

Monitoring of Rubber Belt Material Performance and Damage
 , ,
, ,  ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
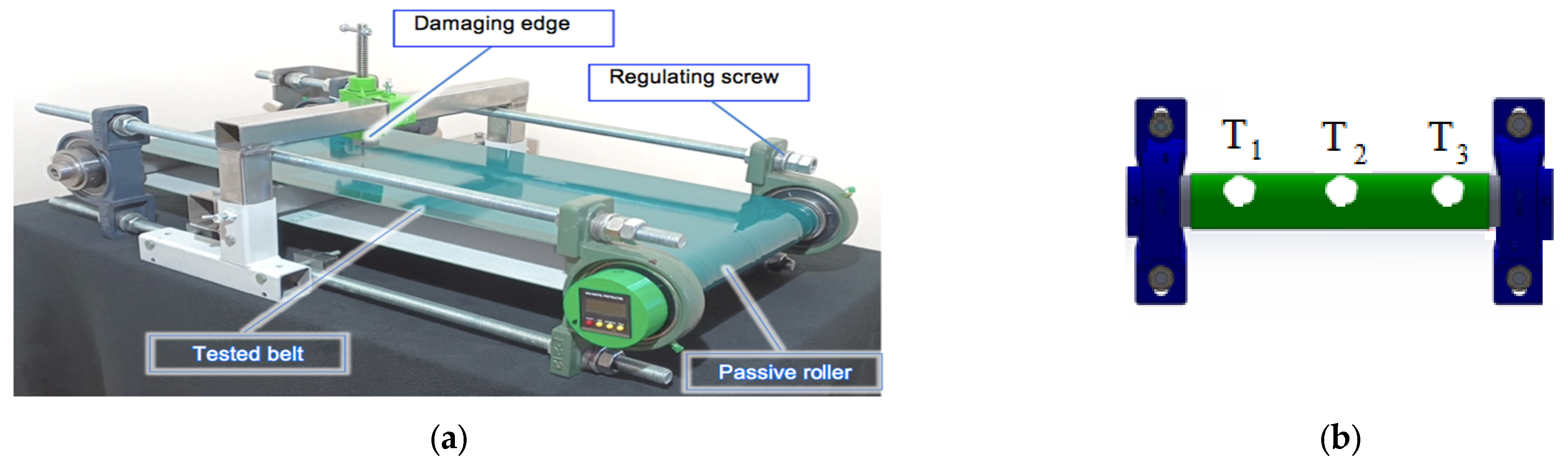
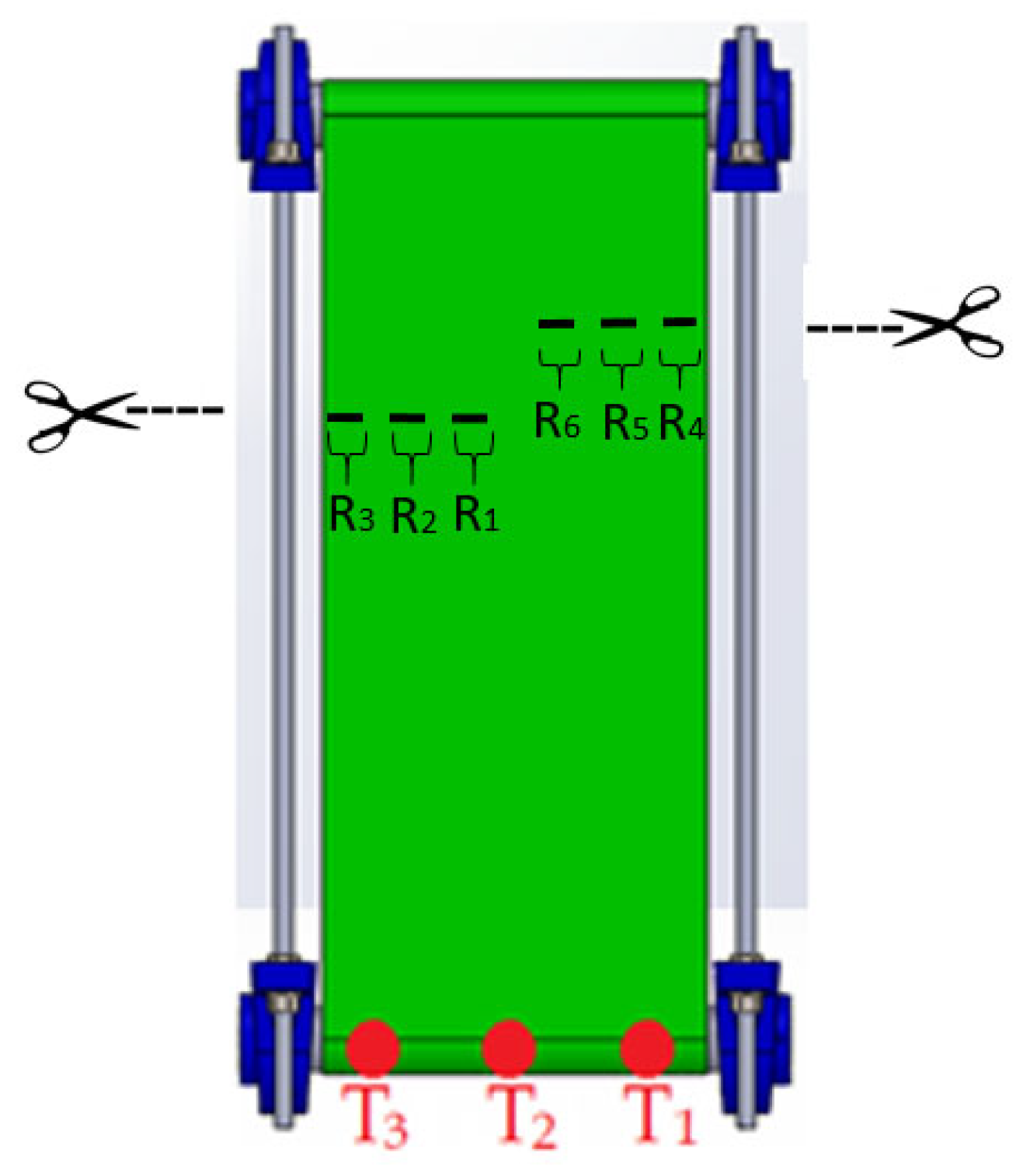
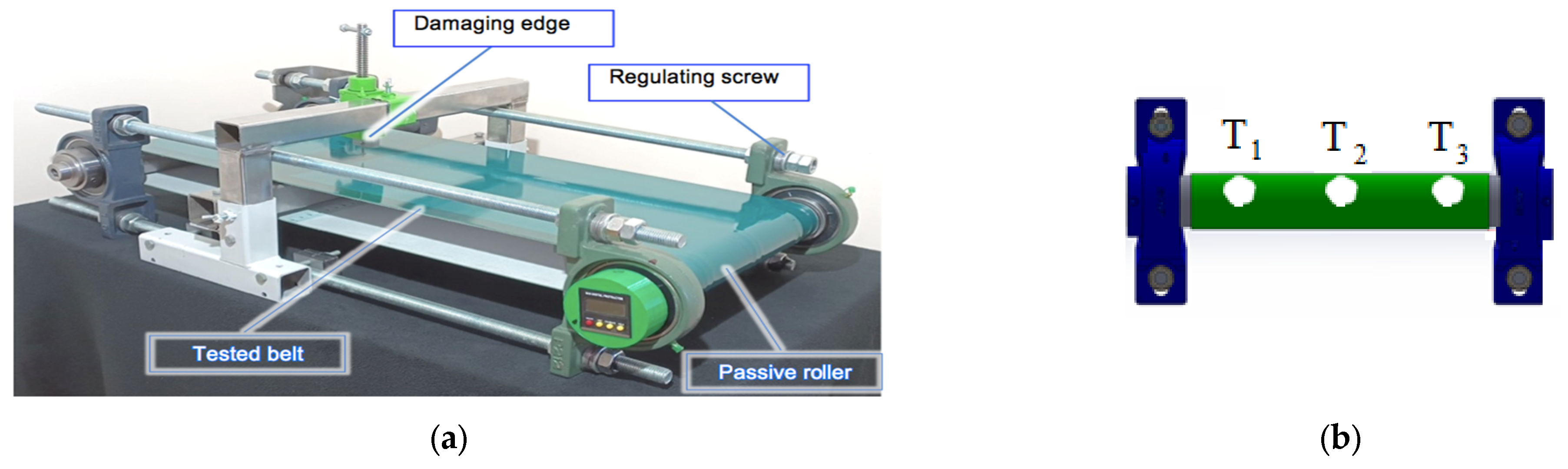
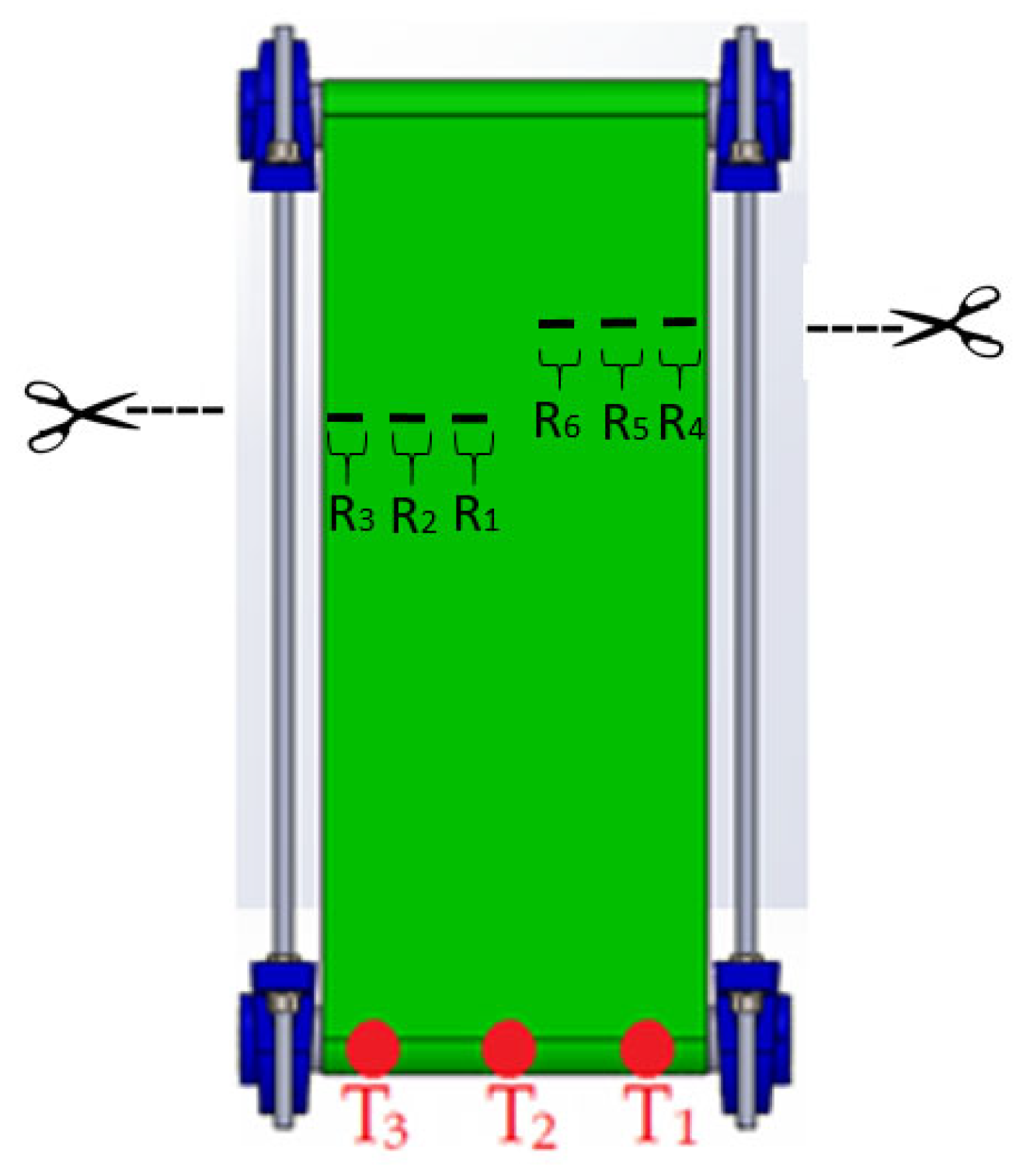
2.1. Monitoring System Based on Strain Gauges
