Environmentally Friendly Bleaching Process of the Cellulose Fibres Materials Using Ozone and Hydrogen Peroxide in the Gas Phase


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- Unbleached 100% plain woven cotton fabric with a weight of 170 g/m2. The amount of weft yarn in the longitudinal direction per unit length was 20 yarns/cm, and the amount of warp yarns in the transverse direction per unit length was 16 yarns/cm. Before testing, cotton fabric samples were subjected to pre-treatment with an anionic wetting–washing agent—Periwet WLV (Dr. Petry GmbH, Reutlingen, Germany)—2 g/L, 98 °C, 30 min, using laboratory dyeing machine RED KROME(Ugolini S.R.L., Schio, Italy)
- Hydrogen peroxide solution 30% (CAS No.: 7722-84-1) was purchased from Millipore Sigma (St. Louis, MO, USA).
- Bacterial strains: Staphylococcus aureus (ATCC 6538, Gram-positive bacteria) and Escherichia coli (ATCC 25922, Gram-negative bacteria) were purchased from Microbiologics (St. Cloud, MN, USA).
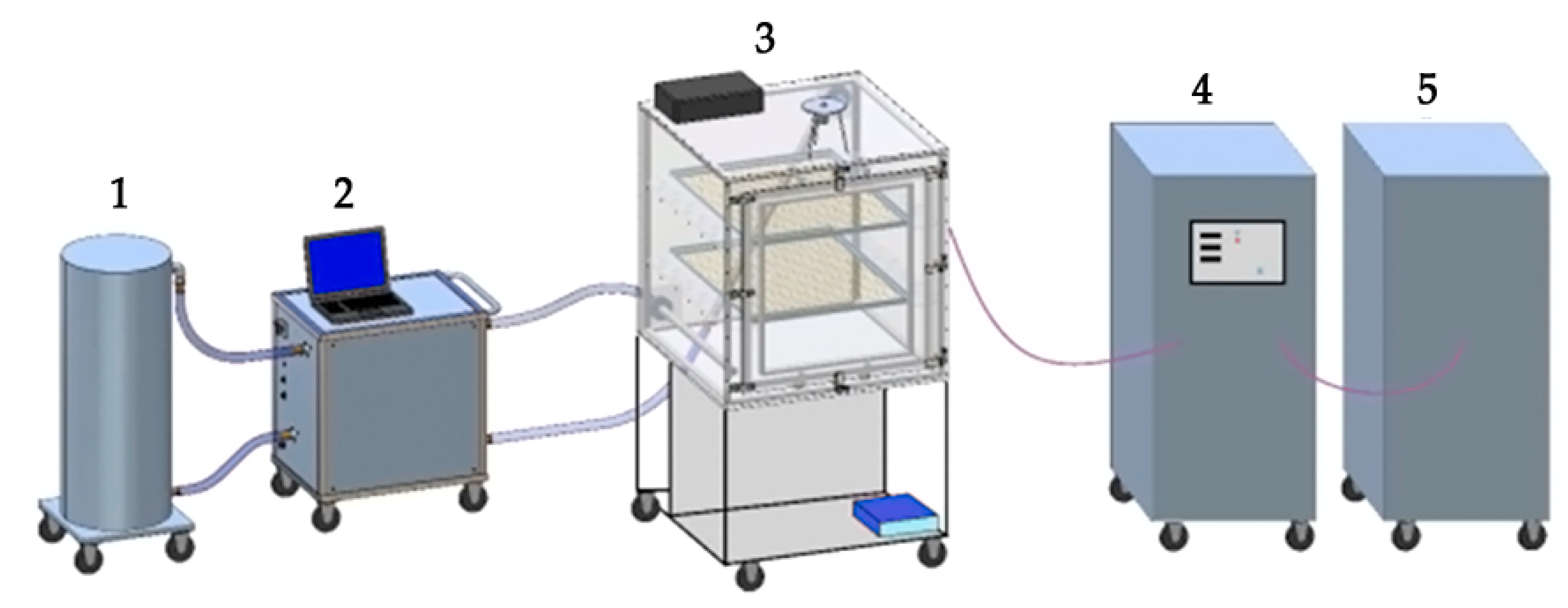
2.2. Bleaching Process of Cellulose Fibrous Materials
- Absorption column with a filter (1);
- Central unit in which a generator of vaporised (gaseous) hydrogen peroxide is placed, allowing to set the parameters of the process and to control the readings from sensors placed in the chamber (2);
- Hermetic sealed working chamber having a volume of approximately 1 m3, made of transparent plastic resistant to hydrogen peroxide (acrylic glass), equipped with a fan and a set of sensors enabling to control relative humidity, temperature, concentration of oxidising agent, pressure (3);
- Ozone generator, allowing to provide the ozone concentration in the chamber up to approximately 60 g/m3 (4);
- Oxygen concentrator (5).
2.2.1. Bleaching Process of Cellulose Materials Using Hydrogen Peroxide in the Gas Phase (H2O2(g), VHP)
- Dehumidification—the drying of the working chamber in order to lower the relative humidity to 40 ± 3% in order to allow the higher concentration of the active vapours;
- Saturation—dosing of hydrogen peroxide in order to achieve the proper concentration of hydrogen peroxide vapours (H2O2(g), VHP) inside the working chamber (800 ppm; 0.24 Mol/L);
- Bleaching with a simultaneous decontamination—in this phase, the concentration of the hydrogen peroxide in the form of dry gas (below the condensation point) is maintained at the previously defined level for a certain period of time; the system constantly supplies and replenishes hydrogen peroxide in the working chamber, while the installed fans ensure the even distribution of air, VPH and water vapour within the entire volume of the chamber;
- Aeration—exchange of air inside the working chamber or the decomposition of the active substance; in this step, the hydrogen peroxide supply to the working chamber is stopped, and hydrogen peroxide mixed with water vapour is exhausted from the working chamber (in a closed cycle) until a safe concentration is reached.
