
Research on Crack Resistance of Foamed Rubber Asphalt Cold Recycled Mixtures Based on Semi-Circular Bending Test


Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
- (1)
- Foamed asphalt
- (2)
- RAP
- (3)
- Newly added virgin aggregates and fillers
2.2. Design and Preparation of the Cold Recycled Mixture
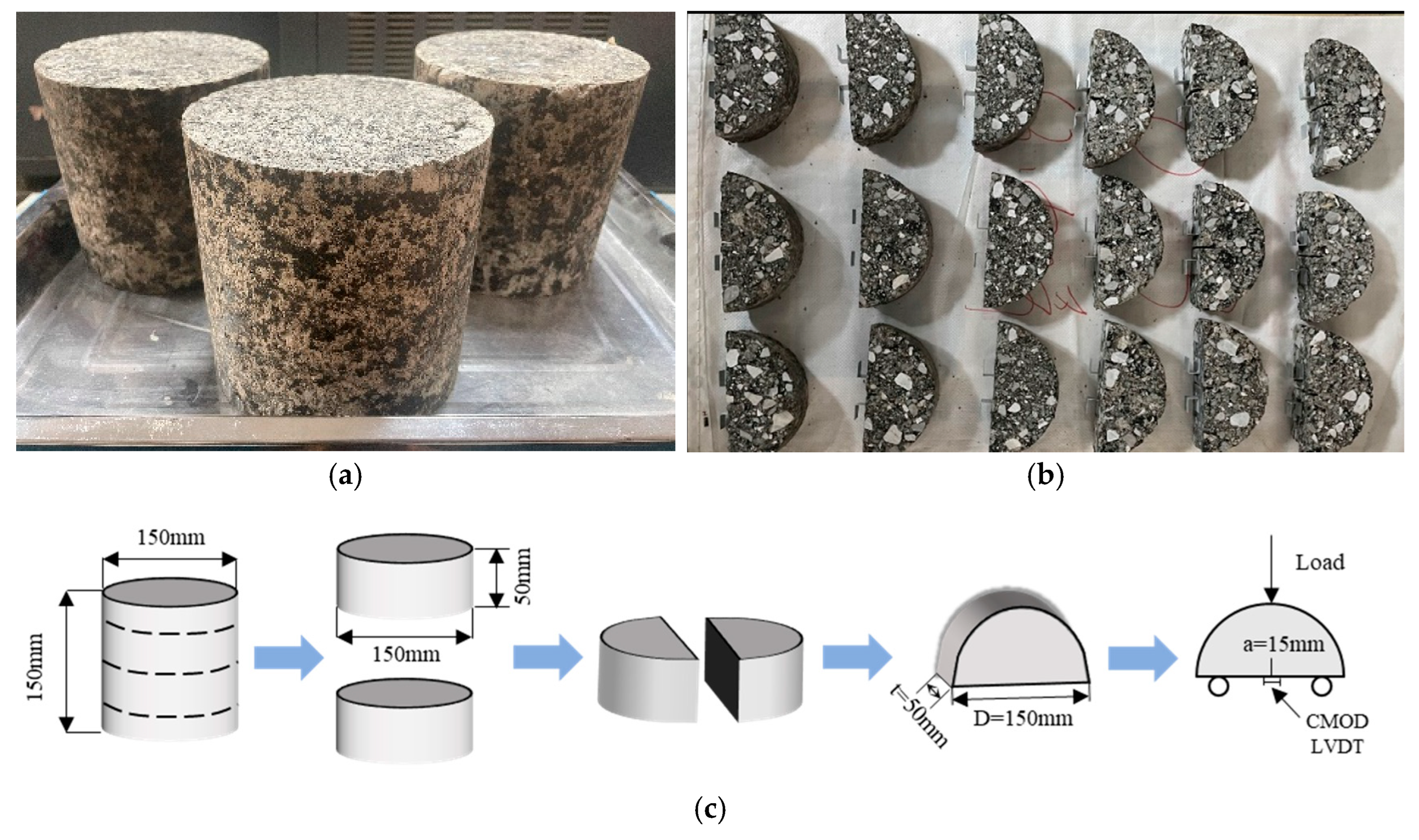
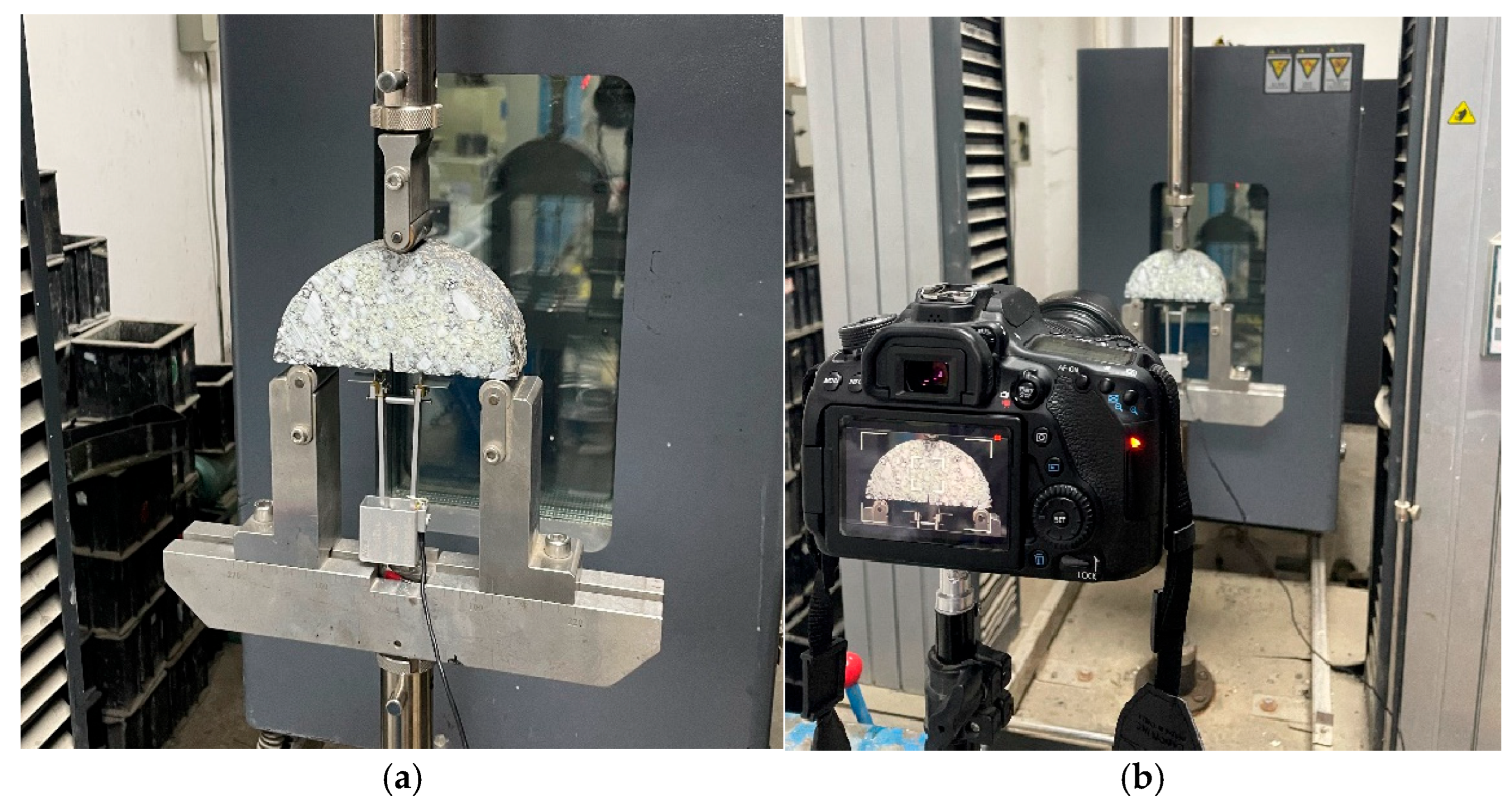
2.3. SCB Test