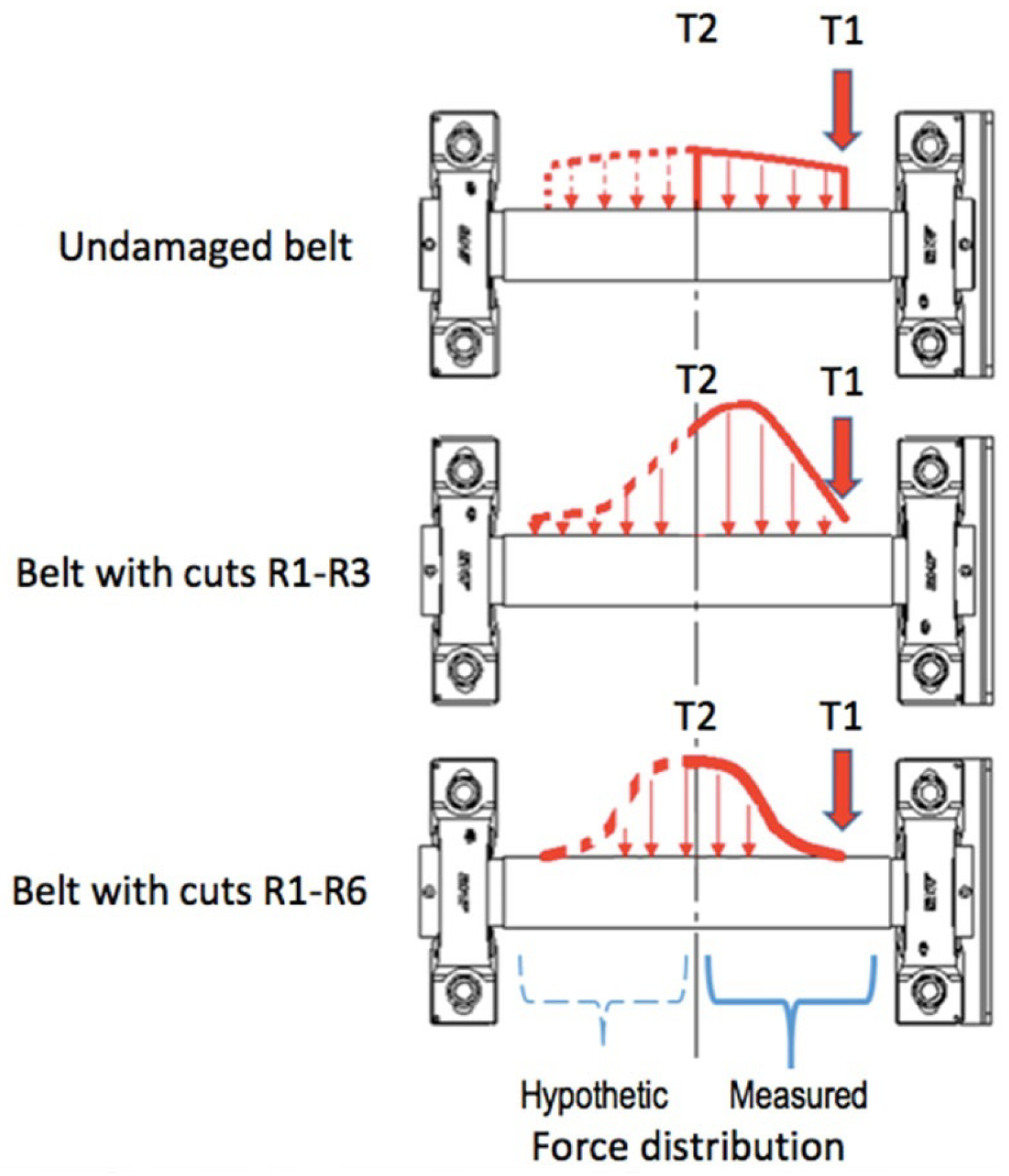
2.2. The Rubber Belt Damage Monitoring
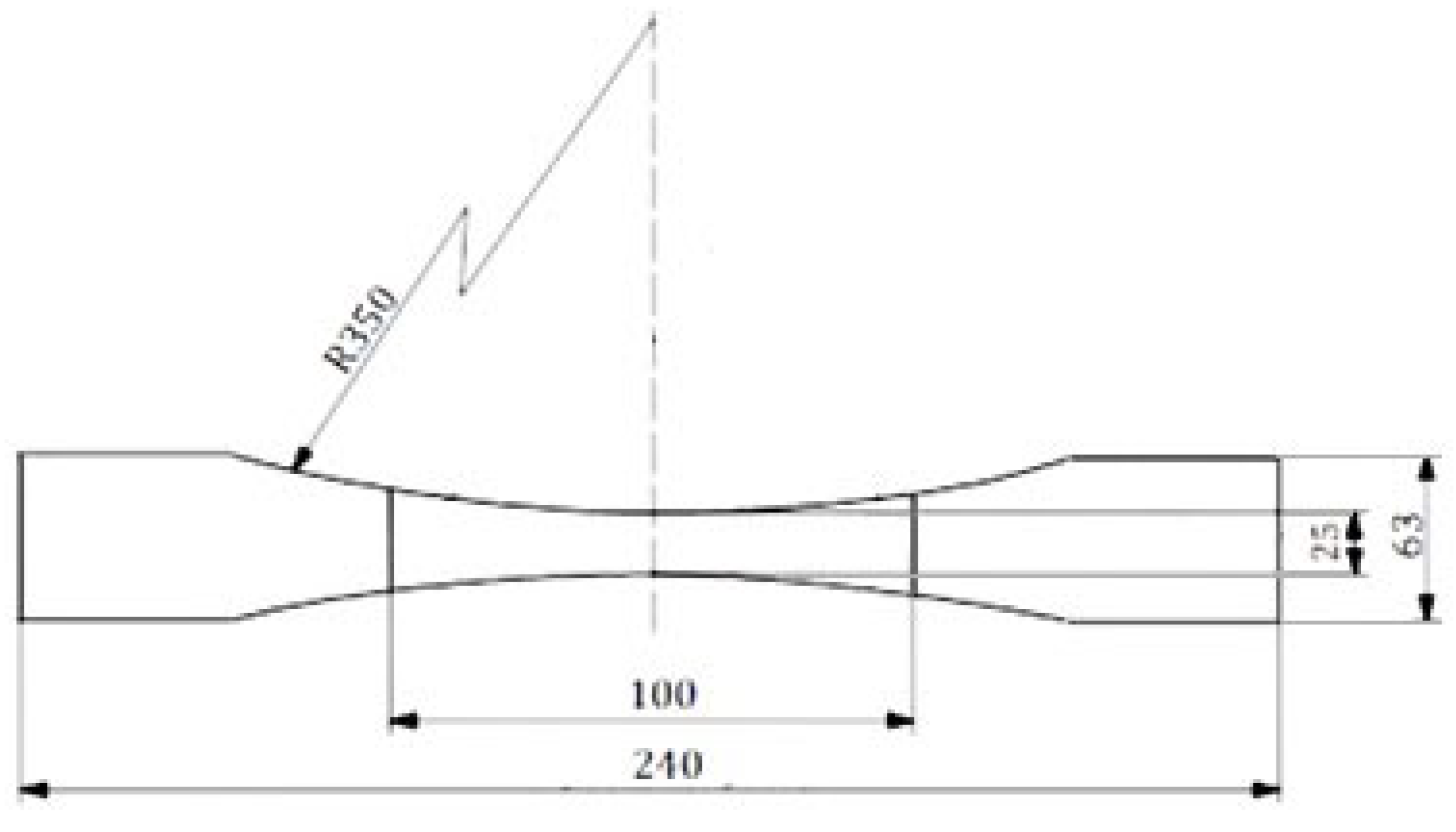
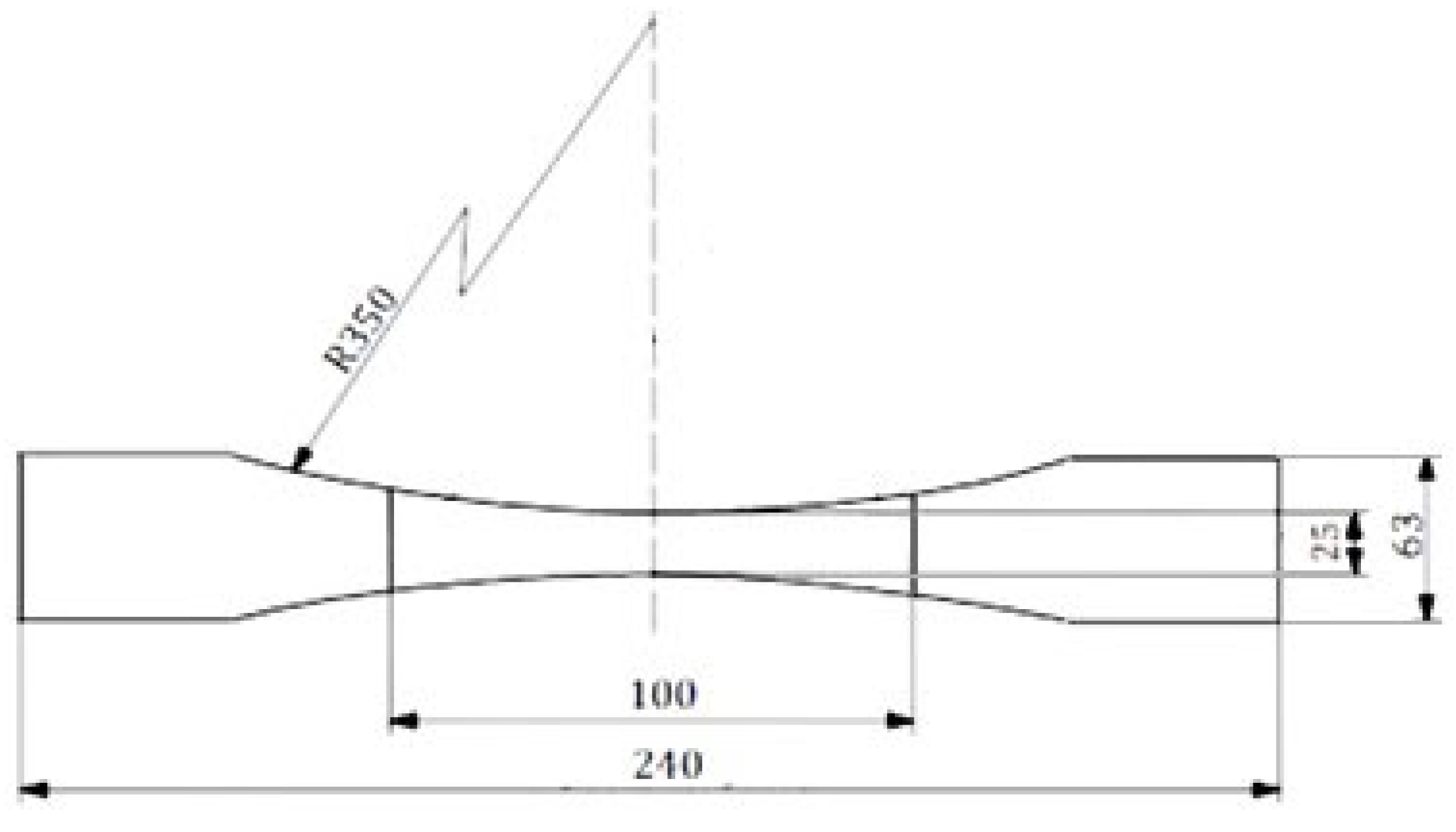
2.3. The Rubber Belt Strength
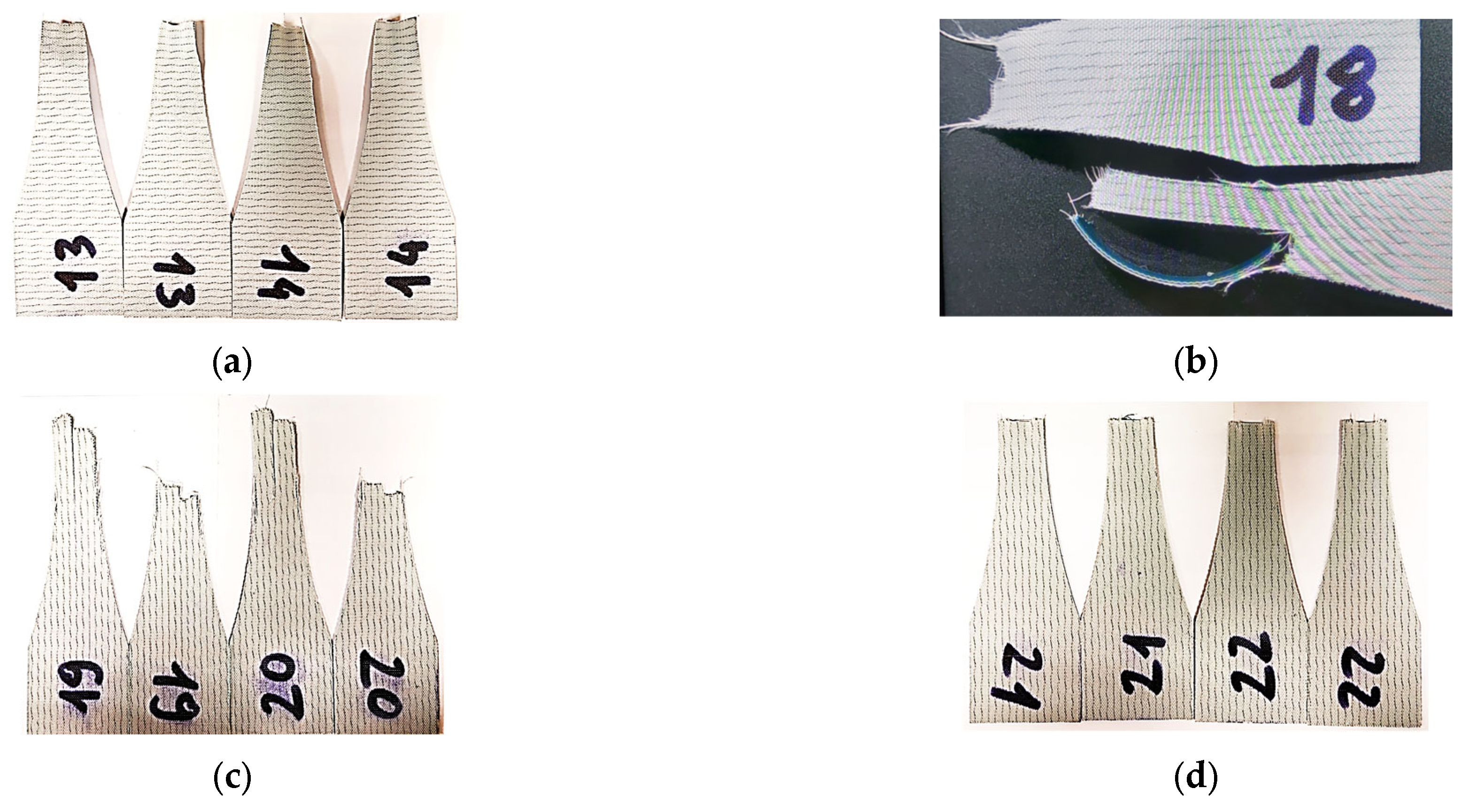
2.3.1. Experiment Plan
- Tensile tests of the samples with longitudinal damage;
- Tensile tests of the samples with perpendicular damage.