2.2.2. Bleaching Process of Cellulose Materials Using Ozone
2.2.3. Bleaching Process of Cellulose Materials Using Combination of VHP and Ozone
2.2.4. Conventional Bleaching Process
2.3. Analytical Methods
2.3.1. Scanning Electron Microscopy (SEM)
2.3.2. Colour and Whiteness Measurement
Evaluation of the Whiteness
Yellowness Index
Evaluation of the Colour
2.3.3. Determination of the Polymerisation Degree
2.3.4. Assessment of the Mechanical Properties
2.3.5. Determination of the pH of an Aqueous Extract
2.3.6. Measurement of the Sorption Capacity
2.3.7. Microbiological Assessment of the Decontamination Efficiency
3. Results and Discussion
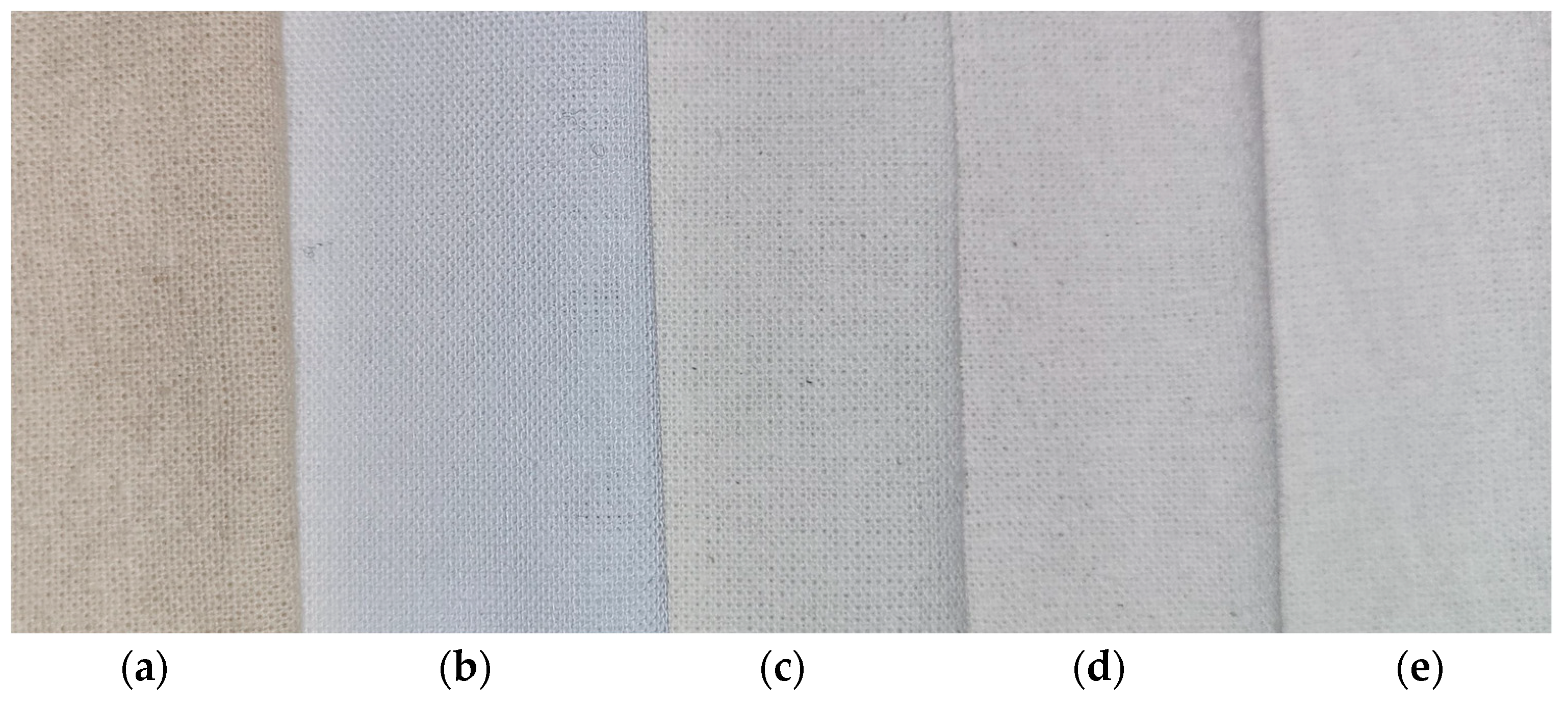
3.1. Bleaching
3.2. Scanning Electron Microscopy (SEM)
3.3. Evaluation of the Whiteness and Yellowness
3.4. Evaluation of the Colour
3.5. Determination of the Polymerisation Degree
3.6. Assessment of the Mechanical Properties
3.7. Determination of the pH of Aqueous Extract
3.8. Measurement of the Sorption Capacity
3.9. Microbiological Assessment of the Decontamination Efficiency
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cao, H.; Cobb, K.; Yatvitskiy, M.; Wolfe, M.; Shen, H. Textile and product development from end-of-use cotton apparel: A study to reclaim value from waste. Sustainability 2022, 14, 8553. [Google Scholar] [CrossRef]
- Textile Exchange. Preferred Fibers and Materials Market Report. 2021. Available online: https://textileexchange.org/wp-content/uploads/2021/08/Textile-Exchange_Preferred-Fiber-and-Materials-Market-Report_2021.pdf (accessed on 26 April 2022).
- Krifa, M. Cotton uses and performance in the textile market. In Cotton Fibres: Characteristics, Uses and Performance; Abidi, N., Gordon, S., Eds.; Nova Science Publishers: Hauppauge, NY, USA, 2017; Chapter 11; pp. 233–253. [Google Scholar]
- Sindhu, K.A.; Prasanth, R.; Thakur, V.K. Medical Applications of Cellulose and its Derivatives: Present and Future. In Nanocellulose Polymer Nanocomposites: Fundamentals and Applications; Sindhu, K.A., Prasanth, R., Thakur, V.K., Eds.; Scrivener Publishing LLC: Beverly, MA, USA, 2014; pp. 437–477. [Google Scholar] [CrossRef]
- Shahriari-Khalaji, M.; Alassod, A.; Nozhat, Z. Cotton-based health care textile: A mini review. Polym. Bull. 2022, 79, 10409–10432. [Google Scholar] [CrossRef]
- Akpomie, K.G.; Conradie, J. Advances in application of cotton-based adsorbents for heavy metals trapping, surface modifications and future perspectives. Ecotoxicol. Environ. Saf. 2020, 201, 110825. [Google Scholar] [CrossRef]
- Klemm, D.; Heublein, B.; Fink, H.P.; Bohn, A. Cellulose: Fascinating Biopolymer and Sustainable Raw Material. Angew. Chem. Int. Ed. 2005, 44, 3358–3393. [Google Scholar] [CrossRef]
- Rojas, O.J. (Ed.) Cellulose Chemistry and Properties: Fibers, Nanocelluloses and Advanced Materials. In Advances in Polymer Science, 271; Springer: Berlin/Heidelberg, Germany, 2016; pp. 1–341. [Google Scholar] [CrossRef]
- Fang, D.D. (Ed.) Cotton Fiber: Physics, Chemistry and Biology; Springer Nature: Basel, Switzerland, 2018; pp. 1–226. [Google Scholar] [CrossRef]
- De Carvalho, J.P.; Correia Farias, F.J.; de Andrade Lima, M.M.; da Silva Rodrigues, J.I. Inheritance of different fiber colors in cotton (Gossypium barbadense L.). Crop Breed. Appl. Biotechnol. 2014, 14, 256–260. [Google Scholar] [CrossRef]
- Teixeira, E.M.; Correa, A.C.; Manzoli, A. Cellulose nanofibers from white and naturally colored cotton fibers. Cellulose 2010, 17, 595–606. [Google Scholar] [CrossRef]
- Komuraiah, A.; Kumar, N.S.; Prasad, B.D. Chemical composition of natural fibers and its influence on their mechanical properties. Mech. Compos. Mater. 2014, 50, 359–376. [Google Scholar] [CrossRef]
- Chokshi, S.; Parmar, V.; Gohil, P.; Chaudhary, V. Chemical composition and mechanical properties of natural fibers. J. Nat. Fibers 2022, 19, 3942–3953. [Google Scholar] [CrossRef]
- Lebo, S.E., Jr.; Gargulak, J.D.; McNally, T.J. Lignin. In Kirk-Othmer Encyclopedia of Chemical Technology; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2001; ISBN 978-0-471-23896-6. [Google Scholar] [CrossRef]
- Ismailov, A.I.; Karimdzhanov, A.K.; Islambekov, S.Y.; Rakhimkhanov, Z.B. Flavonoids of the cotton plant and plants close to it. Chem. Nat. Compd. 1994, 30, 1–14. [Google Scholar] [CrossRef]
- Nix, A.; Paull, C.; Colgrave, M. Flavonoid profile of the cotton plant, Gossypium hirsutum: A Review. Plants 2017, 6, 43. [Google Scholar] [CrossRef] [PubMed]
- Chen, M.; Zhang, T.T.; He, L.; Wang, K.; Chen, Y. Qualitative analysis of cotton fiber pigment composition. Text. Res. J. 2021, 91, 456–463. [Google Scholar] [CrossRef]
- Khalid, M.N.; Rasheed, Z.; Amjad, I.; Qasim, M.; Khan, M.M. An in-depth review of flavonoid profile in cotton (Gossypium hirsutum L.). Indian J. Pure Appl. Biosci. 2021, 9, 202–216. [Google Scholar] [CrossRef]
