
Gradient Microstructure and Texture Formation in a Metastable Austenitic Stainless Steel during Cold Rotary Swaging

 ,
,  ,
,  , and
, and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Program Material Processing
2.2. Structure and Texture Characterization
2.3. Microhardness Testing
2.4. Finite Element Simulation
3. Results
3.1. As-Received Condition
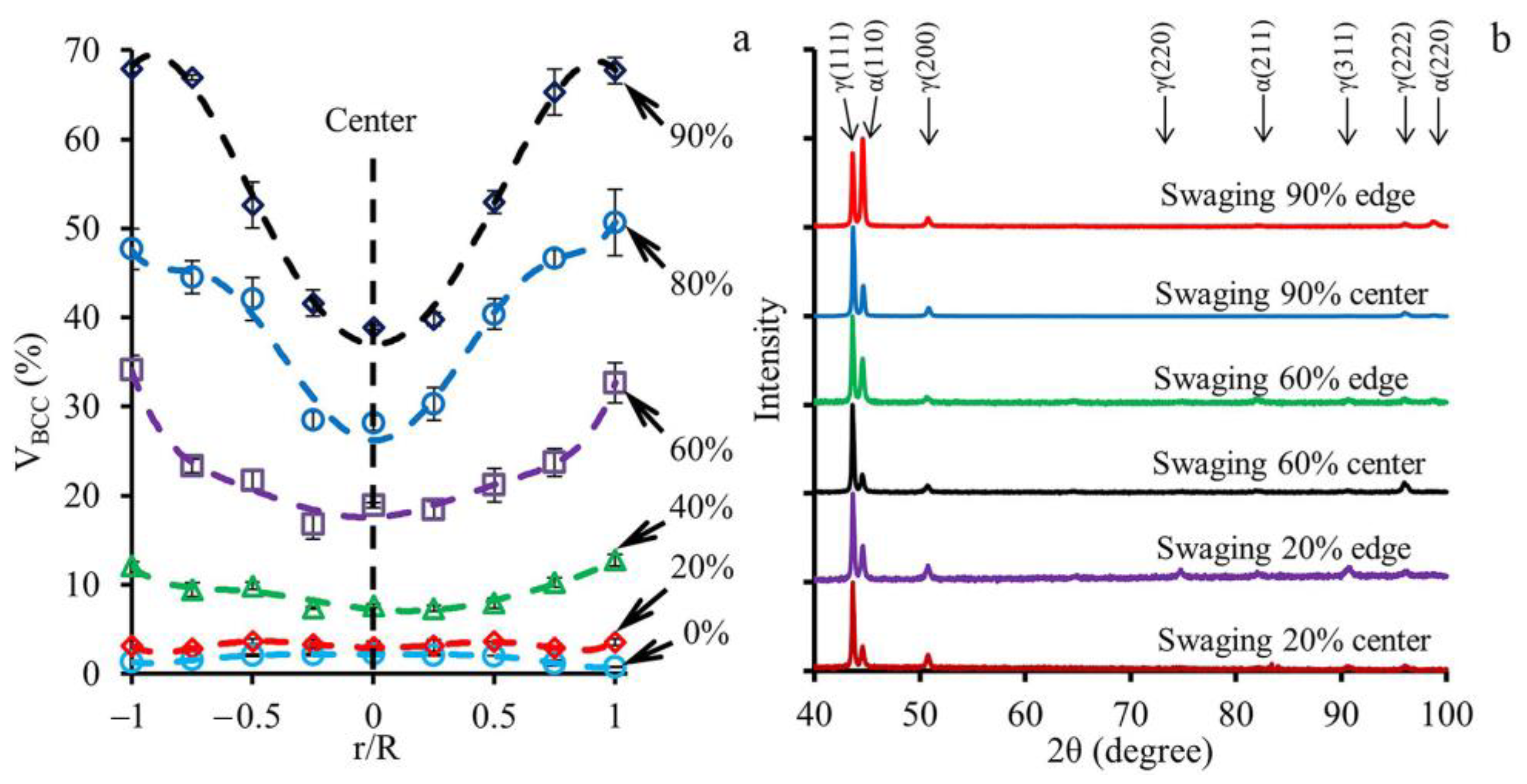
