
Feasibility Study for the Remanufacturing of H13 Steel Heat-Treated TBM Disc Cutter Rings with Uniform Wear Failure Using GMAW


Abstract
:1. Introduction
2. Simulation Analysis of the Heat Treatment Process
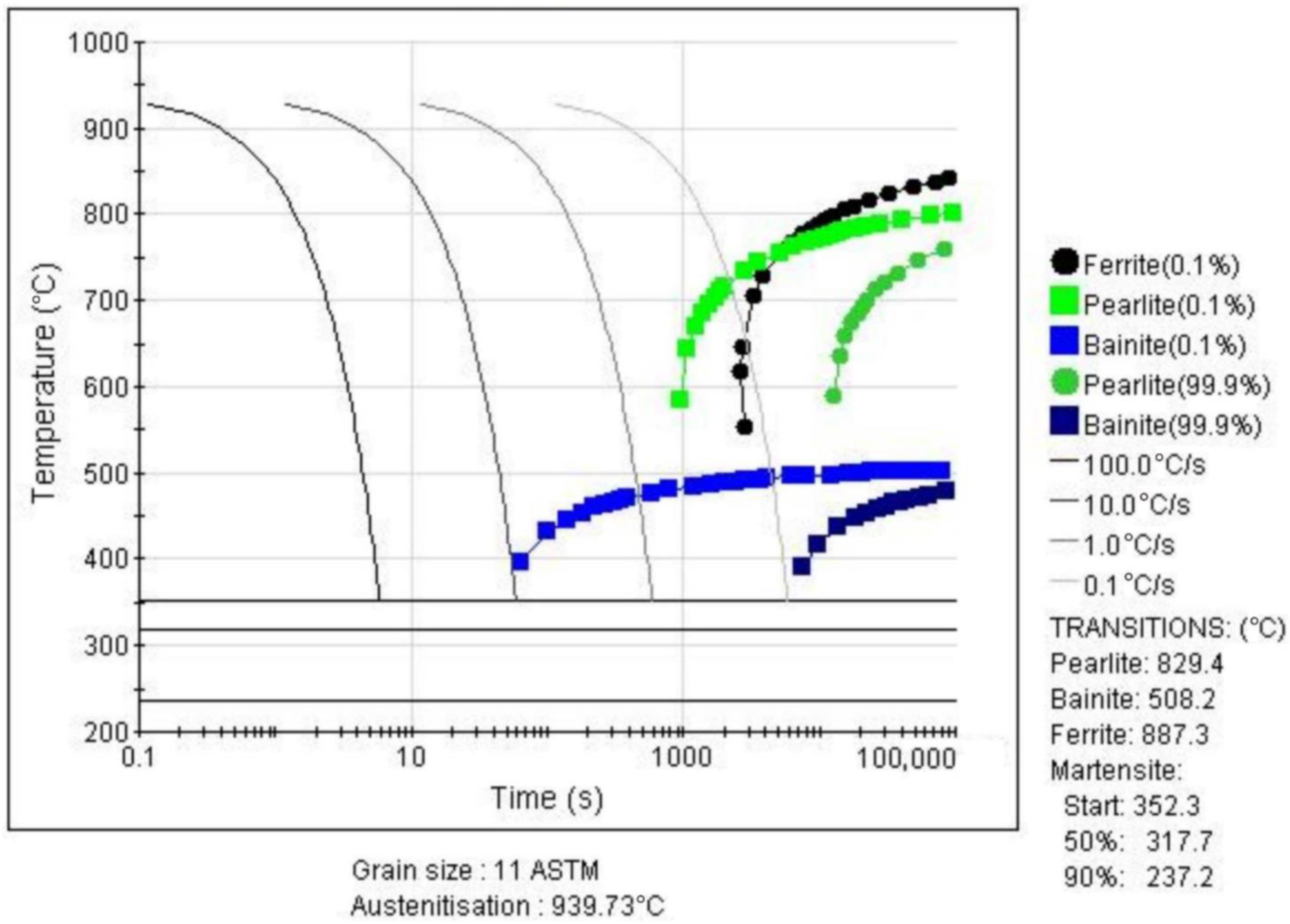
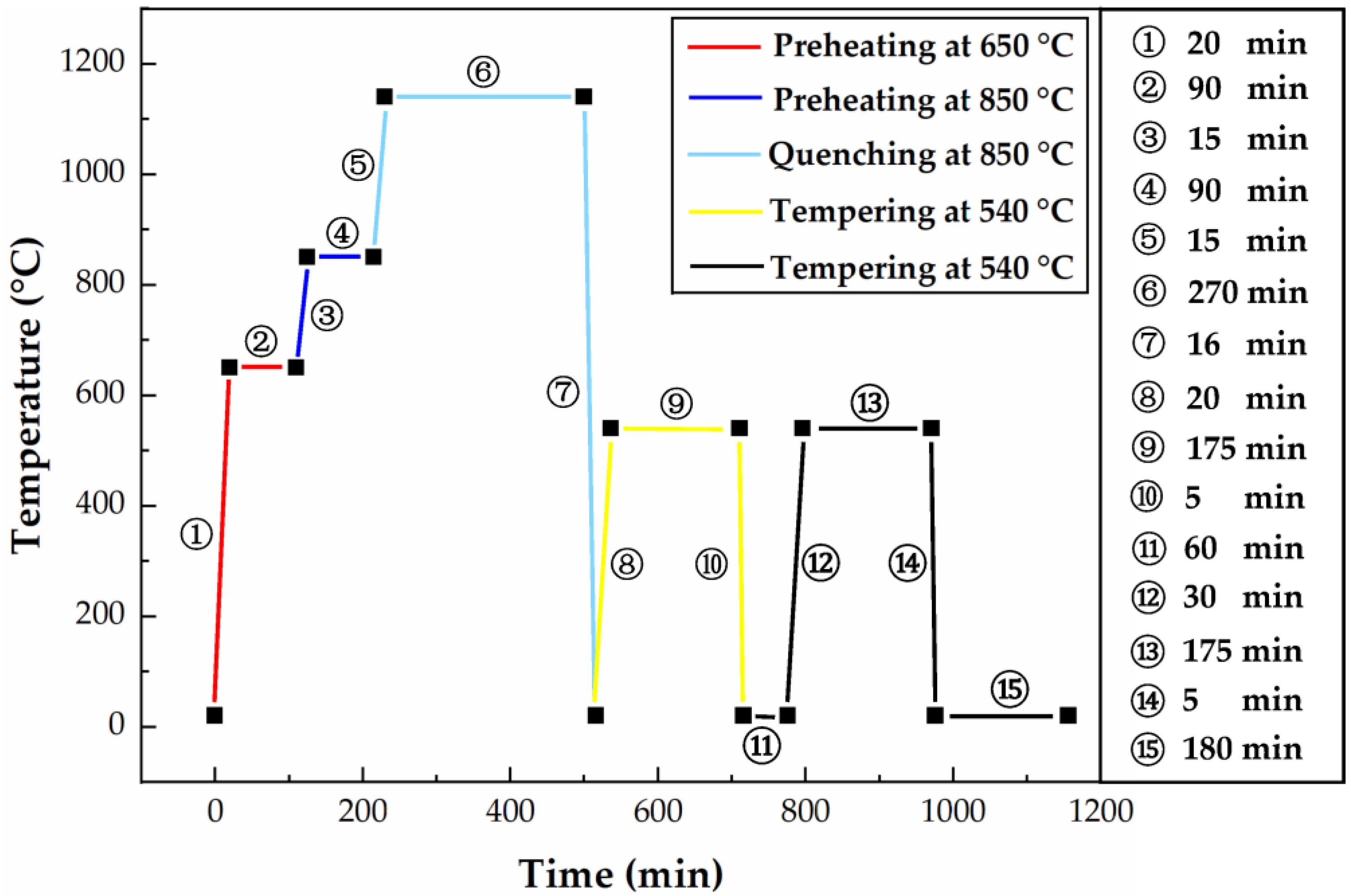