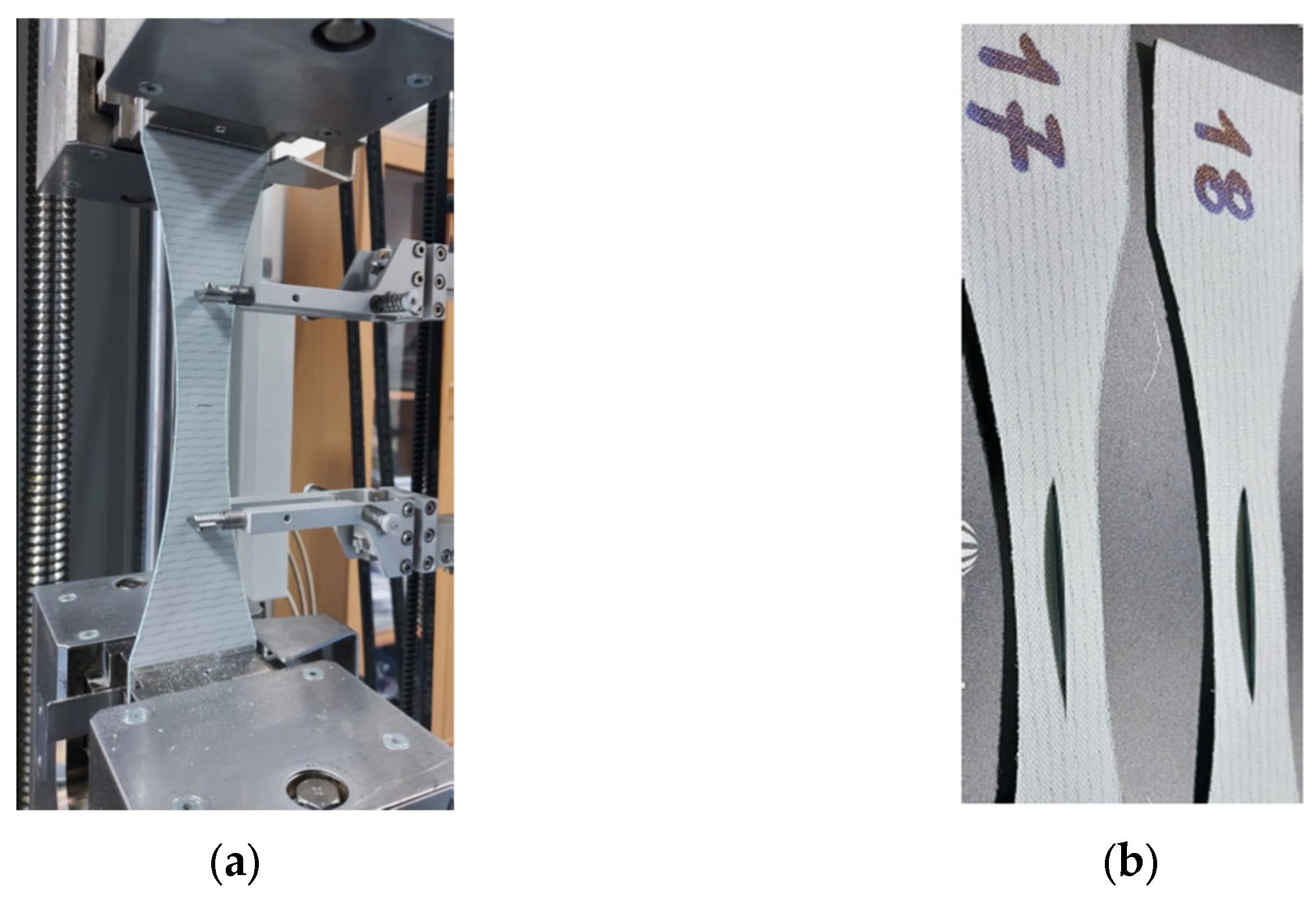
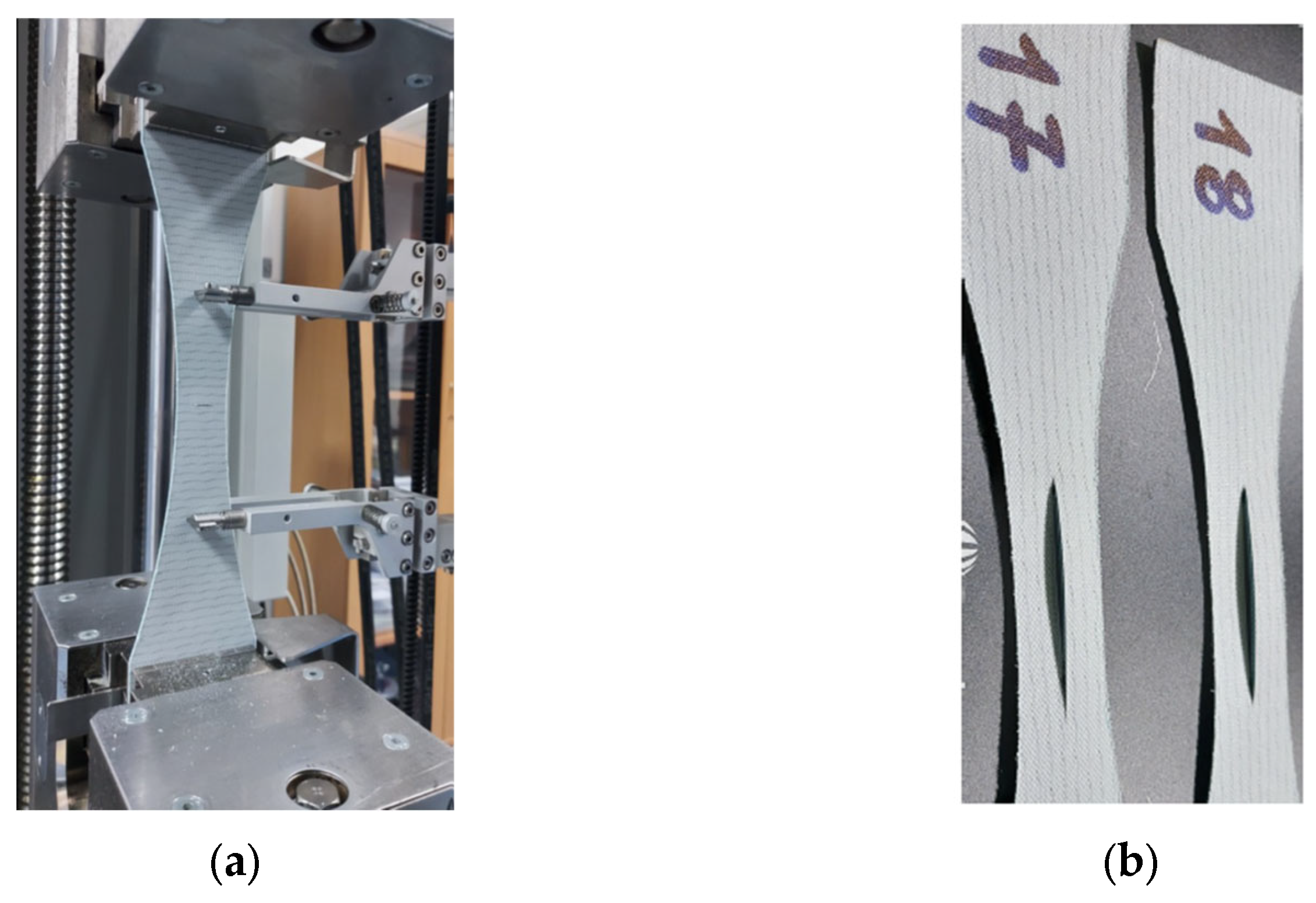
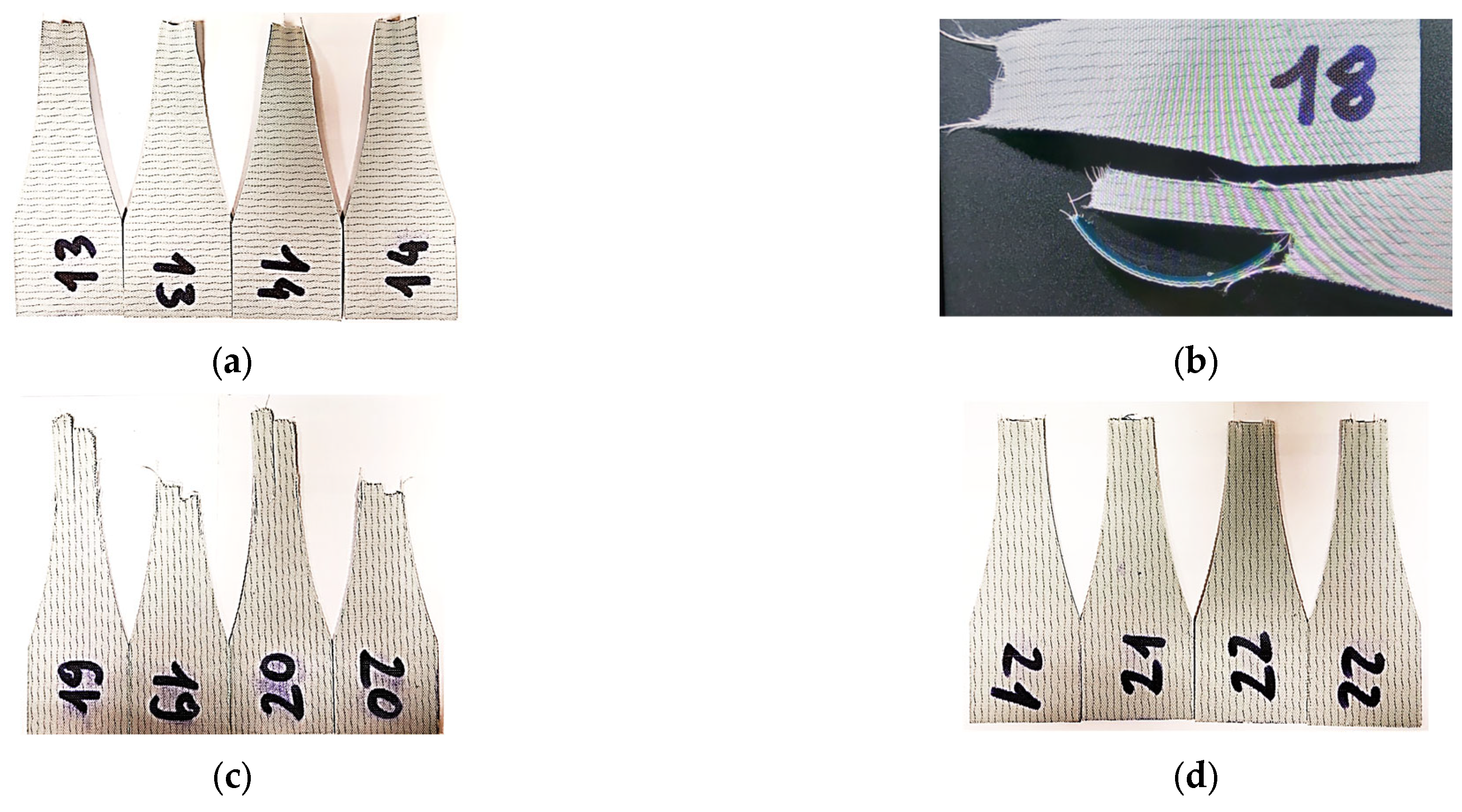
2.3.2. Methodology
- (a)
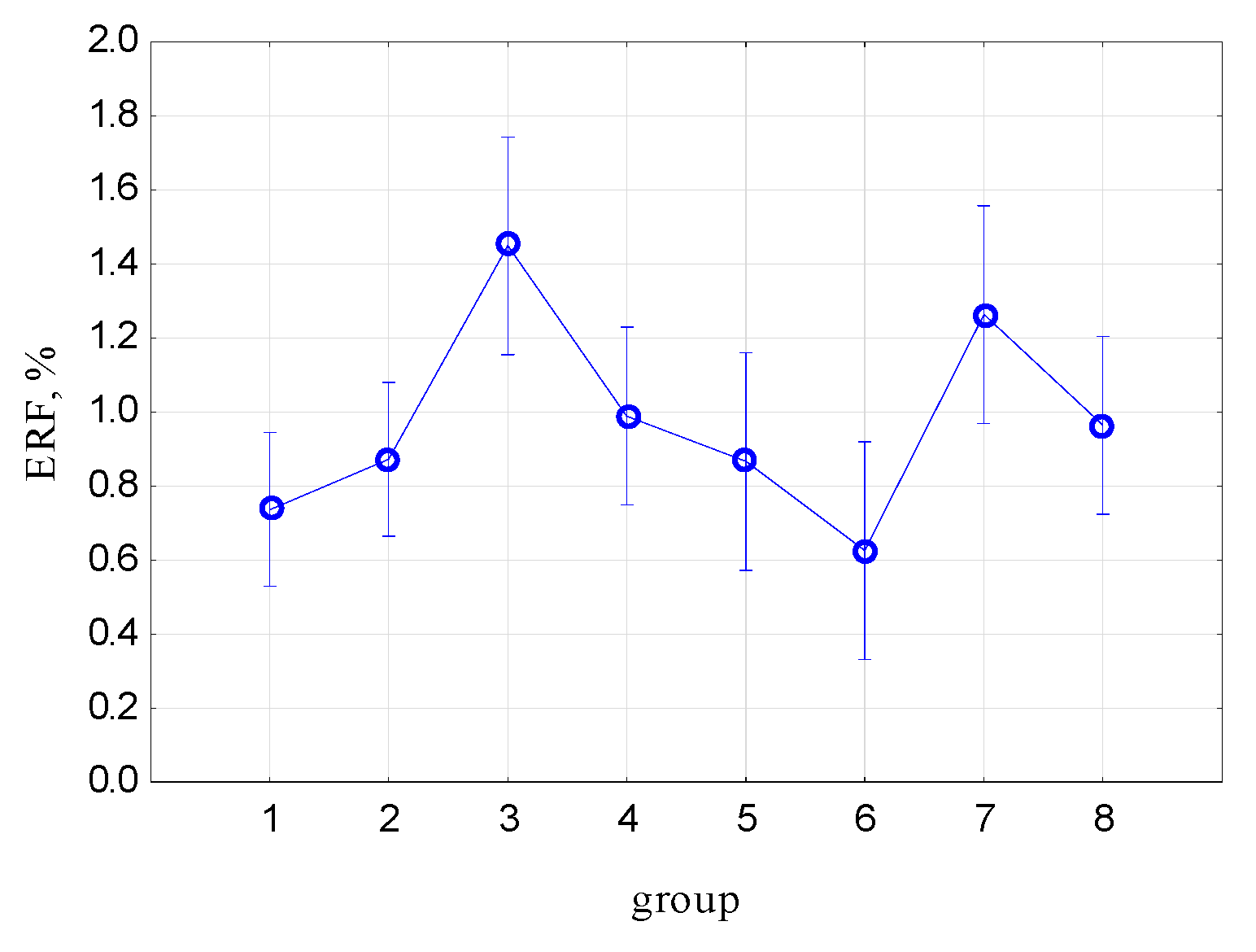
