

Investigation of the Microstructure and Mechanical Performance of GH4099 Alloy Fabricated by Selective Laser Melting

Abstract
1. Introduction
2. Experimental
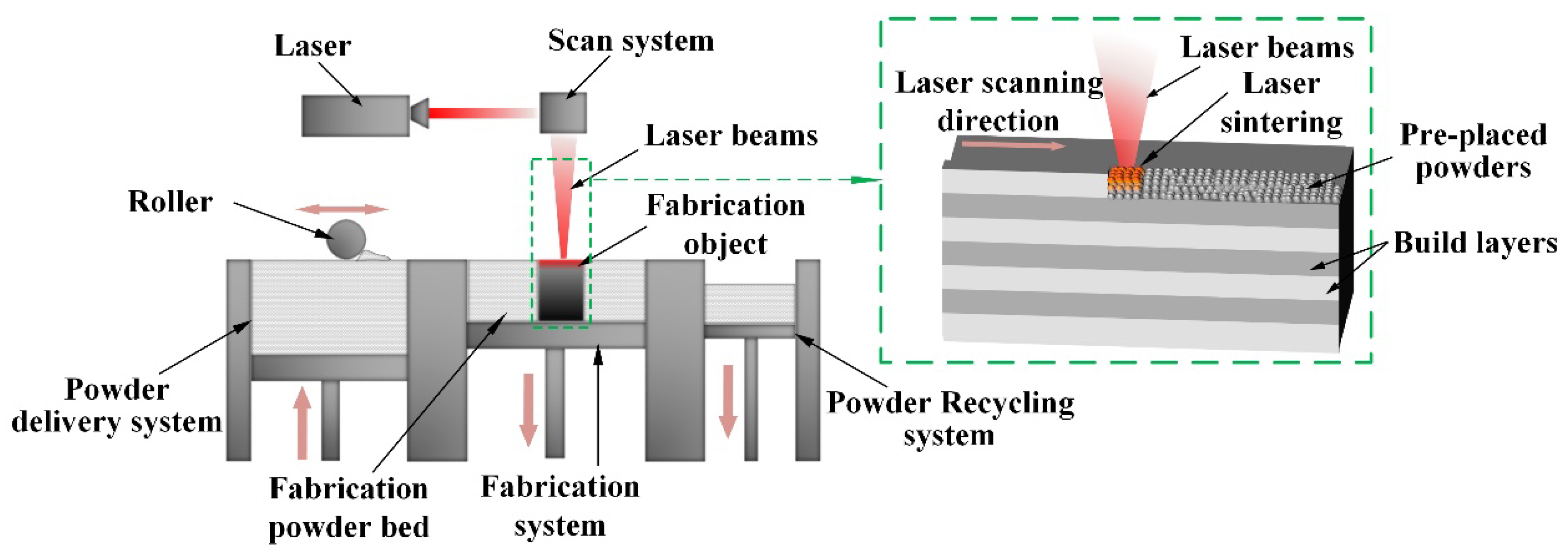
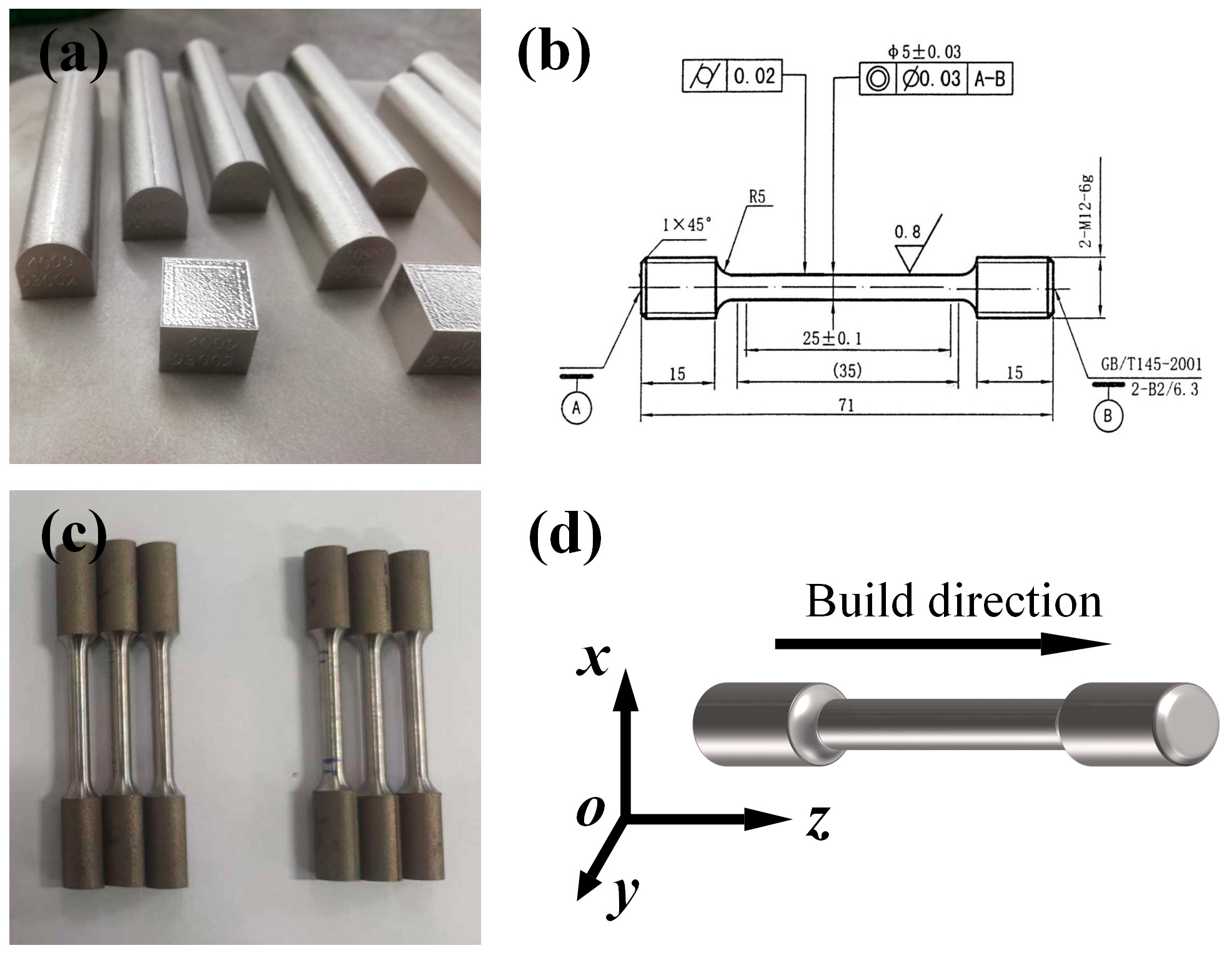
2.1. Processing and Scan Stratege
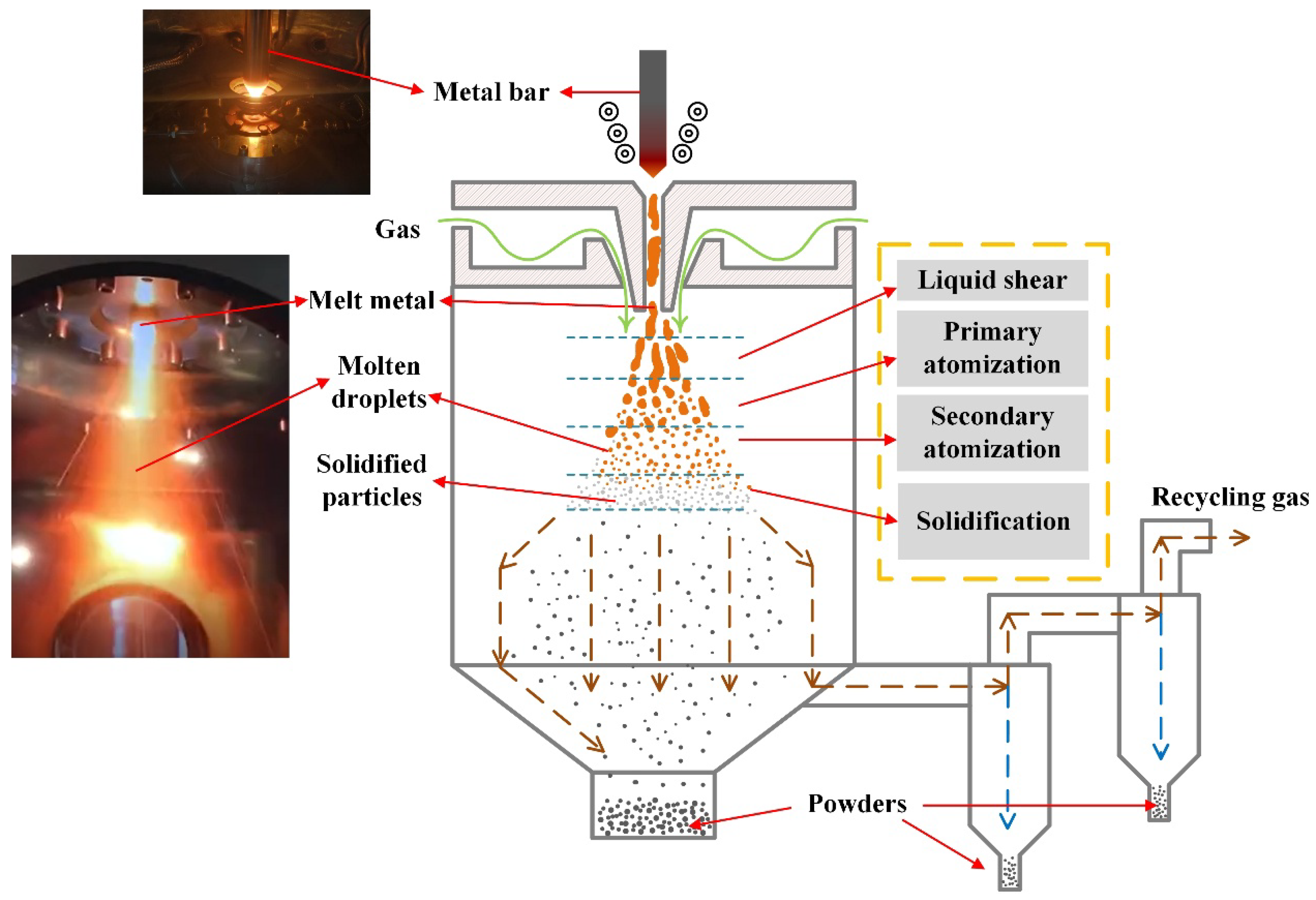
2.2. GH4099 Powder
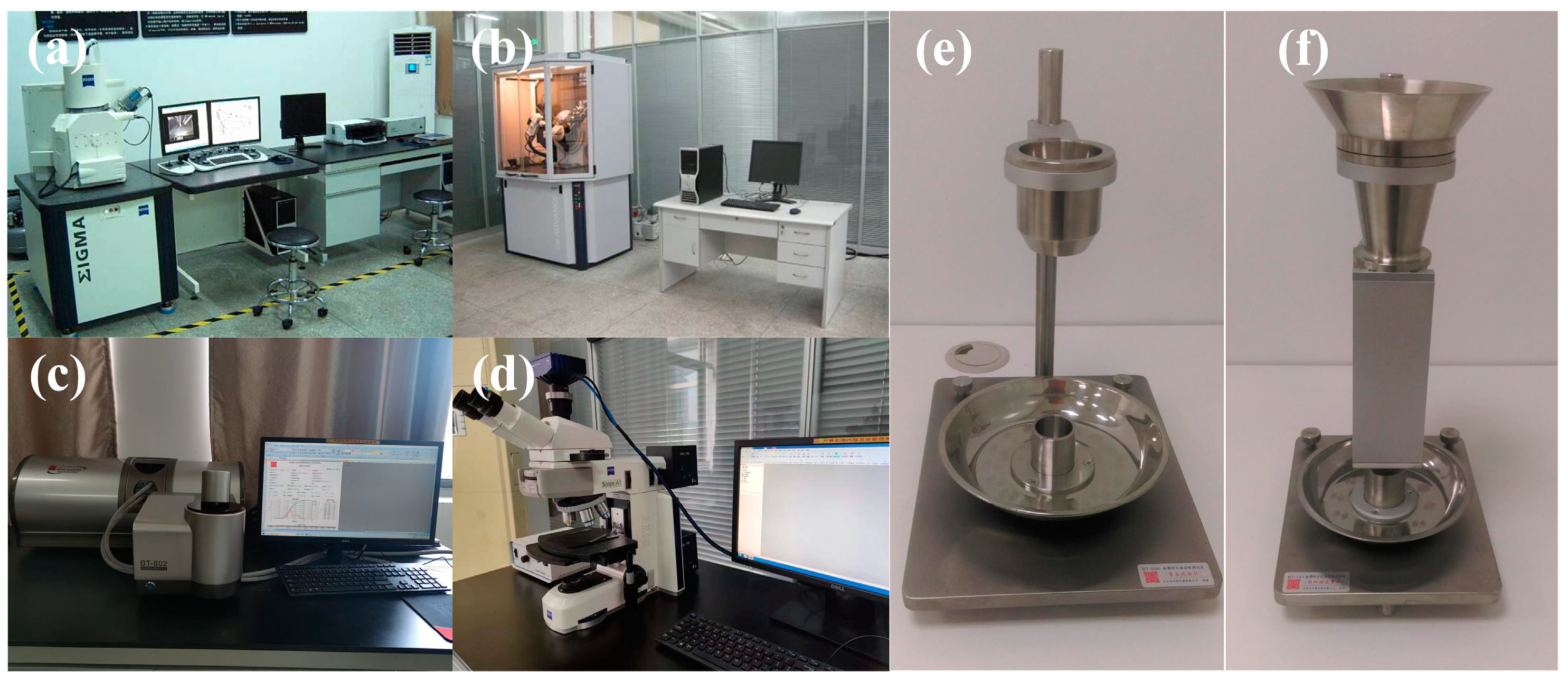
2.3. Characterization Methods of Powder and 3D Printed Products
3. Results and Discussion
3.1. Properties Characterization of GH4099 Alloy Powder
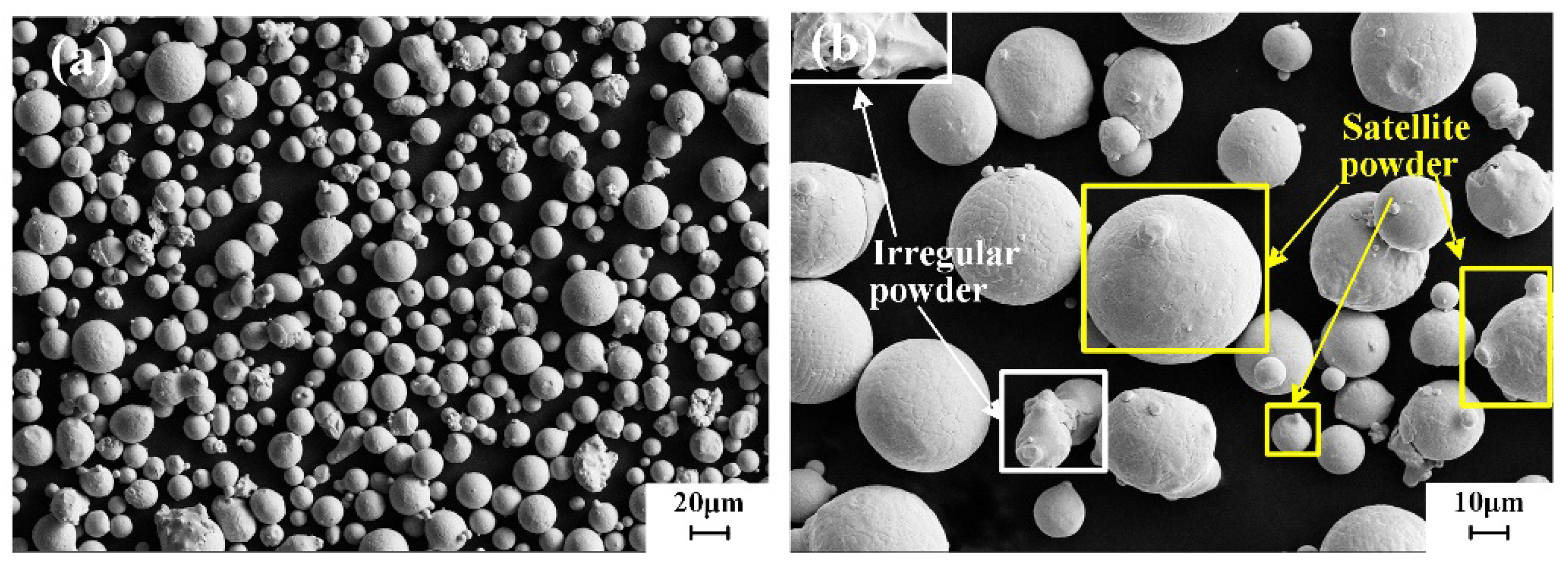
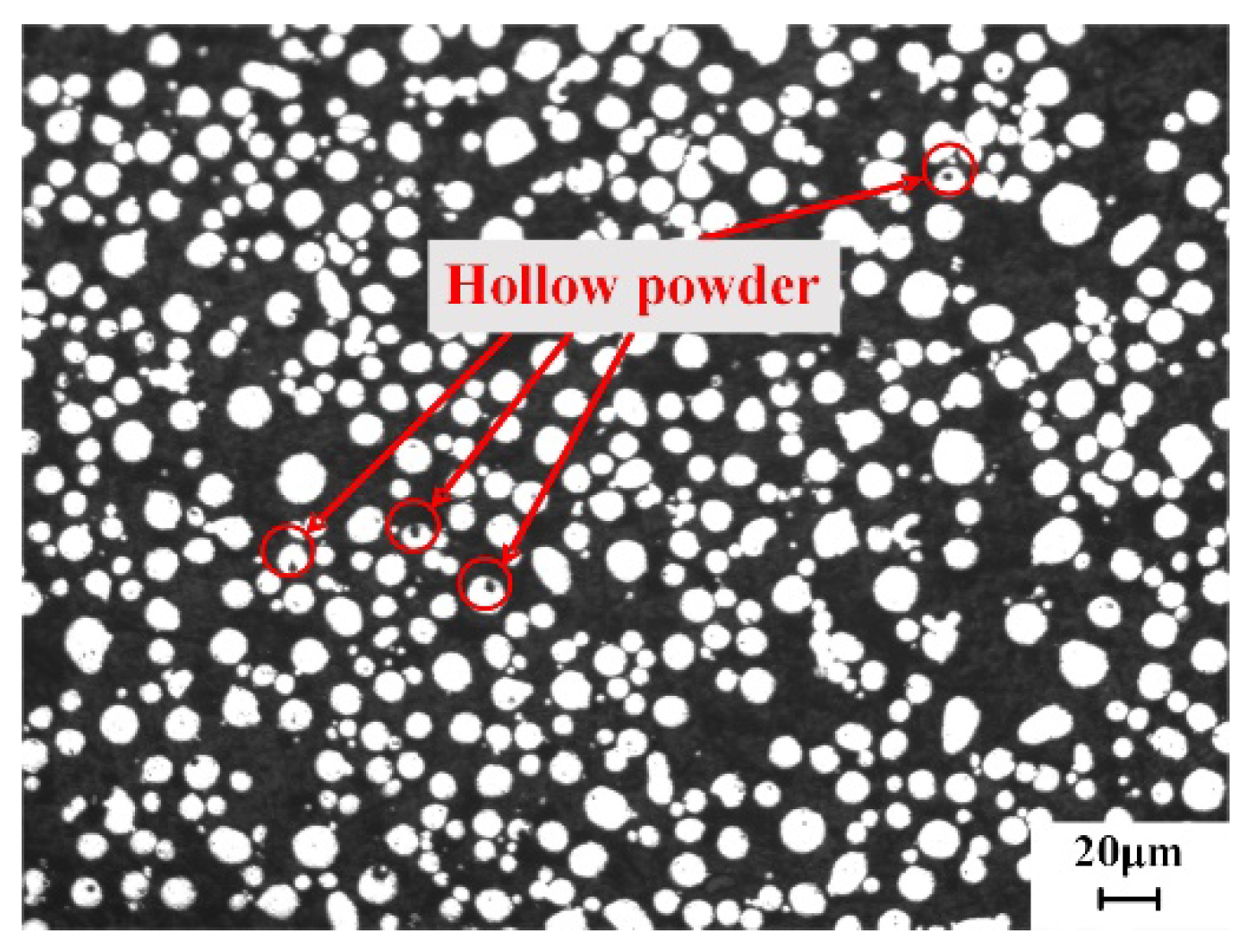
3.1.1. Morphology Analysis and Particle Diameter Distribution of GH4099 Alloy Powder
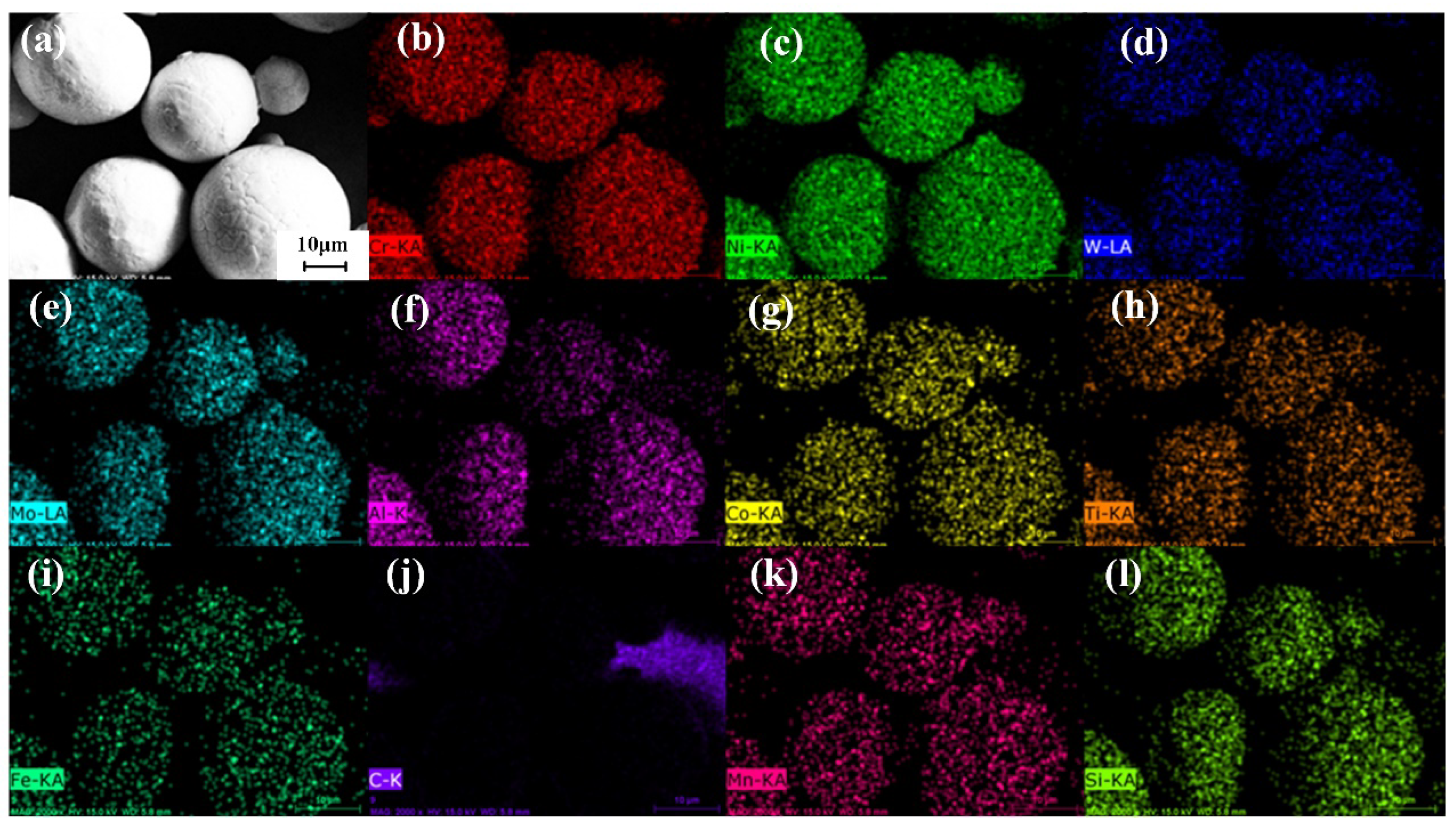
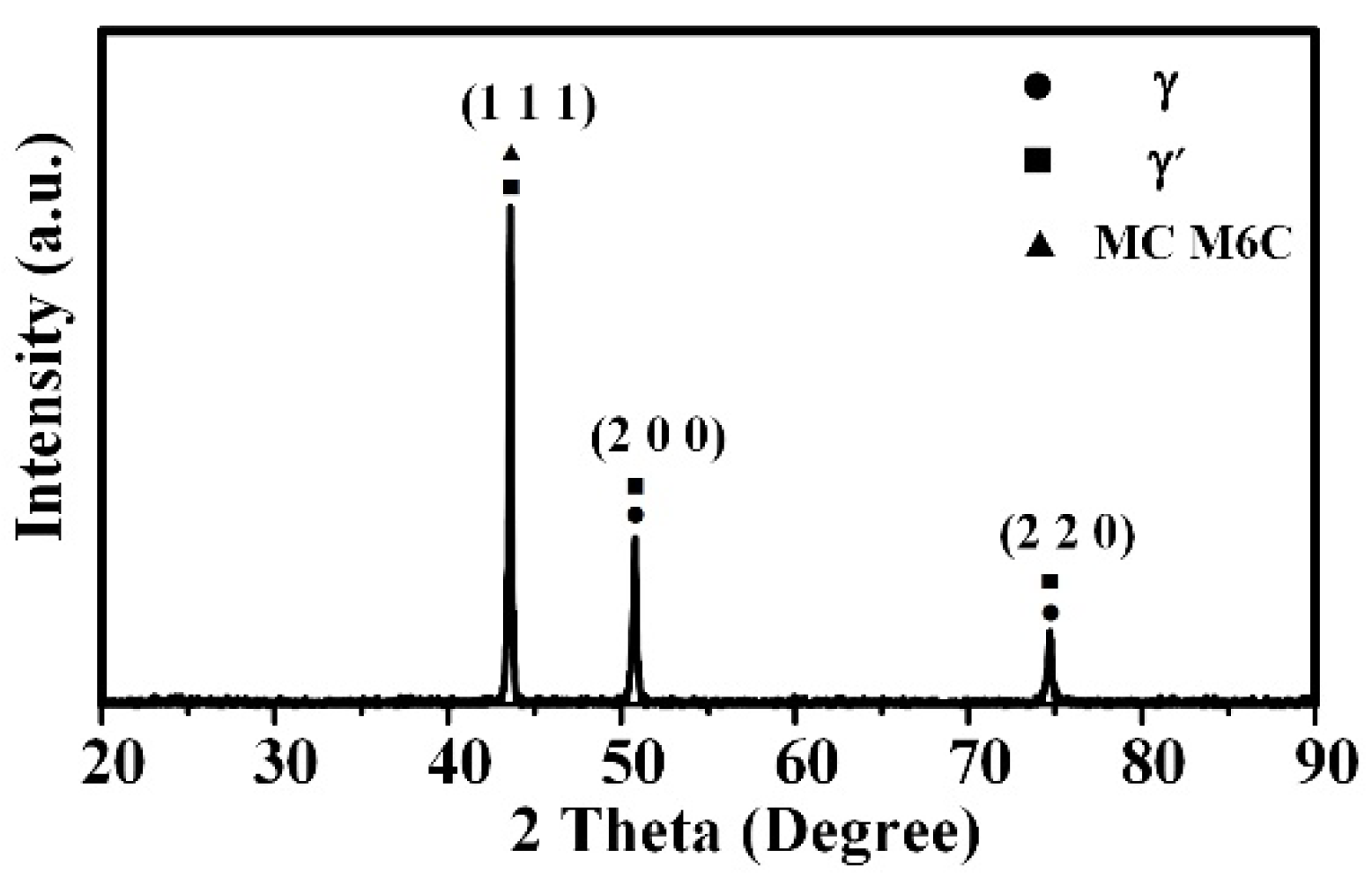
3.1.2. EDS Spectrum and XRD Pattern Analysis of GH4099 Alloy Powder
3.2. Mechanical Properties of Printed Products
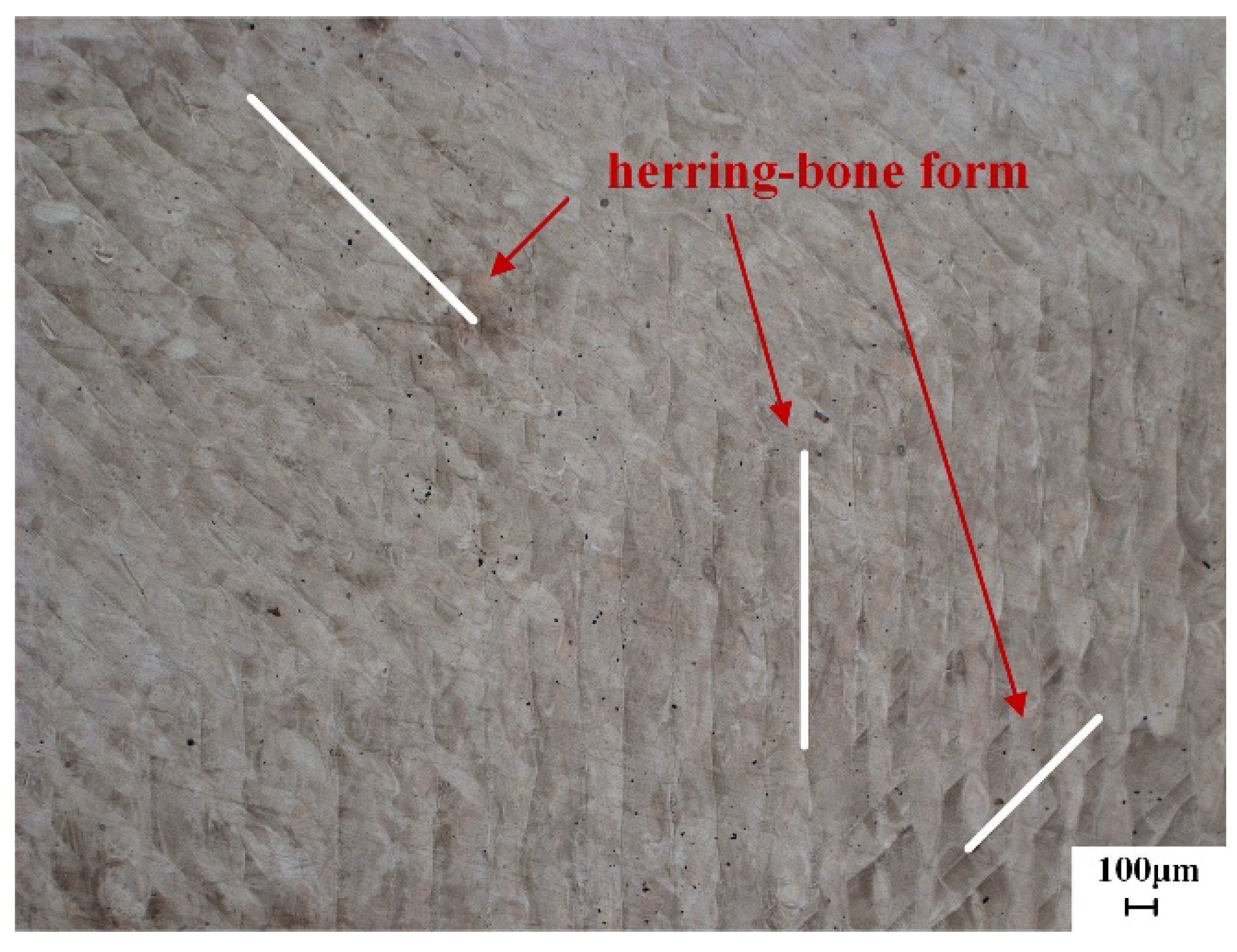
3.2.1. Microstructure Metallographic Analysis