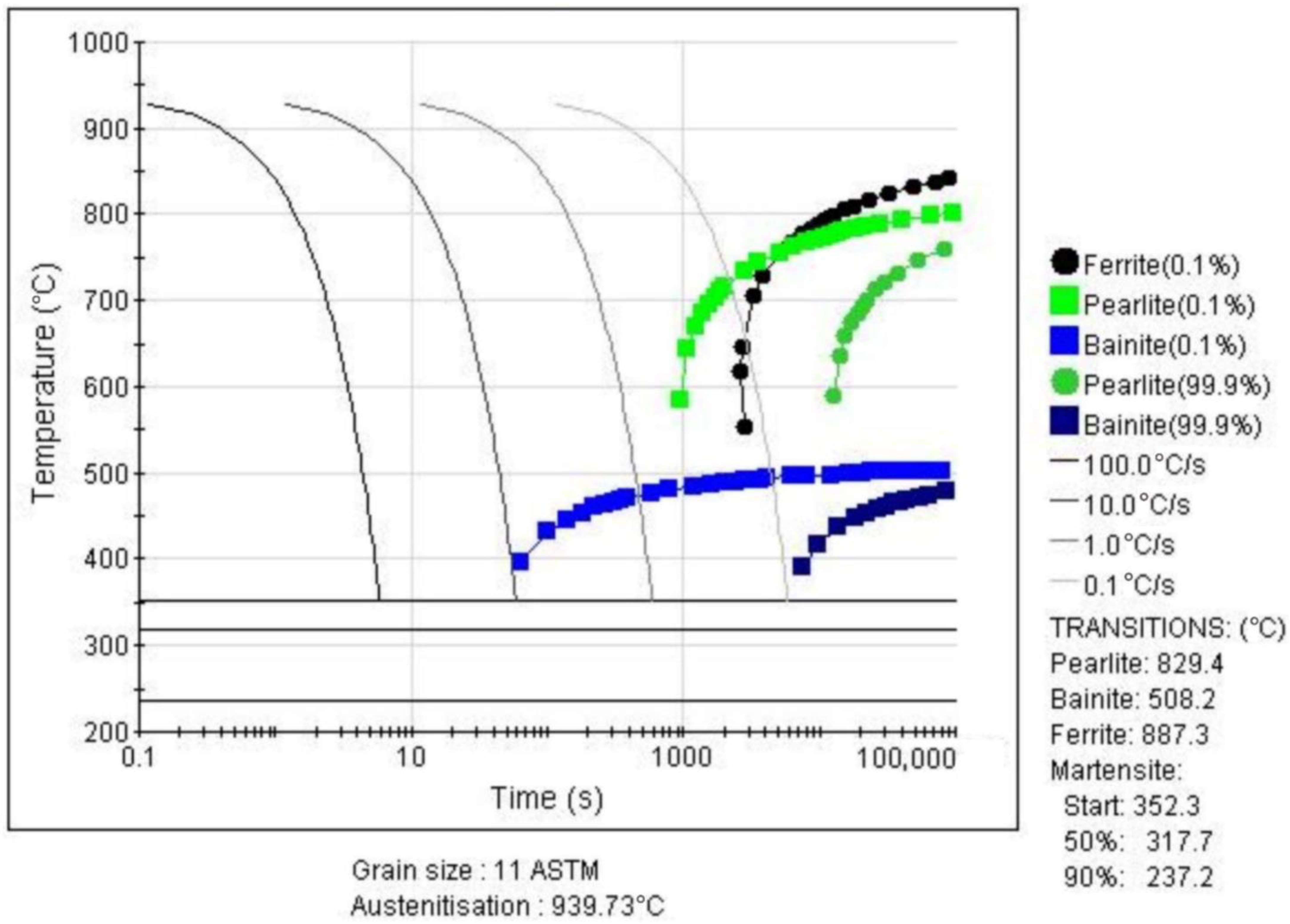
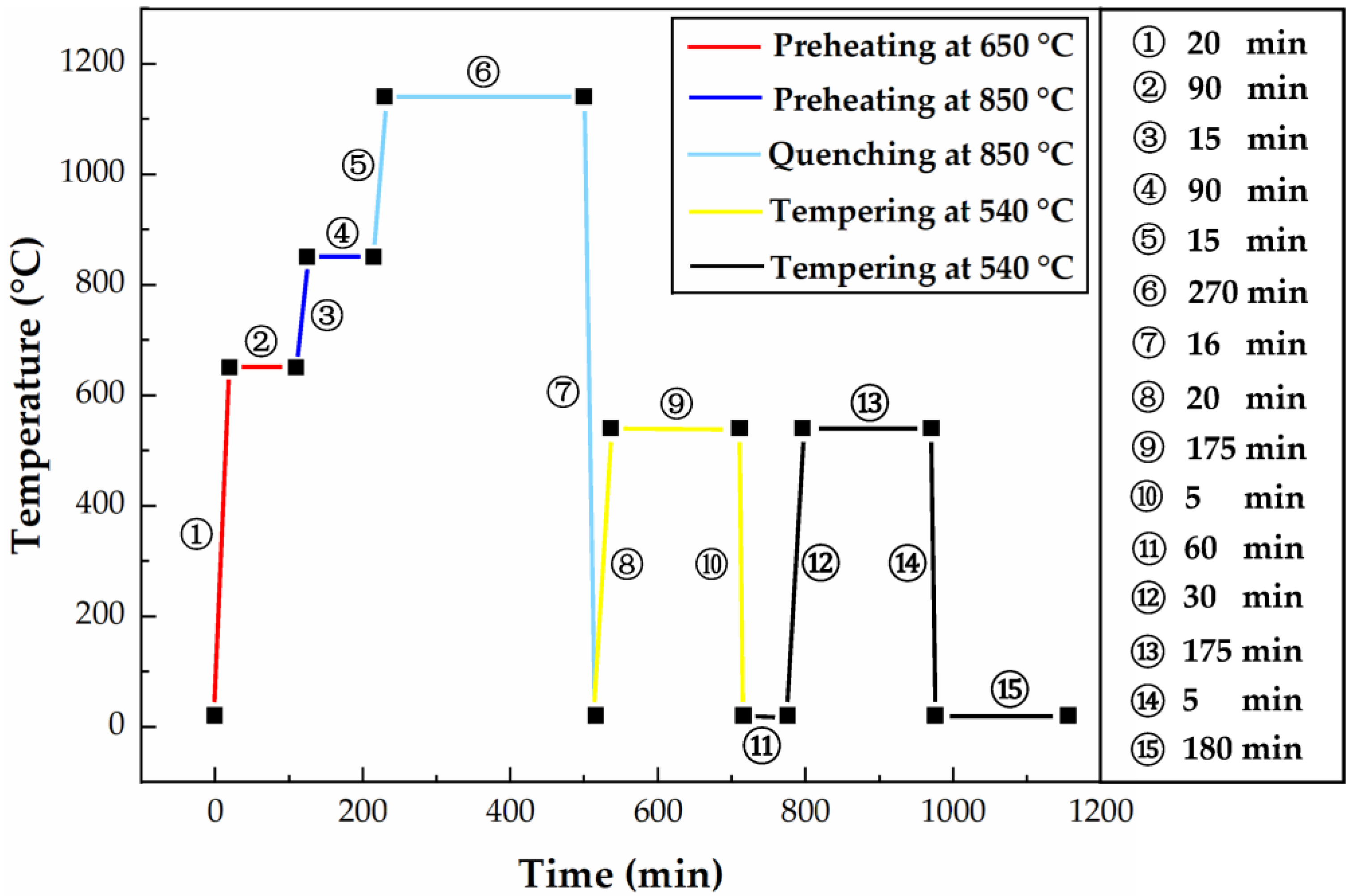
2.1. Formulation of the Heat Treatment Process Route
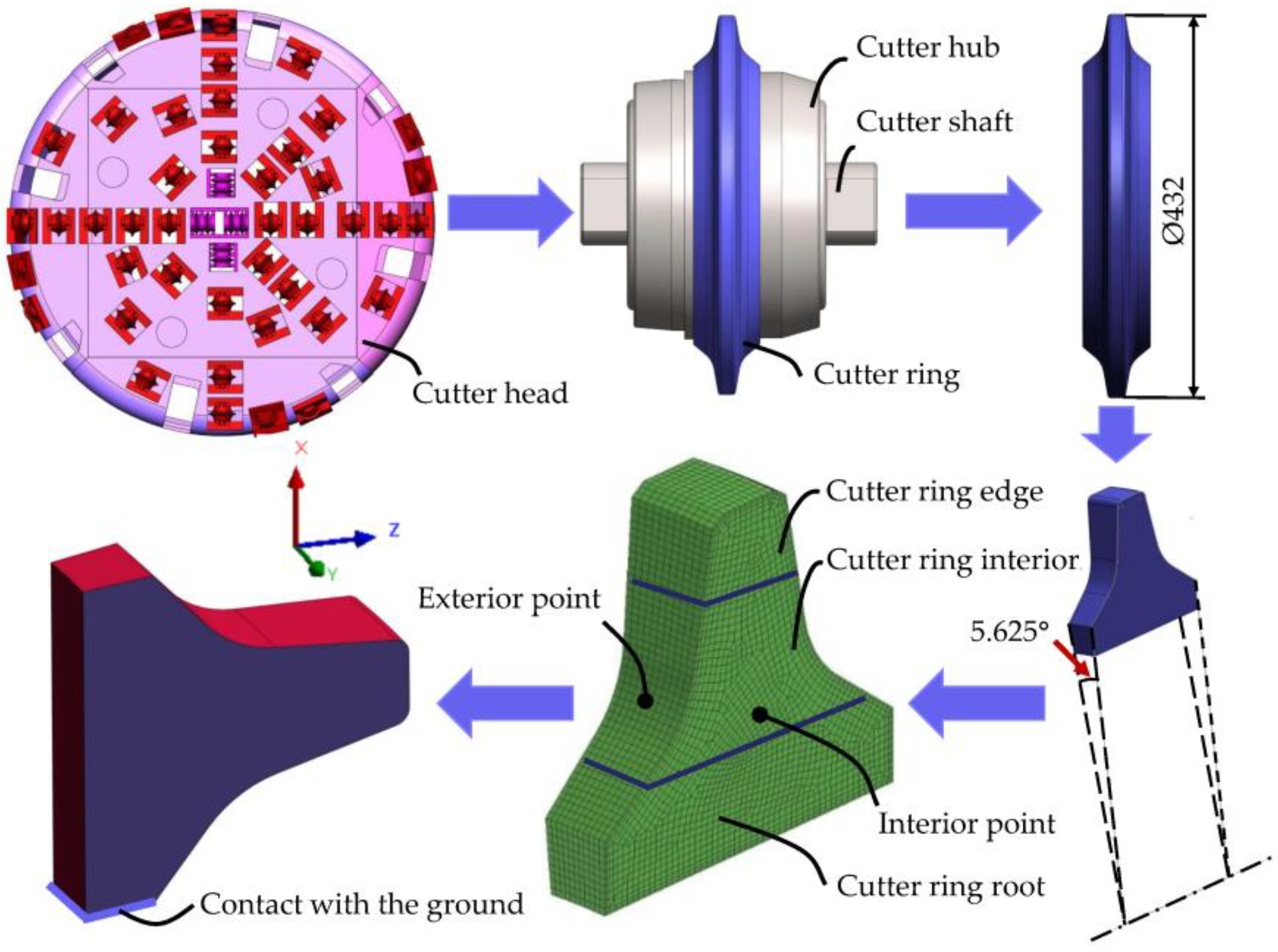
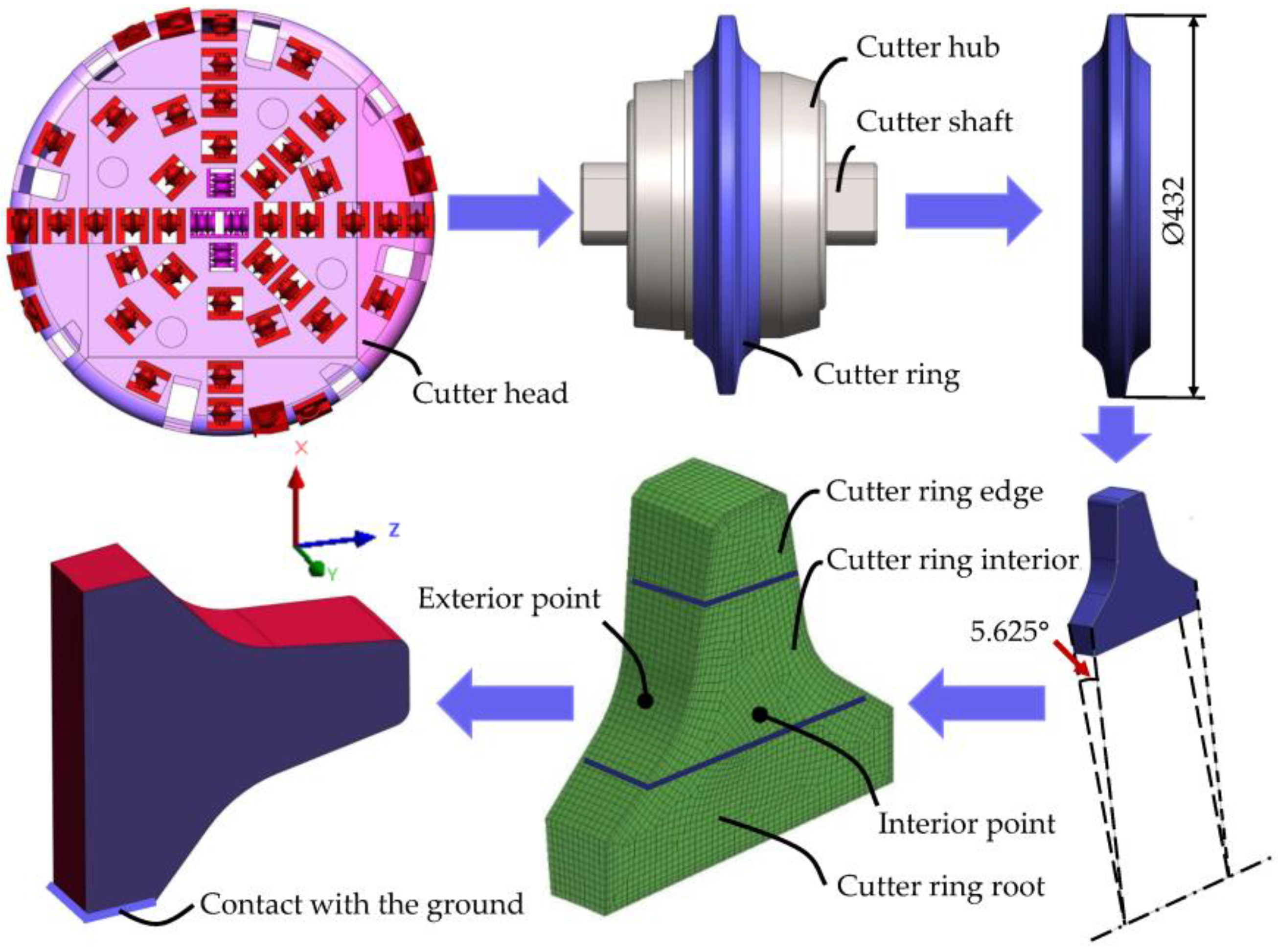
2.2. Simulation Parameters and FE Model
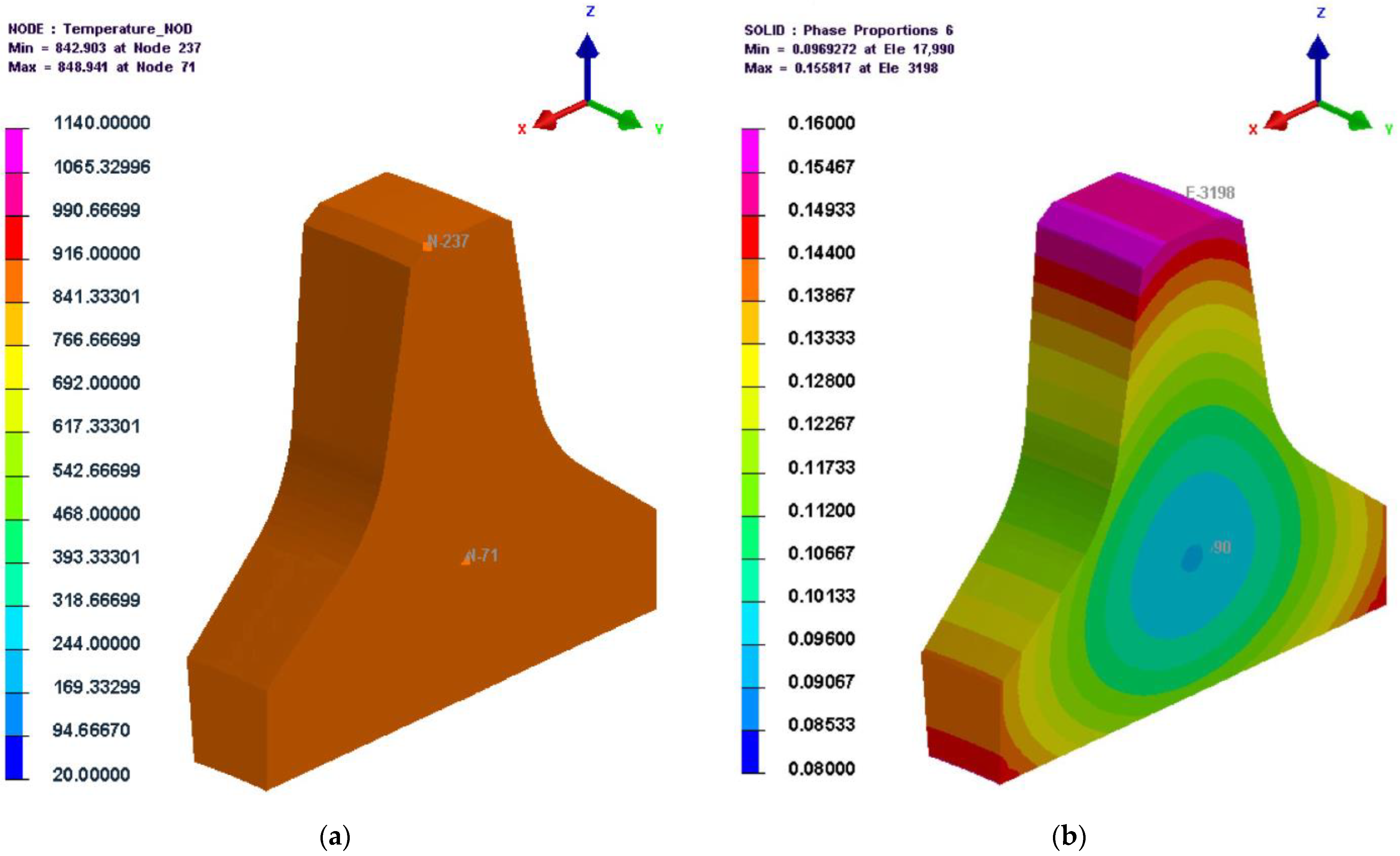