3.2. Phase Composition Analysis
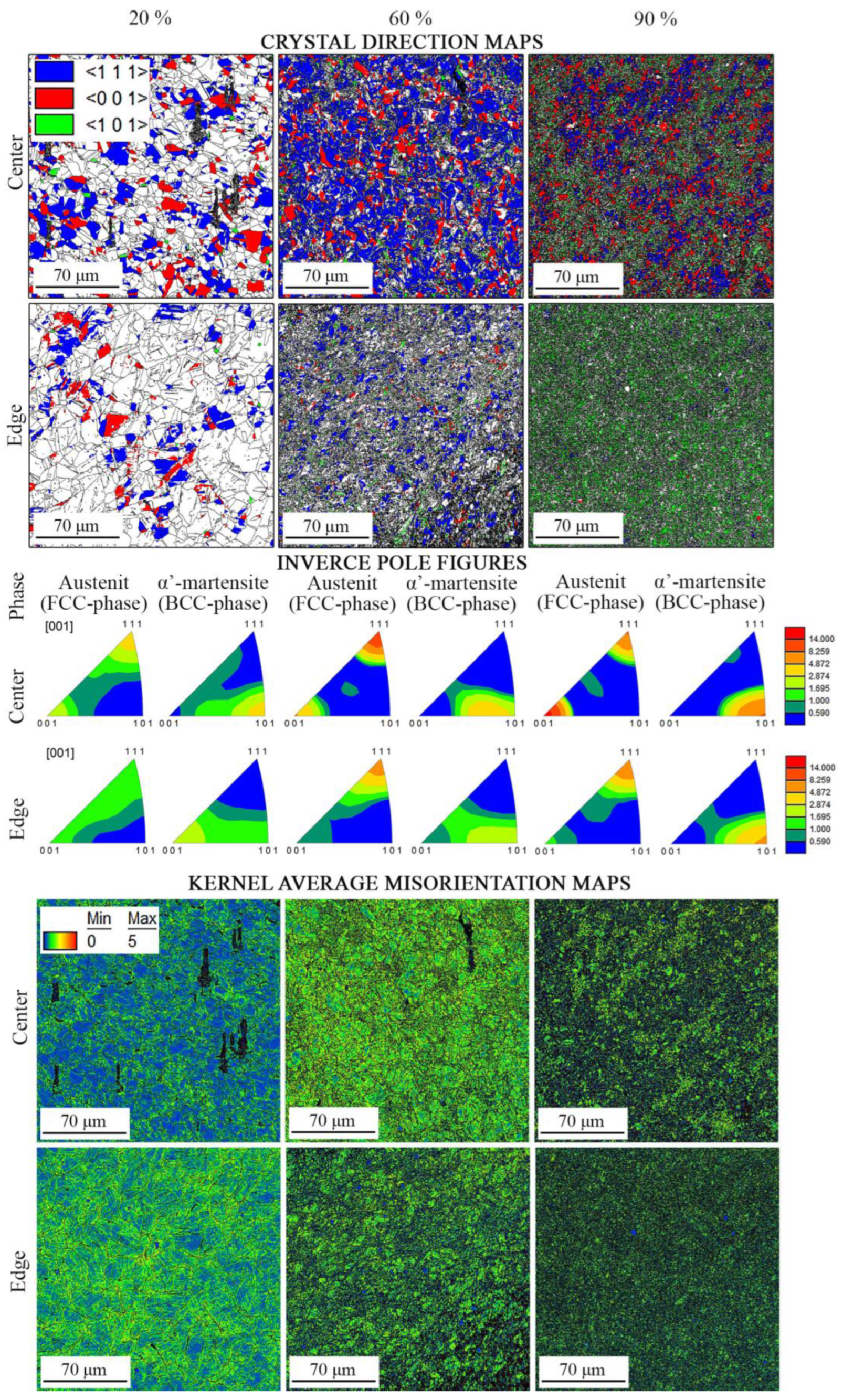
3.3. EBSD Analysis
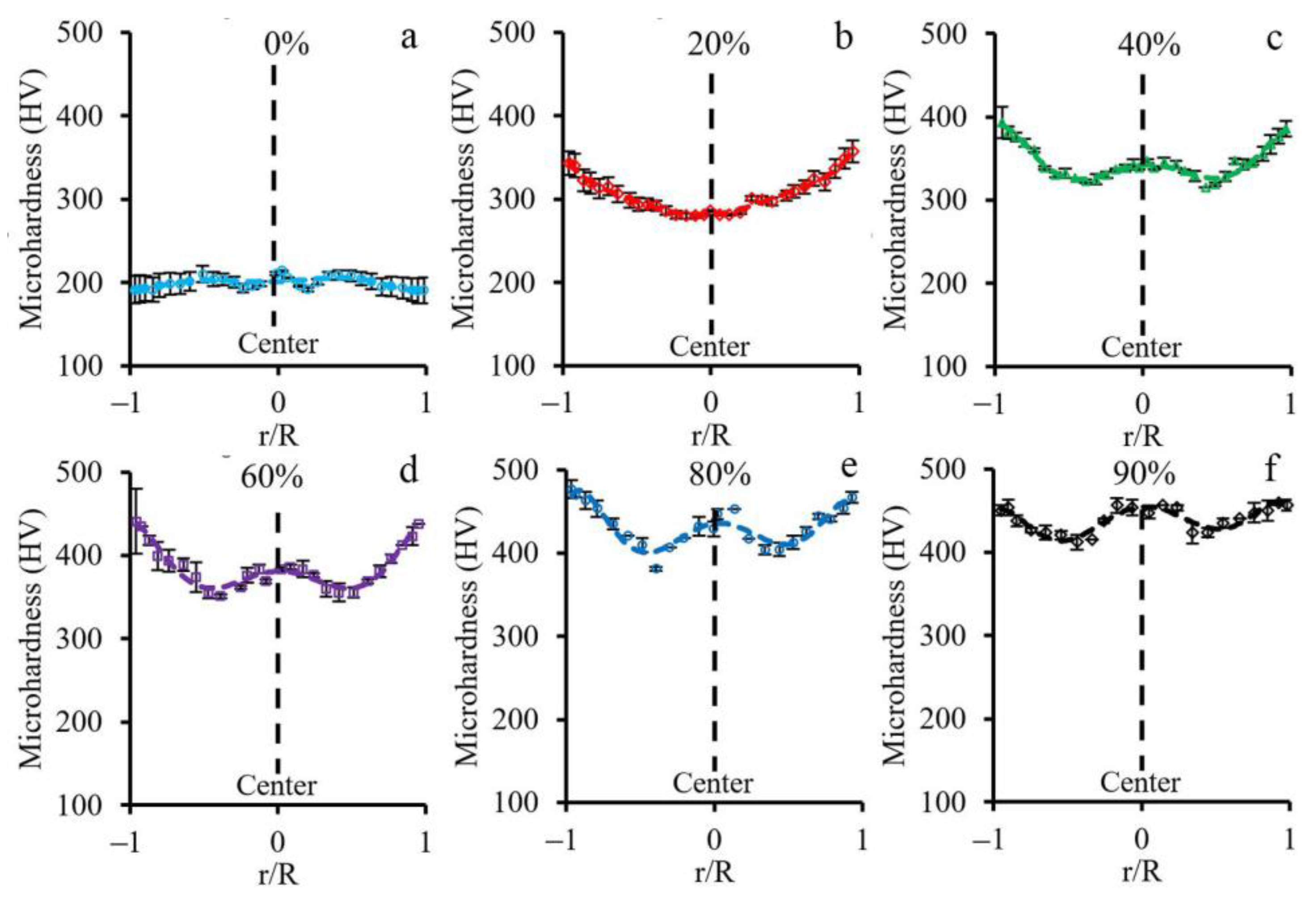
3.4. Microhardness Distribution
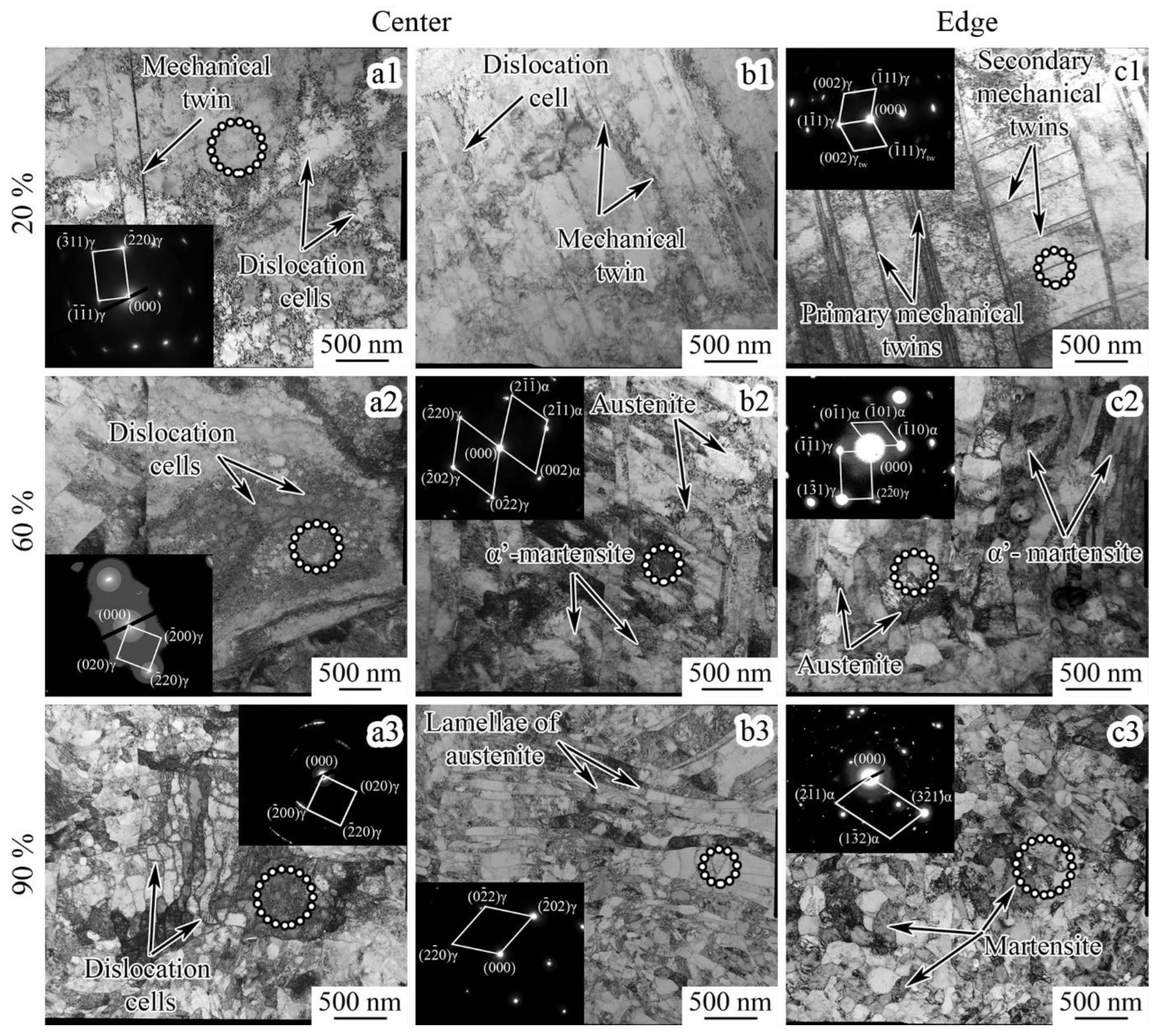
3.5. TEM Observations
4. Discussion
4.1. Finite Element Analysis of Cold Rotary Swaging
4.2. Phase Composition Gradient Evolution
4.3. Non-Uniform Hardness Distribution
4.4. Texture Gradient Evolution
4.5. Microstructure Transformation
5. Conclusions
- During cold rotary swaging, moderate tensile stresses were attained in the center, while high compressive stresses were predicted by FEA at the edge. Thereby, increased plastic strain accumulation at the rod edge in comparison to the rod core was expected. Due to water cooling of the rod surface and heating of the rod center during processing, a temperature gradient was also obtained.
- Higher strain accumulation at the edge and the development of the temperature gradient during processing caused the development of the pronounced α’-martensite gradient after a 90% reduction, where the BCC-phase volume fraction varied from ~40% in the center to ~70% at the edge.
