


Application of Food Waste in Biodegradable Composites: An Ecological Alternative in Tribology



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results and Discussion
3.1. Hardness Tests
3.2. Thermal Conductivity Measurements
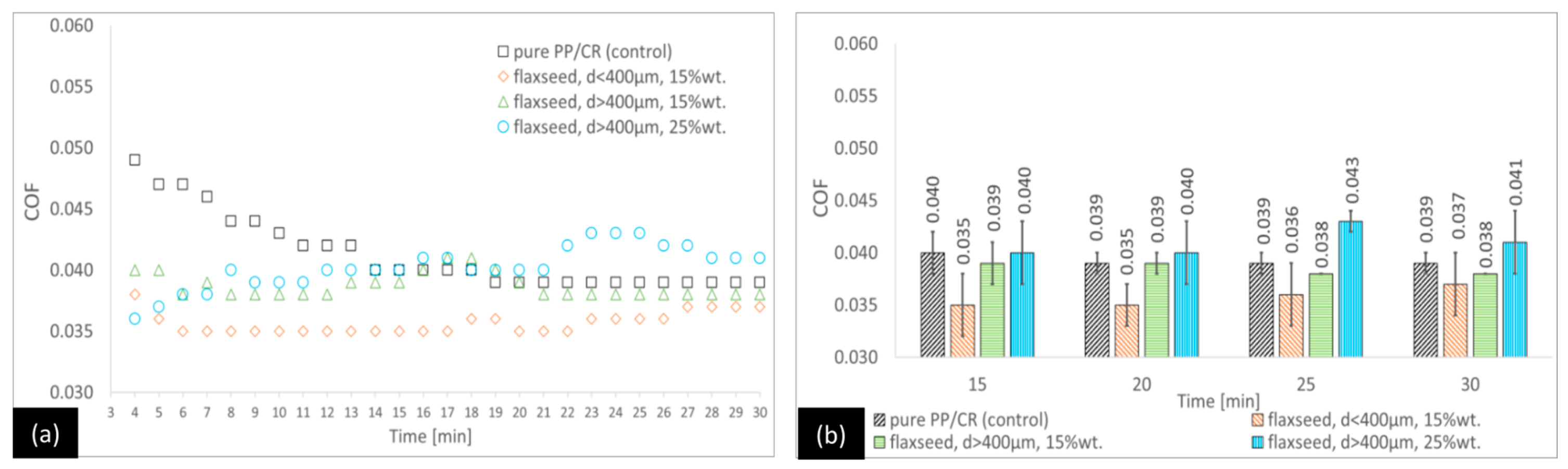
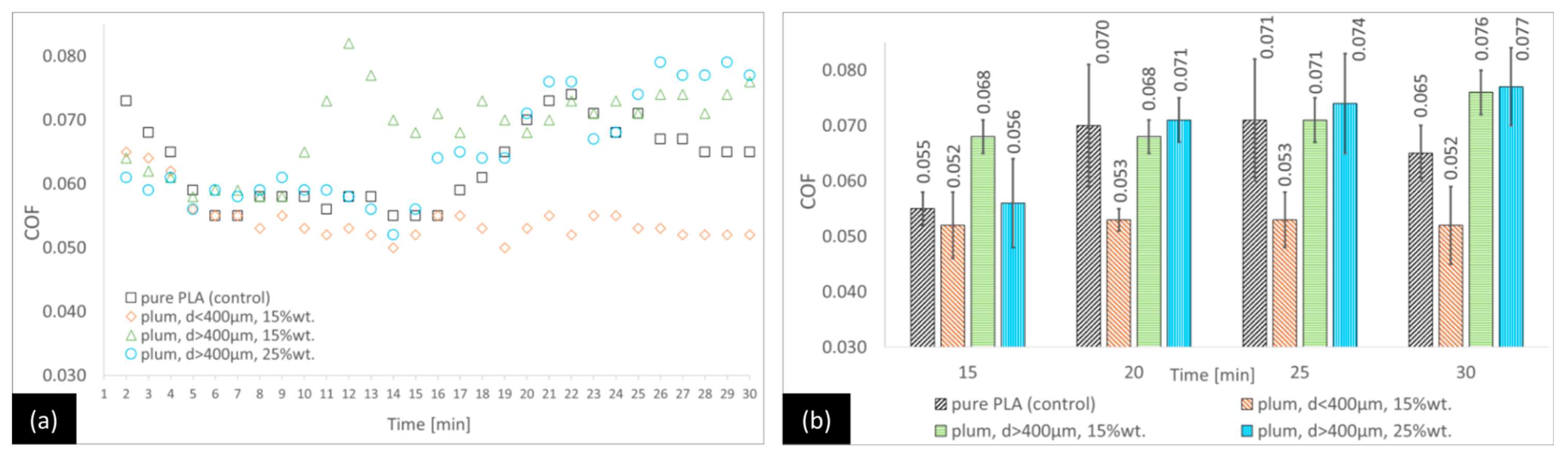