3. Results and Discussion
3.1. Analysis of the Fracture Process and Characterization of the Mixtures Based on the SCB Test
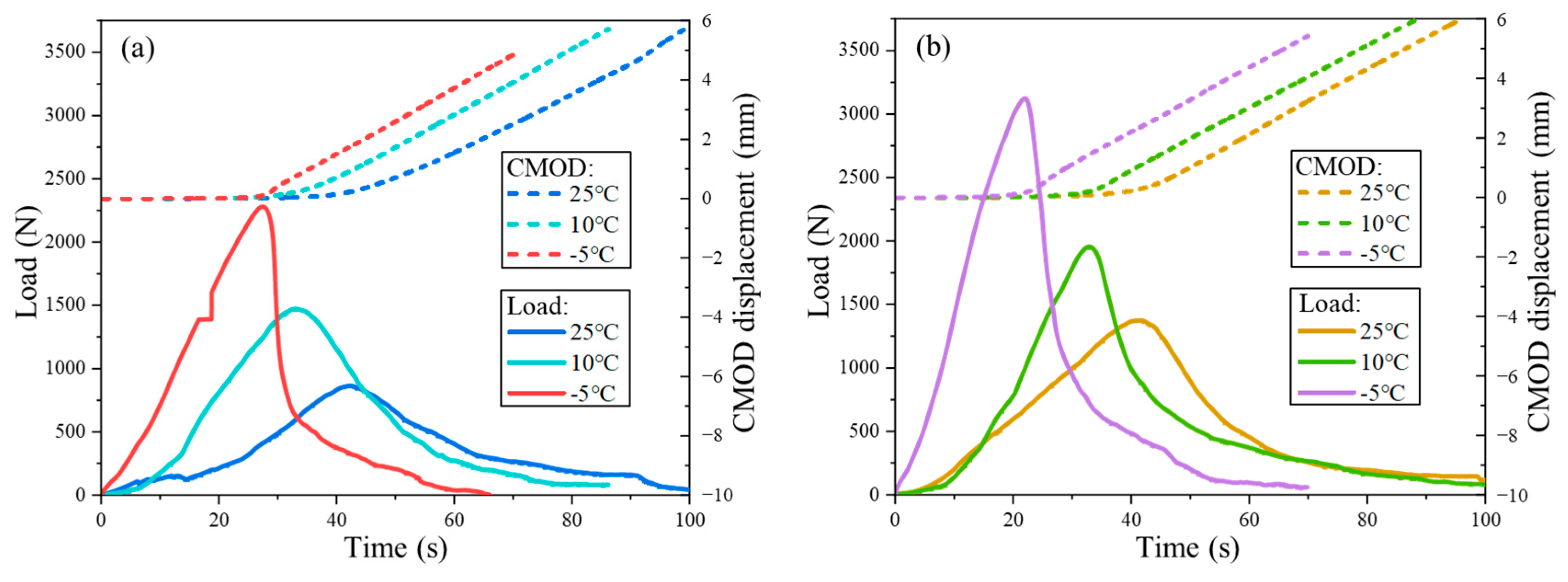
3.1.1. Load–CMOD–Time Curve
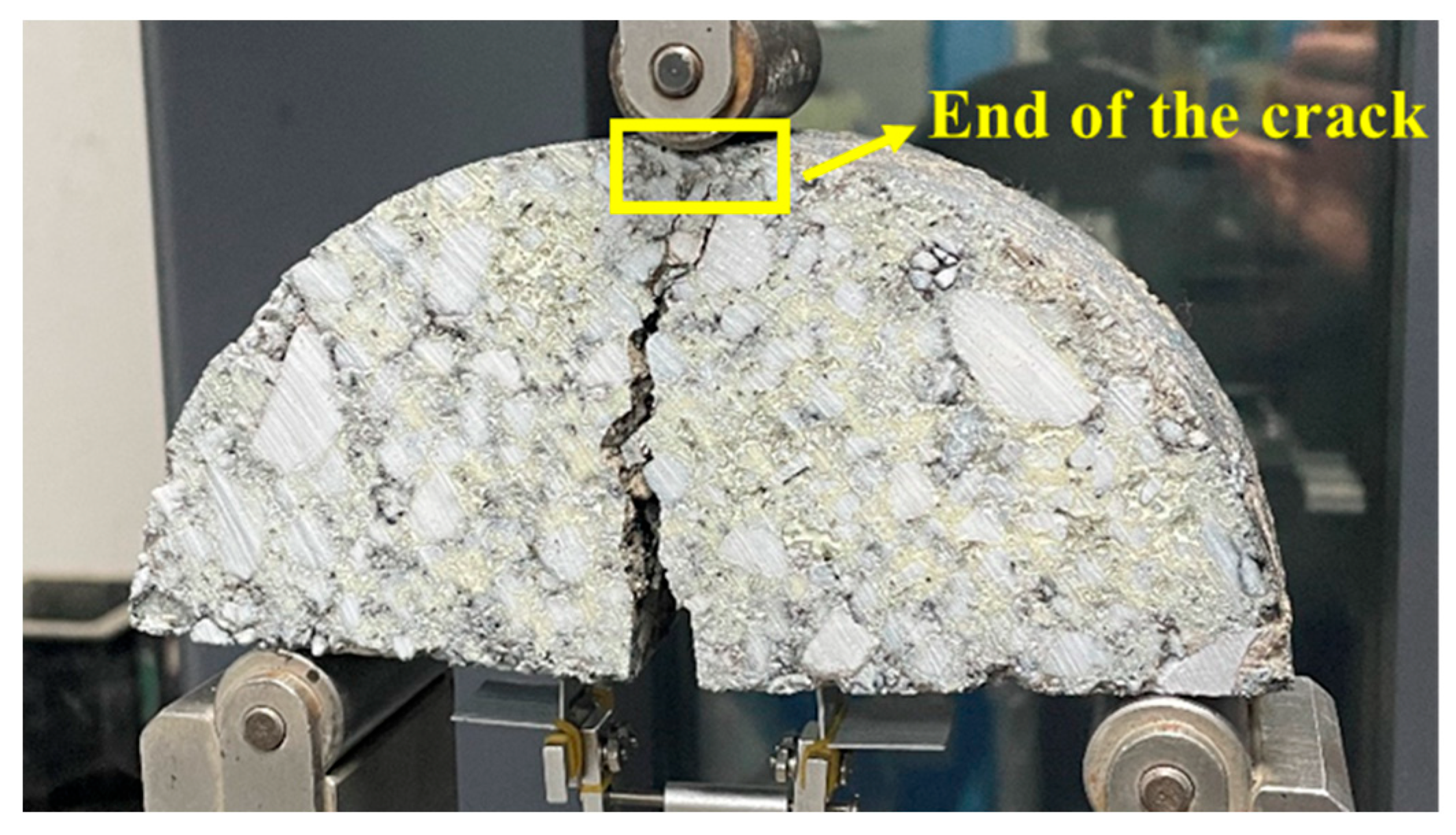
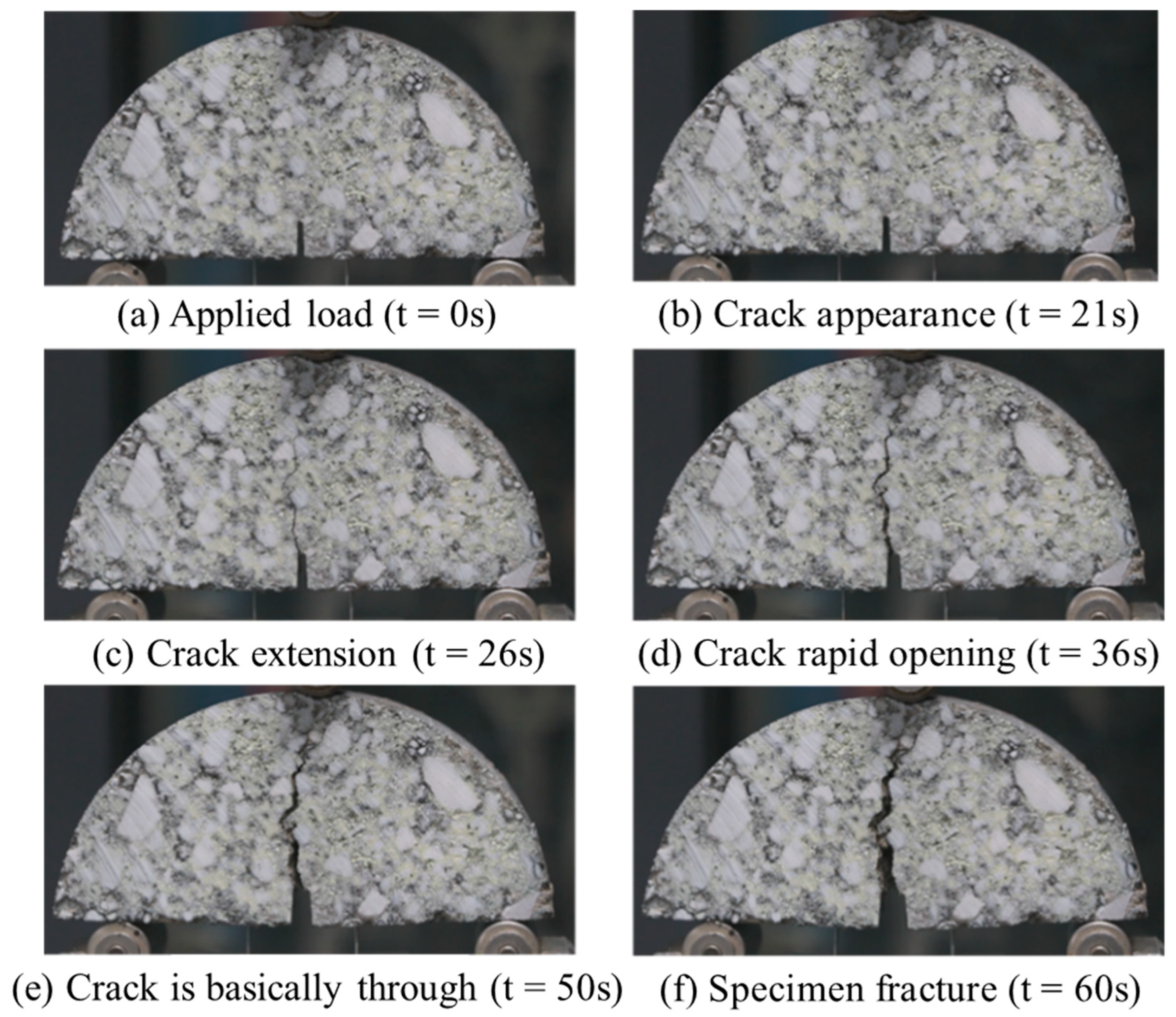
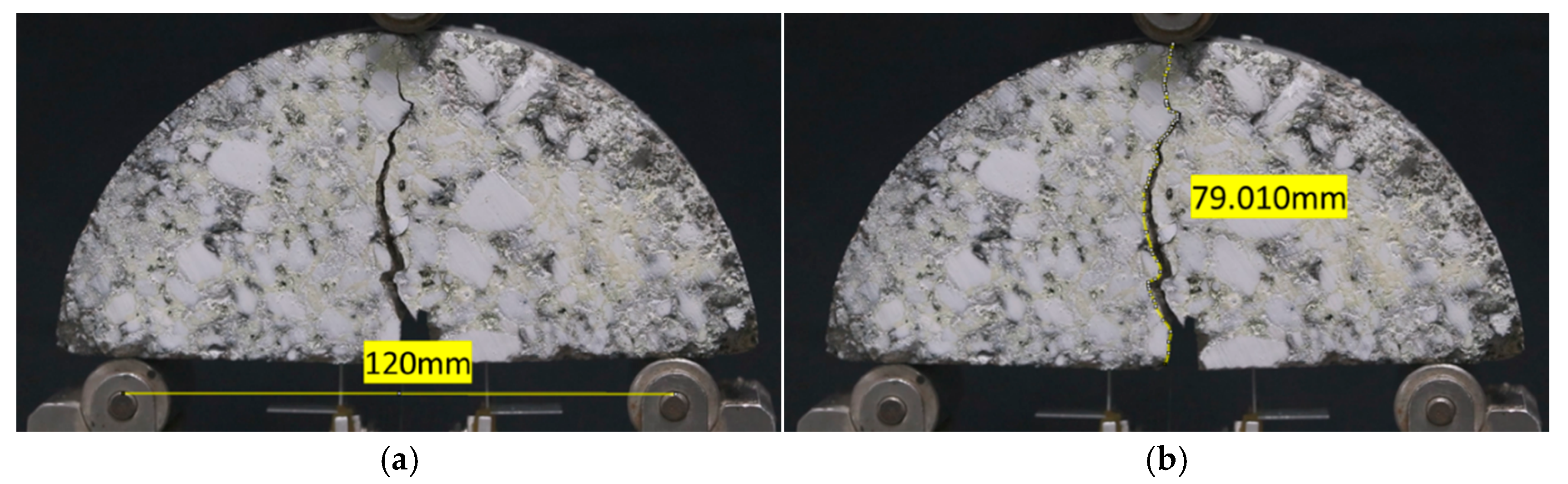
3.1.2. Crack Fracture Process and Propagation Rate
3.2. Analysis of the Crack Resistance of the Mixtures Based on the SCB Test