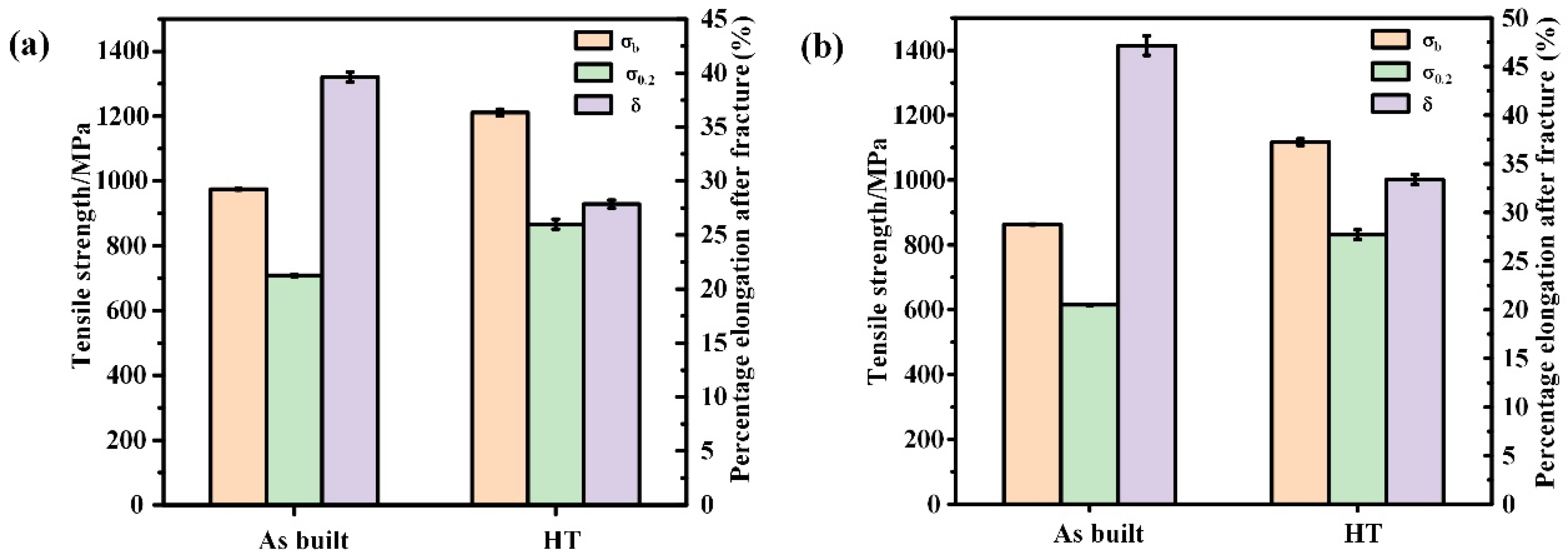
3.2.2. Tensile Mechanical Properties
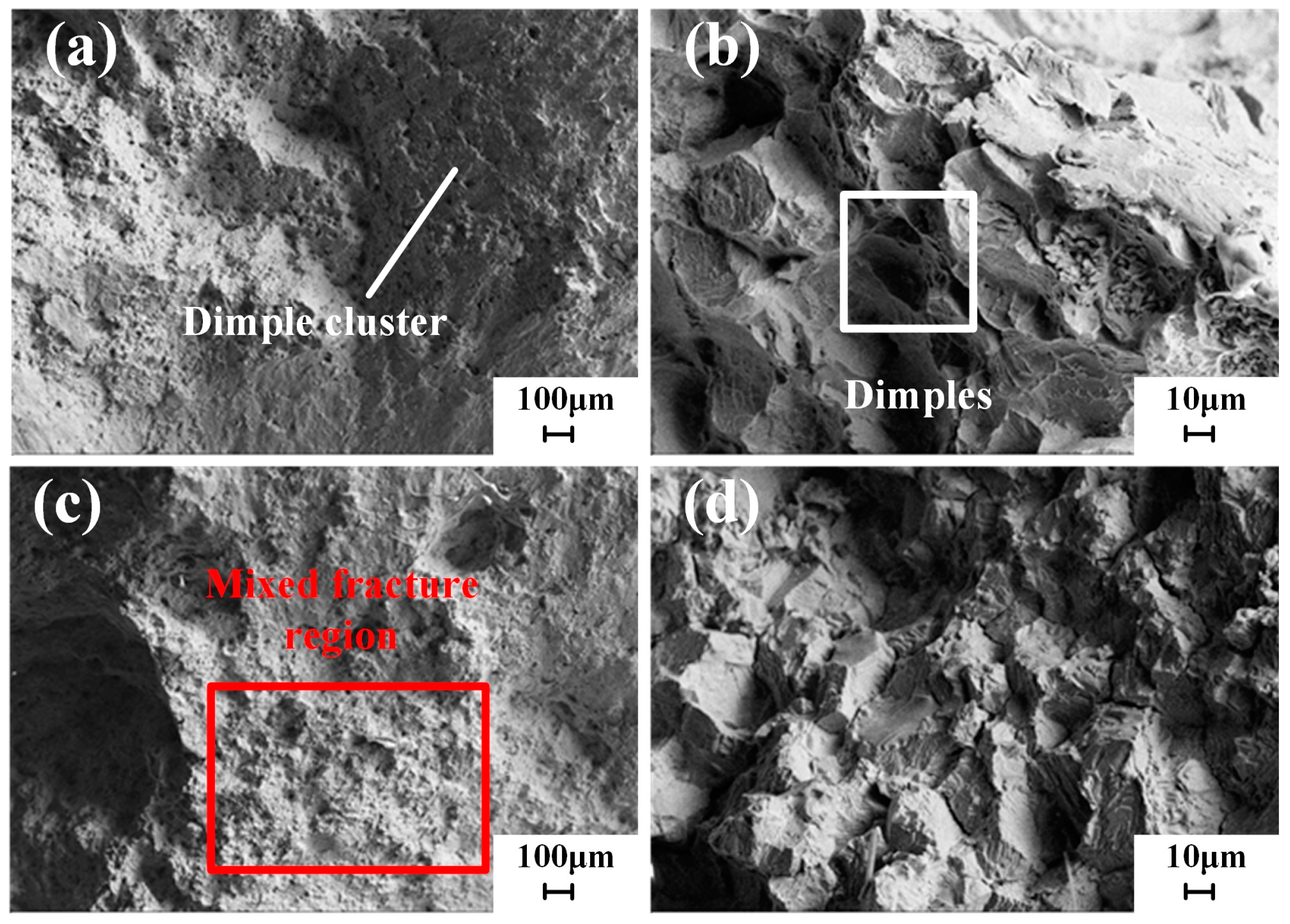
3.2.3. Tensile Fracture Microstructure Morphology
3.3. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, H.; Zou, B.; Xue, K.; Chen, W.; Liu, J. Cutting Performance and Wear Behavior of Self-Developed Silicon Nitride Ceramic End Mills with Optimized Structure for High-Speed Machining of GH4099. Adv. Eng. Mater. 2023, 25, 2301008. [Google Scholar] [CrossRef]
- Che, H.; Zheng, T.; Wang, T.; Li, W.; Lin, Q.; Yan, Y.; Cao, R. Wettability of GH4099 and MHC alloys by AgCuTi, TiZrCuTi and NiCrSiB filler metals and evaluation of diffusion-brazability. J. Manuf. Process. 2021, 64, 1089–1097. [Google Scholar] [CrossRef]
- Li, S.; Liu, J.; Zhao, H.; Lv, J.; Ma, L.; Tan, Y.; Li, P. Evidence of carbide-assisted in situ-directional recrystallization of GH4099 superalloy fabricated by laser powder bed fusion. J. Mater. Sci. Technol. 2025, 215, 99–110. [Google Scholar] [CrossRef]