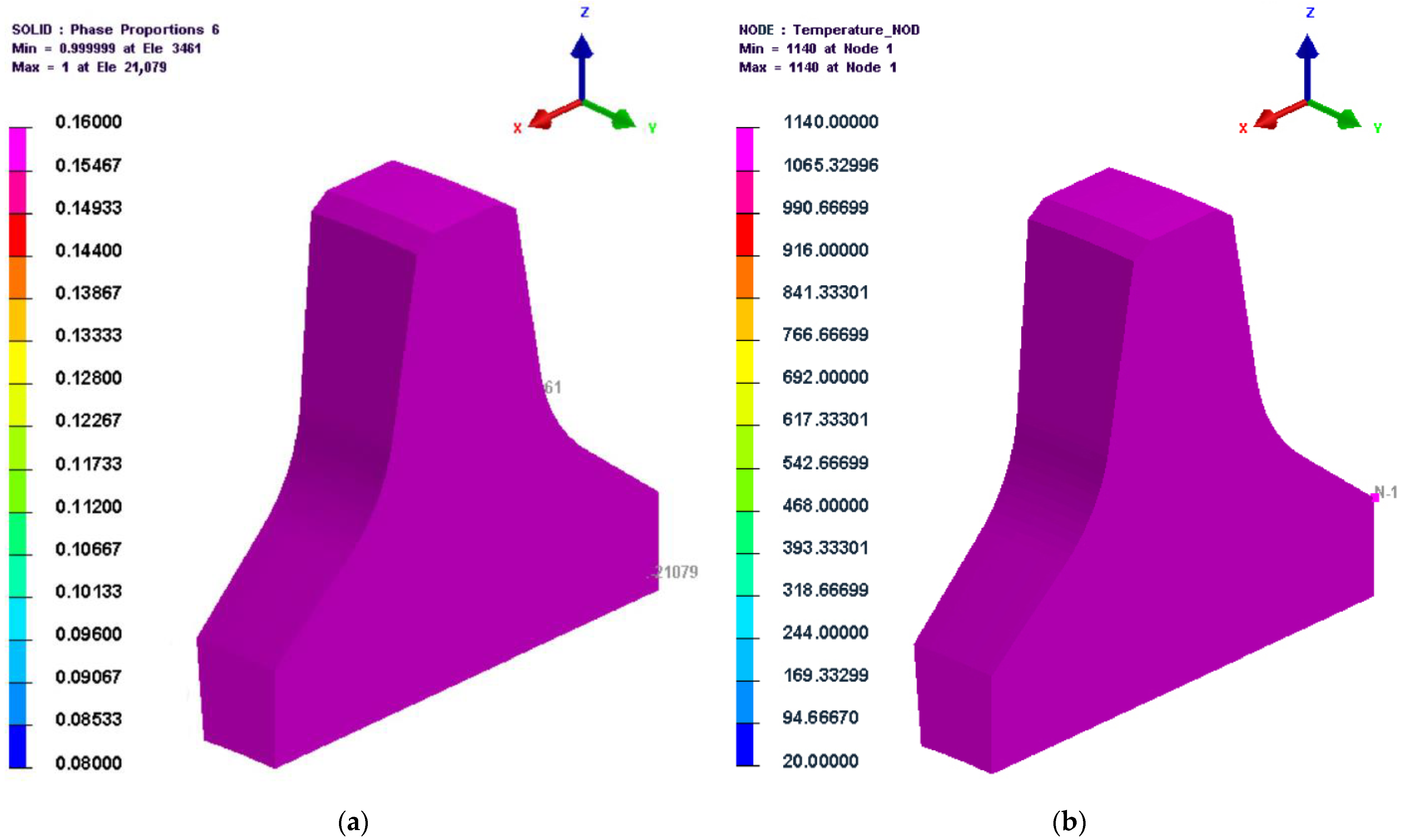
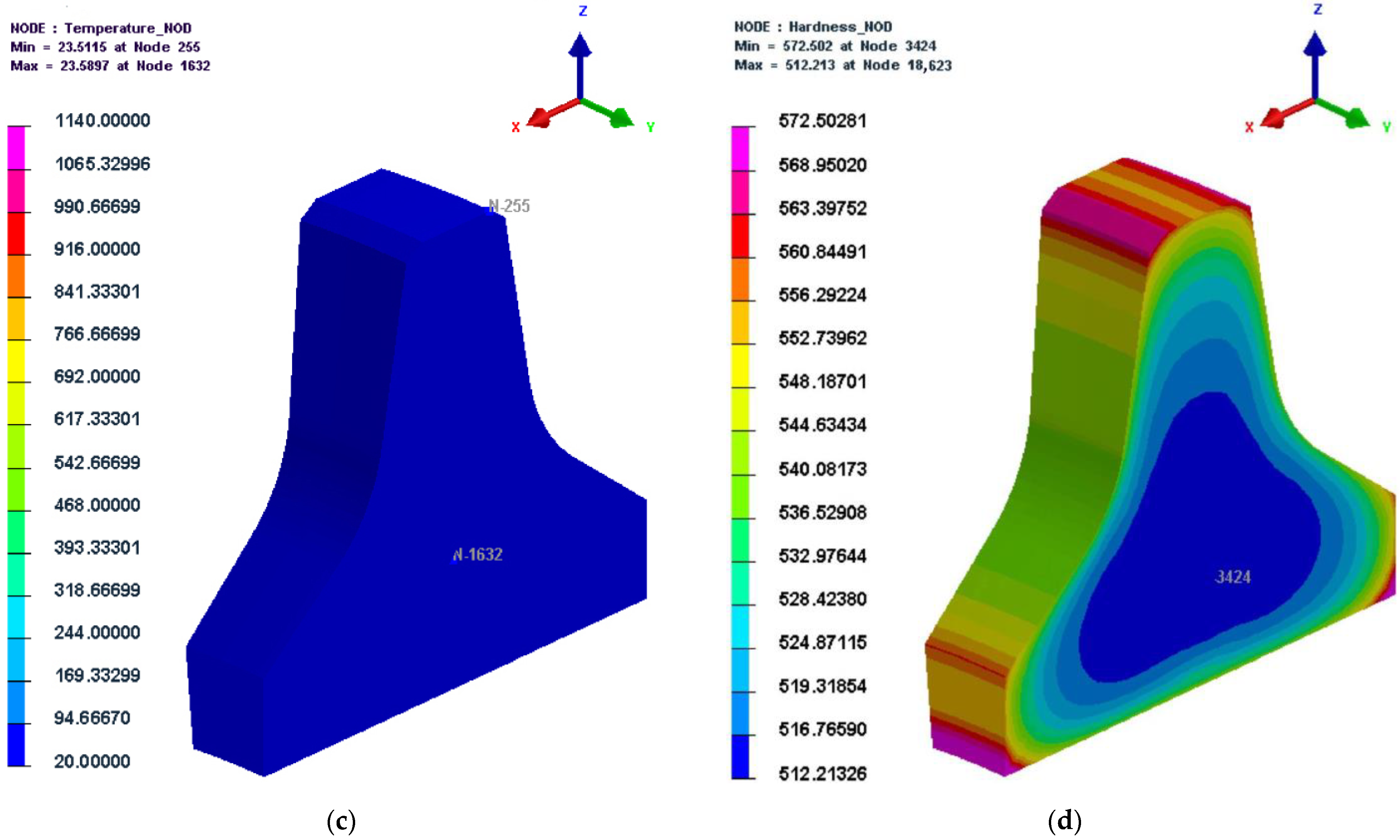
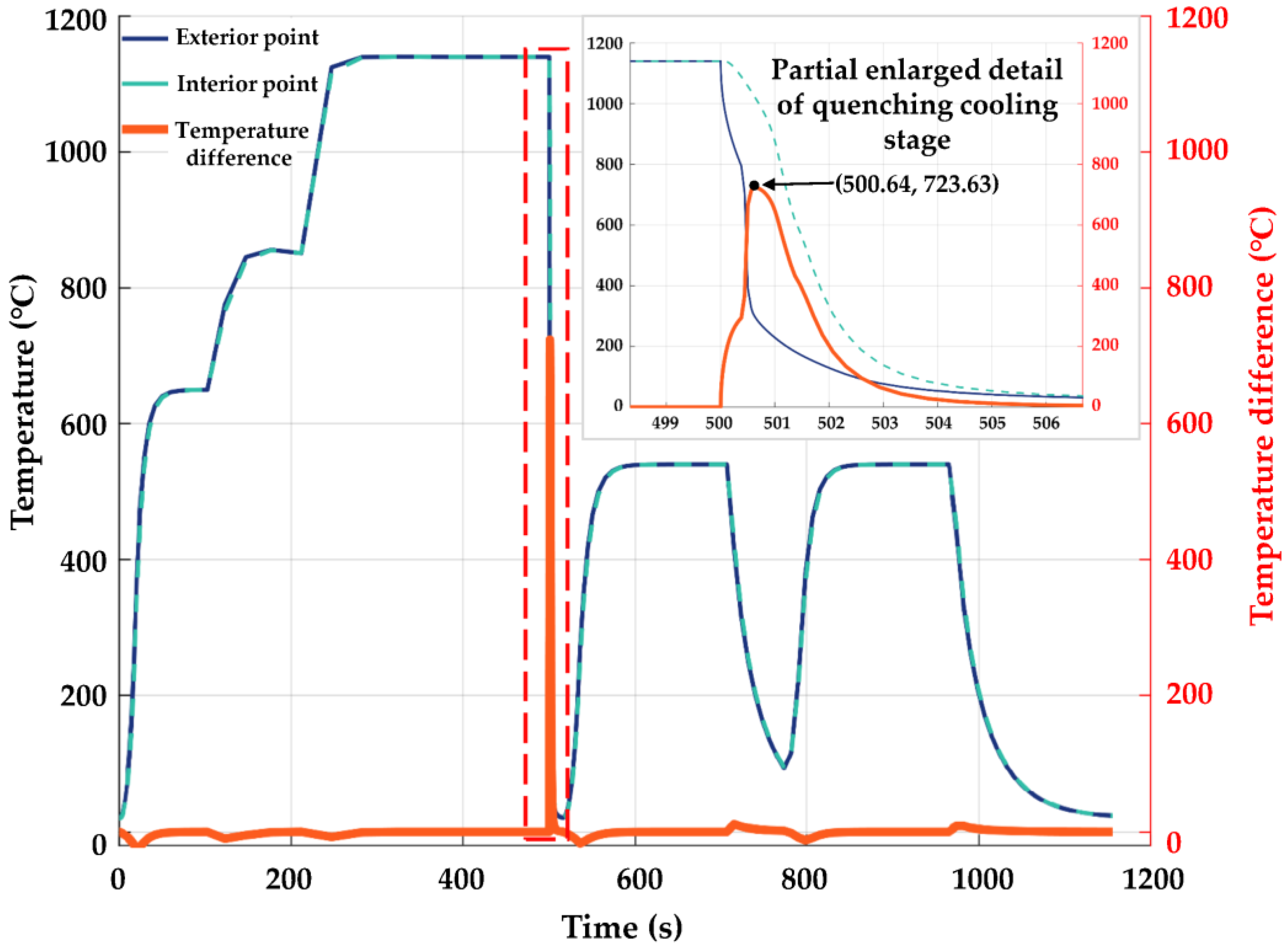
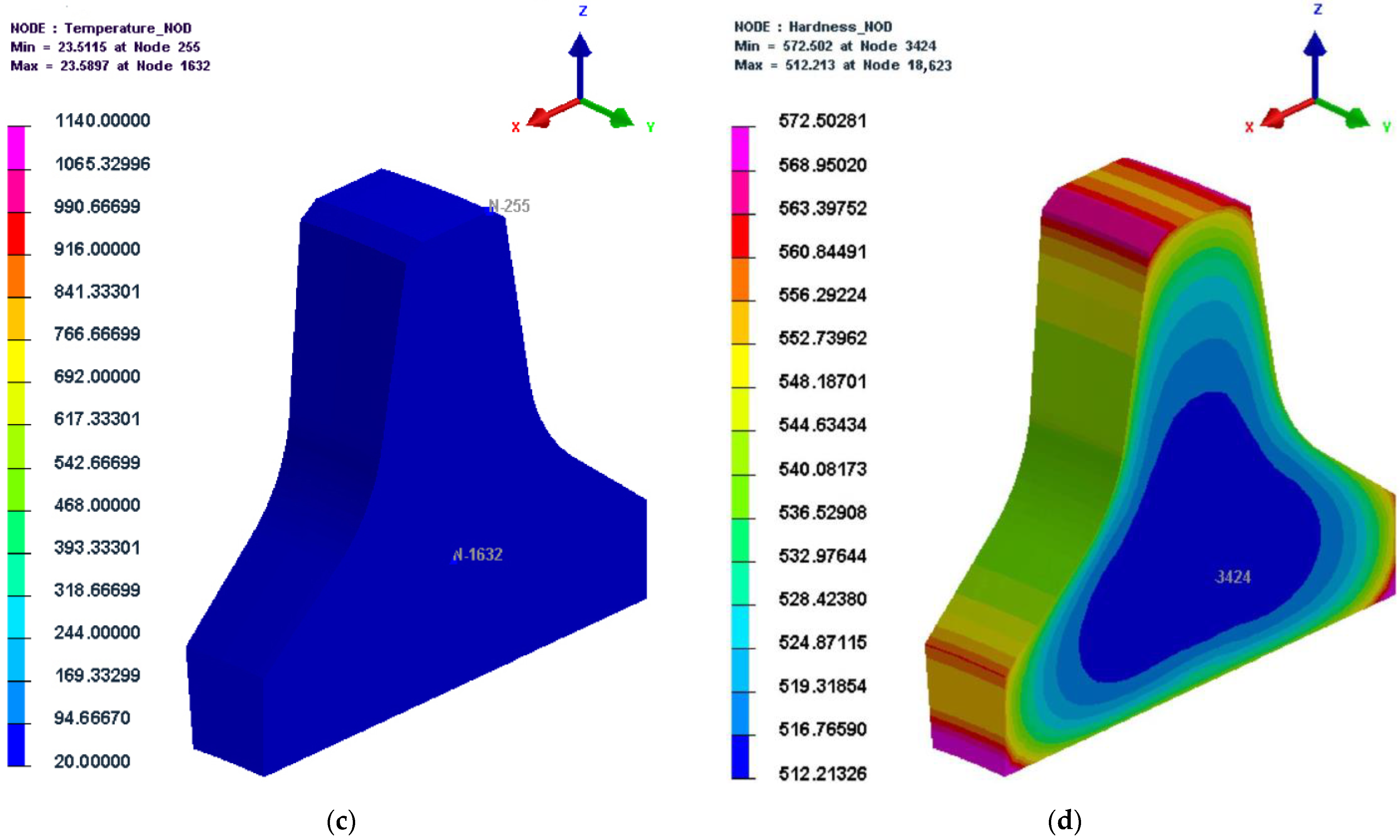
2.3. Simulation Analysis of Temperature Field
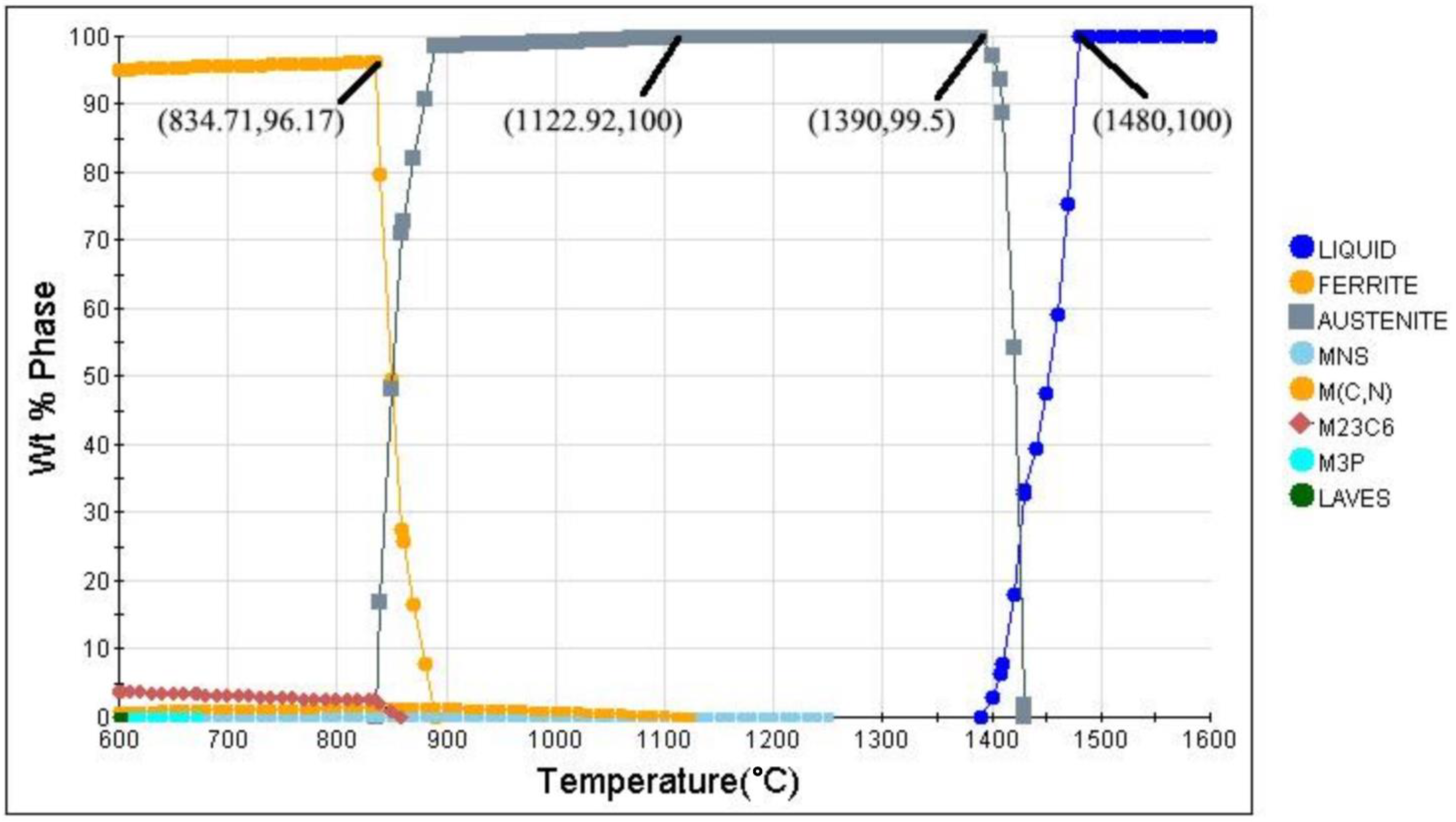
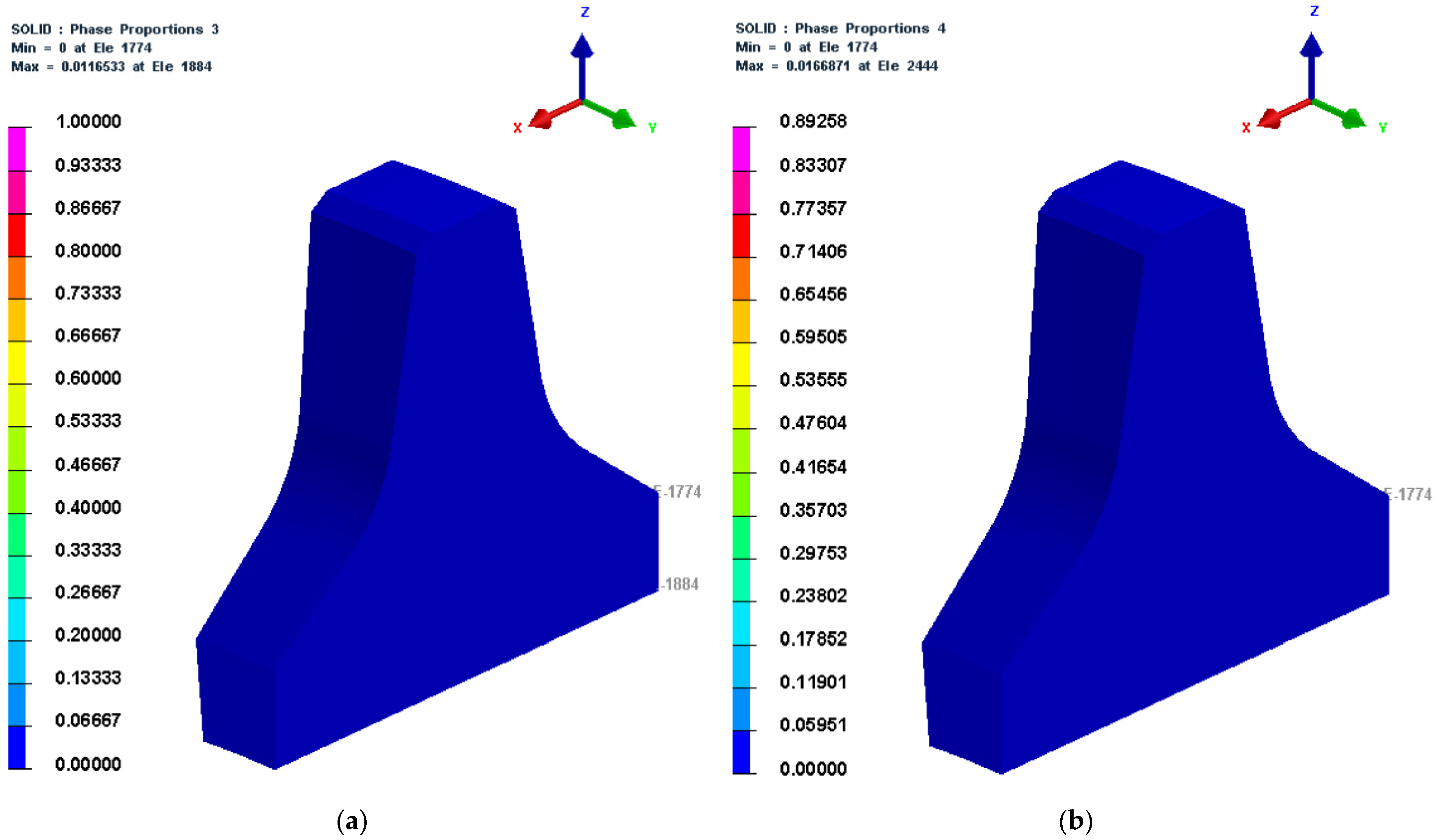