3.2.1. Fracture Toughness
3.2.2. Fracture Energy
3.2.3. Flexibility Index
4. Conclusions
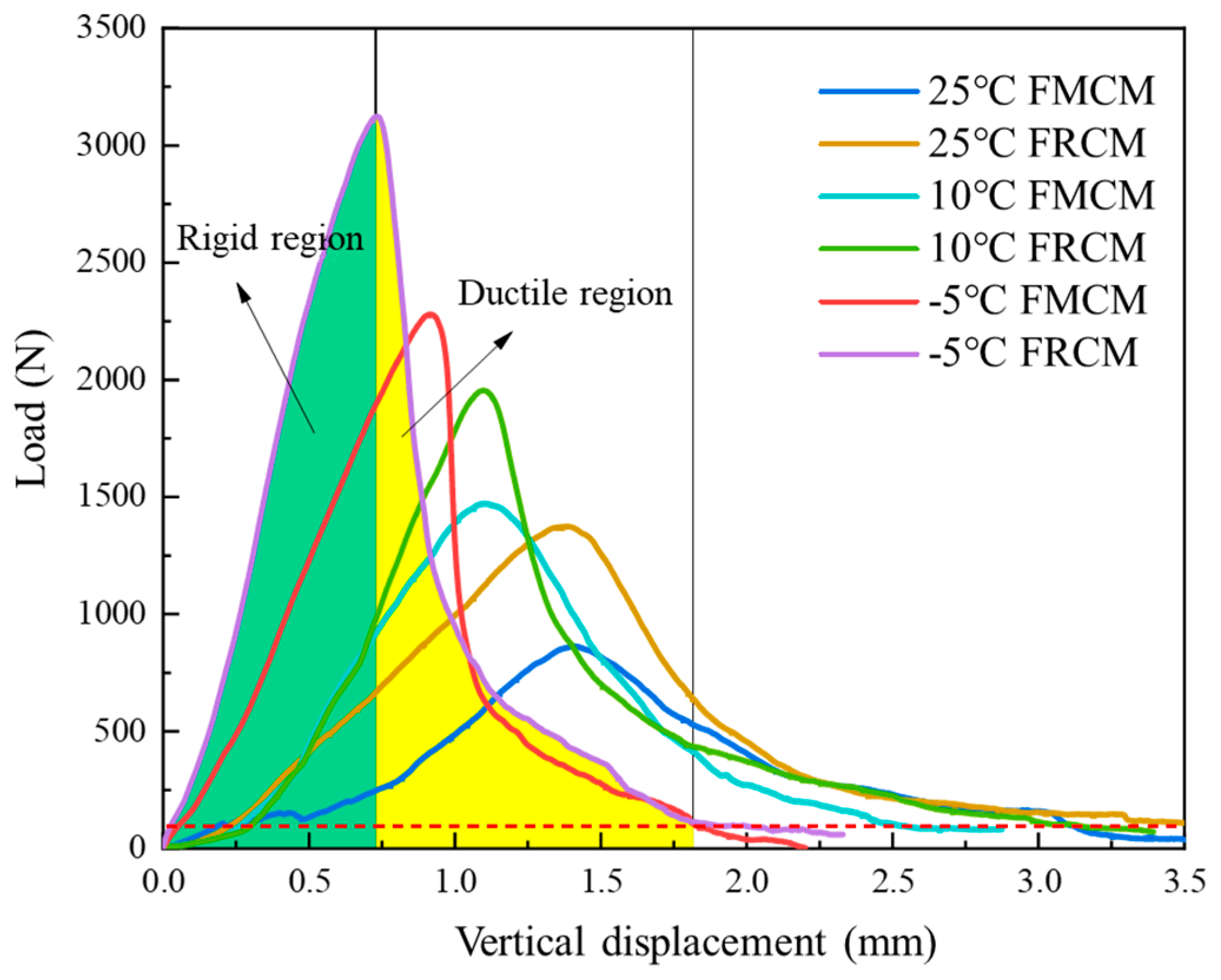
- (1)
- The FRCM can satisfy the technical design requirements of the surface layers under medium and heavy traffic, while the FMCM only meets the requirements for the base layers. At all three test temperatures, the peak load of the FRCM is 33.3–36.4% higher than