
Study on Performance and Aging Mechanism of Rubber-Modified Asphalt Under Variable-Intensity UV Aging




Abstract
1. Introduction
1.1. Heat–Oxidative Aging of Asphalt
1.2. Ultraviolet Aging of Asphalt
2. Objectives
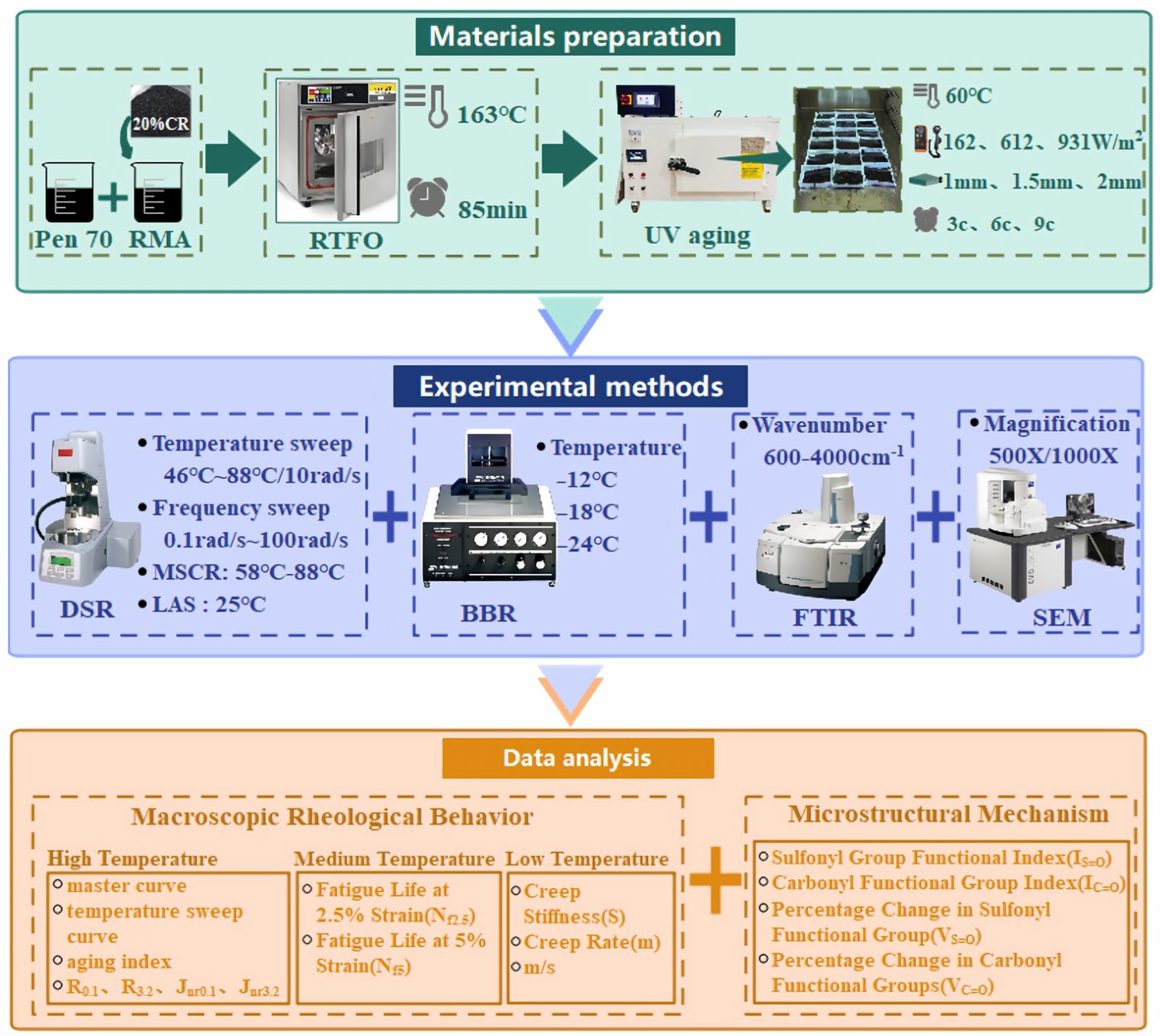
3. Materials and Test Methods
3.1. Test Materials