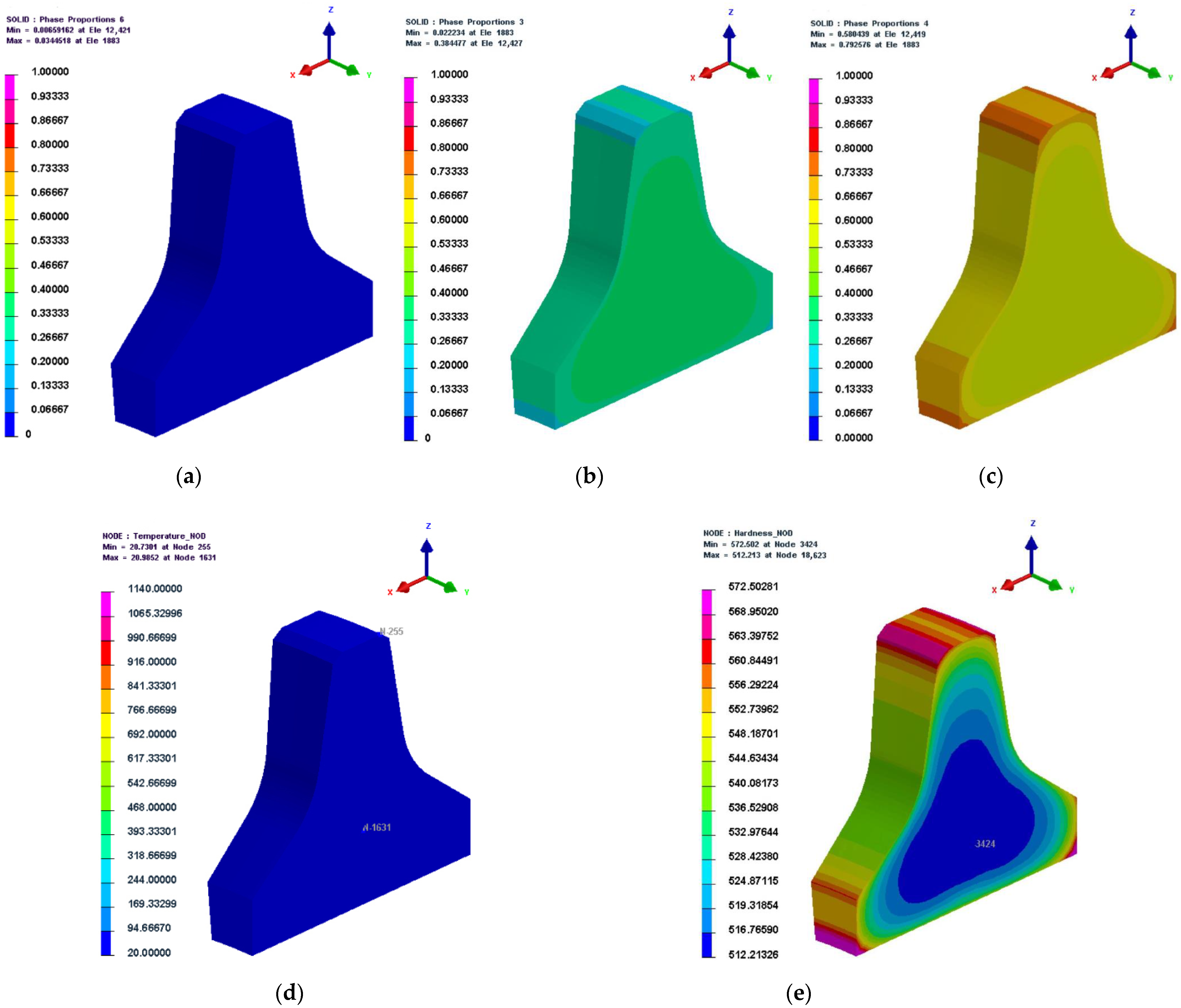
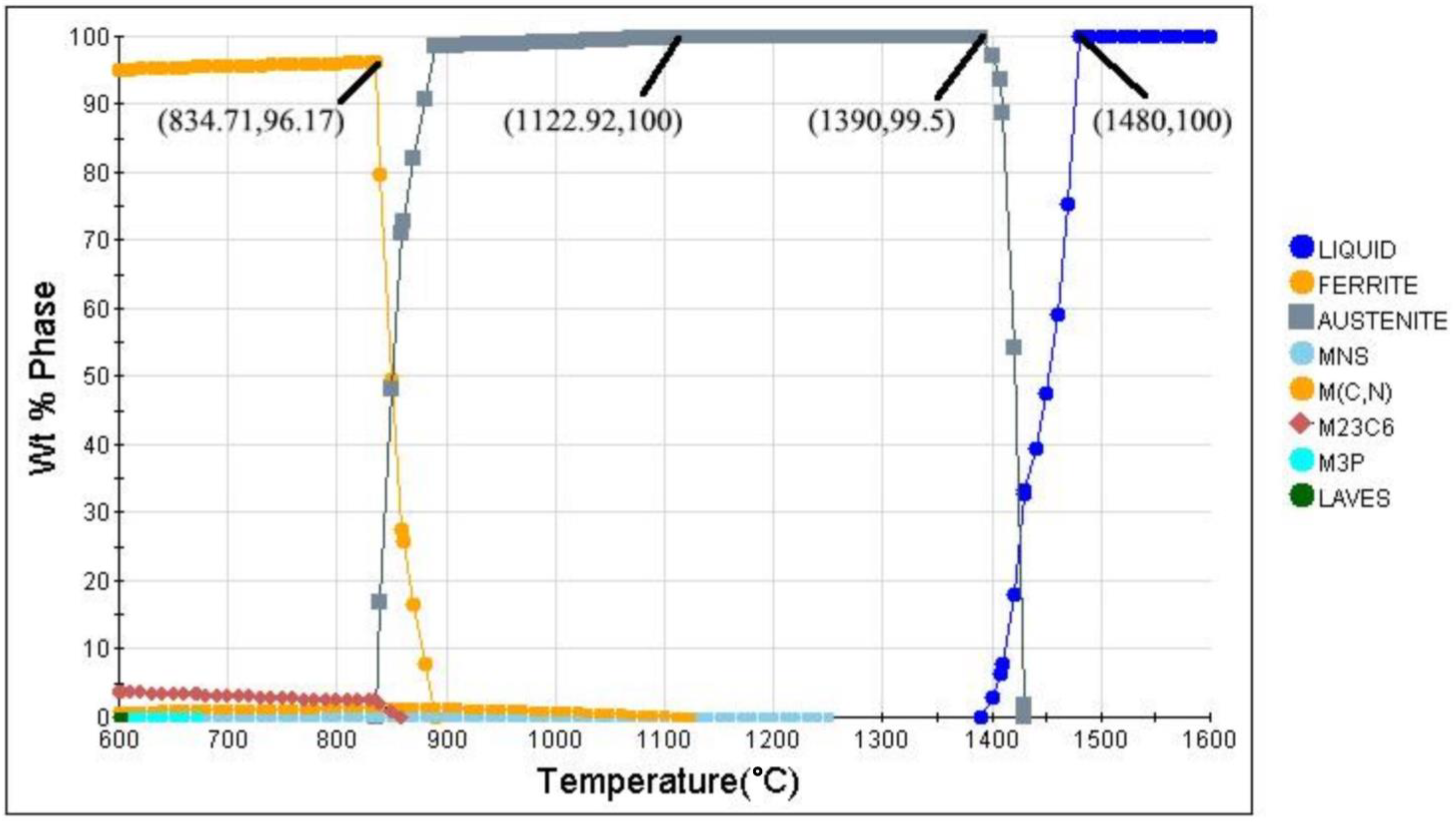
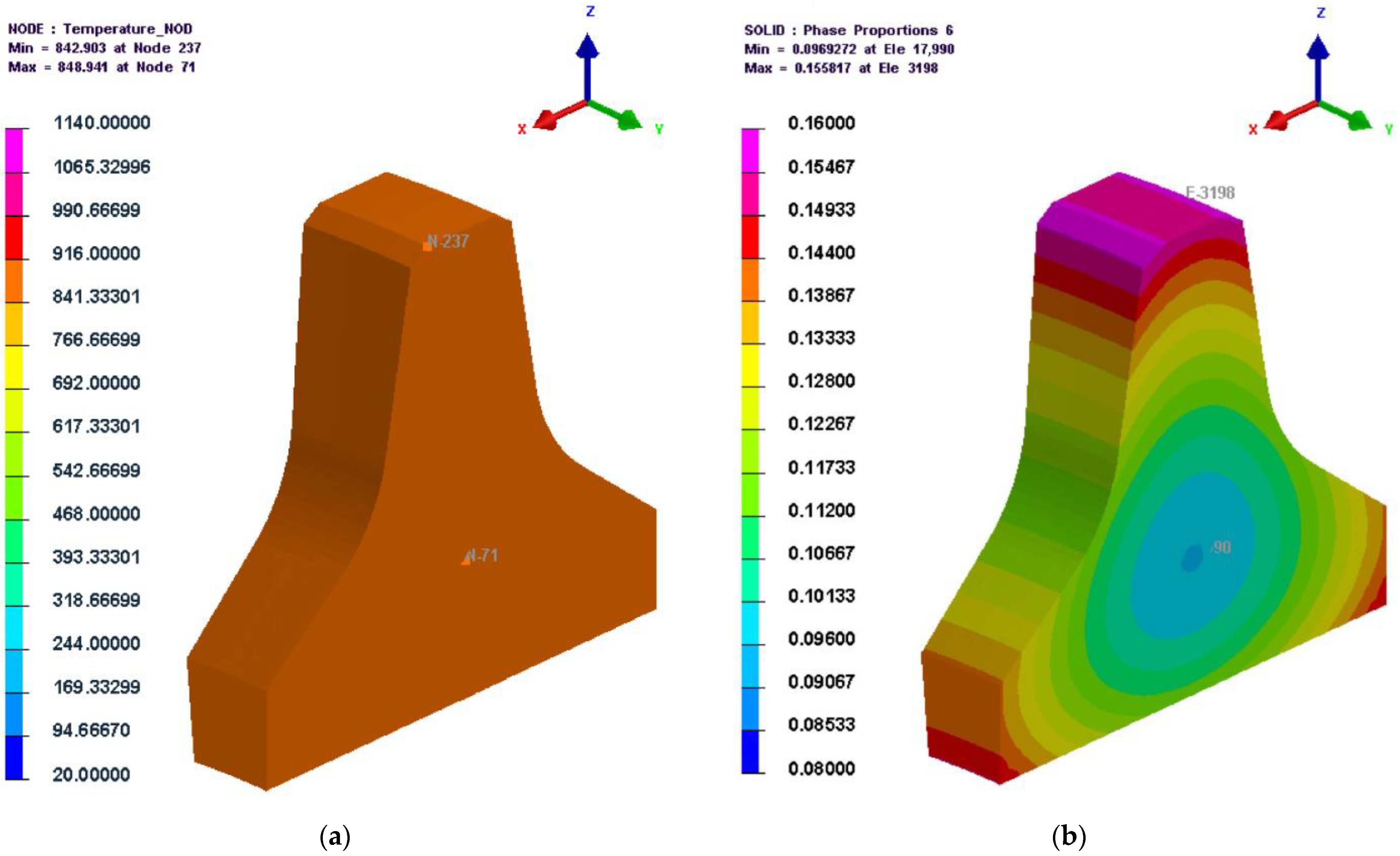
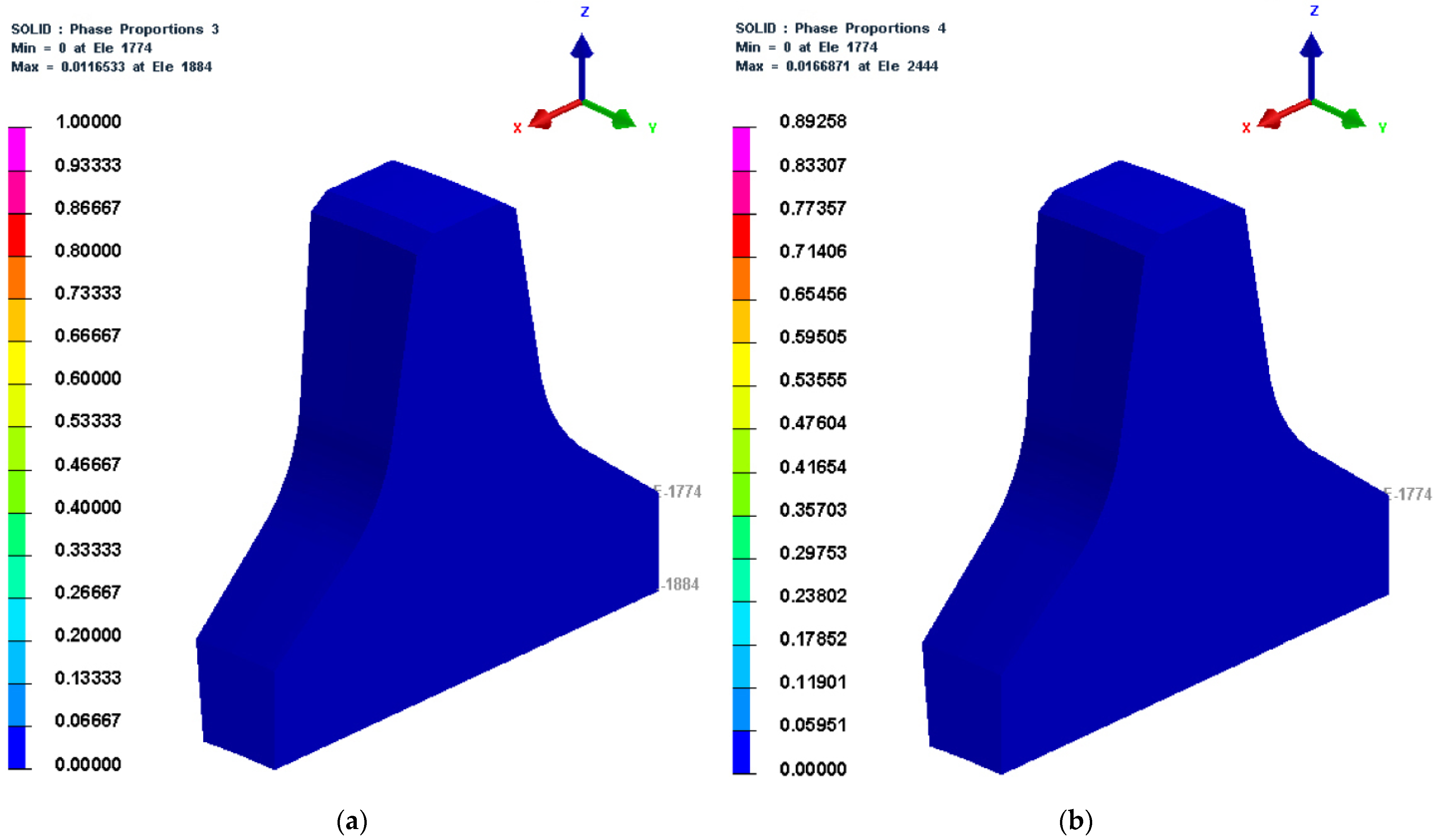
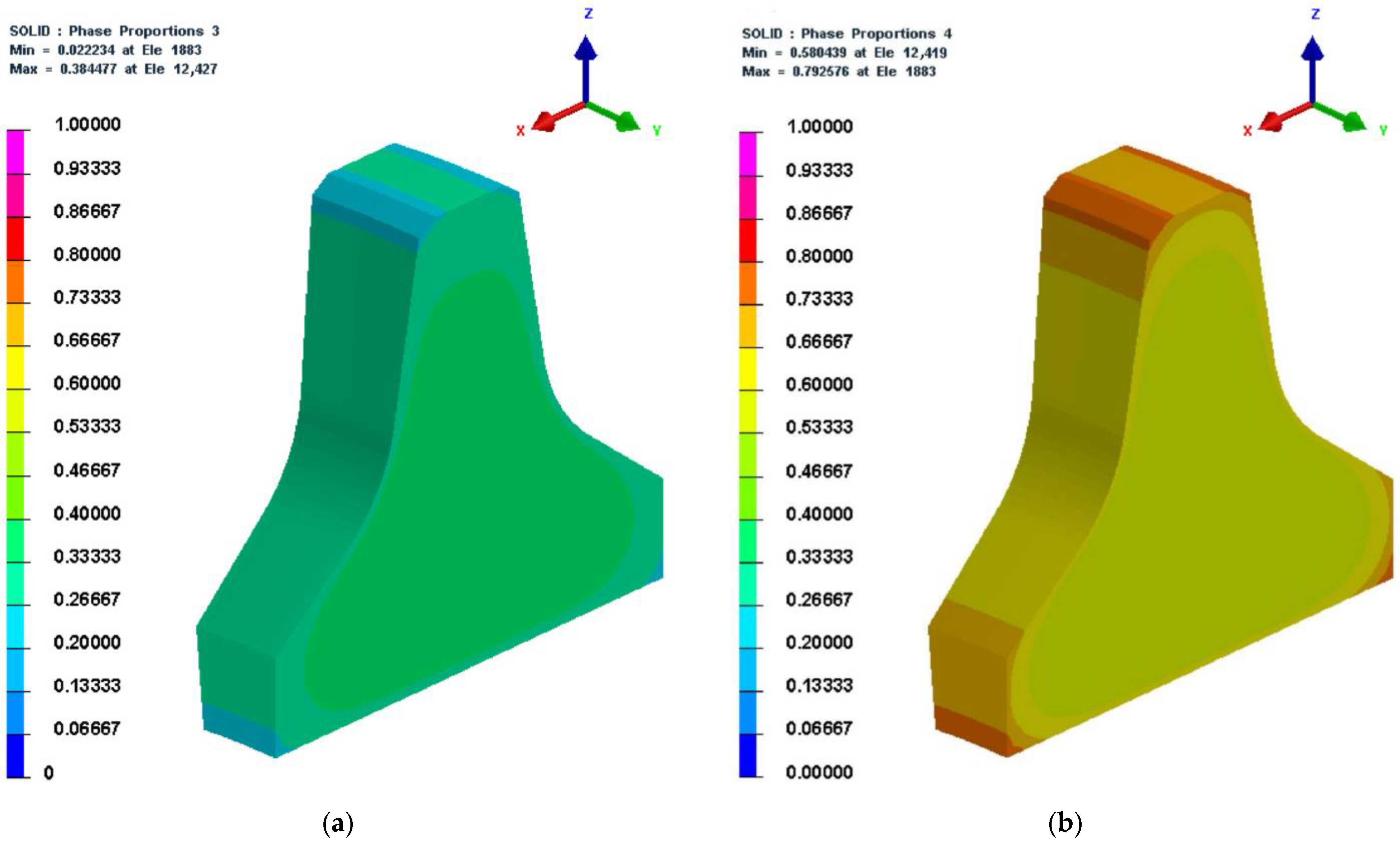
2.4. Simulation Analysis of Phase Transition Field
- 8823 s (147 min)
- 2.