that of the FMCM, indicating an improved load-bearing capacity.
- (2)
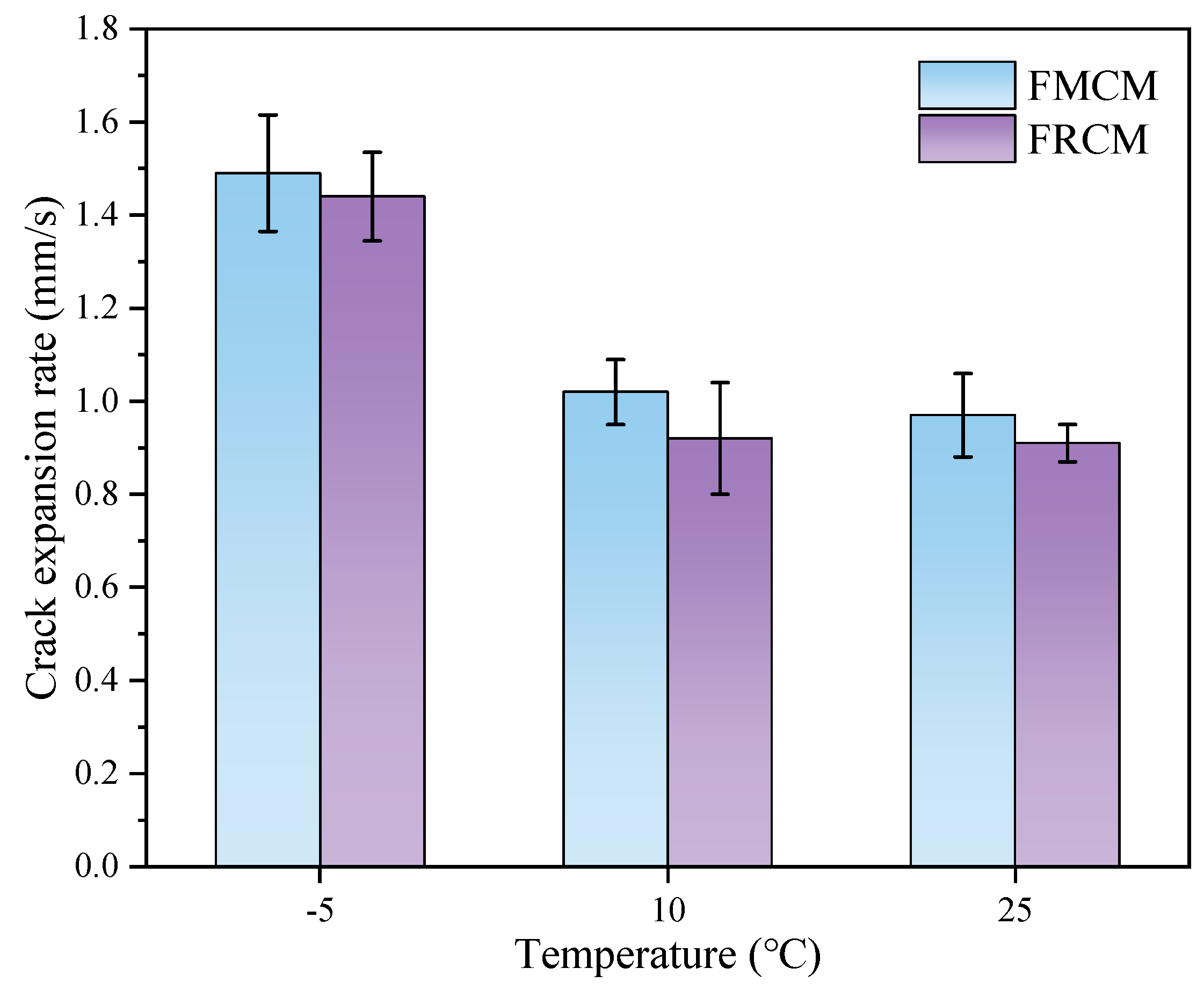
- Compared to the FMCM, the FRCM exhibits a slower crack propagation rate and greater flexibility index, indicating better resistance to crack growth. As the temperature increases from −5 °C to 25 °C, the average growth rate of the flexibility index for the FRCM is approximately twice that of the FMCM.
