
Prediction of Multiphase Flow in Ruhrstahl–Heraeus (RH) Reactor
Abstract
1. Introduction
- (1)
- In 1989, Tsujino et al. [17] investigated the flow field of molten steel in RH on the base of the flux balance between the down and up snorkel, but the fluid only involves in the molten steel.
- (2)
- (3)
- The molten steel and the bubbles were continuous phases, and the Euler–Euler model was applied to describe the multiphase flow in RH [20].
- (4)
2. Mathematical Model
2.1. Assumptions
- (1)
- (2)
- (3)
- (4)
- The bubbles are the rigid spheres [28], and they do not aggregate with each other or break up.
2.2. Governing Equations
2.2.1. Euler–Euler Model
2.2.2. Inter-Phase Momentum Transfer
2.2.3. Tracer Transfer Equation
2.3. Numerical Details
3. Model Validation
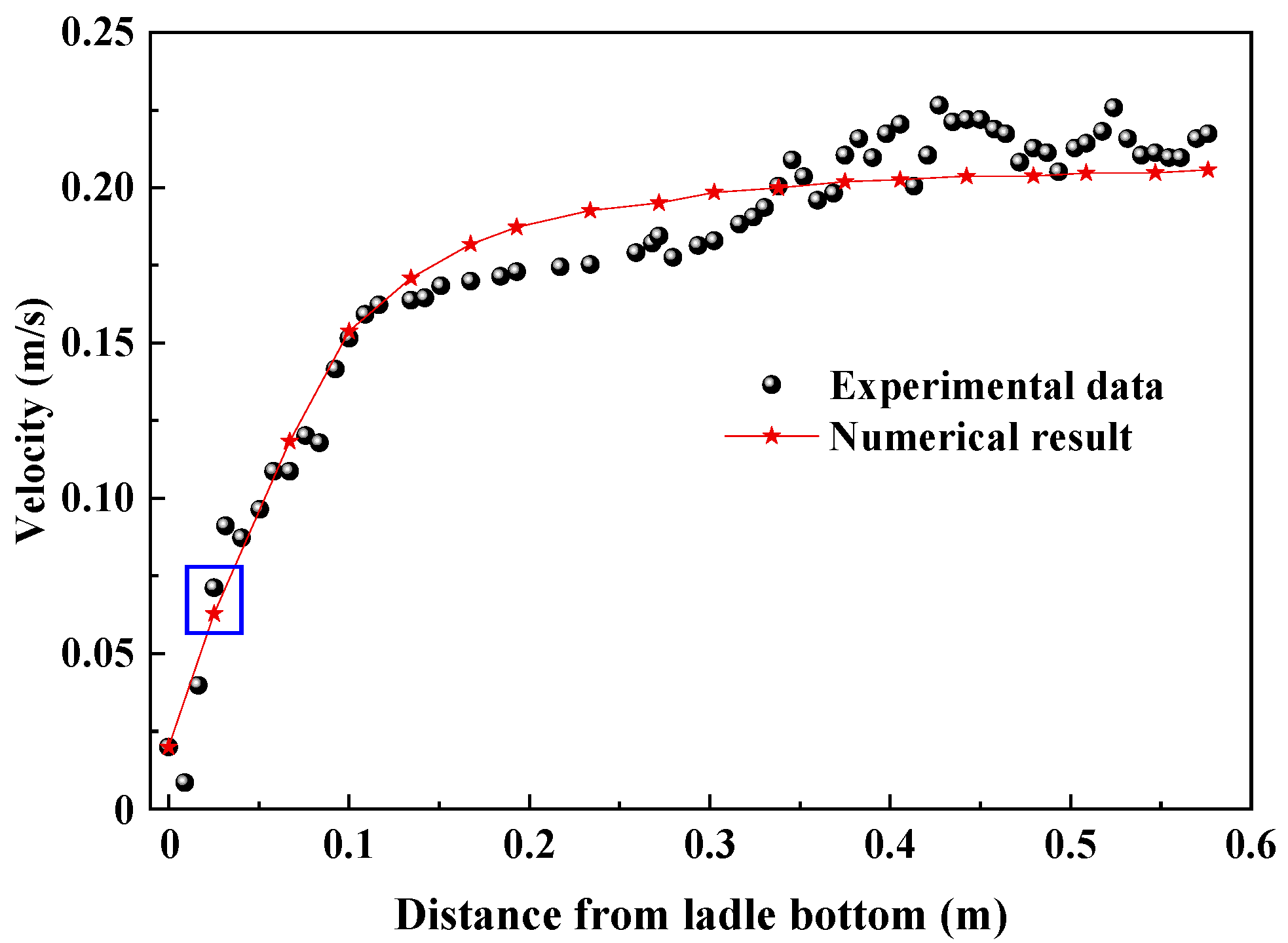
3.1. Validation of Fluid Flow
3.2. Grid-Independent Experiments
4. Results and Discussion
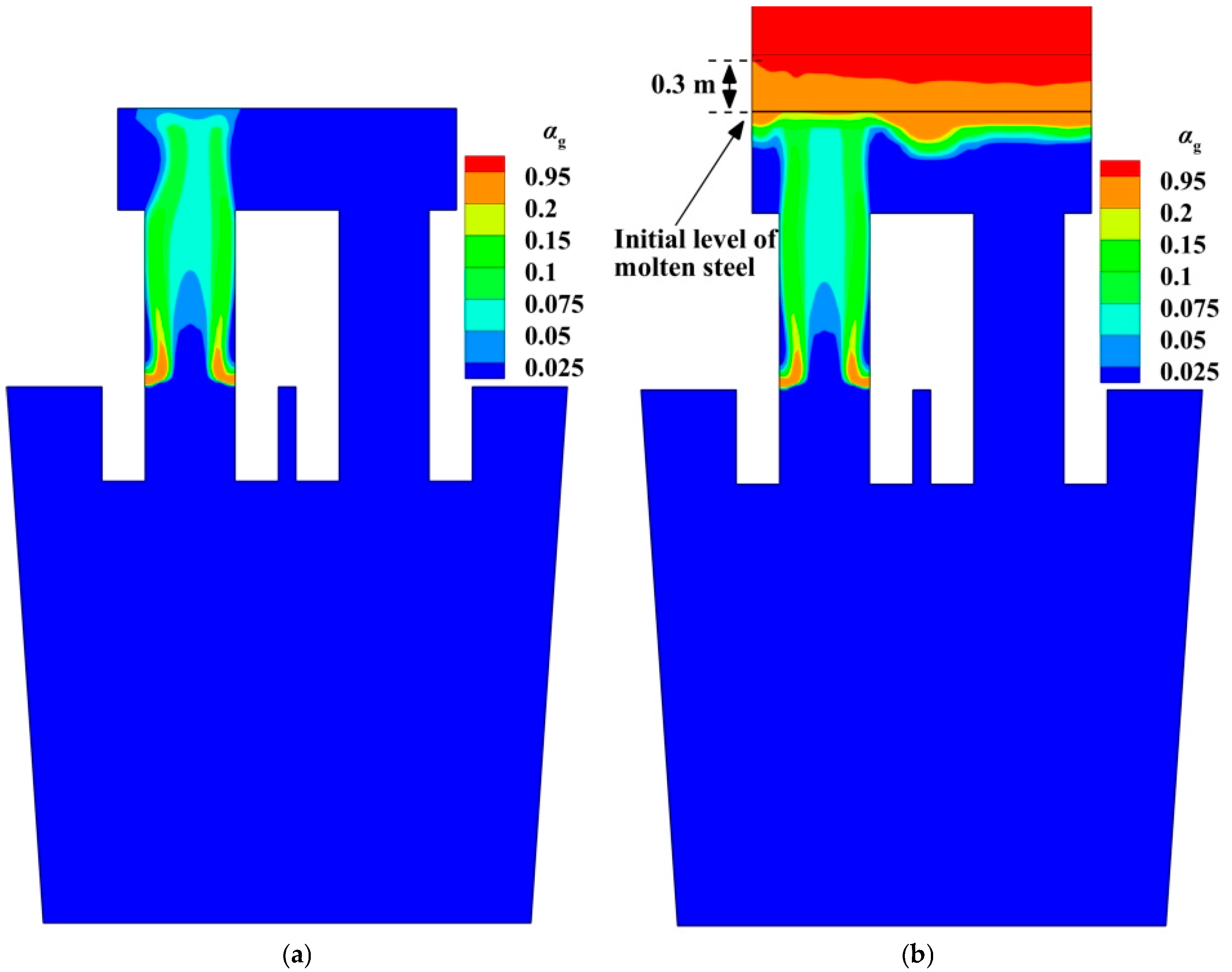
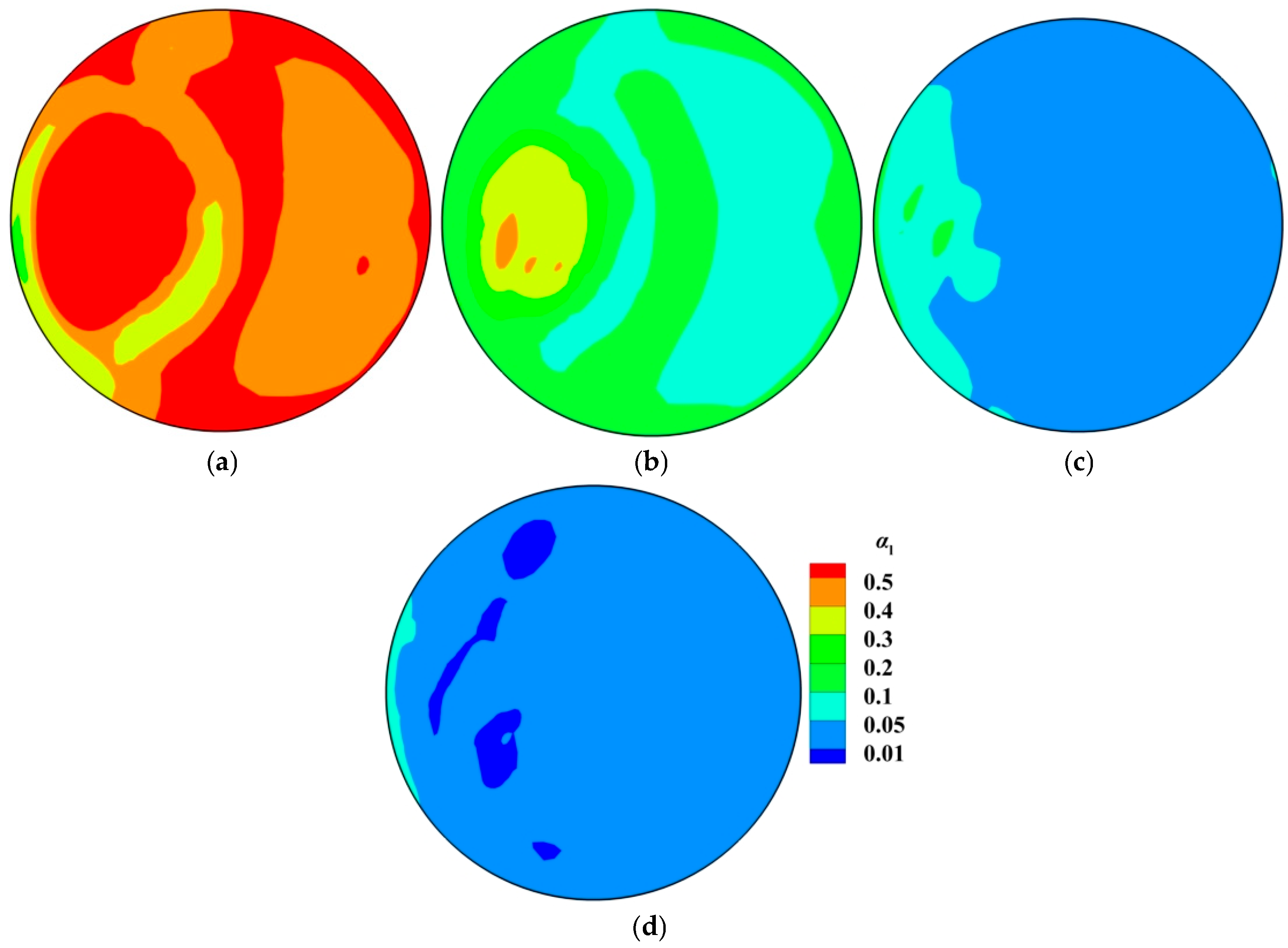
4.1. Gas Volume Fraction
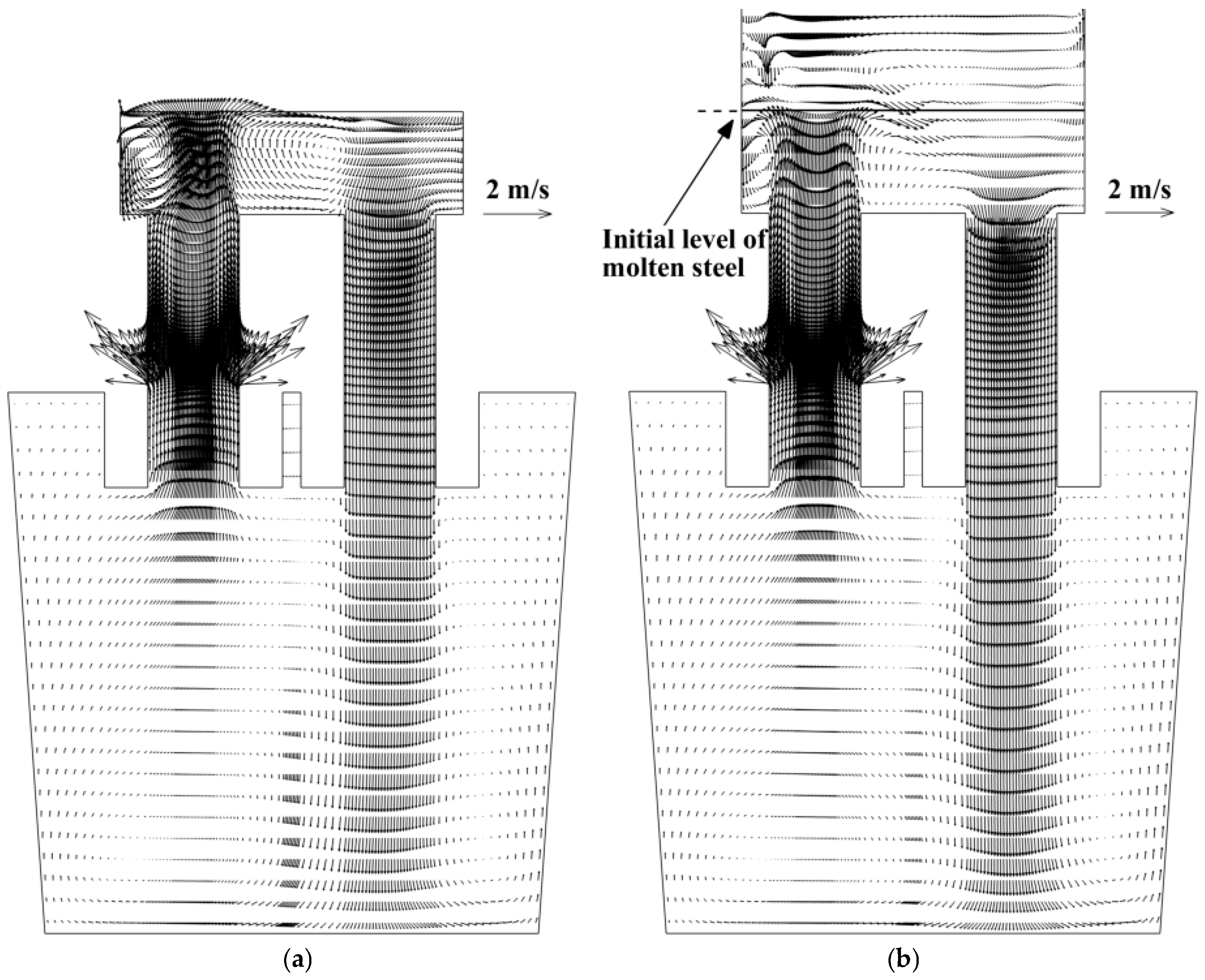
4.2. Molten-Steel Flow Field
4.3. Molten-Steel Surface Fluctuation
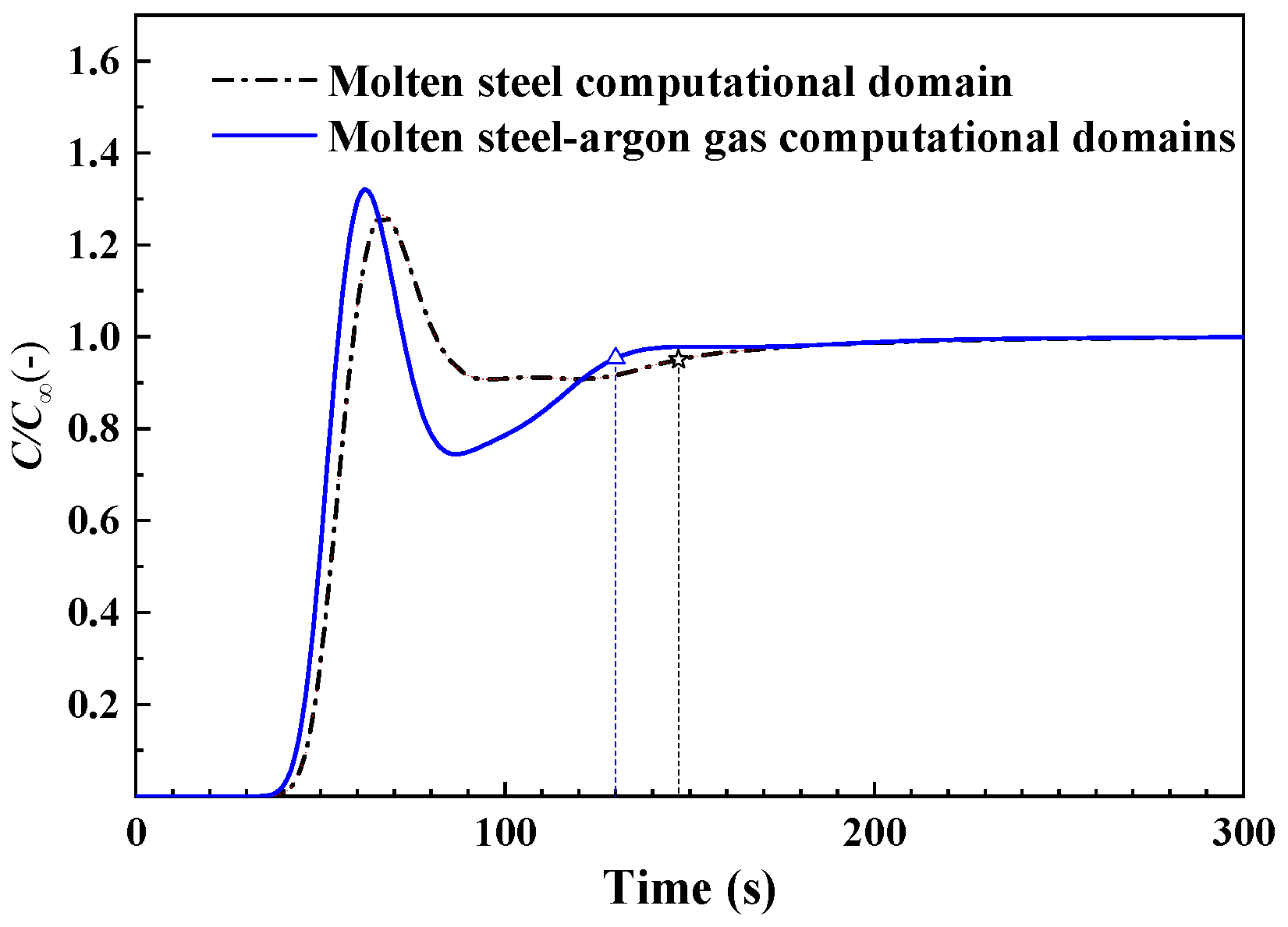
4.4. Mixing Time
5. Conclusions
- (1)
- In previous papers, the computational domain usually only involves the molten-steel domain, so they cannot describe the behavior of the splashed droplets. In the current model, there is a molten-steel domain and a gas domain. In the molten-steel domain, there is an interaction