
Rheology of Recycled PET


Abstract
1. Introduction
2. Chemical and Physical Properties of PET
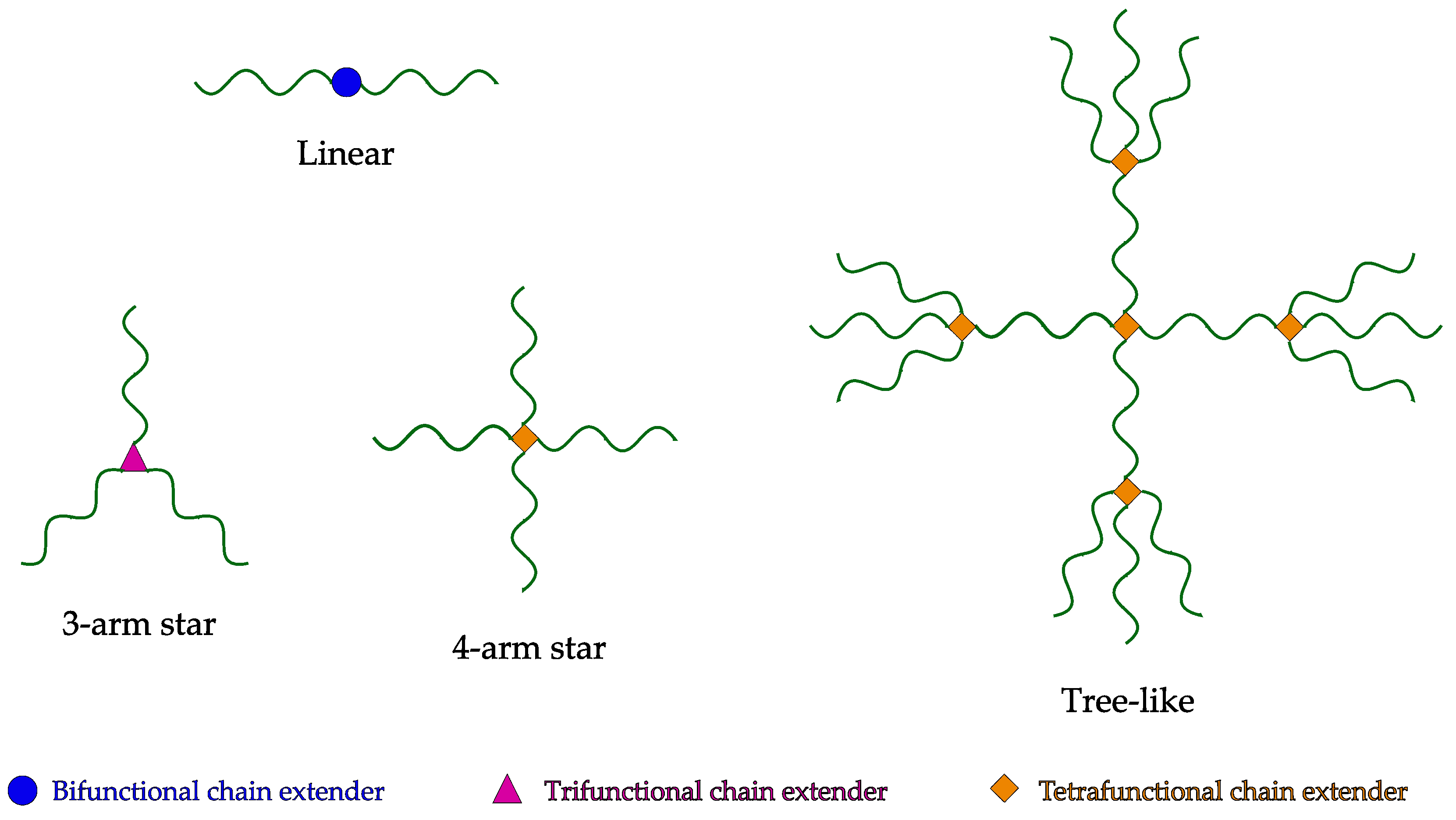
3. Chain Extension
3.1. Pyromellitic Dianhydride
3.2. Joncryl
3.3. Tetrahydrophthalic Acid Diglycidyl Ester
3.4. Triglycidyl Isocyanurate (TGIC)
3.5. Tetraglycidyl Diamino Diphenyl Methane

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chain Extender | References |
|---|---|
| PMDA | [17,18,19,33,38,39,40,42,44,45,46,47,48,49,50,51,52,53,54] |
| Joncryl | [29,38,39,50,52,53,54,55,56,57,58] |
| TADE | [40] |
| TGIC | [18,33,41,59] |
| TGDDM | [18,42,60,61,62] |
4. Rheological Methods for Testing PET Materials
4.1. Viscometry
4.2. Rotational Rheometry
4.2.1. Flow Curves
4.2.2. Dynamic Tests
4.2.3. Uniaxial Extensional Tests
4.3. Capillary Rheometry
| Type | Purpose | Reference |
|---|---|---|
| Ubbelohde/falling-ball viscometry | Determination of the | [51] |
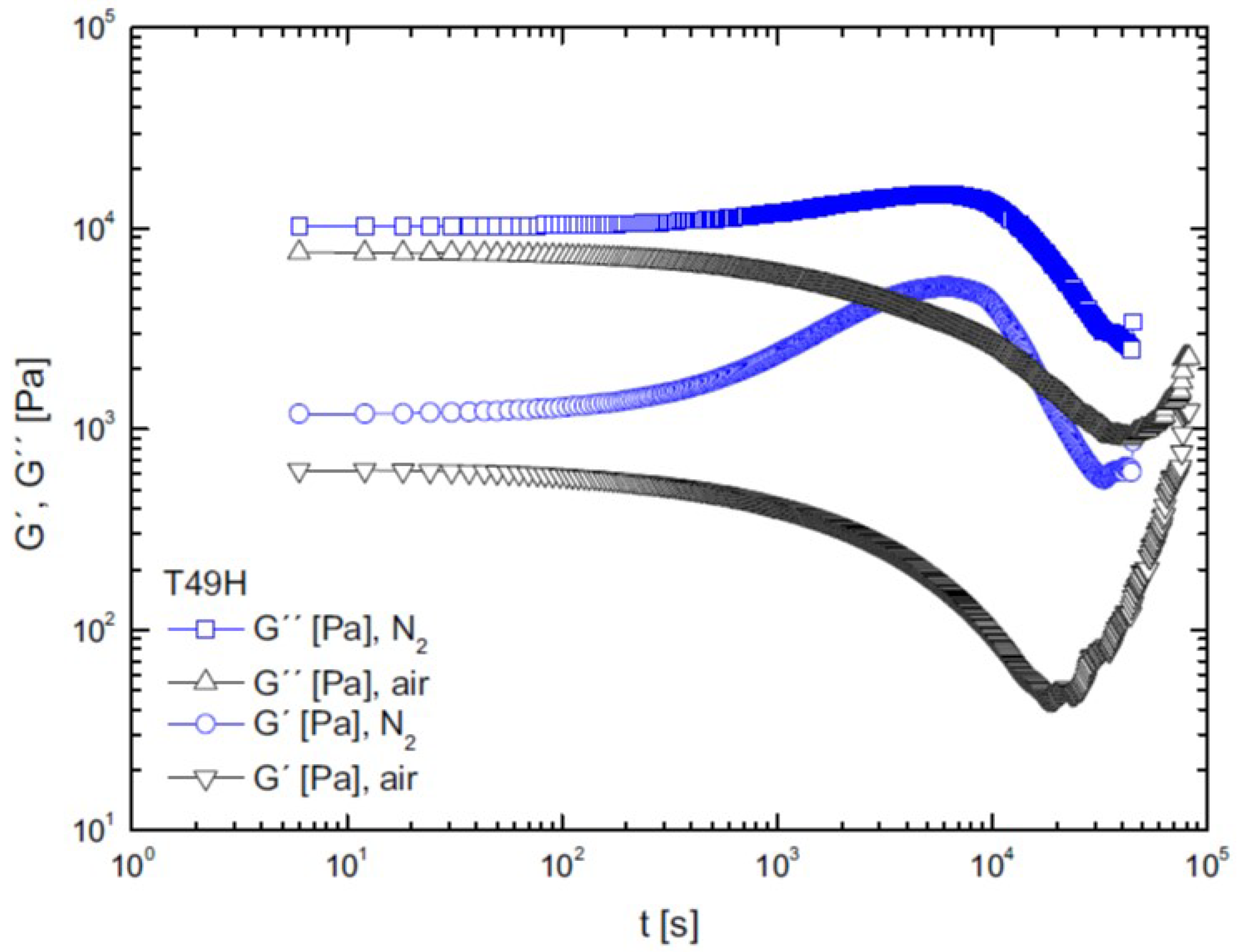
| Time sweep test | Effect of thermo-oxidative degradation on the material and evaluation of the chain extender effectiveness on linear PET | [40,57,66,71,72] |
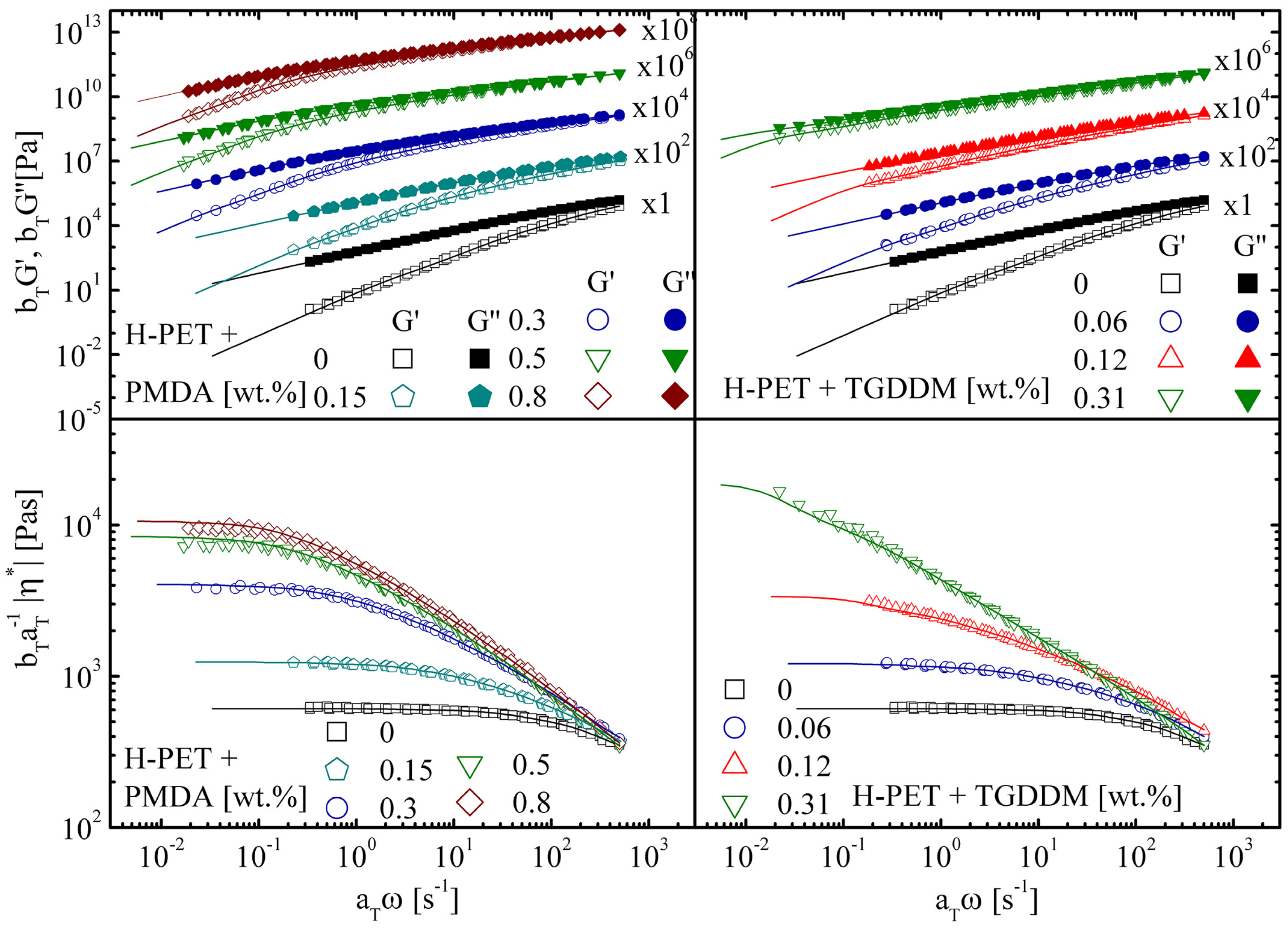
| Frequency sweep test | Determination of viscoelastic properties of the system | [33,46,48,51,61] |
| Non-linear extension test | Examination of elongation properties examination and detection of long-chain branches in the system | [39,42,53,55,62] |
| Capillary test | Flow curve analysis | [44,52,73,74,75] |
5. Stability of PET
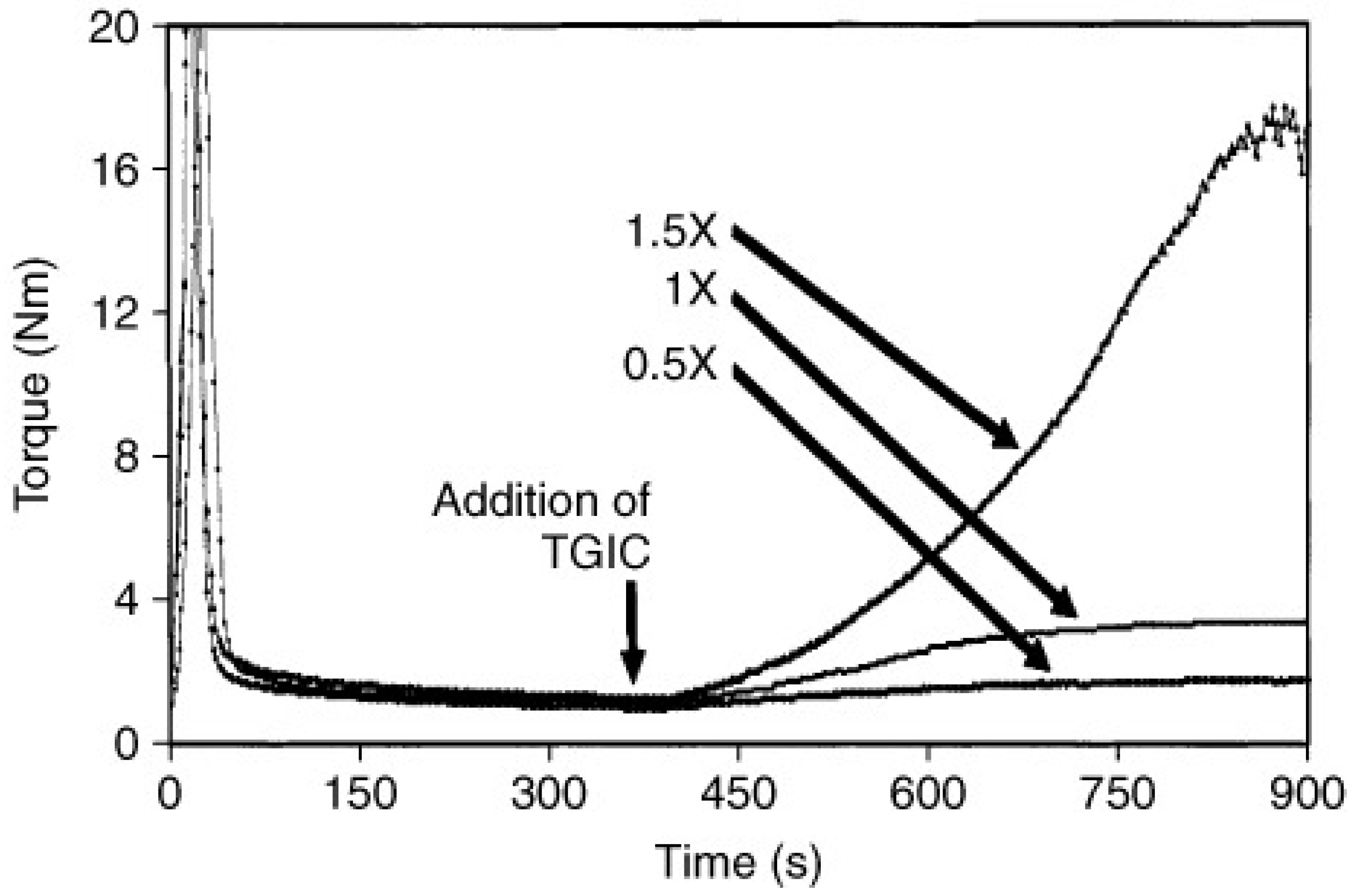
6. Torque Measurements during Reactive Extrusion
7. Linear Rheology
7.1. Dynamic-Frequency Sweep Measurements
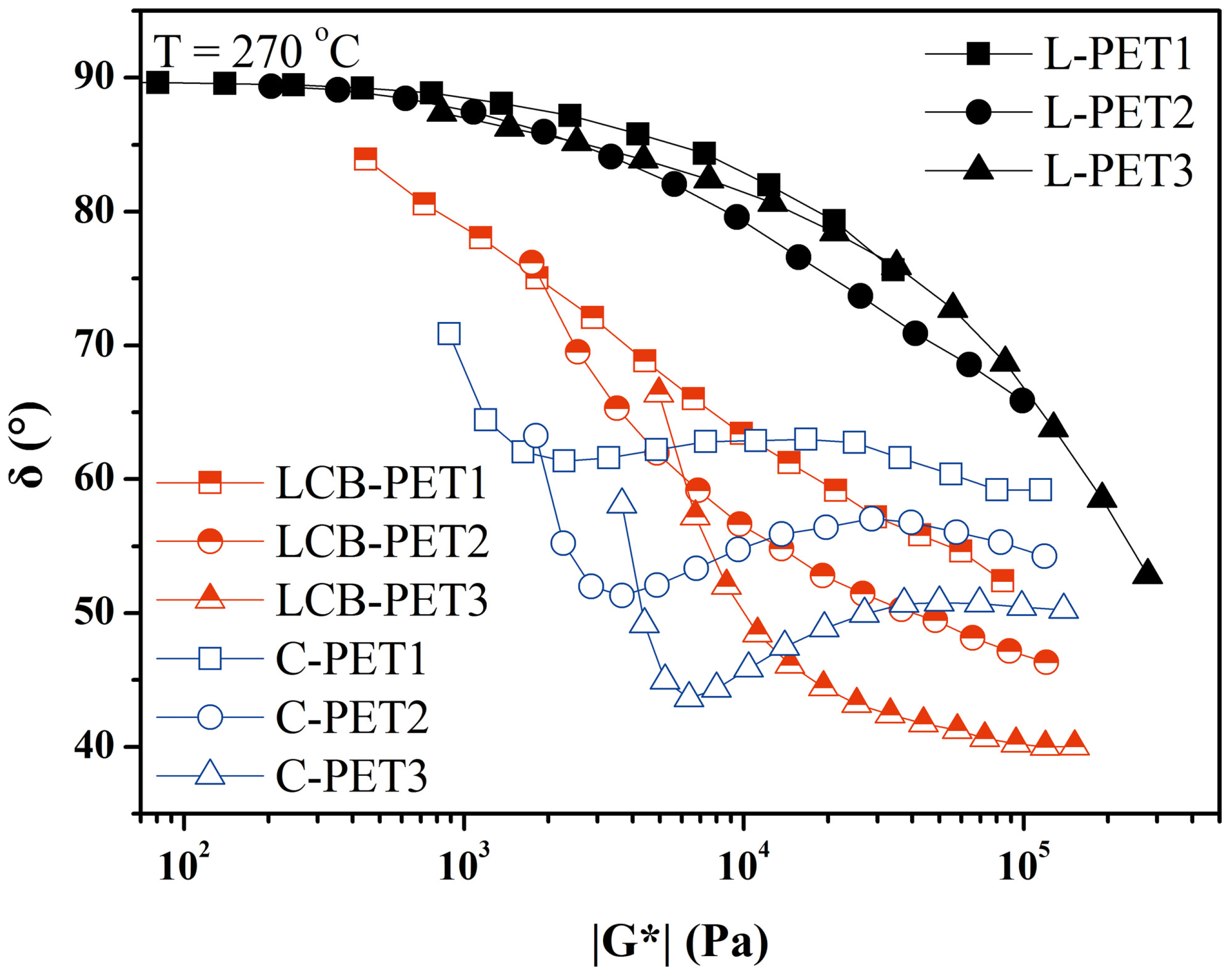
7.1.1. Van Gurp–Palmen Plots
7.1.2. Cole–Cole Plots
7.2. Intrinsic Viscosity Measurements
8. Nonlinear Rheological Properties
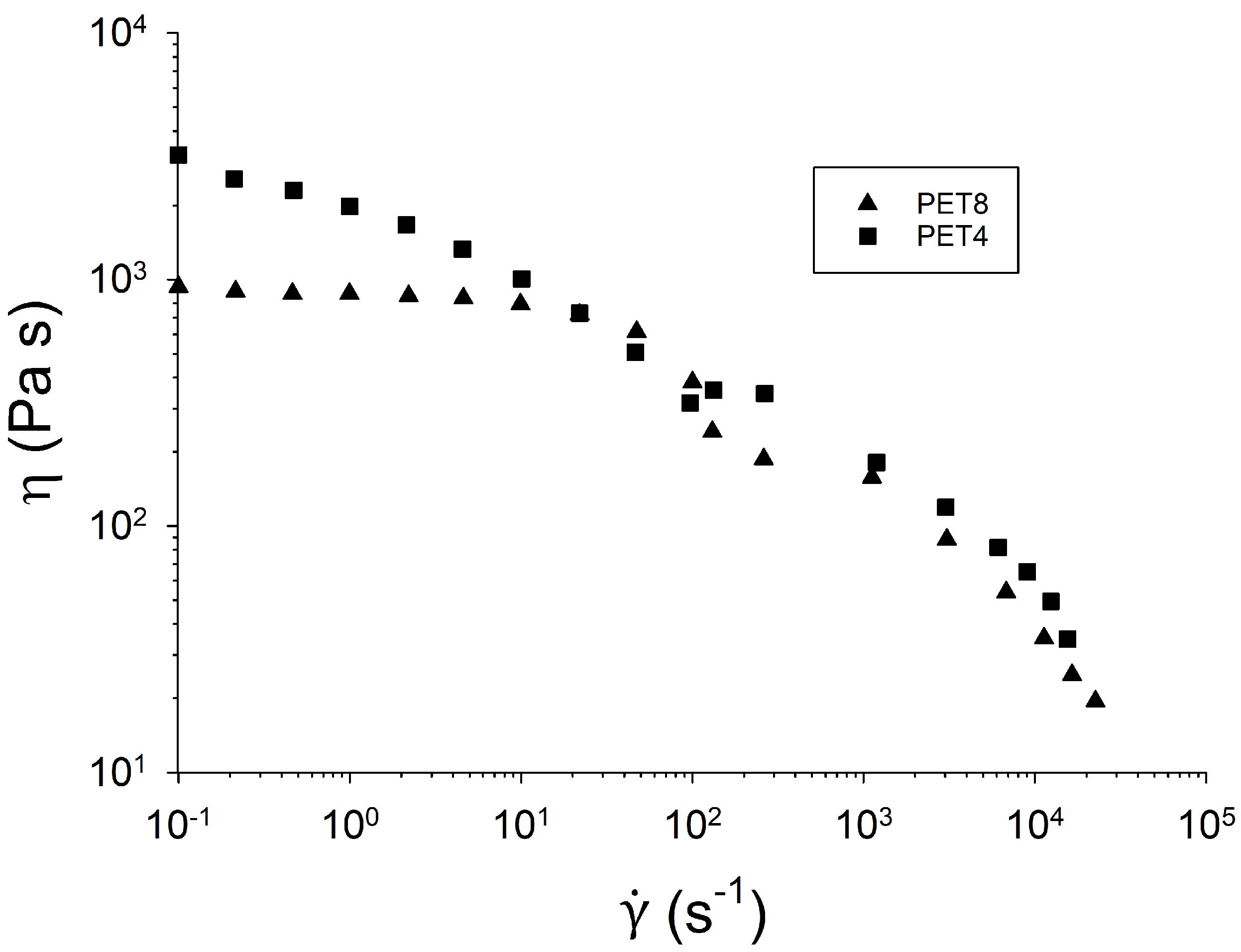
8.1. Flow Curves
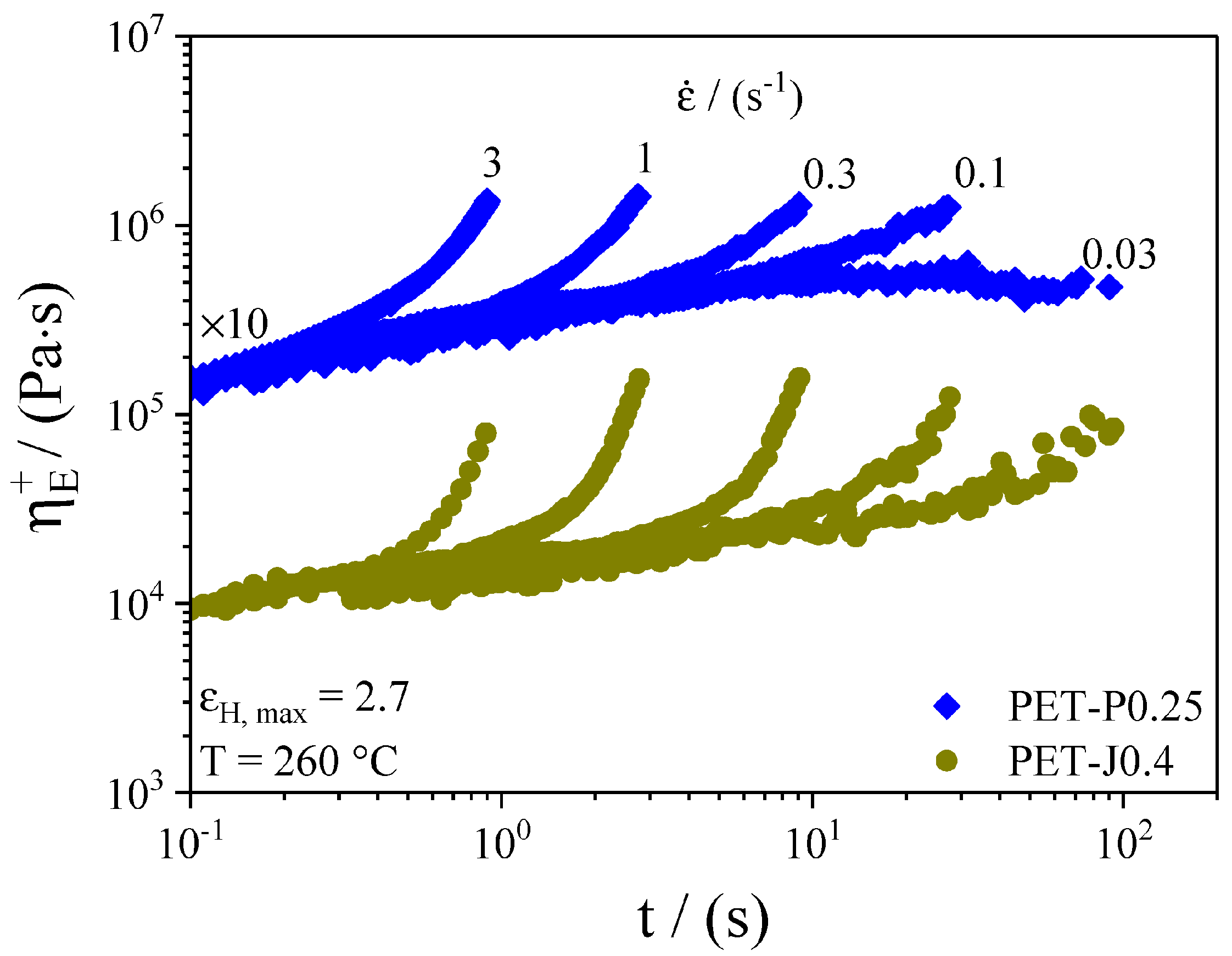
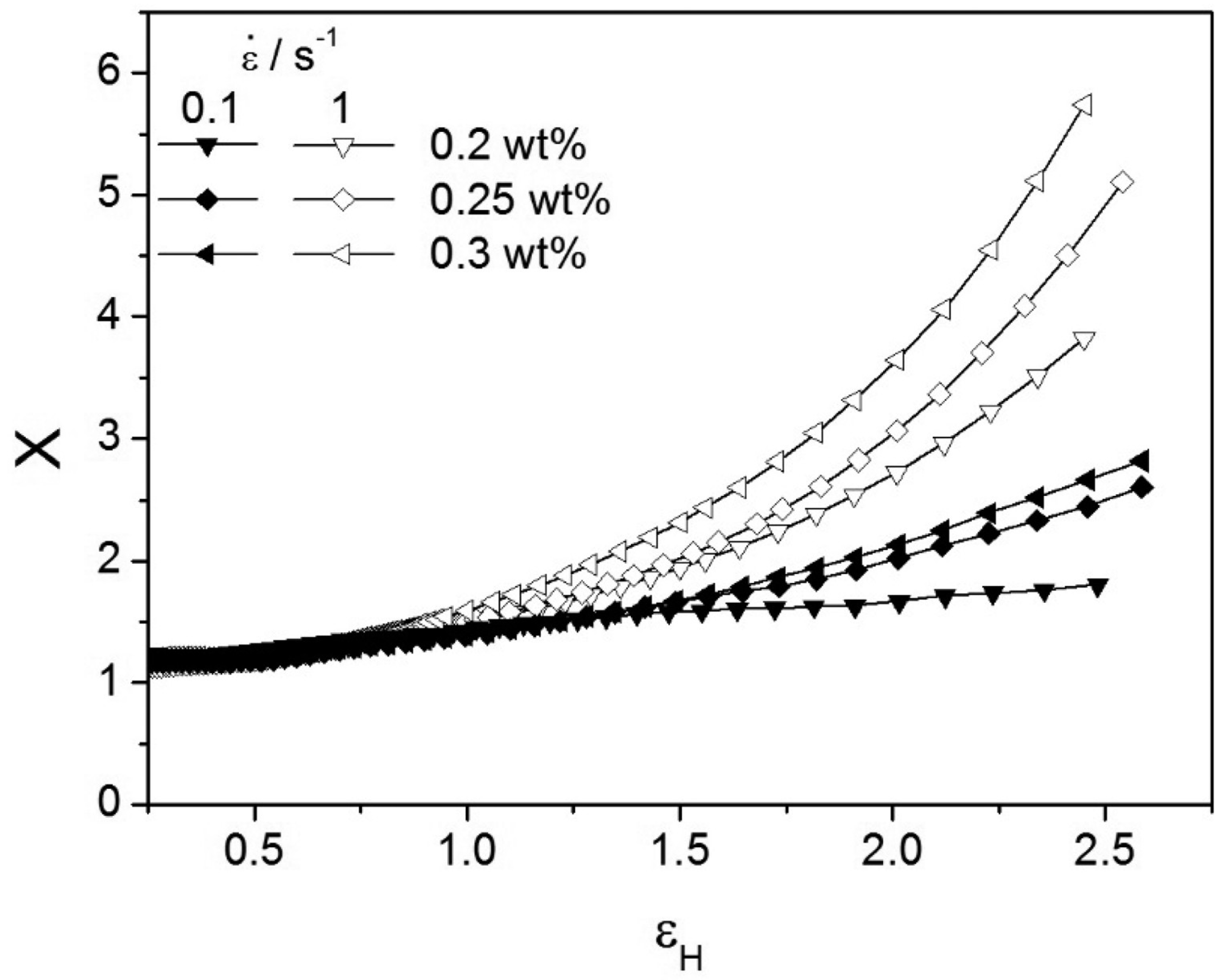
8.2. Extensional Rheology
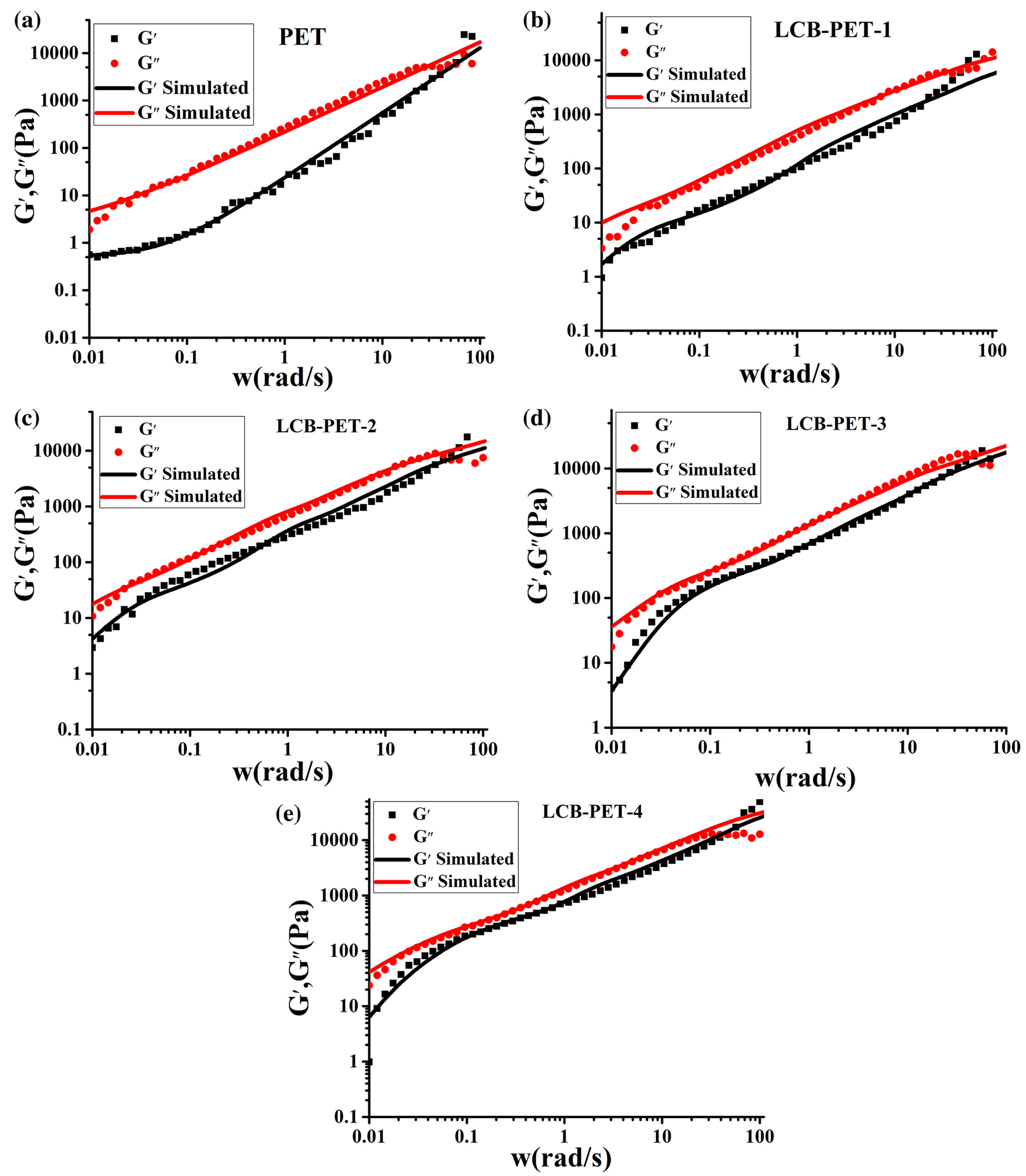
9. Molecular Rheological Models
10. Conclusions
11. Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| PET | Polyethylene terephthalate |
| C-PET | Crosslinked polyethylene terephthalate |
| LCB | Long chain branching |
| TADE | Tetrahydrophthalic acid diglycidyl ester |
| TGIC | Triglycidyl isocyanurate |
| TGDDM | Tetraglycidyl diamino diphenyl methane |
| VGP | Van Gurp and Palmen |
| DBTDL | Dibutyltin dilaurate |
| SSP | Solid-state polymerization |
| SER | Sentmanat extensional rheometer |
| MWD | Molecular weight distribution |
References
- Tiseo, J. Production Capacity of Polyethylene Terephthalate Worldwide from 2014 to 2024. Available online: https://www.statista.com/statistics/242764/global-polyethylene-terephthalate-production-capacity/ (accessed on 10 January 2023).
- Ma, L.; Nie, Y.; Liu, Y.; Huo, F.; Bai, L.; Li, Q.; Zhang, S. Preparation of Core/Shell Electrically Conductive Fibers by Efficient Coating Carbon Nanotubes on Polyester. Adv. Fiber Mater. 2021, 3, 180–191. [Google Scholar] [CrossRef]
- Wang, S.; Li, J.; Cao, Y.; Gu, J.; Wang, Y.; Chen, S. Non-Leaching, Rapid Bactericidal and Biocompatible Polyester Fabrics Finished with Benzophenone Terminated N-halamine. Adv. Fiber Mater. 2022, 4, 119–128. [Google Scholar] [CrossRef]
- Li, W.; Tse, H.; Fok, L. Plastic waste in the marine environment: A review of sources, occurrence and effects. Sci. Total Environ. 2016, 566–567, 333–349. [Google Scholar] [CrossRef]