3.2. Laboratory Simulation of Outdoor UV Radiation
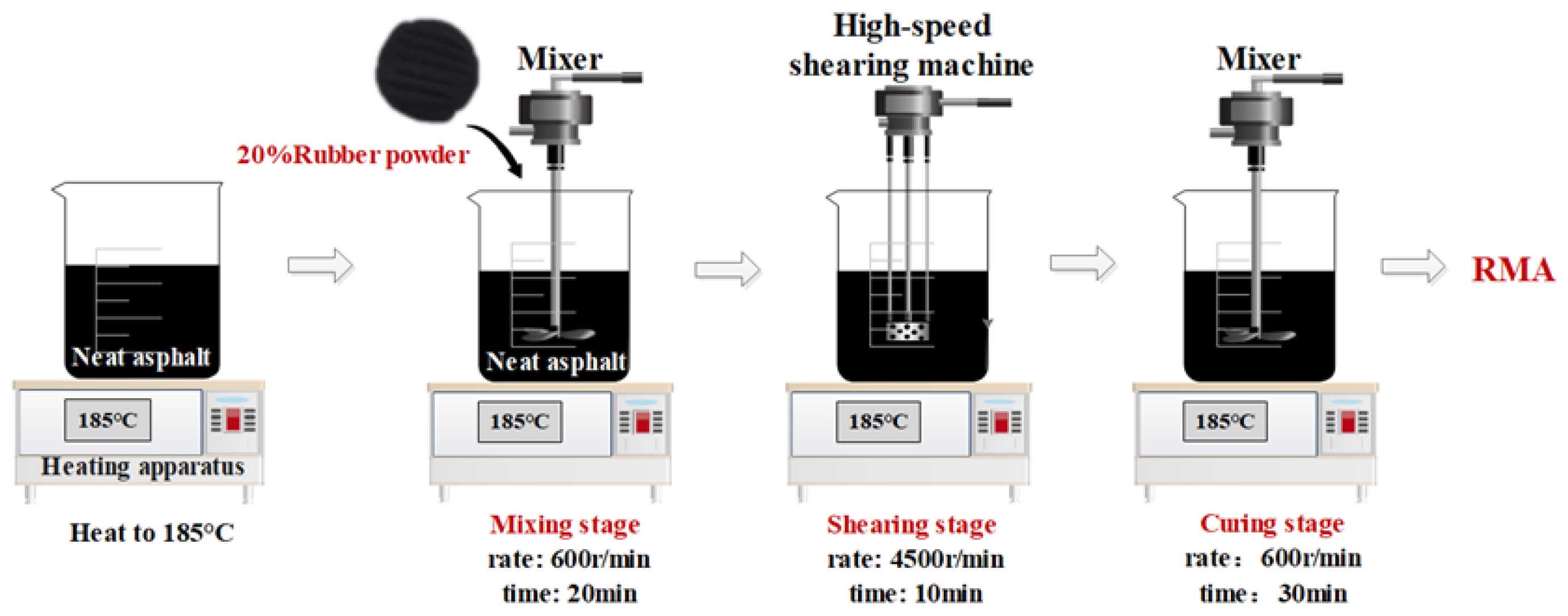
3.3. Preparation of UV-Aged RMA
3.4. Test Method
3.4.1. High-Temperature Rheological Tests
3.4.2. Intermediate-Temperature Fatigue Test
3.4.3. Low-Temperature Rheological Test
3.4.4. Chemical–Microscopic Tests
4. Results and Discussion
4.1. Macroscopic Rheological Behavior