- Tensile strength;
- (b)
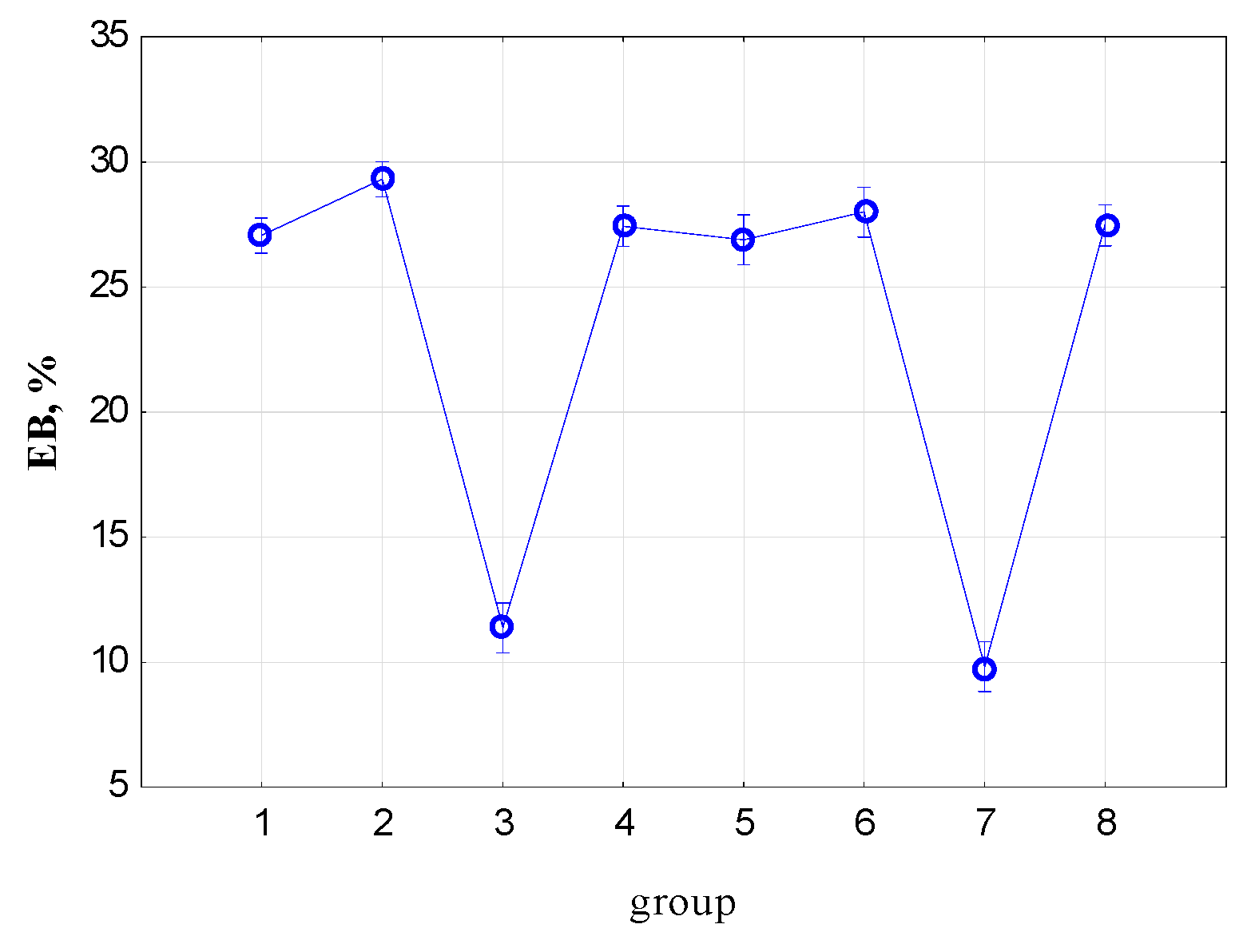
- Elongation at breaking-point;
- (c)
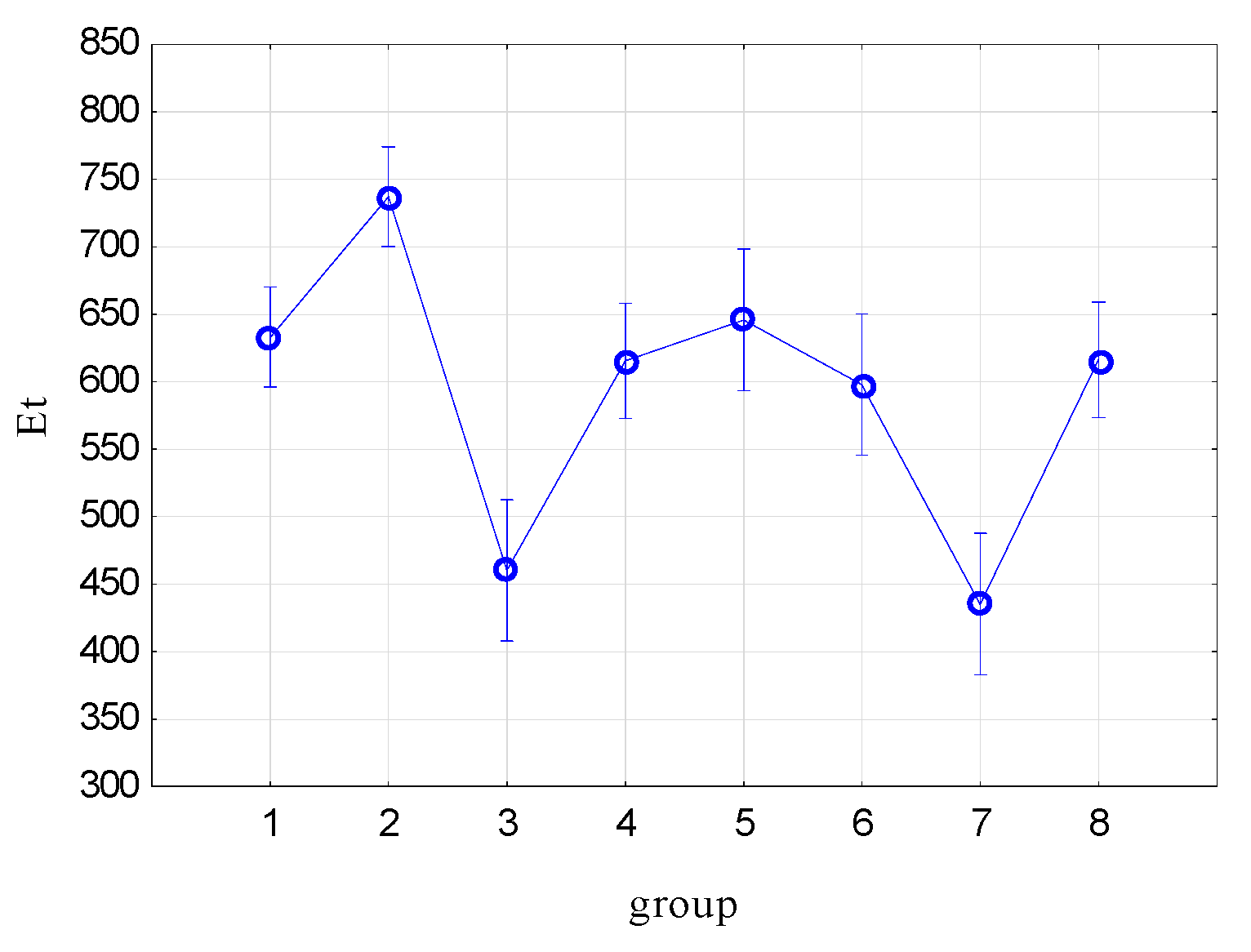
- Tensile modulus.