- Khalid, N.; Aqeel, M.; Noman, A.; Hashem, M.; Mostafa, Y.S.; Alhaithloul, H.A.S.; Alghanem, S.M. Linking effects of microplastics to ecological impacts in marine environments. Chemosphere 2021, 264, 128541. [Google Scholar] [CrossRef] [PubMed]
- Leslie, H.A.; van Velzen, M.J.; Brandsma, S.H.; Vethaak, A.D.; Garcia-Vallejo, J.J.; Lamoree, M.H. Discovery and quantification of plastic particle pollution in human blood. Environ. Int. 2022, 163, 107199. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Aayanifard, Z.; Khan, A.; Naveed, M.; Schager, J.; Rabnawaz, M. Rapid depolymerization of PET by employing an integrated melt-treatment and diols. Polymer 2023, 265, 125585. [Google Scholar] [CrossRef]
- Awaja, F.; Pavel, D. Recycling of PET. Eur. Polym. J. 2005, 41, 1453–1477. [Google Scholar] [CrossRef]
- Jang, J.Y.; Sadeghi, K.; Seo, J. Chain-Extending Modification for Value-Added Recycled PET: A Review. Polym. Rev. 2022, 62, 860–889. [Google Scholar] [CrossRef]
- Nofar, M.; Salehiyan, R.; Ray, S.S. Rheology of poly (lactic acid)-based systems. Polym. Rev. 2019, 59, 465–509. [Google Scholar] [CrossRef]
- Standau, T.; Nofar, M.; Dörr, D.; Ruckdäschel, H.; Altstädt, V. A Review on Multifunctional Epoxy-Based Joncryl® ADR Chain Extended Thermoplastics. Polym. Rev. 2022, 62, 296–350. [Google Scholar] [CrossRef]
- Rubinstein, M. Polymer Physics; Oxford University Press: Oxford, UK, 2003. [Google Scholar]
- Baldenegro-Perez, L.A.; Navarro-Rodriguez, D.; Medellin-Rodriguez, F.J.; Hsiao, B.; Avila-Orta, C.A.; Sics, I. Molecular Weight and Crystallization Temperature Effects on Poly(ethylene terephthalate) (PET) Homopolymers, an Isothermal Crystallization Analysis. Polymers 2014, 6, 583–600. [Google Scholar] [CrossRef]
- Lu, X.; Hay, J. Isothermal crystallization kinetics and melting behaviour of poly(ethylene terephthalate). Polymer 2001, 42, 9423–9431. [Google Scholar] [CrossRef]
- Michaels, A.S.; Vieth, W.R.; Barrie, J.A. Solution of Gases in Polyethylene Terephthalate. J. Appl. Phys. 1963, 34, 1–12. [Google Scholar] [CrossRef]
- Xanthos, M.; Young, M.W.; Karayanndis, G.P.; Bikiaris, D.N. Reactive modification of polyethylene terephthalate with polyepoxides. Polym. Eng. Sci. 2001, 41, 643–655. [Google Scholar] [CrossRef]
- Xanthos, M.; Wan, C.; Dhavalikar, R.; Karayannidis, G.; Bikiaris, D. Identification of rheological and structural characteristics of foamable poly(ethylene terephthalate) by reactive extrusion. Polym. Int. 2004, 53, 1161–1168. [Google Scholar] [CrossRef]
- Quintans, J.; Xanthos, M.; Dey, S.K.; Yilmazer, U. Melt viscoelasticity of polyethylene terephthalate resins for low density extrusion foaming. Polym. Eng. Sci. 2000, 40, 554–566. [Google Scholar] [CrossRef]
- Thompson, A.; Woods, D. Density of amorphous polyethylene terephthalate. Nature 1955, 176, 78–79. [Google Scholar] [CrossRef]
- Cobbs, W., Jr.; Burton, R. Crystallization of polyethylene terephthalate. J. Polym. Sci. 1953, 10, 275–290. [Google Scholar] [CrossRef]
- Daubeny, R.D.P.; Bunn, C.W. The Crystal Structure of Polyethylene Terephthalate. Proc. R. Soc. Lond. Ser. A 1954, 226, 531–542. [Google Scholar] [CrossRef]
- Kitano, Y.; Kinoshita, Y.; Ashida, T. Morphology and crystal structure of an a axis oriented, highly crystalline poly(ethylene terephthalate). Polymer 1995, 36, 1947–1955. [Google Scholar] [CrossRef]
- Panowicz, R.; Konarzewski, M.; Durejko, T.; Szala, M.; Łazińska, M.; Czerwińska, M.; Prasuła, P. Properties of Polyethylene Terephthalate (PET) after Thermo-Oxidative Aging. Materials 2021, 14, 3833. [Google Scholar] [CrossRef] [PubMed]