- Chao, Q.; Xu, Z.; Shao, Y.; Tao, J.; Liu, C.; Ding, S. Hybrid model-driven and data-driven approach for the health assessment of axial piston pumps. Int. J. Hydromechatron. 2023, 6, 76–92. [Google Scholar] [CrossRef]
- Chang, K.; Tan, Y.; Ma, L.; You, X.; Lv, J.; Liu, B.; Li, P. A nickel-base superalloy with refined microstructures and excellent mechanical properties prepared by selective laser melting. Mater. Lett. 2022, 324, 132700. [Google Scholar] [CrossRef]
- Ghorbani, J.; Li, J.; Srivastava, A.K. Application of optimized laser surface re-melting process on selective laser melted 316L stainless steel inclined parts. J. Manuf. Process. 2020, 56, 726–734. [Google Scholar] [CrossRef]
- Jia, H.; Sun, H.; Wang, H.; Wu, Y.; Wang, H. Scanning strategy in selective laser melting (SLM): A review. Int. J. Adv. Manuf. Technol. 2021, 113, 2413–2435. [Google Scholar] [CrossRef]
- Tolochko, N.K.; Mozzharov, S.E.; Yadroitsev, I.A.; Laoui, T.; Froyen, L.; Titov, V.I.; Ignatiev, M.B. Balling processes during selective laser treatment of powders. Rapid Prototyp. J. 2004, 10, 78–87. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.P.; Deckers, J. Manufacturing by combining Selective Laser Melting and Selective Laser Erosion/laser re-melting. CIRP Ann. 2011, 60, 263–266. [Google Scholar] [CrossRef]
- Zhu, Y.; Zou, J.; Chen, X.; Yang, H. Tribology of selective laser melting processed parts: Stainless steel 316 L under lubricated conditions. Wear 2016, 350–351, 46–55. [Google Scholar] [CrossRef]
- Sun, X.; Chen, M.; Liu, T.; Zhang, K.; Wei, H.; Zhu, Z.; Liao, W. Characterization; preparation, and reuse of metallic powders for laser powder bed fusion: A review. Int. J. Extrem. Manuf. 2023, 6, 012003. [Google Scholar] [CrossRef]
- Mandal, S.; Sadeghianjahromi, A.; Wang, C.-C. Experimental and numerical investigations on molten metal atomization techniques—A critical review. Adv. Powder Technol. 2022, 33, 103809. [Google Scholar] [CrossRef]
