



Structural and Functional Picosecond Laser Modification of the Nimonic 263 Superalloy in Different Environmental Conditions and Optimization of the Irradiation Process

 , , , ,
, , , , 
Abstract
1. Introduction
2. Materials and Methods
3. Results and discussion
3.1. Damage Threshold Fluence, Fth, and Heat-Affected Zone, HAZ
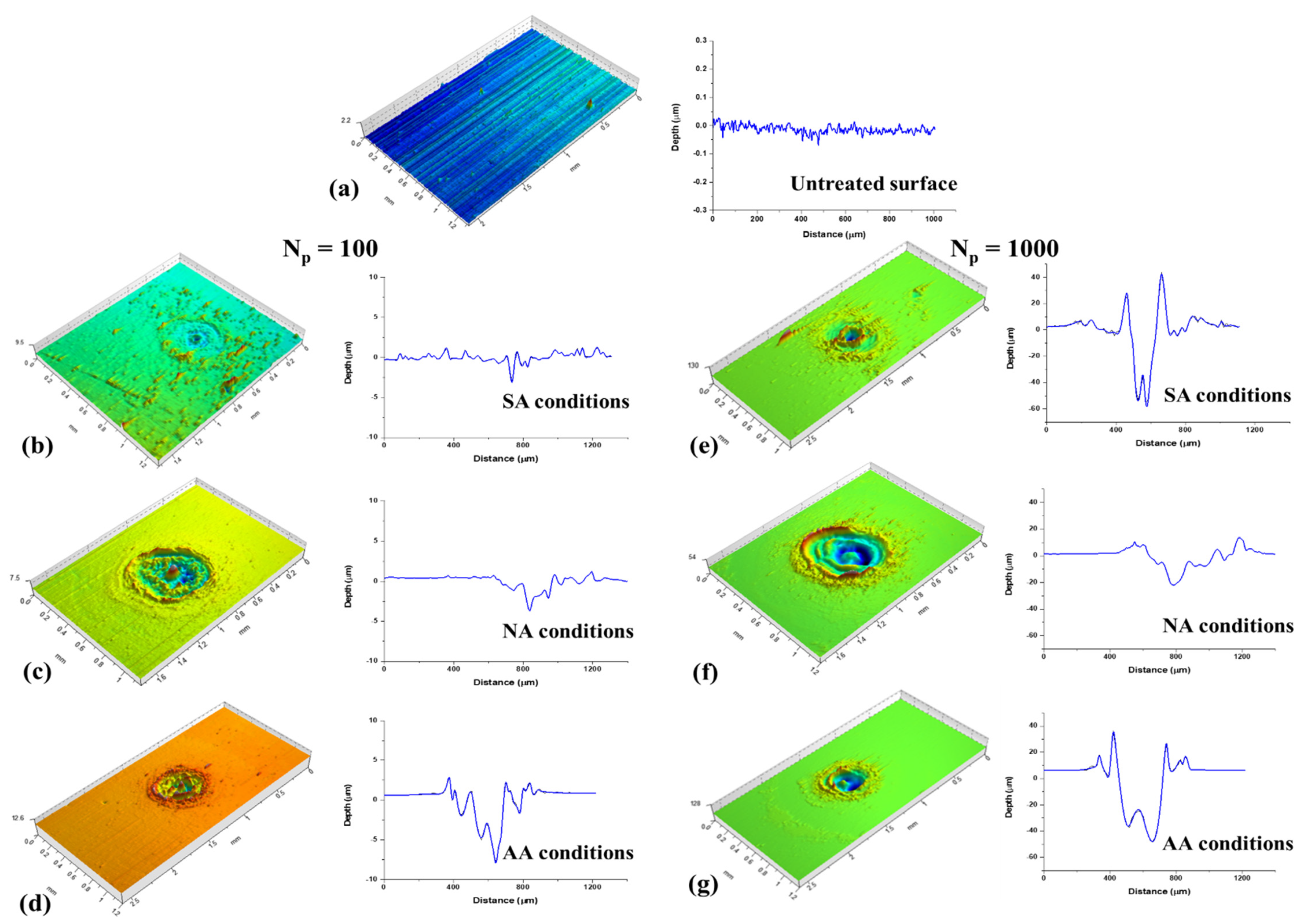
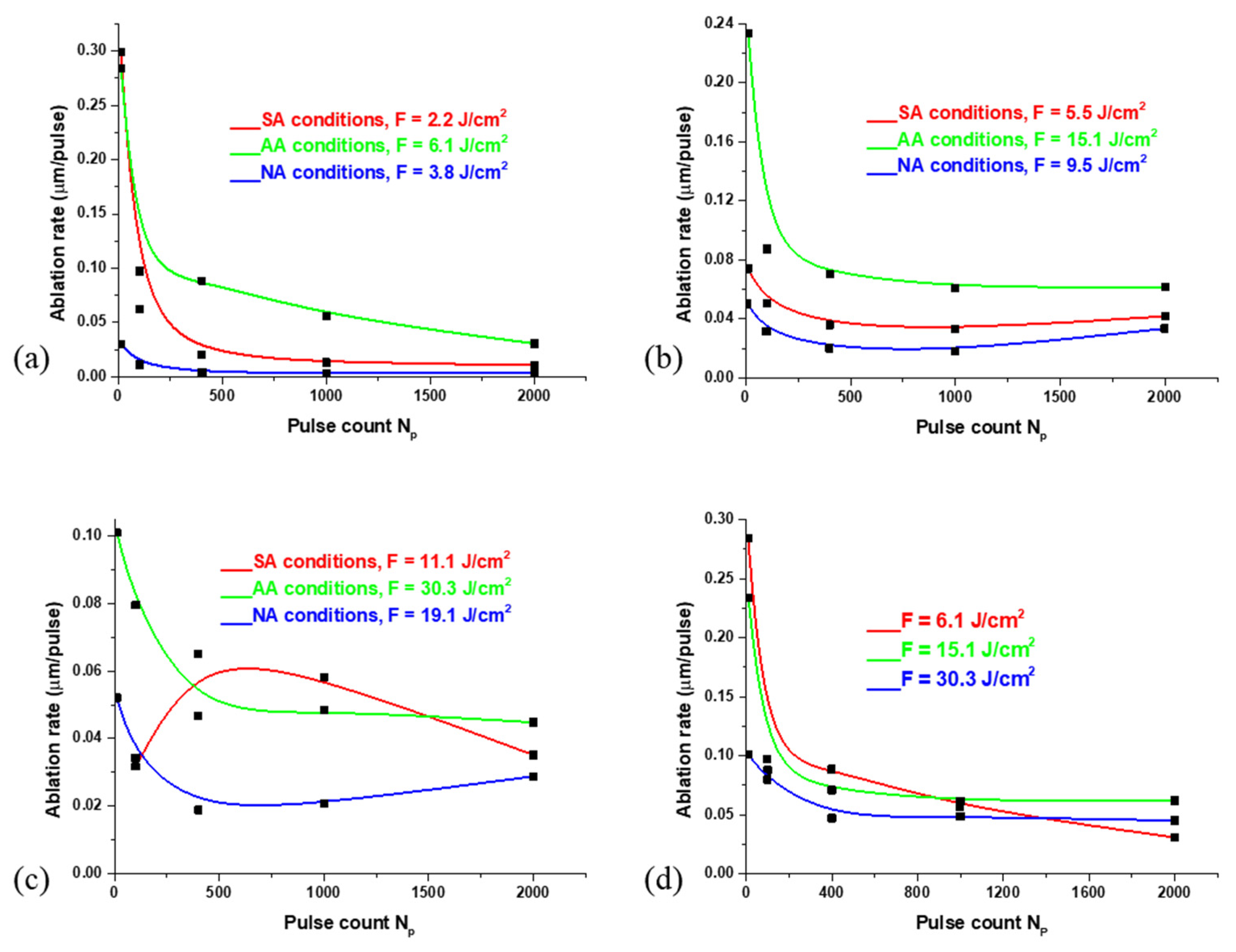
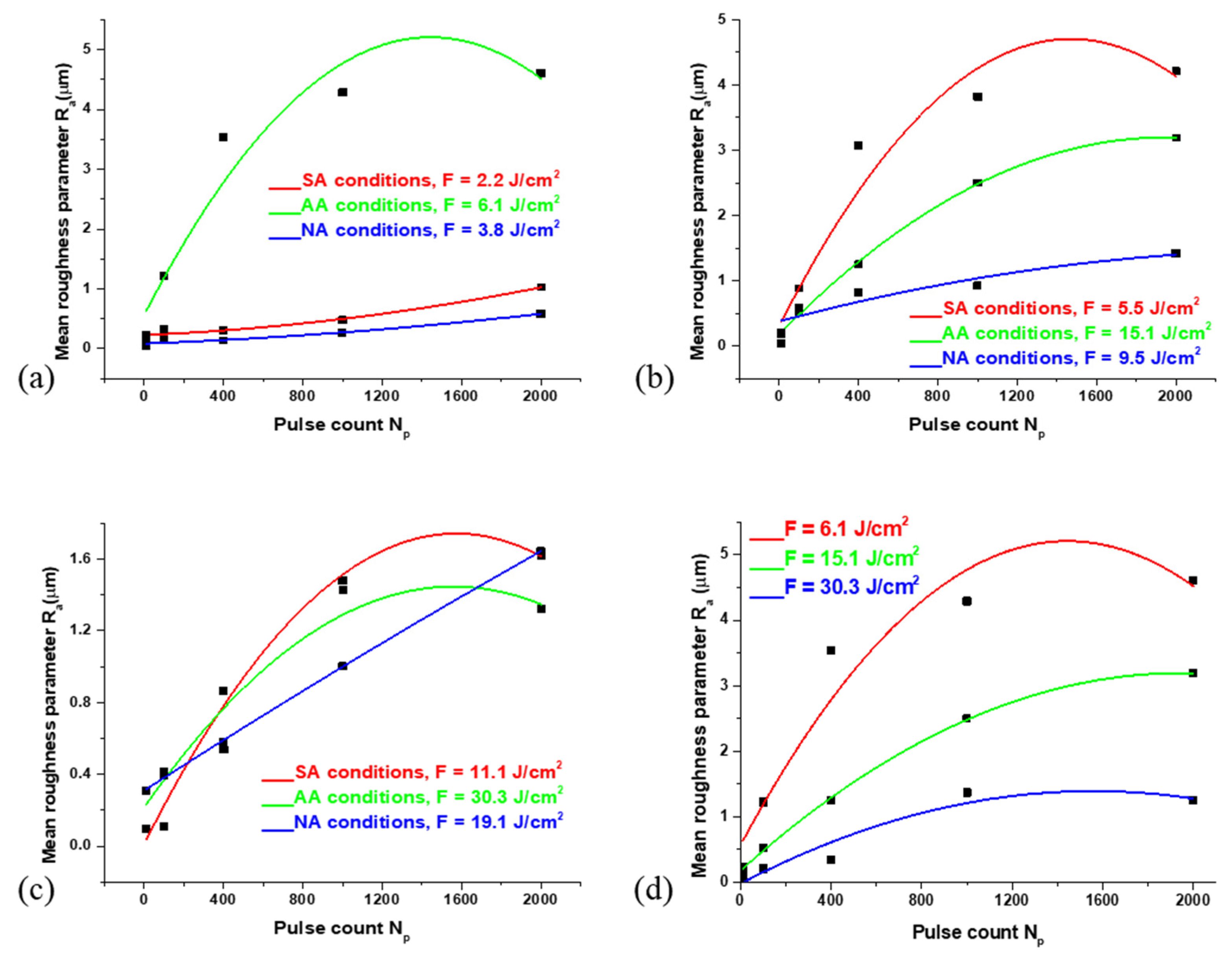
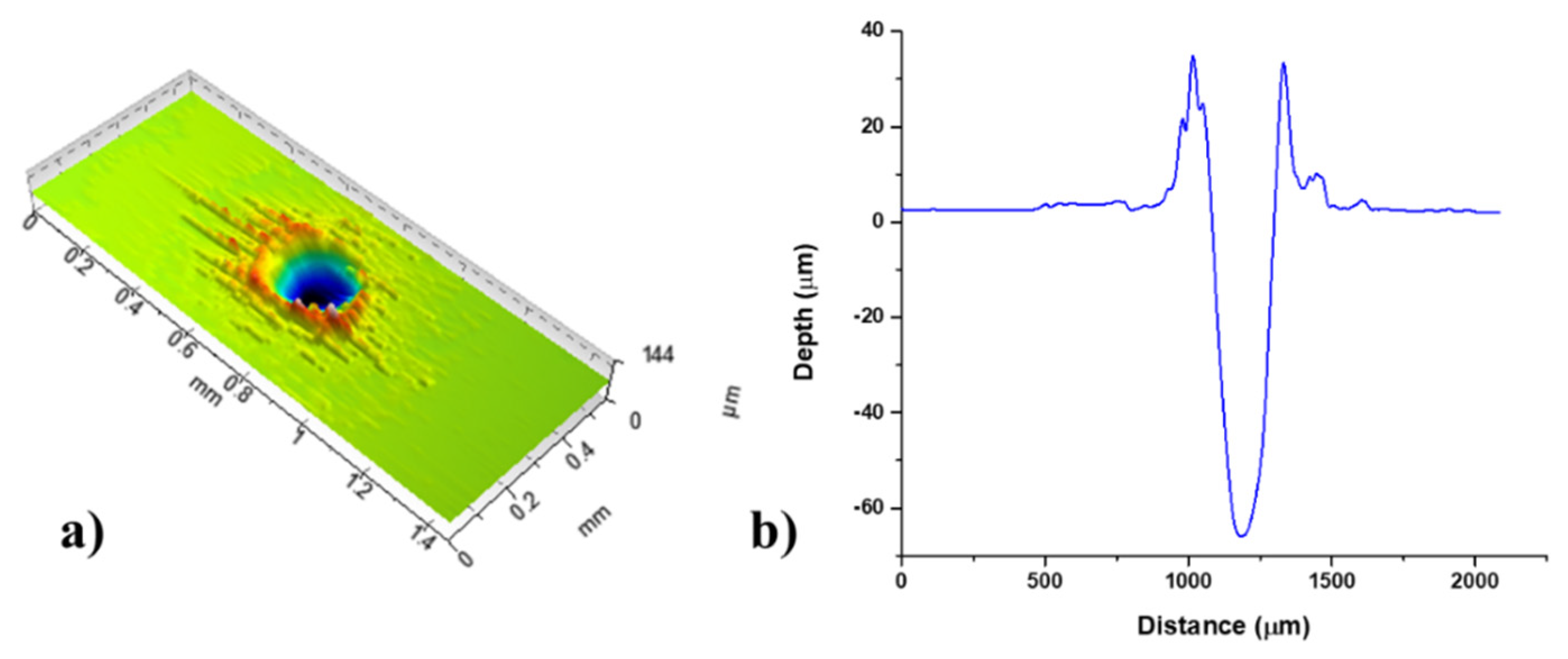
3.2. Characterization of Surface Effects and Profilometry Analysis
3.3. Laser-Induced Perodic Surface Structures (LIPSS)
3.4. EDS Analysis
3.5. Process Parametric Optimization
4. Conclusions
- The laser modification with ten accumulated pulses, in all environmental conditions, can be characterized as “gentle” ablation;
- After the irradiation with 100 and more accumulated pulses, hydrodynamic effects occur, such as melting of the material and its partial expulsion to the periphery of the target with the formation of relatively shallow craters; a part of the material after melting accumulates in the centre of the target due to rapid cooling;
- Efficient ablation occurs with 1000 applied pulses in all atmospheres, especially at medium (Ep = 15 mJ) and high (Ep = 30 mJ) values of applied pulse energy; the most pronounced craters, and therefore the most efficient ablation, were obtained in the argon-rich atmosphere (the depth value of 123.8 μm);
- The values of surface roughness parameter Ra are highest in AA and SA conditions while being the lowest in NA conditions;
- LIPSS are observed after 100 accumulated pulses in SA and NA conditions, while at 1000 accumulated pulses, LIPSS structures are more pronounced in the nitrogen-rich atmosphere with the formation of both LF-LIPSS and HF-LIPSS;
- EDS analysis shows potential oxide formation located at the periphery of the irradiated surface;
- With the assessment from SEM and profilometry analysis that the argon-rich atmosphere is best for precise modification and efficient ablation, and after the process parametric optimization has been done, the following laser parameters are obtained as optimal: Ep = 15 mJ and Np = 1000.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ashby, M.; Shercliff, H.; Cebon, D. Materials: Engineering, Science, Processing and Design, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2019. [Google Scholar]
- Sharma, A.K.; Anand, M.; Kumar, V.; Kumar, S.; Das, A.K. Laser Beam Treatment of Nimonic C263 Alloy: Study of Mechanical and Metallurgical Properties. In Advances in Micro and Nano Manufacturing and Surface Engineering, 1st ed.; Shunmugam, M.S., Kanthababu, M., Eds.; Springer: Singapore, 2019; pp. 633–646. [Google Scholar]
- Crozet, C.; Devaux, A.; Bechet, D. Microstructure stability: Optimisation of 263 Ni-based superalloy. MATEC Web Conf. 2014, 14, 17006. [Google Scholar] [CrossRef]