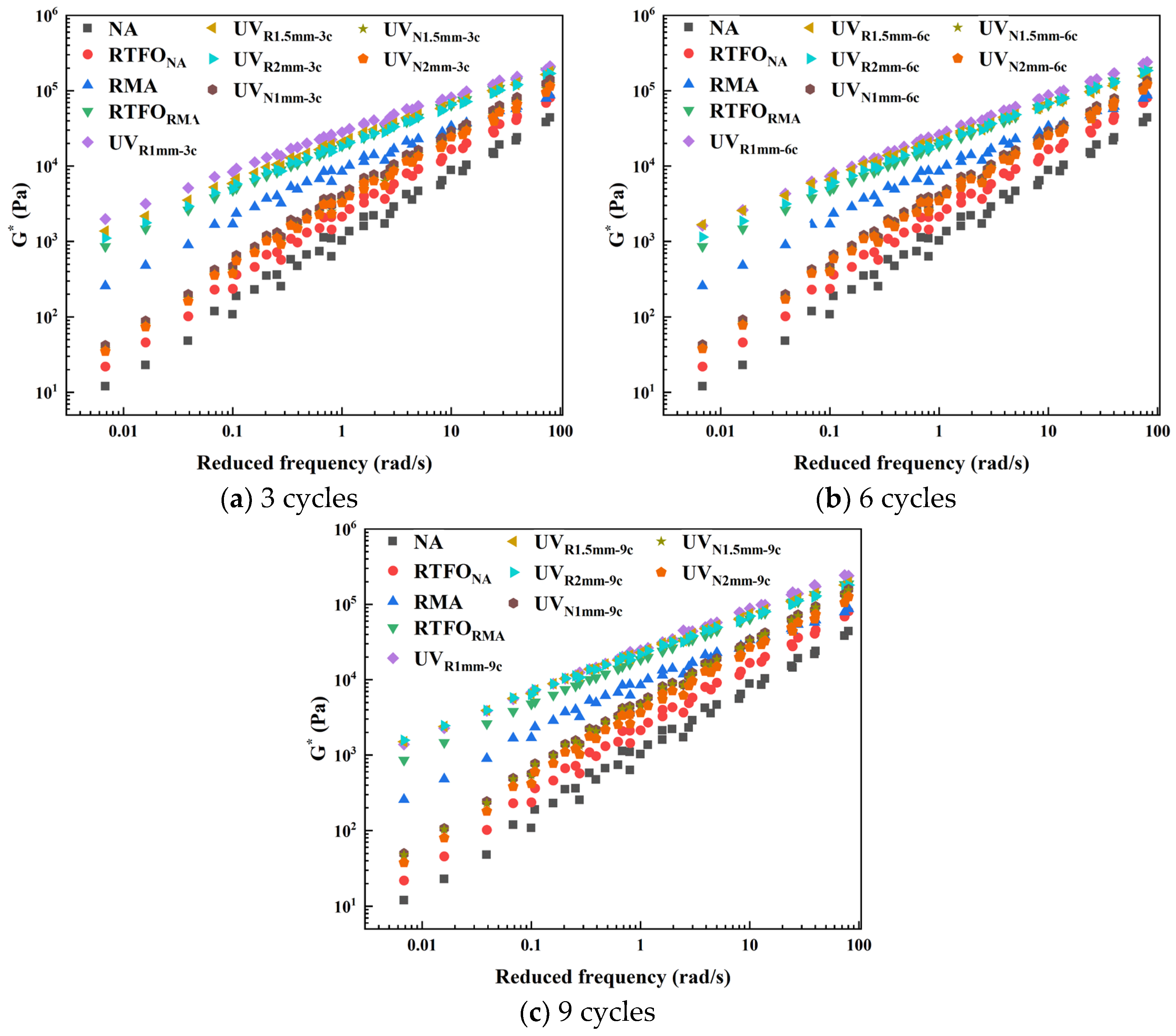
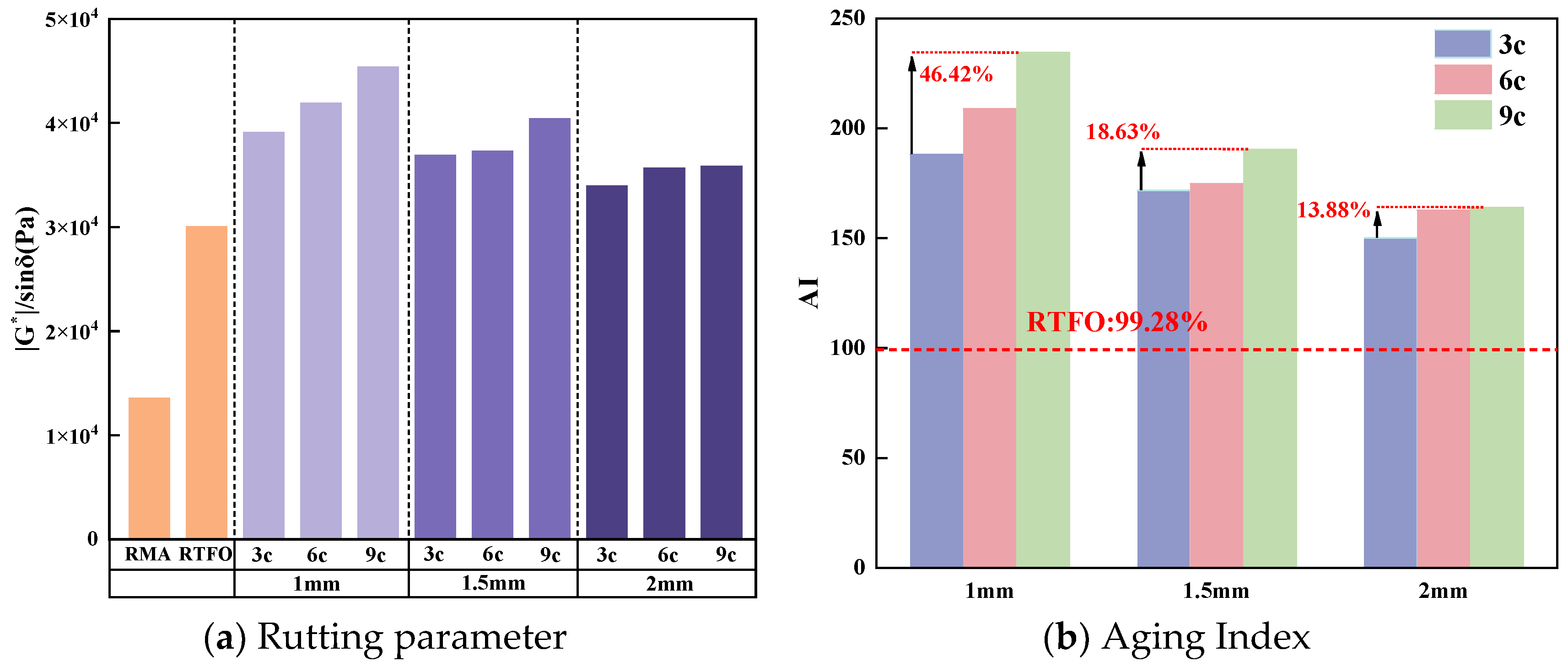
4.1.1. FS Test Results
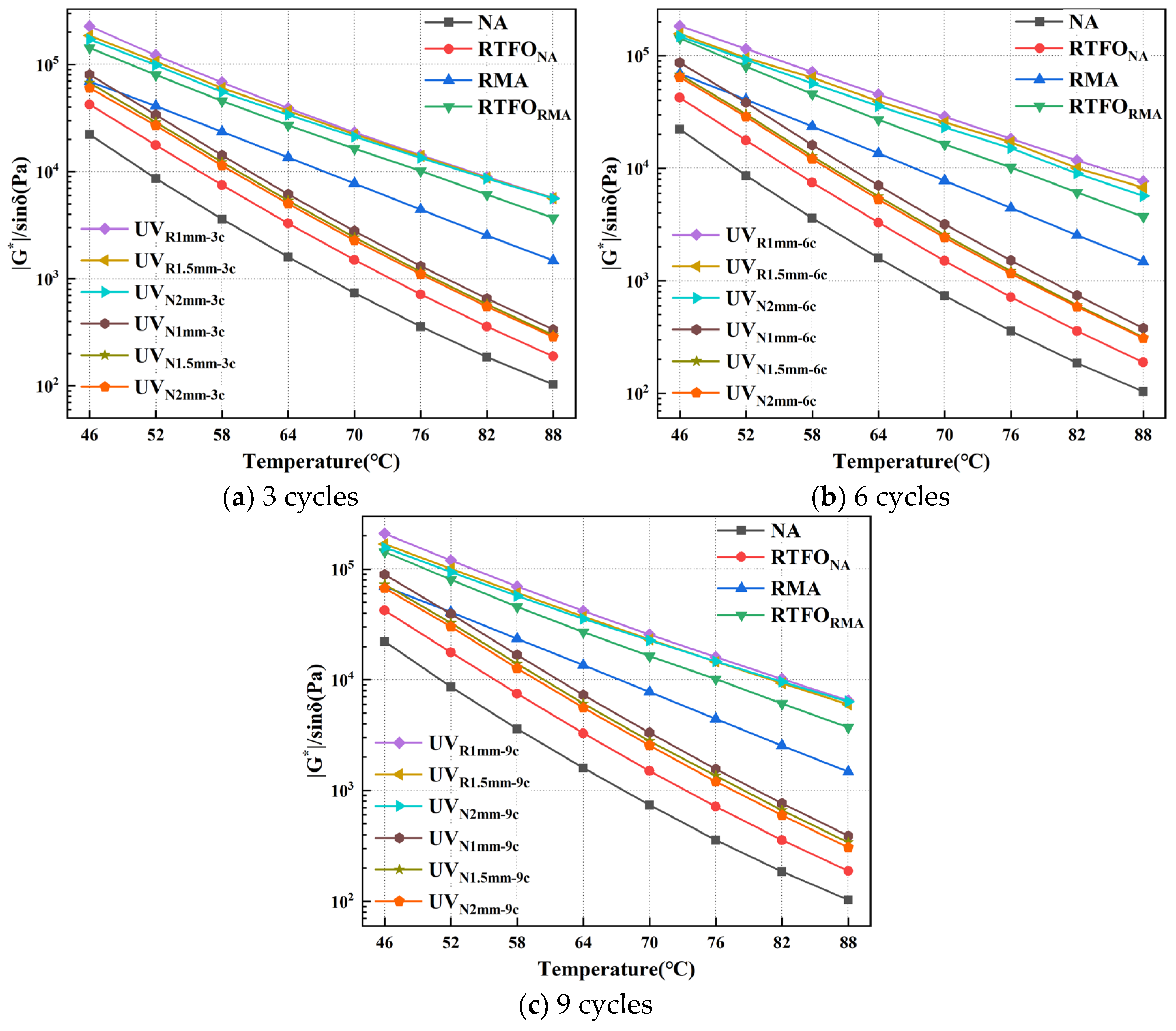
4.1.2. TS Test Results
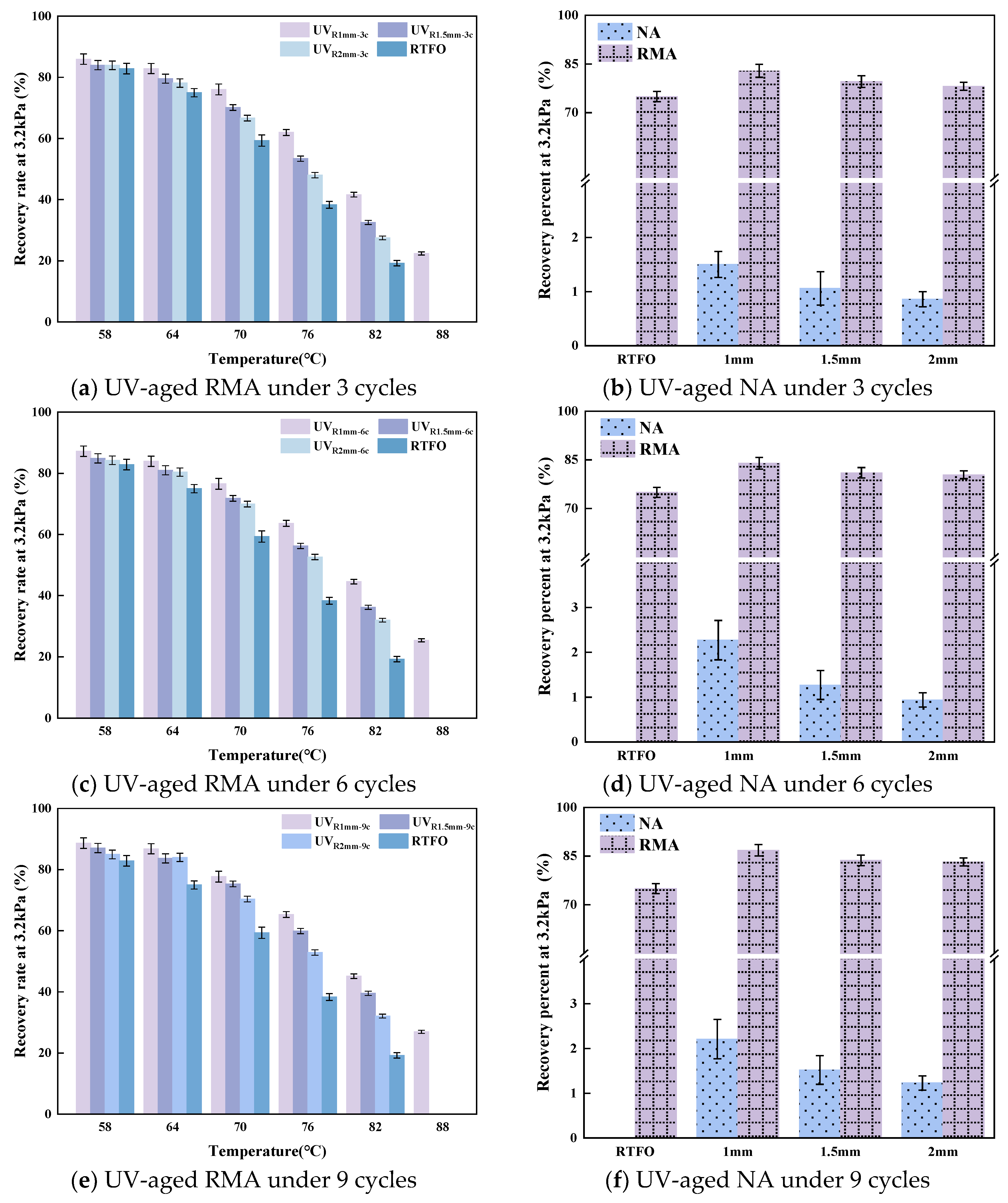
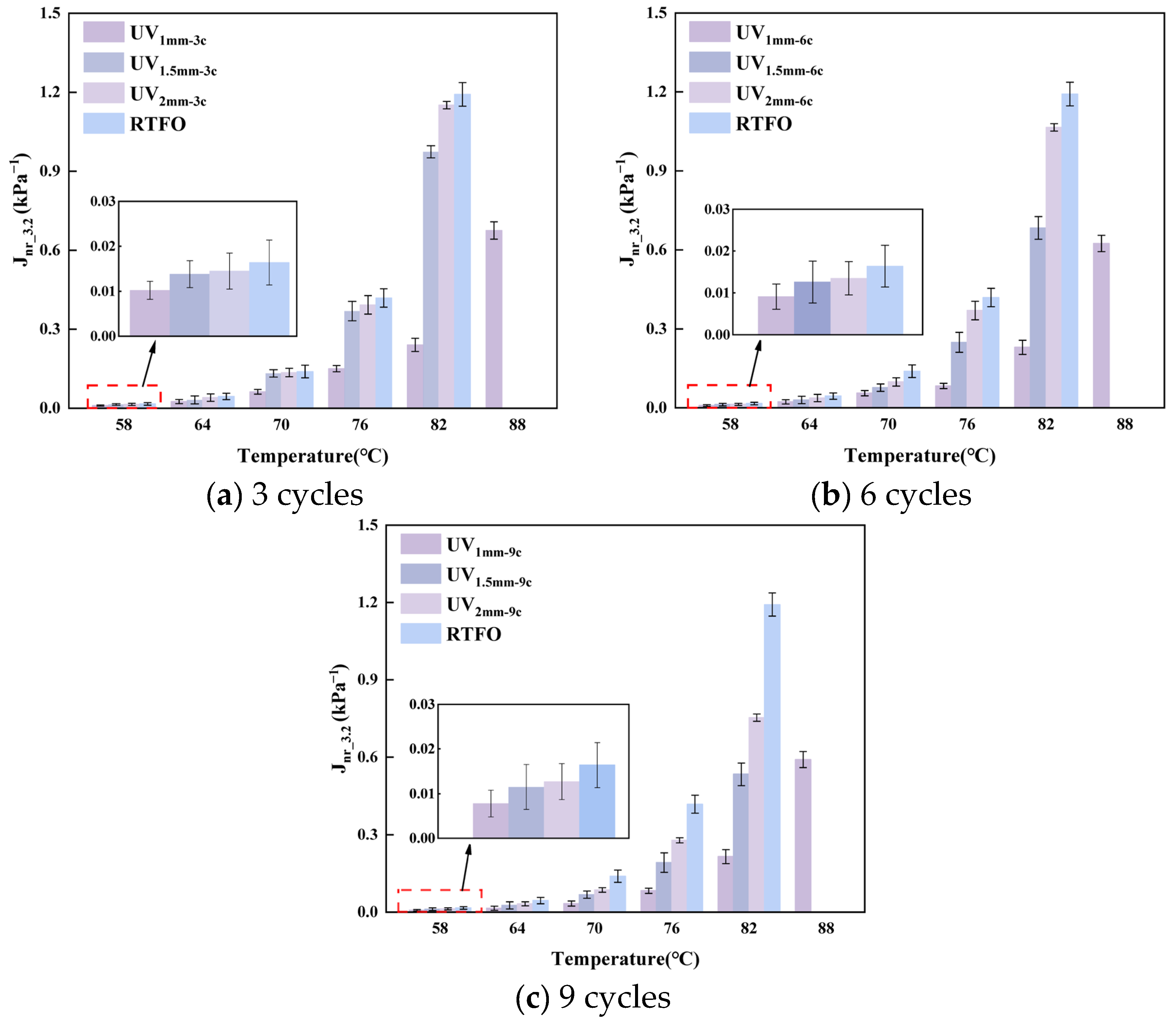
4.1.3. MSCR Test Results
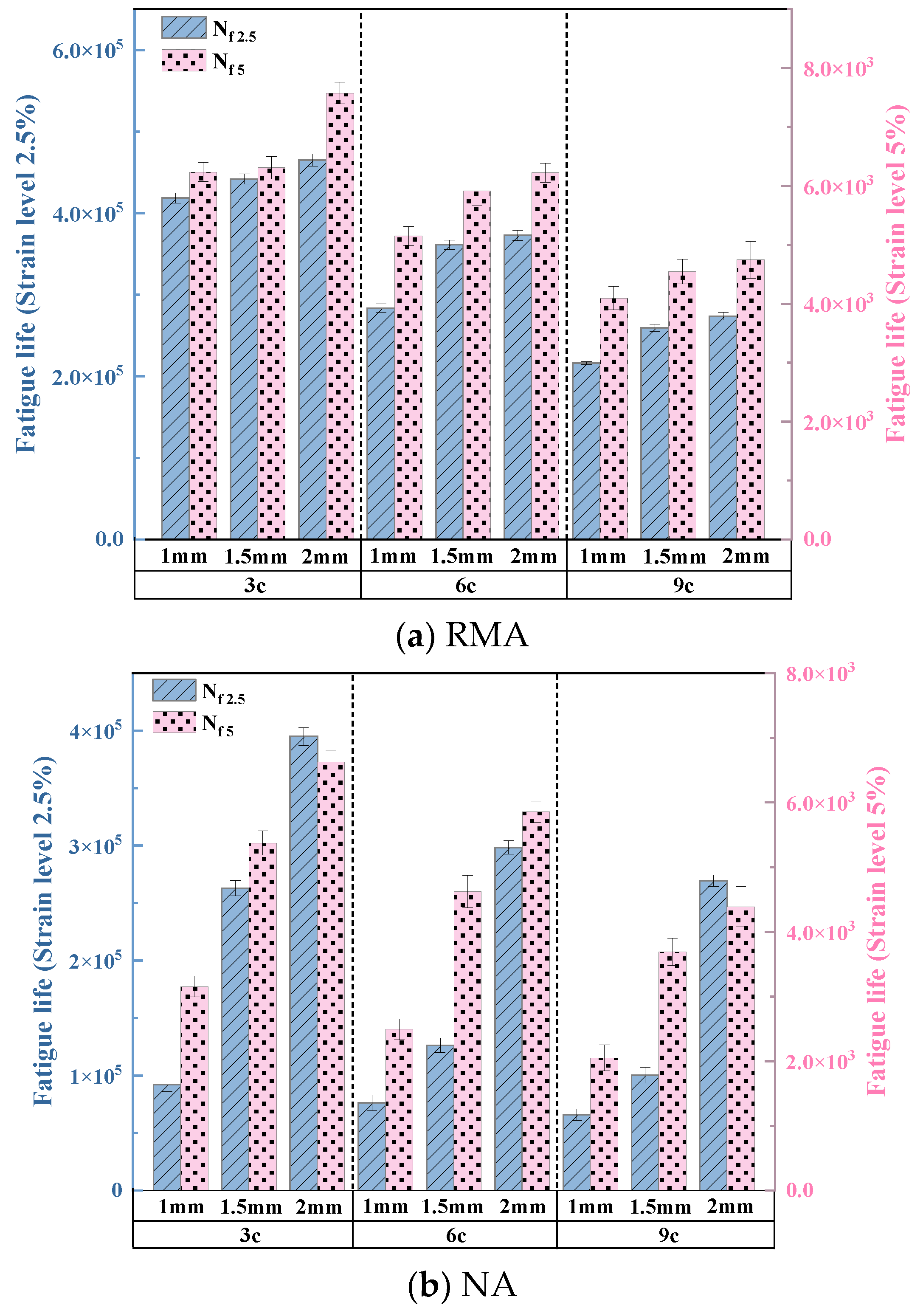