3. Results and Discussion
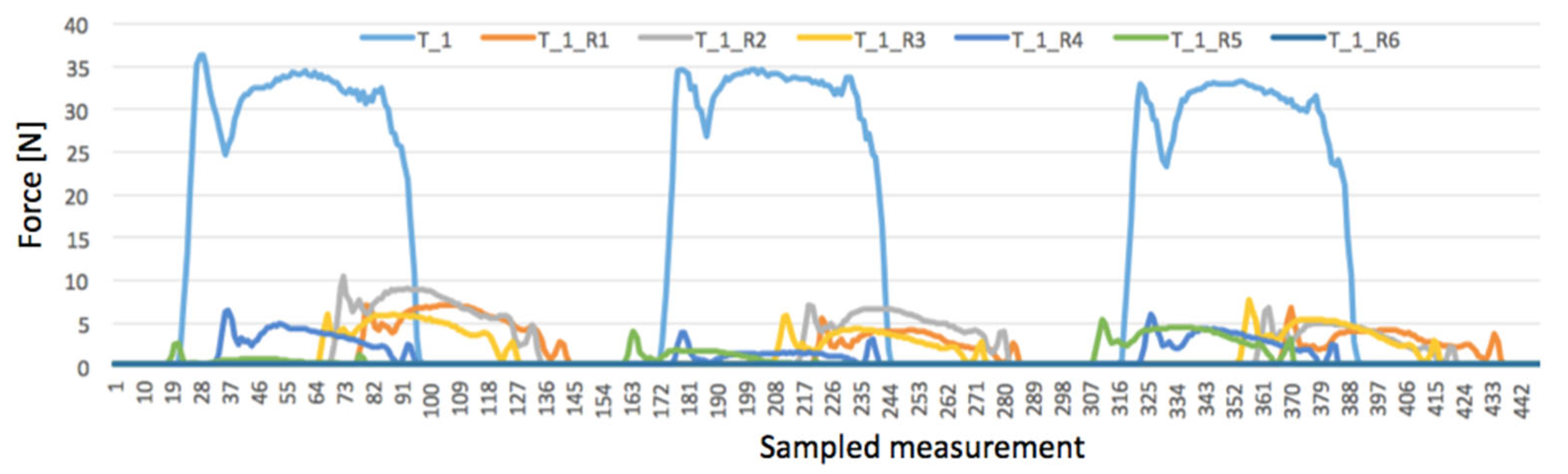
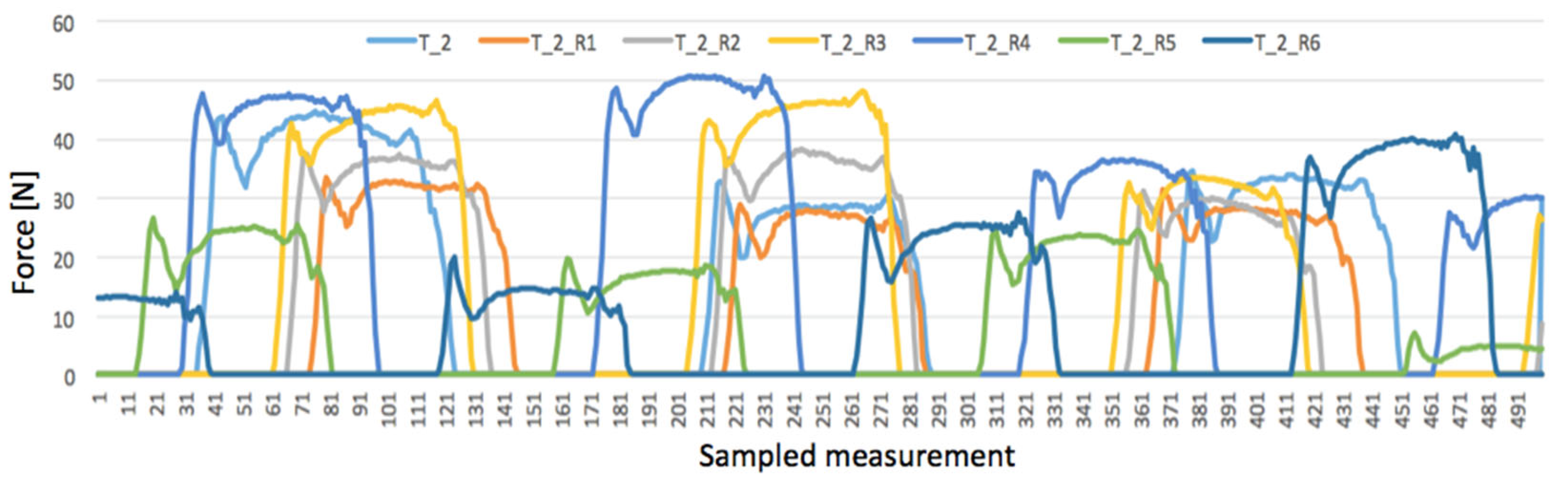
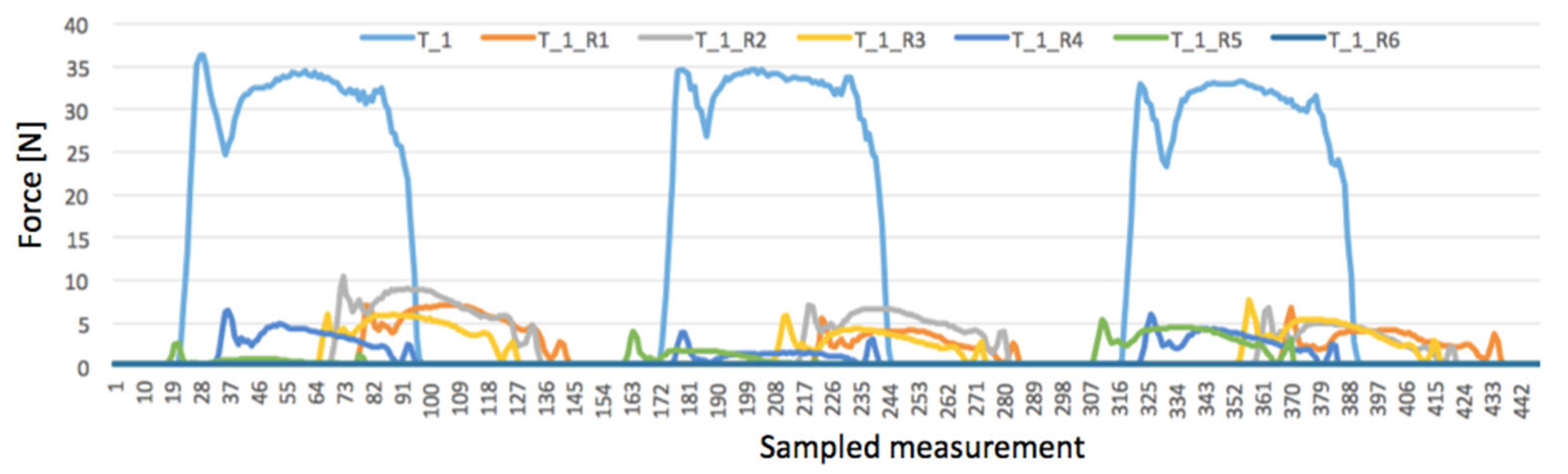
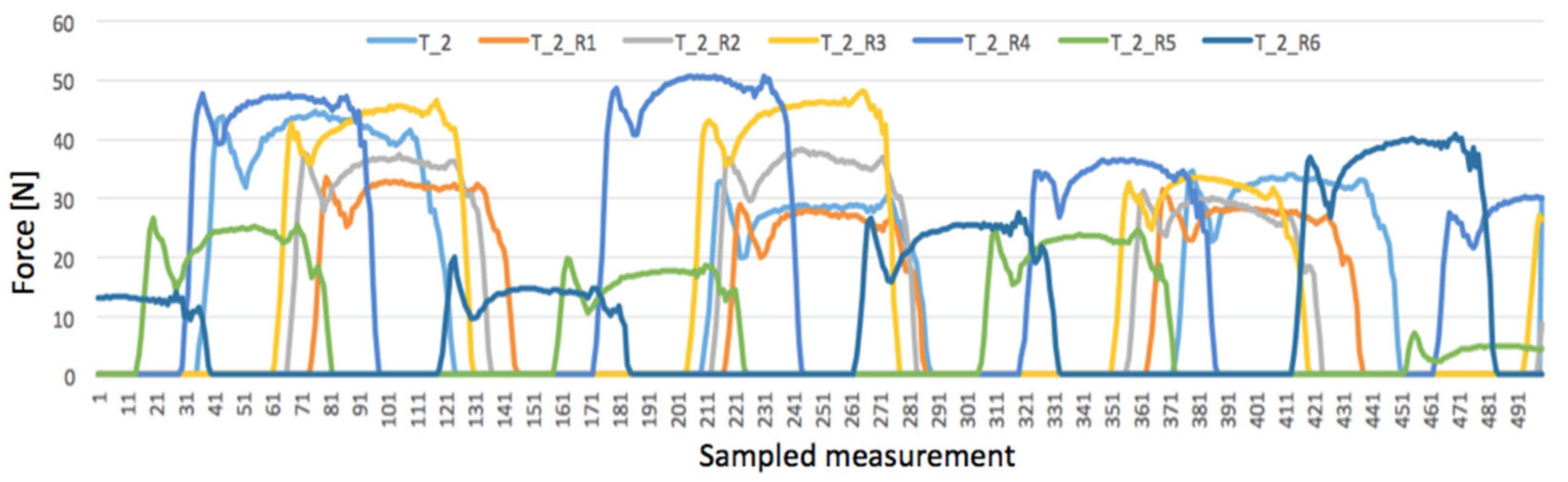
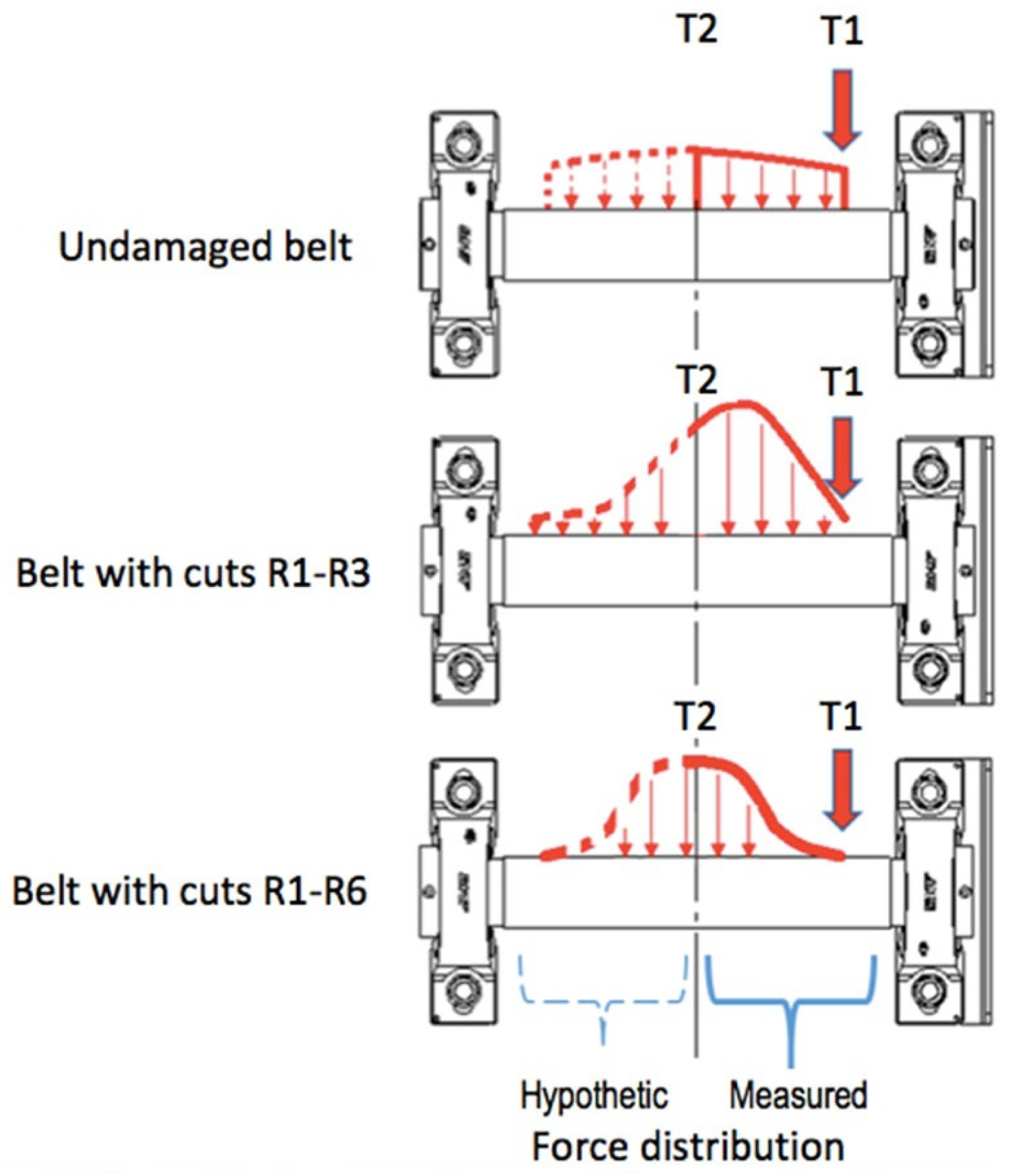
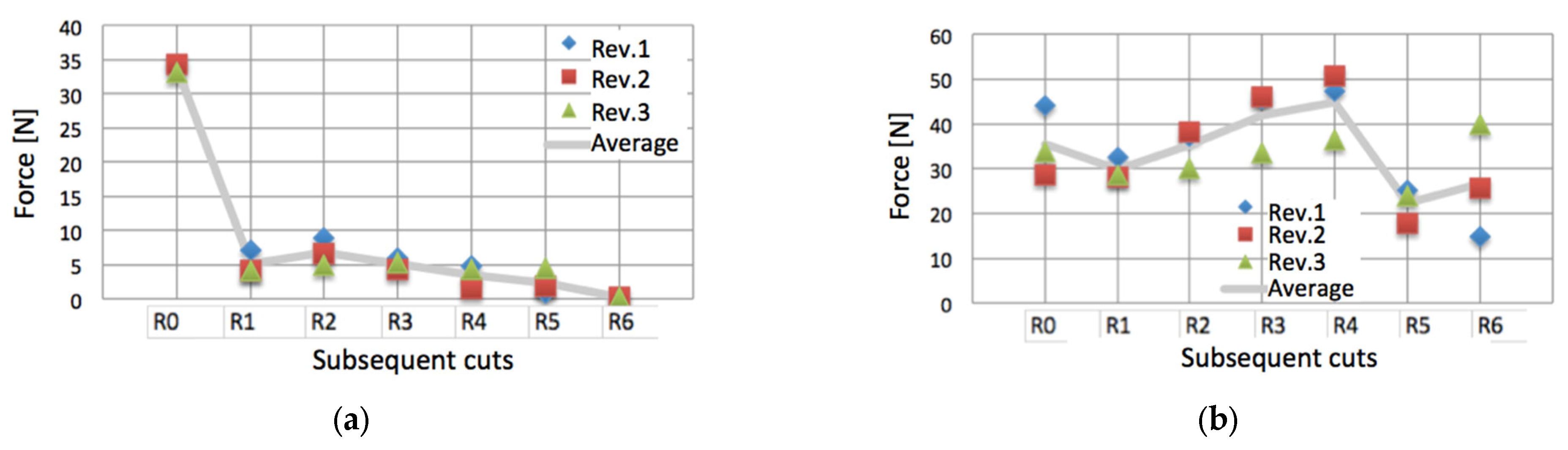
3.1. Real-Time Monitoring of the Damaged Belt
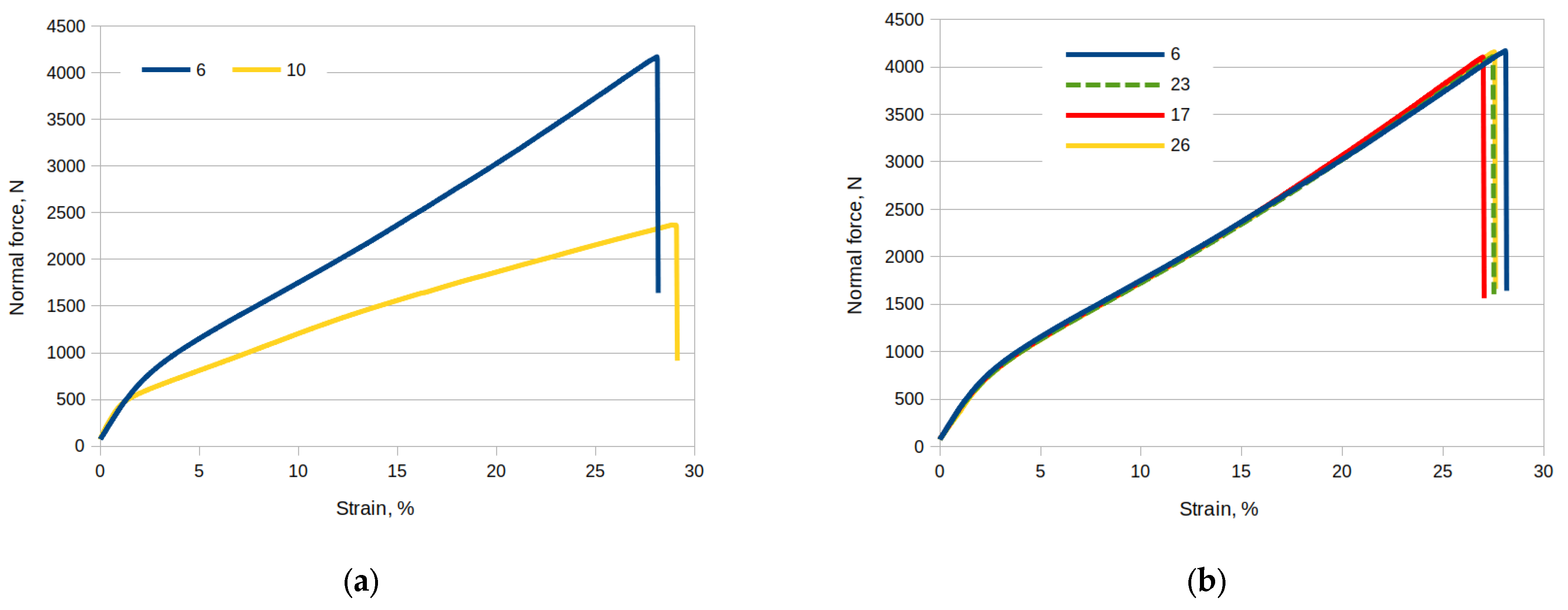
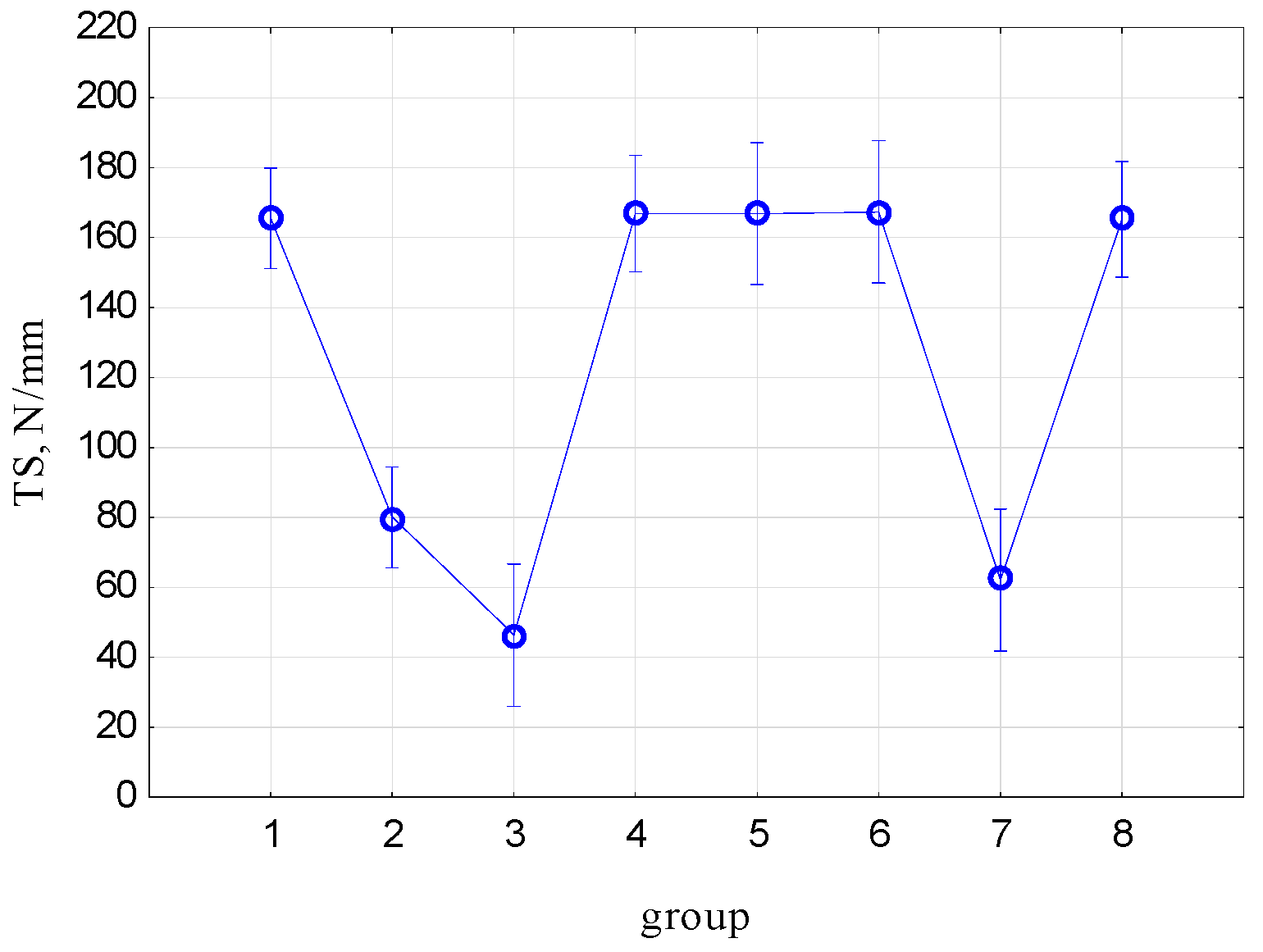
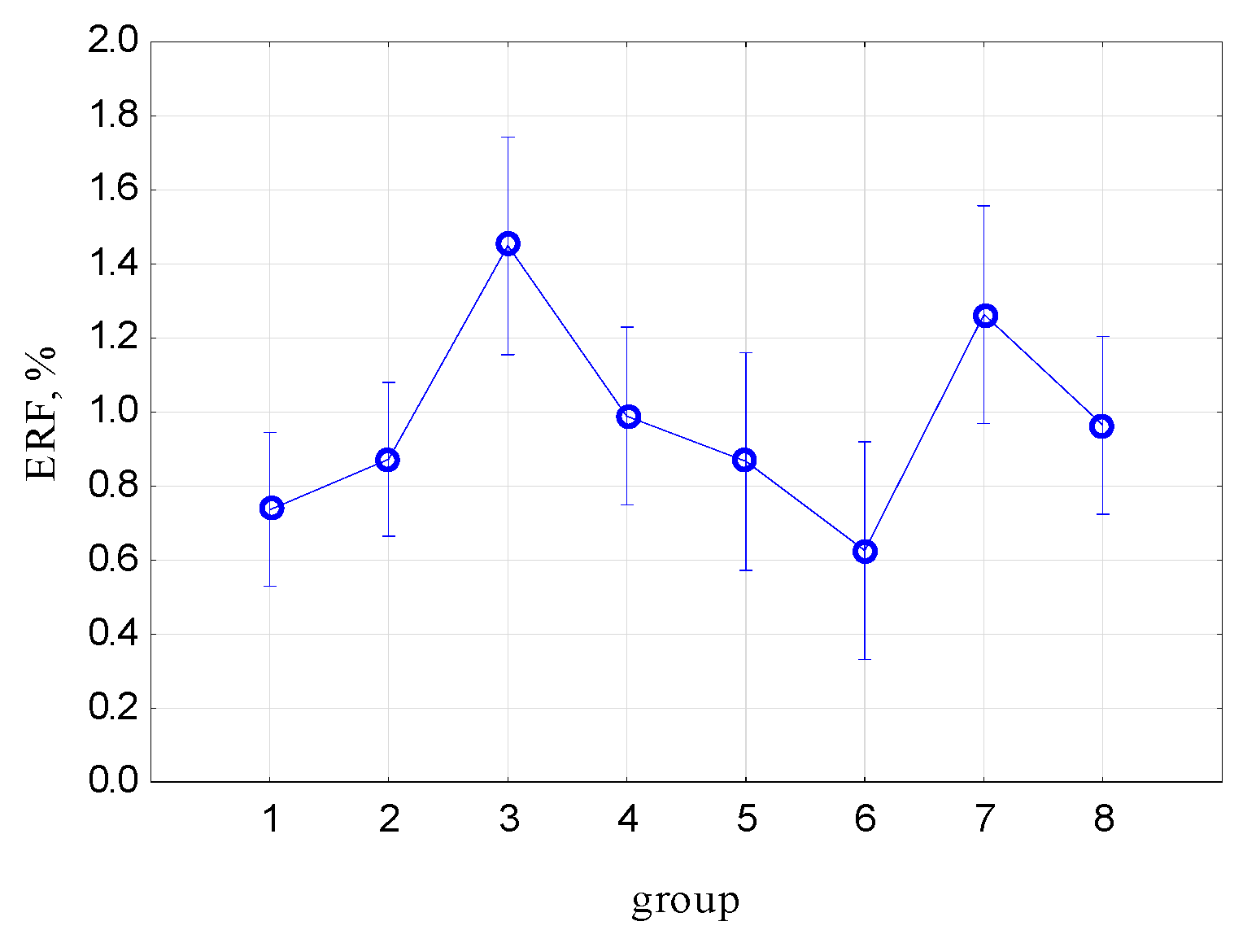
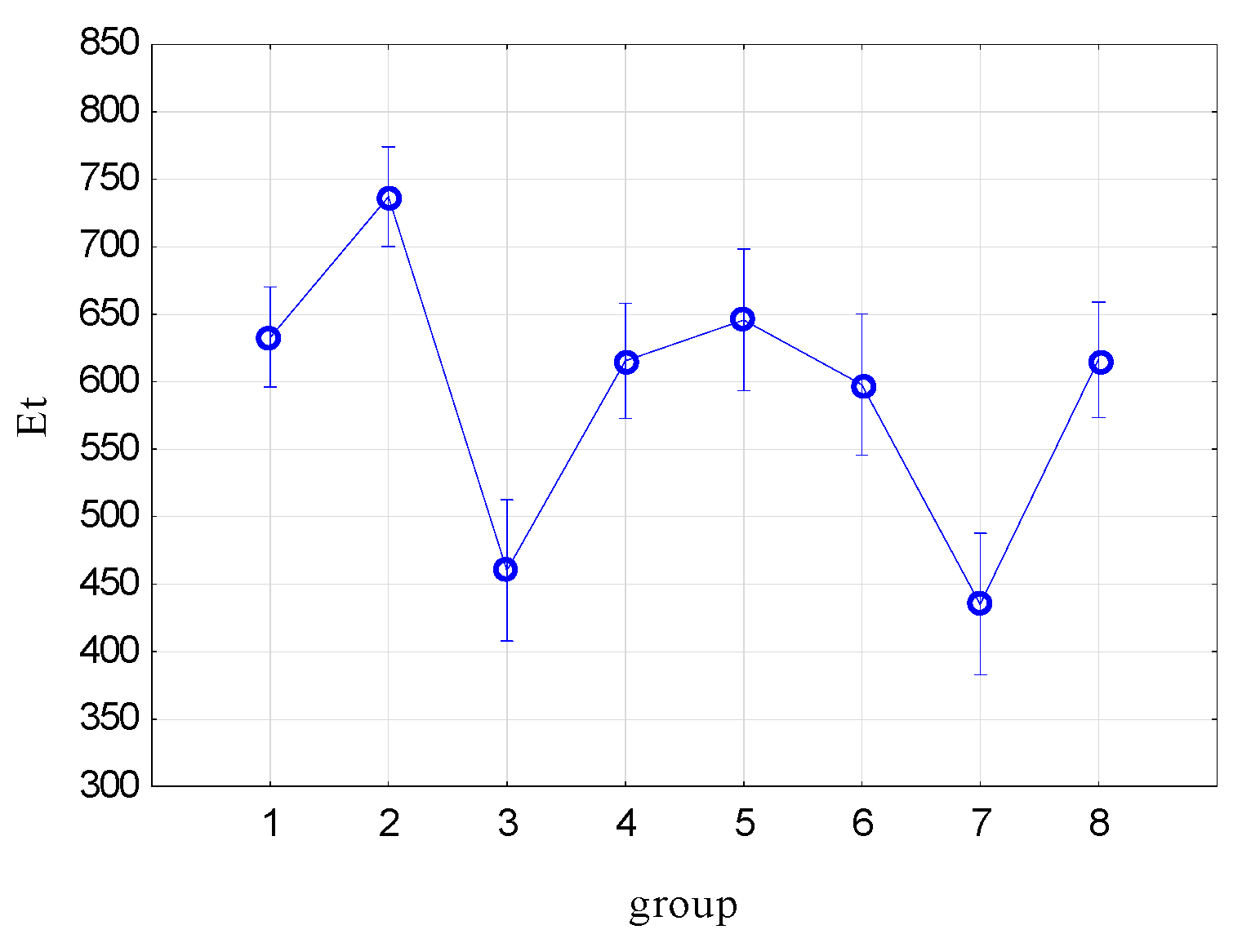
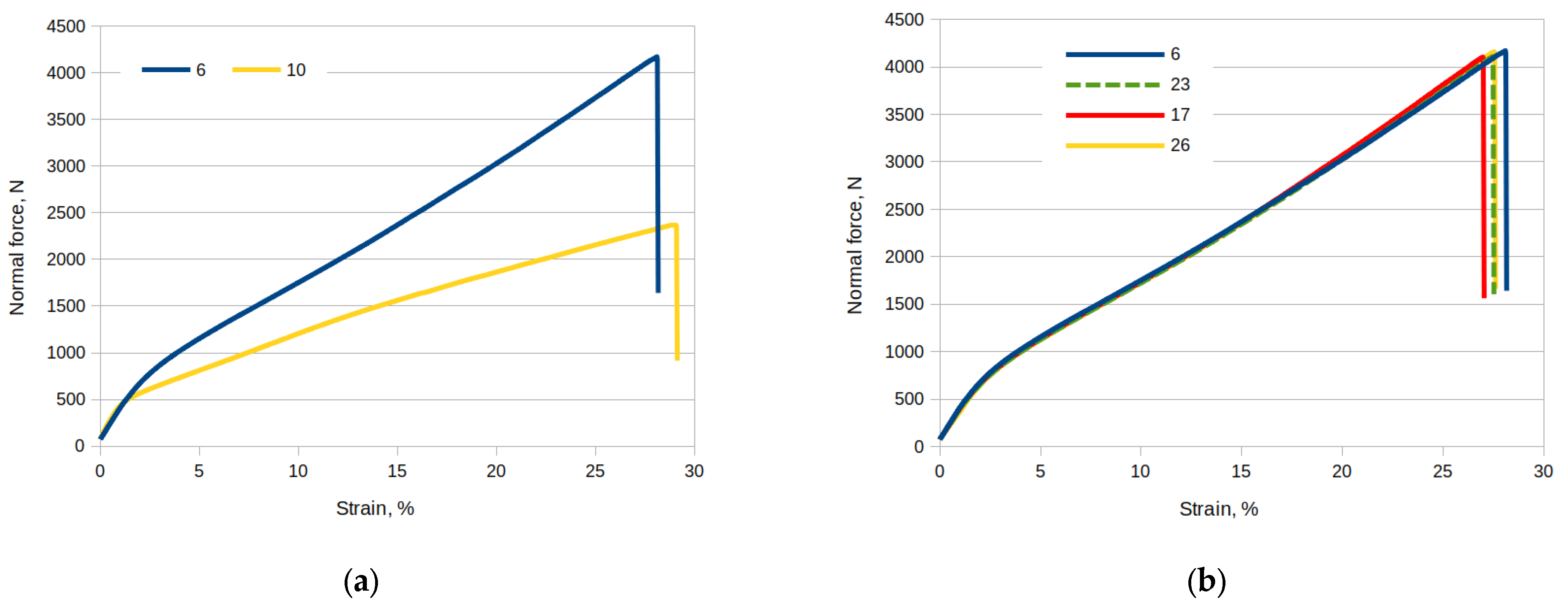
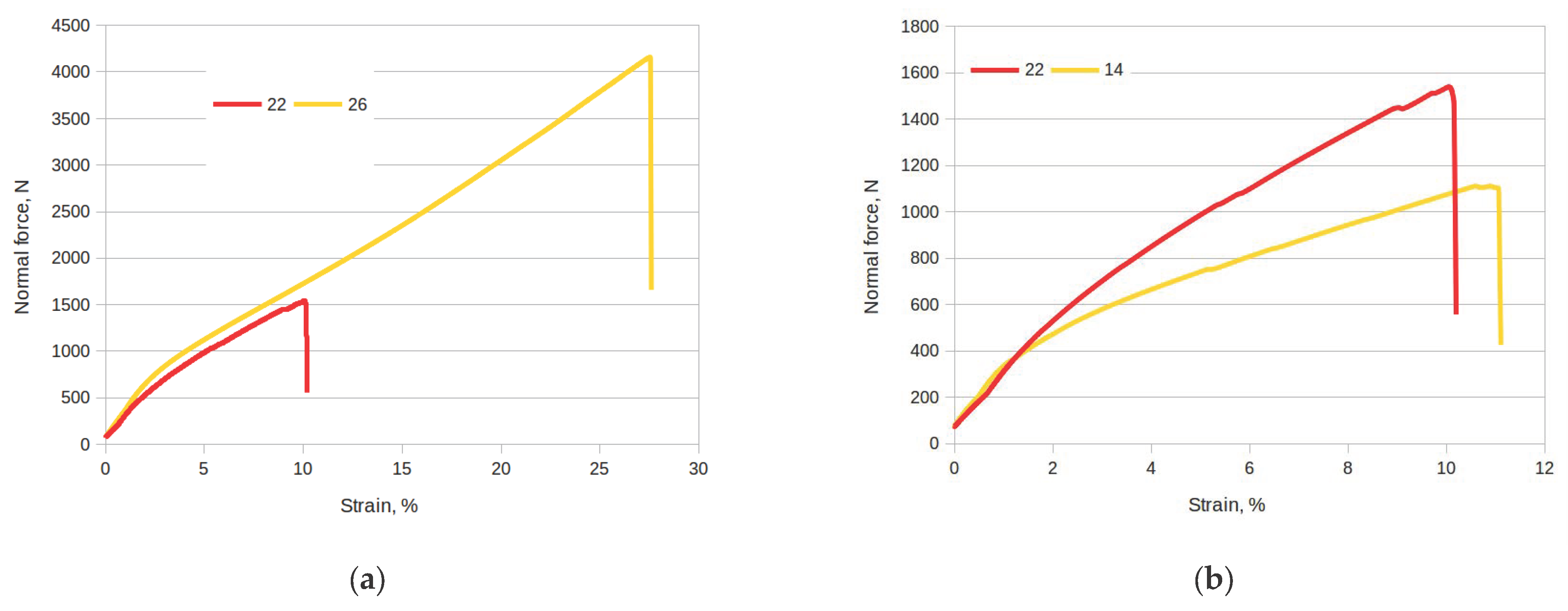
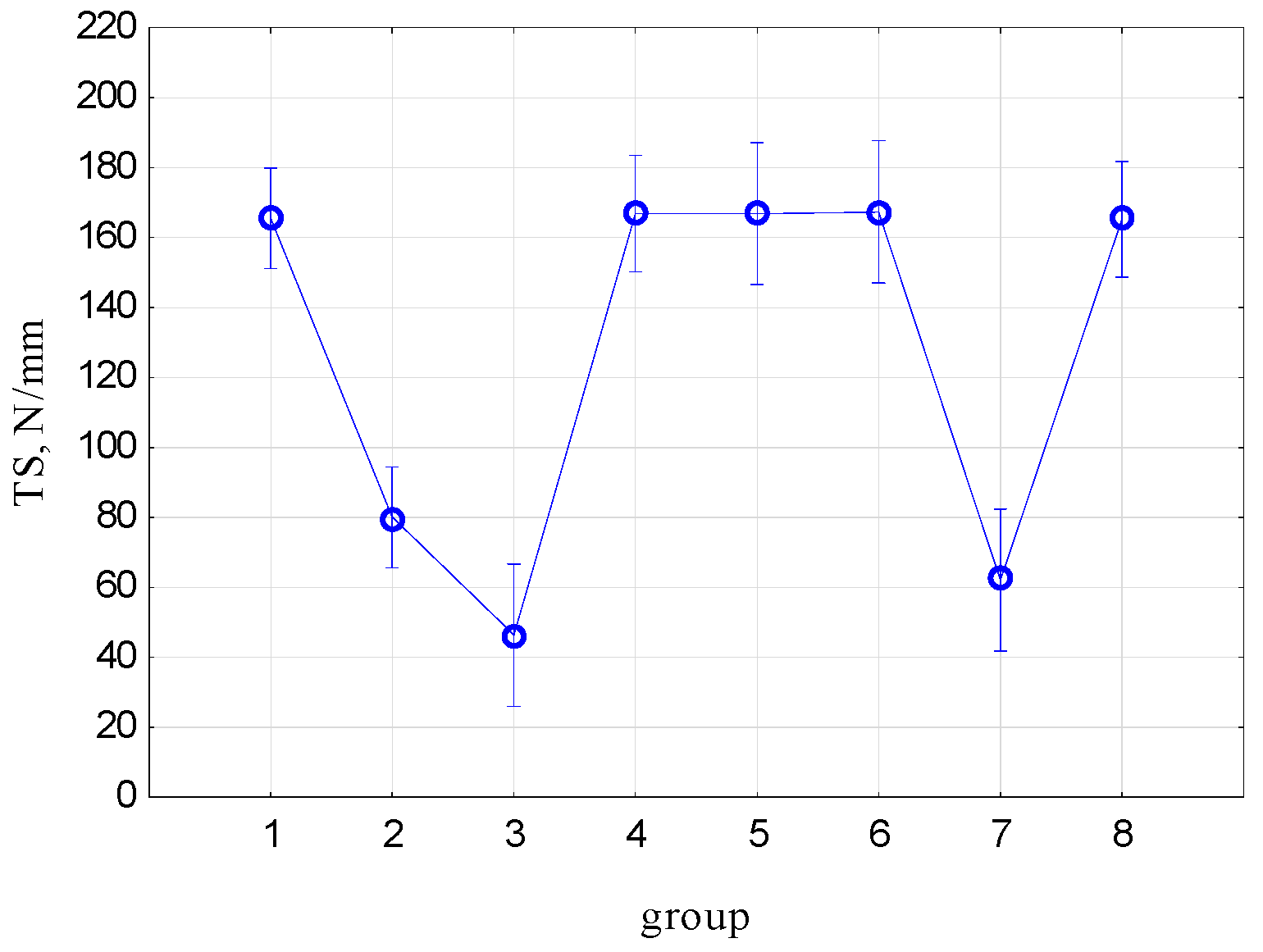
3.2. Strength Test Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Drozd, K.; Nieoczym, A. Modeling and Exploitation Load Tests of the Suspended Route Slings Caused by Passage of the Locomotive at Various Speed along Mining Excavation. Adv. Sci. Technol. Res. J. 2022, 16, 266–281. [Google Scholar] [CrossRef]
- Jagtap, A.A.; Vaidya, S.D.; Samrutwar, A.R.; Kamadi, R.G.; Bhende, N.V. Design of material handling equipment: Belt conveyor system for crushed biomass wood using v merge conveying system. Int. J. Mech. Eng. Robot. Res. 2015, 4, 38. [Google Scholar]
- Blatnický, M.; Dižo, J.; Molnár, D.; Droździel, P. Design of a manipulator of a conveyor for bulk materials—Calculation of the center of gravity of the conveyor. Sci. J. Sil. Univ. Technol. Ser. Transp. 2022, 117, 43–56. [Google Scholar] [CrossRef]
- Blatnický, M.; Dižo, J.; Molnár, D.; Ishchuk, V. Structural design of the manipulator of the rotary valve for bulk materials—Calculation of loads acting on individual wheels and analysis of resistances against motion. Int. Sci. J. Mech. Agric. Conserv. Resour. 2023, LXIX, 44–50. [Google Scholar]
- Homišin, J.; Grega, R.; Kaššay, P.; Fedorko, G.; Molnár, V. Removal of systematic failure of belt conveyor drive by reducing vibrations. Eng. Fail. Anal. 2019, 99, 192–202. [Google Scholar] [CrossRef]
- Marasova, D.; Ambrisko, L.; Andrejiova, M.; Grincova, A. Examination of the process of damaging the top covering layer of a conveyor belt applying the FEM. Measurement 2017, 112, 47–52. [Google Scholar] [CrossRef]
- Todkar, S.; Ramgir, M. Design of Belt Conveyor System. Int. J. Sci. Eng. Technol. Res. 2018, 7, 458–462. [Google Scholar]
- Živanić, D.; Ilanković, N.; Zelić, A.; Katona, M. Analysis of OSH accidents concerning conveyors and belt conveyors in the USA between 1984 and 2019. In Proceedings of the Conference “Politehnika 6”, Belgrade, Serbia, 10 December 2021; pp. 309–314. [Google Scholar]
- Chamorro, J.; Vallejo, L.; Maynard, C.; Guevara, S.; Solorio, A.; Soto, N.; Singh, K.; Bhate, U.; Kumar, R.; Jose Garcia, J.; et al. Health monitoring of a conveyor belt system using machine vision and real-time sensor data. CIRP J. Manuf. Sci. Technol. 2022, 38, 38–50. [Google Scholar] [CrossRef]
- Li, X.; Shen, L.; Ming, Z.; Zhang, C.; Jiang, H. Laser-based on-line machine vision detection for longitudinal rip of conveyor belt. Optik 2018, 168, 360–369. [Google Scholar] [CrossRef]