between the molten steel and the argon bubbles. In the gas domain, there is an interaction between the splashed droplets and the gas. Consequently, the computational time rises 20% in two days, but it can give the spatial distribution of the splashed droplets in the vacuum chamber. Such a spatial distribution is very important for the solution of the decarburization model in the future.
- (2)
- There are 557 kg of droplets above the initial free surface of the molten steel in the vacuum chamber in the case of 1200 NL/min, which is up to 0.43% of 130 t of molten steel in the RH, but this model cannot give the size distribution of the splashed droplets.
- (3)
- When the argon domain is considered in the computational domain, the flow fields in the ladle, up-snorkel, and down-snorkel are similar to those in the previous references. Above the free surface of the molten steel in the vacuum chamber, there are ascending and descending droplets.
- (4)
- The “fountain” formed by the upward flow from the up-snorkel exceeds 0.1 m above the free surface of molten steel.
- (5)
- The center of the vortex between the upward stream and the downward stream is closer to the upward stream in vacuum chamber.
- (6)
- The mixing time drops 12.2% after the gas domain is considered in the computational domain.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Y.; Chen, C.; Lin, W.; Yu, Y.; E, D.; Wang, S. Numerical Simulation of Tracers Transport Process in Water Model of a Vacuum Refining Unit: Single Snorkel Refining Furnace. Steel Res. Int. 2020, 91, 2000022. [Google Scholar] [CrossRef]