4.1.4. LAS Test Results
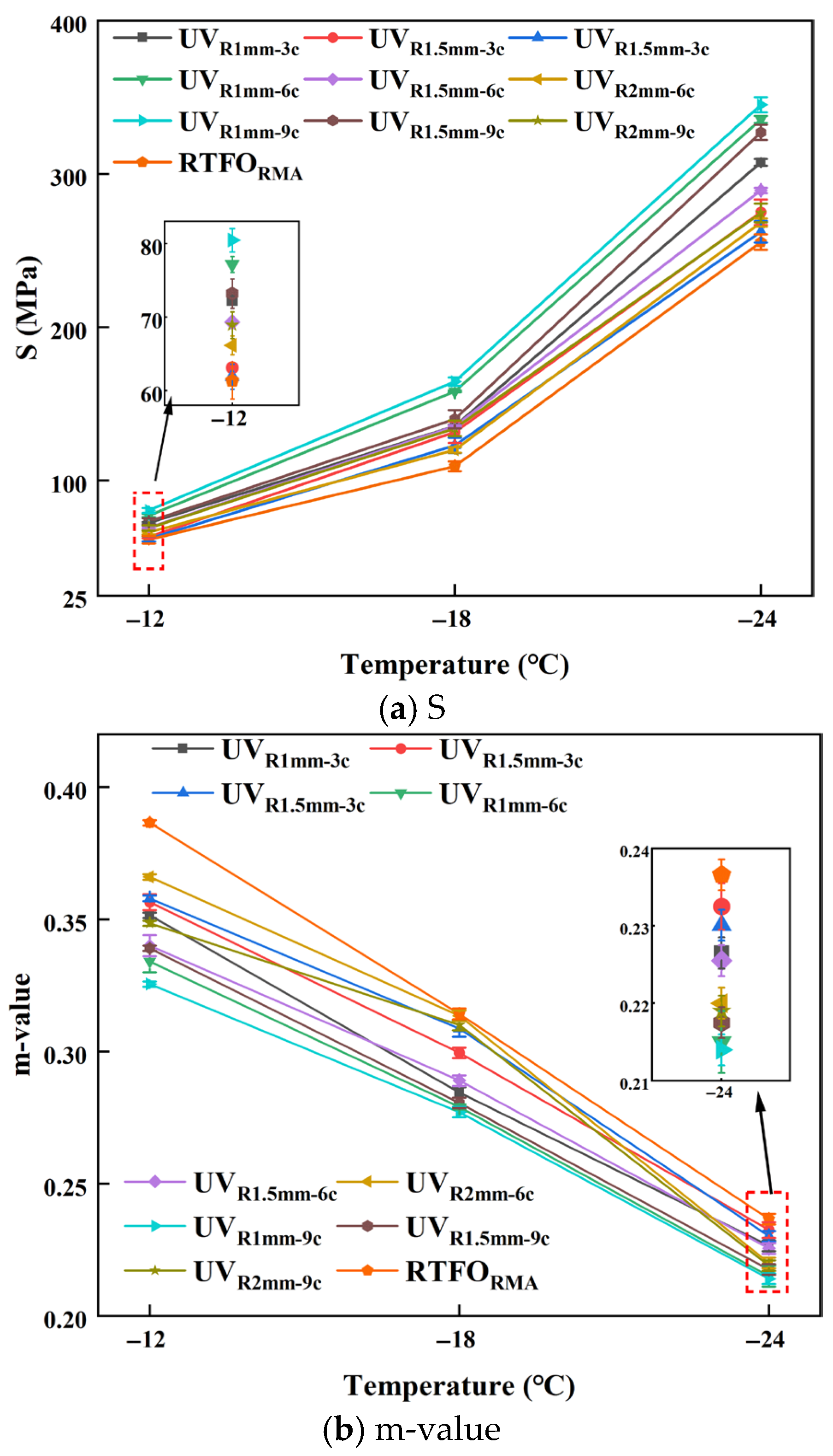
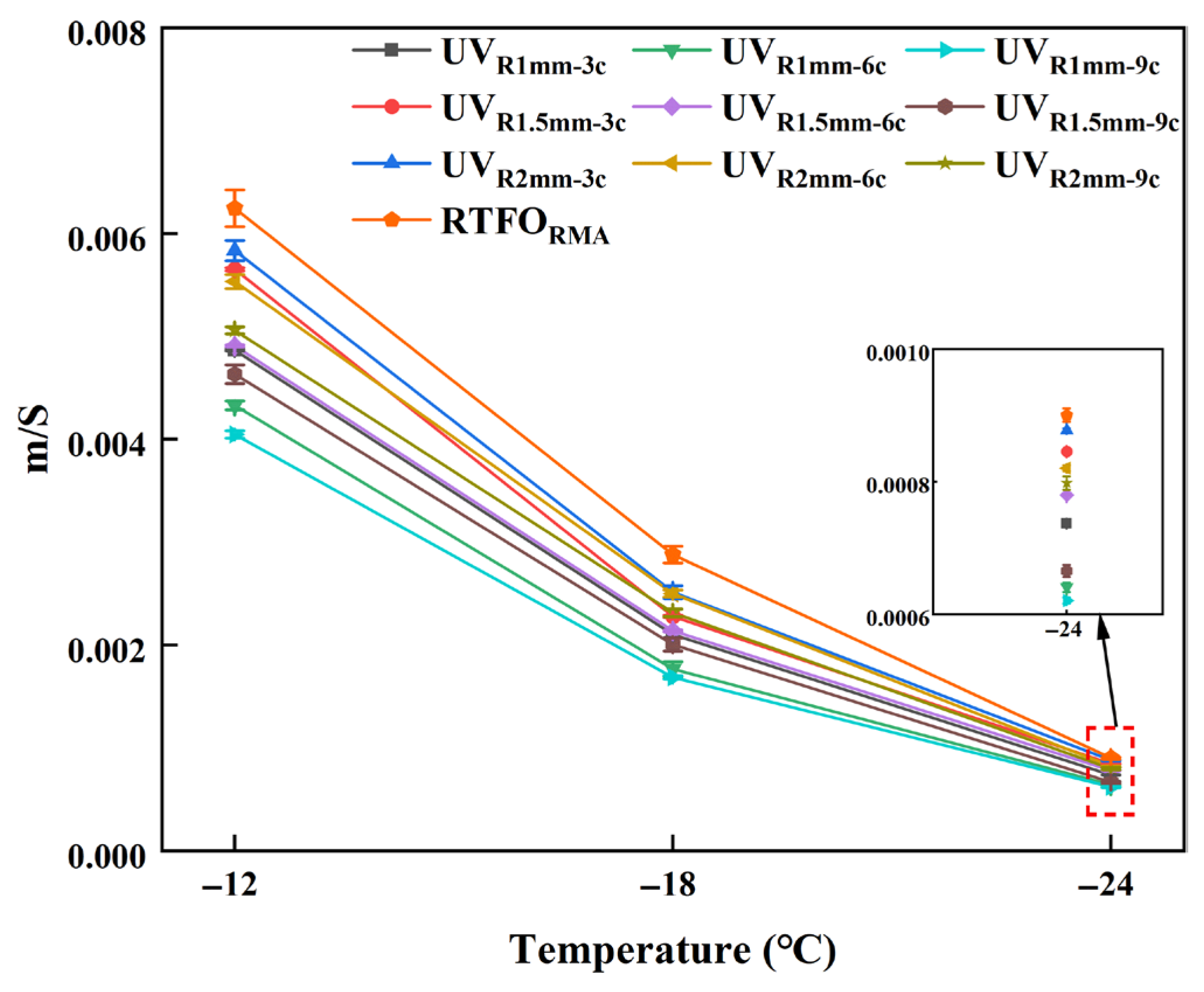
4.1.5. BBR Test Results
4.2. Microstructural Mechanism
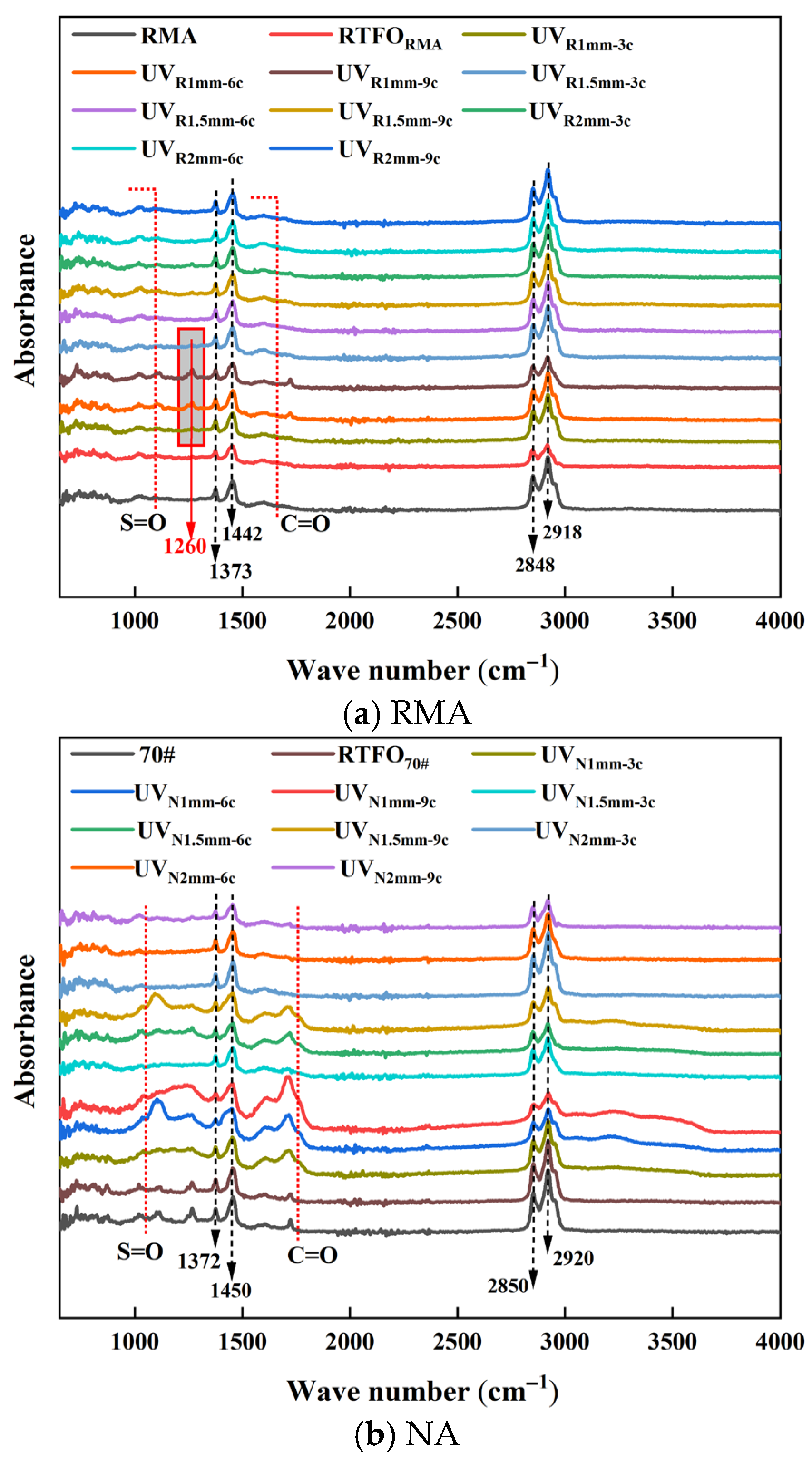
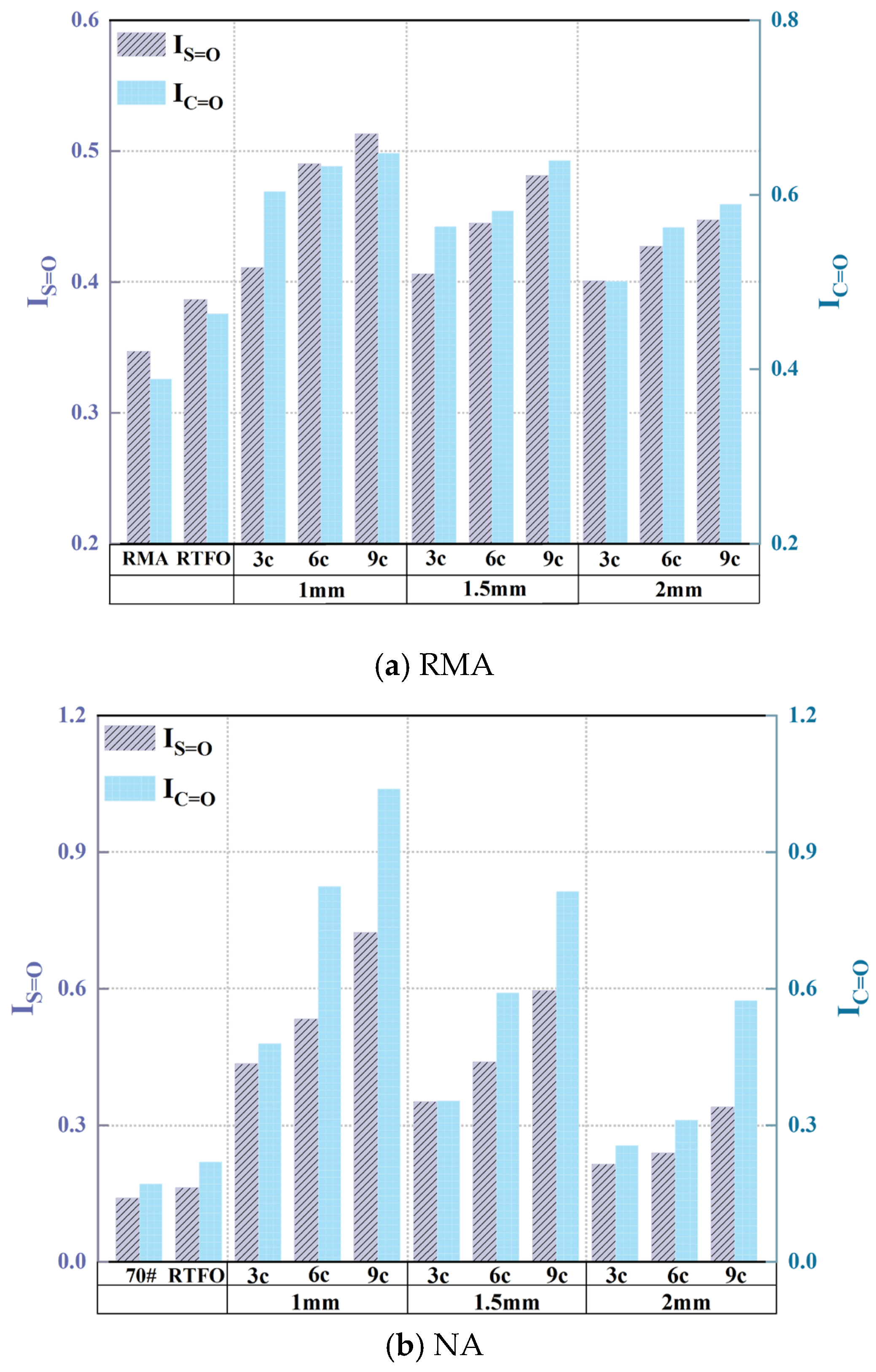
4.2.1. FTIR
4.2.2. SEM
5. Conclusions
- (1)
- The addition of rubber powder significantly improved the UV aging resistance of RMA. The RMA with 1 mm film thickness after nine aging cycles exhibited the most pronounced changes. Under 1 mm-9 c aging conditions, RMA outperformed NA in rutting resistance, elastic recovery, fatigue life, and low-temperature cracking resistance by 5, 1.83, 3.29, and 3 times, respectively.