3.3. Tribological Tests
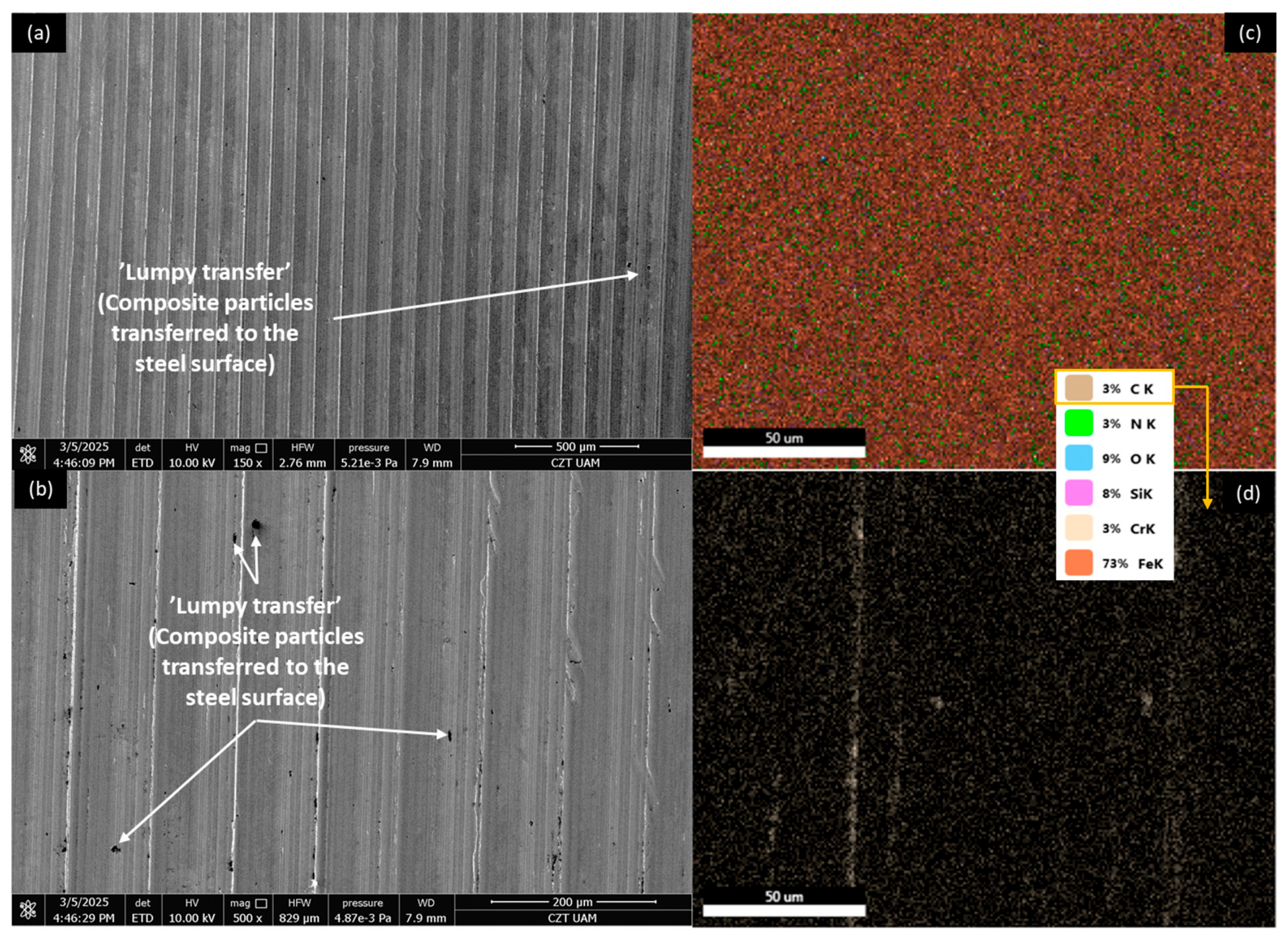
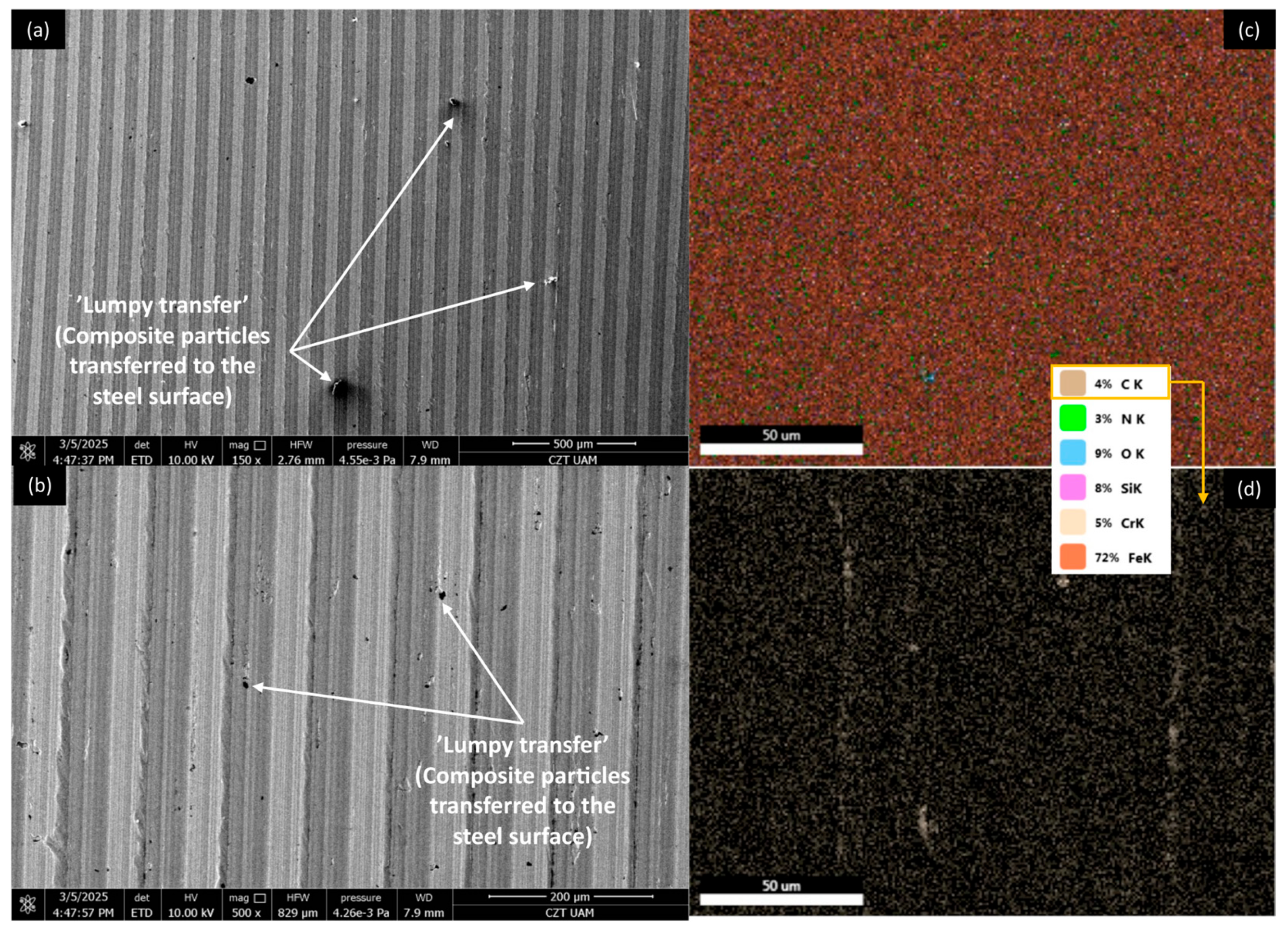
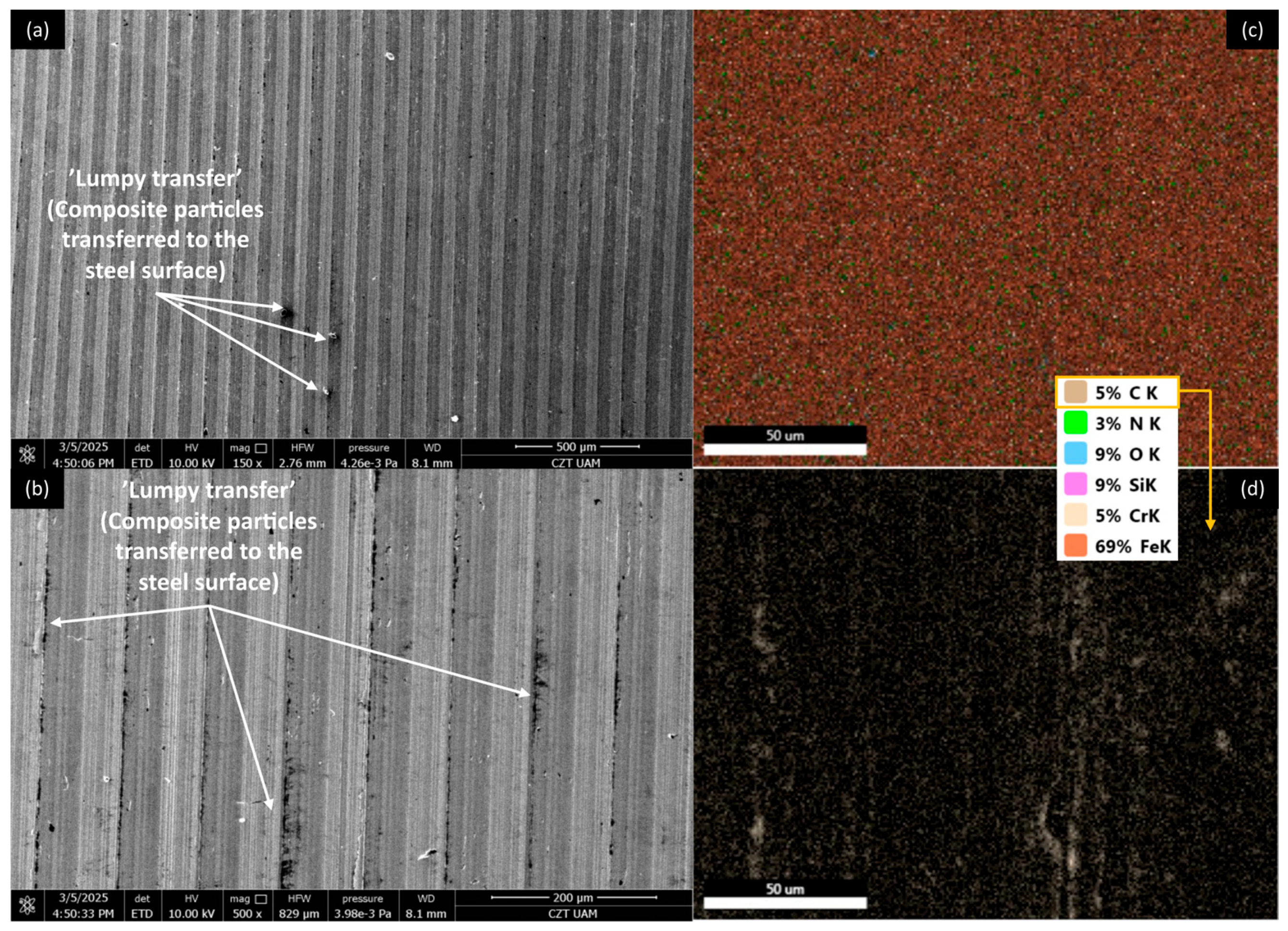
3.4. SEM and Optical Microscopy Investigations
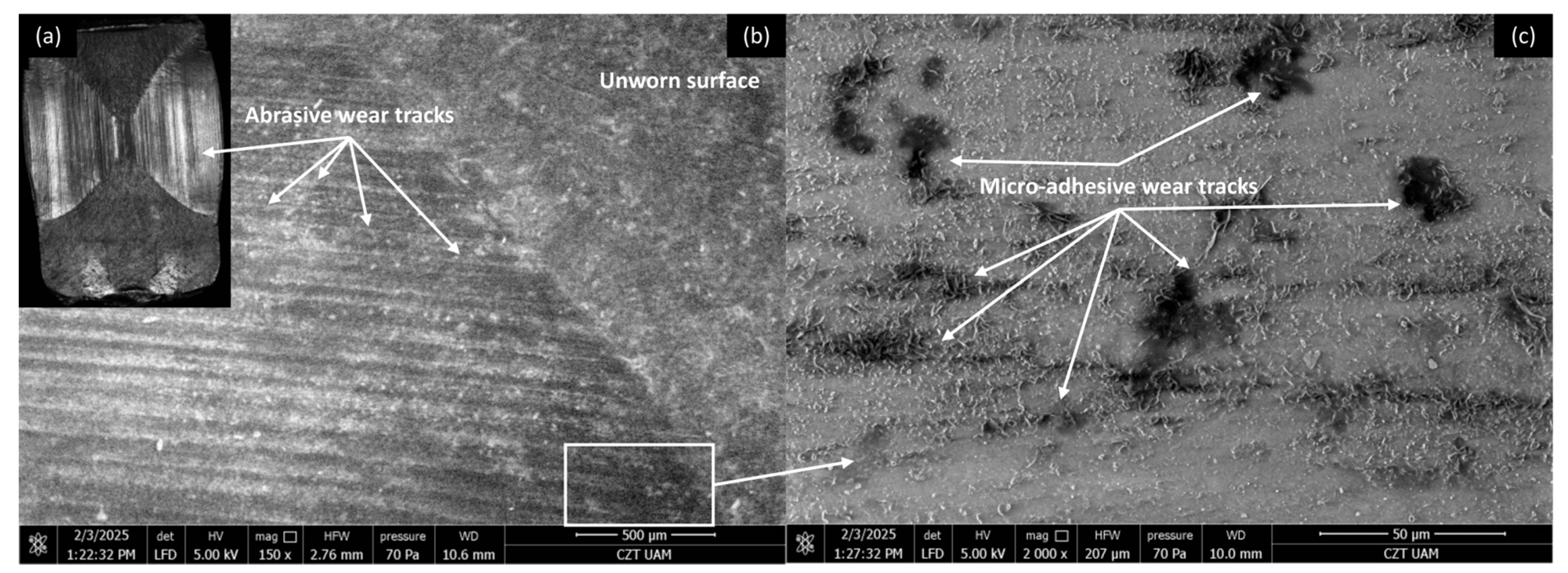
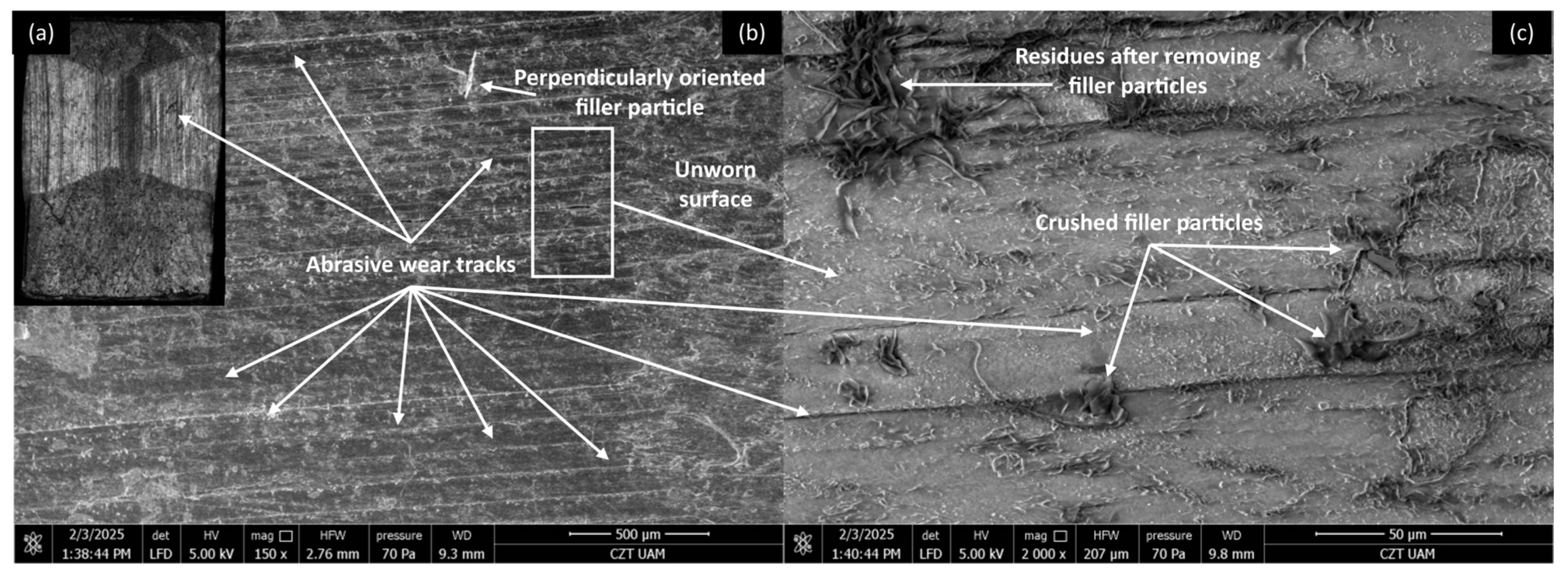