- A strong axial two-component (〈111〉 and 〈001〉) texture of austenite was obtained in the center that turned to the weak axial one component (〈111〉) texture of austenite to the edge. Therefore, the volume fraction of the 〈111〉-oriented austenitic grains increased to a maximum of 40–50% after a 60–80% reduction with a subsequent decrease, while the volume fraction of the 〈001〉-oriented austenitic grains reached a maximum of ~32% after an 80% reduction. With an increase in reduction to 60%, the volume fraction of the 〈101〉-oriented grains of α’-martensite increased along the radial direction. Thus, the pronounced texture gradient of austenite and α’-martensite was formed after a reduction of 80–90%.
- A non-uniform microstructure was developed during cold rotary swaging with the following stages: (i) dislocation cell formation/twinning in the single system in the center and the lamellar twin-matrix microstructure of austenite at the edge after a 20–40% reduction; and (ii) enhancement of the dislocation cell microstructure/lamellar austenite-martensite microstructure by several system twining and SIMT in the center and globular, mostly α’-martensitic microstructure, at the edge after an 80–90% reduction. With an increase in reduction to 90%, the average size of the substructure elements in the center and edge tended to saturate at a value of ~200 nm.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Beddoes, J.; Parr, J.G. Introduction to Stainless Steels, 3rd ed.; ASM International: Materials Park, OH, USA, 1999. [Google Scholar]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Järvenpää, A.; Jaskari, M.; Kisko, A.; Karjalainen, P. Processing and properties of reversion-treated austenitic stainless steels. Metals 2020, 10, 281. [Google Scholar] [CrossRef]
- Huang, C.X.; Yang, G.; Wang, C.; Zhang, Z.F.; Wu, S.D. Mechanical behaviors of ultrafine-grained 301 austenitic stainless steel produced by equal-channel angular pressing. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2011, 42, 2061–2071. [Google Scholar] [CrossRef]
- Aletdinov, A.; Mironov, S.; Korznikova, G.F.; Konkova, T.; Zaripova, R.G.; Myshlyaev, M.M.; Semiatin, S.L. Martensite-to-Austenite Reversion and Recrystallization in Cryogenically-Rolled Type 321 Metastable Austenitic Steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 1346–1357. [Google Scholar] [CrossRef]
- Etienne, A.; Radiguet, B.; Genevois, C.; Le Breton, J.M.; Valiev, R.; Pareige, P. Thermal stability of ultrafine-grained austenitic stainless steels. Mater. Sci. Eng. A 2010, 527, 5805–5810. [Google Scholar] [CrossRef]
- Shuro, I.; Kuo, H.H.; Todaka, Y.; Umemoto, M. Property evolution on annealing deformed 304 austenitic stainless steel. J. Mater. Sci. 2012, 47, 8128–8133. [Google Scholar] [CrossRef]
- Samuel, K.G.; Mannan, S.L.; Radhakrishnan, V.M. The temperature dependence of the residual strength and ductility of a type-316 LN austenitic stainless-steel after prior cold work by tension and swaging. J. Mater. Process. Technol. 1993, 38, 517–526. [Google Scholar] [CrossRef]
- Samuel, K.G.; Mannan, S.L.; Radhakrishnan, V.M. Strength and ductility dependence after prior deformation of a type 316 austenitic stainless steel. Int. J. Press. Vessel. Pip. 1991, 48, 125–128. [Google Scholar] [CrossRef]
- Li, J.; Weng, G.J.; Chen, S.; Wu, X. On strain hardening mechanism in gradient nanostructures. Int. J. Plast. 2017, 88, 89–107. [Google Scholar] [CrossRef]
- Yang, M.; Pan, Y.; Yuan, F.; Zhu, Y.; Wu, X. Back stress strengthening and strain hardening in gradient structure. Mater. Res. Lett. 2016, 4, 145–151. [Google Scholar] [CrossRef]