- (2)
- Aging effects were more pronounced in RMA with thinner films under prolonged UV exposure. Under 1 mm-9 c UV conditions, the rutting resistance, elastic recovery, fatigue life, and low-temperature cracking resistance of RMA were 1.33, 1.11, 0.54, and 0.67 times those of RMA with 2 mm-3 c, respectively. Under different ultraviolet aging conditions, similar effects were achieved. High-temperature performance and elastic recovery ability were comparable under 1.5 mm-3 c and 2 mm-6 c, as well as 1 mm-6 c and 1.5 mm-9 c conditions.
- (3)
- The increased activity of C=C and C-H under photo-oxidative aging caused a greater impact on the carbonyl groups than the sulfoxide groups. For the RMA with a 1 mm film thickness after nine cycles of UV aging, the aging rate of carbonyl groups was 18.7% higher than that of sulfoxide groups. The presence of carbon black in the rubber mitigated the reactivity of chemical functional groups in RMA under UV radiation.
- (4)
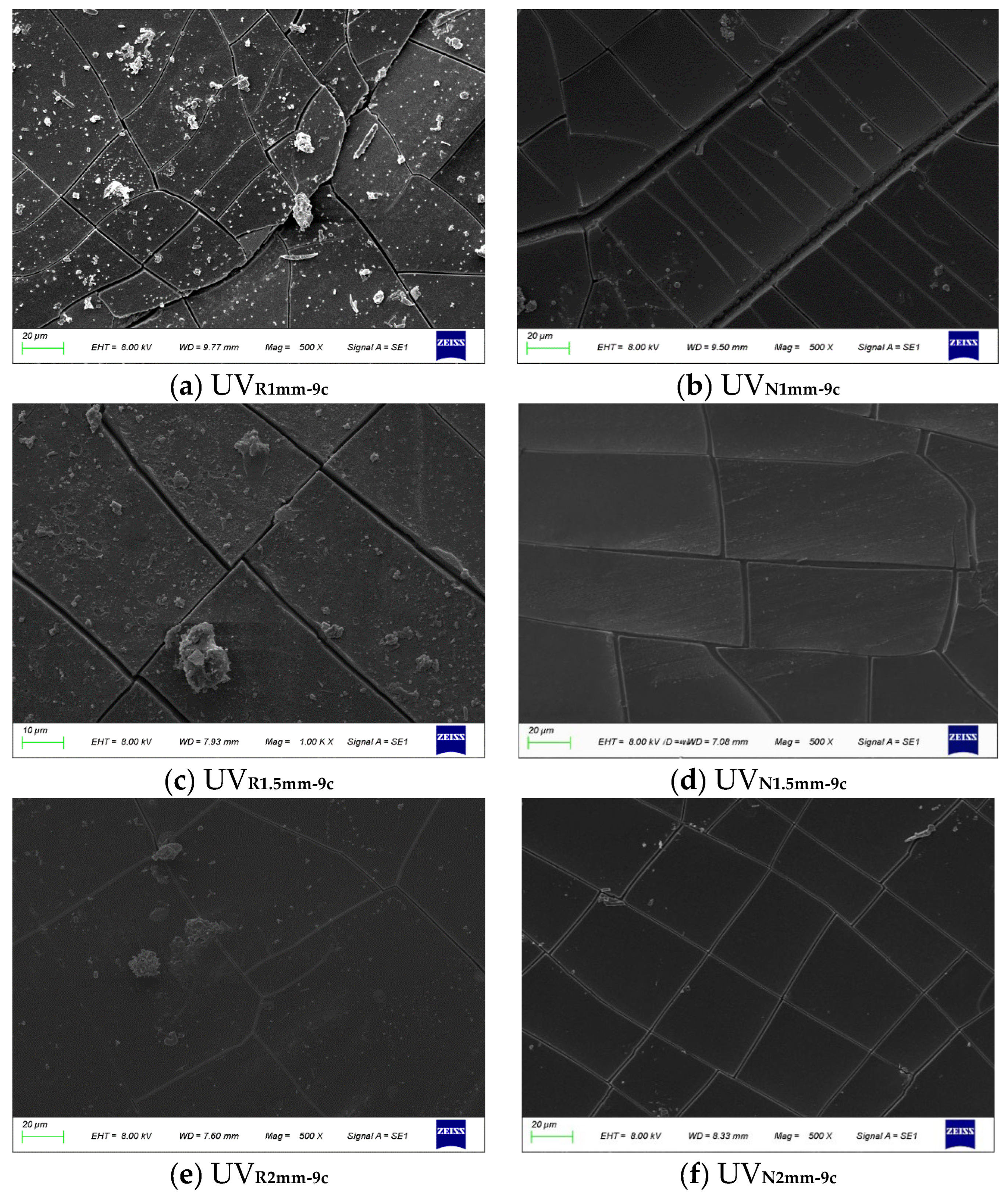
- SEM analysis showed that under prolonged UV radiation, RMA with thinner films exhibited increased rubber powder detachment, deeper oxidation, wider cracks, and irregular surface cracks. Rubber powder absorbed UV radiation, maintaining the stability of RMA. The maximum crack width of the 1 mm NA film was twice that of RMA. This revealed the pattern of crack resistance degradation due to aging from a microstructural perspective.
6. Future Research Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ge, D.; Jiang, X.; Lyu, S.; Zhang, H.; Song, X. Research progress of rubber-modified asphalt by wet process. J. China Foreign Highw. 2024, 44, 27–50. [Google Scholar] [CrossRef]
- Jiao, B.; Gong, M. Multiscale enhancement mechanism of low-temperature performance for degraded recycled waste rubber asphalt binders: MD simulation and microscopic investigation. J. Clean. Prod. 2024, 461, 142647. [Google Scholar] [CrossRef]
- Mohamed, A.S.; Cao, Z.; Xu, X.; Xiao, F.; Abdel-Wahed, T. Bonding, rheological, and physiochemical characteristics of reclaimed asphalt rejuvenated by crumb rubber modified binder. J. Clean. Prod. 2022, 373, 133896. [Google Scholar] [CrossRef]
- Zhang, L.; Xing, C.; Gao, F.; Li, T.-s.; Tan, Y.-q. Using DSR and MSCR tests to characterize high temperature performance of different rubber modified asphalt. Constr. Build. Mater. 2016, 127, 466–474. [Google Scholar] [CrossRef]
- Ji, Z.; Wang, Z.; Feng, L.; He, P.; Li, S. Chemical and Rheological Evaluation of the Ageing Behaviour of High-Content Crumb Rubber Asphalt Binder. Polymers 2024, 16, 3088. [Google Scholar] [CrossRef]
- Yang, W.; Yi, S.; Dai, T.; Li, T.; Gan, Y. Experimental Research on Anti-UV Aging Performance of Tire Pyrolysis Carbon Black (TPCB) Modified Asphalt. J. China Foreign Highw. 2024, 44, 103–109. [Google Scholar] [CrossRef]
- Chen, J.; Yan, K.; You, L. Rheological and Spectroscopic Properties of Ethylene Vinyl Acetate–Modified Rubberized Asphalt. J. Mater. Civ. Eng. 2020, 32, 04020142. [Google Scholar] [CrossRef]
- Ji, W.; He, D.; Wu, D.; Kargar Razi, M. Research on the Rheological Properties of the Plant Oil Pitch. Int. J. Chem. Eng. 2021, 2021, 5526113. [Google Scholar] [CrossRef]
- Li, S.; Chang, J.; Li, Q.; Zhou, Y.; Wang, W. Relationship between chemical and physical or rheological properties of asphalt binders during aging. Pet. Sci. Technol. 2020, 38, 905–911. [Google Scholar] [CrossRef]
- Ren, S.; Liu, X.; van Aggelen, M.; Lin, P.; Erkens, S. Do different chemical and rheological properties act as effective and critical indicators for efficiency evaluation of rejuvenated bitumen? Constr. Build. Mater. 2024, 411, 134774. [Google Scholar] [CrossRef]
- Li, M.; Gao, Z.; He, Z.; Ma, J.; Zhao, W.; Dang, S.; Wei, C. Effects of Silicone Rubber on Rheological Properties and Aging Characteristics of Asphalt Binder. Polymers 2024, 16, 1903. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Wang, T.; Pei, J.; Amirkhanian, S.; Xiao, F.; Ye, Q.; Fan, Z. Low temperature and fatigue characteristics of treated crumb rubber modified asphalt after a long term aging procedure. J. Clean. Prod. 2019, 234, 1262–1274. [Google Scholar] [CrossRef]
- Cong, P.; Xun, P.; Xing, M.; Chen, S. Investigation of asphalt binder containing various crumb rubbers and asphalts. Constr. Build. Mater. 2013, 40, 632–641. [Google Scholar] [CrossRef]
- Chang, M.; Zhang, Y.; Pei, J.; Zhang, J.; Wang, M.; Ha, F. Low-Temperature Rheological Properties and Microscopic Characterization of Asphalt Rubbers Containing Heterogeneous Crumb Rubbers. Materials 2020, 13, 4120. [Google Scholar] [CrossRef] [PubMed]
- Geng, J.; Chen, M.; Xia, C.; Liao, X.; Chen, Z.; Chen, H.; Niu, Y. Quantitative determination for effective rubber content in aged modified asphalt binder. J. Clean. Prod. 2022, 331, 129978. [Google Scholar] [CrossRef]
- Ma, J.; Sun, G.; Sun, D.; Zhang, Y.; Cannone Falchetto, A.; Lu, T.; Hu, M.; Yuan, Y. Rubber asphalt modified with waste cooking oil residue: Optimized preparation, rheological property, storage stability and aging characteristic. Constr. Build. Mater. 2020, 258, 120372. [Google Scholar] [CrossRef]
- Zhou, T.; Zhou, J.; Li, Q.; Li, B. Aging Properties and Mechanism of Microwave-Activated Crumb Rubber Modified Asphalt Binder. Front. Mater. 2020, 7, 603938. [Google Scholar] [CrossRef]
- Wang, G.; Wang, X.; Lv, S.; Qin, L.; Peng, X. Laboratory Investigation of Rubberized Asphalt Using High-Content Rubber Powder. Materials 2020, 13, 4437. [Google Scholar] [CrossRef]
