
Through-Silicon via Device Non-Destructive Defect Evaluation Using Ultra-High-Resolution Acoustic Microscopy System


Abstract
1. Introduction
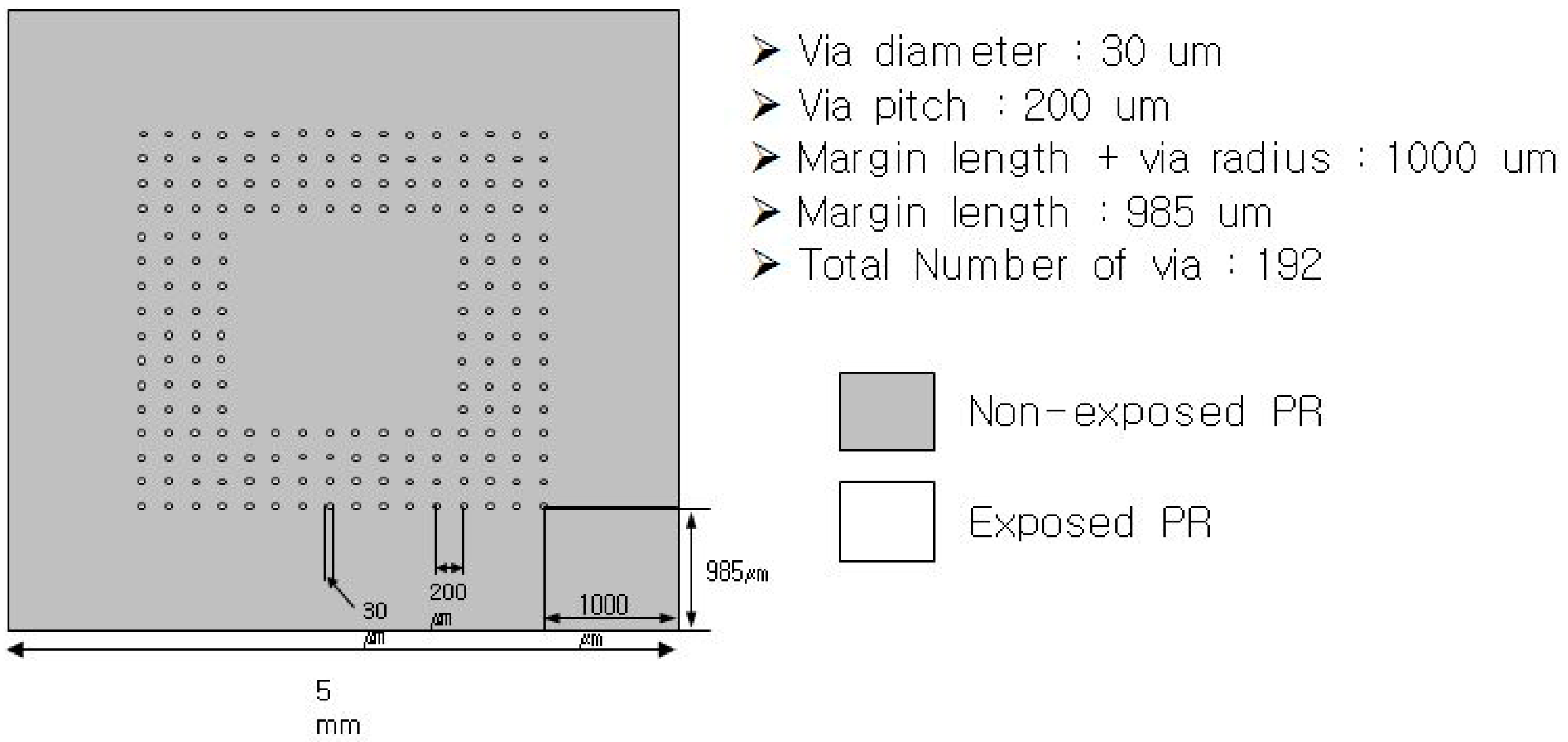
2. TSV Device Fabrication
3. Acoustic Microscopy System
3.1. Control Module
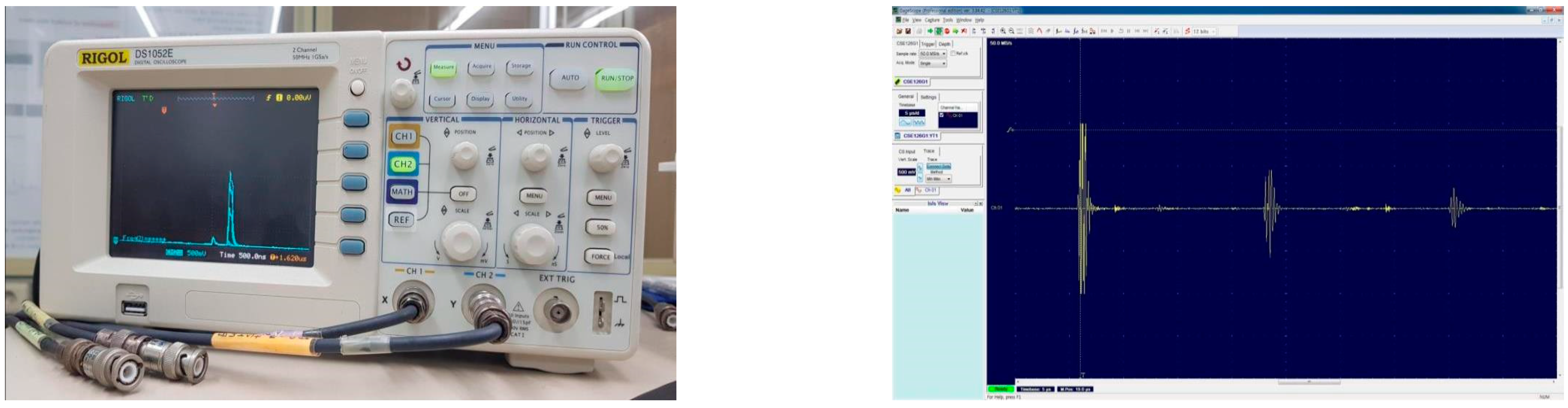
3.2. Activation Module and Data Acquisition System
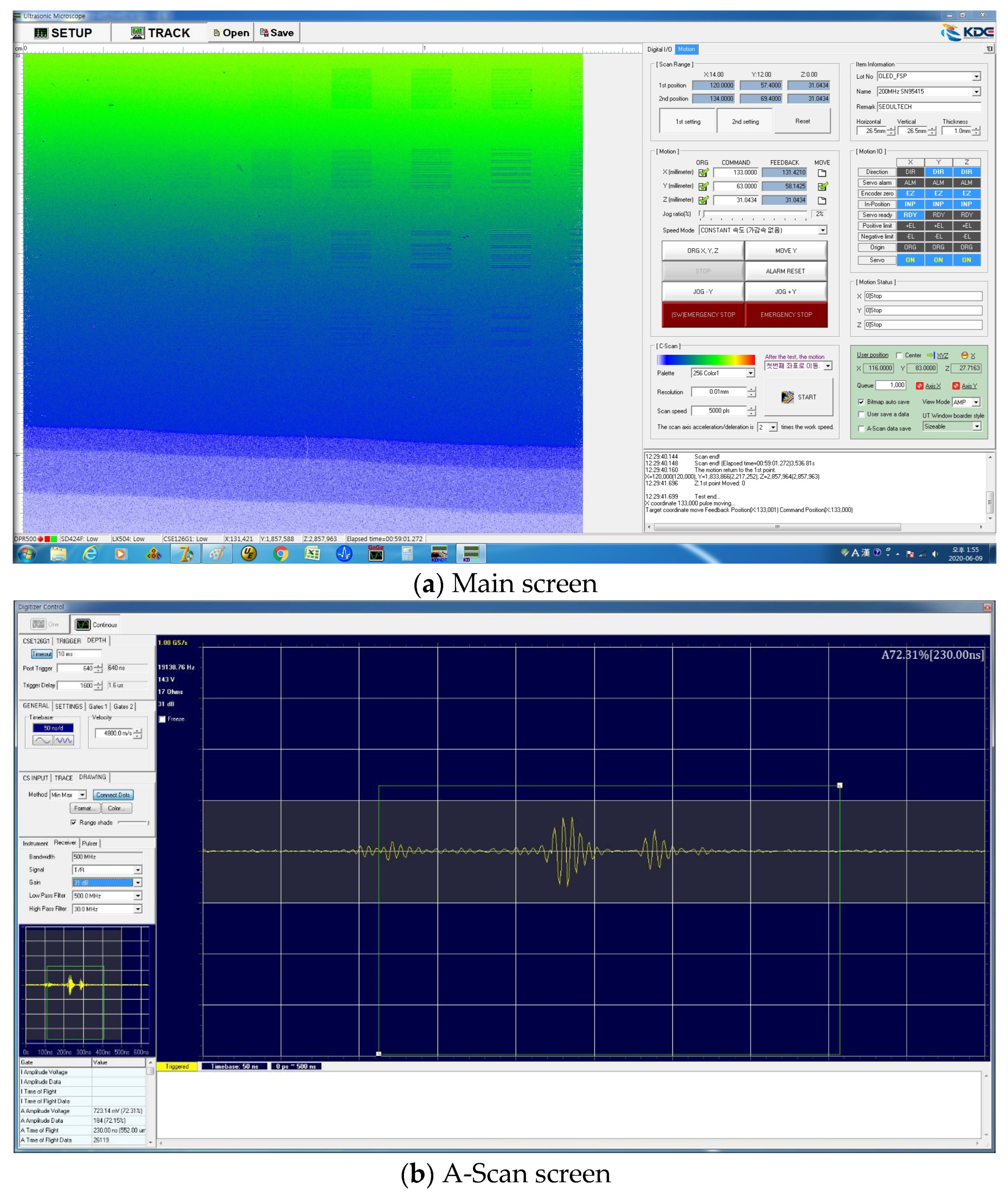
3.3. Integrated Control Software
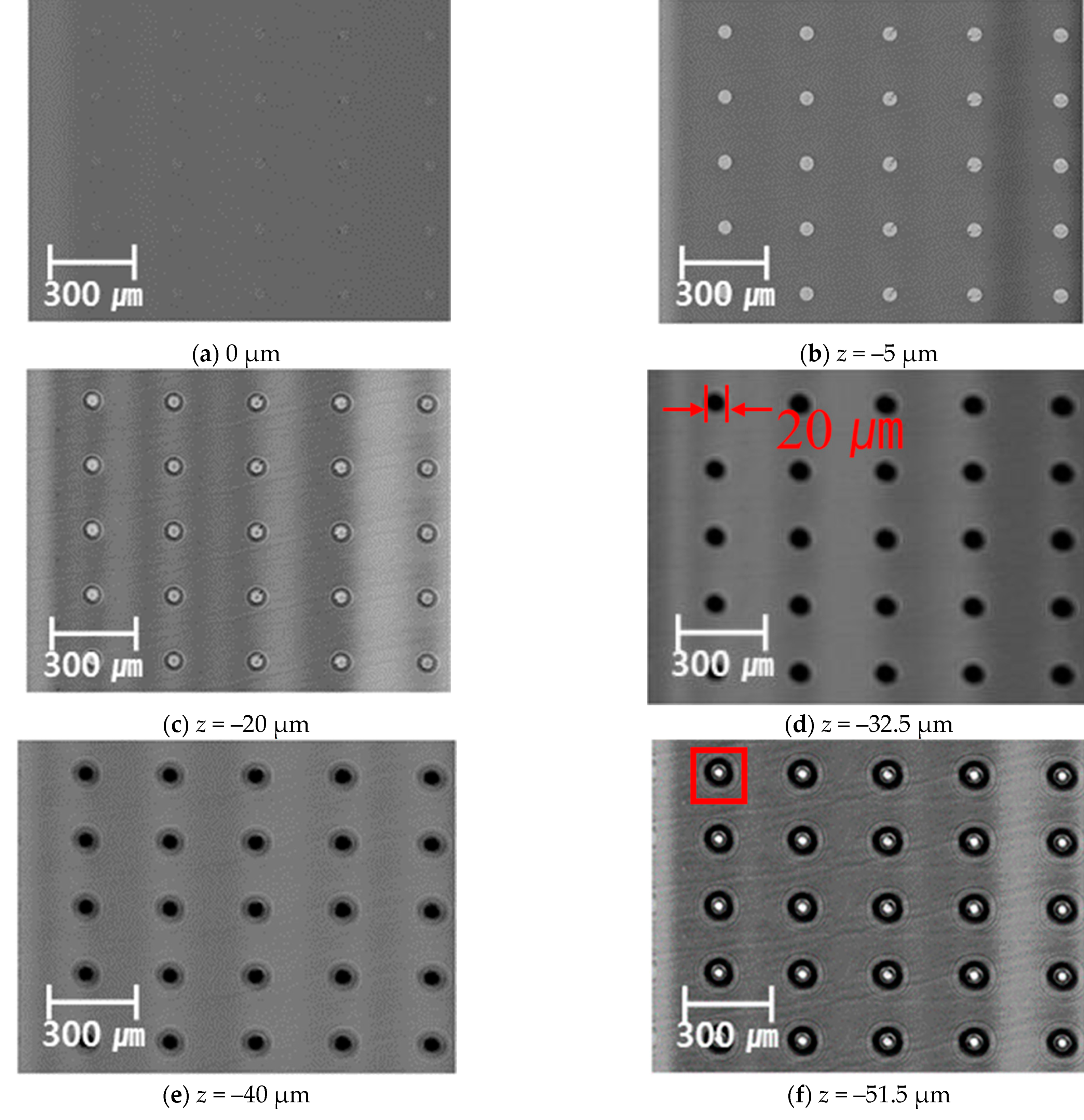
4. Analysis of TSV Internal Defects
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, Y.J.; Pan, C.L.; Lin, S.C.; Guo, M.H. Machine-learning approach in detection and classification for defects in TSV-based 3-D IC. IEEE Trans. Compon. Packag. Manuf. Technol. 2018, 8, 699–706. [Google Scholar] [CrossRef]
- Okoro, C.; Lau, J.W.; Golshany, F.; Hummler, K.; Obeng, Y.S. A detailed failure analysis examination of the effect of thermal cycling on Cu TSV reliability. IEEE Trans. Electron Devices 2013, 61, 15–22. [Google Scholar] [CrossRef]