- Pollock, T.M.; Tin, S. Nickel-Based Superalloys for Advanced Turbine Engines: Chemistry, Microstructure, and Properties. J. Propuls. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Reed, R.C. The Superalloys: Fundamentals and Applications, 1st ed.; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar]
- Romero-Jabalquinto, A.; Velasco-Tellez, A.; Zambrano-Robledo, P.; Bermudez-Reyes, B. Feasibility of manufacturing combustion chambers for aeronautical use in Mexico. J. Appl. Res. Technol. 2016, 14, 167–172. [Google Scholar] [CrossRef]
- Di Gianfrancesco, A. Alloy 263. In Materials for Ultra-Supercritical and Advanced Ultra-Supercritical Power Plants, 1st ed.; Di Gianfrancesco, A., Ed.; Woodhead Publishing: Cambridge, UK, 2016; pp. 571–599. [Google Scholar]
- De Oliveira, M.M.; Couto, A.A.; Almeida, G.F.C.; Reis, D.A.P.; De Lima, N.B.; Baldan, R. Mechanical Behavior of Inconel 625 at Elevated Temperatures. Metals 2019, 9, 301. [Google Scholar] [CrossRef]
- Petronic, S.; Sibalija, T.; Burzic, M.; Polic, S.; Colic, K.; Milovanovic, D. Picosecond Laser Shock Peening of Nimonic 263 at 1064 nm and 532 nm Wavelength. Metals 2016, 6, 41. [Google Scholar] [CrossRef]
- Rajčić, B.; Petronić, S.; Čolić, K.; Stević, Z.; Petrović, A.; Mišković, Ž.; Milovanović, D. Laser Processing of Ni-Based Superalloy Surfaces Susceptible to Stress Concentration. Metals 2021, 11, 750. [Google Scholar] [CrossRef]
- Milovanović, D.; Rajčić, B.; Petronić, S.; Radulović, A.; Radak, B.; Gaković, B.; Zamfirescu, M.; Albu, C.; Savović, J. Comprehensive ablation study of near-IR femtosecond laser action on the titanium-based alloy Ti6Al4V: Morphological effects and surface structures at low and high fluences. Eur. Phys. J. D 2022, 76, 1–14. [Google Scholar] [CrossRef]
- Božinović, N.; Rajić, V.; Kisić, D.; Milovanović, D.; Savović, J.; Petrović, S. Laser surface texturing of Ti/Cu/Ti and Ti/Cu/Zr/Ti multilayers thin films. Opt. Quantum Electron. 2022, 54, 561. [Google Scholar] [CrossRef]
- Steen, W.M.; Mazumder, J. Laser Material Processing, 4th ed.; Springer Science & Business Media: Berlin, Germany, 2010. [Google Scholar]
- Brown, M.S.; Arnold, C.B. Fundamentals of Laser-Material Interaction and Application to Multiscale Surface Modification. In Laser Precision Microfabrication, 1st ed; Sugioka, K., Meunier, M., Pique, A., Eds.; Springer: Berlin, Germany, 2010; pp. 91–120. [Google Scholar]
- Ursu, I.; Apostol, I.; Craciun, D.; Dinescu, M.; Mihailescu, I.N.; Nistor, L.; Popa, A.; Teodorescu, V.S.; Prokhorov, A.M.; Chapliev, N.I.; et al. On the influence of surface condition on air plasma formation near metals irradiated by microsecond TEA CO2 laser pulses. J. Phys. D Appl. Phys. 1984, 17, 709–720. [Google Scholar] [CrossRef]
