
Effects of HiPIMS Duty Cycle on Plasma Discharge and the Properties of Cu Film

Abstract
1. Introduction
2. Materials and Methods
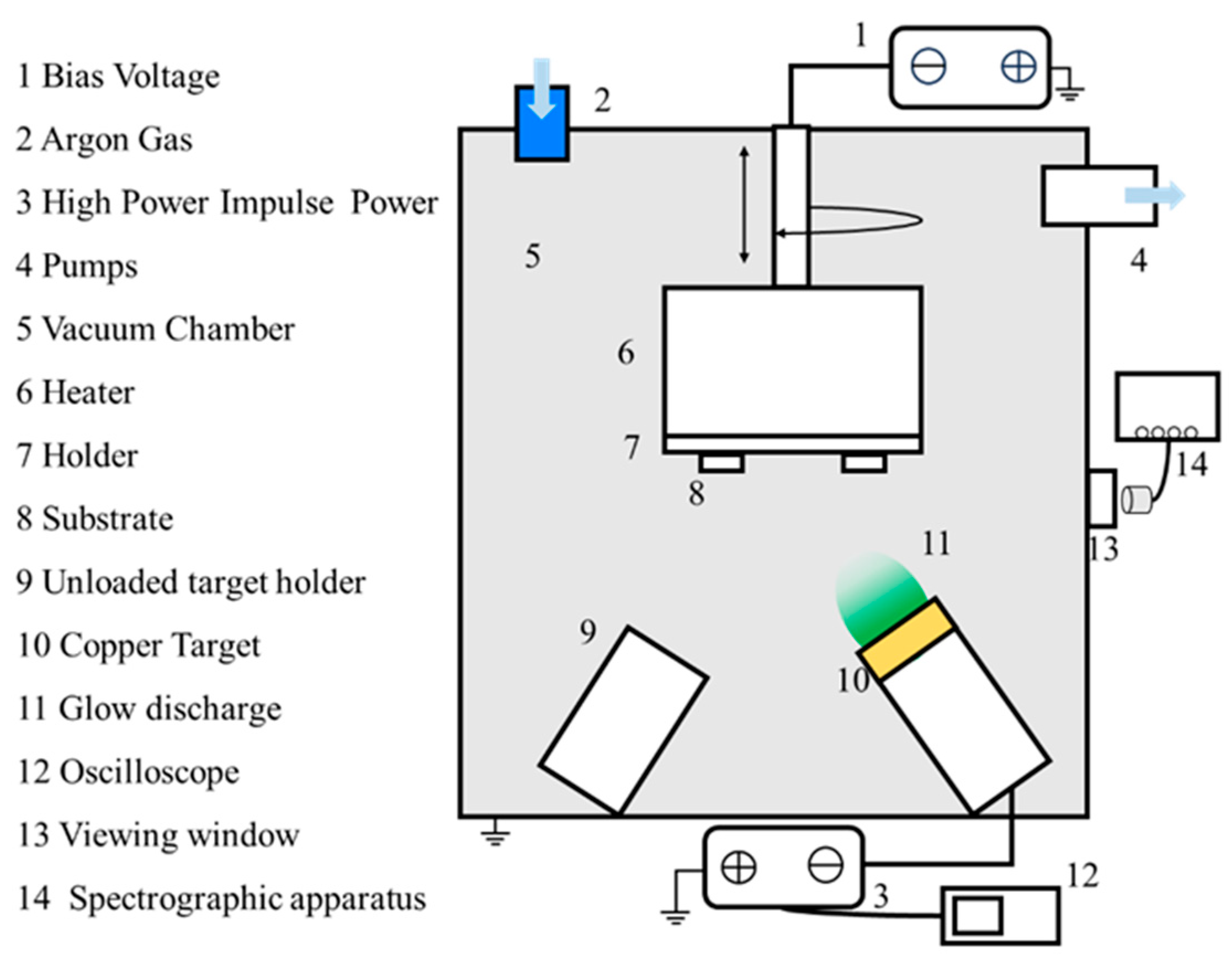
2.1. Sample Preparation
2.2. Characterization
3. Results and Discussion
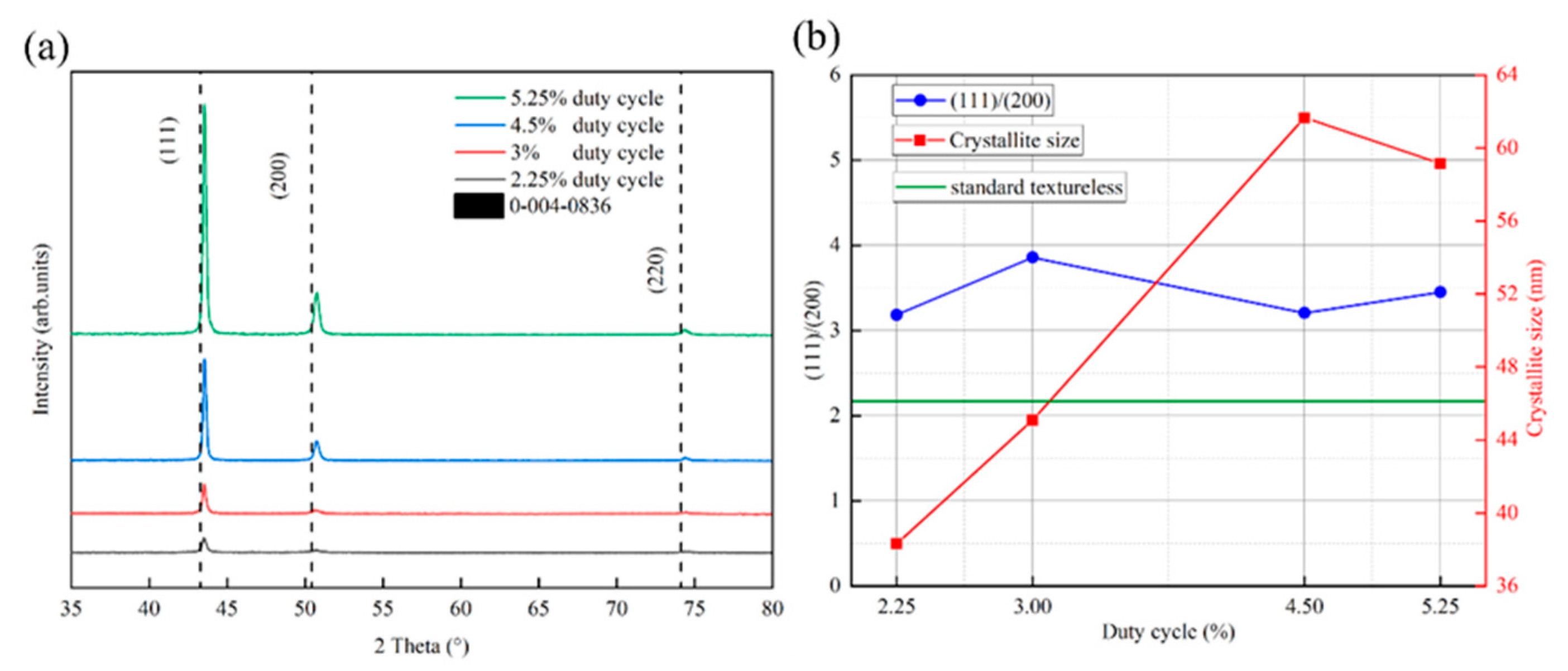
3.1. HiPIMS Deposited Copper Film Features
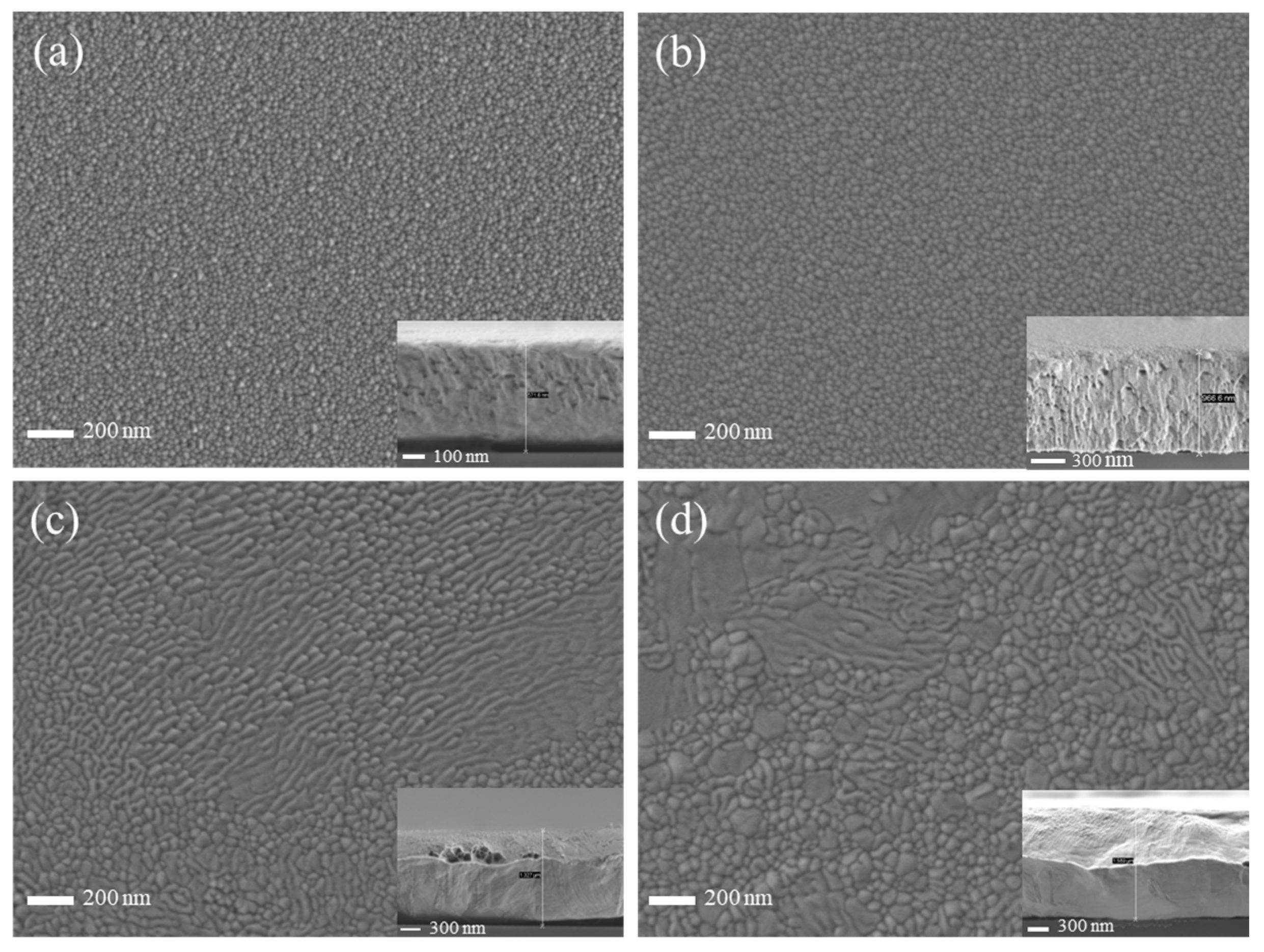
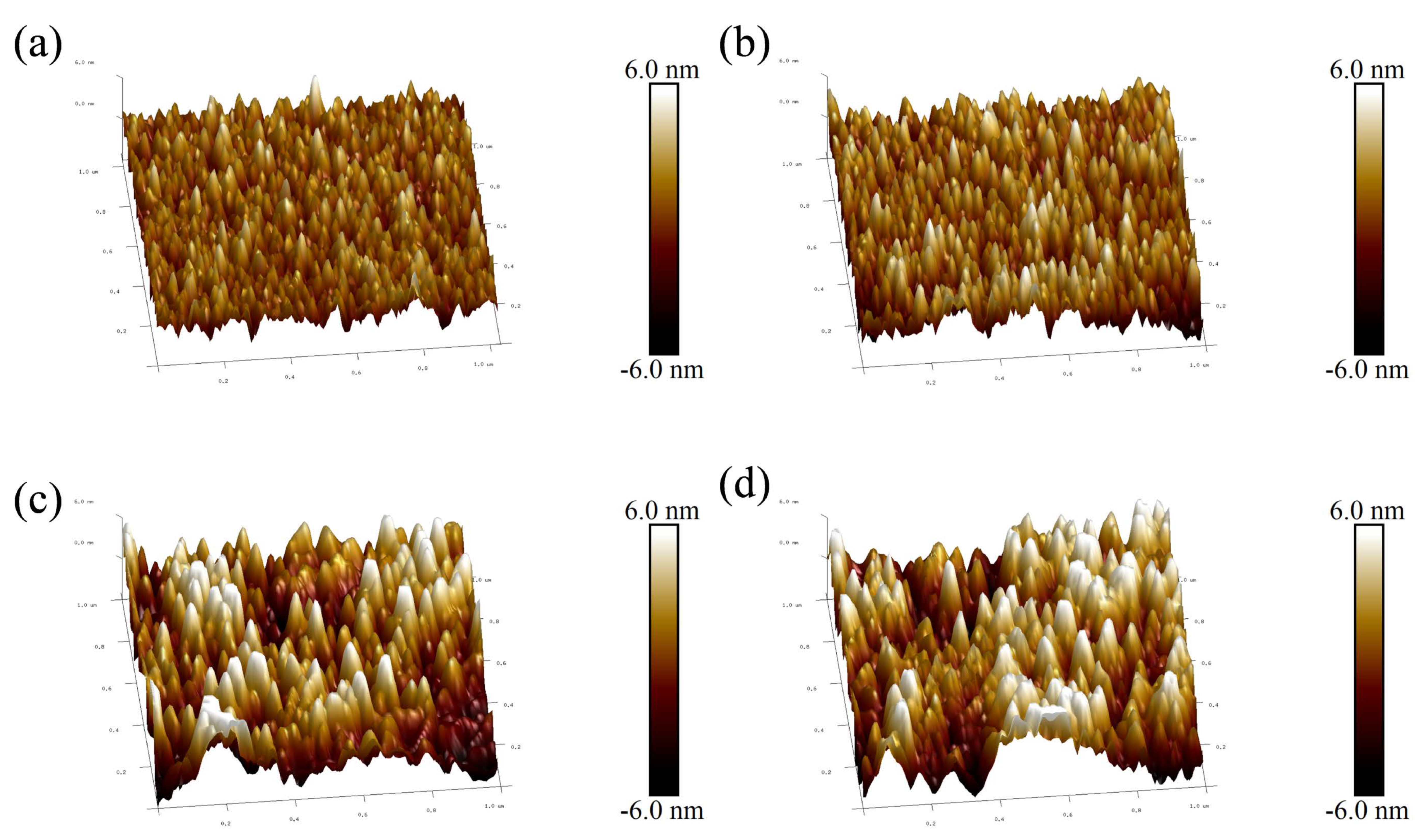