- Rathod, V.T. A review of electric impedance matching techniques for piezoelectric sensors, actuators and transducers. Electronics 2019, 8, 169. [Google Scholar] [CrossRef]
- Hoffmann, J.; Sathish, S.; Shell, E.B.; Fassbender, S.; Meyendorf, N. Acoustic Imaging Techniques for Characterization of Corrosion, Corrosion Protective Coatings, and Surface Cracks. Nondestruct. Mater. Charact. 2004, 67, 294–322. [Google Scholar] [CrossRef]
- Yazdan Mehr, M.; Bahrami, A.; Fischer, H.; Gielen, S.; Corbeij, R.; van Driel, W.D.; Zhang, G.Q. An Overview of Scanning Acoustic Microscope, a Reliable Method for Non-Destructive Failure Analysis of Microelectronic Components. In Proceedings of the 2015 16th International Conference on Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems, Budapest, Hungary, 19–22 April 2015. [Google Scholar] [CrossRef]
- Fan, M.; Wei, L.; He, Z.; Wei, W.; Lu, X. Defect Inspection of Solder Bumps Using the Scanning Acoustic Microscopy and Fuzzy SVM Algorithm. Microelectron. Reliab. 2016, 65, 192–197. [Google Scholar] [CrossRef]
- Kim, C.-S.; Park, I.-K. Review of Micro/Nano Nondestructive Evaluation Technique (II): Measurement of Acoustic Properties. J. Korean Soc. Nondestruct. Test. 2012, 32, 418–430. [Google Scholar] [CrossRef]
- Park, T.-S.; Kasuga, Y.; Park, I.-K.; Kim, K.-S.; Miyasaka, C. Evaluation of Material Properties in Austenite Stainless Steel Sheet with Scanning Acoustic Microscopy. Korean Soc. Manuf. Technol. Eng. 2012, 21, 267–275. [Google Scholar] [CrossRef]
- Miyasaka, C.; Park, I.K.; Park, T.S. Nondestructive Evaluation of Nanostructured Thin Film System Using Scanning Acoustic Microscopy. J. Korean Soc. Nondestruct. Test. 2010, 30, 437–443. [Google Scholar]
- Park, T.-S.; Kwak, D.-R.; Park, I.-K.; Miyasaka, C. Evaluation of Adhesive Strength for Nano-Structured Thin Film by Scanning Acoustic Microscope. J. Korean Soc. Nondestruct. Test. 2012, 32, 393–400. [Google Scholar] [CrossRef]
- Kang, D.; Kim, Y.S.; Kim, J.N.; Park, I.K. Characteristics of TiN Thin Films Deposited by Substrate Temperature Variables Using Scanning Acoustic Microscopy. Appl. Sci. 2022, 12, 3571. [Google Scholar] [CrossRef]