- Bergstrom, D. The Absorptance of Metallic Alloys to Nd:YAG and Nd:YLF Laser Light. Licentiate Thesis, Lulea University of Technology, Lulea, Sweden, 2005. [Google Scholar]
- Hahn, D.W.; Omenetto, N. Laser-induced breakdown spectroscopy (LIBS), part I: Review of basic diagnostics and plasma-particle interactions: Still-challenging issues within the analytical plasma community. Appl. Spectrosc. 2010, 64, 335–366. [Google Scholar] [CrossRef]
- Liu, Q.; Cheng, J.; Liao, Z.; Luo, X.; Yang, Y.; Li, M.; Yang, H.; Tan, C.; Wang, G.; Ding, W.; et al. Research on the light intensity modulation and characterizing methods of surface texture on KDP optics generated in fly-cutting and micro ball-end milling processes. CIRP J. Manuf. Sci. Technol. 2023, 41, 30–43. [Google Scholar] [CrossRef]
- Jiang, L.; Tsai, H.L. Prediction of crater shape in femtosecond laser ablation of dielectrics. J. Phys. D: Appl. Phys. 2004, 37, 1492–1496. [Google Scholar] [CrossRef]
- Margarone, D.; Laska, L.; Torrisi, L.; Gammino, S.; Krasa, J.; Krousky, E.; Parys, P.; Pfeifer, M.; Rohlena, K.; Rosinski, M.; et al. Studies of craters’ dimension for long-pulse laser ablation of metal targets at various experimental conditions. Appl. Surf. Sci. 2008, 254, 2797–2803. [Google Scholar] [CrossRef]
- Kelly, R.; Miotello, A. Mechanisms of pulsed laser sputtering. In Pulsed Laser Deposition of Thin Films, 1st ed.; Eason, R., Ed.; Wiley: New York, NY, USA, 1994; pp. 55–87. [Google Scholar]
- Semerok, A.; Salle, B.; Wagner, J.F.; Petite, G. Femtosecond, picosecond, and nanosecond laser microablation: Laser plasma and crater investigation. Laser Part. Beams 2002, 20, 67–72. [Google Scholar] [CrossRef]
- Samad, R.E.; Machado, L.M.; Vieira, N.D., Jr.; De Rossi, W. Ultrashort Laser Pulses Machining. In Laser Pulses—Theory, Technology, and Applications, 1st ed.; Peshko, I., Ed.; BoD GmbH: Hamburg, Germany, 2012; pp. 143–174. [Google Scholar]
- Bonse, J.; Hohm, S.; Kirner, S.V.; Rosenfeld, A.; Kruger, J. Laser-Induced Periodic Surface Structures—A Scientific Evergreen. IEEE J. Sel. Top. Quantum Electron. 2017, 23, 9000615. [Google Scholar] [CrossRef]
- Garrelie, F.; Colombier, J.P.; Pigeon, F.; Tonchev, S.; Faure, N.; Reynaud, S.; Parriaux, O. Evidence of surface plasmon resonance in ultrafast laser-induced ripples. Opt. Express 2011, 19, 9035–9043. [Google Scholar] [CrossRef] [PubMed]
- Ursu, I.; Mihailescu, I.N.; Prokhorov, A.M.; Tokarev, V.N.; Konov, V.I. High-intensity laser irradiation of metallic surfaces covered by periodic structures. J. Appl. Phys. 1987, 61, 2445–2457. [Google Scholar] [CrossRef]
- Agnes, N.; Hai-Yan, T.; Zuo-Qiang, H.; Chang-Kai, S.; Xun, G.; Jing-Quan, L. A comparison of single shot nanosecond and femtosecond polarization-resolved laser-induced breakdown spectroscopy of Al. Chin. Phys. B 2013, 22, 014209. [Google Scholar] [CrossRef]