- Wang, J.; Ni, P.; Chen, C.; Ersson, M.; Li, Y. Effect of gas blowing nozzle angle on multiphase flow and mass transfer during RH refining process. Int. J. Miner. Met. Mater. 2023, 30, 844–856. [Google Scholar] [CrossRef]
- Silva, A.M.B.; Peixoto, J.J.M.; Silva, C.A.N.D. Numerical and physical modeling of steel desulfurization on a modified RH de-gasser. Metall. Mater. Trans. B 2023, 54B, 2651–2669. [Google Scholar] [CrossRef]
- Xu, Z.; Ouyang, X.; Chen, C.; Li, Y.; Wang, T.; Ren, R.; Yang, M.; Zhao, Y.; Xue, L.; Wang, J. Numerical Simulation of the Density Effect on the Macroscopic Transport Process of Tracer in the Ruhrstahl–Heraeus (RH) Vacuum Degasser. Sustainability 2024, 16, 3923. [Google Scholar] [CrossRef]
- Wang, J.; Ni, P.; Zhou, X.; Liu, Q.; Ersson, M.; Li, Y. Study on Multiphase Flow Characteristics During RH Refining Process Affected by Nonradial Arrangement of Gas-Blowing Nozzle. Steel Res. Int. 2023, 94, 2300200. [Google Scholar] [CrossRef]
- Meloa, P.H.R.V.; Peixotoa, J.J.M.; Galantea, G.S.; Loiolaa, B.H.M.; Silvaa, C.A.; Silvaa, I.A.; Seshadrib, V. The influence of flow asymmetry on refractory erosion in the vacuum chamber of a RH degasser. JMR&T 2019, 8, 3764–3771. [Google Scholar]
- Zhang, L.; Peng, K.; Ren, Y. Kinetic Analysis for Steel Desulfurization during Ruhrstahl–Heraeus Process. Steel Res. Int. 2023, 95, 2300399. [Google Scholar] [CrossRef]