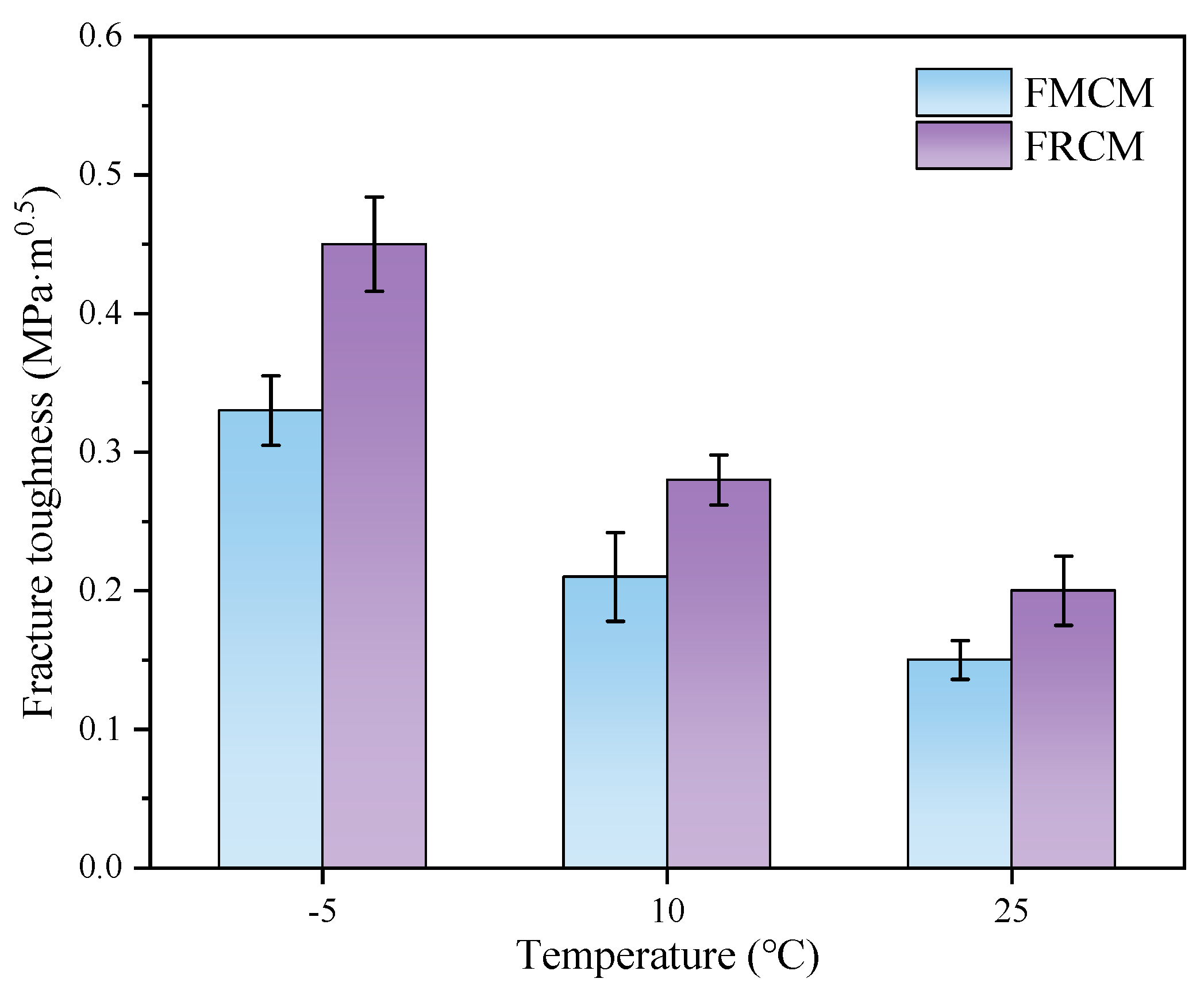
- (3)
- The fracture toughness of both the FRCM and FMCM increases as the temperature decreases, with a particular rise observed between −5 °C and 10 °C. In this range, the fracture toughness of the FRCM and FMCM increases by 60.7% and 57.1%, respectively, indicating enhanced crack resistance at lower temperatures.