- 30,000 s (500 min)
- 3.
- 30,030 s (500 min) and 30,033 s (500.5 min)
- 4.
- 30,045 s (500.85 min)
- (1)
- some zones inside the cutter ring had not been cooled below Ms; since Bs is greater than Ms, the austenite in these zones had not been converted to martensite, resulting in a wider distribution of bainite than martensite in the cutter ring.
- (2)
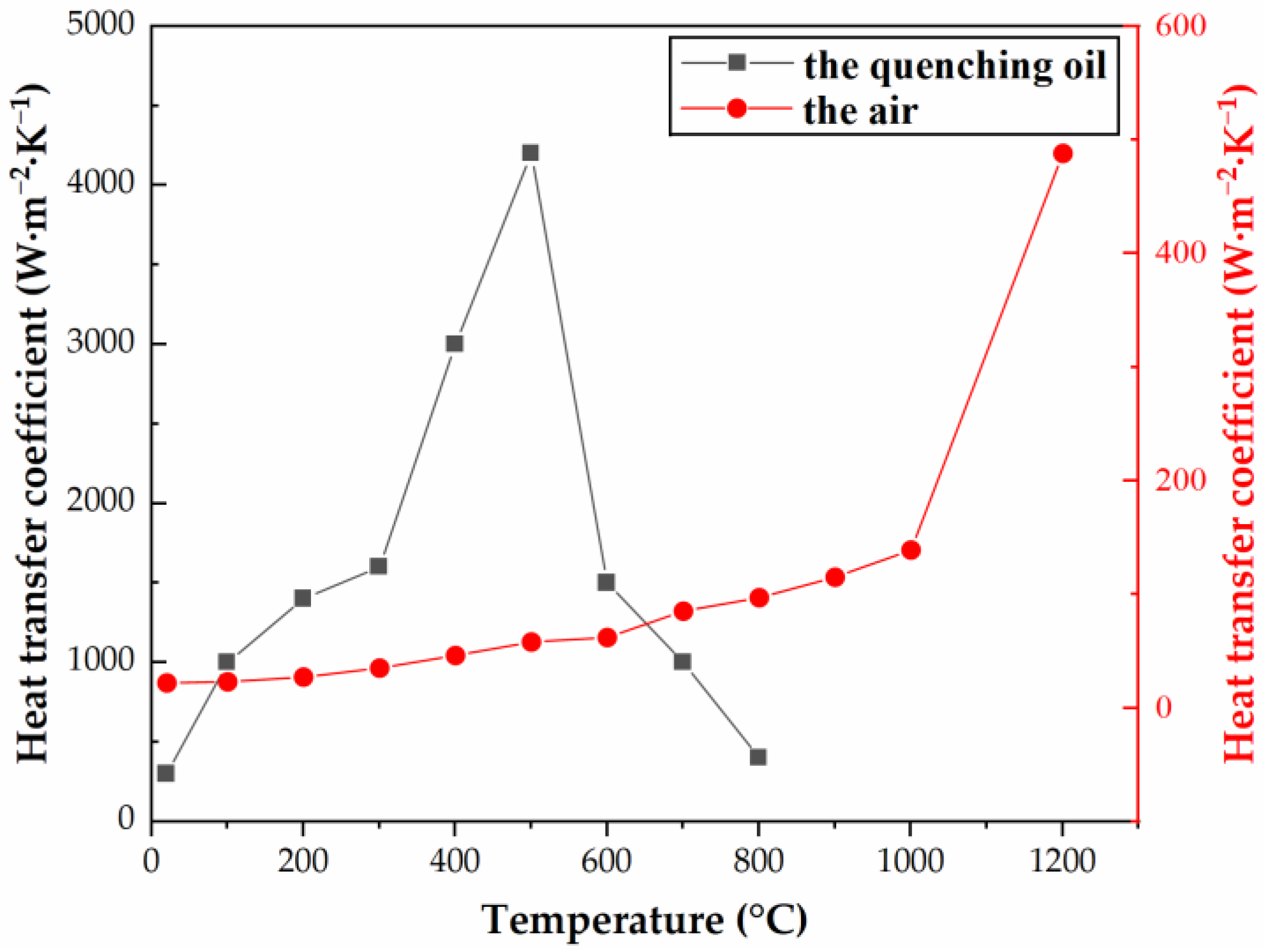
- due to the high heat transfer coefficient of the quenching oil (see Figure 4), the cooling rate was rapid, resulting in the temperature remaining at Bs~Ms for a short time; additionally, because martensite forms extremely quickly, the maximum amount of martensite (43%) was higher than the maximum amount of bainite (36%).
- (3)
- there was still a large amount of austenite that had not undergone phase transformation at this moment, and the quenching process will continue for some time.
- (4)
- bainite and martensite were generated inward from the edge angle of the cutter ring.
- (5)
- since there were chamfers at the cutter ring edge, the heat exchange area of the cutter ring edge was smaller than that of the ring root, which resulted in a relatively slow phase transformation speed of the ring edge.
- 5.
- 30,960 s (516 min)
- 6.
- 69,360 s (1156 min)
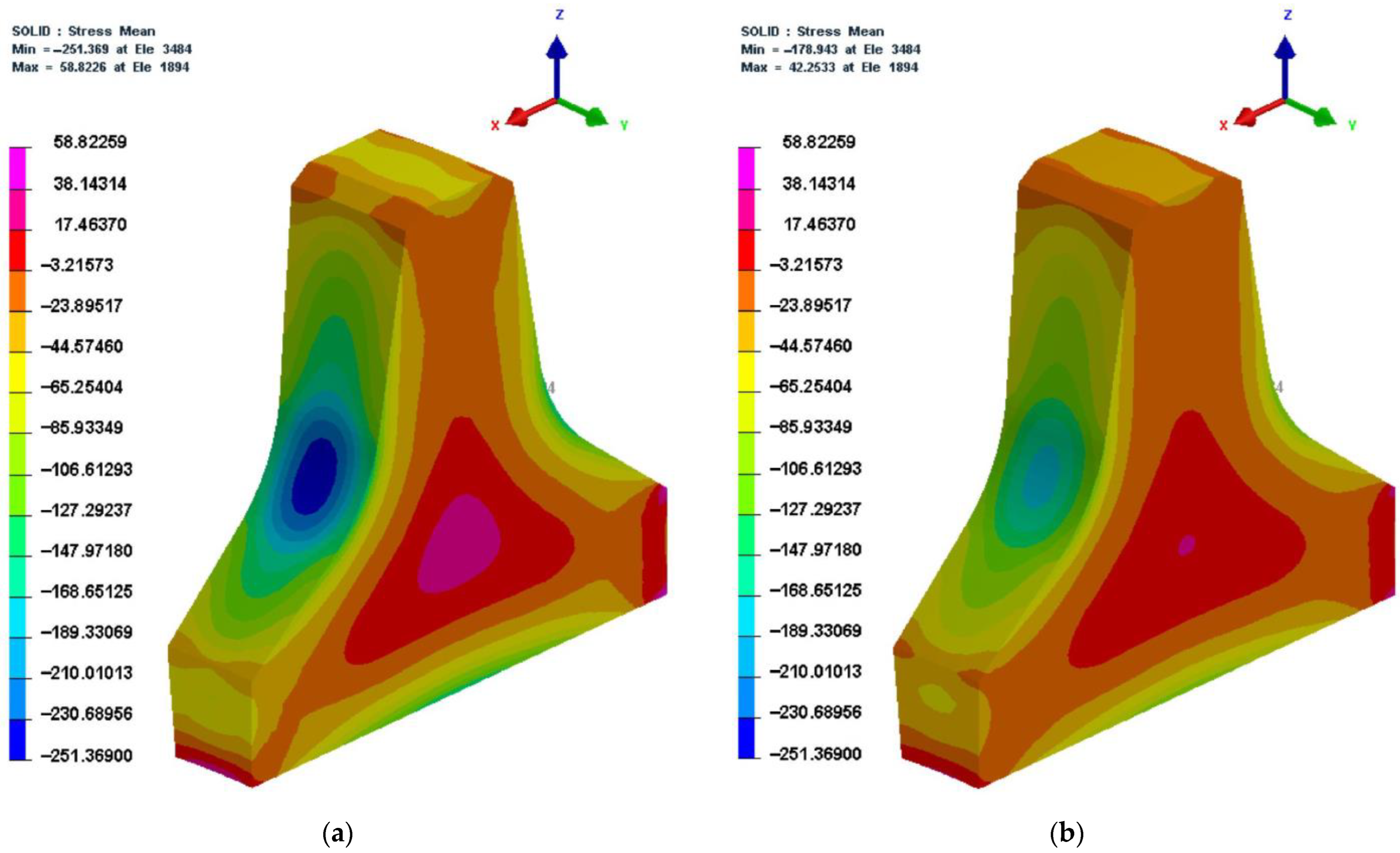
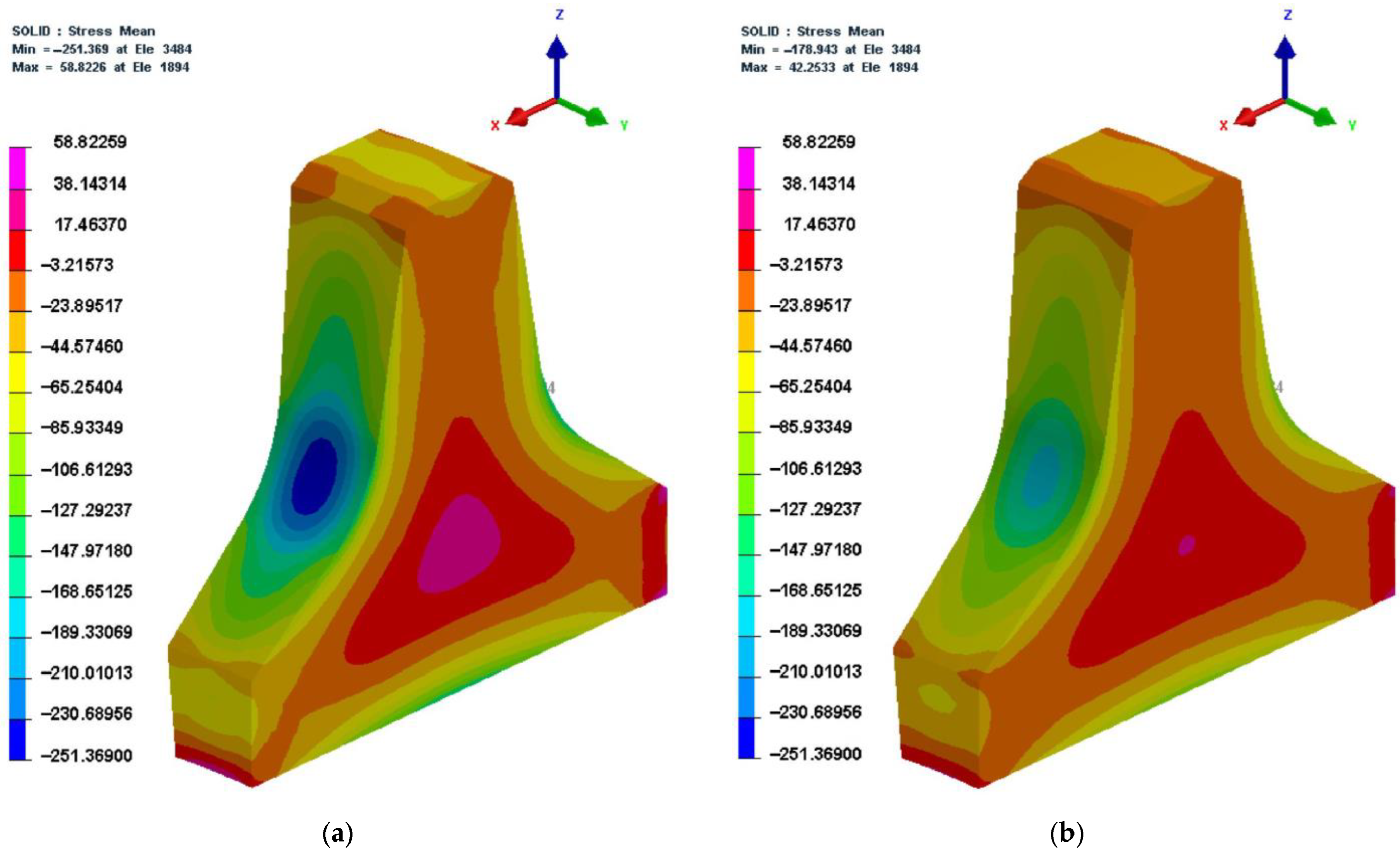
2.5. Simulation Analysis of Stress Field
- 30,000–30,960 s (approximately 500–516 min)
- (1)
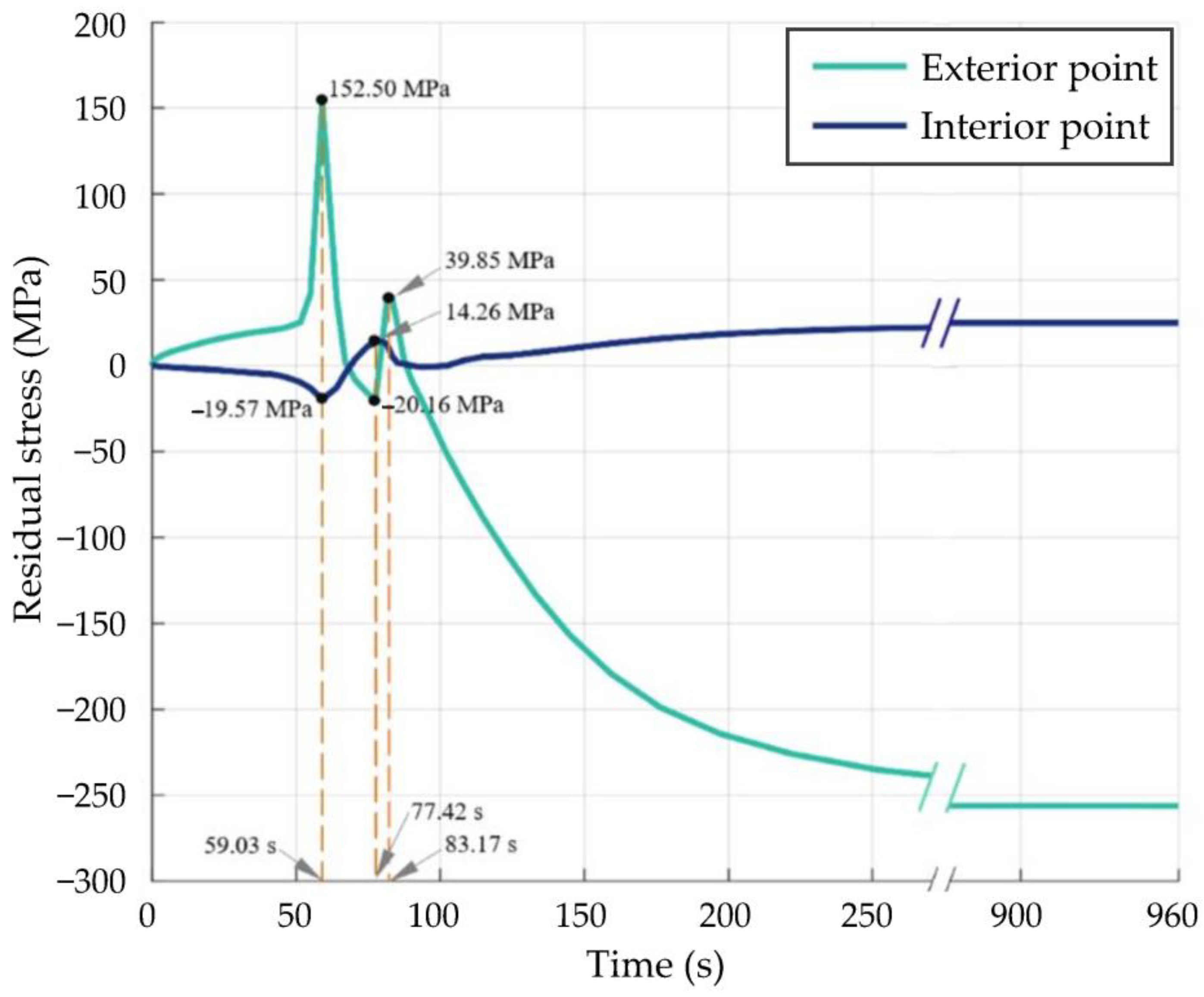
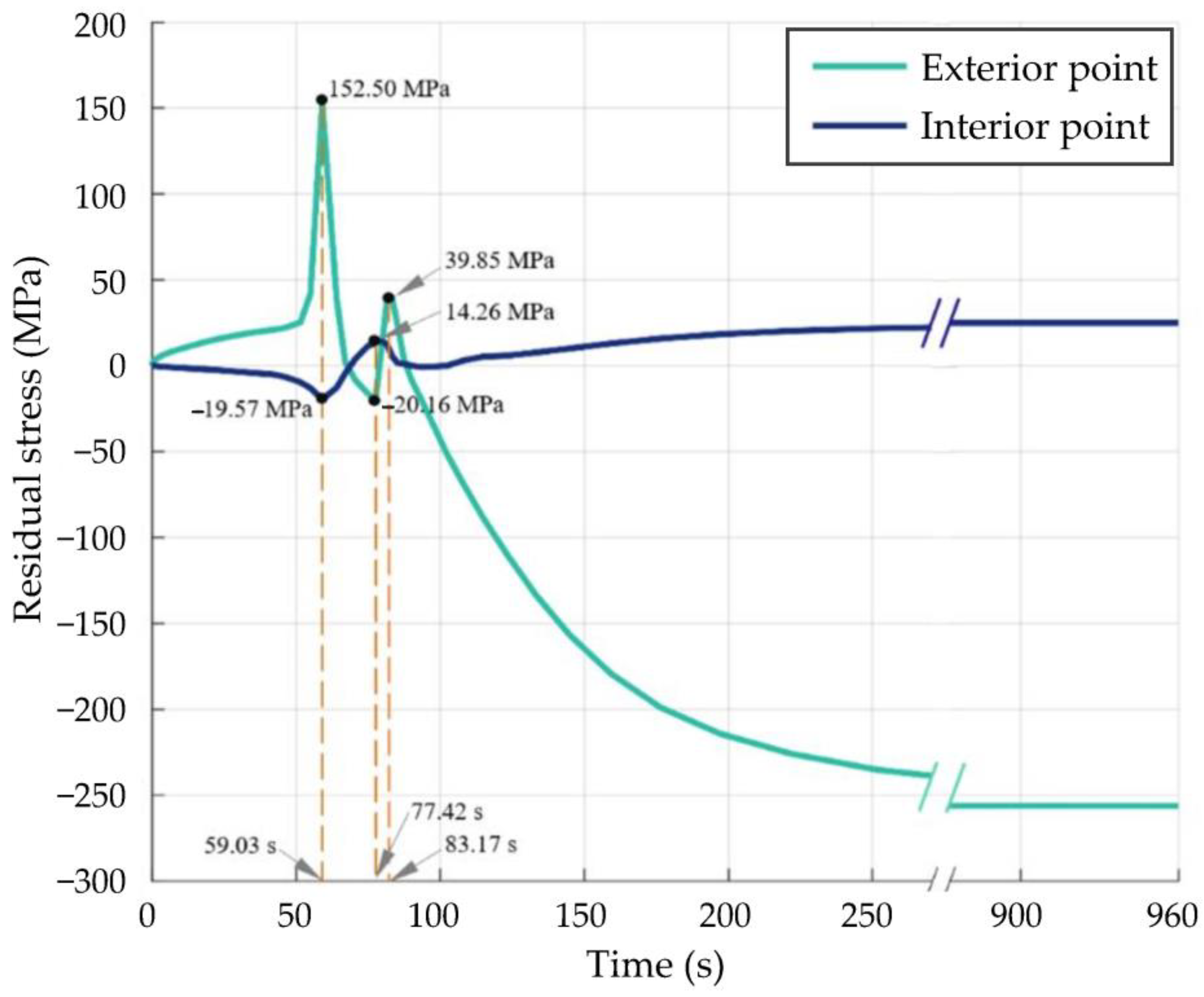
- 0–59.03 s: during this period, the temperature inside and outside the cutter ring was higher than Bs; significant transformation of austenite to bainite or martensite cannot be observed, only the effect of temperature change on stress variation needs to be considered. In addition, since the cooling rate of the interior point was faster than that of the exterior point, the surface of the cutter ring was in tension while the inside of the cutter ring was in compression. With the passage of time, the temperature difference between the interior and exterior points increased, and the tensile stress at the exterior point increased rapidly to 152.50 MPa, while the compressive stress at the interior point also rose rapidly to 19.57 MPa.