- Chen, G.; He, S. Hydrodynamic Modeling of Two-Phase Flow in the Industrial Ruhrstahl–Heraeus Degasser: Effect of Bubble Expansion Models. Met. Mater. Trans. B 2021, 53, 208–219. [Google Scholar] [CrossRef]
- Chen, G.; He, S.; Li, Y.; Guo, Y.; Wang, Q. Investigation of Gas and Liquid Multiphase Flow in the Rheinsahl–Heraeus (RH) Reactor by Using the Euler–Euler Approach. JOM 2016, 68, 2138–2148. [Google Scholar] [CrossRef]
- Li, Y.; Chen, Z.; Tian, Y.; Wang, D.; He, Y.; Hua, C.; Ren, Z.; Zhang, P. Effect of Precipitated Bubbles on the Behavior of Gas–Liquid Two-Phase Flow in Ruhrstahl Heraeus Refining. Processes 2025, 13, 1484. [Google Scholar] [CrossRef]
- He, Y.; Zhang, S.; Liu, J.; Yang, X.; Wang, J. Fluid flow characteristics in RH vacuum refining with argon injection through down-leg snorkel. Vacuum 2025, 238, 114227. [Google Scholar] [CrossRef]
- Kishan, P.A.; Dash, S.K. Prediction of Circulation Flow Rate in the RH Degasser Using Discrete Phase Particle Modeling. ISIJ Int. 2009, 49, 495–504. [Google Scholar] [CrossRef]
- Ling, H.; Li, F.; Zhang, L.; Conejo, A.N. Investigation on the Effect of Nozzle Number on the Recirculation Rate and Mixing Time in the RH Process Using VOF + DPM Model. Met. Mater. Trans. B 2016, 47, 1950–1961. [Google Scholar] [CrossRef]
- Domgin, J.-F.; Gardin, P.; Saint-Raymond, H.; Stouvenot, F.; Huin, D. Carbon Concentration in ULC Steels Numerically Tracked in Vacuum Processes. Steel Res. Int. 2005, 76, 5–12. [Google Scholar] [CrossRef]