- Moradi, M.; Sharif, S.; Nasab, S.J.; Moghadam, M.K. Laser surface hardening of AISI 420 steel: Parametric evaluation, statistical modelling and optimization. Optik 2020, 224, 165666. [Google Scholar] [CrossRef]
- Byskov-Nielsen, J.; Savolainen, J.M.; Christensen, M.S.; Balling, P. Ultra-short pulse laser ablation of metals: Threshold fluence, incubation coefficient and ablation rates. Appl. Phys. A 2010, 101, 97–101. [Google Scholar] [CrossRef]
- Momcilovic, M.; Trtica, M.; Ciganovic, J.; Savovic, J.; Stasic, J.; Kuzmanovic, M. Analysis of copper surface features obtained using TEA CO2 laser at reduced air pressure. Appl. Surf. Sci. 2013, 270, 486–494. [Google Scholar] [CrossRef]
- Jiang, P.; Cao, L.; Zhou, Q.; Gao, Z.; Rong, Y.; Shao, X. Optimization of welding process parameters by combining Kriging surrogate with particle swarm optimization algorithm. Int. J. Adv. Manuf. Technol. 2016, 86, 9–12. [Google Scholar] [CrossRef]
- Shrivastava, P.K.; Pandey, A.K. Geometrical quality evaluation in laser cutting of Inconel-718 sheet by using Taguchi based regression analysis and particle swarm optimization. Infrared Phys. Technol. 2018, 89, 369–380. [Google Scholar] [CrossRef]
- Sibalija, T.; Petronic, S.; Milovanovic, D. Experimental Optimization of Nimonic 263 Laser Cutting Using a Particle Swarm Approach. Metals 2019, 9, 1147. [Google Scholar] [CrossRef]
- Chaki, S.; Bose, D.; Bathe, R.N. Multi-Objective Optimization of Pulsed Nd: YAG Laser Cutting Process Using Entropy-Based ANN-PSO Model. Lasers Manuf. Mater. Process. 2020, 7, 88–110. [Google Scholar] [CrossRef]
- Carter, L.N.; Essa, K.; Attallah, M.M. Optimisation of selective laser melting for a high temperature Ni-superalloy. Rapid Prototyp. J. 2015, 21, 423–432. [Google Scholar] [CrossRef]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef]
- Venkatesan, K.; Ramanujam, R. Statistical approach for optimization of influencing parameters in laser assisted machining (LAM) of Inconel alloy. Measurement 2016, 89, 97–108. [Google Scholar] [CrossRef]
- McDonnell, M.D.T.; Arnaldo, D.; Pelletier, E.; Grant-Jacob, J.A.; Praeger, M.; Karnakis, D.; Eason, R.W.; Mills, B. Machine learning for multi-dimensional optimisation and predictive visualisation of laser machining. J. Intell. Manuf. 2021, 32, 1471–1483. [Google Scholar] [CrossRef]
- Sibalija, T.V. Particle swarm optimisation in designing parameters of manufacturing processes: A review (2008–2018). Appl. Soft Comput. J. 2019, 84, 105743. [Google Scholar] [CrossRef]
- Sibalija, T.V.; Majstorovic, V.D. Implementation of the Intelligent Method for Multiresponse Process Optimisation. In Advanced Multiresponse Process Optimisation, 1st ed.; Sibalija, T.V., Majstorovic, V.D., Eds.; Springer: London, UK, 2016; pp. 165–260. [Google Scholar]
- Shepelev, V.V.; Inogamov, N.A.; Fortova, S.V. Thermal and dynamic effects of laser irradiation of thin metal films. Opt. Quantum Electron. 2020, 52, 88–108. [Google Scholar] [CrossRef]