- Zeng, Z.; Li, X.; Xu, D.; Lu, L.; Gao, H.; Zhu, T. Gradient plasticity in gradient nano-grained metals. Extrem. Mech. Lett. 2016, 8, 213–219. [Google Scholar] [CrossRef]
- Wu, X.L.; Yang, M.X.; Yuan, F.P.; Chen, L.; Zhu, Y.T. Combining gradient structure and TRIP effect to produce austenite stainless steel with high strength and ductility. Acta Mater. 2016, 112, 337–346. [Google Scholar] [CrossRef]
- Xing, J.; Yuan, F.; Wu, X. Enhanced quasi-static and dynamic shear properties by heterogeneous gradient and lamella structures in 301 stainless steels. Mater. Sci. Eng. A 2017, 680, 305–316. [Google Scholar] [CrossRef]
- Guo, N.; Zhang, Z.; Dong, Q.; Yu, H.; Song, B.; Chai, L.; Liu, C.; Yao, Z.; Daymond, M.R. Strengthening and toughening austenitic steel by introducing gradient martensite via cyclic forward/reverse torsion. Mater. Des. 2018, 143, 150–159. [Google Scholar] [CrossRef]
- Gu, J.; Zhang, L.; Ni, S.; Song, M. Effects of grain size on the microstructures and mechanical properties of 304 austenitic steel processed by torsional deformation. Micron 2018, 105, 93–97. [Google Scholar] [CrossRef] [PubMed]
- Viswanathan, G.B.; Mills, M.J.; Vasudevan, V.K. Microstructural Effects on the Tensile Properties and Deformation Behavior of a Ti-48Al Gamma Titanium Aluminide. Metall. Mater. Trans. A 2003, 34, 2113–2127. [Google Scholar] [CrossRef]
- Huang, H.W.; Wang, Z.B.; Lu, J.; Lu, K. Fatigue behaviors of AISI 316L stainless steel with a gradient nanostructured surface layer. Acta Mater. 2015, 87, 150–160. [Google Scholar] [CrossRef]
- Lei, Y.B.; Wang, Z.B.; Zhang, B.; Luo, Z.P.; Lu, J.; Lu, K. Enhanced mechanical properties and corrosion resistance of 316L stainless steel by pre-forming a gradient nanostructured surface layer and annealing. Acta Mater. 2021, 208, 116773. [Google Scholar] [CrossRef]
- Chen, L.; Cao, T.; Wei, R.; Tang, K.; Xin, C.; Jiang, F.; Sun, J. Gradient structure design to strengthen carbon interstitial Fe40Mn40Co10Cr10 high entropy alloys. Mater. Sci. Eng. A 2020, 772, 138661. [Google Scholar] [CrossRef]
- Yang, X.; Ling, X.; Wang, D.; Wang, W. Deformation behavior and formability of gradient nano-grained AISI 304 stainless steel processed by ultrasonic impact treatment. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2017, 32, 1147–1155. [Google Scholar] [CrossRef]
- Yang, X.; Wang, X.; Ling, X.; Wang, D. Enhanced mechanical behaviors of gradient nano-grained austenite stainless steel by means of ultrasonic impact treatment. Results Phys. 2017, 7, 1412–1421. [Google Scholar] [CrossRef]
- Chen, A.; Liu, J.; Wang, H.; Lu, J.; Wang, Y.M. Gradient twinned 304 stainless steels for high strength and high ductility. Mater. Sci. Eng. A 2016, 667, 179–188. [Google Scholar] [CrossRef]
- Mao, Q.; Liu, Y.; Zhao, Y. A review on mechanical properties and microstructure of ultrafine grained metals and alloys processed by rotary swaging. J. Alloys Compd. 2022, 896, 163122. [Google Scholar] [CrossRef]
- Panov, D.; Chernichenko, R.; Kudryavtsev, E.; Klimenko, D.; Naumov, S.; Pertcev, A. Effect of Cold Swaging on the Bulk Gradient Structure Formation and Mechanical Properties of a 316-Type Austenitic Stainless Steel. Materials 2022, 15, 2468. [Google Scholar] [CrossRef] [PubMed]
- Panov, D.O.; Chernichenko, R.S.; Naumov, S.V.; Pertcev, A.S.; Stepanov, N.D.; Zherebtsov, S.V.; Salishchev, G.A. Excellent strength-toughness synergy in metastable austenitic stainless steel due to gradient structure formation. Mater. Lett. 2021, 303, 130585. [Google Scholar] [CrossRef]