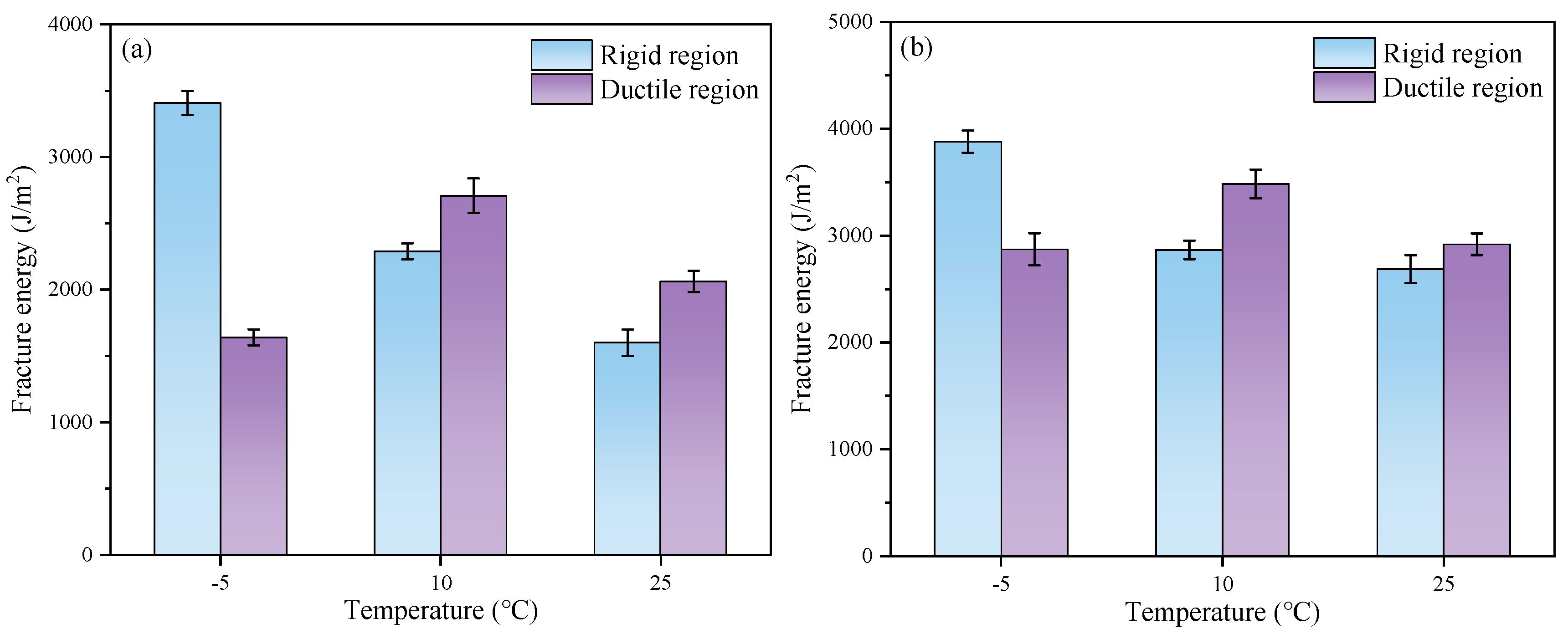
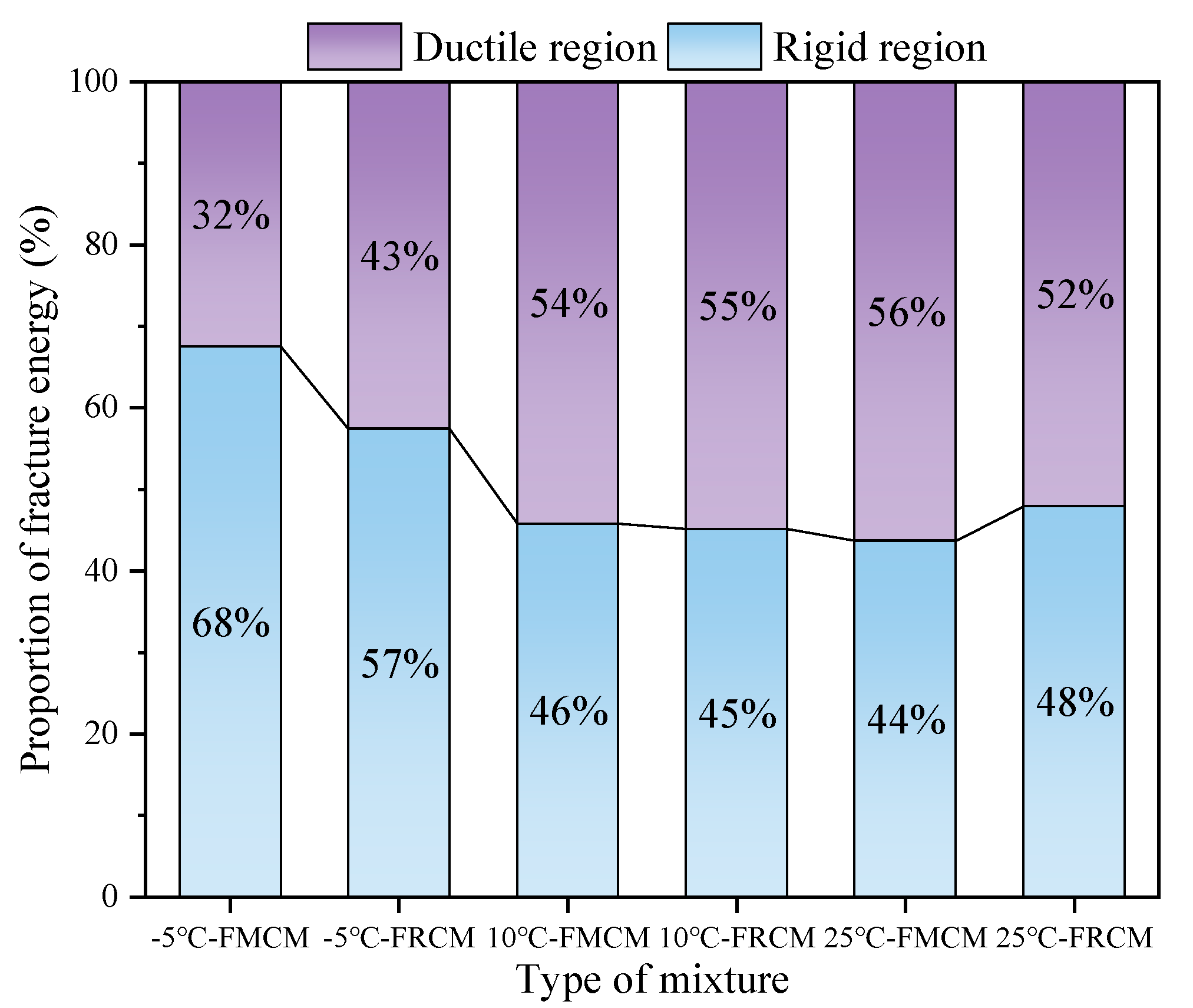
- (4)
- The fracture energy of the FRCM is higher than that of the FMCM under all three test temperatures, indicating better crack resistance. The proportion of fracture energy in the rigid region exceeds 50% at low temperatures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bilema, M.; Aman, M.Y.; Hassan, N.A.; Al-Saffar, Z.; Mashaan, N.S.; Memon, Z.A.; Milad, A.; Yusoff, N.I.M. Effects of Waste Frying Oil and Crumb Rubber on the Characteristics of a Reclaimed Asphalt Pavement Binder. Materials 2021, 14, 3482. [Google Scholar] [CrossRef] [PubMed]
- Farina, A.; Kutay, M.E.; Anctil, A. Environmental Assessment of Asphalt Mixtures Modified with Polymer Coated Rubber from Scrap Tires. J. Clean. Prod. 2023, 418, 138090. [Google Scholar] [CrossRef]
- Buczynski, P.; Sramek, J.; Mazurek, G. The Influence of Recycled Materials on Cold Mix with Foamed Bitumen Properties. Materials 2023, 16, 1208. [Google Scholar] [CrossRef] [PubMed]
- Hu, Z.; Wei, Z.; Zhao, X.; Zhang, M.; Zhang, J.; Pei, J.; Wang, Q.; Lyu, L. Foamed Waste Oil-Activated Rubberized Asphalt Binder: A Sustainable Recycling Approach for Improving Foaming Effect and Performance. Constr. Build. Mater. 2024, 423, 135889. [Google Scholar] [CrossRef]
- Liu, Q.; Pei, J.; Li, R.; Zhao, X.; Meng, Y.; He, H.; Song, J. Influence of Fatty Acid Amide Foaming Agents on the Foaming Effect and Rheological Properties of Foamed Asphalt. Constr. Build. Mater. 2025, 458, 139721. [Google Scholar] [CrossRef]
- Chen, Z.; Yi, J.; Zhao, H.; Luan, H.; Xu, M.; Zhang, L.; Feng, D. Strength Development and Deterioration Mechanisms of Foamed Asphalt Cold Recycled Mixture Based on MD Simulation. Constr. Build. Mater. 2021, 269, 121324. [Google Scholar] [CrossRef]
- Mugume, R.B. Investigation of Foamed Bitumen Mixes Using Reclaimed Asphalt Pavement Materials for Cold Recycling Technology. Int. J. Pavement Res. Technol. 2022, 15, 98–110. [Google Scholar] [CrossRef]
- He, Y.; Hu, Q.; Zhao, X.; Zhang, J.; Lyu, L.; Li, Y.; Aldagari, S.; Fini, E.H. Impacts of Ultraviolet Irradiation on Asphalt Binder: A Comprehensive Review. Int. J. Pavement Eng. 2025, 26, 2472839. [Google Scholar] [CrossRef]
- Hu, Z.; Gu, R.; Zhang, M.; Zhang, J.; Lyu, L.; Wang, X.; Li, J.; Pei, J. Synergistic Mechanism of Calcium Sulphate Whisker and Polyurethane on Asphalt Binder: Experimental and Computational Investigation. Road Mater. Pavement Des. 2025. [Google Scholar] [CrossRef]
- Thives, L.P.; Pais, J.C.; Pereira, P.A.A.; Palha, C.A.O.F.; Triches, G. Contribution of Asphalt Rubber Mixtures to Sustainable Pavements by Reducing Pavement Thickness. Materials 2022, 15, 8592. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, C.; Li, R.; Zhang, H.; He, Y.; Pei, J.; Lyu, L. Dry-Process Reusing the Waste Tire Rubber and Plastic in Asphalt: Modification Mechanism and Mechanical Properties. Constr. Build. Mater. 2025, 458, 139759. [Google Scholar] [CrossRef]
- Lin, Y.; Cai, J.; Ma, W.; Bi, Y.; Ji, X.; Gu, F.; Yu, H. Optimal Design and Validation of Double-Layer Porous Asphalt Structure Based on Thin-Layer Process. Constr. Build. Mater. 2025, 467, 140362. [Google Scholar] [CrossRef]
- Huang, G.; Chen, Z.; Bi, Y.; Wang, S.; Zhang, J.; Falchetto, A.C. A Comprehensive Evaluation of Crumb Rubber Modified Asphalt-Aggregate Interfacial Behavior and the Effect of Water: Molecular Dynamics Simulation and Experimental Investigation. Fuel 2024, 377, 132824. [Google Scholar] [CrossRef]
- Wen, Y.; Wang, Z.; Dong, Y.; Pei, J.; Zhang, J. Preparation and Performance Evaluation of Foamed Terminal Blend Rubberized Asphalt Binders. J. Build. Mater. 2023, 26, 1129–1136. [Google Scholar] [CrossRef]