- Cui, X.L.; Price, J.B.; Calamari, T.A.; Hemstreet, J.M.; Meredith, W. Cotton wax and its relationship with fiber and yarn properties: Part I: Wax content and fiber properties. Text. Res. J. 2002, 72, 399–404. [Google Scholar] [CrossRef]
- Brushwood, D.E. Noncellulosic constituents on raw cotton and their relationship to fiber physical properties. Text. Res. J. 2003, 73, 912–916. [Google Scholar] [CrossRef]
- Zhang, Y.; Shaad, K.; Vollmer, D.; Ma, C. Treatment of textile wastewater using advanced oxidation processes—A critical review. Water 2021, 13, 3515. [Google Scholar] [CrossRef]
- Johnson, S.; Echeverria, D.; Venditti, R.; Jameel, H.; Yao, Y. Supply chain of waste cotton recycling and reuse: A review. AATCC J. Res. 2020, 7, 19–29. [Google Scholar] [CrossRef]
- Babu, B.R.; Parande, A.K.; Raghu, S.; Prem Kumar, T. Cotton textile processing: Waste generation and effluent treatment. J. Cotton Sci. 2007, 11, 141–153. [Google Scholar]
- Harane, R.S.; Mehra, N.R.; Tayade, P.B.; Adivarekar, R.V. A facile energy and water-conserving process for cotton dyeing. Int. J. Energy Environ. Eng. 2014, 5, 96. [Google Scholar] [CrossRef]
- Durrant, P.J.; Durrant, B. Introduction to Advanced Inorganic Chemistry, 2nd ed.; Wiley: New York, NY, USA, 1970; pp. 1–1331. [Google Scholar]
- Audran, G.; Marque, S.R.A.; Santelli, M. Ozone, chemical reactivity and biological functions. Tetrahedron 2018, 74, 6221–6261. [Google Scholar] [CrossRef]
- Goor, G.; Glenneberg, J.; Jacobi, S.; Jal Dadabhoy, J.; Candido, E. Hydrogen Peroxide. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag: Weinheim, Germany, 2019; pp. 1–40. [Google Scholar] [CrossRef]
- LennTech. Chemical Properties of Chlorine—Health Effects of Chlorine—Environmental Effects of Chlorine. Available online: https://www.lenntech.com/periodic/elements/cl.htm#ixzz7vvusfT9a (accessed on 15 March 2023).
- Fukayama, M.Y.; Tan, H.; Wheeler, W.B.; Wei, C.I. Reactions of aqueous chlorine and chlorine dioxine with model food compounds. Environ. Health Perspect. 1986, 69, 267–274. [Google Scholar] [CrossRef] [PubMed]
- Deborde, M.; von Gunten, U. Reactions of chlorine with inorganic and organic compounds during water treatment—Kinetics and mechanisms: A critical review. Water Res. 2008, 42, 13–51. [Google Scholar] [CrossRef]
- Zhou, Z.; Jääskeläinen, A.S.; Vuorinen, T. Oxidation of cellulose and carboxylic acids by hypochlorous acid: Kinetics and mechanisms. J. Pulp Pap. Sci. 2008, 34, 212–218. [Google Scholar]
- Squadrito, G.L.; Postlethwait, E.M.; Matalon, S. Elucidating mechanisms of chlorine toxicity: Reaction kinetics, thermodynamics, and physiological implications. Am. J. Physiol. Lung Cell. Mol. Physiol. 2010, 299, 73. [Google Scholar] [CrossRef] [PubMed]
- Hossaini, R.; Chipperfield, M.P.; Saiz-Lopez, A.; Fernandez, R.; Monks, S.; Feng, W.; Brauer, P.; von Glasow, R. A global model of tropospheric chlorine chemistry: Organic versus inorganic sources and impact on methane oxidation. , J. Geophys. Res. Atmos. 2016, 121, 14271–14297. [Google Scholar] [CrossRef]
- Jefri, U.H.N.M.; Khan, A.; Lim, Y.C.; Lee, K.S.; Liew, K.B.; Kassab, Y.W.; Choo, C.Y.; Al-Worafi, Y.M.; Ming, L.C.; Kalusalingam, A. A systematic review on chlorine dioxide as a disinfectant. J. Med. Life 2022, 15, 313–318. [Google Scholar] [CrossRef] [PubMed]
- Jin, R.-Y.; Hu, S.-Q.; Zhang, Y.-G.; Bo, T. Concentration-dependence of the explosion characteristics of chlorine dioxide gas. J. Hazard. Mater. 2009, 166, 842–847. [Google Scholar] [CrossRef] [PubMed]
- Hosoya, S. Fundamental reaction mechanisms of hydrogen peroxide bleaching. Jap. Tappi J. 1998, 52, 9–21. [Google Scholar] [CrossRef]
- Sato, K.; Hyodo, M. Hydrogen peroxide oxidation of aldehydes to carboxylic acids: An organic solvent-, halide- and metal-free procedure. Tetrahedron Lett. 2000, 41, 1439–1442. [Google Scholar] [CrossRef]
- Voukides, A.C.; Konrad, K.M.; Johnson, R.P. Competing mechanistic channels in the oxidation of aldehydes by ozone. J. Org. Chem. 2009, 74, 2108–2113. [Google Scholar] [CrossRef]
- Weber, I.E.; Clayton, E. The hydrogen peroxide bleaching of wool, cotton, and silk. J. Text. Inst. Proc. 1933, 24, P178–P193. [Google Scholar] [CrossRef]
- Zeronian, S.H.; Inglesby, M.K. Bleaching of cellulose by hydrogen peroxide. Cellulose 1995, 2, 265–272. [Google Scholar] [CrossRef]
- Loeffler, M.J.; Teolis, B.D.; Baragiola, R.A. Distillation kinetics of solid mixtures of hydrogen peroxide and water and the isolation of pure hydrogen peroxide in ultrahigh vacuum. J. Phys. Chem. B 2006, 110, 6911–6915. [Google Scholar] [CrossRef] [PubMed]
- Abramson, H.A. A stable hydrogen peroxide aerosol. Science 1942, 96, 238. [Google Scholar] [CrossRef] [PubMed]
- Hultman, C.; Hill, G.; McDonnell, G. The physical chemistry of decontamination with gaseous hydrogen peroxide. Pharm. Eng. 2007, 27, 22–32. [Google Scholar]