- Toth, L.S.; Gilorminis, P.; Jonas, J.J. Effect of Rate Sensitivity on The Stability of Torsion Textures. Acta Metal. 1988, 36, 3077–3091. [Google Scholar] [CrossRef]
- Baczynski, J.; Jonas, J.J. Texture Development During the Torsion Testing of α-Iron and Two if Steels. Acta Metal. 1996, 44, 4273–4288. [Google Scholar] [CrossRef]
- Martin, S.; Wolf, S.; Martin, U.; Krüger, L.; Rafaja, D. Deformation Mechanisms in Austenitic TRIP/TWIP Steel as a Function of Temperature. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2016, 47, 49–58. [Google Scholar] [CrossRef]
- Laplanche, G.; Horst, O.; Otto, F.; Eggeler, G.; George, E.P. Microstructural evolution of a CoCrFeMnNi high-entropy alloy after swaging and annealing. J. Alloys Compd. 2015, 647, 548–557. [Google Scholar] [CrossRef]
- Panov, D.O.; Smirnov, A.I.; Pertsev, A.S. Formation of Structure in Metastable Austenitic Steel during Cold Plastic Deformation by the Radial Forging Method. Phys. Met. Metallogr. 2019, 120, 184–190. [Google Scholar] [CrossRef]
- Klumpp, A.; Kauffmann, A.; Seils, S.; Schulze, V. Influence of Cold Rotary Swaging on Microstructure and Uniaxial Mechanical Behavior in Alloy 718. Metall. Mater. Trans. A 2021, 52, 4331–4341. [Google Scholar] [CrossRef]
- Schey, J.A. Tribology in Metalworking: Friction, Lubrication, and Wear; American Society for Metals: Almere, The Netherlands, 1983. [Google Scholar]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Lee, T.H.; Shin, E.; Oh, C.S.; Ha, H.Y.; Kim, S.J. Correlation between stacking fault energy and deformation microstructure in high-interstitial-alloyed austenitic steels. Acta Mater. 2010, 58, 3173–3186. [Google Scholar] [CrossRef]
- Panov, D.; Pertsev, A.; Smirnov, A.; Khotinov, V. Metastable Austenitic Steel Structure and Mechanical. Materials 2019, 12, 2058. [Google Scholar] [CrossRef] [PubMed]
- Aletdinov, A.; Mironov, S.; Korznikova, G.; Konkova, T.; Zaripova, R.; Myshlyaev, M.; Semiatin, S.L. EBSD investigation of microstructure evolution during cryogenic rolling of type 321 metastable austenitic steel. Mater. Sci. Eng. A 2019, 745, 460–473. [Google Scholar] [CrossRef]
- Mallick, P.; Tewary, N.K.; Ghosh, S.K.; Chattopadhyay, P.P. Effect of cryogenic deformation on microstructure and mechanical properties of 304 austenitic stainless steel. Mater. Charact. 2017, 133, 77–86. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. Deformation-induced martensitic characteristics in 304 and 316 stainless steels during room-temperature rolling. Metall. Trans. A 1975, 6, 791–795. [Google Scholar] [CrossRef]
- Eskandari, M.; Zarei-Hanzaki, A.; Mohtadi-Bonab, M.A.; Onuki, Y.; Basu, R.; Asghari, A.; Szpunar, J.A. Grain-orientation-dependent of γ–ε–α′ transformation and twinning in a super-high-strength, high ductility austenitic Mn-steel. Mater. Sci. Eng. A 2016, 674, 514–528. [Google Scholar] [CrossRef]
- Ahmedabadi, P.M.; Kain, V.; Agrawal, A. Modelling kinetics of strain-induced martensite transformation during plastic deformation of austenitic stainless steel. Mater. Des. 2016, 109, 466–475. [Google Scholar] [CrossRef]
- Das, Y.B.; Forsey, A.N.; Simm, T.H.; Perkins, K.M.; Fitzpatrick, M.E.; Gungor, S.; Moat, R.J. In situ observation of strain and phase transformation in plastically deformed 301 austenitic stainless steel. Mater. Des. 2016, 112, 107–116. [Google Scholar] [CrossRef]
- Xiong, Y.; Yue, Y.; He, T.; Lu, Y.; Ren, F.; Cao, W. Effect of rolling temperature on microstructure evolution and mechanical properties of AISI316LN austenitic stainless steel. Materials 2018, 11, 1557. [Google Scholar] [CrossRef] [PubMed]
