenced by factors such as the compaction force applied by the rollers during the AFP process, the temperature at the roller tip, the autoclave curing process, and other related parameters [
20,
25].
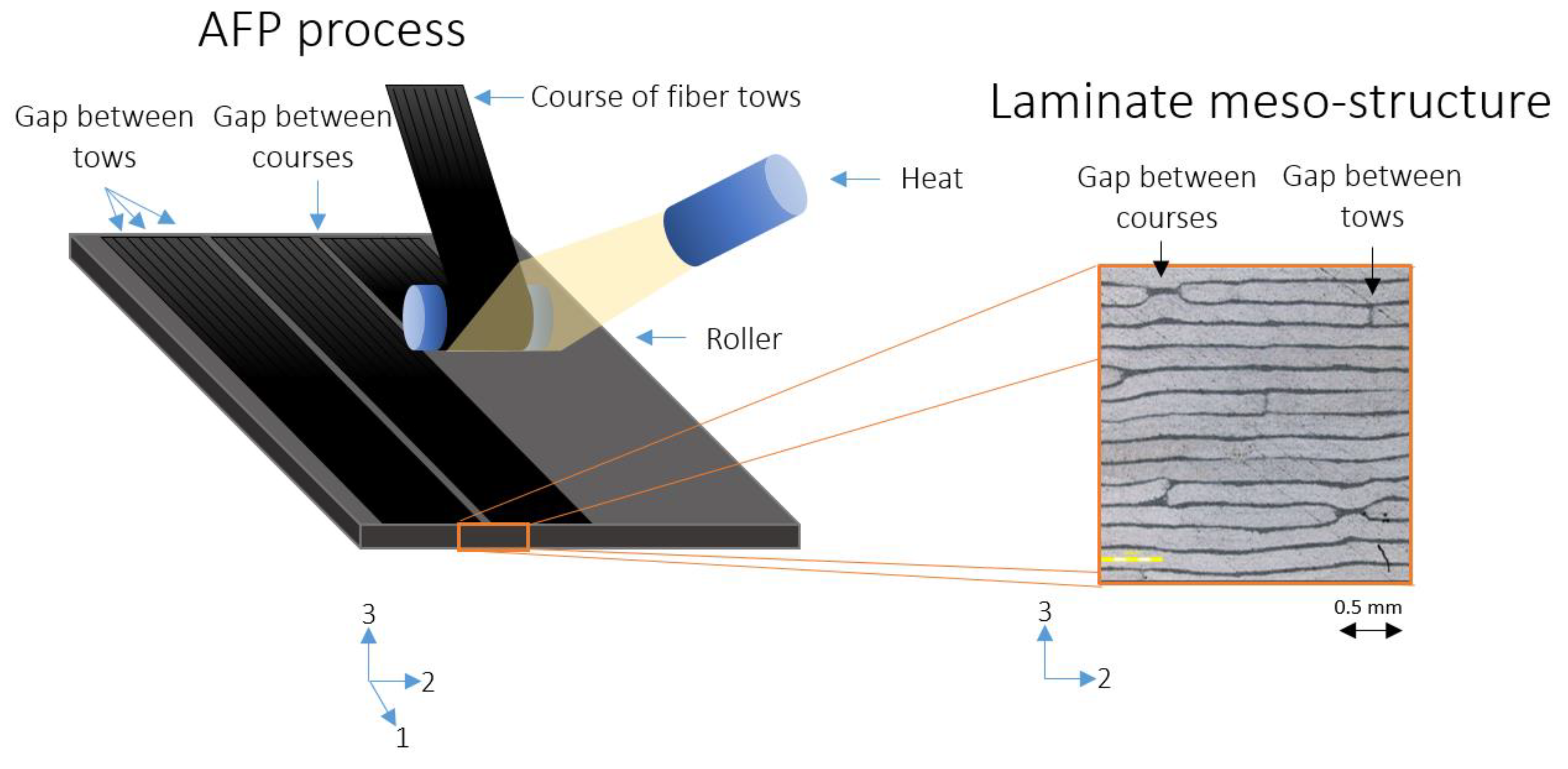
Similarly, the gaps between adjacent tows within a single course, identified as intralaminar resin-rich areas, were measured at 20 µm wide. Additionally, the gap between the two adjacent courses was measured to be 0.5 mm. Both types of gaps contribute to the formation of intralaminar resin-rich areas, which can lead to localized stress distributions. Although these gaps can be managed by adjusting AFP parameters, even minimal gap sizes can generate a repeating pattern of epoxy lines through the thickness of the lamina, occurring between each pair of tows and courses. This phenomenon can be critical, potentially leading to microcracking and damage propagation under various mechanical loads [
47].