- Hou, C.; Qiao, T.; Zhang, H.; Yusong Pang, Y.; Xiong, X. Multispectral visual detection method for conveyor belt longitudinal tear. Measurement 2019, 143, 246–257. [Google Scholar] [CrossRef]
- Luo, B.; Kou, Z.; Han, C.; Wu, J. A “Hardware-Friendly” Foreign Object Identification Method for Belt Conveyors Based on Improved YOLOv8. Appl. Sci. 2023, 13, 11464. [Google Scholar] [CrossRef]
- Marasova, D.; Andrejiova, M.; Grincova, A. Experimental Study of the Influence of the Interaction of a Conveyor Belt Support System on Belt Damage Using Video Analysis. Appl. Sci. 2023, 13, 7935. [Google Scholar] [CrossRef]
- Bortnowski, P.; Nowak-Szpak, A.; Ozdoba, M.; Król, R. The Acoustic Camera as a Tool to Identify Belt Conveyor Noises. J. Sustain. Min. 2020, 19, 286–295. [Google Scholar] [CrossRef]
- Alharbi, F.; Luo, S.; Zhang, H.; Shaukat, K.; Yang, G.; Wheeler, C.A.; Chen, Z. A Brief Review of Acoustic and Vibration Signal-Based Fault Detection for Belt Conveyor Idlers Using Machine Learning Models. Sensors 2023, 23, 1902. [Google Scholar] [CrossRef] [PubMed]
- Fedorko, G.; Liptai, P.; Molnár, V. Proposal of the methodology for noise sources identification and analysis of continuous transport systems using an acoustic camera. Eng. Fail. Anal. 2018, 83, 30–46. [Google Scholar] [CrossRef]
- Liptai, P.; Lumnitzer, E.; Moravec, M.; Piňosová, M. Analysis and Classification of Noise Sources of Conveyor Systems by Sound Visualizing on the Postal Package Sorting Line. Adv. Sci. Technol. Res. J. 2018, 12, 172–176. [Google Scholar] [CrossRef]
- Nawrocki, W.; Stryjski, R.; Kostrzewski, M.; Woźniak, W.; Jachowicz, T. Application of the vibro-acoustic signal to evaluate wear in the spindle bearings of machining centres. In-service diagnostics in the automotive industry. J. Manuf. Process. 2023, 92, 165–178. [Google Scholar] [CrossRef]
- Wang, Y.; Miao, C.; Liu, Y.; Meng, D. Research on a sound-based method for belt conveyor longitudinal tear detection. Measurement 2022, 190, 110787. [Google Scholar] [CrossRef]
- Kirjanów-Błażej, A.; Jurdziak, L.; Błażej, R.; Rzeszowska, A. Calibration procedure for ultrasonic sensors for precise thickness measurement. Measurement 2023, 214, 112744. [Google Scholar] [CrossRef]
- Yang, R.; Qiao, T.; Pang, Y.; Yang, Y.; Zhang, H.; Yan, G. Infrared spectrum analysis method for detection and early warning of longitudinal tear of mine conveyor belt. Measurement 2020, 165, 107856. [Google Scholar] [CrossRef]
- Bzinkowski, D.; Ryba, T.; Siemiatkowski, Z.; Rucki, M. Real-time monitoring of the rubber belt tension in an industrial conveyor. Rep. Mech. Eng. 2022, 3, 1–10. [Google Scholar] [CrossRef]
- Fedorko, G. Application possibilities of virtual reality in failure analysis of conveyor belts. Eng. Fail. Anal. 2021, 128, 105615. [Google Scholar] [CrossRef]
- Jozwik, J.; Zagorski, I.; Mazurkiewicz, D. Mass wear measurement of airport baggage belt conveyor systems. In Proceedings of the 2021 IEEE International Workshop on Metrology for AeroSpace, MetroAeroSpace 2021—Proceedings, Naples, Italy, 23–25 June 2021; pp. 359–364. [Google Scholar]