- Kim, H.H.; Mazumder, M.; Torres, A.; Lee, S.-J.; Lee, M.-S. Characterization of CRM Binders with Wax Additives Using an Atomic Force Microscopy (AFM) and an Optical Microscopy. Adv. Civ. Eng. Mater. 2017, 6, 504–525. [Google Scholar] [CrossRef]
- Lyu, L.; Fini, E.H.; Pei, J.; Poulikakos, L.D. Aging evolution and sustainability implications of crumb rubberized asphalt binder: A state-of-the-art. J. Clean. Prod. 2024, 434, 140202. [Google Scholar] [CrossRef]
- Song, L.; Xie, X.; Tu, P.; Fan, J.; Gao, J. Study on Aging Mechanism and High-Temperature Rheological Properties of Low-Grade Hard Asphalt. Materials 2023, 16, 5641. [Google Scholar] [CrossRef]
- Wang, H.; You, Z.; Mills-Beale, J.; Hao, P. Laboratory evaluation on high temperature viscosity and low temperature stiffness of asphalt binder with high percent scrap tire rubber. Constr. Build. Mater. 2012, 26, 583–590. [Google Scholar] [CrossRef]
- He, Z.; Xie, T.; Yu, H.; Ge, J.; Dai, W. Evaluation of quantum dot composite graphene/Titanium oxide enhanced UV aging resistance modified asphalt. Constr. Build. Mater. 2023, 408, 133732. [Google Scholar] [CrossRef]
- Guo, M.; Yin, X.; Liang, M.; Du, X. Study on effect of thermal, oxidative and ultraviolet coupled aging on rheological properties of asphalt binder and their contribution rates. Int. J. Pavement Eng. 2023, 24, 2239426. [Google Scholar] [CrossRef]
- Lyu, L.; Pei, J.; Hu, D.; Fini, E.H. Durability of rubberized asphalt binders containing waste cooking oil under thermal and ultraviolet aging. Constr. Build. Mater. 2021, 299, 124282. [Google Scholar] [CrossRef]
- Hu, J.; Wu, S.; Liu, Q.; García Hernández, M.I.; Zeng, W.; Xie, W. Study of Antiultraviolet Asphalt Modifiers and Their Antiageing Effects. Adv. Mater. Sci. Eng. 2017, 2017, 9595239. [Google Scholar] [CrossRef]
- Xiang, Y.; Xie, Y.; Long, G.; Zeng, L. Ultraviolet irradiation of crumb rubber on mechanical performance and mechanism of rubberised asphalt. Road Mater. Pavement Des. 2019, 20, 1624–1637. [Google Scholar] [CrossRef]
- Abouelsaad, A.; White, G. The Combined Effect of Ultraviolet Irradiation and Temperature on Hot Mix Asphalt Mixture Aging. Sustainability 2022, 14, 5942. [Google Scholar] [CrossRef]
- Xu, Y.; Niu, K.; Zhu, H.; Chen, R.; Ou, L. Evaluating the Effects of Polyphosphoric Acid (PPA) on the Anti-Ultraviolet Aging Properties of SBR-Modified Asphalt. Materials 2023, 16, 2784. [Google Scholar] [CrossRef]
- Wu, Y.T. Low-temperature rheological behavior of ultraviolet irradiation aged matrix asphalt and rubber asphalt binders. Constr. Build. Mater. 2017, 157, 708–717. [Google Scholar] [CrossRef]
- Xu, S.F.; Ren, X.Y.; Wu, H.L.; Liu, H.Z.; Xu, M.; Zhu, Z.X.; Ling, M. Effect of Ultraviolet Aging on Fundamental Properties of Polymer and Crumb Rubber Modified Asphalt and Asphalt Mixtures. J. Mater. Civ. Eng. 2024, 36, 05024005. [Google Scholar] [CrossRef]
- Ju, Z.; Ge, D.; Xue, Y.; Duan, D.; Lv, S.; Cao, S. Investigation of the influence of the variable-intensity ultraviolet aging on asphalt properties. Constr. Build. Mater. 2024, 411, 134720. [Google Scholar] [CrossRef]
- Zadshir, M.; Ploger, D.; Yu, X.; Sangiorgi, C.; Yin, H. Chemical, thermophysical, rheological, and microscopic characterisation of rubber modified asphalt binder exposed to UV radiation. Road Mater. Pavement Des. 2020, 21, S123–S139. [Google Scholar] [CrossRef]
- Jamal, M.; Lanotte, M.; Giustozzi, F. Exposure of crumb rubber modified bitumen to UV radiation: A waste-based sunscreen for roads. J. Clean. Prod. 2022, 348, 131372. [Google Scholar] [CrossRef]
- Jamal, M.; Giustozzi, F. Enhancing the asphalt binder’s performance against oxidative ageing and solar radiations by incorporating rubber from waste tyres. Constr. Build. Mater. 2022, 350, 128803. [Google Scholar] [CrossRef]
- Gao, M.; Fan, C.; Chen, X.; Li, M.; Abdul Khalil, H.P.S. Study on Ultraviolet Aging Performance of Composite Modified Asphalt Based on Rheological Properties and Molecular Dynamics Simulation. Adv. Mater. Sci. Eng. 2022, 2022, 7894190. [Google Scholar] [CrossRef]
- Zhang, D.; Huang, Z.; Yuan, G.; Zheng, Y.; Qian, G.; You, Z.; Zhang, H. Research on the anti-aging mechanism of SBS-modified asphalt compounded with multidimensional nanomaterials based on atomic force microscopy. Constr. Build. Mater. 2022, 317, 125808. [Google Scholar] [CrossRef]
- Borinelli, J.B.; Enfrin, M.; Blom, J.; Giustozzi, F.; Vuye, C.; Hernando, D. Investigating thermal and UV ageing effects on crumb rubber modified bitumen enhanced with emission reduction agents and carbon black. Constr. Build. Mater. 2024, 449, 138452. [Google Scholar] [CrossRef]
- Ju, Z.; Ge, D.; Zhang, H.; Lv, S.; Xue, Y. Rheological behavior and microscopic characteristic of electromagnetic thermal activated crumb rubber and SBS modified asphalt. Constr. Build. Mater. 2024, 444, 137892. [Google Scholar] [CrossRef]
- AASHTO T 49; Standard Method of Test for the Penetration of Bituminous Materials. American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2006.
- AASHTO T 51; Standard Method of Test for Ductility of Asphalt Materials. American Association of State Highway and Transportation Officials(AASHTO): Washington, DC, USA, 2013.
- AASHTO T 53; Standard Test Method for Softening Point of Bitumen (Ring-and-Ball Apparatus). American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2016.
- AASHTO T 228; Standard Method of Test for Specific Gravity of Semi-Solid Asphalt Materials (Pycnometer Method). American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2019.
- AASHTO T 48; Standard Method of Test for Flash Point by Cleveland Open Cup. American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2019.