- Zhu, M.Y.; Wu, Y.L.; Du, C.W.; Huang, Z.Z. Numerical simulation of recirculating flow and decarburization in RH vacuum refining degasser. J. Iron Steel Res. Int. 2005, 12, 20–24. [Google Scholar]
- Ling, H.; Zhang, L. Investigation on the Fluid Flow and Decarburization Process in the RH Process. Met. Mater. Trans. B 2018, 49, 2709–2721. [Google Scholar] [CrossRef]
- Tsujino, R.; Nakashima, J.; Hirai, M.; Sawada, I. Numerical analysis of molten steel flow in ladle of RH process. ISIJ Int. 1989, 29, 589–595. [Google Scholar] [CrossRef]
- Park, Y.-G.; Doo, W.-C.; Yi, K.-W.; An, S.-B. Numerical Calculation of Circulation Flow Rate in the Degassing Rheinstahl-Heraeus Process. ISIJ Int. 2000, 40, 749–755. [Google Scholar] [CrossRef]
- Zhu, M.Y.; Sha, J.; Huang, Z.Z. Numerical simulation of molten steel flow in a RH degasser. Acta Metall. Sin. 2000, 36, 1175–1178. [Google Scholar]
- Geng, D.-Q.; Lei, H.; He, J.-C. Numerical Simulation of the Multiphase Flow in the Rheinsahl–Heraeus (RH) System. Met. Mater. Trans. B 2009, 41, 234–247. [Google Scholar] [CrossRef]
- Luo, Y.; Liu, C.; Ren, Y.; Zhang, L. Modeling on the Fluid Flow and Mixing Phenomena in a RH Steel Degasser with Oval Down-Leg Snorkel. Steel Res. Int. 2018, 89, 1800048. [Google Scholar] [CrossRef]
- Chen, G.; He, S.; Li, Y. Investigation of the Air-Argon-Steel-Slag Flow in an Industrial RH Reactor with VOF–DPM Coupled Model. Met. Mater. Trans. B 2017, 48, 2176–2186. [Google Scholar] [CrossRef]