- Carraher, E. Polymer Chemistry; Marcel Dekker, Inc.: New York, NY, USA, 2003. [Google Scholar]
- Wang, Y.-H.; Wang, W.-H.; Zhang, Z.; Xu, L.; Li, P. Study of the glass transition temperature and the mechanical properties of PET/modified silica nanocomposite by molecular dynamics simulation. Eur. Polym. J. 2016, 75, 36–45. [Google Scholar] [CrossRef]
- Rodriguez, F. Principles of Polymer Systems, 6th ed.; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar] [CrossRef]
- Xing, L.; Wang, Y.; Wang, S.; Zhang, Y.; Mao, S.; Wang, G.; Liu, J.; Huang, L.; Li, H.; Belfiore, L.A.; et al. Effects of Modified Graphene Oxide on Thermal and Crystallization Properties of PET. Polymers 2018, 10, 613. [Google Scholar] [CrossRef] [PubMed]
- Wu, W.J.; Sun, X.L.; Chen, Q.; Qian, Q. Recycled Poly(Ethylene Terephthalate) from Waste Textiles with Improved Thermal and Rheological Properties by Chain Extension. Polymers 2022, 14, 510. [Google Scholar] [CrossRef] [PubMed]
- Bakir, K.; Aydemir, D.; Bardak, T.; Kartal, M.E. Thermal, morphological, rheological and deformation under mechanical loading analyses of recycled polyethylene terephthalates. Int. Polym. Process. 2022, 37, 287–302. [Google Scholar] [CrossRef]
- Youk, J.H.; Jo, W.H.; Yoo, D.I. Molecular dimensions of poly(ethylene isophthalate) and poly(ethylene naphthalene-2,6-dicarboxylate). Polym. Bull. 1997, 39, 257–263. [Google Scholar] [CrossRef]
- Fetters, L.J.; Lohse, D.J.; Colby, R.H. Chain Dimensions and Entanglement Spacings. In Physical Properties of Polymers Handbook; Mark, J.E., Ed.; Springer: New York, NY, USA, 2007; pp. 447–454. [Google Scholar] [CrossRef]
- Arayesh, H.; Golshan Ebrahimi, N.; Khaledi, B.; Khabazian Esfahani, M. Introducing four different branch structures in PET by reactive processing––A rheological investigation. J. Appl. Polym. Sci. 2020, 137, 49243. [Google Scholar] [CrossRef]
- Dimonie, D.; Socoteanu, R.; Pop, S.; Fierascu, I.; Fierascu, R.; Petrea, C.; Zaharia, C.; Petrache, M. Overview on Mechanical Recycling by Chain Extension of POSTC-PET Bottles. In Material Recycling; Achilias, D.S., Ed.; IntechOpen: Rijeka, Croatia, 2012; Chapter 3. [Google Scholar] [CrossRef]
- Misiura, D.; Majka, T.M. An Overview on Obtaining Foamed Pet by Reactive Extrusion. Tech. Trans. 2018, 115, 97–102. [Google Scholar] [CrossRef]
- Gu, L.; Xu, Y.; Fahnhorst, G.W.; Macosko, C.W. Star vs long chain branching of poly(lactic acid) with multifunctional aziridine. J. Rheol. 2017, 61, 785–796. [Google Scholar] [CrossRef]
- Liu, J.; Lou, L.; Yu, W.; Liao, R.; Li, R.; Zhou, C. Long chain branching polylactide: Structures and properties. Polymer 2010, 51, 5186–5197. [Google Scholar] [CrossRef]
- Odet, F.; Ylla, N.; Delage, K.; Cassagnau, P. Influence of Chain Extenders on Recycled Standard and Opaque PET Rheology and Melt-Spun Filament Properties. ACS Appl. Polym. Mater. 2022, 4, 8290–8302. [Google Scholar] [CrossRef]
- Härth, M.; Dörnhöfer, A.; Kaschta, J.; Münstedt, H.; Schubert, D.W. Molecular structure and rheological properties of a poly(ethylene terephthalate) modified by two different chain extenders. J. Appl. Polym. Sci. 2021, 138, 50110. [Google Scholar] [CrossRef]
- Liu, J.; Ye, L.; Zhao, X. Preparation of long-chain branched poly(ethylene terephthalate): Molecular entanglement structure and toughening mechanism. Polym. Eng. Sci. 2019, 59, 1190–1198. [Google Scholar] [CrossRef]