- Berger, D.; Gundermann, G.; Sinha, A.; Moroi, M.; Goya, N.; Tsai, A. Review of aerosolized hydrogen peroxide, vaporized hydrogen peroxide, and hydrogen peroxide gas plasma in the decontamination of filtering facepiece respirators. Am. J. Infect. Control 2022, 50, 203–213. [Google Scholar] [CrossRef] [PubMed]
- Pironti, C.; Motta, O.; Proto, A. Development of a new vapour phase methodology for textiles disinfection. Clean. Eng. Technol. 2021, 4, 100170. [Google Scholar] [CrossRef]
- Wawrzyk, A.; Gutarowska, B.; Rybitwa, D.; Pietrzak, K.; Machnowski, W.; Wrzosek, H.; Papis, A.; Walawska, A.; Otlewska, A.; Szulc, J.; et al. Vapourised Hydrogen Peroxide (VHP) and Ethylene Oxide (EtO) Methods for Disinfecting Historical Cotton Textiles from the Auschwitz-Birkenau State Museum in Oświęcim, Poland. Int. Biodeterior. Biodegrad. 2018, 133, 42–51. [Google Scholar] [CrossRef]
- Sójka-Ledakowicz, J.; Walawska, A.; Filipowska, B.; Lewartowska, J.; Olczyk, J.; Kiwała, M. New Eco-Friendly Method of Cellulosic Product Bleaching with Simultaneous Disinfection. Fibres Text. East. Eur. 2015, 23, 115–119. [Google Scholar] [CrossRef]
- Epelle, E.I.; Macfarlane, A.; Cusack, M.; Burns, A.; Okolie, J.A.; Mackay, W.; Rateb, M.; Yaseen, M. Ozone Application in Different Industries: A Review of Recent Developments. Chem. Eng. J. 2023, 454, 140188. [Google Scholar] [CrossRef]
- Batagoda, J.H.; Hewage, S.D.A.; Meegoda, J.N. Nano-Ozone Bubbles for Drinking Water Treatment. J. Environ. Eng. Sci. 2019, 14, 57–66. [Google Scholar] [CrossRef]
- Manasfi, T. Chapter Four—Ozonation in Drinking Water Treatment: An Overview of General and Practical Aspects, Mechanisms, Kinetics, and Byproduct Formation. In Comprehensive Analytical Chemistry; Manasfi, T., Boudenne, J.-L., Eds.; Analysis and Formation of Disinfection Byproducts in Drinking Water; Elsevier: Amsterdam, The Netherlands, 2021; Volume 92, pp. 85–116. [Google Scholar]
- Rekhate, C.V.; Srivastava, J.K. Recent Advances in Ozone-Based Advanced Oxidation Processes for Treatment of Wastewater—A Review. Chem. Eng. J. Adv. 2020, 3, 100031. [Google Scholar] [CrossRef]
- Gupta, A.; Thakur, I.S. Treatment of Organic Recalcitrant Contaminants in Wastewater. In Biological Wastewater Treatment and Resource Recovery; Robina, F., Ahmad, Z., Eds.; IntechOpen: London, UK, 2017. [Google Scholar]
- Paucar, N.E.; Kim, I.; Tanaka, H.; Sato, C. Ozone Treatment Process for the Removal of Pharmaceuticals and Personal Care Products in Wastewater. Ozone Sci. Eng. 2019, 41, 3–16. [Google Scholar] [CrossRef]
- Olak-Kucharczyk, M.; Festinger, N.; Smułek, W. Application of Ozonation-Biodegradation Hybrid System for Polycyclic Aromatic Hydrocarbons Degradation. Int. J. Environ. Res. Public. Health 2023, 20, 5347. [Google Scholar] [CrossRef]
- Olak-Kucharczyk, M.; Foszpańczyk, M.; Żyłła, R.; Ledakowicz, S. Photodegradation and Ozonation of Ibuprofen Derivatives in the Water Environment: Kinetics Approach and Assessment of Mineralization and Biodegradability. Chemosphere 2022, 291, 132742. [Google Scholar] [CrossRef] [PubMed]
- Kasiri, M.B.; Modirshahla, N.; Mansouri, H. Decolorization of Organic Dye Solution by Ozonation; Optimization with Response Surface Methodology. Int. J. Ind. Chem. 2013, 4, 3. [Google Scholar] [CrossRef]
- Sevimli, M.F.; Sarikaya, H.Z. Ozone Treatment of Textile Effluents and Dyes: Effect of Applied Ozone Dose, pH and Dye Concentration. J. Chem. Technol. Biotechnol. 2002, 77, 842–850. [Google Scholar] [CrossRef]
- Bilińska, L.; Blus, K.; Gmurek, M.; Ledakowicz, S. Coupling of Electrocoagulation and Ozone Treatment for Textile Wastewater Reuse. Chem. Eng. J. 2019, 358, 992–1001. [Google Scholar] [CrossRef]
- Aslam, R.; Alam, M.S.; Saeed, P.A. Sanitization Potential of Ozone and Its Role in Postharvest Quality Management of Fruits and Vegetables. Food Eng. Rev. 2020, 12, 48–67. [Google Scholar] [CrossRef]
- Botondi, R.; Barone, M.; Grasso, C. A Review into the Effectiveness of Ozone Technology for Improving the Safety and Preserving the Quality of Fresh-Cut Fruits and Vegetables. Foods 2021, 10, 748. [Google Scholar] [CrossRef] [PubMed]
- Sivaranjani, S.; Prasath, V.A.; Pandiselvam, R.; Kothakota, A.; Mousavi Khaneghah, A. Recent Advances in Applications of Ozone in the Cereal Industry. LWT 2021, 146, 111412. [Google Scholar] [CrossRef]
- Obadi, M.; Zhu, K.-X.; Peng, W.; Sulieman, A.A.; Mohammed, K.; Zhou, H.-M. Effects of Ozone Treatment on the Physicochemical and Functional Properties of Whole Grain Flour. J. Cereal Sci. 2018, 81, 127–132. [Google Scholar] [CrossRef]
- He, T.; Liu, M.; Tian, X. Effect of Active Hydroxylamine Intermediates on Improving Cellulose Protection and Mass Transfer in Ozone Bleaching of Low-Consistency Pulp. Ind. Crop. Prod. 2020, 143, 111404. [Google Scholar] [CrossRef]