3.2. Microstructure and Morphology
3.3. Deposition Rate and Resistivity Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ghosh, S. Electroless Copper Deposition: A Critical Review. Thin Solid Films 2019, 669, 641–658. [Google Scholar] [CrossRef]
- Beaucarne, G.; Schubert, G.; Hoornstra, J.; Horzel, J.; Glunz, S.W. Summary of the Third Workshop on Metallization for Crystalline Silicon Solar Cells. Energy Procedia 2012, 21, 2–13. [Google Scholar] [CrossRef]
- Yin, S.; Zhu, W.; Deng, Y.; Peng, Y.; Shen, S.; Tu, Y. Enhanced Electrical Conductivity and Reliability for Flexible Copper Thin-Film Electrode by Introducing Aluminum Buffer Layer. Mater. Des. 2017, 116, 524–530. [Google Scholar] [CrossRef]
- Gu, C.D.; You, Y.H.; Wang, X.L.; Tu, J.P. Electrodeposition, Structural, and Corrosion Properties of Cu Films from a Stable Deep Eutectics System with Additive of Ethylene Diamine. Surf. Coat. Technol. 2012, 209, 117–123. [Google Scholar] [CrossRef]
- Highly Conductive Copper Nano/Microparticles Ink via Flash Light Sintering for Printed Electronics-IOPscience. Available online: https://iopscience.iop.org/article/10.1088/0957-4484/25/26/265601 (accessed on 6 April 2024).