- Dhavalikar, R.; Yamaguchi, M.; Xanthos, M. Molecular and structural analysis of a triepoxide-modified poly(ethylene terephthalate) from rheological data. J. Polym. Sci. Part A Polym. Chem. 2003, 41, 958–969. [Google Scholar] [CrossRef]
- Kruse, M.; Wagner, M.H. Rheological and molecular characterization of long-chain branched poly(ethylene terephthalate). Rheol. Acta 2017, 56, 887–904. [Google Scholar] [CrossRef]
- Bikiaris, D.N.; Karayannidis, G.P. Chain extension of polyesters PET and PBT with two new diimidodiepoxides. II. J. Polym. Sci. Part A Polym. Chem. 1996, 34, 1337–1342. [Google Scholar] [CrossRef]
- Forsythe, J.S.; Cheah, K.; Nisbet, D.R.; Gupta, R.K.; Lau, A.; Donovan, A.R.; O’Shea, M.S.; Moad, G. Rheological properties of high melt strength poly(ethylene terephthalate) formed by reactive extrusion. J. Appl. Polym. Sci. 2006, 100, 3646–3652. [Google Scholar] [CrossRef]
- Daver, F.; Awaja, F.; Kosior, E.; Gupta, R.; Cser, F. Characterisation of reactive extruded recycled poly(ethylene terephthalate). In Proceedings of the 62nd Annual Technical Conference, Chicago, IL, USA, 16–20 May 2004; Volume 1. [Google Scholar]
- Incarnato, L.; Scarfato, P.; Di Maio, L.; Acierno, D. Structure and rheology of recycled PET modified by reactive extrusion. Polymer 2000, 41, 6825–6831. [Google Scholar] [CrossRef]
- Daver, F.; Gupta, R.; Kosior, E. Rheological characterisation of recycled poly(ethylene terephthalate) modified by reactive extrusion. J. Mater. Process. Technol. 2008, 204, 397–402. [Google Scholar] [CrossRef]
- Dolatshah, S.; Ahmadi, S.; Ershad-Langroudi, A.; Jashni, H. Rheological/thermal properties of poly(ethylene terephthalate) modified by chain extenders of pyromellitic dianhydride and pentaerythritol. J. Appl. Polym. Sci. 2021, 138, 49917. [Google Scholar] [CrossRef]
- Dolatshah, S.; Ahmadi, S.; Ershad Langroodi, A.; Alavi, A. Long-chain branching of polyethylene terephthalate: Rheological/thermal properties of polyethylene terephthalate/carbon nanotube nanocomposite. Polym. Eng. Sci. 2022, 62, 2322–2334. [Google Scholar] [CrossRef]
- Härth, M.; Dörnhöfer, A. Film Blowing of Linear and Long-Chain Branched Poly(ethylene terephthalate). Polymers 2020, 12, 1605. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Wang, X.; Zhou, H.; Liu, W.; Liu, B. The Preparation and Characterization of Branching Poly(ethylene terephthalate) and its Foaming Behavior. Cell. Polym. 2015, 34, 63–94. [Google Scholar] [CrossRef]
- Pandey, V.; Seese, M.; Maia, J.M.; Schiraldi, D.A. Thermo-rheological analysis of various chain extended recycled poly(ethylene terephthalate). Polym. Eng. Sci. 2020, 60, 2511–2516. [Google Scholar] [CrossRef]
- Yang, Z.; Xin, C.; Mughal, W.; Wang, Z.; Bai, X.; He, Y. Prediction of foamability of polyethylene terephthalate using viscous and elastic parameters. Adv. Polym. Technol. 2018, 37, 2344–2353. [Google Scholar] [CrossRef]
- Yao, S.; Guo, T.; Liu, T.; Xi, Z.; Xu, Z.; Zhao, L. Good extrusion foaming performance of long-chain branched PET induced by its enhanced crystallization property. J. Appl. Polym. Sci. 2020, 137, 49268. [Google Scholar] [CrossRef]
- Candal, M.V.; Safari, M.; Fernández, M.; Otaegi, I.; Múgica, A.; Zubitur, M.; Gerrica-echevarria, G.; Sebastián, V.; Irusta, S.; Loaeza, D.; et al. Structure and Properties of Reactively Extruded Opaque Post-Consumer Recycled PET. Polymers 2021, 13, 3531. [Google Scholar] [CrossRef]
- Makkam, S.; Harnnarongchai, W. Rheological and Mechanical Properties of Recycled PET Modified by Reactive Extrusion. Energy Procedia 2014, 56, 547–553. [Google Scholar] [CrossRef]