Figure 4 shows micrographs of the mesostructure and microstructure used to establish the RVEs defining the AFP composite at the meso and micro levels. As previously mentioned, the “mesostructure” refers to the cross-sectional micrograph of the laminate through its entire thickness, while the “microstructure” illustrates the arrangement of fibers and matrix within an individual lamina. The RVEs were generated and meshed in ABAQUS 2022 finite element software before being analyzed using the PHFGMC approach. The PHFGMC nested approach presented in this study focuses on predicting the effective properties of the tow using the microstructure RUC based on the calibrated properties of the IMA fiber and M21 matrix. These predicted tow properties are then applied in the PHFGMC mesostructure analysis, along with the M21 matrix properties, to estimate the effective properties of the AFP laminate.
The microstructure of the AFP laminate, as observed in the micrographs, closely resembled the expected characteristics of unidirectional hand layup laminates, with fibers arranged in a random pattern across the cross-section. The process involved analyzing 45 micrographs to calculate the fiber area as a percentage of the total image area. Based on this analysis, the average fiber volume fraction was found to be 76%, with a standard deviation of 2.3%. Therefore, an idealized hexagonal-packed RUC was chosen to represent the tow microstructure and was labeled as the “microstructure RUC.” Although the observed random fiber arrangement in the microstructure could be modeled directly, choosing an idealized hexagonal array RUC simplifies the calculations, improves computational efficiency, and offers a reliable approximation, which is crucial for practical simulations. The inputs for the microstructure RUC included the fiber and matrix properties, while the PHFGMC numerical simulations resulted in the effective properties of the tow, corresponding to the fiber-rich regions within the lamina. The IMA fiber was modeled as a linear orthotropic material, with its elastic properties summarized in
Table 3. The M21 matrix was defined as a linear isotropic material, and its mechanical properties are provided in
Table 4. The fiber and matrix properties were initially calibrated using values from the manufacturer’s datasheet [
39] and supplemented with literature sources [
48]. The effective elastic properties of the tow, predicted using the PHFGMC based on the microstructural RUC model, are presented in
Table 5.
The next step of the PHFGMC nested approach is to predict the laminate’s effective properties and nonlinear stress–strain response. This is achieved by simulating the “mesostructure RVE,” which captures the mechanical signature of the AFP composite, including resin-rich interfaces between the plies, gaps between courses, and gaps between tows. This detailed representation enables accurate prediction of the mechanical response accordingly. The inputs for the mesostructure RVE include the tow’s effective properties, as predicted by the micromechanical PHFGMC analysis, and the M21 matrix properties. The matrix properties used in the mesostructure PHFGMC analysis are similar to those used in the microstructure analysis based on the assumption that the matrix within the tows behaves similarly to the matrix in the gaps. The nonlinear constants for both the tow and matrix were calibrated to fit the Ramberg–Osgood formulation, as presented in Equation (12). The tow is modeled as an orthotropic material, with its linear mechanical properties and calibrated Ramberg–Osgood constants provided in
Table 5 and
Table 6, respectively. The linear mechanical properties and nonlinear constants of the M21 matrix are shown in
Table 7. The Ramberg–Osgood (RO) equation represents the nonlinear plastic deformation [
49]:
where
is the stress,
is the strain and
is Young’s modulus.
and
are material parameters defining the nonlinear response:
is the yield or reference stress,
is an offset coefficient, and
is the strain hardening exponent.