- Li, W.; Li, Y.; Lu, Y.; Xu, J.; Chen, B.; Zhang, L.; Li, Y. Multi-physics coupled acoustic-mechanics analysis and synergetic optimization for a twin-fluid atomization nozzle. Chin. J. Mech. Eng. 2024, 37, 49. [Google Scholar] [CrossRef]
- Zhang, S.; Alavi, S.; Kashani, A.; Ma, Y.; Zhan, Y.; Dai, W.; Li, W.; Mostaghimi, J. Simulation of Supersonic High-Pressure Gas Atomizer for Metal Powder Production. J. Therm. Spray Technol. 2021, 30, 1968–1994. [Google Scholar] [CrossRef]
- Qin, P.; Zhang, G.; Zhao, Y.; Jiang, L.; Teng, X.; Liang, J. Study of CBN/Fe-based spherical magnetic abrasive bonding interfacial microstructure prepared by gas atomization with rapid solidification. Adv. Powder Technol. 2020, 31, 1597–1602. [Google Scholar] [CrossRef]
- Yu, S.; Zhao, Y.; Zhao, G.; Liu, Q.; Yao, B.; Liu, H. Review on preparation technology and properties of spherical powders. Int. J. Adv. Manuf. Technol. 2024, 132, 1053–1069. [Google Scholar] [CrossRef]