- Boulmer-Leborgne, C. Laser-Material Interaction. Plasma Formation and Applications. In Application of Particle and Laser Beams in Materials Technology, 1st ed.; NATO ASI Series; Misaelides, P., Ed.; Springer: Dordrecht, The Netherlands, 1995; pp. 219–235. [Google Scholar]
- Diaz, D.; Hahn, D.W. Plasma chemistry produced during laser ablation of graphite in air, argon, helium and nitrogen. Spectrochim. Acta B: At. Spectrosc. 2020, 166, 105800. [Google Scholar] [CrossRef]
- Chen, C.; Liu, L.; Zhao, R.; Cao, T.; Hu, T.; Xu, S.; Shuai, S.; Yin, S.; Wang, J.; Liao, H.; et al. Microstructure evolution and mechanical properties of laser additive manufactured Ti6Al4V alloy under nitrogen-argon reactive atmosphere. Mater. Sci. Eng. A 2022, 841, 143076. [Google Scholar] [CrossRef]
- Filip, R. Laser nitriding of the surface layer of Ti6Al4V titanium alloy. Arch. Mater. Sci. Eng. 2008, 30, 25–28. [Google Scholar]
- Li, S.; Zhang, L.J.; Ning, J.; Wang, X.; Zhang, G.F.; Zhang, J.X.; Na, S.J.; Fatemeh, B. Comparative study on the microstructures and proeprties of wire+arc additively manufactured 5356 aluminium alloy with argon and nitrogen as the shielding gas. Addit. Manuf. 2020, 34, 101206. [Google Scholar]
- American Society of Mechanical Engineers. Surface Texture: Surface Roughness, Waviness, and Lay; American Society of Mechanical Engineers: New York, NY, USA, 2020. [Google Scholar]
- Petronic, S.; Milosavljevic, A.; Radakovic, Z.; Drobnjak, P.; Grujic, I. Analysis of geometrical characteristics of pulsed Nd:YAG laser drilled holes in superalloy Nimonic 263 sheets. Tech. Gazzette 2010, 17, 61–66. [Google Scholar]
- von Allmen, M. Laser Beam Interaction with Materials; Springer: London, UK, 1987. [Google Scholar]
- Cheng, J.; Perrie, W.; Sharp, M.; Edwardson, S.P.; Semaltianos, N.G.; Dearden, G.; Watkins, K.G. Single-pulse drilling study on Au, Al and Ti alloy by using a picosecond laser. Appl. Phys. A 2009, 95, 739–746. [Google Scholar]
- Prokhorov, A.M.; Konov, V.I.; Ursu, I.; Mihailescu, I.N. Laser Heating of Metals. Opt. Laser Eng. 1991, 15, 279–280. [Google Scholar]
- Lau, T.W.; Bowker, J.T.; Lazor, R.B. First report of HAZ study. In Welding for Challenging Environments; Pergamon: Oxford, UK, 1986; pp. 167–180. [Google Scholar]
- Nolte, S.; Momma, C.; Jacobs, H.; Tu, A.; Chichkov, B.N.; Wellegehausen, B.; Welling, H. Ablation of metals by ultrashort laser pulses. Appl. Phys. A 1997, 14, 2716–2722. [Google Scholar] [CrossRef]
- Cerami, L.; Mazur, E.; Nolte, S.; Schaffer, C.B. Femtosecond laser micromachining. In Ultrafast Optics; Trafford Publishing: Victoria, TX, USA, 2013; pp. 287–321. [Google Scholar]
- Wang, J.; Zhao, Y.; Zhang, L.; Wang, S.; Su, M.; Sun, D.; Min, Q.; Ma, W.; Yin, W.; Jia, S. Kinetic Evolution of Laser Ablating Alloy Materials. Front. Phys. 2021, 9, 812283. [Google Scholar] [CrossRef]