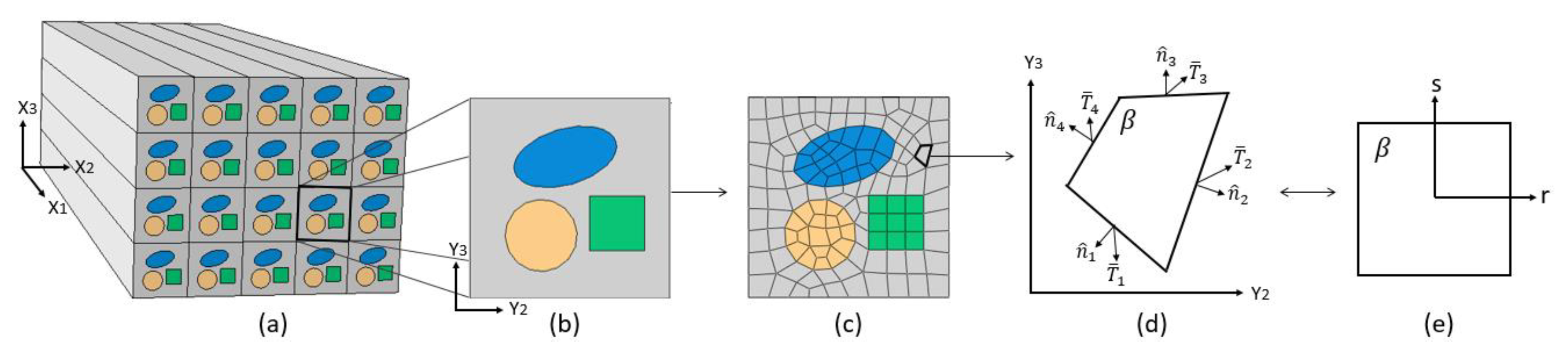
Thus far, the PHFGMC-AFP has been calibrated and verified against linear and nonlinear test data with no post-ultimate damage and elastic degradations. Progressive damage is considered beyond the scope of the current study. Next, we demonstrate how the refined multiscale modeling framework can be used to investigate AFP manufacturing parameters and variations at the meso-scale. Four diverse mesostructure RVEs with different gap patterns were analyzed using the PHFGMC model to examine this influence. In the PHFGMC approach, the RVE represents the smallest volume that reflects the composite’s laminate mesostructure, with periodic boundary conditions applied along its edges to reflect the response of the entire lamina. Employing RVEs with varied gap patterns introduced by the AFP process enables the study of how mesostructural differences affect the material. The periodic boundary conditions ensure that the mechanical properties derived from the RVEs reflect the overall mechanical behavior expected throughout the composite lamina.
The microstructure RUC is the basis for determining the effective properties of the tows (as shown in
Table 5) within each mesostructure RVE, even as the gap patterns between the mesostructure RVEs vary. This integration of consistent micromechanical properties across various mesostructure configurations is a core principle of the nested-PHFGMC approach. This is based on the assumption that variations in gap patterns influence only the mesostructure of the laminate, leaving the mechanical properties of the tow—determined through the micromechanical PHFGMC analysis—unchanged.
Figure 5 presents mesostructure micrographs showing various gap patterns between tows and courses, which served as references for generating the PHFGMC-RVEs. Each RVE represents a laminate cross-section, capturing the unique gap patterns characteristic of the structure. The stress–strain responses predicted by the PHFGMC for various loading conditions, including axial tension, transverse tension, and shear, are presented in
Figure 6. The variability among the different analysis results is quantified by a standard deviation of 1.3% for axial tension, 0.7% for transverse tension, and 1.5% for shear. The PHFGMC results demonstrate that variations among mesostructure RVEs have only a minor influence on the predicted global effective properties and the nonlinear mechanical response of the AFP laminate, even under diverse loading conditions. This significant result highlights the consistency and reliability of AFP composites despite the unique mechanical signature introduced during the manufacturing process.
As a result, the effective global properties of the AFP composite, predicted by the PHFGMC nested approach, are presented in
Table 8. This table compares the predicted effective properties with the mechanical properties obtained from the experimental study. The experimental results represent the average mechanical properties of the AFP composite, derived from the stress–strain responses of the axial tensile, transverse tensile, and shear specimens. As shown, the PHFGMC results demonstrate the model’s ability to predict all linear effective mechanical properties of the composite with good accuracy.