- Luo, L.-M.; Lu, Z.-L.; Huang, X.-M.; Tan, X.-Y.; Ding, X.-Y.; Cheng, J.-G.; Zhu, L.; Wu, Y.-C. Electroless Copper Plating on PC Engineering Plastic with a Novel Palladium-Free Surface Activation Process. Surf. Coat. Technol. 2014, 251, 69–73. [Google Scholar] [CrossRef]
- Yoon, S.; Bang, J.; Lee, H.-D.; Oh, J. Interfacial AlN Formation of Si/Ti/Al/Cu Ohmic Contact for AlGaN/GaN High-Electron-Mobility Transistors. Microelectron. Eng. 2016, 151, 60–63. [Google Scholar] [CrossRef]
- Yu, M.; Zhang, J.; Li, D.; Meng, Q.; Li, W. Internal Stress and Adhesion of Cu Film/Si Prepared by Both MEVVA and IBAD. Surf. Coat. Technol. 2006, 201, 1243–1249. [Google Scholar] [CrossRef]
- A preliminary study on brazing properties of Ti/Ti and Ti/steel joints by copper film deposited by PVD process |Journal of Materials Engineering and Properties. Available online: https://link.springer.com/article/10.1007/s11665-012-0121-7 (accessed on 5 April 2024).
- Mukherjee, S.K.; Joshi, L.; Barhai, P.K. A Comparative Study of Nanocrystalline Cu Film Deposited Using Anodic Vacuum Arc and Dc Magnetron Sputtering. Surf. Coat. Technol. 2011, 205, 4582–4595. [Google Scholar] [CrossRef]
- Wang, B.; Eberhardt, W.; Kück, H. Adhesion of PVD Layers on Liquid Crystal Polymer Pretreated by Oxygen-Containing Plasma. Vacuum 2005, 79, 129–133. [Google Scholar] [CrossRef]
- Lin, C.-L.; Chen, P.-S.; Lin, Y.-C.; Tsui, B.-Y.; Chen, M.-C. Via-Filling Capability of Copper Film by CVD. J. Electrochem. Soc. 2003, 150, C451. [Google Scholar] [CrossRef]
- Borgharkar, N.S.; Griffin, G.L.; James, A.; Maverick, A.W. Alcohol-Assisted Growth of Copper CVD Films. Thin Solid Films 1998, 320, 86–94. [Google Scholar] [CrossRef]
- Gandikota, S.; Voss, S.; Tao, R.; Duboust, A.; Cong, D.; Chen, L.-Y.; Ramaswami, S.; Carl, D. Adhesion Studies of CVD Copper Metallization. Microelectron. Eng. 2000, 50, 547–553. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, L.; Qu, X. Anomalous Vertical Twins with High (2 2 0) Texture in Direct Current Electroplating Copper Film. Appl. Surf. Sci. 2023, 638, 158102. [Google Scholar] [CrossRef]
- Copper Electroplating for Future Ultralarge Scale Integration Interconnection|Journal of Vacuum Science & Technology A|AIP Publishing. Available online: https://pubs.aip.org/avs/jva/article/18/2/656/1067553/Copper-electroplating-for-future-ultralarge-scale (accessed on 6 April 2024).