- Guclu, M.; Alkan Göksu, Y.; Özdemir, B.; Ghanbari, A.; Nofar, M. Thermal Stabilization of Recycled PET Through Chain Extension and Blending with PBT. J. Polym. Environ. 2022, 30, 719–727. [Google Scholar] [CrossRef]
- Xiao, L.; Wang, H.; Qian, Q.; Jiang, X.; Liu, X.; Huang, B.; Chen, Q. Molecular and structural analysis of epoxide-modified recycled poly(ethylene terephthalate) from rheological data. Polym. Eng. Sci. 2012, 52, 2127–2133. [Google Scholar] [CrossRef]
- Dhavalikar, R.; Xanthos, M. Monitoring the evolution of PET branching through chemorheology. Polym. Eng. Sci. 2004, 44, 474–486. [Google Scholar] [CrossRef]
- Liu, H.; Wang, X.; Liu, W.; Liu, B.; Zhou, H.; Wang, W. Reactive Modification of Poly(ethylene terephthalate) and its Foaming Behavior. Cell. Polym. 2014, 33, 189–212. [Google Scholar] [CrossRef]
- Wang, K.; Qian, J.; Lou, F.; Yan, W.; Wu, G.; Guo, W. The effects of two-step reactive processing on the properties of recycled poly(ethylene terephthalate). Polym. Bull. 2017, 74, 2479–2496. [Google Scholar] [CrossRef]
- Nguyen, Q.T.; Japon, S.; Luciani, A.; Leterrier, Y.; Månson, J.A.E. Molecular characterization and rheological properties of modified poly(ethylene terephthalate) obtained by reactive extrusion. Polym. Eng. Sci. 2001, 41, 1299–1309. [Google Scholar] [CrossRef]
- Ferry, J.D. Viscoelastic Properties of Polymers; Wiley: Hoboken, NJ, USA, 1980. [Google Scholar]
- Mather, P.T.; Romo-uribe, A. Rheological and mechanical relaxation behavior of a thermally crosslinkable poly(ethylene terephthalate). Polym. Eng. Sci. 1998, 38, 1174–1184. [Google Scholar] [CrossRef]
- Berkowitz, S. Viscosity–molecular weight relationships for poly(ethylene terephthalate) in hexafluoroisopropanol–pentafluorophenol using SEC–LALLS. J. Appl. Polym. Sci. 1984, 29, 4353–4361. [Google Scholar] [CrossRef]
- Cruz, S.; Scuracchio, C.; Fitaroni, L.; Oliveira, E. The use of melt rheology and solution viscometry for degradation study of post-consumer poly(ethylene terephthalate): The effects of the contaminants, reprocessing and solid state polymerization. Polym. Test. 2017, 60, 236–241. [Google Scholar] [CrossRef]
- Macosko, C. Rheology: Principles Measurements and Applications; VCH: Hoboken, NJ, USA, 1994. [Google Scholar]
- Bata, A.; Toth, G.; Nagy, D.; Belina, K. Melt shear viscosity of original and recycled PET in wide range shear rate. J. Phys. Conf. Ser. 2018, 1045, 012007. [Google Scholar] [CrossRef]
- Sentmanat, M.L. Miniature universal testing platform: From extensional melt rheology to solid-state deformation behavior. Rheol. Acta 2004, 43, 657–669. [Google Scholar] [CrossRef]
- Tammaro, D.; D’Avino, G.; Costanzo, S.; Di Maio, E.; Grizzuti, N.; Maffettone, P.L. A microcapillary rheometer for microliter sized polymer characterization. Polym. Test. 2021, 102, 107332. [Google Scholar] [CrossRef]
- Härth, M.; Kaschta, J.; Schubert, D. Rheological study of the reaction kinetics in a poly(ethylene terephthalate) melt. Polym. Degrad. Stab. 2015, 120, 70–75. [Google Scholar] [CrossRef]
- Kruse, M.; Rolón-Garrido, V.H.; Wagner, M.H. Rheological characterization of degradation and polycondensation of poly(ethylene terephthalate) melt in air and in nitrogen. AIP Conf. Proc. 2013, 1526, 216–229. [Google Scholar] [CrossRef]
- Kruse, M.; Wagner, M.H. Time-resolved rheometry of poly(ethylene terephthalate) during thermal and thermo-oxidative degradation. Rheol. Acta 2016, 55, 789–800. [Google Scholar] [CrossRef]