- Chen, G.; He, S. Modeling Fluid Flow and Carbon Removal in the Ruhrstahl–Heraeus Reactor: Considering the Pumping Process. Ind. Eng. Chem. Res. 2019, 58, 18855–18865. [Google Scholar] [CrossRef]
- Peng, K.; Liu, C.; Zhang, L.; Sun, Y. Numerical Simulation of Decarburization Reaction with Oxygen Blowing During RH Refining Process. Met. Mater. Trans. B 2022, 53, 2004–2017. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, L.; Sun, Y.; Yang, W. Large Eddy Simulation on the Transient Decarburization of the Molten Steel During RH Refining Process. Met. Mater. Trans. B 2022, 53, 670–681. [Google Scholar] [CrossRef]
- Dong, J.; Feng, C.; Zhu, R.; Wei, G.; Jiang, J.; Chen, S. Simulation and Application of Ruhrstahl–Heraeus (RH) Reactor with Bottom-Blowing. Met. Mater. Trans. B 2021, 52, 2127–2138. [Google Scholar] [CrossRef]
- Sun, Y.; Chen, W.; Zhang, L. Modeling on the Desulfurization of the Molten Steel During RH Process. Met. Mater. Trans. B 2024, 55, 3950–3960. [Google Scholar] [CrossRef]
- Ling, H.; Zhang, L. Numerical Simulation of Gas and Liquid Two-Phase Flow in the RH Process. Met. Mater. Trans. B 2019, 50, 2017–2028. [Google Scholar] [CrossRef]
- Lou, W.; Zhu, M. Numerical Simulation of Gas and Liquid Two-Phase Flow in Gas-Stirred Systems Based on Euler–Euler Approach. Met. Mater. Trans. B 2013, 44, 1251–1263. [Google Scholar] [CrossRef]