- Miura, S.; Honma, H. Advanced Copper Electroplating for Application of Electronics. Surf. Coat. Technol. 2003, 169–170, 91–95. [Google Scholar] [CrossRef]
- Kelly, P.J.; Arnell, R.D. Magnetron Sputtering: A Review of Recent Developments and Applications. Vacuum 2000, 56, 159–172. [Google Scholar] [CrossRef]
- Arnell, R.D.; Kelly, P.J. Recent Advances in Magnetron Sputtering. Surf. Coat. Technol. 1999, 112, 170–176. [Google Scholar] [CrossRef]
- Velicu, I.-L.; Tiron, V.; Rusu, B.-G.; Popa, G. Copper Thin Films Deposited under Different Power Delivery Modes and Magnetron Configurations: A Comparative Study. Surf. Coat. Technol. 2017, 327, 192–199. [Google Scholar] [CrossRef]
- Katayama, T.; Toyota, H. RF Power Dependence on Structural and Electrical Properties of Cu Thin Films on a Glass Substrate Prepared Using Magnetron Sputtering with Multipolar Magnetic Plasma Confinement. IEEJ Trans. Sens. Micromachines 2020, 140, 188–192. [Google Scholar] [CrossRef]
- Saremi, M.; Yeganeh, M. Investigation of Corrosion Behaviour of Nanostructured Copper Thin Film Produced by Radio Frequency Sputtering. Micro Nano Lett. 2010, 5, 70–75. [Google Scholar] [CrossRef]
- Anders, A. Tutorial: Reactive High Power Impulse Magnetron Sputtering (R-HiPIMS). J. Appl. Phys. 2017, 121, 171101. [Google Scholar] [CrossRef]
- Solovyev, A.A.; Semenov, V.A.; Oskirko, V.O.; Oskomov, K.V.; Zakharov, A.N.; Rabotkin, S.V. Properties of Ultra-Thin Cu Films Grown by High Power Pulsed Magnetron Sputtering. Thin Solid Films 2017, 631, 72–79. [Google Scholar] [CrossRef]
- Insights into the Copper HiPIMS Discharge: Deposition Rate and Ionised Flux Fraction-IOPscience. Available online: https://iopscience.iop.org/article/10.1088/1361-6595/ad10ef/meta (accessed on 6 April 2024).
- Cemin, F.; Abadias, G.; Minea, T.; Furgeaud, C.; Brisset, F.; Solas, D.; Lundin, D. Benefits of Energetic Ion Bombardment for Tailoring Stress and Microstructural Evolution during Growth of Cu Thin Films. Acta Mater. 2017, 141, 120–130. [Google Scholar] [CrossRef]
- Alami, J.; Persson, P.O.Å.; Music, D.; Gudmundsson, J.T.; Bohlmark, J.; Helmersson, U. Ion-Assisted Physical Vapor Deposition for Enhanced Film Properties on Nonflat Surfaces. J. Vac. Sci. Technol. A 2005, 23, 278–280. [Google Scholar] [CrossRef]
- Shimizu, T.; Komiya, H.; Watanabe, T.; Teranishi, Y.; Nagasaka, H.; Morikawa, K.; Yang, M. HIPIMS Deposition of TiAlN Films on Inner Wall of Micro-Dies and Its Applicability in Micro-Sheet Metal Forming. Surf. Coat. Technol. 2014, 250, 44–51. [Google Scholar] [CrossRef]
- Furuya, R.; Suzuki, K.; Miura, H. Evaluation of the Crystallographic Quality of Electroplated Copper Thin-Film Interconnections Embedded in TSV Structures. In Proceedings of the 2012 14th International Conference on Electronic Materials and Packaging (EMAP), Hong Kong, China, 13–16 December 2012; pp. 1–6. [Google Scholar]
- Gotoh, Y.; Yoshii, H.; Amioka, T.; Kameyama, K.; Tsuji, H.; Ishikawa, J. Structures and Properties of Copper Thin Films Prepared by Ion Beam Assisted Deposition. Thin Solid Films 1996, 288, 300–308. [Google Scholar] [CrossRef]