- Masmoudi, F.; Fenouillot, F.; Mehri, A.; Jaziri, M.; Ammar, E. Characterization and quality assessment of recycled post-consumption poly(ethylene terephthalate) (PET). Environ. Sci. Pollut. Res. 2018, 25, 23307–23314. [Google Scholar] [CrossRef] [PubMed]
- Cardi, N.; Po, R.; Giannotta, G.; Occhiello, E.; Garbassi, F.; Messina, G. Chain extension of recycled poly(ethylene terephthalate) with 2,2’-Bis(2-oxazoline). J. Appl. Polym. Sci. 1993, 50, 1501–1509. [Google Scholar] [CrossRef]
- McMahon, W.; Birdsall, H.A.; Johnson, G.R.; Camilli, C.T. Degradation Studies of Polyethylene Terephthalate. J. Chem. Eng. Data 1959, 4, 57–79. [Google Scholar] [CrossRef]
- Chamas, A.; Moon, H.; Zheng, J.; Qiu, Y.; Tabassum, T.; Jang, J.H.; Abu-Omar, M.; Scott, S.L.; Suh, S. Degradation Rates of Plastics in the Environment. ACS Sustain. Chem. Eng. 2020, 8, 3494–3511. [Google Scholar] [CrossRef]
- Paci, M.; La Mantia, F. Competition between degradation and chain extension during processing of reclaimed poly(ethylene terephthalate). Polym. Degrad. Stab. 1998, 61, 417–420. [Google Scholar] [CrossRef]
- Hurley, C.R.; Leggett, G.J. Quantitative Investigation of the Photodegradation of Polyethylene Terephthalate Film by Friction Force Microscopy, Contact-Angle Goniometry, and X-ray Photoelectron Spectroscopy. ACS Appl. Mater. Interfaces 2009, 1, 1688–1697. [Google Scholar] [CrossRef] [PubMed]
- Pico, Y.; Alfarhan, A.; Barcelo, D. Nano- and microplastic analysis: Focus on their occurrence in freshwater ecosystems and remediation technologies. TrAC Trends Anal. Chem. 2019, 113, 409–425. [Google Scholar] [CrossRef]
- Wong, J.K.H.; Lee, K.K.; Tang, K.H.D.; Yap, P.S. Microplastics in the freshwater and terrestrial environments: Prevalence, fates, impacts and sustainable solutions. Sci. Total Environ. 2020, 719, 137512. [Google Scholar] [CrossRef] [PubMed]
- Marshall, I.; Todd, A. The thermal degradation of polyethylene terephthalate. Trans. Faraday Soc. 1953, 49, 67–78. [Google Scholar] [CrossRef]
- Buxbaum, L.H. The Degradation of Poly(ethylene terephthalate). Angew. Chem. Int. Ed. Engl. 1968, 7, 182–190. [Google Scholar] [CrossRef]
- Utracki, L.A.; Catani, A.M.; Bata, G.L.; Kamal, M.R.; Tan, V. Melt rheology of blends of semicrystalline polymers. I. Degradation and viscosity of poly(ethylene terephthalate)–polyamide-6,6 mixtures. J. Appl. Polym. Sci. 1982, 27, 1913–1931. [Google Scholar] [CrossRef]
- Guenther, G.K.; Baird, D.G. Rheology of a textured fluid consisting of poly(ethylene terephthalate) and nylon 6,6. J. Appl. Polym. Sci. 1996, 59, 845–859. [Google Scholar] [CrossRef]
- Tharmapuram, S.R.; Jabarin, S.A. Processing characteristics of PET/PEN blends, part 2: Rheology and degradation kinetics. Adv. Polym. Technol. 2003, 22, 147–154. [Google Scholar] [CrossRef]
- Seo, K.S.; Cloyd, J.D. Kinetics of hydrolysis and thermal degradation of polyester melts. J. Appl. Polym. Sci. 1991, 42, 845–850. [Google Scholar] [CrossRef]
- Assadi, R.; Colin, X.; Verdu, J. Irreversible structural changes during PET recycling by extrusion. Polymer 2004, 45, 4403–4412. [Google Scholar] [CrossRef]
- Coltelli, M.B.; Bianchi, S.; Aglietto, M. Poly(ethylene terephthalate) (PET) degradation during the Zn catalysed transesterification with dibutyl maleate functionalized polyolefins. Polymer 2007, 48, 1276–1286. [Google Scholar] [CrossRef]
- Nait-Ali, L.K.; Colin, X.; Bergeret, A. Kinetic analysis and modelling of PET macromolecular changes during its mechanical recycling by extrusion. Polym. Degrad. Stab. 2011, 96, 236–246. [Google Scholar] [CrossRef]