- Zhang, X.; Li, J.; Gong, J.; Kuang, Y.; He, S.; Xu, J.; Mo, L.; Man, Y.; Zhu, W.; Song, J.; et al. Cleaner Approach for Medium Consistency Eucalyptus Slab Pulp Production Using Ozone Bleaching under Turbulent Mixing. J. Clean. Prod. 2020, 276, 124201. [Google Scholar] [CrossRef]
- de Souza Botelho-Almeida, T.; Lourenço, F.R.; Kikuchi, I.S.; Awasthi, R.; Dua, K.; Andreoli Pinto, T.d.J. Evaluating the Potential, Applicability, and Effectiveness of Ozone Sterilization Process for Medical Devices. J. Pharm. Innov. 2018, 13, 87–94. [Google Scholar] [CrossRef]
- Zhang, J.M.; Zheng, C.Y.; Xiao, G.F.; Zhou, Y.Q.; Gao, R. Examination of the efficacy of ozone solution disinfectant in in activating SARS virus. Chin. J. Disinfect. 2004, 1, 66–70. [Google Scholar]
- Hudson, J.B.; Sharma, M.; Vimalanathan, S. Development of a Practical Method for Using Ozone Gas as a Virus Decontaminating Agent. Ozone Sci. Eng. 2009, 31, 216–223. [Google Scholar] [CrossRef]
- Cristiano, L. Could Ozone Be an Effective Disinfection Measure against the Novel Coronavirus (SARS-CoV-2)? J. Prev. Med. Hyg. 2020, 61, E301–E303. [Google Scholar] [CrossRef]
- Karim, N.; Afroj, S.; Lloyd, K.; Oaten, L.C.; Andreeva, D.V.; Carr, C.; Farmery, A.D.; Kim, I.-D.; Novoselov, K.S. Sustainable Personal Protective Clothing for Healthcare Applications: A Review. ACS Nano 2020, 14, 12313–12340. [Google Scholar] [CrossRef]
- Rubio-Romero, J.C.; Pardo-Ferreira, M.d.C.; Torrecilla-García, J.A.; Calero-Castro, S. Disposable Masks: Disinfection and Sterilization for Reuse, and Non-Certified Manufacturing, in the Face of Shortages during the COVID-19 Pandemic. Saf. Sci. 2020, 129, 104830. [Google Scholar] [CrossRef]
- Bahtiyari, M.İ.; Benli, H. Ozone Bleaching of Cotton Fabrics with the Aid of Ultrasonic Humidifier. Cellulose 2016, 23, 2715–2725. [Google Scholar] [CrossRef]
- Perincek, S.; Bahtiyari, M.; Körlü, A.E.; Duran, K. Effect of Ozone and Ultrasound on the Fiber Properties of Angora Rabbit. J. Appl. Polym. Sci. 2011, 120, 3119–3125. [Google Scholar] [CrossRef]
- Atav, R.; Yurdakul, A. Effect of the Ozonation Process on the Dyeability of Mohair Fibres. Color. Technol. 2011, 127, 159–166. [Google Scholar] [CrossRef]
- Arooj, F.; Ahmad, N.; Shaikh, I.A.; Chaudhry, M.N. Application of Ozone in Cotton Bleaching with Multiple Reuse of a Water Bath. Text. Res. J. 2014, 84, 527–538. [Google Scholar] [CrossRef]
- Eren, H.A.; Ozturk, D. The Evaluation of Ozonation as an Environmentally Friendly Alternative for Cotton Preparation. Text. Res. J. 2011, 81, 512–519. [Google Scholar] [CrossRef]
- Arooj, F.; Ahmad, N.; Chaudhry, M.N. A Pilot-Scale Application of Ozone to Bleach Raw Cotton Fabric Using Various Additives. Ozone Sci. Eng. 2015, 37, 203–215. [Google Scholar] [CrossRef]
- Prabaharan, M.; Rao, J. Combined Desizing, Scouring and Bleaching of Cotton Using Ozone. Indian J. Fibre Text. Res. 2003, 28, 437–443. [Google Scholar]
- Maqsood, H.; Wiener, J.; Baheti, V.; Eldeeb, M.; Militky, J. Ozonation: A Green Source for Oxidized Cotton. Fibres Text. East. Eur. 2016, 24, 19–21. [Google Scholar] [CrossRef]
- Turhan, Y. The Effects of Ozone Bleaching and Ozone Desizing Method on Whiteness and Water Absorption of 100% Cotton Terry Fabrics. Int. J. Mater. Sci. Appl. 2018, 7, 85. [Google Scholar] [CrossRef]
- Ben Fraj, A.; Jaouachi, B. Effects of Ozone Treatment on Denim Garment Properties. Color. Technol. 2021, 137, 678–688. [Google Scholar] [CrossRef]
- ISO 105-J02:2002; Textiles—Tests for Colour Fastness—Part J02: Instrumental Assessment of Relative Whiteness. International Organization for Standardization: Geneva, Switzerland, 2002.
- Yeo, W.S.; Lau, W.J. Predicting the whiteness index of cotton fabric with a least squares model. Cellulose 2021, 28, 8841–8854. [Google Scholar] [CrossRef]
- ASTM Method E313; Standard Practice for Calculating Yellowness and Whiteness Indices from Instrumentally Measured Color Coordinates. ASTM International: West Conshohocken, PA, USA, 2020.
- ISO 105-J03:2009; Textiles—Tests for Colour Fastness—Part J03: Calculation of Colour Differences. International Organization for Standardization: Geneva, Switzerland, 2009.
- ISO 5351:2010; Pulps—Determination of Limiting Viscosity Number in Cupri-Ethylenediamine (CED) Solution. International Organization for Standardization: Geneva, Switzerland, 2010.
- Immergut, E.H.; Schurz, J.; Mark, H. Viscosity number-molecular weight relationship for cellulose and studies of nitrocellulose in various solvents. Monatshefte Chem. 1953, 84, 219–249. [Google Scholar] [CrossRef]
- ISO 13934-1:2013; Textiles—Tensile Properties of Fabrics—Part 1: Determination of Maximum Force and Elongation at Maximum Force Using the Strip Method. International Organization for Standardization: Geneva, Switzerland, 2013.
- ISO 3071:2020; Textiles—Determination of pH of Aqueous Extract. International Organization for Standardization: Geneva, Switzerland, 2020.