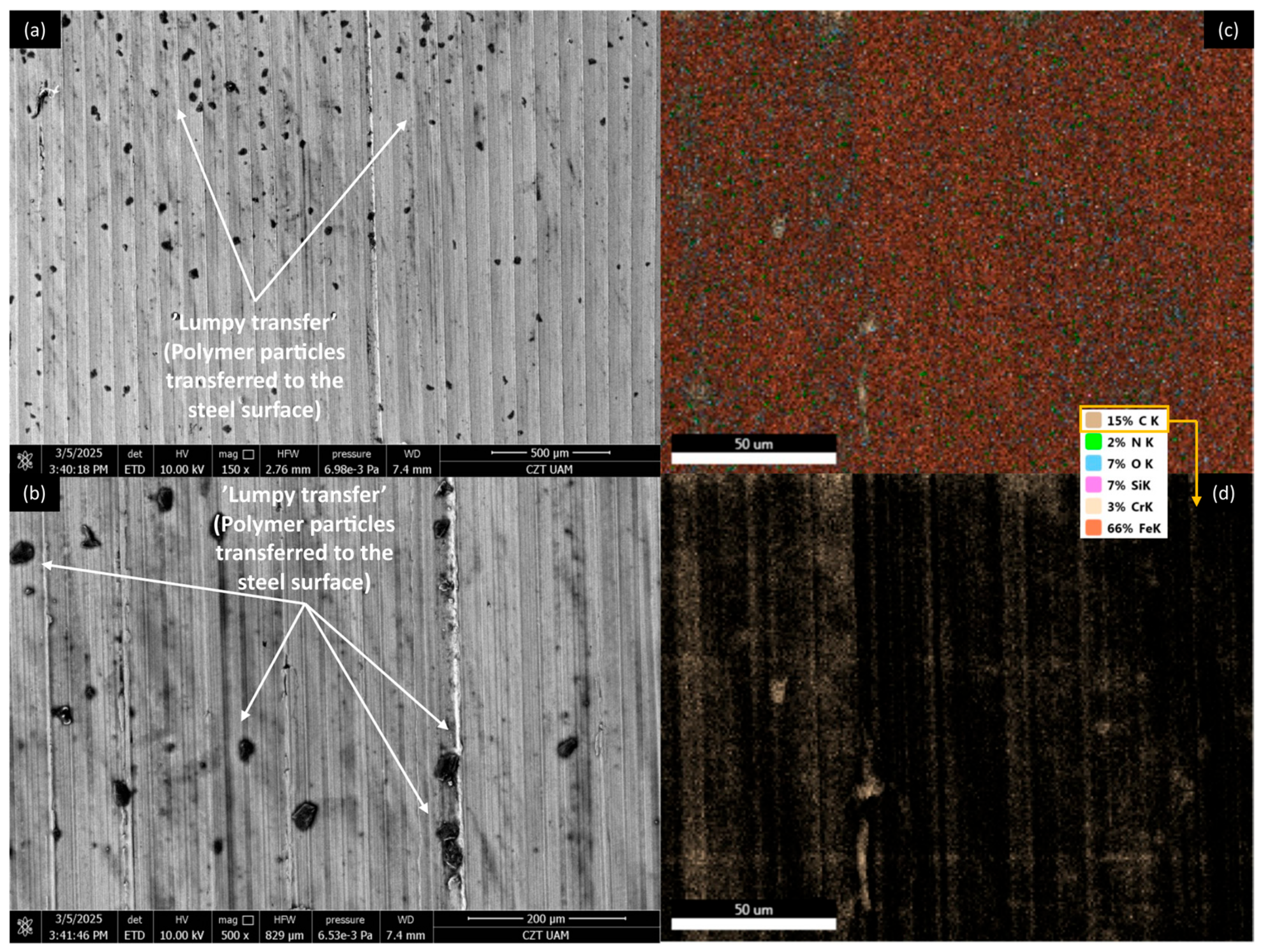
3.4.1. PP/CR Composites
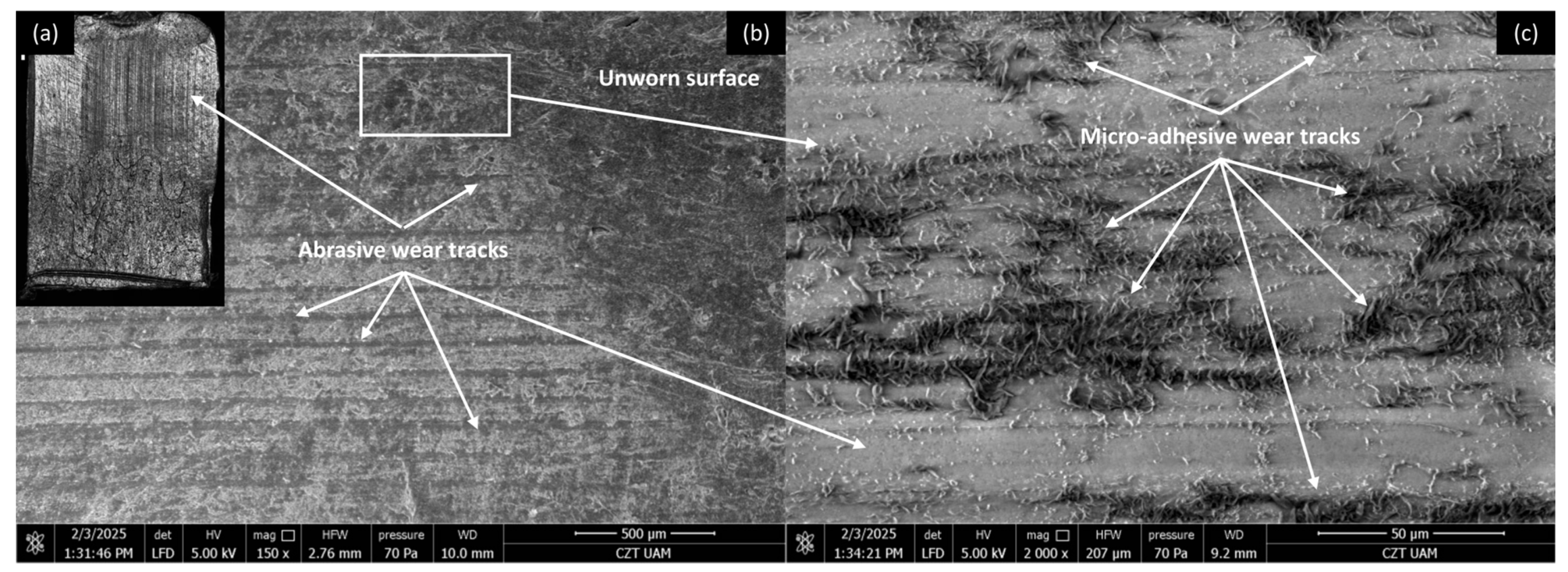
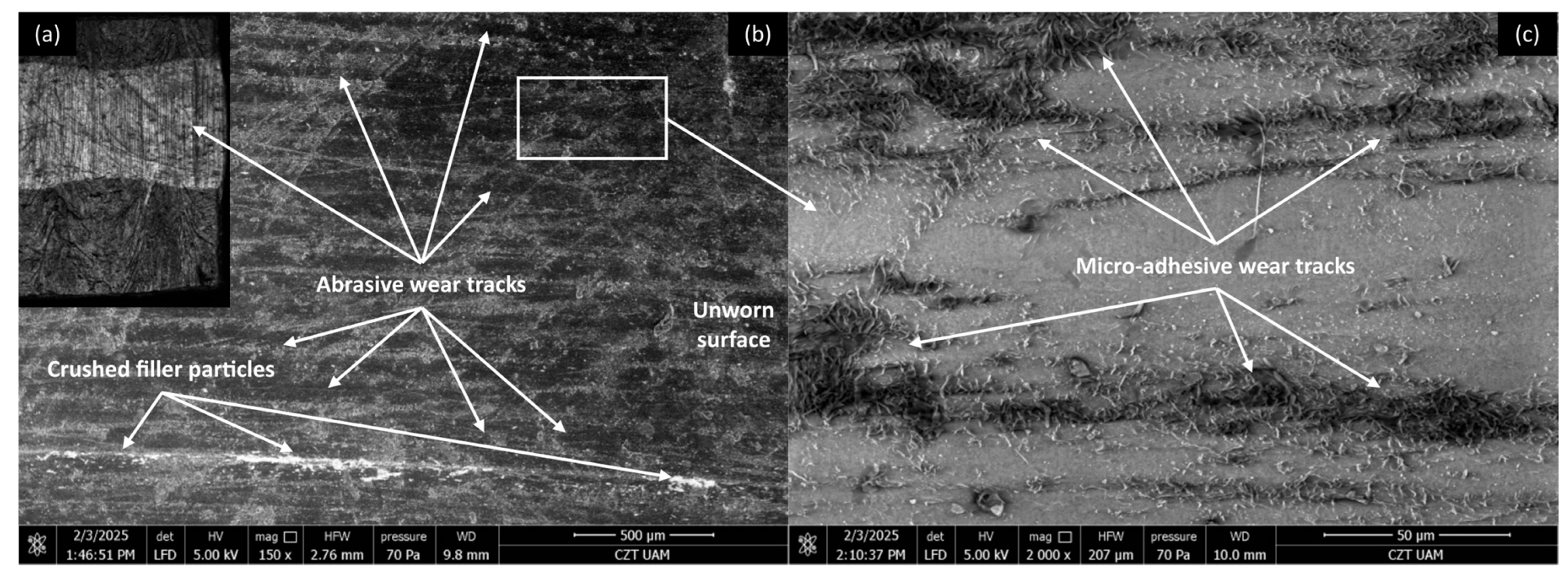
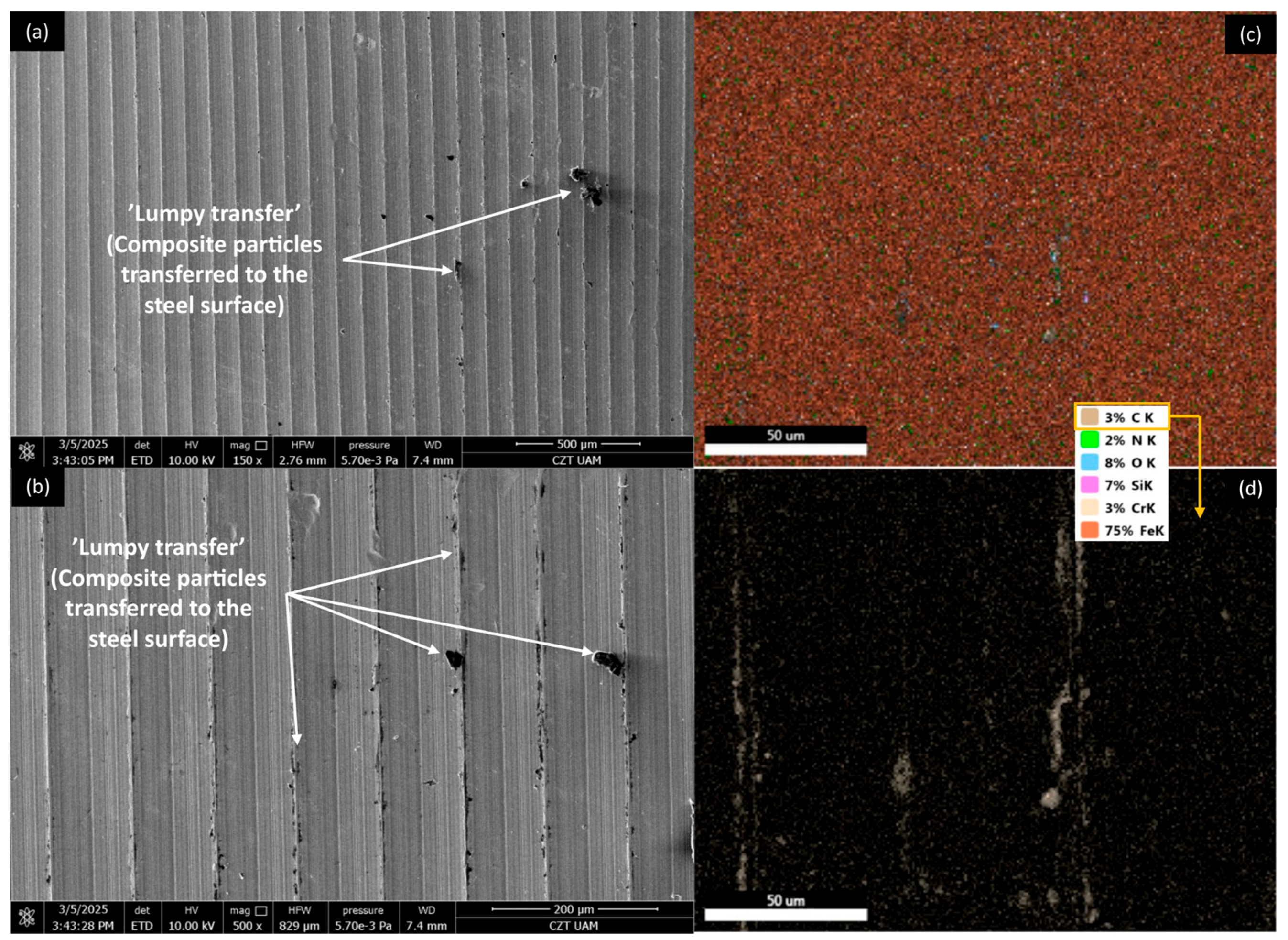
3.4.2. PLA Composites
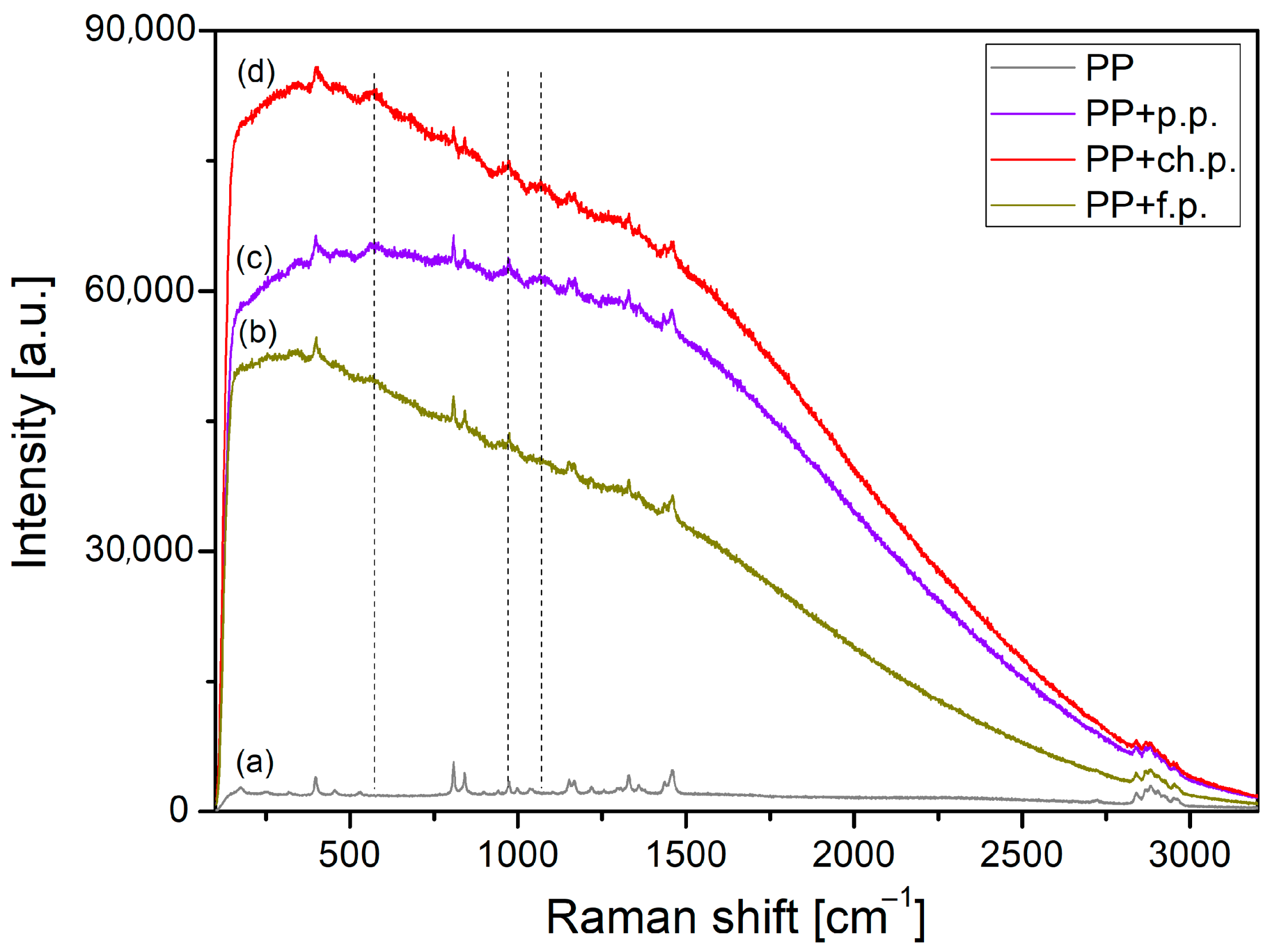
3.5. Raman Spectroscopy
4. Conclusions
- Composites made from PP/CR exhibit greater tribological potential compared with those made from PLA. The primary reason for this is the lower thermal conductivity of PLA. This results in higher friction heat within the contact zone, which leads to easier plastic deformation of the polymer/composite surface.