The PHFGMC model predicts a longitudinal tensile modulus of 161 GPa, which is 3.2% higher than the experimental average of 156 GPa and 2.4% lower than the experimental maximum of 165 GPa. This close agreement suggests that the model effectively captures longitudinal stiffness, with the slight overestimation likely attributed to idealized fiber alignment or limited representation of manufacturing-induced imperfections. For axial shear, the PHFGMC predicts a shear modulus that is 9.4% higher than the experimental value of 5.41 GPa. The consistency of the experimental shear modulus reflects typical composite behavior and suggests that AFP-specific features have a limited influence on in-plane shear stiffness. Regarding transverse tensile stiffness, the model predicts a modulus of 9.18 GPa, closely matching the experimental average of 9.07 GPa and yielding a relative error of just 1.3%. This strong correlation highlights the model’s capability to capture transverse stiffness accurately, even in the presence of mesostructural features such as resin-rich regions and tow gaps, which strongly influence the mechanical response.
3.3. Crack Propagation in Transverse-Tensile Loading
To investigate the influence of mesostructure on crack propagation, the Cohesive Parametric High-Fidelity Generalized Method of Cells (cohesive PHFGMC) [
36] model is employed. This advanced micromechanical framework is specifically developed to analyze the behavior of multiphase composite materials, with a focus on damage initiation, evolution, and crack propagation. The cohesive PHFGMC extends the traditional PHFGMC by incorporating a local cohesive zone formulation within the RVE, enabling the simulation of discontinuities such as matrix cracks and delaminations. It employs the traction–separation law defined by the Park–Paulino–Roesler (PPR) [
50] model to capture the nonlinear interface behavior effectively. A key advantage of the cohesive PHFGMC approach is its ability to assign cohesive behavior to all RVE subcells and interfaces, allowing for the detailed prediction of damage progression along various paths. This capability supports the reliable evaluation of the composite’s stress–strain response under complex loading conditions.
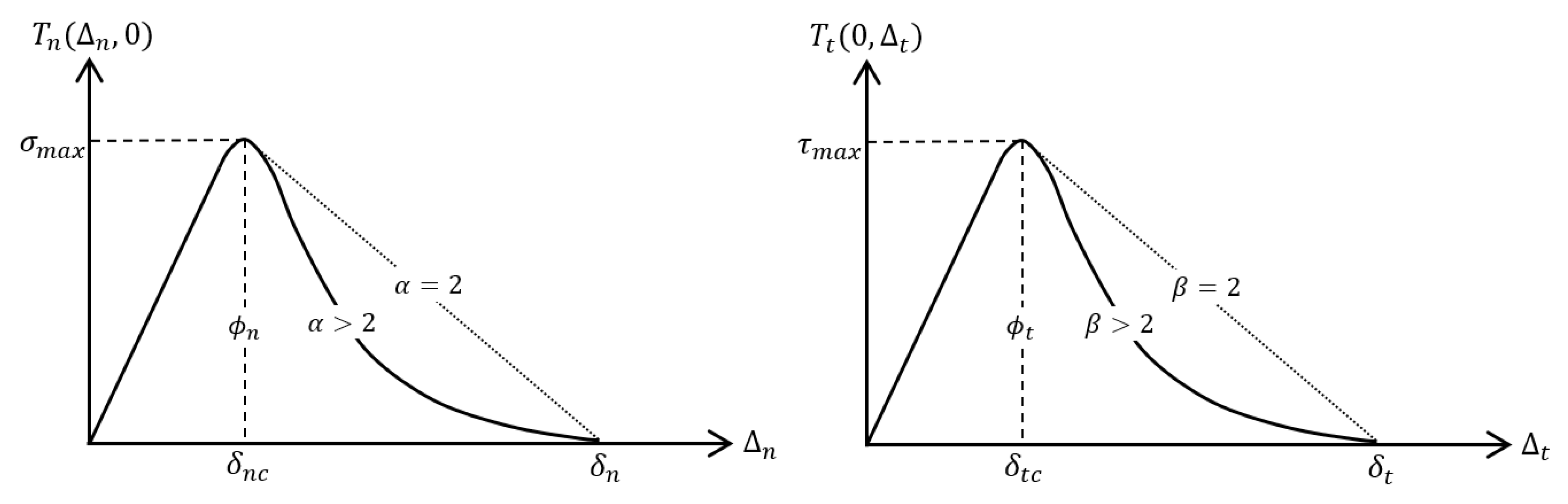
To implement this approach, RVE1 was meshed with cohesive subcells throughout the matrix and fiber regions. The subcells were divided into tow and matrix regions, each assigned unique properties to reflect the heterogeneous characteristics of the composite mesostructure. This meshing strategy allows the model to account for mesostructural variations and provides a basis for simulating the initiation and propagation of cracks within the composite microstructure. The cohesive behavior in the model is characterized by parameters that define the traction–separation response, including the maximum stress and corresponding fracture energy. Additional parameters specify the shape of the traction–separation curve (
and
), and the initial stiffness components in the normal (
) and shear (
) directions. These parameters are illustrated in
Figure 7. The fracture energy values implemented in the model were derived from experimental results of Double Cantilever Beam (DCB) and End-Notched Flexure (ENF) tests [
51], ensuring that the cohesive law accurately represents the composite’s fracture behavior; these tests were performed on materials with comparable properties, providing a reasonable approximation for the AFP laminate. A complete summary of the cohesive properties assigned to the tow and matrix subcells is provided in
Table 9.