- Cheng, M.; Wu, J.; Lu, Z.-G.; Guo, R.-P.; Xu, L.; Yang, R. Effect of Argon-Induced Porosity on Mechanical Properties of Powder Metallurgy Titanium Alloy Components using Hot Isostatic Pressing. Acta Metall. Sin. Engl. Lett. 2021, 34, 1386–1394. [Google Scholar] [CrossRef]
- Kiran, U.R.; Panchal, A.; Kumar, M.P.; Sankaranarayana, M.; Rao, G.V.S.N.; Nandy, T.K. Refractory metal alloying: A new method for improving mechanical properties of tungsten heavy alloys. J. Alloys Compd. 2017, 709, 609–619. [Google Scholar] [CrossRef]
- Huaizhi, Q.; Minglong, G.; Dongdong, Z.; Wenda, S.; Fengfang, L.; Jing, B.; Qiuzhi, G.; Xiang, Z. Effect of heat treatment time on the microstructure and properties of FeCoNiCuTi high-entropy alloy. J. Mater. Res. Technol. 2023, 24, 4510–4516. [Google Scholar] [CrossRef]
- Li, Z.; Chen, Y.; Zhang, S.; Liu, B.; Kuai, Z.; Huo, W.; Yang, H.; Wei, M.; Bai, P. Microstructure and properties in CuCrZr alloy fabricated by selective laser melting with different heat treatment. Results Phys. 2023, 54, 107125. [Google Scholar] [CrossRef]
- Lu, Z.; Zhang, C.; Huang, Y.; Zhang, H.; Chen, K.; Zhou, H.; Wang, Z.; Deng, N.; Gu, L. Microstructure Evolution and Corrosion Performance of Additively Manufactured GH4099 Superalloy Produced by Selective Laser Melting. J. Mater. Eng. Perform. 2023, 33, 6904–6917. [Google Scholar] [CrossRef]
- Jia, Y.; Zhang, Z.; Du, S.; Zhong, W.; Xu, Y.; Pu, C.; Páez, L.M.R.; Qian, P. Linear active disturbance rejection motion control of a novel pneumatic actuator with linear-rotary compound motion. Int. J. Hydromechatron. 2024, 7, 382–399. [Google Scholar] [CrossRef]
- Chen, B.; Zhang, Z.; Li, W.; Li, Y.; Lu, Y.; Zhong, Y.; Li, Y. Atomization process of GH4099 superalloy powder prepared by dual-gas nozzle. Phys. Fluids 2025, 37, 025186. [Google Scholar] [CrossRef]
- GB/T 228.1-2021; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. National Standard of the People’s Republic of China: Beijing, China, 2021.