- Yang, Q.; Li, F.; Tian, H.; Li, H.; Xu, S.; Fei, J.; Wu, Z.; Feng, Q.; Lu, C. A New Knowledge-Distillation-Based Method for Detecting Conveyor Belt Defects. Appl. Sci. 2022, 12, 10051. [Google Scholar] [CrossRef]
- Gómez de León Hijes, F.C.; Sánchez Robles, J.; Martínez García, F.M.; Alarcón García, M. Dynamic management of periodicity between measurements in predictive maintenance. Measurement 2023, 213, 112721. [Google Scholar] [CrossRef]
- De Jonge, B.; Teunter, R.; Tinga, T. The influence of practical factors on the benefits of condition-based maintenance over time-based maintenance. Reliabil. Eng. Syst. Saf. 2017, 158, 21–30. [Google Scholar] [CrossRef]
- De Santo, A.; Ferraro, A.; Galli, A.; Moscato, V.; Sperlì, G. Evaluating time series encoding techniques for Predictive Maintenance. Expert Syst. Appl. 2022, 210, 118435. [Google Scholar] [CrossRef]
- Vališ, D.; Žák, L. Oil additives used as indicator and input for preventive maintenance optimization. In Proceedings of the ICMT 2015—International Conference on Military Technologies 2015, 5th International Conference on Military Technologies, ICMT 2015, Brno, Czech Republic, 19–21 May 2015; p. 7153659. [Google Scholar]
- Samociuk, W.; Wyciszkiewicz, A.; Gołacki, K.; Otto, T. Risk of catastrophic failure of the reactor for urea synthesis. Przem. Chem. 2017, 96, 1763–1766. [Google Scholar]
- Bogucki, M.; Krzysiak, Z.; Samociuk, W.; Cechowicz, R. Supervising of injection moulding process using multivariable control charts. Przem. Chem. 2020, 99, 1631–1635. [Google Scholar]
- Zvirblis, T.; Petkevicius, L.; Bzinkowski, D.; Vaitkus, D.; Vaitkus, P.; Rucki, M.; Kilikevicius, A. Investigation of deep learning models on identification of minimum signal length for precise classification of conveyor rubber belt loads. Adv. Mech. Eng. 2022, 14, 168781322211027. [Google Scholar] [CrossRef]
- Ryba, T.; Rucki, M.; Siemiatkowski, Z.; Bzinkowski, D.; Solecki, M. Design and calibration of the system supervising belt tension and wear in an industrial feeder. Facta Univ. Ser. Mech. Eng. 2022, 20, 167–176. [Google Scholar] [CrossRef]
- EN ISO 283:2023; Textile Conveyor Belts—Full Thickness Tensile Strength, Elongation at Break and Elongation at the Reference Load—Test Method. International Standard Published: Geneva, Switzerland, 2023.
- ISO 527-1:2012(E); Plastics—Determination of Tensile Properties—Part 1: General Principles. International Standard Published: Geneva, Switzerland, 2012.
- Fedorko, G.; Ivančo, V. Analysis of Force Ratios in Conveyor Belt of Classic Belt Conveyor. Procedia Eng. 2012, 48, 123–128. [Google Scholar] [CrossRef]
- Fedorko, G.; Molnar, V.; Michalik, P.; Dovica, M.; Kelemenova, T.; Toth, T. Failure analysis of conveyor belt samples under tensile load. J. Ind. Text. 2019, 48, 1364–1383. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Description |
|---|---|
| 1 | No damage, longitudinal stretching |
| 2 | No damage, transverse stretching |
| 3 | Transverse damage 10 mm; transverse stretching |