- Burnett, A.F.; Cech, J.M. Relationship of Crystallographic Orientation and Impurities to Stress, Resistivity, and Morphology for Sputtered Copper Films. J. Vac. Sci. Technol. A Vac. Surf. Film. 1993, 11, 2970–2974. [Google Scholar] [CrossRef]
- Wu, B.H.; Wu, J.; Jiang, F.; Ma, D.L.; Chen, C.Z.; Sun, H.; Leng, Y.X.; Huang, N. Plasma Characteristics and Properties of Cu Films Prepared by High Power Pulsed Magnetron Sputtering. Vacuum 2017, 135, 93–100. [Google Scholar] [CrossRef]
- Choi, H.M.; Choi, S.K.; Anderson, O.; Bange, K. Influence of Film Density on Residual Stress and Resistivity for Cu Thin Films Deposited by Bias Sputtering. Thin Solid Films 2000, 358, 202–205. [Google Scholar] [CrossRef]
- Tang, J.-F.; Huang, S.-Y.; Chen, I.-H.; Shen, G.-L.; Chang, C.-L. Effects of Synchronous Bias Mode and Duty Cycle on Microstructure and Mechanical Properties of AlTiN Coatings Deposited via HiPIMS. Coatings 2023, 13, 1512. [Google Scholar] [CrossRef]
- Liu, Y.; Ding, J.C.; Zhang, B.R.; Chen, J.J.; Tang, C.R.; Zhu, R.Y.; Zheng, J. Effect of Duty Cycle on Microstructure and Mechanical Properties of AlCrN Coatings Deposited by HiPIMS. Vacuum 2022, 205, 111409. [Google Scholar] [CrossRef]
- Chang, C.-L.; Luo, G.-J.; Yang, F.-C.; Tang, J.-F. Effects of Duty Cycle on Microstructure of TiN Coatings Prepared Using CAE/HiPIMS. Vacuum 2021, 192, 110449. [Google Scholar] [CrossRef]
- Evolution of Target Condition in Reactive HiPIMS as a Function of Duty Cycle: An Opportunity for Refractive Index Grading|Journal of Applied Physics|AIP Publishing. Available online: https://pubs.aip.org/aip/jap/article/121/17/171909/946383 (accessed on 6 April 2024).
- Cedeño-Vente, M.L.; Mondragón-Rodríguez, G.C.; Camacho, N.; Gómez-Ovalle, A.E.; Gonzalez-Carmona, J.M.; Alvarado-Orozco, J.M.; Espinosa-Arbelaez, D.G. Tailoring the Chemical Composition and Microstructure of CrxN Deposited by HiPIMS through Duty-Cycle Modifications. Surf. Coat. Technol. 2021, 422, 127502. [Google Scholar] [CrossRef]
- Wang, L.; Jin, J.; Zhu, C.; Li, G.; Kuang, X.; Huang, K. Effects of HiPIMS Pulse-Length on Plasma Discharge and on the Properties of WC-DLC Coatings. Appl. Surf. Sci. 2019, 487, 526–538. [Google Scholar] [CrossRef]
- Anders, A.; Andersson, J.; Ehiasarian, A. High Power Impulse Magnetron Sputtering: Current-Voltage-Time Characteristics Indicate the Onset of Sustained Self-Sputtering. J. Appl. Phys. 2007, 102, 113303. [Google Scholar] [CrossRef]
- Ganesan, R.; Treverrow, B.; Murdoch, B.; Xie, D.; Ross, A.E.; Partridge, J.G.; Falconer, I.S.; McCulloch, D.G.; McKenzie, D.R.; Bilek, M.M.M. Duty Cycle Control in Reactive High-Power Impulse Magnetron Sputtering of Hafnium and Niobium. J. Phys. D Appl. Phys. 2016, 49, 245201. [Google Scholar] [CrossRef]
- Wu, B.; Haehnlein, I.; Shchelkanov, I.; McLain, J.; Patel, D.; Uhlig, J.; Jurczyk, B.; Leng, Y.; Ruzic, D.N. Cu Films Prepared by Bipolar Pulsed High Power Impulse Magnetron Sputtering. Vacuum 2018, 150, 216–221. [Google Scholar] [CrossRef]