- Lou, W.; Zhu, M. Numerical Simulations of Inclusion Behavior and Mixing Phenomena in Gas-stirred Ladles with Different Arrangement of Tuyeres. ISIJ Int. 2014, 54, 9–18. [Google Scholar] [CrossRef]
- Wei, J.-H.; Hu, H.-T. Mathematical modelling of molten steel flow in a whole degasser during RH refining process. Ironmak. Steelmak. 2005, 32, 427–434. [Google Scholar] [CrossRef]
- Zhu, B.; Liu, Q.; Kong, M.; Yang, J.; Li, D.; Chattopadhyay, K. Effect of Interphase Forces on Gas–Liquid Multiphase Flow in RH Degasser. Met. Mater. Trans. B 2017, 48, 2620–2630. [Google Scholar] [CrossRef]
- Chen, S.-F.; Lei, H.; Wang, M.; Yang, B.; Dai, L.-J.; Zhao, Y. Two-way coupling calculation for multiphase flow and decarburization during RH refining. Vacuum 2019, 167, 255–262. [Google Scholar] [CrossRef]
- Zhang, H.; Lei, H.; Ding, C.; Chen, S.; Xiao, Y.; Li, Q. Two-Way PBM–Euler Model for Gas and Liquid Flow in the Ladle. Materials 2023, 16, 3782. [Google Scholar] [CrossRef]
- Frank, T.; Zwart, P.; Krepper, E.; Prasser, H.-M.; Lucas, D. Validation of CFD models for mono- and polydisperse air–water two-phase flows in pipes. Nucl. Eng. Des. 2008, 238, 647–659. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
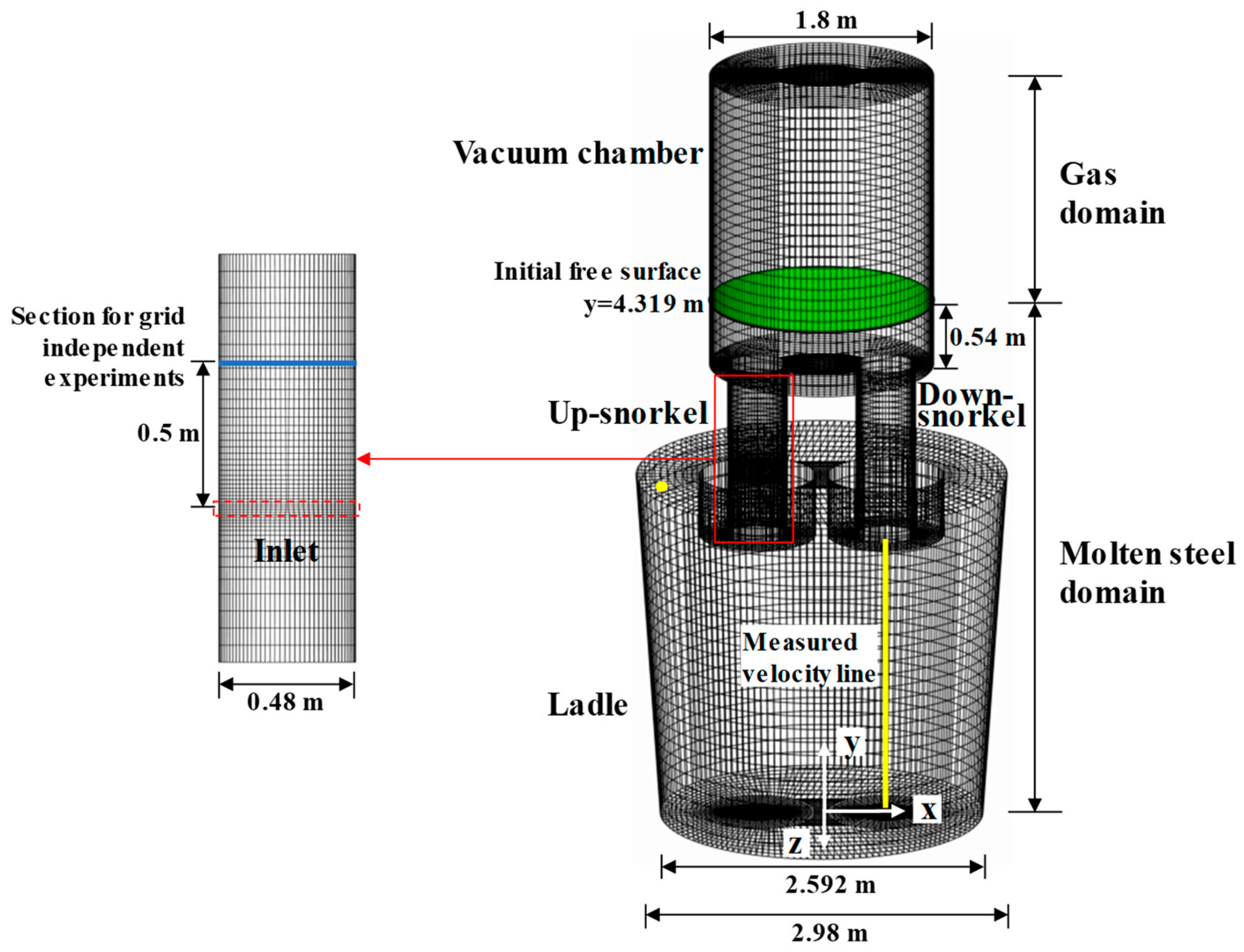
| Parameters | Value |
|---|---|
| Ladle bottom diameter, m | 2.592 |
| Ladle top diameter, m | 2.98 |
| Snorkel diameter, m | 0.48 |
| Vacuum chamber diameter, m | 1.8 |
| Immersion depth, m | 0.5 |
| Nozzles diameter, m | 0.008 |