- GB/T 145-2001; Center Holes. National Standard of the People’s Republic of China: Beijing, China, 2001.
- Wang, A.; Wang, H.; Wu, Y.; Wang, H. 3D printing of aluminum alloys using laser powder deposition: A review. Int. J. Adv. Manuf. Technol. 2021, 116, 1–37. [Google Scholar] [CrossRef]
- Wei, C.; Li, L. Recent progress and scientific challenges in multi-material additive manufacturing via laser-based powder bed fusion. Virtual Phys. Prototyp. 2021, 16, 347–371. [Google Scholar] [CrossRef]
- Capozzi, L.C.; Sivo, A.; Bassini, E. Powder spreading and spreadability in the additive manufacturing of metallic materials: A critical review. J. Mater. Process. Technol. 2022, 308, 117706. [Google Scholar] [CrossRef]
- Wang, J.; Zhou, X.; Li, J. Evolution of microstructures and properties of SLM-manufactured Cu–15Ni–8Sn alloy during heat treatment. Addit. Manuf. 2021, 37, 101599. [Google Scholar] [CrossRef]
- Rehman, A.U.; Karakas, B.; Mahmood, M.A.; Başaran, B.; Rehman, R.U.; Kirac, M.; Khraisheh, M.; Salamci, M.U.; Ünal, R. Additive manufacturing of Inconel-625: From powder production to bulk samples printing. Rapid Prototyp. J. 2023, 29, 1788–1799. [Google Scholar] [CrossRef]
- Nguyen, Q.B.; Nai, M.L.S.; Zhu, Z.; Sun, C.N.; Wei, J.; Zhou, W. Characteristics of Inconel Powders for Powder-Bed Additive Manufacturing. Engineering 2017, 3, 695–700. [Google Scholar] [CrossRef]
- Park, S.; Hyer, H.; Zhou, L.; Huynh, T.; Mehta, A.; Graydon, K.; Woo, J.; Sohn, Y. Microstructural Development in Inconel 718 Nickel-Based Superalloy Additively Manufactured by Laser Powder Bed Fusion. Metallogr. Microstruct. Anal. 2021, 10, 588–603. [Google Scholar]
- Zhou, L.; Mehta, A.; McWilliams, B.; Cho, K.; Sohn, Y. Microstructure, precipitates and mechanical properties of powder bed fused Inconel 718 before and after heat treatment. J. Mater. Sci. Technol. 2019, 35, 1153–1164. [Google Scholar] [CrossRef]
- Deng, D.; Pewng, R.L.; Brodin, H.; Moverare, J. Microstructure and mechanical properties of Inconel 718 produced by selective laser melting. Mater. Sci. Eng. A 2018, 713, 294–306. [Google Scholar] [CrossRef]
- Gokcekaya, O.; Ishimoto, T.; Hibino, S.; Yasutomi, J.; Narushima, T.; Nakano, T. Unique Crystallographic Texture Formation in Inconel 718 by Laser Powder Bed Fusion and Its Effect on Mechanical Anisotropy. Acta Mater. 2021, 212, 116876. [Google Scholar] [CrossRef]
- Guo, Y.; Lu, N.; Yang, P.; Liang, J.; Zhang, G.; Cui, C.; Zhang, T.-A.; Zhou, Y.; Sun, X.; Li, J. The Customized Heat Treatment for Enhancing the High-Temperature Durability of Laser-Directed Energy Deposition-Repaired Single-Crystal Superalloys. Materials 2024, 17, 5665. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | W | Co | Mo | Al | Ti | Fe | Ni |
|---|---|---|---|---|---|---|---|---|
| Proportion | 17.94 | 6.02 | 5.8 | 3.93 | 2.24 | 1.19 | 0.2 | Bal. |
| Parameters | Unit | Value |
|---|---|---|
| Layer thickness | μm | 20 |
| Overlap | % | 3 |
| Scan velocity | mm/s | 1095 |
| Laser power | W | 190 |
| Initial temperature | °C | 140 |
| Scan strategy | - | Short line |
| Grain boundary energy | J/m2 | 0.25150 |
| Condition | Heat Treatment |
|---|---|
| As built | - |
| HT | 1140 °C/2 h/solution + 850 °C/8 h aging treatment |
| Condition | Heat Treatment |
|---|---|
| As built | - |
| HT | 1140 °C/2 h/solution + 850 °C/8 h aging treatment |
| Hall Flow Rate/50 g | Tapped Density g/cm3 | Bulk Density g/cm3 |
|---|---|---|
| 14.9 ± 0.02 | 5.32 ± 0.042 | 4.68 ± 0.023 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, B.; Zhong, Y.; Li, W.; Li, Y.; Wang, Q.; Lu, Y.; Qi, Z.; Wang, S.; Li, Y. Investigation of the Microstructure and Mechanical Performance of GH4099 Alloy Fabricated by Selective Laser Melting. Materials 2025, 18, 2271. https://doi.org/10.3390/ma18102271
Chen B, Zhong Y, Li W, Li Y, Wang Q, Lu Y, Qi Z, Wang S, Li Y. Investigation of the Microstructure and Mechanical Performance of GH4099 Alloy Fabricated by Selective Laser Melting. Materials. 2025; 18(10):2271. https://doi.org/10.3390/ma18102271
Chicago/Turabian StyleChen, Bo, Yilong Zhong, Wenying Li, Yanying Li, Qiyou Wang, Yingjie Lu, Zichen Qi, Shenqi Wang, and Yanbiao Li. 2025. "Investigation of the Microstructure and Mechanical Performance of GH4099 Alloy Fabricated by Selective Laser Melting" Materials 18, no. 10: 2271. https://doi.org/10.3390/ma18102271
APA StyleChen, B., Zhong, Y., Li, W., Li, Y., Wang, Q., Lu, Y., Qi, Z., Wang, S., & Li, Y. (2025). Investigation of the Microstructure and Mechanical Performance of GH4099 Alloy Fabricated by Selective Laser Melting. Materials, 18(10), 2271. https://doi.org/10.3390/ma18102271