- (2)
- 59.03–77.42 s: during this period, the temperature inside and outside the cutter ring progressively falls below Ms; a gradual increase in the production of martensite and bainite on the surface of the cutter ring could be observed, combined with Figure 6, it can be seen that the temperature difference between the interior and exterior points of the cutter ring gradually decreased after 38.4 s, and the tensile stress on the surface of the cutter ring and the compressive stress within the ring also decreased. At the same time, the effect of phase transformation on residual stress also gradually increased. As the phase transformation expansion coefficients of martensite and bainite are much higher than the thermal expansion coefficient of H13 steel, the expansion induced by phase transformation made the exterior point change from a tensile to a compressive stress state. At this time, the phase transformation generated inside the cutter ring was almost negligible. Due to the expansion of the cutter ring surface, the compressive stress inside the cutter ring slowly decreased and then transformed into tensile stress.
- (3)
- 77.42–83.17 s: With the elapse of time, the temperature inside and outside the cutter ring becomes lower and lower. On the one hand, a large amount of bainite was generated inside the cutter ring during the period, and the higher phase change expansion coefficient made the internal tensile stress decrease gradually; on the other hand, since the phase transformations on the surface of the cutter ring were almost complete, the stress variation of the cutter ring was mainly influenced by the internal phase change. The above two facts indicate that as the temperature dropped, the phase of the cutter ring transformed from the inside to the outside; during this period, the phase transformation in the subsurface layer reduced the compressive stress in the surface layer, causing the stress state of the exterior point to change to tensile stress eventually.
- (4)
- 83.17–960 s: during this period, the phase transformation of the cutter ring had been basically completed, and the distribution of residual stress in the cutter ring was mainly affected by temperature. When combined with Figure 6, it is clear that, as the temperature difference decreased, the tensile stress at the exterior point gradually decreased and then transformed into compressive stress. When the cooling stage of the quenching process was over, the cutter ring was subjected to compressive stresses on the surface and tensile stresses within the ring.
- 2.
- 69,360 s (1156 min)
3. Materials and Methods
3.1. Experimental Tasks
3.2. Test Platform and Test Materials
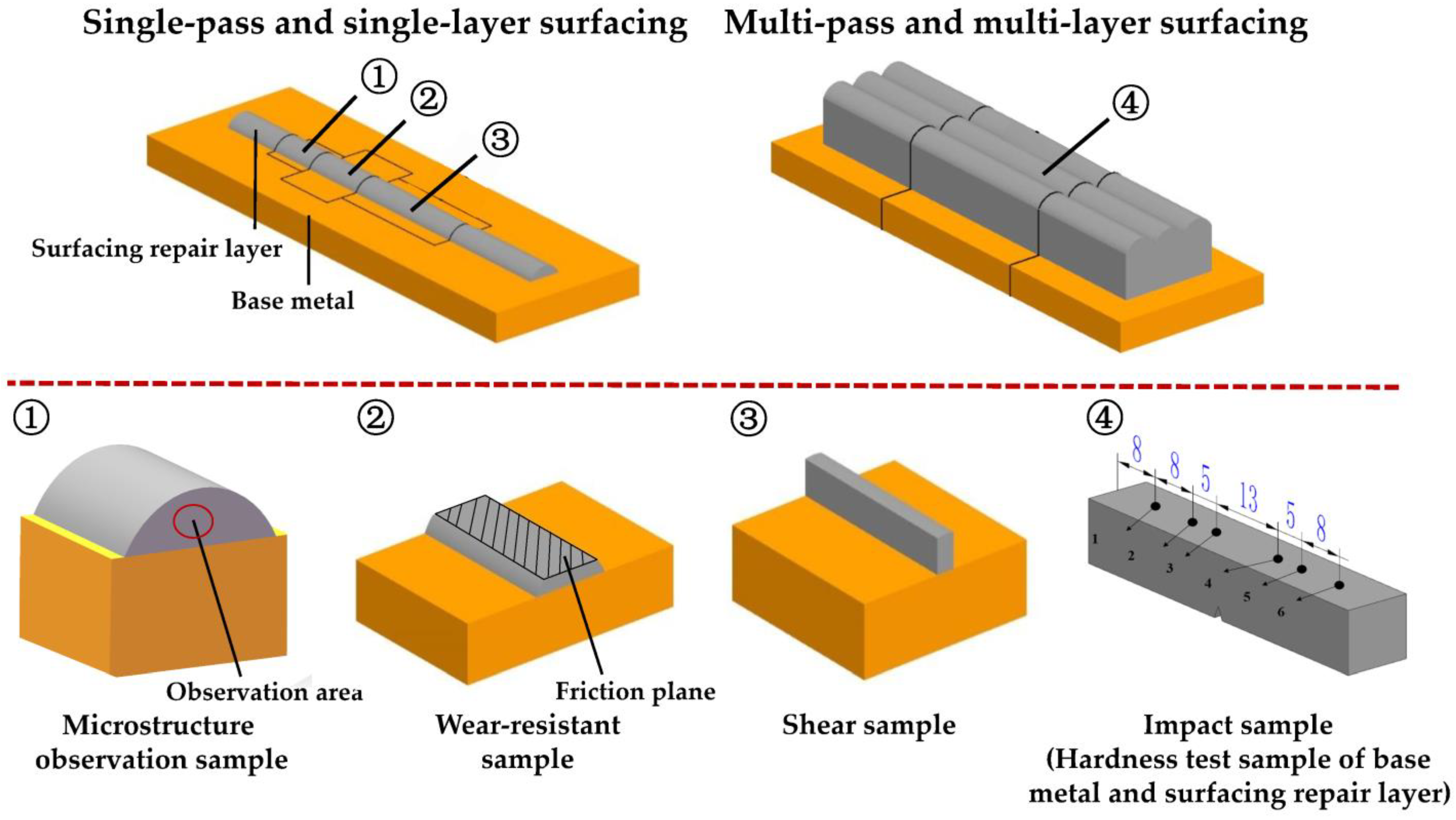
3.3. Sampling for Performance Tests
3.4. Performance Test Schemes
- Wear resistance
- 2.
- Shear strength
- 3.
- Impact toughness
4. Experimental Results and Discussion
4.1. Physical and Mechanical Properties of the Base Metal
- 1.
- Single performance evaluation
- 2.
- Comprehensive performance evaluation
4.2. Remanufacturing Performance of the Base Metal
- 1.
- Single performance evaluation
- 2.
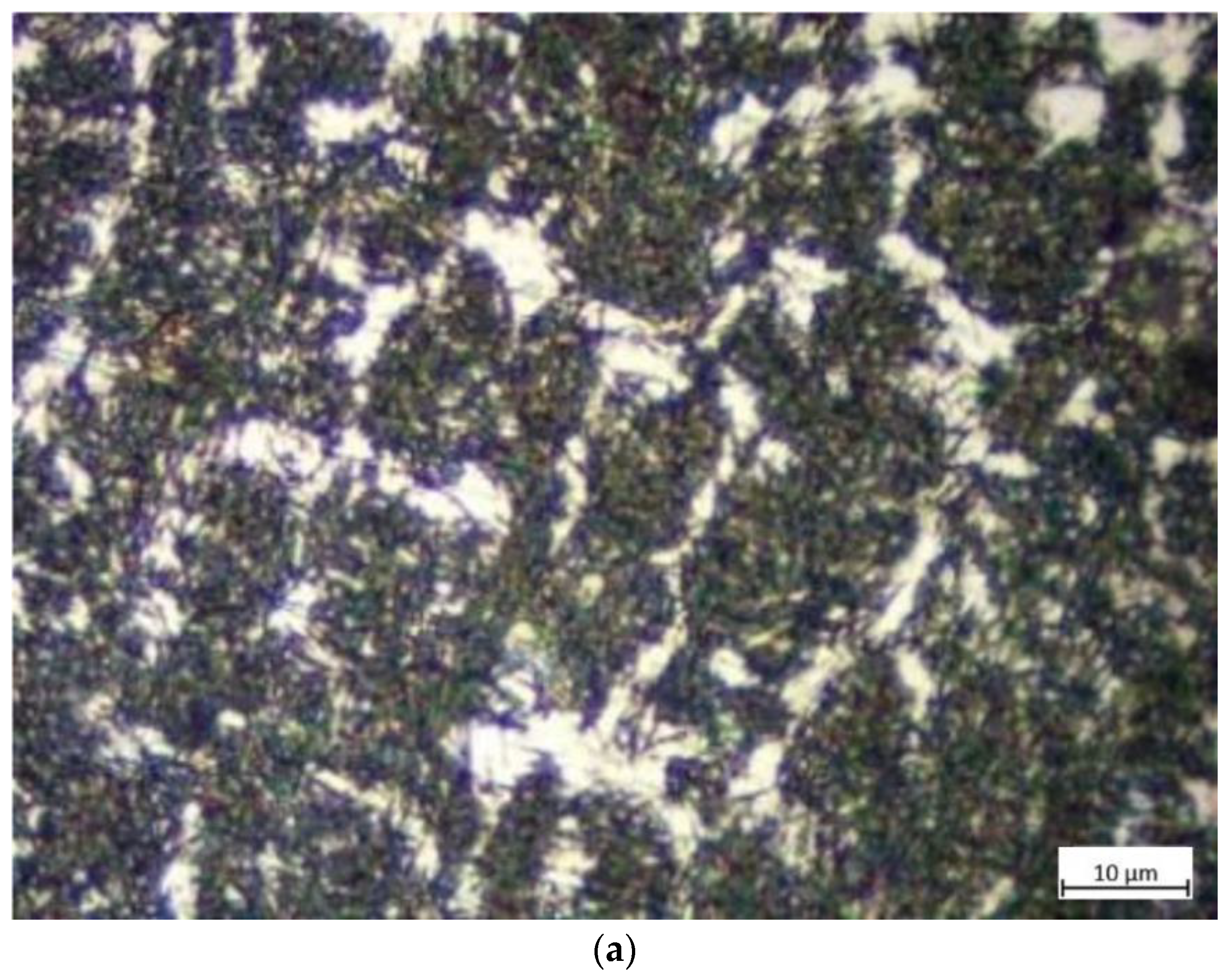
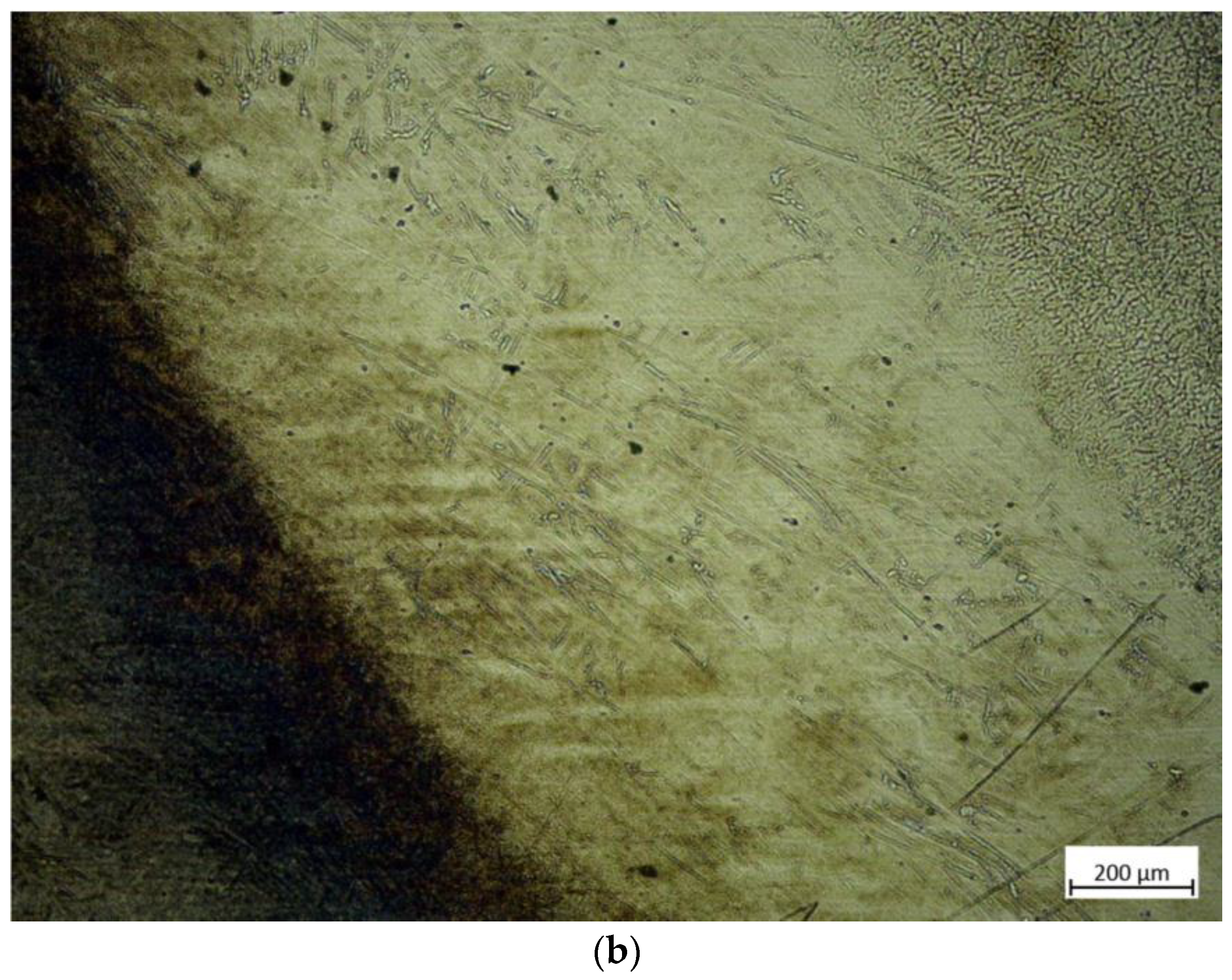
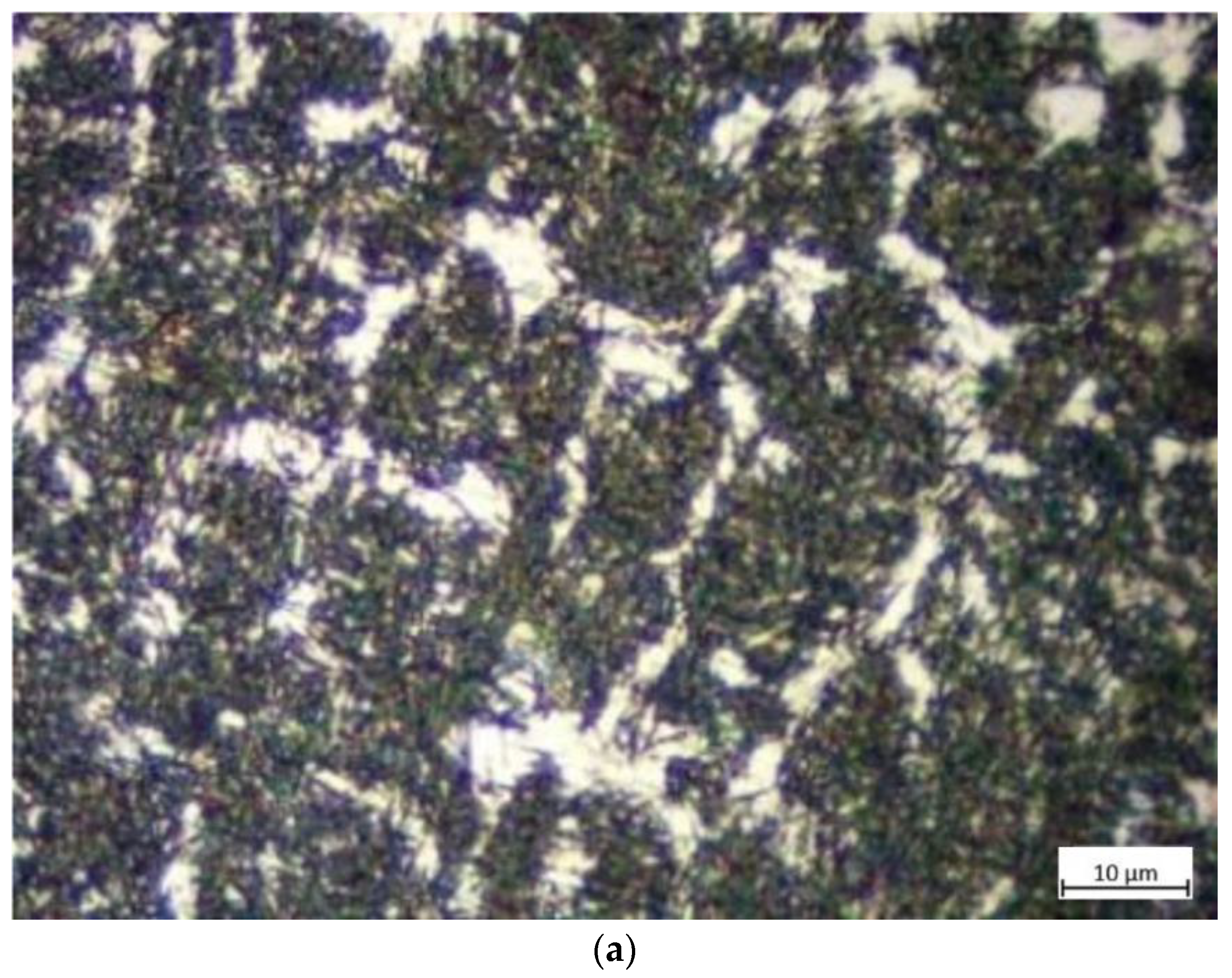
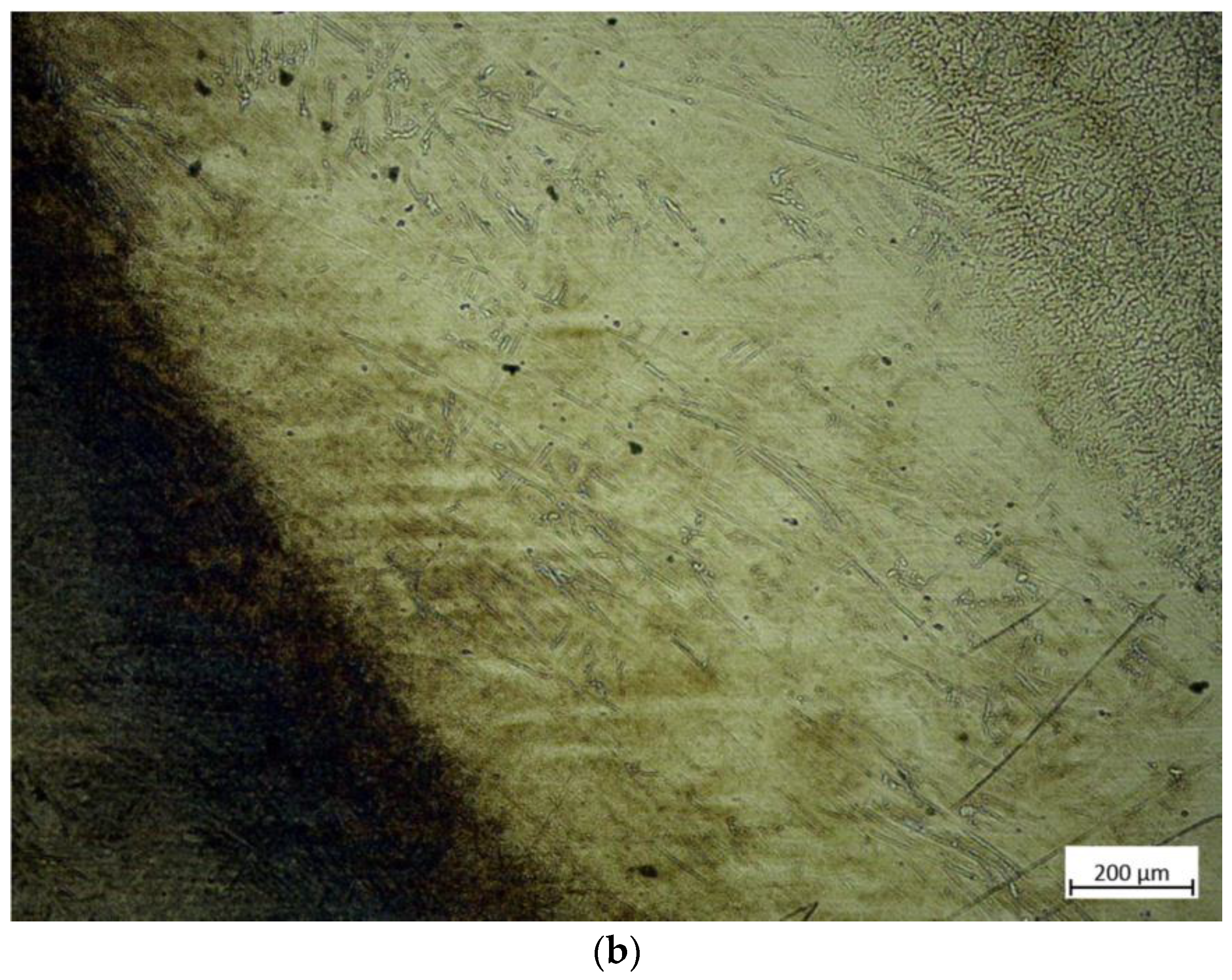
- Microstructure evolution
- 3.
- Comprehensive performance evaluation
5. Conclusions
- The simulation analyses of the heat treatment process route show that the temperature distribution inside and outside was uniform; the microstructure was dominated by martensite, which ensured the high hardness of the base metal samples [24]; the tempering after quenching reduced residual stresses in the remanufactured samples. The simulation results verified the reasonableness of the heat treatment process route set out in this paper, which can be used for subsequent experiments to obtain the base metal samples with excellent comprehensive performance.
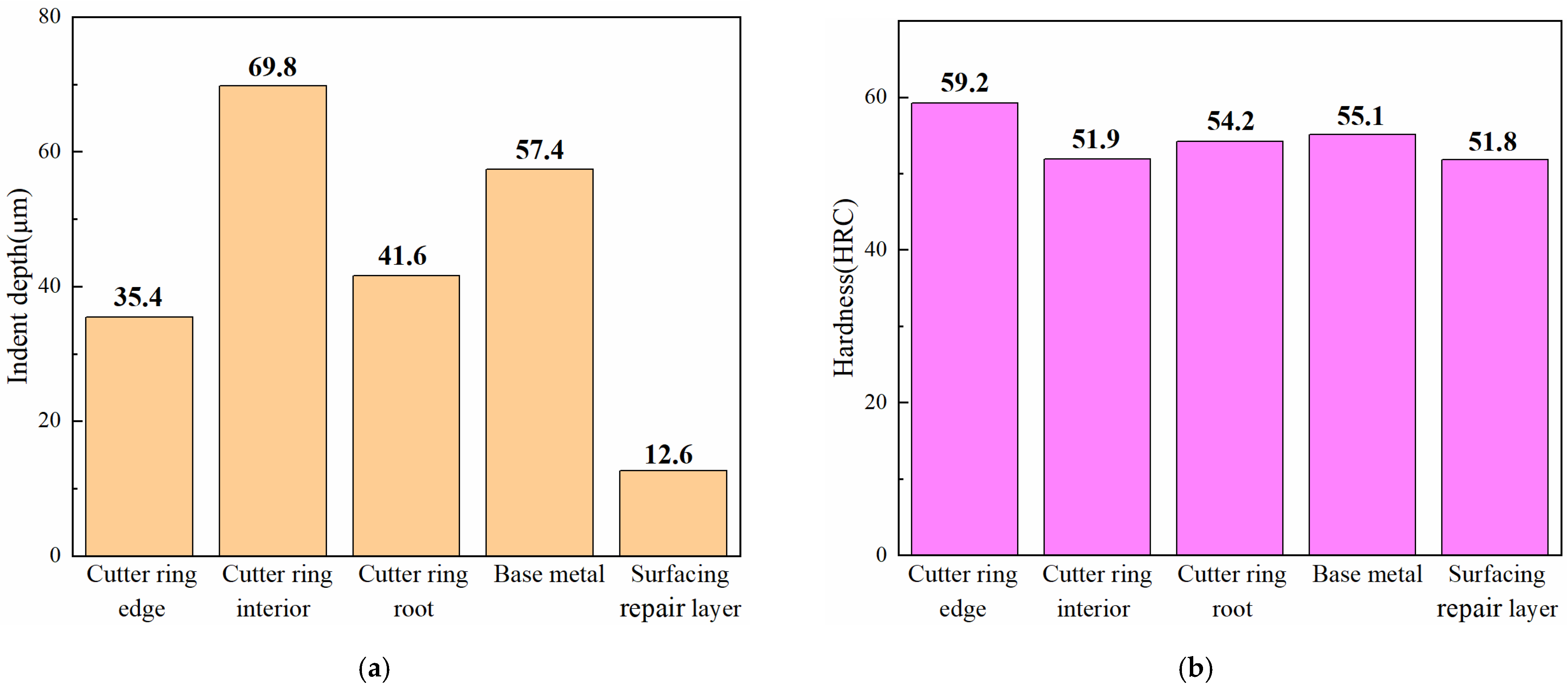
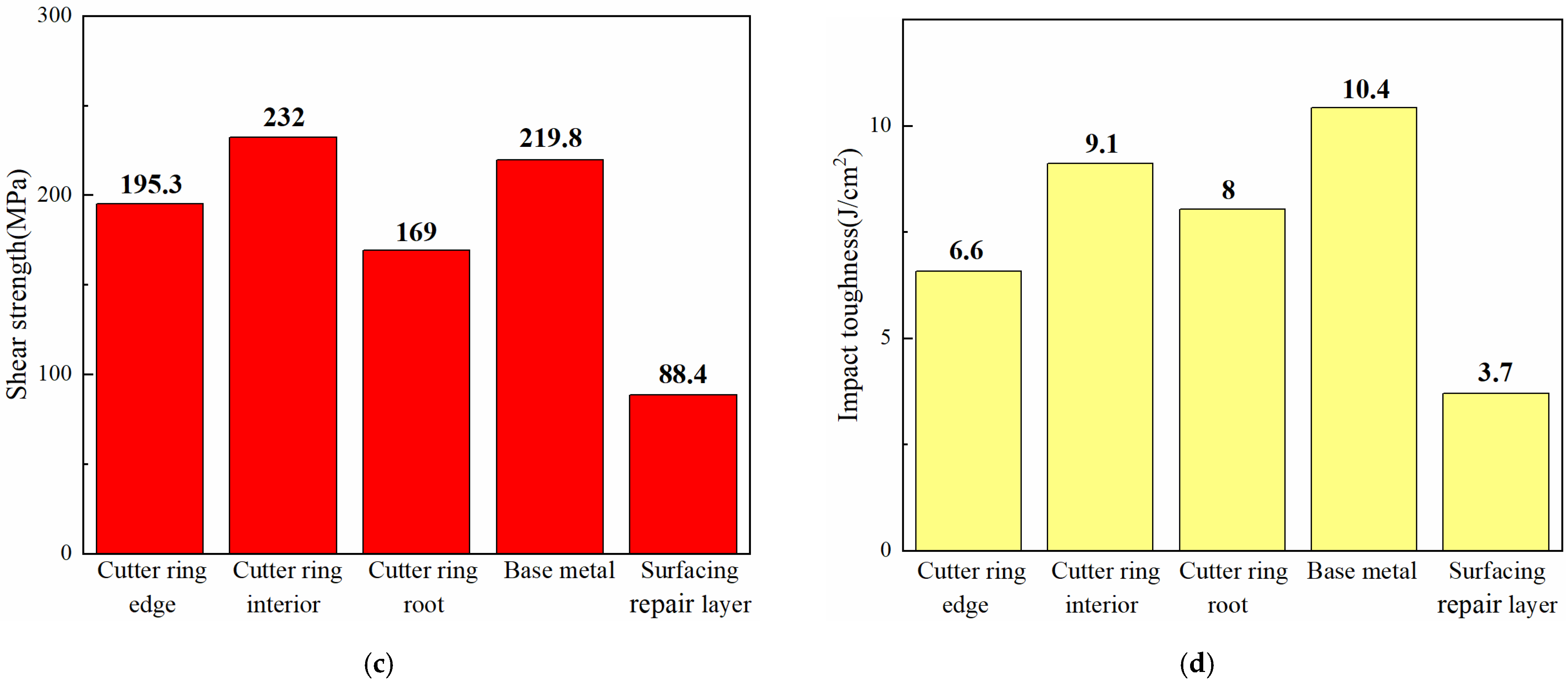
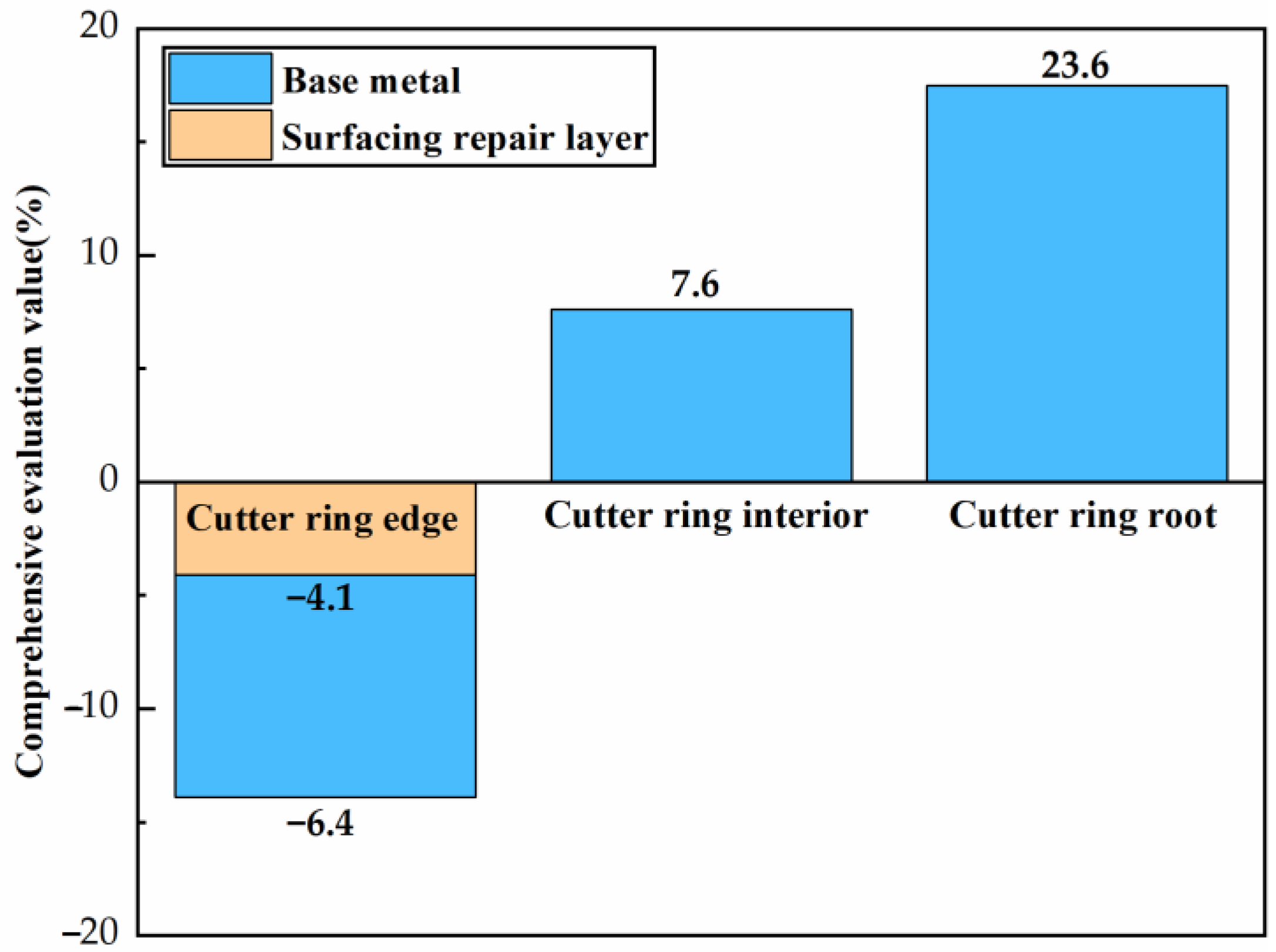
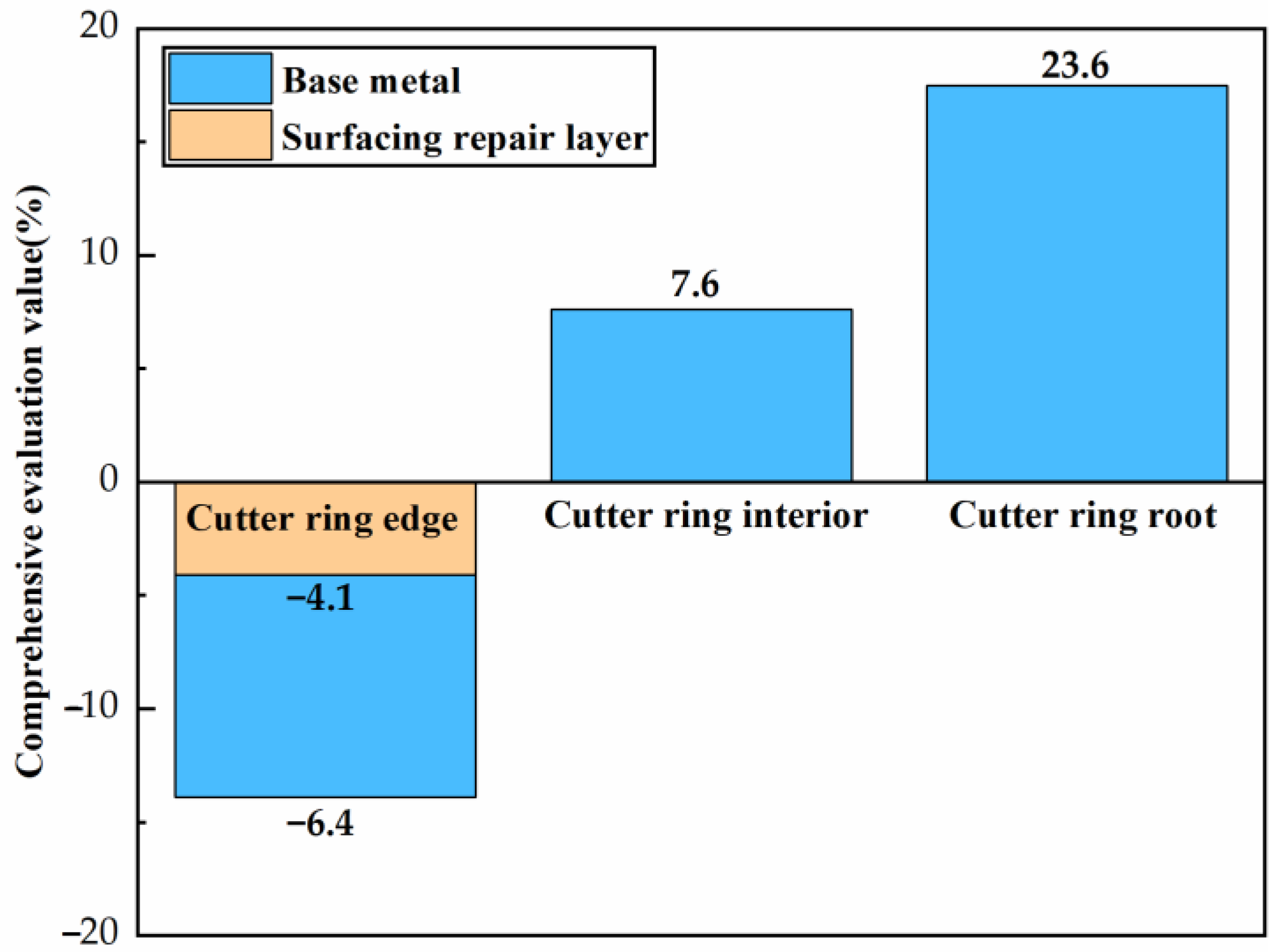