- Viloan, R.P.B.; Helmersson, U.; Lundin, D. Copper Thin Films Deposited Using Different Ion Acceleration Strategies in HiPIMS. Surf. Coat. Technol. 2021, 422, 127487. [Google Scholar] [CrossRef]
- Velicu, I.-L.; Ianoş, G.-T.; Porosnicu, C.; Mihăilă, I.; Burducea, I.; Velea, A.; Cristea, D.; Munteanu, D.; Tiron, V. Energy-Enhanced Deposition of Copper Thin Films by Bipolar High Power Impulse Magnetron Sputtering. Surf. Coat. Technol. 2019, 359, 97–107. [Google Scholar] [CrossRef]
- Davis, C.A. A Simple Model for the Formation of Compressive Stress in Thin Films by Ion Bombardment. Thin Solid Films 1993, 226, 30–34. [Google Scholar] [CrossRef]
- Thompson, C.V. Coarsening of Particles on a Planar Substrate: Interface Energy Anisotropy and Application to Grain Growth in Thin Films. Acta Metall. 1988, 36, 2929–2934. [Google Scholar] [CrossRef]
- Suliali, N.J.; Goosen, W.E.; Janse van Vuuren, A.; Olivier, E.J.; Bakhit, B.; Högberg, H.; Darakchieva, V.; Botha, J.R. Ti Thin Films Deposited by High-Power Impulse Magnetron Sputtering in an Industrial System: Process Parameters for a Low Surface Roughness. Vacuum 2022, 195, 110698. [Google Scholar] [CrossRef]
- Tiron, V.; Velicu, I.-L.; Vasilovici, O.; Popa, G. Optimization of Deposition Rate in HiPIMS by Controlling the Peak Target Current. J. Phys. D Appl. Phys. 2015, 48, 495204. [Google Scholar] [CrossRef]
- Low Electrical Resistivity in Thin and Ultrathin Copper Layers Grown by High Power Impulse Magnetron Sputtering|Journal of Vacuum Science & Technology A|AIP Publishing. Available online: https://pubs.aip.org/avs/jva/article/34/5/051506/245492 (accessed on 9 April 2024).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | HiPIMS (Sample 1/2/3/4) |
|---|---|
| Target to substrate distance (mm) | 75 |
| Substrate temperature (°C) | 50 |
| Working pressure (Pa) | 0.5 |
| Substrate rotation speed (r/min) | 10 |
| Total deposition time (min) | 40 |
| pulse frequency (Hz) | 300 |
| Duty cycle (%) | 2.25/3/4.5/5.25 |
| Pulse−negative voltage (V) | 500 |
| Peak discharge current (A) | 20/18/10/9 |
| Duty cycle (%) | 2.25 | 3.00 | 4.50 | 5.25 |
| Resistivity (μΩ·cm) | 2.4598 | 2.4681 | 1.7005 | 1.7744 |
| Intrinsic resistivity (μΩ·cm) | 1.67 | 1.67 | 1.67 | 1.67 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, Y.; Bai, H.; Liu, X.; Li, J.; Liu, X. Effects of HiPIMS Duty Cycle on Plasma Discharge and the Properties of Cu Film. Materials 2024, 17, 2311. https://doi.org/10.3390/ma17102311
Ren Y, Bai H, Liu X, Li J, Liu X. Effects of HiPIMS Duty Cycle on Plasma Discharge and the Properties of Cu Film. Materials. 2024; 17(10):2311. https://doi.org/10.3390/ma17102311
Chicago/Turabian StyleRen, Yongjie, Heda Bai, Xincheng Liu, Jin Li, and Xiangli Liu. 2024. "Effects of HiPIMS Duty Cycle on Plasma Discharge and the Properties of Cu Film" Materials 17, no. 10: 2311. https://doi.org/10.3390/ma17102311
APA StyleRen, Y., Bai, H., Liu, X., Li, J., & Liu, X. (2024). Effects of HiPIMS Duty Cycle on Plasma Discharge and the Properties of Cu Film. Materials, 17(10), 2311. https://doi.org/10.3390/ma17102311