- Petronic, S.; Milovanovic, D.; Milosavljevic, A.; Momcilovic, M.; Petrusko, D. Influence of picosecond laser irradiation on nickelbased superalloy surface microstructure. Phys. Scr. T 2012, 149, 014079. [Google Scholar] [CrossRef]
- Trtica, M.S.; Radak, B.B.; Gakovic, B.M.; Milovanovic, D.S.; Batani, D.; Desai, T. Surface modifications of Ti6Al4V by a picosecond Nd:YAG laser. Laser Part. Beams 2009, 27, 85–90. [Google Scholar] [CrossRef]
- Lemmon, E.W.; Jacobsen, R.T. Viscosity and Thermal Conductivity Equations for Nitrogen, Oxygen, Argon, and Air. Int. J. Thermophys. 2004, 25, 21–69. [Google Scholar] [CrossRef]
- Obeidi, M.A.; McCarthy, E.; Brabazon, D. Laser surface processing with controlled nitrogen-argon concentration levels for regulated surface life time. Opt. Lasers Eng. 2018, 102, 154–160. [Google Scholar] [CrossRef]
- Frolov, V.D.; Pivovarov, P.A.; Tupitsin, I.M.; Zavedeev, E.V.; Pereverzev, V.G.; Konov, V.I. Laser Nanoablation of Graphite in Argon Atmosphere. Bull. Lebedev. Phys. Ins. 2014, 41, 329–331. [Google Scholar] [CrossRef]
- Cunha, A.; Oliveira, V.; Vilar, R. Ultrafast laser surface texturing of titanium alloys. In Laser Surface Modification of Biomaterials; Elsevier Ltd.: Amsterdam, The Netherlands, 2016; pp. 301–322. [Google Scholar]
- Biuvidas, R.; Mikutis, M.; Juodkazis, S. Surface and bulk structuring of materials by ripples with long and short laser pulses: Recent advances. Prog. Quantum Electron. 2014, 38, 119–156. [Google Scholar] [CrossRef]
- Prudent, M.; Bourquard, F.; Borroto, A.; Pierson, J.F.; Garrelie, F.; Colombier, J.P. Initial Morphology and Feedback Effects on Laser-Induced Periodic Nanostructuring of Thin-Film Metallic Glasses. Nanomaterials 2021, 11, 1076. [Google Scholar] [CrossRef]
- Bonse, J.; Kirner, S.V.; Kruger, J. Laser-Induced Periodic Surface Structures (LIPSS). In Handbook of Laser Micro- and Nano-Engineering, 1st ed.; Sugioka, K., Ed.; Springer, Cham: Edinburgh, UK, 2021; pp. 1–59. [Google Scholar]
- Kumar, A.; Biswas, K.; Basu, B. Hydroxyapatite-titanium bulk composites for bone tissue engineering applications. J. Biomed. Mater. Res. Part A 2015, 103, 791–806. [Google Scholar] [CrossRef]
- Taguchi, G.; Chowdhury, S.; Wu, Y. Taguchi’s Quality Engineering Handbook; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005; pp. 225–228. [Google Scholar]
- Mishra, P.K.; Kalidas, P.; Jagadesh, T. Hole geometry and surface integrity assessment in drilling of inconel 718 using laser texture filled solid lubricant tools. Ind. Lubr. Tribol. 2021, 73, 1267–1274. [Google Scholar] [CrossRef]
- Ozel, T.; Altay, A.; Donmez, A.; Leach, R. Surface topography investigations on nickel alloy 625 fabricated via laser powder bed fusion. Int. J. Adv. Manuf. Technol. 2018, 94, 4451–4458. [Google Scholar] [CrossRef]