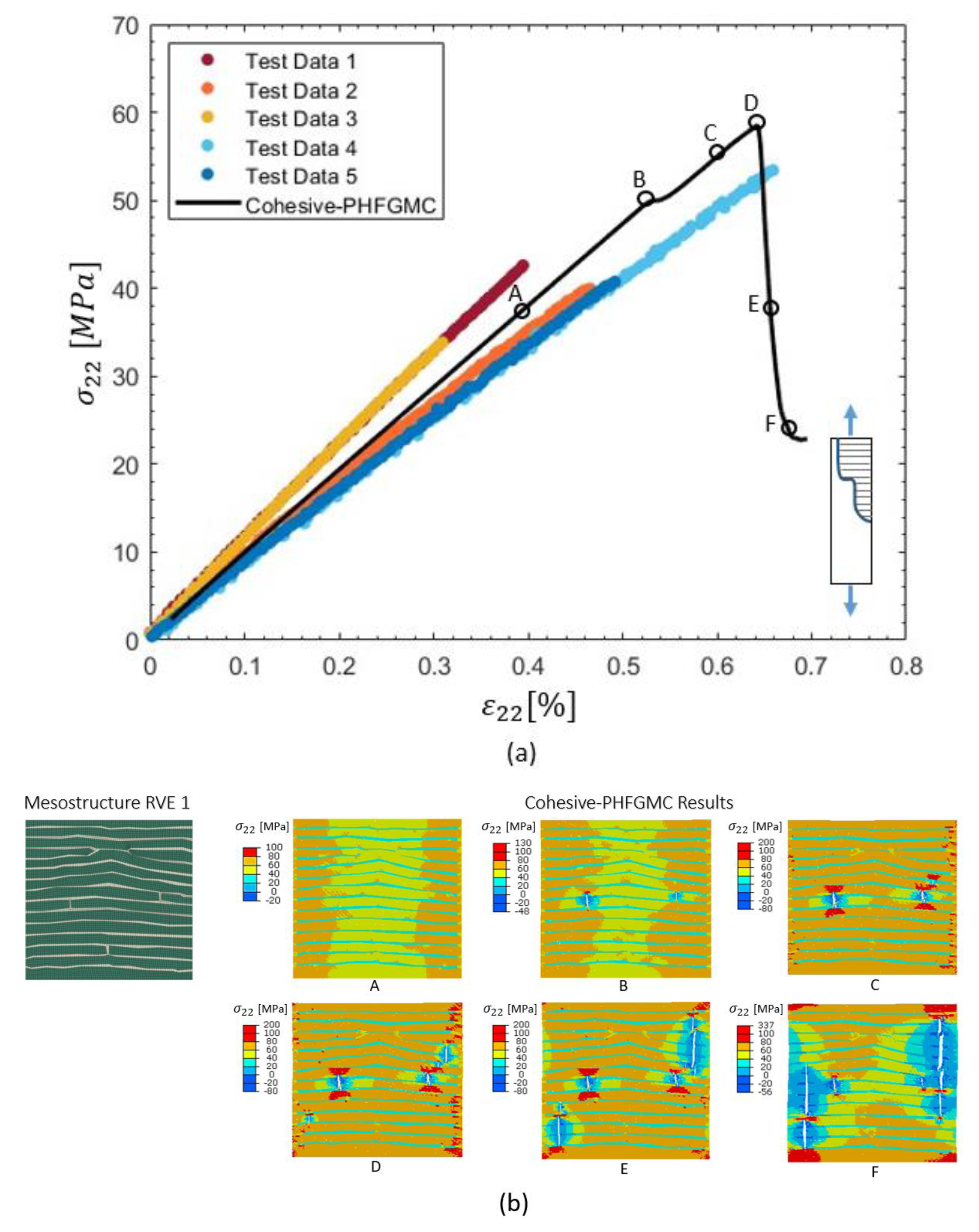
Transverse–tensile cohesive PHFGMC analysis results are presented in
Figure 8. The top plot shows the transverse stress–strain response from five experimental tests and the cohesive PHFGMC prediction. Key points along the simulation curve (A–F) correspond to different stages of loading and crack evolution. The bottom row displays the corresponding transverse stress distributions within the RVE at these points, illustrating the progression of damage. Cracks first appeared in the matrix regions located within the tow-to-tow gaps and subsequently propagated into the tow regions. As loading continued, additional cracks initiated in the interlaminar resin-rich matrix areas and extended into adjacent tow domains, culminating in final failure. These results demonstrate the model’s capability to simulate damage initiation and growth patterns influenced by specific mesostructural features under transverse-tensile loading.