- For both types of composites, the optimal tribological behaviour was obtained for the lowest filler content (15 wt.%) and the lowest granulation (d < 400 μm). The exception was composites enriched with flaxseed pomace, for which the large scatter of the COF results does not allow for the statistical confirmation of this rule.
- For PP/CR composites, fillers in the form of cherry and plum seed powder for each content amount and granulation influenced the reduction in the COF concerning the pure polymer. For the PLA composites, this was statistically proven only for 15 wt.% filler content and the lowest granulation.
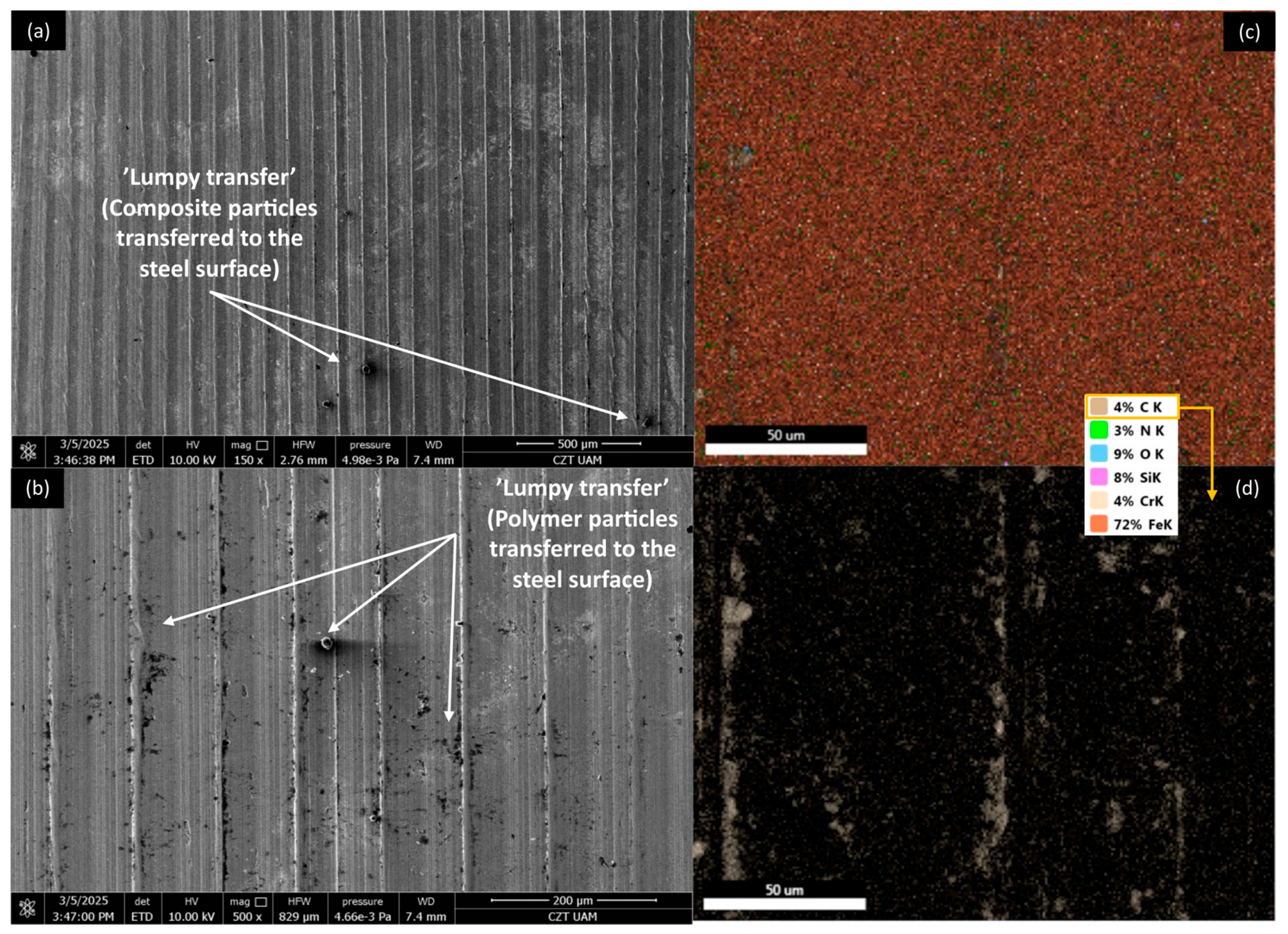
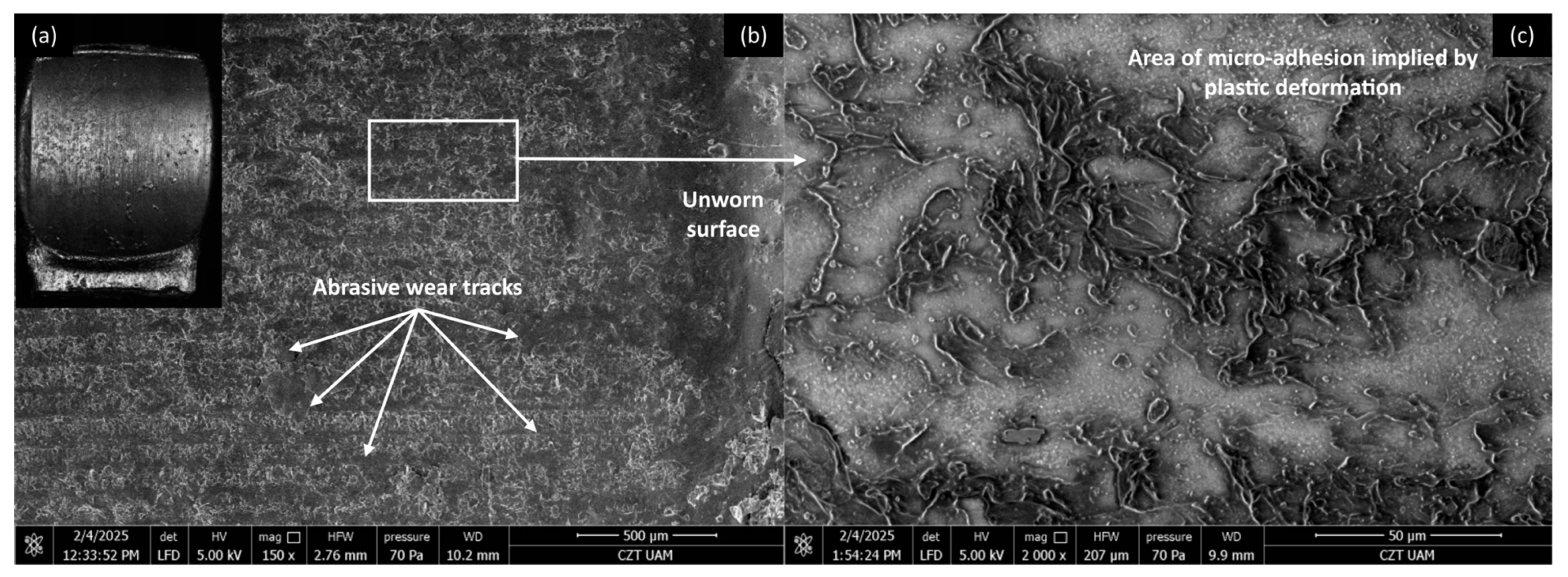
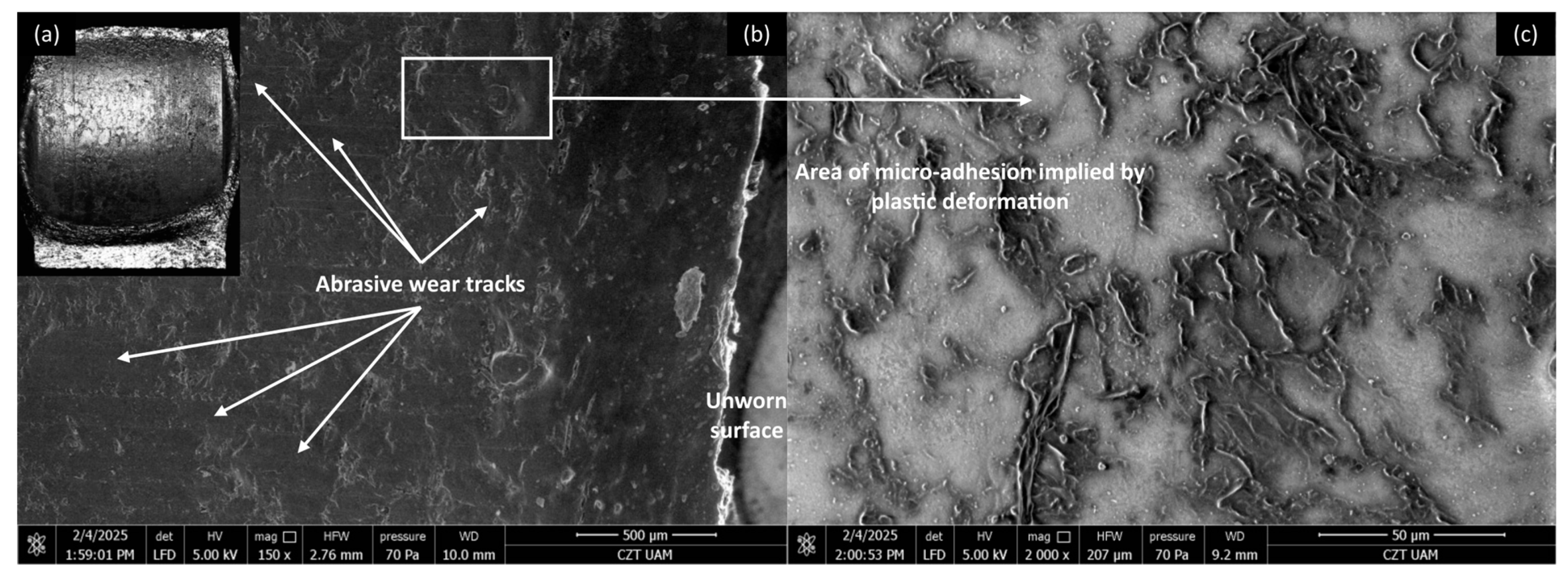
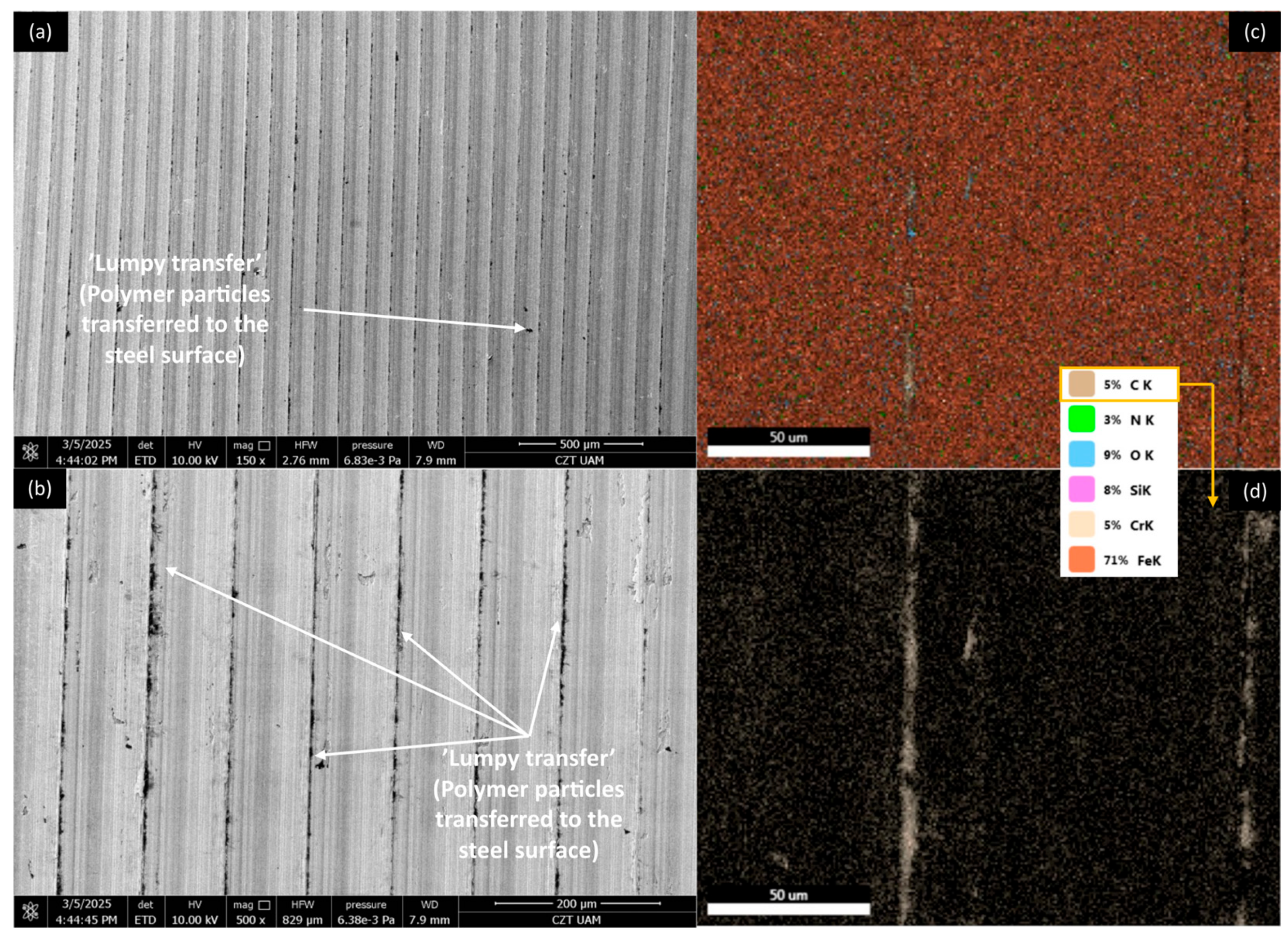
- Abrasive–adhesive wear characterises both groups of materials. For the PP/CR polymer and its composites, abrasive wear and the accompanying process of ‘lumpy transfer’ are predominant. The abrasion grooves on the surfaces of the polymer and composites also exhibit signs of adhesive wear and crushed filler particles. PLA and its composites exhibit significant plastic deformation, characterised by shallow and relatively wide abrasion marks. In these areas, traces of adhesive ‘pulling out’ from the materials can be observed. Additionally, ‘lumpy transfer’ is minimal, and the polymer composites tend to transfer along the roughness peaks on the cooperating steel surfaces.
- The wear traces of all composites revealed polysaccharides: amygdalin (in composites with plum and sour cherry seed powder filler) and SDG (in composites with flaxseed pomace). Their presence is related to the breakdown of filler particles caused by friction and their release at the contact area. This probably has a beneficial effect on the thermo-oxidative resistance and the viscosity–temperature characteristics of the paraffin oil used for lubrication.
5. Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| PLA | polylactic acid |
| PP | polypropylene |
| COF | coefficient of friction |
| PP/CR | polypropylene copolymer (Circulen Renew) |
| SEM | scanning electron microscopy |
| EDS | energy-dispersive spectroscopy |
References
- Sarath, P.S.; Reghunath, R.; Haponiuk, J.T.; Sabu, T.; Soney, C.G. Introduction: A journey to the tribological behavior of polymeric materials. Tribol. Polym. Polym. Compos. Polym. Nanocompos. 2023, 1, 1–16. [Google Scholar]
- Senthil Kumar, M.S.; Selvan, C.P.; Santhanam, K.; Kadirvel, A.; Chandraprabu, V.; Sampath Kumar, L. Effect of nano-materials on tribological and mechanical properties of polymer nanocomposite materials. Adv. Mater. Sci. Eng. 2022, 1, 2165855. [Google Scholar]
- Kasar, A.K.; Jose, S.A.; D’Souza, B.; Menezes, P.L. Fabrication and tribological performance of self-lubricating porous materials and composites: A review. Materials 2024, 17, 3448. [Google Scholar] [CrossRef]
- Espadas-Aldana, G.; Guaygua-Amaguaña, P.; Vialle, C.; Belaud, J.P.; Evon, P.; Sablayrolles, C. Life cycle assessment of olive pomace as a reinforcement in polypropylene and polyethylene biocomposite materials: A new perspective for the valorization of this agricultural by-product. Coatings 2021, 11, 525. [Google Scholar] [CrossRef]
- Schwarz, A.E.; Herlaar, S.; Cohen, Q.M.; Quik, J.T.K.; Golkaram, M.; Urbanus, J.H.; van Emmerik, T.H.M.; Huijbregts, M.A.J. Microplastic aquatic impacts included in Life Cycle Assessment. Resour. Conserv. Recycl. 2024, 209, 107787. [Google Scholar] [CrossRef]
- Junwei, L.; Wang, Y.; Xu, C.; Liu, S.; Dai, J.; Lan, K. Bioplastic derived from corn stover: Life cycle assessment and artificial intelligence-based analysis of uncertainty and variability. Sci. Total Environ. 2024, 946, 174349. [Google Scholar]
- Rahman, A.U. Oxo-Biodegradable Additives for Use in Fossil Fuel Polymer Films and Once-Used Packaging. Patent No. WO2012088585A1, 5 July 2012. [Google Scholar]
- Jeon, J.M.; Park, S.J.; Choi, T.R.; Park, J.H.; Yang, Y.H.; Yoon, J.J. Biodegradation of polyethylene and polypropylene by Lysinibacillus species JJY0216 isolated from soil grove. Polym. Degrad. Stab. 2021, 191, 109662. [Google Scholar] [CrossRef]
- Auta, H.S.; Emenike, C.U.; Jayanthi, B.; Fauziah, S.H. Growth kinetics and biodeterioration of polypropylene microplastics by Bacillus sp. and Rhodococcus sp. isolated from mangrove sediment. Mar. Pollut. Bull. 2018, 127, 15–21. [Google Scholar] [CrossRef]
- Sydow, Z.; Sydow, M.; Wojciechowski, Ł.; Bieńczak, K. Tribological performance of composites reinforced with the agricultural, industrial and post-consumer wastes: A review. Materials 2021, 14, 1863–1891. [Google Scholar] [CrossRef]
- Cabrera, F.C. Eco-friendly polymer composites: A review of suitable methods for waste management. Polym. Compos. 2021, 42, 2653–2677. [Google Scholar] [CrossRef]
- Tarino, R.; Bondioli, F.; Messori, M. Use of different kinds of waste in the construction of new polymer composites: Review. Mater. Today Sustain. 2023, 21, 100298. [Google Scholar] [CrossRef]
- Girge, A.; Goel, V.; Gupta, G.; Fuloria, D.; Ranjan Pati, P.; Sharma, A.; Mishra, V.K. Industrial waste filled polymer composites—A review. Mater. Doday Proc. 2021, 47, 2852–2863. [Google Scholar] [CrossRef]
- Ramesh, M.; Rajeshkumar, L.N.; Srinivasan, N.; Kumar, D.V.; Balaji, D. Influence of filler material on properties of fiber-reinforced polymer composites: A review. e-Polymers 2022, 22, 898–916. [Google Scholar] [CrossRef]
- Jagadeesh, P.; Puttegowda, M.; Girijappa, Y.G.T.; Rangappa, S.M.; Siengchin, S. Effect of natural filler materials on fiber reinforced hybrid polymer composites: An overview. J. Nat. Fibers 2022, 19, 4132–4147. [Google Scholar] [CrossRef]
- Parikh, H.H. Tribology of plant-based natural fiber reinforced polymer matrix composites—A short review. J. Nat. Fibers 2023, 20, 2172639. [Google Scholar] [CrossRef]
- Bhat, A.R.; Kumar, R.; Mural, P.K.S. Natural fiber reinforced polymer composites: A comprehensive review of Tribo-Mechanical properties. Tribol. Int. 2023, 189, 108978. [Google Scholar] [CrossRef]
- Wojciechowski, Ł.; Sydow, Z.; Bula, K.; Gapiński, B. Friction and wear of polypropylene-based composites reinforced with cherry seed powder. Tribol. Int. 2023, 179, 108177. [Google Scholar] [CrossRef]
- Sydow, Z.; Wojciechowski, Ł.; Bula, K.; Gapiński, B.; Runka, T.; Wieczorowski, M. Tribological behavior of polypropylene-based composites reinforced with cherry seed powder under lubrication conditions. Wear 2025, 564–565, 205745. [Google Scholar] [CrossRef]
- Aireddy, H.; Mishra, S.C. Tribological behavior mechanical properties of bio-waste reinforced polymer matrix composites. J. Metall. Mater. Sci. 2011, 53, 139–152. [Google Scholar]
- Mahmud, D.N.F.; Abdollah, M.F.B.; Masripan, N.A.B.; Tamaldin, N.; Amiruddin, H. Influence of contact pressure and sliding speed dependence on the tribological characteristics of an activated carbon-epoxy compo-site derived from palm kernel under dry sliding conditions. Friction 2019, 7, 227–236. [Google Scholar] [CrossRef]
- Hrabě, P.; Müller, M. Three-body abrasive wear of polymer matrix composites filled with Jatropha Curcas L. Proc. Eng. 2016, 136, 169–174. [Google Scholar]
- Chand, N.; Sharma, P.; Fahim, M. Tribology of maleic anhydride modified rice-husk filled polyvinylchloride. Wear 2010, 269, 847–853. [Google Scholar] [CrossRef]
- Oladele, I.O.; Olajide, J.L.; Amujede, M. Wear resistance and mechanical behaviour of epoxy/mollusk shell biocomposites developed for structural applications. Tribol. Int. 2016, 38, 347–360. [Google Scholar]
- Rajdeep, P.; Sumit, B. Tribological Behavior of micro coir filler reinforced polymer composite under dry, wet, and heated contact condition. J. Nat. Fibers 2022, 19, 2077–2092. [Google Scholar]
- Singh, N.; Yousif, B.F.; Rilling, D. Investigations on wear and frictional properties of kenaf fibre polyurethane composites under dry and wet contact conditions. Int. J. Precis. Technol. 2011, 2, 375–387. [Google Scholar] [CrossRef]
- Yousif, B.F.; Chin, C.W. Epoxy composite based on kenaf fibers for tribological applications under wet contact conditions. Surf. Rev. Lett. 2012, 19, 1250050. [Google Scholar] [CrossRef]
- Yousif, B.F.; Devadas, A.; Yusaf, T.F. Adhesive wear and frictional behavior of multilayered polyester composite based on betelnut fiber mats under wet contact conditions. Surf. Rev. Lett. 2009, 16, 407–414. [Google Scholar] [CrossRef]
- Nirmal, U.; Yousif, B.F.; Rilling, D.; Brevern, P.V. Effect of betelnut fibres treatment and contact conditions on adhesive wear and frictional performance of polyester composites. Wear 2010, 268, 1354–1370. [Google Scholar] [CrossRef]
- Production of Agricultural and Horticultural Crops in 2023, Statistics Poland. Available online: www.stat.gov.pl (accessed on 28 March 2025).
- ISO527-2:2025; Plastics—Determination of Tensile Properties. Part 2: Test Conditions for Moulding and Extrusion Plastics. International Organization for Standardization: Geneva, Switzerland, 2025.