- Cavalcanti, F.; Teófilo, E.; Rabello, M.; Silva, S. Chain extension and degradation during reactive processing of PET in the presence of triphenyl phosphite. Polym. Eng. Sci. 2007, 47, 2155–2163. [Google Scholar] [CrossRef]
- Andrade, D.S.C.; Canedo, E.L.; Carvalho, L.H.d.; Barbosa, R.; Alves, T.S. Characterization of Poly(Ethylene Terephthalate) by Torque Rheometry. Mater. Res. 2021, 24, 238. [Google Scholar] [CrossRef]
- Mohammadi Avarzman, A.; Rafizadeh, M.; Afshar Taromi, F. Branched polyester based on the polyethylene tere/iso phthalate and trimellitic anhydride as branching agent. Polym. Bull. 2022, 79, 6099–6121. [Google Scholar] [CrossRef]
- Lacoste, J.F.; Bounor-Legaré, V.; Llauro, M.F.; Monnet, C.; Cassagnau, P.; Michel, A. Functionalization of poly(ethylene terephthalate) in the melt state: Chemical and rheological aspects. J. Polym. Sci. Part A Polym. Chem. 2005, 43, 2207–2223. [Google Scholar] [CrossRef]
- Li, J.; Tang, S.; Wu, Z.; Zheng, A.; Guan, Y.; Wei, D. Branching and cross-linking of poly(ethylene terephthalate) and its foaming properties. Polym. Sci. Ser. B 2017, 59, 164–172. [Google Scholar] [CrossRef]
- Ewoldt, R.H.; Johnston, M.T.; Caretta, L.M. Experimental Challenges of Shear Rheology: How to Avoid Bad Data. In Complex Fluids in Biological Systems: Experiment, Theory, and Computation; Spagnolie, S.E., Ed.; Springer: New York, NY, USA, 2015; pp. 207–241. [Google Scholar] [CrossRef]
- Kruse, M.; Wang, P.; Shah, R.S.; Wagner, M.H. Analysis of high melt-strength poly(ethylene terephthalate) produced by reactive processing by shear and elongational rheology. Polym. Eng. Sci. 2019, 59, 396–410. [Google Scholar] [CrossRef]
- Winter, H.H.; Chambon, F. Analysis of Linear Viscoelasticity of a Crosslinking Polymer at the Gel Point. J. Rheol. 1986, 30, 367–382. [Google Scholar] [CrossRef]
- Van Gurp, M.; Palmen, J. Time temperature superposition for polymeric blends. Rheol. Bull. 1988, 67, 5–8. [Google Scholar]
- Trinkle, S.; Friedrich, C. Van Gurp-Palmen-plot: A way to characterize polydispersity of linear polymers. Rheol. Acta 2001, 40, 322–328. [Google Scholar] [CrossRef]
- Benvenuta Tapia, J.J.; Hernández Valdez, M.; Cerna Cortez, J.; Díaz García, V.M.; Landeros Barrios, H. Improving the Rheological and Mechanical Properties of Recycled PET Modified by Macromolecular Chain Extenders Synthesized by Controlled Radical Polymerization. J. Polym. Environ. 2018, 26, 4221–4232. [Google Scholar] [CrossRef]
- Oh, S.J.; Kim, B.C. Effects of hydroxyl-group end capping and branching on the physical properties of tailored polyethylene terephthalates. J. Polym. Sci. Part B Polym. Phys. 2001, 39, 1027–1035. [Google Scholar] [CrossRef]
- Souza, A.M.C.; Leprêtre, D.S.; Demarquette, N.R.; Lacrampe, M.F.; Krawczak, P. Influence of water content, time, and temperature on the rheological behavior of polyethylene terephtalate. J. Appl. Polym. Sci. 2010, 116, 3525–3533. [Google Scholar] [CrossRef]
- Chuang, H.K.; Han, C.D. Rheological behavior of polymer blends. J. Appl. Polym. Sci. 1984, 29, 2205–2229. [Google Scholar] [CrossRef]
- Haralabakopoulos, A.A.; Tsiourvas, D.; Paleos, C.M. Chain extension of poly(ethylene terephthalate) by reactive blending using diepoxides. J. Appl. Polym. Sci. 1999, 71, 2121–2127. [Google Scholar] [CrossRef]