3.4. Parametric Study
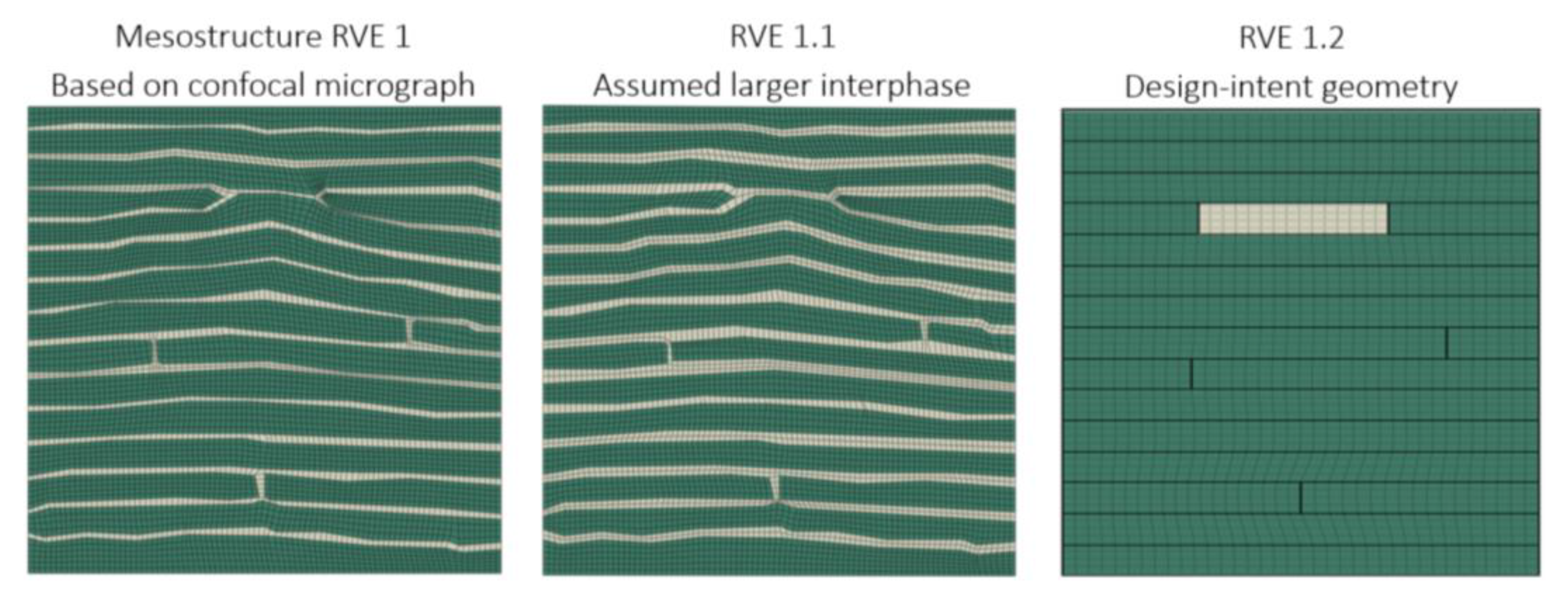
In this section, a parametric study is presented to examine the model’s sensitivity to assumed variations in mesostructure influenced by manufacturing parameters. The parametric study of laminate mesostructure RVEs is presented in
Figure 9, featuring three varied PHFGMC-RVE configurations. The first RVE, “Mesostructure RVE 1”, is derived directly from a mesostructure micrograph, reflecting the observed geometry presented in the previous section. The second RVE, labeled “RVE 1.1,” is based on the same mesostructure micrograph but includes assumed extended interlaminar resin-rich regions. The third RVE, “RVE 1.2”, is based on the design-intent geometry of the AFP layup, representing the planned mesostructure configuration prior to any manufacturing-induced deviations.