| 4 | Longitudinal damage (45 mm × 1 mm); longitudinal stretching |
| 5 | Longitudinal damage (70 mm × 2 mm); longitudinal stretching |
| 6 | Longitudinal damage (50 mm × 2 mm); longitudinal stretching |
| 7 | Transverse damage 10 mm; longitudinal stretching |
| 8 | Longitudinal damage (50 mm × 1.5 mm); longitudinal stretching |
| Group | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|
| 2 | 0.000000 | ||||||
| 3 | 0.000000 | 0.011551 | |||||
| 4 | 0.897573 | 0.000001 | 0.000000 | ||||
| 5 | 0.910496 | 0.000003 | 0.000000 | 0.999149 | |||
| 6 | 0.873358 | 0.000003 | 0.000000 | 0.965263 | 0.967512 | ||
| 7 | 0.000000 | 0.144869 | 0.258546 | 0.000001 | 0.000002 | 0.000002 | |
| 8 | 0.978059 | 0.000001 | 0.000000 | 0.883826 | 0.896852 | 0.861708 | 0.000001 |
| Group | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|
| 2 | 0.000272 | ||||||
| 3 | 0.000000 | 0.000000 | |||||
| 4 | 0.474172 | 0.002251 | 0.000000 | ||||
| 5 | 0.770405 | 0.000834 | 0.000000 | 0.384542 | |||
| 6 | 0.122127 | 0.038026 | 0.000000 | 0.360354 | 0.114587 | ||
| 7 | 0.000000 | 0.000000 | 0.033454 | 0.000000 | 0.000000 | 0.000000 | |
| 8 | 0.432973 | 0.002595 | 0.000000 | 0.947378 | 0.354430 | 0.390807 | 0.000000 |
| Group | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|
| 2 | 0.339345 | ||||||
| 3 | 0.000814 | 0.003997 | |||||
| 4 | 0.109929 | 0.442152 | 0.020974 | ||||
| 5 | 0.451887 | 0.973482 | 0.009421 | 0.499108 | |||
| 6 | 0.521073 | 0.164769 | 0.000813 | 0.059310 | 0.235281 | ||
| 7 | 0.007278 | 0.035333 | 0.353113 | 0.143941 | 0.059965 | 0.005403 | |
| 8 | 0.145757 | 0.542307 | 0.015977 | 0.878515 | 0.587888 | 0.076392 | 0.113715 |
| Group | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|
| 2 | 0.000792 | ||||||
| 3 | 0.000048 | 0.000000 | |||||
| 4 | 0.515098 | 0.000403 | 0.000224 | ||||
| 5 | 0.677636 | 0.008583 | 0.000098 | 0.352620 | |||
| 6 | 0.259681 | 0.000373 | 0.001351 | 0.587164 | 0.187718 | ||
| 7 | 0.000012 | 0.000000 | 0.480120 | 0.000053 | 0.000028 | 0.000333 | |
| 8 | 0.532818 | 0.000426 | 0.000215 | 0.979235 | 0.364251 | 0.571503 | 0.000051 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ryba, T.; Bzinkowski, D.; Siemiątkowski, Z.; Rucki, M.; Stawarz, S.; Caban, J.; Samociuk, W. Monitoring of Rubber Belt Material Performance and Damage. Materials 2024, 17, 765. https://doi.org/10.3390/ma17030765
Ryba T, Bzinkowski D, Siemiątkowski Z, Rucki M, Stawarz S, Caban J, Samociuk W. Monitoring of Rubber Belt Material Performance and Damage. Materials. 2024; 17(3):765. https://doi.org/10.3390/ma17030765
Chicago/Turabian StyleRyba, Tomasz, Damian Bzinkowski, Zbigniew Siemiątkowski, Miroslaw Rucki, Sylwester Stawarz, Jacek Caban, and Waldemar Samociuk. 2024. "Monitoring of Rubber Belt Material Performance and Damage" Materials 17, no. 3: 765. https://doi.org/10.3390/ma17030765
APA StyleRyba, T., Bzinkowski, D., Siemiątkowski, Z., Rucki, M., Stawarz, S., Caban, J., & Samociuk, W. (2024). Monitoring of Rubber Belt Material Performance and Damage. Materials, 17(3), 765. https://doi.org/10.3390/ma17030765