- Bartkowiak, G. Liquid sorption by nonwovens containing superabsorbent fibres. Fibres Text. East. Eur. 2006, 14, 57–62. [Google Scholar]
- Wójtowicz-Młochowska, H. Synthetic utility of metal catalyzed hydrogen peroxide oxidation of C-H, C-C and C=C bonds in alkanes, arenes and alkenes: Recent advances. Arkivoc 2017, 2017, 12–58. [Google Scholar] [CrossRef]
- Rubin, M.B. The history of ozone: Part III.—C. D. Harries and the introduction of ozone into organic chemistry. Helv. Chim. Acta 2003, 86, 930–940. [Google Scholar] [CrossRef]
- Arooj, F.; Jamshed, K.; Kashif, S.U.R.; Jamshed, H.; Luqman, M. Improvement in the absorbency of ozone bleached cotton fabric by the addition of surfactant. J. Text. Inst. 2021, 112, 1821–1825. [Google Scholar] [CrossRef]
- Gürsoy, N.Ç.; Lim, S.-H.; Hinks, D.; Hauser, P. Evaluating hydrogen peroxide bleaching with cationic bleach activators in a cold pad-batch process. Text. Res. J. 2004, 74, 970–977. [Google Scholar] [CrossRef]
- Liu, K.; Zhang, X.; Yan, K. Development of o-phthalic anhydride as a low-temperature activator in H2O2 bleaching system for cotton fabric. Cellulose 2018, 25, 859–867. [Google Scholar] [CrossRef]
- Preša, P.; Forte Tavčer, P. Low water and energy saving process for cotton pretreatment. Text. Res. J. 2009, 79, 76–88. [Google Scholar] [CrossRef]
- Ali, S.; Khatri, Z.; Tanwari, A. Integrated preparatory method for cotton towel by using enzymes. Int. J. Chem. Environ. Eng. 2011, 2, 295–301. [Google Scholar]
- Ali, S.; Khatri, Z.; Khatri, A.; Tanwari, A. Integrated desizing-bleaching-reactive dyeing process for cotton towel using glucose oxidase enzyme. J. Clean. Prod. 2014, 66, 562–567. [Google Scholar] [CrossRef]
- Heo, Y.D.; Sung, Y.J.; Joung, Y.J.; Kim, D.K.; Kim, T.Y. Changes in the Properties of Cotton Cellulose by Hydrogen Peroxide Bleaching. J. Korea Tappi 2013, 45, 59–68. [Google Scholar] [CrossRef]
- Steiner, N. Evaluation of peracetic acid as an environmentally safe alternative for hypochlorite. Text. Chem. Color. 1995, 27, 29–32. [Google Scholar]
- Križman, P.; Kovac, F.; Tavcer, P.F. Bleaching of cotton fabric with peracetic acid in the presence of different activators. Color. Technol. 2005, 121, 304–310. [Google Scholar] [CrossRef]
- Špička, N.; Tavčer, P.F. Complete enzymatic pre-treatment of cotton fabric with incorporated bleach activator. Text. Res. J. 2013, 83, 566–573. [Google Scholar] [CrossRef]
- Buschle-Diller, G.; Yang, X.D.; Yamamoto, R. Enzymatic bleaching of cotton fabric with glucose oxidase. Text. Res. J. 2001, 71, 388–394. [Google Scholar] [CrossRef]
- Mojsov, K. Enzymatic desizing, bioscouring and enzymatic bleaching of cotton fabric with glucose oxidase. J. Text. Inst. 2019, 110, 1032–1041. [Google Scholar] [CrossRef]
- Bailey, S.E.; Olin, T.J.; Bricka, R.M.; Adrian, D.D. A review of potentially low-cost sorbents for heavy metals. Water Res. 1999, 33, 2469–2479. [Google Scholar] [CrossRef]
- Subramoniapillai, V.; Thilagavathi, G. Oil spill cleanup by natural fibers: A review. Res. J. Text. Appar. 2022, 26, 390–404. [Google Scholar] [CrossRef]
- Jiang, P.; Lou, L.; Ramkumar, S. Comparison of oil sorption capacity of nonwoven sorbents. AATCC J. Res. 2023, 10, 101–109. [Google Scholar] [CrossRef]
- Okubayashi, S.; Griesser, U.J.; Bechtold, T. Moisture sorption/desorption behavior of various manmade cellulosic fibers. J. Appl. Polym. Sci. 2005, 97, 1621–1625. [Google Scholar] [CrossRef]
- Hill, C.A.S.; Norton, A.; Newman, G. The water vapor sorption behavior of natural fibers. J. Appl. Polym. Sci. 2009, 112, 1524–1537. [Google Scholar] [CrossRef]
- Hamdaoui, M.; Sawssen Achour, N.; Ben Nasrallah, S. The influence of woven fabric structure on kinetics of water sorption. J. Eng. Fibers Fabr. 2014, 9, 101–106. [Google Scholar] [CrossRef]
- Célino, A.; Fréour, S.; Jacquemin, F.; Casari, P. The hygroscopic behavior of plant fibers: A review. Front. Chem. 2014, 1, 43. [Google Scholar] [CrossRef]
- Jordanov, I.; Mangovska, B.; Tavčer, P.F. Assessing structural changes in cotton yarns during wet processing, mercerization, and scouring. AATCC Rev. 2007, 7, 56–61. [Google Scholar]
- Smyatskaya, Y.; Politaeva, N.; Chusov, A. Influence of the nature of the binding material on properties of the sorbents. IOP Conf. Ser. Mater. Sci. Eng. 2020, 883, 012193. [Google Scholar] [CrossRef]
- Simon, M.; Fulchiron, R.; Gouanvé, F. Water sorption and mechanical properties of cellulosic derivative fibers. Polymers 2022, 14, 2836. [Google Scholar] [CrossRef] [PubMed]
- Rutala, W.A.; Weber, D.J. Disinfection, sterilization, and antisepsis: An overview. Am. J. Infect. Control 2019, 47S, A3–A9. [Google Scholar] [CrossRef]
- Scopus Base. 2339 Document Results on Hydrogen Peroxide Antibacterial Activity. Available online: https://www-1scopus-1com-10000149b00ae.han.p.lodz.pl/results/results.uri?sort=plf-f&src=s&st1=hydrogen+peroxide+antibacterial+activity&sid=3ada7d64df1864f30b66b1d9b1c45fb2&sot=b&sdt=b&sl=55&s=TITLE-ABS-KEY%28hydrogen+peroxide+antibacterial+activity%29&origin=searchbasic&editSaveSearch=&yearFrom=Before+1960&yearTo=Present&sessionSearchId=3ada7d64df1864f30b66b1d9b1c45fb2&limit=10 (accessed on 5 September 2023).