- Ju, Z.; Ge, D.; Wu, Z.; Xue, Y.; Lv, S.; Li, Y.; Fan, X. The performance evaluation of high content bio-asphalt modified with polyphosphoric acid. Constr. Build. Mater. 2022, 361, 129593. [Google Scholar] [CrossRef]
- AASHTO T 240; Standard Method of Test for Effect of Heat and Air on a Moving Film of Asphalt Binder (Rolling Thin-Film Oven Test). American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2019.
- AASHTO T 315; Standard Method of Test for Determining the Rheological Properties of Asphalt Binder Using a Dynamic Shear Rheometer (DSR). American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2019.
- Yang, X.; You, Z.; Dai, Q.; Mills-Beale, J. Mechanical performance of asphalt mixtures modified by bio-oils derived from waste wood resources. Constr. Build. Mater. 2014, 51, 424–431. [Google Scholar] [CrossRef]
- AASHTO T 350-14; Standard Method of Test for Multiple Stress Creep Recovery (MSCR) Test of Asphalt Binder Using a Dynamic Shear Rheometer. American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2014.
- AASHTO TP 101-14; Standard Method of Test for Estimating the Fatigue Life of Asphalt Binders Using the Linear Amplitude Sweep (LAS) Test. American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2014.
- AASHTO T 313; Standard Method of Test for Determining the Flexural Creep Stiffness of Asphalt Binder Using the Bending Beam Rheometer (BBR). American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2019.
- Hou, X.; Lv, S.; Chen, Z.; Xiao, F. Applications of Fourier transform infrared spectroscopy technologies on asphalt materials. Measurement 2018, 121, 304–316. [Google Scholar] [CrossRef]
- Fan, T.; Han, S.; Si, C. Fatigue performance of calcium sulfate whisker-modified asphalt under multi-modal aging conditions. J. Clean. Prod. 2025, 494, 144976. [Google Scholar] [CrossRef]
- Islam, M.R.; Salomon, D.; Wasiuddin, N.M. Investigation of oxidative aging of field-extracted asphalt binders at various conditions using carbonyl index. Constr. Build. Mater. 2024, 415, 134969. [Google Scholar] [CrossRef]
- Yang, J.; Zhang, Z.; Xue, J.; Lei, J.a.; Liu, Y.; Wang, Y.; Fang, Y. Variation and mechanism of asphalt-aggregate interface features under ultraviolet aging based on meso- and micro-observations. Constr. Build. Mater. 2023, 400, 132830. [Google Scholar] [CrossRef]
- Jamal, M.; Martinez-Arguelles, G.; Giustozzi, F. Effect of waste tyre rubber size on physical, rheological and UV resistance of high-content rubber-modified bitumen. Constr. Build. Mater. 2021, 304, 124638. [Google Scholar] [CrossRef]
- Liu, Y.-R.; Tang, X.; Zeng, Q.; Lai, J.-P. Impacts of ultraviolet absorption by zinc oxide nanoparticle modifiers on asphalt aging. Sci. Rep. 2024, 14, 19918. [Google Scholar] [CrossRef]
- Li, H.; Yu, J.; Wu, S.; Pang, L.; Li, Y.; Wu, Y. Property of Anti-Ultraviolet Aging of LDHs Modified Asphalt. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2018, 33, 634–638. [Google Scholar] [CrossRef]
- Ma, Y.; Wang, S.; Zhang, M.; Jiang, X.; Polaczyk, P.; Huang, B. Weather aging effects on modified asphalt with rubber-polyethylene composites. Sci. Total Environ. 2023, 865, 161089. [Google Scholar] [CrossRef]
- Lee, S.-J.; Hu, J.; Kim, H.; Amirkhanian, S.N.; Jeong, K.-D. Aging analysis of rubberized asphalt binders and mixes using gel permeation chromatography. Constr. Build. Mater. 2011, 25, 1485–1490. [Google Scholar] [CrossRef]
- Lin, M.; Shuai, J.; Li, P.; Kang, X.; Lei, Y. Analysis of rheological properties and micro-mechanism of aged and reclaimed asphalt based on multi-scales. Constr. Build. Mater. 2022, 321, 126290. [Google Scholar] [CrossRef]
- Bendjaouahdou, C.; Bensaad, S. Aging studies of a polypropylene and natural rubber blend. Int. J. Ind. Chem. 2018, 9, 345–352. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Measured Value | Reference Standard | Specification |
|---|---|---|---|
| Penetration (0.1 mm) | 71 | AASHTO T 49 [40] | 60–80 |
| Ductility (cm) | 108.1 | AASHTO T 51 [41] | ≥100 |
| Softening point (°C) | 51.2 | AASHTO T 53 [42] | ≥46 |
| Density (g/cm3) | 1.028 | AASHTO T 228 [43] | - |
| Flash point (°C) | 302 | AASHTO T 48 [44] | ≥260 |
| Property | Test Result |
|---|---|
| Density (g/cm3) | 1.18 |
| Carbon black content (mass ratio, %) | 29 |
| Ash content (mass ratio, %) | 3 |
| Acetone extract (mass ratio, %) | 7 |
| Rubber hydrocarbon content (mass ratio, %) | 56 |
| Asphalt Type | Asphalt Film Thickness | Aging Cycle | Abbreviation |
|---|---|---|---|
| Neat asphalt | / | / | NA |
| Rubber-modified asphalt | / | / | RMA |
| RTFO-aged neat asphalt | / | / | RTFONA |
| RTFO-aged rubber-modified asphalt | / | / | RTFORMA |
| Ultraviolet-aged neat asphalt | x = 1 mm/1.5 mm/2 mm | y = 3 c/6 c/9 c | UVNxmm-yc |
| Ultraviolet-aged rubber-modified asphalt | x = 1 mm/1.5 mm/2 mm | y = 3 c/6 c/9 c | UVRxmm-yc |
| Type | Jnr at 3.2 kPa (kPa−1) | |
|---|---|---|
| Neat Asphalt | Rubber-Modified Asphalt | |
| RTFO | 3.2408 | 0.0448 |
| 1 mm-3 c | 1.6292 | 0.0253 |
| 1.5 mm-3 c | 1.8692 | 0.0342 |
| 2 mm-3 c | 1.9529 | 0.0405 |
| 1 mm-6 c | 1.5466 | 0.0228 |
| 1.5 mm-6 c | 1.7223 | 0.0302 |
| 2 mm-6 c | 1.8933 | 0.0375 |
| Asphalt Type | −12 °C | −18 °C | −24 °C | |||
|---|---|---|---|---|---|---|
| S | m | S | m | S | m | |
| NARTFO | 128.7 | 0.3962 | 371.5 | 0.3165 | 795.5 | 0.218 |
| UVN1mm-3c | 143.4 | 0.2811 | 380.6 | 0.3075 | 808.6 | 0.206 |
| UVN1.5mm-3c | 138.6 | 0.2839 | 376.1 | 0.3186 | 803.2 | 0.211 |
| UVN2mm-3c | 135 | 0.2847 | 373.9 | 0.3203 | 798.5 | 0.215 |
| UVN1mm-6c | 155.3 | 0.2783 | 388.5 | 0.2966 | 815.3 | 0.198 |
| UVN1.5mm-6c | 149.6 | 0.2795 | 383.3 | 0.3024 | 811.9 | 0.203 |
| UVN2mm-6c | 136.2 | 0.2892 | 374.6 | 0.3112 | 797.1 | 0.213 |
| UVN1mm-9c | 164.7 | 0.2774 | 395.2 | 0.2755 | 823.2 | 0.177 |
| UVN1.5mm-9c | 160.1 | 0.2766 | 389.6 | 0.2936 | 816.6 | 0.195 |
| UVN2mm-9c | 155.2 | 0.2799 | 384.5 | 0.2977 | 809.3 | 0.199 |
| Asphalt Types | Maximum Width of Cracks (μm) | |
|---|---|---|
| 1 mm-9 c | NA | 10.91 |
| RMA | 3.64 | |
| 1.5 mm-9 c | NA | 7.27 |
| RMA | 2.73 | |
| 2 mm-9 c | NA | 1.82 |
| RMA | 0.73 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Q.; Hou, F.; Ge, D.; Lv, S.; Ju, Z. Study on Performance and Aging Mechanism of Rubber-Modified Asphalt Under Variable-Intensity UV Aging. Materials 2025, 18, 3186. https://doi.org/10.3390/ma18133186
Liu Q, Hou F, Ge D, Lv S, Ju Z. Study on Performance and Aging Mechanism of Rubber-Modified Asphalt Under Variable-Intensity UV Aging. Materials. 2025; 18(13):3186. https://doi.org/10.3390/ma18133186
Chicago/Turabian StyleLiu, Qian, Fujin Hou, Dongdong Ge, Songtao Lv, and Zihao Ju. 2025. "Study on Performance and Aging Mechanism of Rubber-Modified Asphalt Under Variable-Intensity UV Aging" Materials 18, no. 13: 3186. https://doi.org/10.3390/ma18133186
APA StyleLiu, Q., Hou, F., Ge, D., Lv, S., & Ju, Z. (2025). Study on Performance and Aging Mechanism of Rubber-Modified Asphalt Under Variable-Intensity UV Aging. Materials, 18(13), 3186. https://doi.org/10.3390/ma18133186