- Hatzikiriakos, S.G.; Heffner, G.; Vlassopoulos, D.; Christodoulou, K. Rheological characterization of polyethylene terephthalate resins using a multimode Phan-Tien-Tanner constitutive relation. Rheol. Acta 1997, 36, 568–578. [Google Scholar] [CrossRef]
- Härth, M.; Kaschta, J.; Schubert, D.W. Shear and Elongational Flow Properties of Long-Chain Branched Poly(ethylene terephthalates) and Correlations to Their Molecular Structure. Macromolecules 2014, 47, 4471–4478. [Google Scholar] [CrossRef]
- Das, C.; Inkson, N.; Read, D.; Kelmanson, M.; McLeish, T. Computational linear rheology of general branch-on-branch polymers. J. Rheol. 2006, 50, 207–234. [Google Scholar] [CrossRef]
- Huang, Q.; Costanzo, S.; Das, C.; Vlassopoulos, D. Stress growth and relaxation of dendritically branched macromolecules in shear and uniaxial extension. J. Rheol. 2017, 61, 35–47. [Google Scholar] [CrossRef]
- Wagner, M.H.; Schaeffer, J. Rubbers and polymer melts: Universal aspects of nonlinear stress–strain relations. J. Rheol. 1993, 37, 643–661. [Google Scholar] [CrossRef]
- Doi, M.; Edwards, S.F. The Theory of Polymer Dynamics; University Press: Oxford, UK, 1986. [Google Scholar]
- Shanbhag, S. Analytical Rheology of Polymer Melts: State of the Art. ISRN Mater. Sci. 2012, 2012, 732176. [Google Scholar] [CrossRef]
- Gahleitner, M. Melt rheology of polyolefins. Prog. Polym. Sci. 2001, 26, 895–944. [Google Scholar] [CrossRef]
- Talebi, S.; Duchateau, R.; Rastogi, S.; Kaschta, J.; Peters, G.W.M.; Lemstra, P.J. Molar mass and molecular weight distribution determination of UHMWPE synthesized using a living homogeneous catalyst. Macromolecules 2010, 43, 2780–2788. [Google Scholar] [CrossRef]
- Ianniello, V.; Costanzo, S.; Pasquino, R.; Ianniruberto, G.; Troisi, E.; Tervoort, T.A.; Grizzuti, N. Determination of the molecular weight distribution of ultrahigh molecular weight polyethylene from solution rheology. J. Rheol. 2022, 66, 1079–1088. [Google Scholar] [CrossRef]
- Van Ruymbeke, E.; Coppola, S.; Balacca, L.; Righi, S.; Vlassopoulos, D. Decoding the viscoelastic response of polydisperse star/linear polymer blends. J. Rheol. 2010, 54, 507–538. [Google Scholar] [CrossRef]
- Doerpinghaus, P.J.; Baird, D.G. Separating the effects of sparse long-chain branching on rheology from those due to molecular weight in polyethylenes. J. Rheol. 2003, 47, 717–736. [Google Scholar] [CrossRef]











| Property | Value | Reference |
|---|---|---|
| Density | 1.33–1.45 g/cm a | [20,21,22,23] |
| Glass transition temperature | 69–85.4 °C | [24,25,26] |
| Melting temperature | 250–255 °C | [24,27,28] |
| Degradation onset temperature | 380–420 °C | [29,30] |
| Plateau modulus, | 3.5 MPa b | |
| Monomeric molecular weight, | 192.2 g/mol | |
| Flory characteristic ratio, | 4.20–5.83 | [31] |
| Entanglement molecular weight, | 1450–2120 g/mol | [31,32] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cusano, I.; Campagnolo, L.; Aurilia, M.; Costanzo, S.; Grizzuti, N. Rheology of Recycled PET. Materials 2023, 16, 3358. https://doi.org/10.3390/ma16093358
Cusano I, Campagnolo L, Aurilia M, Costanzo S, Grizzuti N. Rheology of Recycled PET. Materials. 2023; 16(9):3358. https://doi.org/10.3390/ma16093358
Chicago/Turabian StyleCusano, Ilaria, Laura Campagnolo, Marco Aurilia, Salvatore Costanzo, and Nino Grizzuti. 2023. "Rheology of Recycled PET" Materials 16, no. 9: 3358. https://doi.org/10.3390/ma16093358
APA StyleCusano, I., Campagnolo, L., Aurilia, M., Costanzo, S., & Grizzuti, N. (2023). Rheology of Recycled PET. Materials, 16(9), 3358. https://doi.org/10.3390/ma16093358