- Liu, S.; Lin, Y. Grey Information: Theory and Practical Applications; Springer Science & Business Media: Berlin, Germany, 2006. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser | Nd:YAG |
|---|---|
| Wavelength | 1064 nm |
| Pulse duration | 150 ps |
| Number of accumulated pulses (Np) | 10 |
| 100 | |
| 400 | |
| 1000 | |
| 2000 | |
| Pulse energy (mJ) | 6.0 ± 0.5 |
| 15 ± 2 | |
| 30 ± 3 | |
| Atmosphere conditions | Standard atmospheric conditions (SA) |
| Nitrogen-rich atmosphere (NA) | |
| Argon-rich atmosphere (AA) | |
| Fluences (J cm−2) | SA: 2.20; 5.50; 11.1 |
| NA: 3.80; 9.50; 19.1 | |
| AA: 6.10; 15.1; 30.3 |
| Laser Energy, Ep (mJ) | Pulse Count, Np | Ablation Depth (µm) | ||
|---|---|---|---|---|
| SA Conditions | AA Conditions | NA Conditions | ||
| F = 2.20 J cm−2 | F = 6.10 J cm−2 | F = 3.80 J cm−2 | ||
| 6 | 10 | 2.99 | 2.84 | 0.30 |
| 100 | 6.24 | 9.71 | 1.13 | |
| 400 | 8.29 | 35.34 | 1.72 | |
| 1000 | 13.32 | 55.98 | 3.48 | |
| 2000 | 21.81 | 61.19 | 6.68 | |
| F = 5.50 J cm−2 | F = 15.1 J cm−2 | F = 9.50 J cm−2 | ||
| 15 | 10 | 0.74 | 2.34 | 0.50 |
| 100 | 5.08 | 8.76 | 3.14 | |
| 400 | 14.39 | 28.33 | 8.04 | |
| 1000 | 32.84 | 61.29 | 17.97 | |
| 2000 | 83.65 | 123.79 | 66.80 | |
| F = 11.1 J cm−2 | F = 30.3 J cm−2 | F = 19.1 J cm−2 | ||
| 30 | 10 | 0.50 | 1.01 | 0.52 |
| 100 | 3.17 | 7.95 | 3.42 | |
| 400 | 26.08 | 18.69 | 7.49 | |
| 1000 | 58.10 | 48.40 | 20.60 | |
| 2000 | 70.28 | 89.50 | 57.41 | |
| Elemental Composition (wt%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Elements | O | Al | Si | Ti | Cr | Fe | Co | Ni | Mo | |
| Unmodified surface | 0.54 | 0.23 | 1.71 | 19.9 | 0.52 | 20.1 | 50.1 | 6.85 | ||
| AA conditions, EP = 6 mJ, NP = 100 | centre | 0.42 | 0.20 | 1.60 | 18.4 | 0.64 | 20.7 | 50.8 | 7.24 | |
| periphery | 14.4 | 0.59 | 0.35 | 2.07 | 18.0 | 0.66 | 16.4 | 42.1 | 5.34 | |
| SA conditions, EP = 15 mJ, NP = 100 | centre | 0.48 | 0.28 | 1.81 | 19.6 | 0.58 | 20.4 | 50.7 | 6.22 | |
| periphery | 11.3 | 0.51 | 0.29 | 1.57 | 19.1 | 0.51 | 17.4 | 43.7 | 5.62 | |
| NA conditions, EP = 30 mJ, NP = 100 | centre | 0.44 | 0.17 | 0.81 | 17.9 | 0.65 | 21.4 | 53.3 | 5.25 | |
| periphery | 13.7 | 0.64 | 0.39 | 2.25 | 19.9 | 0.46 | 16.8 | 40.3 | 5.53 | |
| Control Parameters | Output Responses | |||||||
|---|---|---|---|---|---|---|---|---|
| Exp. no. | Np | Ep (mJ) | Ra (µm) | Rms (µm) | AR (µm/Pulse) | Cr | C | PV (µm) |
| 1 | 10 | 6 | 0.06 | 0.08 | 0.030 | 0 | 0.77 | 0.63 |
| 2 | 10 | 15 | 0.21 | 0.28 | 0.050 | 0 | 0.87 | 2.18 |
| 3 | 10 | 30 | 0.08 | 0.12 | 0.052 | 0 | 0.68 | 1.26 |
| 4 | 100 | 6 | 0.15 | 0.21 | 0.011 | 0 | 0.87 | 1.69 |
| 5 | 100 | 15 | 0.21 | 1.11 | 0.031 | 1 | 0.84 | 6.57 |
| 6 | 100 | 30 | 0.08 | 0.27 | 0.034 | 1 | 0.77 | 2.58 |
| 7 | 1000 | 6 | 0.27 | 0.38 | 0.003 | 1 | 0.87 | 4.24 |
| 8 | 1000 | 15 | 0.93 | 1.31 | 0.018 | 1 | 0.84 | 13.8 |