The mesostructure RVE and the RVE 1.1 were derived from the same micrograph, sharing an identical gap pattern. However, RVE 1.1 featured assumed larger interlaminar resin-rich areas, increasing its volume fraction from 20% to 26%. To ensure consistency across all RVEs, the overall fiber volume fraction was maintained at approximately 60–61%. This was achieved by adjusting the internal fiber content within the tows according to their volume fraction within each RVE. In the mesostructure RVE (RVE 1), tows occupy 80% of the volume, while the remaining 20% consists of resin-rich regions located between the tows and at interlaminar interfaces. The measured fiber volume fraction within the tows is 76%, resulting in a total fiber content of approximately 60.8%.
RVE 1.1 was derived from the same micrograph as RVE 1 and retains the same tow gap pattern. However, to examine the influence of increased resin accumulation between plies, the interlaminar resin-rich regions were artificially extended, raising the total resin content to 26% and reducing the tow volume fraction to 74%. To preserve the same overall fiber volume fraction, the fiber content within the tows was increased to 82%. This parametric variation provides initial insight into how interlaminar resin content influences composite mechanical behavior and can serve as a foundation for further exploration of AFP manufacturing variability, particularly as studied in thermoplastic systems [
20,
28,
52].
In contrast, RVE 1.2 represents the design-intent geometry of the AFP layup. It reflects the nominal gap placement and ply stacking as defined in the design, without manufacturing-induced deviations such as resin flow or fiber misalignment. RVE 1.2 includes a single resin gap measuring 0.8 mm in width and a thickness equal to the ply thickness. Unlike RVE 1 and RVE 1.1, RVE 1.2 excludes resin-rich interlaminar regions, which are considered byproducts of the manufacturing process and not part of the nominal design. As a result, the resin gap occupies approximately 10% of the RVE volume, and the remaining 90% consists of tows. To maintain the target overall fiber content, the fiber volume fraction within the tows was adjusted to 68%.
The tow properties for RVE 1.1 and RVE 1.2, as predicted by the PHFGMC using the microstructure RUC, are presented in