- Hu, Z.; Zhang, J.; Yu, X.; Zhao, X.; Lyu, L.; Wang, Q.; Zhang, M.; Huang, G. Laboratory Evaluation of Cold Recycled Mixture with Foamed Waste Oil-Activated Rubberized Asphalt. Transport. Res. Part D-Transport. Environ. 2024, 135, 104395. [Google Scholar] [CrossRef]
- Salamat-Talab, M.; Zeinolabedin-Beygi, A.; Soltani, F.; Akhavan-Safar, A.; Carbas, R.J.C.; da Silva, L.F.M. Tensile Strength and Mode I Fracture Toughness of Polymer Concretes Enhanced with Glass Fibers and Metal Chips. Materials 2024, 17, 2094. [Google Scholar] [CrossRef]
- Zhou, B.; Pei, J.; Zhang, J.; Guo, F.; Wen, Y.; Luo, P. Comparison of Fracture Test Methods for Evaluating the Crack Resistance of Asphalt Mixture. Arab. J. Sci. Eng. 2020, 45, 8745–8758. [Google Scholar] [CrossRef]
- Zarei, M.; Kordani, A.A.; Zahedi, M. Evaluation of Fracture Behavior of Modified Warm Mix Asphalt (WMA) under Modes I and II at Low and Intermediate Temperatures. Theor. Appl. Fract. Mech. 2021, 114, 103015. [Google Scholar] [CrossRef]
- Xue, B.; Pei, J.; Zhou, B.; Zhang, J.; Li, R.; Guo, F. Using Random Heterogeneous DEM Model to Simulate the SCB Fracture Behavior of Asphalt Concrete. Constr. Build. Mater. 2020, 236, 117580. [Google Scholar] [CrossRef]
- Zielinski, P.; Klimczak, M.; Tekieli, M.; Strzepek, M. An Evaluation of the Fracture Properties of Asphalt Concrete Mixes Using the Semi-Circular Bending Method and Digital Image Correlation. Materials 2025, 18, 967. [Google Scholar] [CrossRef]
- Kavussi, A.; Motevalizadeh, S.M. Fracture and Mechanical Properties of Water-Based Foam Warm Mix Asphalt Containing Reclaimed Asphalt Pavement. Constr. Build. Mater. 2021, 269, 121332. [Google Scholar] [CrossRef]
- Algraiti, W.; Kavussi, A. The Role of Rejuvenating Agents in Cold Recycled Foam Asphalt Mixes. Case Stud. Constr. Mater. 2023, 19, e02515. [Google Scholar] [CrossRef]
- Jeong, M.M.; Kim, S.; Shen, J. Laboratory Evaluation of Foamed Asphalt Mixtures with 100% RAP and Rejuvenator. Aust. J. Civ. Eng. 2021, 19, 46–57. [Google Scholar] [CrossRef]
- Sabouri, M.; Wegman, D.E. Performance Evaluation of Cold In-Place Recycling Materials through a Simple Semi-Circular Bending Test. Road Mater. Pavement Des. 2023, 24, 1158–1172. [Google Scholar] [CrossRef]
- Yang, Y.; He, Y.; Fu, R.; Zhao, X.; Shang, H.; Ma, C. Understanding Toughening Mechanisms and Damage Behavior in Hybrid-Fiber-Modified Mixtures Using Digital Imaging. Buildings 2024, 14, 2562. [Google Scholar] [CrossRef]
- Pszczola, M.; Szydlowski, C. Influence of Bitumen Type and Asphalt Mixture Composition on Low-Temperature Strength Properties According to Various Test Methods. Materials 2018, 11, 2118. [Google Scholar] [CrossRef]
- Falchetto, A.C.; Moon, K.H.; Wang, D.; Riccardi, C.; Wistuba, M.P. Comparison of Low-Temperature Fracture and Strength Properties of Asphalt Mixture Obtained from IDT and SCB under Different Testing Configurations. Road Mater. Pavement Des. 2018, 19, 591–604. [Google Scholar] [CrossRef]
- Cunha, F.G.; Santos, T.G.; Xavier, J. In Situ Monitoring of Additive Manufacturing Using Digital Image Correlation: A Review. Materials 2021, 14, 1511. [Google Scholar] [CrossRef]
- Chomicz-Kowalska, A. A Study of Adhesion in Foamed WMA Binder-Aggregate Systems Using Boiling Water Stripping Tests. Materials 2021, 14, 6248. [Google Scholar] [CrossRef]
- Liu, T.; Li, Y.; Chen, Z.; Zhang, J.; Lyu, L.; Pei, J. Damage Evolution in Asphalt Mixtures Based on In-Situ CT Scanning. Constr. Build. Mater. 2024, 438, 137266. [Google Scholar] [CrossRef]
- Yuan, F.; Cheng, L.; Shao, X.; Dong, Z.; Zhang, L.; Wu, G.; He, X. Full-Field Measurement and Fracture and Fatigue Characterizations of Asphalt Concrete Based on the SCB Test and Stereo-DIC. Eng. Fract. Mech. 2020, 235, 107127. [Google Scholar] [CrossRef]