- Scopus Base. 232 Document Results on Ozone Antibacterial Activity. Available online: https://www-1scopus-1com-10000149b00cf.han.p.lodz.pl/results/results.uri?sort=plf-f&src=s&st1=Chemistry+of+Cellulose+Bleaching+by+Hydrogen+Peroxide&sid=6db54cb41f66ab9ee85fe8b2aa8ab8e9&sot=b&sdt=b&sl=68&s=TITLE-ABS-KEY%28Ozone+antibacterial+activity%29&origin=searchbasic&editSaveSearch=&yearFrom=Before+1960&yearTo=Present&sessionSearchId=6db54cb41f66ab9ee85fe8b2aa8ab8e9&limit=10 (accessed on 5 September 2023).
- Tuladhar, E.; Terpstra, P.; Koopmans, M.; Duizer, E. Virucidal efficacy of hydrogen peroxide vapour disinfection. J. Hosp. Infect. 2012, 80, 110–115. [Google Scholar] [CrossRef]
- Xiao, S.; Yuan, Z.; Huang, Y. Disinfectants against SARS-CoV-2: A Review. Viruses 2022, 14, 1721. [Google Scholar] [CrossRef]
- Gedanken, A.; Perkas, N.; Perelshtein, I.; Lipovsky, A. Imparting pharmaceutical applications to the surface of fabrics for wound and skin care by ultrasonic waves. Curr. Med. Chem. 2018, 25, 5739–5754. [Google Scholar] [CrossRef]
- Gao, D.; Li, X.; Li, Y.; Lyu, B.; Ren, J.; Ma, J. Long-acting antibacterial activity on the cotton fabric. Cellulose 2021, 28, 1221–1240. [Google Scholar] [CrossRef]
- Chruściel, J.J.; Olczyk, J.; Kudzin, M.H.; Kaczmarek, P.; Król, P.; Tarzyńska, N. Antibacterial and antifungal properties of polyester, polylactide, and cotton nonwovens and fabrics, by means of stable aqueous dispersions containing copper silicate and some metal oxides. Materials 2023, 16, 5647. [Google Scholar] [CrossRef] [PubMed]
- Scopus Base. 242 Document Results on Antibacterial Cotton Fabric Preparation. Available online: https://www-1scopus-1com-10000147o03eb.han.p.lodz.pl/results/results.uri?sort=plf-f&src=s&st1=antibacterial+cotton+fabric+preparation&sid=99128104102da25119ebaf9a688cfa38&sot=b&sdt=b&sl=54&s=TITLE-ABS-KEY%28antibacterial+cotton+fabric+preparation%29&origin=searchbasic&editSaveSearch=&yearFrom=Before+1960&yearTo=Present&sessionSearchId=99128104102da25119ebaf9a688cfa38&limit=10 (accessed on 27 February 2024).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| The Main Coloured Constituents of Cotton Fibres | ||||
|---|---|---|---|---|
| Comp. | Cellulose | Lignin | Flavonoids | Cotton fibre wax |
 |  |  |  | |
| Con. [%] | 83–90 [12,13] | 0.8 [12,14] | 0.5–8 [15,16,17,18] | 0.4–1.0 [12,19,20] |
| No. | Sample Abbreviation | Bleaching | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Oxidants | Conditions | ||||||||
| H2O2(as) | H2O2(g) | O3(g) | Temp. [°C] | Time [h] | |||||
| ppm | Mol/L | ppm | Mol/L | ppm | Mol/L | ||||
| 1. | COT | - | - | - | - | - | |||
| 2. | COT-H2O2(as) (1) | 1680 | 0.05 | 98 | 1 | ||||
| 3. | COT-H2O2(g) | 800 | 0.024 | 35 | 1–4 | ||||
| 4. | COT-O3(g) | 1000–15,000 | 0.021–0.031 | 35 | 0.25–1 | ||||
| 5. | COT-H2O2(g)-O3(g) | 800 | 0.024 | 1000–10,000 | 0.021–0.21 | 35 | 1 | ||
| No. | Sample Abbreviation | Bleaching Conditions | Determined Data | |||||
|---|---|---|---|---|---|---|---|---|
| Oxidant [Mol/L] | Conditions | |||||||
| H2O2(as) | H2O2(g) | O3(g) | Temp. [°C] | Time [h] | WICIE | YI | ||
| 1 | COT | - | - | 24.1 | 19.1 | |||
| 2 | COT-H2O2(as) (1) | 0.05 | 98 | 1 | 72.7 | 6.8 | ||
| 3.1 | COT-H2O2(g) | 0.024 | 35 | 1 | 48.9 | 13.2 | ||
| 3.2 | 0.024 | 35 | 4 | 55.2 | 11.8 | |||
| 4.1 | COT-O3(g) | 0.021 | 35 | 0.25 | 42.2 | 13.2 | ||
| 4.2 | 0.021 | 35 | 1 | 44.9 | 13.1 | |||
| 4.3 | 0.21 | 35 | 0.25 | 50.7 | 12.4 | |||
| 4.4 | 0.21 | 35 | 1 | 65.3 | 8.4 | |||
| 4.5 | 0.31 | 35 | 0.25 | 54.6 | 11.2 | |||
| 5.1 | COT-H2O2(g)-O3(g) | 0.024 | 35 | 1 | ||||
| 0.021 | 35 | 1 | 52.8 | 12.1 | ||||
| 5.2 | 0.024 | 35 | 1 | |||||
| 0.21 | 35 | 1 | 56.3 | 10.8 | ||||
| Sample Abbreviation (a,b) | WICIE (c) | |||||
|---|---|---|---|---|---|---|
| This Work | Literature Data | |||||
| [92] (1,2) | [93] (3) | [94] (4,5) | [95] (6–8) | [96,97] (9,10) | ||
| COT | 24.1 | 2.1 | 1.2 | 11.1 | ||
| COT-NaOH | 19.5 (6) | |||||
| COT-NaOH-H2O2(as) | 84.1 (7) | |||||
| COT-NaOH-PAA(as) | 72.7 (8) | |||||
| COT-H2O2(as)-MPPhA | 63.0 (4) | |||||
| COT-H2O2(as) | 72.7 | 64.1 | 71.4–71.8 | 65.0 (5) | 62.3 (9) | |
| COT-H2O2(as)-GOD | 56.3 (10) | |||||
| COT-H2O2(g) | 48.9–55.2 | |||||
| COT-O3(g) | 42.2–65.3 | |||||
| COT-H2O-O3(g) | 50.6 (1); 56.1–66.5 (2) | |||||
| COT-H2O2(g)-O3(g) | 52.8–56.3 | |||||