- The analyses of the physical and mechanical properties of the base metal samples show that, compared with the engineering cutter ring interior, the base metal samples had better indent depth, hardness, and impact toughness but poorer shear strength. As the comprehensive performance was similar to the engineering cutter ring interior, the base metal samples can be used to simulate the normally-worn ring.
- The analyses of the remanufactured properties of the base metal samples show that, compared with the engineering cutter ring edge, the surfacing repair layer had better indent depth but poorer hardness, impact toughness, and shear strength. The comprehensive performance of the surfacing repair layer was slightly lower than that of the cutter ring edge (4.1%), which preliminary verified the possibility of surfacing remanufacturing the normally-worn ring.
- In the future, the comprehensive performance of the surfacing repair layer would be further improved by optimizing the wire material composition and the surfacing remanufacturing process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, K.; Liu, W.W.; Yao, X.M.; Peng, C.C.; Liu, J.; Zheng, X.J. Investigation on Two-Step Simulation Modeling Method for Rock Breaking by TBM Disc Cutters Assisted with Laser. KSCE J. Civ. Eng. 2022, 26, 2966–2978. [Google Scholar] [CrossRef]
- Ji, F.; Lu, J.F.; Shi, Y.C.; Zhou, C.H. Mechanical response of surrounding rock of tunnels constructed with the TBM and drill-blasting method. Nat. Hazards 2013, 66, 545–556. [Google Scholar] [CrossRef] [Green Version]
- Yang, M.; Xia, Y.M.; Lin, L.K.; Qiao, S.; Ji, Z.Y. Optimal design for buckets layout based on muck removal analysis of TBM cutterhead. J. Cent. South Univ. 2020, 27, 1729–1741. [Google Scholar] [CrossRef]
- Zhang, K.; Zhang, Y.L.; Liu, J.; Lin, L.K.; Zheng, X.J. Research on Spatial Kinematics and Cutting Load Characteristics of TBM Disc Cutters. Geotech. Geol. Eng. 2022. [Google Scholar] [CrossRef]
- Ren, D.J.; Shen, S.L.; Arulrajah, A.; Cheng, W.C. Prediction Model of TBM Disc Cutter Wear During Tunnelling in Heterogeneous Ground. Rock Mech. Rock Eng. 2018, 51, 3599–3611. [Google Scholar] [CrossRef]
- Fu, J.; Xia, Y.M.; Zhang, L.; Lin, L.K.; Zhang, X.Y.; Zhao, S.F. Failure analysis on the fracture of disc cutter in EPB shield machine. Eng. Fail. Anal. 2020, 108, 104341. [Google Scholar] [CrossRef]
- Liu, C.; Cai, W.; Dinolov, O.; Zhang, C.; Rao, W.; Jia, S.; Li, L.; Chan, F.T.S. Emergy based sustainability evaluation of remanufacturing machining systems. Energy 2018, 150, 670–680. [Google Scholar] [CrossRef]
- Zhang, T.Z.; Chu, J.W.; Wang, X.P.; Liu, X.H.; Cui, P.F. Development pattern and enhancing system of automotive components remanufacturing industry in China. Resour. Conserv. Recycl. 2011, 55, 613–622. [Google Scholar] [CrossRef]
- Li, N.; Wang, Q.; Dong, F.; Liu, X.; Han, P.; Han, Y. Research Progress of Coating Preparation on Light Alloys in Aviation Field: A Review. Materials 2022, 15, 8535. [Google Scholar] [CrossRef]
- Chhetri, P.; Nikkhah, M.J.; Soleimani, H.; Shahparvari, S.; Shamlou, A. Closed supply network modelling for end-of-life ship remanufacturing. Int. J. Logist. Manag. 2022, 33, 431–454. [Google Scholar] [CrossRef]
- Zhang, M.Y.; He, S.H.; Jiang, B.Y.; Yao, X.M.; Zhang, K. The Study on Feasibility and Welding Characteristics of GMAW Surfacing Remanufacturing of H13 Steel Cutter Ring of TBM Hob. Coatings 2021, 11, 1559. [Google Scholar] [CrossRef]
- Zhang, X.C.; Cui, W.Y.; Li, W.; Liou, F. A Hybrid Process Integrating Reverse Engineering, Pre-Repair Processing, Additive Manufacturing, and Material Testing for Component Remanufacturing. Materials 2019, 12, 1961. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lin, L.K.; Mao, Q.S.; Xia, Y.M.; Zhu, Z.M.; Yang, D.; Guo, B.; Lan, H. Experimental study of specific matching characteristics of tunnel boring machine cutter ring properties and rock. Wear 2017, 378–379, 1–10. [Google Scholar] [CrossRef]
- Bae, K.; Moon, H.S.; Park, Y.; Jo, I.; Lee, J.H. Influence of Tempering Temperature and Time on Microstructure and Mechanical Properties of Additively Manufactured H13 Tool Steel. Materials 2022, 15, 8329. [Google Scholar] [CrossRef]
- Li, J.; Gong, Y.; Zhao, S.P.; Sun, W.L.; Xu, Y.Y. Material and processing optimization on disc cutter of tunnel boring machine for failure prevention. Eng. Fail. Anal. 2022, 138, 106363. [Google Scholar] [CrossRef]