- Calmunger, M.; Chai, G.; Eriksson, R.; Johansson, S.; Moverare, J.J. Characterization of Austenitic Stainless Steels Deformed at Elevated Temperature. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2017, 48, 4525–4538. [Google Scholar] [CrossRef]
- Weidner, A.; Hangen, U.D.; Biermann, H. Nanoindentation measurements on deformation-induced α-martensite in a metastable austenitic high-alloy CrMnNi steel. Philos. Mag. Lett. 2014, 94, 522–530. [Google Scholar] [CrossRef]
- Singh, G.; Kalita, B.; Vishnu Narayanan, K.I.; Arora, U.K.; Mahapatra, M.M.; Jayaganthan, R. Finite element analysis and experimental evaluation of residual stress of Zr-4 alloys processed through swaging. Metals 2020, 10, 1281. [Google Scholar] [CrossRef]
- Karaman, I.; Sehitoglu, H.; Chumlyakov, Y.I.; Maier, H.J. The Deformation of Low-Stacking-Fault-Energy Austenitic Steels. JOM 2002, 54, 31–37. [Google Scholar] [CrossRef]
- Ueji, R.; Tsuchida, N.; Terada, D.; Tsuji, N.; Tanaka, Y.; Takemura, A.; Kunishige, K. Tensile properties and twinning behavior of high manganese austenitic steel with fine-grained structure. Scr. Mater. 2008, 59, 963–966. [Google Scholar] [CrossRef]
- Barbier, D.; Gey, N.; Allain, S.; Bozzolo, N.; Humbert, M. Analysis of the tensile behavior of a TWIP steel based on the texture and microstructure evolutions. Mater. Sci. Eng. A 2009, 500, 196–206. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Raabe, D. Dislocation and twin substructure evolution during strain hardening of an Fe-22 wt.% Mn-0.6 wt.% C TWIP steel observed by electron channeling contrast imaging. Acta Mater. 2011, 59, 6449–6462. [Google Scholar] [CrossRef]
- Tomimura, K.; Takaki, S.; Tokunaga, Y. Reversion Mechanism from Deformation Induced Martensite to Austenite in Metastable Austenitic Stainless Steels. ISIJ Int. 1991, 31, 1431–1437. [Google Scholar] [CrossRef]
- Zhang, C.; Juul Jensen, D.; Yu, T. Microstructure and Texture Evolution During Cold Rolling of 316L Stainless Steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2021, 52, 4100–4111. [Google Scholar] [CrossRef]
- Molnár, D.; Sun, X.; Lu, S.; Li, W.; Engberg, G.; Vitos, L. Effect of temperature on the stacking fault energy and deformation behaviour in 316L austenitic stainless steel. Mater. Sci. Eng. A 2019, 759, 490–497. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Panov, D.; Kudryavtsev, E.; Naumov, S.; Klimenko, D.; Chernichenko, R.; Mirontsov, V.; Stepanov, N.; Zherebtsov, S.; Salishchev, G.; Pertcev, A. Gradient Microstructure and Texture Formation in a Metastable Austenitic Stainless Steel during Cold Rotary Swaging. Materials 2023, 16, 1706. https://doi.org/10.3390/ma16041706
Panov D, Kudryavtsev E, Naumov S, Klimenko D, Chernichenko R, Mirontsov V, Stepanov N, Zherebtsov S, Salishchev G, Pertcev A. Gradient Microstructure and Texture Formation in a Metastable Austenitic Stainless Steel during Cold Rotary Swaging. Materials. 2023; 16(4):1706. https://doi.org/10.3390/ma16041706
Chicago/Turabian StylePanov, Dmitrii, Egor Kudryavtsev, Stanislav Naumov, Denis Klimenko, Ruslan Chernichenko, Vladimir Mirontsov, Nikita Stepanov, Sergey Zherebtsov, Gennady Salishchev, and Alexey Pertcev. 2023. "Gradient Microstructure and Texture Formation in a Metastable Austenitic Stainless Steel during Cold Rotary Swaging" Materials 16, no. 4: 1706. https://doi.org/10.3390/ma16041706
APA StylePanov, D., Kudryavtsev, E., Naumov, S., Klimenko, D., Chernichenko, R., Mirontsov, V., Stepanov, N., Zherebtsov, S., Salishchev, G., & Pertcev, A. (2023). Gradient Microstructure and Texture Formation in a Metastable Austenitic Stainless Steel during Cold Rotary Swaging. Materials, 16(4), 1706. https://doi.org/10.3390/ma16041706