- Ren, H.; Qian, Z.; Huang, W.; Bo, W.; Chen, T.; Cao, H. Evaluation of Fracture Behavior in Asphalt Concrete through the Combination of Semi-Circular Bending Test and Digital Image Correlation Technology. Constr. Build. Mater. 2024, 451, 138854. [Google Scholar] [CrossRef]
- Pei, Z.; Lou, K.; Kong, H.; Wu, B.; Wu, X.; Xiao, P.; Qi, Y. Effects of Fiber Diameter on Crack Resistance of Asphalt Mixtures Reinforced by Basalt Fibers Based on Digital Image Correlation Technology. Materials 2021, 14, 7426. [Google Scholar] [CrossRef] [PubMed]
- Zhao, X.; Ma, C.; Chen, L.; Zhang, J.; Hu, Z. Foaming characteristics and optimum foaming conditions of waste rubber asphalt. J. Chang. Univ. Sci. Technol. (Nat. Sci.) 2024, 21, 95–106. [Google Scholar] [CrossRef]
- JTG/T 5521-2019; Technical Specifications for Highway Asphalt Pavement Recycling. Ministry of Transport of the People’s Republic of China: Beijing, China, 2019.
- JTG E40-2007; Test Methods of Soils for Highway Engineering. Ministry of Transport of the People’s Republic of China: Beijing, China, 2007.
- Mehdinejad, S.; Fazaeli, H.; Moniri, A.; Dabiri, A.S. Comparison of Two Criteria of Stress Intensity Factor and Fracture Energy to Investigate the Behavior of Asphalt Mixtures under Combined Tensile-Shear Loading Modes-A Statistical Approach. Constr. Build. Mater. 2021, 290, 123230. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials Testing Programs | Measured Value | Requirements | ||
|---|---|---|---|---|
| RAP | Moisture content (%) | 1.03 | ≤3% | |
| Asphalt content (%) | 3.37 | >3% | ||
| Coarse aggregates | Needle content (%) | Grain size < 9.5 mm | 8.1 | ≤15% |
| Grain size > 9.5 mm | 3.9 | ≤20% | ||
| Crushing value (%) | 25.1 | surface layer ≤ 26% | ||
| Other layers ≤ 28% | ||||
| Medium and fine aggregates | Angularity | 50% | ≥40% | |
| Sieve Size (mm) | Percent Passing (%) | |||||
|---|---|---|---|---|---|---|
| 63% RAP | 6% Mineral Powder | 1.5% Cement | 29.5% New Aggregates | Synthetic Gradation | Specification Requirements | |
| 26.5 | 100 | 100 | 100 | 100 | 100 | 100 |
| 19 | 98.1 | 100 | 100 | 95.2 | 97.4 | 85.0–100 |
| 16 | 96.8 | 100 | 100 | 78.2 | 91.6 | - |
| 13.2 | 94.1 | 100 | 100 | 60.3 | 84.6 | - |
| 9.5 | 82.8 | 100 | 100 | 48.5 | 74.0 | 55.0–80.0 |
| 4.75 | 42.3 | 100 | 100 | 42.6 | 46.7 | 35.0–60.0 |
| 2.36 | 19.9 | 100 | 100 | 38.1 | 31.3 | 25.0–45.0 |
| 1.18 | 10.0 | 100 | 100 | 35.4 | 24.2 | - |
| 0.6 | 5.5 | 100 | 100 | 25.1 | 18.4 | - |
| 0.3 | 2.0 | 100 | 100 | 16.7 | 13.7 | 8.0–22.0 |
| 0.15 | 0.9 | 100 | 100 | 8.0 | 10.4 | - |
| 0.075 | 0.3 | 89.5 | 99.2 | 2.2 | 7.7 | 4.0–12.0 |
| Type of Mixture | Flexibility Index | ||
|---|---|---|---|
| −5 °C | 10 °C | 25 °C | |
| FMCM | 1.26 | 9.99 | 30.52 |
| FRCM | 4.09 | 29.26 | 62.28 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, Z.; Wang, S.; Hu, Z.; Zhao, X. Research on Crack Resistance of Foamed Rubber Asphalt Cold Recycled Mixtures Based on Semi-Circular Bending Test. Materials 2025, 18, 2684. https://doi.org/10.3390/ma18122684
Shen Z, Wang S, Hu Z, Zhao X. Research on Crack Resistance of Foamed Rubber Asphalt Cold Recycled Mixtures Based on Semi-Circular Bending Test. Materials. 2025; 18(12):2684. https://doi.org/10.3390/ma18122684
Chicago/Turabian StyleShen, Zhen, Shikun Wang, Zhe Hu, and Xiaokang Zhao. 2025. "Research on Crack Resistance of Foamed Rubber Asphalt Cold Recycled Mixtures Based on Semi-Circular Bending Test" Materials 18, no. 12: 2684. https://doi.org/10.3390/ma18122684
APA StyleShen, Z., Wang, S., Hu, Z., & Zhao, X. (2025). Research on Crack Resistance of Foamed Rubber Asphalt Cold Recycled Mixtures Based on Semi-Circular Bending Test. Materials, 18(12), 2684. https://doi.org/10.3390/ma18122684