| Sample | CIE Colour Coordinates | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| CIELAB and CIELCH Values | Colour Difference | ||||||||||
| L* | a* | b* | C* | h | DE* | DL* | Da* | Db* | DC* | Dh | |
| COT | 86.00 | 1.54 | 8.92 | 9.05 | 80.24 | - | - | - | - | - | - |
| COT-H2O2(as) | 95.50 | 0.06 | 3.56 | 3.56 | 89.09 | 11.0 | 9.49 | −1.48 | −5.36 | −5.49 | 0.88 |
| COT-H2O2(g)—1 h | 91.53 | 0.67 | 6.57 | 6.61 | 84.15 | 6.07 | 5.53 | −0.86 | −2.35 | −2.45 | 0.53 |
| COT-H2O2(g)—4 h | 93.08 | 0.32 | 6.05 | 6.06 | 87.01 | 7.73 | 7.27 | −1.22 | −2.87 | −2.99 | 0.88 |
| COT-O3(g)—0.021 Mol/L; 0.25 h | 88.91 | 1.16 | 6.64 | 6.74 | 80.09 | 3.72 | 2.91 | −0.37 | −2.28 | −2.31 | −0.02 |
| COT-O3(g)—0.021 Mol/L; 1 h | 89.40 | 1.18 | 6.33 | 6.43 | 79.47 | 4.29 | 3.40 | −0.36 | −2.60 | −2.62 | −0.10 |
| COT-O3(g)—0.21 Mol/L; 0.25 h | 91.14 | 0.93 | 5.99 | 6.06 | 81.18 | 5.95 | 5.14 | −0.61 | −2.93 | −2.99 | 0.12 |
| COT-O3(g)—0.021 Mol/L; 1 h | 93.86 | 0.34 | 4.24 | 4.26 | 85.37 | 9.22 | 7.86 | −1.19 | −4.68 | −4.80 | 0.56 |
| COT-H2O2(g)-O3(g)—0.021 Mol/L O3 | 92.11 | 0.57 | 6.06 | 6.09 | 84.61 | 6.81 | 6.11 | −0.96 | −2.86 | −2.97 | 0.57 |
| COT-H2O2(g)-O3(g)—0.21 Mol/L O3 | 92.59 | 0.65 | 5.56 | 5.60 | 83.38 | 7.44 | 6.58 | −0.89 | −3.36 | −3.45 | 0.39 |
| Cotton Treatment | Cotton Treated Polymerisation Degree [DPbc/(DPubc)] (1) | |||||||
|---|---|---|---|---|---|---|---|---|
| This Work | Literature Data | |||||||
| [74] (2,3) | [98] (4) | [99] (5) | [100] (6) | [101] (7) | [102] (8,9) | [103] (10,11) | ||
| COT-H2O2(as) | 1234/ (2951) | 2676/ (3190) | 1856/ (2176) (2); 1679/ (2176) (4) | 1946/(2232) | 1593/ (2312) | |||
| COT-H2O2-NaOH | 2155/ (2470) | 1445/ (2232) | 1180/ (3850) (8) | 1593/ (2312) (11) | ||||
| COT-H2O2(g) | 1168/ (2951) | |||||||
| COT-O3(g) | 2406/ (2951) | |||||||
| COT-H2O2(g)—O3(g) | 579/ (2951) | |||||||
| COT-H2O-O3(g) | 2419/ (3190) (1); 1673/ (3190) (2) | |||||||
| COT-PAA-H2O2 | 2526–2463/ (2845) | 2047/ (2232) | ||||||
| COT-NaClO-H2O2 | 1860/ (2470) | |||||||
| COT-H2O2-ENZ | 1946–2221/ (2232) | 3750/ (3850) (9) | 2038–2187/ (2312) | |||||
| Cotton Sample | Maximum Force [N] | Rel. Elong. (max. force) [%] | ||
|---|---|---|---|---|
| Warp | Weft | Warp | Weft | |
| COT | 510 ± 10 | 410 ± 9 | 10.5 ± 0.9 | 24.0 ± 1.2 |
| COT-H2O2 (as) | 430 ± 8 | 380 ± 8 | 15.5 ± 1.4 | 25.5 ± 1.1 |
| COT-H2O2(g) | 470 ± 7 | 390 ± 8 | 10.5 ± 1.0 | 25.0 ± 1.6 |
| COT-O3(g) | 357 ± 7 | 376 ± 6 | 14.8 ± 1.3 | 25.7 ± 1.5 |
| COT-H2O2(g)-O3(g) | 321 ± 6 | 332 ± 7 | 13.1 ± 1.2 | 15.6 ± 1.3 |
| Sample | pH of Aqueous Extract |
|---|---|
| COT | 8.4 |
| COT-H2O2(as) | 7.4 |
| COT-H2O2(g) | 6.7 |
| COT-O3(g) | 5.0 |
| COT-H2O2(g)-O3(g) | 5.7 |
| H2O2/(0.3%; 0.1M) | 6.4 |
| Sample | Sorption Parameters | |||
|---|---|---|---|---|
| Sample Abbreviation | Smax [µL/cm2] | Vmax [µL/cm2s] | V30–70 [µL/cm2s] | tmax [s] |
| COT | 30.5 | 11.8 | 5.5 | 23.5 |
| COT-H2O2(as) | 38.1 | 15.6 | 7.5 | 16.0 |
| COT-H2O2(g) | 30.4 | 14.9 | 5.3 | 17.5 |
| COT-O3(g) | 35.8 | 10.1 | 7.0 | 11.6 |
| COT-H2O2(g)-O3(g) | 36.1 | 9.7 | 7.4 | 11.4 |
| Cotton Bleaching/Disinfection a,b | Disinfection Test | ||||
|---|---|---|---|---|---|
| Sample | Oxidant Concentration | Time [h] | E. coli | S. aureus | |
| ppm | Molar | ||||
| COT a | - | - | Growth: Turbidity, sediment | Growth: Turbidity, sediment | |
| COT-H2O2(as) b | 1680 | 0.05 | 1 | No growth: Clear medium | No growth: Clear medium |
| COT-H2O2(g) b | 800 | 0.024 | 0.33 | ||
| COT-O3(g) b | 10,000 | 0.21 | 0.33 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Walawska, A.; Olak-Kucharczyk, M.; Kaczmarek, A.; Kudzin, M.H. Environmentally Friendly Bleaching Process of the Cellulose Fibres Materials Using Ozone and Hydrogen Peroxide in the Gas Phase. Materials 2024, 17, 1355. https://doi.org/10.3390/ma17061355
Walawska A, Olak-Kucharczyk M, Kaczmarek A, Kudzin MH. Environmentally Friendly Bleaching Process of the Cellulose Fibres Materials Using Ozone and Hydrogen Peroxide in the Gas Phase. Materials. 2024; 17(6):1355. https://doi.org/10.3390/ma17061355
Chicago/Turabian StyleWalawska, Anetta, Magdalena Olak-Kucharczyk, Anna Kaczmarek, and Marcin H. Kudzin. 2024. "Environmentally Friendly Bleaching Process of the Cellulose Fibres Materials Using Ozone and Hydrogen Peroxide in the Gas Phase" Materials 17, no. 6: 1355. https://doi.org/10.3390/ma17061355