- Jiang, J.Z.; Liu, Y.; Liu, C.M. Effect of tempering temperature on the microstructure, mechanical properties and abrasive wear behavior of a new C-Cr-Mo-V alloy steel used in TBM cutter ring. J. Mater. Res. Technol.-JmrT 2022, 20, 195–209. [Google Scholar] [CrossRef]
- Agrawal, A.K.; Chattopadhyaya, S.; Murthy, V.M.S.R.; Legutko, S.; Krolczyk, G. A Novel Method of Laser Coating Process on Worn-Out Cutter Rings of Tunnel Boring Machine for Eco-Friendly Reuse. Symmetry 2020, 12, 471. [Google Scholar] [CrossRef] [Green Version]
- Yu, Q.Z.; Long, W.Y.; Yang, X.Y.; Zhao, Y.C. Effect of heat treatment processes with different hardness gradients on the organization and mechanical properties of shield cutter rings. Hot Work. Technol. 2020, 49, 150–152. [Google Scholar]
- Huang, C.F. Empirical formula for the design of heat treatment processes for steel. Aeronaut. Manuf. Technol. 2000, 53–55. [Google Scholar] [CrossRef]
- Tong, Y.; Zhang, Y.Q.; Zhao, J.; Quan, G.Z.; Xiong, W. Wear-Resistance Improvement of 65Mn Low-Alloy Steel through Adjusting Grain Refinement by Cyclic Heat Treatment. Materials 2021, 14, 7636. [Google Scholar] [CrossRef]
- Wetzel, B.; Haupert, F.; Friedrich, K.; Zhang, M.Q.; Rong, M.Z. Impact and Wear Resistance of Polymer Nanocomposites at Low Filler Content. Polym. Eng. Sci. 2010, 42, 1919–1927. [Google Scholar] [CrossRef]
- Wang, F.; Men, C.H.; Kong, X.W.; Meng, L.X. Optimum Design and Application Research of Eddy Current Sensor for Measurement of TBM Disc Cutter Wear. Sensors 2019, 19, 4230. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Babu, P.D.; Buvanashekaran, G.; Balasubramanian, K.R. Experimental Studies on the Microstructure and Hardness of Laser Transformation Hardening of Low alloy Steel. Trans. Can. Soc. Mech. Eng. 2012, 36, 241–257. [Google Scholar] [CrossRef]
- Liu, W.L.; Wang, X.L.; Guo, F.J.; Shang, C.J. Carbides Dissolution in 5Cr15MoV Martensitic Stainless Steel and New Insights into Its Effect on Microstructure and Hardness. Materials 2022, 15, 8742. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Cr | Mo | Si | V | P | S | |
|---|---|---|---|---|---|---|---|---|
| base metal | 0.342 | 0.31 | 4.82 | 1.24 | 0.83 | 1.11 | ≤0.03 | ≤0.03 |
| engineering cutter ring | 0.33 | 0.32 | 5.3 | 1.68 | 0.95 | 0.93 | ≤0.03 | ≤0.03 |
| flux-cored wire | 0.388 | 0.387 | 5.01 | 1.25 | 0.93 | 0.95 | ≤0.03 | ≤0.03 |
| Test Project | Task 1 | Task 2 | Task 3 | Testing Instrument |
|---|---|---|---|---|
| Microstructure | × | × | √ | MR2100 metallographic microscope |
| Indent depth | √ | √ | √ | CFT-I friction tester, VHX-2000C super depth-of-field microscope |
| Shear strength | √ | √ | √ | WAW-300 universal testing machine |
| Impact toughness | √ | √ | √ | JB-500B Charpy pendulum impact machine |
| Hardness | √ | √ | √ | HR150-A rockwell apparatus |
| Indent Depth | Hardness | Shear Strength | Impact Toughness | |
|---|---|---|---|---|
| Edge (i = 1) | 30 | 30 | 20 | 20 |
| Interior (i = 2) | 20 | 20 | 30 | 30 |
| Root (i = 3) | 10 | 20 | 40 | 30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, K.; Dai, S.; Jiang, B.; Zheng, X.; Liu, J.; Zhang, X. Feasibility Study for the Remanufacturing of H13 Steel Heat-Treated TBM Disc Cutter Rings with Uniform Wear Failure Using GMAW. Materials 2023, 16, 1093. https://doi.org/10.3390/ma16031093
Zhang K, Dai S, Jiang B, Zheng X, Liu J, Zhang X. Feasibility Study for the Remanufacturing of H13 Steel Heat-Treated TBM Disc Cutter Rings with Uniform Wear Failure Using GMAW. Materials. 2023; 16(3):1093. https://doi.org/10.3390/ma16031093
Chicago/Turabian StyleZhang, Kui, Shuhao Dai, Boyan Jiang, Xuejun Zheng, Jingang Liu, and Xuhui Zhang. 2023. "Feasibility Study for the Remanufacturing of H13 Steel Heat-Treated TBM Disc Cutter Rings with Uniform Wear Failure Using GMAW" Materials 16, no. 3: 1093. https://doi.org/10.3390/ma16031093
APA StyleZhang, K., Dai, S., Jiang, B., Zheng, X., Liu, J., & Zhang, X. (2023). Feasibility Study for the Remanufacturing of H13 Steel Heat-Treated TBM Disc Cutter Rings with Uniform Wear Failure Using GMAW. Materials, 16(3), 1093. https://doi.org/10.3390/ma16031093