- Stachowiak, G.W.; Batchelor, A.W. Engineering Tribology, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2005. [Google Scholar]
- Zheng, G.; Ding, T.; Huang, Y.; Zheng, L.; Ren, T. Fatty acid based phosphite ionic liquids as multifunctional lubricant additives in mineral oil and refined vegetable oil. Tribol. Int. 2018, 123, 316–324. [Google Scholar] [CrossRef]
- Jaishankar, A.; Jusufi, A.; Vreeland, J.L.; Deighton, S.; Pellettiere, J.; Schilowitz, A.M. Adsorption of stearic acid at the iron oxide/oil interface: Theory, experiments, and modelling. Langmuir 2019, 35, 2033–2046. [Google Scholar] [CrossRef]
- Gourdon, D.; Li, Q.; Oroudjev, E.; Hansma, H.; Golan, Y.; Shoshana, A.; Israelachvili, J. Adhesion and stable low friction provided by a subnanometer-thick monolayer of a natural polysaccharide. Langmuir 2008, 24, 1534–1540. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; Mao, Z.; Huang, Y.; Xu, Y.; Huang, C.; Guo, Y.; Ren, X.; Liu, C. Ultrasonic assisted water-in-oil emulsions encapsulating macro-molecular polysaccharide chitosan: Influence of molecular properties, emulsion viscosity and their stability. Ultrason. Sonochem. 2020, 64, 105018. [Google Scholar] [CrossRef] [PubMed]
- Andreassen, E. Infrared and Raman spectroscopy of polypropylene. In Polypropylene: An A-Zreference; Karger-Kocsis, J., Ed.; Springer-Science + Business Media: Dodrecht, The Netherlands, 1999; pp. 320–328. [Google Scholar]
- Bolskis, E.; Adomaviciute, E.; Griškonis, E. Formation and investigation of mechanical, thermal, optical and wetting properties of melt-spun multifilament poly(lactic acid) yarns with added rosins. Polymers 2022, 14, 379. [Google Scholar] [CrossRef] [PubMed]
- Pandele, A.M.; Constantinescu, A.; Radu, I.C.; Miculescu, F.; Voicu, S.I.; Ciocan, L.T. Synthesis and characterization of PLA-micro-structured hydroxyapatite composite films. Materials 2020, 13, 274. [Google Scholar] [CrossRef]
- Haryńska, A.; Janik, H.; Sienkiewicz, M.; Mikolaszek, B.; Kucińska-Lipka, J. PLA-potato thermoplastic starch filament as a sustainable alternative to the conventional PLA filament: Processing, characterization, and FFF 3D printing. ACS Sustain. Chem. Eng. 2021, 9, 6923–6938. [Google Scholar] [CrossRef]
- Mikkelsen, M.S.; Jespersen, B.M.; Moller, B.L.; Lærke Larsen, F.H.; Engelsen, S.B. Comparative spectroscopic and rheological studies on crude and purified soluble barley and oat β-glucan preparations. ACS Sustain. Chem. Eng. 2021, 9, 6923–6938. [Google Scholar] [CrossRef]
- Synytsya, A.; Novak, M. Structural analysis of glucans. Ann. Transl. Med. 2014, 2, 17. [Google Scholar]
- Mahdad-Benzerdjeb, A.; Taleb-Mokhtari, I.N.; Sekkal-Rahal, M. Normal coordinates analyses of disaccharides constituted by D-glucose, D-galactose and D-fructose units. Acta A Mol. Biomol. Spectrosc. 2007, 68, 284–299. [Google Scholar] [CrossRef]
- Sainvitu, P.; Nott, K.; Richard, G.; Blecker, C.; Jérôme, C.; Wathelet, J.P.; Paquot, M.; Deleu, M. Structure, properties and obtention routes of flaxseed lignan secoisolariciresinol: A review. Biotechnol. Agron. Soc. Environ. 2012, 16, 115–124. [Google Scholar]
- Żuk, M.; Dymińska, L.; Kulma, A.; Boba, A.; Prescha, A.; Szopa, J.; Mączka, M.; Zając, A.; Szołtysek, K.; Hanuza, J. IR and Raman studies of oil and seedcake extracts from natural and genetically modified flax seeds. Spectrochim. Acta A Mol. Biomol. Spectrosc. 2011, 78, 1080–1089. [Google Scholar] [CrossRef]
- Zhao, Y.; Long, J.; Zhuang, P.; Ji, Y.; He Ch Wang, H. Transforming polyethylene and polypropylene into nontraditional fluorescent polymers by thermal oxidation. J. Mater. Chem. C 2022, 10, 1010–1016. [Google Scholar] [CrossRef]
- Fernández Farrés, I.; Douaire, M.; Norton, I.T. Rheology and tribological properties of Ca-alginate fluid gels produced by diffusion-controlled method. Food Hydrocoll. 2013, 32, 115–122. [Google Scholar] [CrossRef]
- Andablo-Reyes, E.; Yerani, D.; Fu, M.; Liamas, E.; Connell, S.; Torres, O.; Sarkar, A. Microgels as viscosity modifiers influence lubrication performance of continuum. Soft Matter 2019, 15, 9614. [Google Scholar] [CrossRef]
- Xu, P.; Chen, Q.; Cao, L.; Tu, T.; Wan, Y.; Gao, J.; Pu, J. Tribological performance of pullulan additives in water-based lubricant. Tribol. Mater. Surf. Interfaces 2017, 11, 83–87. [Google Scholar] [CrossRef]
- Arad, S.; Rapoport, L.; Moshkovich, A.; van Moppes, D.; Karpasas, M.; Golan, R.; Golan, Y. Superior biolubricant from a species of red microalga. Langmuir 2006, 22, 7313–7317. [Google Scholar] [CrossRef]
- García, M.C.; González-García, E.; Vásquez-Villanueva, R.; Marina, M.L. Apricot and other seed stones: Amygdalin content and the potential to obtain antioxidant, angiotensin I converting enzyme inhibitor and hypocholesterolemic peptides. Food Funct. 2016, 7, 4693–4701. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Matrix Type | |
|---|---|---|
| Circulen Renew C14 EP448T (Lyondell-Basell) | Luminy L175 (Total Energies Corbion) | |
| Density [g/cm3] | 0.9 | 1.24 |
| Melt flow rate [g/10 min] | 48 (230 °C, 2.16 kg) | 8 (210 °C, 2.16 kg) |
| Tensile modulus [MPa] | 1250 | 3500 |
| Tensile strength [MPa] | 27 | 50 |
| Charpy impact strength [kJ/m2] | ≤5 (23 °C) | 5 (23 °C) |
| Filler Type | Matrix Type | |
|---|---|---|
| PP/CR (Circulen Renew C14 EP448T, Lyondell-Basell) | PLA (Total Energies Corbion) | |
| No filler → control composite | Pure PP/CR matrix | Pure PLA matrix |
| Sour cherry seed powder | d < 400 μm, 15 wt.% | d < 400 μm, 15 wt.% |
| d > 400 μm, 15 wt.% | d > 400 μm, 15 wt.% | |
| d > 400 μm, 25 wt.% | d > 400 μm, 25 wt.% | |
| Plum seed powder | d < 400 μm, 15 wt.% | d < 400 μm, 15 wt.% |
| d > 400 μm, 15 wt.% | d > 400 μm, 15 wt.% | |
| d > 400 μm, 25 wt.% | d > 400 μm, 25 wt.% | |
| Flaxseed pomace | d < 400 μm, 15 wt.% | d < 400 μm, 15 wt.% |
| d > 400 μm, 15 wt.% | d > 400 μm, 15 wt.% | |
| d > 400 μm, 25 wt.% | d > 400 μm, 25 wt.% | |
| Filler Type | Matrix Type | |
|---|---|---|
| PP/CR (Circulen Renew C14 EP448T, Lyondell-Basell) | PLA (Luminy L175, Total Energies Corbion) | |
| No filler → control composite | 69.78 ± 1.56 | 82.20 ± 1.16 |
| Sour cherry seed powder, d < 400 μm, 15 wt.% | 68.67 ± 0.87 | 83.44 ± 1.33 |
| Sour cherry seed powder, d > 400 μm, 15 wt.% | 70.56 ± 1.51 | 82.75 ± 2.05 |
| Sour cherry seed powder, d > 400 μm, 25 wt.% | 70.11 ± 1.36 | 82.75 ± 1.58 |
| Plum seed powder, d < 400 μm, 15 wt.% | 70.0 ± 1.41 | 82.5 ± 1.85 |
| Plum seed powder, d > 400 μm, 15 wt.% | 70.56 ± 1.24 | 84.78 ± 1.48 |
| Plum seeds powder, d > 400 μm, 25 wt.% | 70.33 ± 1.12 | 82.22 ± 1.92 |
| Flaxseed pomace, d < 400 μm, 15 wt.% | 70.11 ± 0.93 | 83.5 ± 2.20 |
| Flaxseed pomace, d > 400 μm, 15 wt.% | 71.33 ± 0.87 | 83.88 ± 1.73 |
| Flaxseed pomace, d > 400 μm, 25 wt.% | 71.22 ± 1.39 | 83.0 ± 2.0 |
| Filler Type | Thermal Conductivity [W/m·K] | |
|---|---|---|
| PP/CR (Circulen Renew C14 EP448T, Lyondell-Basell) | PLA (Luminy L175, Total Energies Corbion) | |
| No filler → control composite | 0.277 ± 0.018 | 0.197 ± 0.021 |
| Sour cherry seed powder, d < 400 μm, 15 wt.% | 0.273 ± 0.030 | 0.221 ± 0.016 |
| Sour cherry seed powder, d > 400 μm, 15 wt.% | 0.254 ± 0.013 | 0.223 ± 0.021 |
| Sour cherry seed powder, d > 400 μm, 25 wt.% | 0.247 ± 0.008 | 0.234 ± 0.013 |
| Plum seed powder, d < 400 μm, 15 wt.% | 0.263 ± 0.017 | 0.207 ± 0.014 |
| Plum seed powder, d > 400 μm, 15 wt.% | 0.241 ± 0.013 | 0.229 ± 0.014 |
| Plum seed powder, d > 400 μm, 25 wt.% | 0.258 ± 0.011 | 0.231 ± 0.006 |
| Flaxseed pomace, d < 400 μm, 15 wt.% | 0.222 ± 0.012 | 0.208 ± 0.019 |
| Flaxseed pomace, d > 400 μm, 15 wt.% | 0.234 ± 0.018 | 0.216 ± 0.023 |
| Flaxseed pomace, d > 400 μm, 25 wt.% | 0.242 ± 0.025 | 0.238 ± 0.032 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wojciechowski, Ł.; Sydow, Z.; Bula, K.; Runka, T. Application of Food Waste in Biodegradable Composites: An Ecological Alternative in Tribology. Materials 2025, 18, 3216. https://doi.org/10.3390/ma18143216
Wojciechowski Ł, Sydow Z, Bula K, Runka T. Application of Food Waste in Biodegradable Composites: An Ecological Alternative in Tribology. Materials. 2025; 18(14):3216. https://doi.org/10.3390/ma18143216
Chicago/Turabian StyleWojciechowski, Łukasz, Zuzanna Sydow, Karol Bula, and Tomasz Runka. 2025. "Application of Food Waste in Biodegradable Composites: An Ecological Alternative in Tribology" Materials 18, no. 14: 3216. https://doi.org/10.3390/ma18143216
APA StyleWojciechowski, Ł., Sydow, Z., Bula, K., & Runka, T. (2025). Application of Food Waste in Biodegradable Composites: An Ecological Alternative in Tribology. Materials, 18(14), 3216. https://doi.org/10.3390/ma18143216