| Number of nozzles | 4 |
| Inlet flow rate of argon gas, NL/min | 1200 |
| Temperature of molten steel, K | 1873 |
| Vacuum chamber pressure, Pa | 67 |
| Density of molten steel, kg/m3 | 7000 |
| Dynamic viscosity of molten steel, Pa s | 6.2 × 10−3 |
| Density of argon gas, kg/m3 | 1.783 |
| Dynamic viscosity of argon gas, Pa s | 2.39 × 10−5 |
| Surface tension between molten steel and argon gas, N/m | 1.5 |
| Initial free surface in the vacuum chamber | 4.319 |
| Amount of grid cells | 172,769 | 210,567 | 251,214 | 305,271 | 350,526 |
| αgmax | 0.206 | 0.232 | 0.29 | 0.282 | 0.287 |
| vmax (m/s) | 1.31 | 1.335 | 1.467 | 1.445 | 1.453 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Lei, H.; Jiang, Y.; Sun, Y.; Zeng, S.; Chen, S. Prediction of Multiphase Flow in Ruhrstahl–Heraeus (RH) Reactor. Materials 2025, 18, 3149. https://doi.org/10.3390/ma18133149
Zhang H, Lei H, Jiang Y, Sun Y, Zeng S, Chen S. Prediction of Multiphase Flow in Ruhrstahl–Heraeus (RH) Reactor. Materials. 2025; 18(13):3149. https://doi.org/10.3390/ma18133149
Chicago/Turabian StyleZhang, Han, Hong Lei, Yuanxin Jiang, Yili Sun, Shuai Zeng, and Shifu Chen. 2025. "Prediction of Multiphase Flow in Ruhrstahl–Heraeus (RH) Reactor" Materials 18, no. 13: 3149. https://doi.org/10.3390/ma18133149
APA StyleZhang, H., Lei, H., Jiang, Y., Sun, Y., Zeng, S., & Chen, S. (2025). Prediction of Multiphase Flow in Ruhrstahl–Heraeus (RH) Reactor. Materials, 18(13), 3149. https://doi.org/10.3390/ma18133149