Table 10. All other input parameters—including the tow’s nonlinear behavior and the linear and nonlinear properties of the M21 epoxy matrix (as shown in
Table 6 and
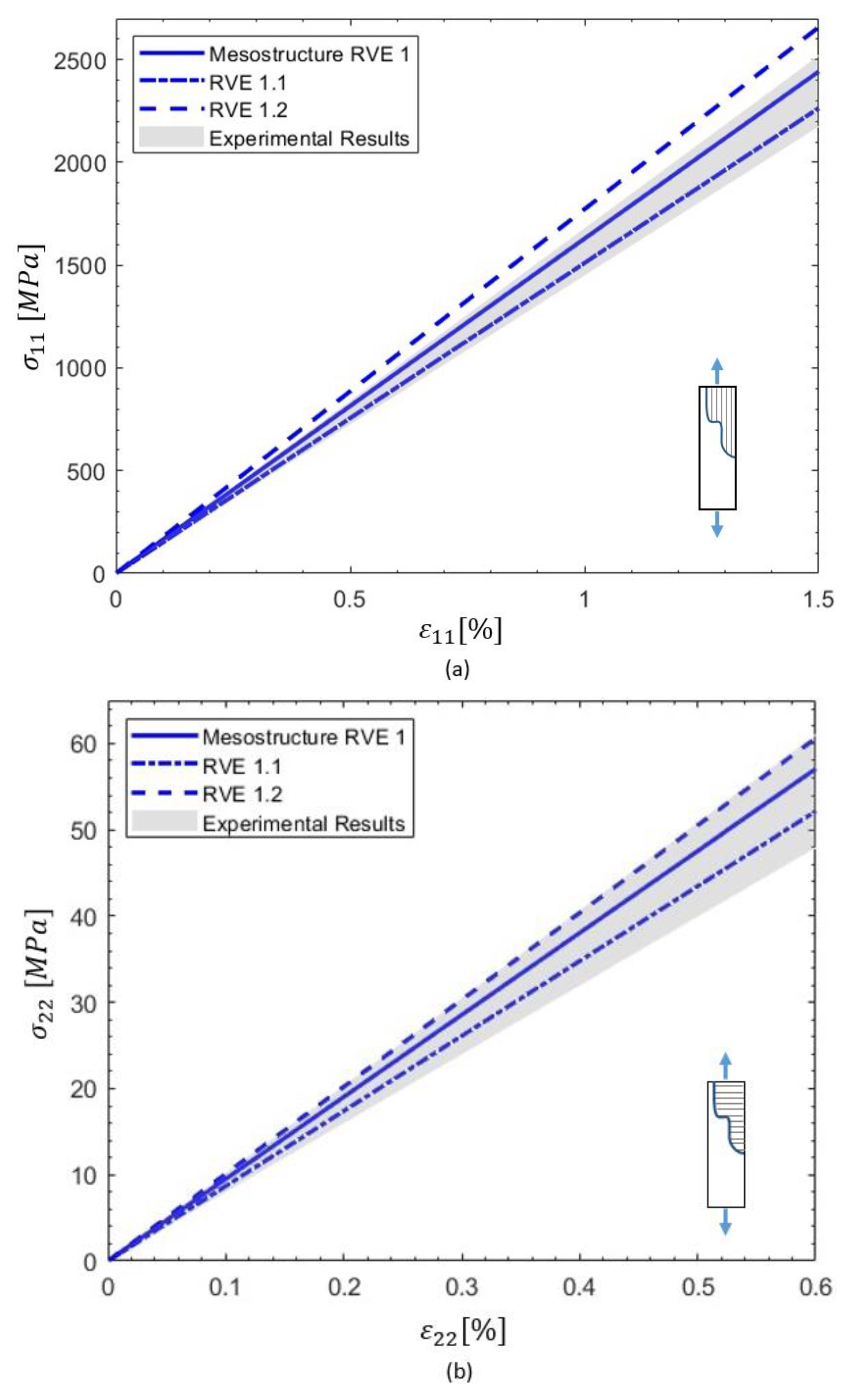
Table 7, respectively)—were kept consistent with those used in the mesostructure RVE. The PHFGMC-predicted stress–strain responses under axial tension, transverse tension, and in-plane shear loading are shown in
Figure 10. A summary of the effective properties predicted for the mesostructured RVE, the extended interlaminar RVE 1.1, and the design-intent RVE 1.2 is provided in
Table 11.
The relative errors between RVE 1 and RVE 1.1 were 3.7% in axial tension, 1.6% in transverse tension, and 5.3% in shear, suggesting that the mesostructure primarily influences the linear elastic behavior of longitudinal tension. Meanwhile, the transverse and shear responses are moderately affected by the increased interlaminar resin content, leading to stiffness reduction. The maximum relative errors between RVE 1 and RVE 1.2 were 10% in axial tension, 4.4% in transverse tension, and 6.6% in shear.
A comparison between the design-intent RVE and the mesostructure RVE revealed slightly higher theoretical axial and transverse tensile moduli for the design-intent case, as compared to both the mesostructure RVE and experimental results. The axial modulus predicted for RVE 1.2 was 180 GPa, closely matching the 178 GPa reported in the datasheet [
39].
The transverse tensile stress contours predicted by the PHFGMC are shown in
Figure 11. The results reveal differences in stress concentration between the mesostructure RVE and RVE 1.1, where the extended interlaminar resin regions influenced the stress distribution according to the gap pattern. In contrast, RVE 1.2 exhibited a distinctly different pattern, characterized by uniform stress within the tows and pronounced concentration near the resin gap. In this region, the stress in the epoxy significantly exceeded the levels observed in the interlaminar resin of RVE 1 and RVE 1.1, with the elevated stress extending into the adjacent tows. This comparison highlights the capability of the nested PHFGMC micro-to-meso framework to capture localized stress concentrations within AFP composites, providing accurate predictions of global mechanical response and internal stress distribution.



 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}