| 9 | 1000 | 30 | 0.88 | 1.32 | 0.021 | 1 | 0.82 | 14.33 |
| Exp. no. | NQL Ra | NQL rms | NQL AS | NQL Cr | NQL C | NQL PV | Y1 | Y2 | Y3 | Y4 | Y5 | Y6 | Process Performance |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1.000 | 1.000 | 0.007 | 1.000 | 0.421 | 1.000 | 1.981 | −0.462 | −0.049 | 0.147 | −0.130 | 0.005 | 0.457312 |
| 2 | 0.075 | 0.077 | 0.000 | 1.000 | 0.000 | 0.082 | 0.462 | −0.472 | 0.360 | 0.649 | −0.174 | −0.024 | 0.604226 |
| 3 | 0.547 | 0.454 | 0.000 | 1.000 | 1.000 | 0.248 | 1.325 | −0.124 | 0.876 | 0.153 | −0.059 | 0.001 | 0.520357 |
| 4 | 0.151 | 0.142 | 0.071 | 1.000 | 0.000 | 0.137 | 0.549 | −0.535 | 0.326 | 0.580 | −0.188 | −0.010 | 0.576900 |
| 5 | 0.075 | 0.001 | 0.006 | 0.000 | 0.102 | 0.007 | 0.076 | 0.038 | 0.063 | −0.061 | −0.028 | −0.015 | 0.956374 |
| 6 | 0.547 | 0.084 | 0.004 | 0.000 | 0.421 | 0.058 | 0.491 | 0.182 | 0.203 | −0.320 | −0.263 | −0.008 | 0.673881 |
| 7 | 0.044 | 0.040 | 1.000 | 0.000 | 0.000 | 0.020 | −0.078 | −0.789 | 0.166 | −0.589 | 0.025 | 0.024 | 0.765962 |
| 8 | 0.000 | 0.000 | 0.024 | 0.000 | 0.102 | 0.000 | 0.033 | 0.018 | 0.079 | −0.047 | 0.030 | −0.017 | 0.991870 |
| 9 | 0.000 | 0.000 | 0.017 | 0.000 | 0.181 | 0.000 | 0.063 | 0.053 | 0.135 | −0.069 | 0.051 | −0.030 | 0.939569 |
| Process Control Parameters | Np | Ep |
|---|---|---|
| Level 1 | 0.5273 | 0.6001 |
| Level 2 | 0.7357 | 0.85083 |
| Level 3 | 0.8991 | 0.7113 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rajčić, B.; Šibalija, T.; Nikolić, V.; Čekada, M.; Savović, J.; Petronić, S.; Milovanović, D. Structural and Functional Picosecond Laser Modification of the Nimonic 263 Superalloy in Different Environmental Conditions and Optimization of the Irradiation Process. Materials 2023, 16, 1021. https://doi.org/10.3390/ma16031021
Rajčić B, Šibalija T, Nikolić V, Čekada M, Savović J, Petronić S, Milovanović D. Structural and Functional Picosecond Laser Modification of the Nimonic 263 Superalloy in Different Environmental Conditions and Optimization of the Irradiation Process. Materials. 2023; 16(3):1021. https://doi.org/10.3390/ma16031021
Chicago/Turabian StyleRajčić, Boris, Tatjana Šibalija, Vladimir Nikolić, Miha Čekada, Jelena Savović, Sanja Petronić, and Dubravka Milovanović. 2023. "Structural and Functional Picosecond Laser Modification of the Nimonic 263 Superalloy in Different Environmental Conditions and Optimization of the Irradiation Process" Materials 16, no. 3: 1021. https://doi.org/10.3390/ma16031021
APA StyleRajčić, B., Šibalija, T., Nikolić, V., Čekada, M., Savović, J., Petronić, S., & Milovanović, D. (2023). Structural and Functional Picosecond Laser Modification of the Nimonic 263 Superalloy in Different Environmental Conditions and Optimization of the Irradiation Process. Materials, 16(3), 1021. https://doi.org/10.3390/ma16031021