- Choi, Y.M.; Kang, D.; Kim, J.N.; Park, I.K. Evaluation of Adhesion Properties of Thin Film Structure through Surface Acoustic Wave Dispersion Simulation. Materials 2022, 15, 5637. [Google Scholar] [CrossRef] [PubMed]
- Jhang, K.; Jang, H.; Park, B.; Ha, J.; Park, I.; Kim, K. Wavelet Analysis Based Deconvolution to Improve the Resolution of Scanning Acoustic Microscope Images for the Inspection of Thin Die Layer in Semiconductor. NDT E Int. 2002, 35, 549–557. [Google Scholar] [CrossRef]
- Kang, D.-C.; Kim, J.-N.; Park, I.-K. Development of a High-Resolution Acoustic Sensor Based on ZnO Film Deposited by the RF Magnetron Sputtering Method. Materials 2021, 14, 6870. [Google Scholar] [CrossRef] [PubMed]
- Xu, C.; He, L.; Xiao, D.; Ma, P.; Wang, Q. A Novel High-Frequency Ultrasonic Approach for Evaluation of Homogeneity and Measurement of Sprayed Coating Thickness. Coatings 2020, 10, 676. [Google Scholar] [CrossRef]
- Yoshida, S.; Sasaki, T.; Usui, M.; Sakamoto, S.; Gurney, D.; Park, I.-K. Residual Stress Analysis Based on Acoustic and Optical Methods. Materials 2016, 9, 112. [Google Scholar] [CrossRef] [PubMed]
- Miyasaka, C. Acoustic Microscopy Applied to NanoStructured Thin Film Systems. Mod. Asp. Electrochem. 2009, 44, 409–450. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Components | Details |
|---|---|---|
| Mechanical part | Feed shaft | X, Y, and Z (3 axis) |
| Frame | Profile, caster, sensor holder, etc. | |
| Control part | Servo motor | X, Y, and Z |
| Servo drive | X, Y, and Z | |
| Motion controller | PCI 3-axis motion control board | |
| Ultrasonic part | Ultrasonic generator | Ultrasonic pulser/receiver equipment (including A/D board) |
| Category | Fabricated Mechanism | |
|---|---|---|
| X-axis | Motor type | Linear motor |
| Speed | 300 mm/s | |
| Resolution | 5 μm | |
| * Scan axis (X-axis): high precision, no vibration, backlash, and large acceleration/deceleration are available | ||
| Y-axis (reducer x) | Motor Type | Servo motor |
| Speed | 100 mm/s | |
| Resolution (ball screw lead; 10 mm) | 0.3 μm | |
| Z-axis (reducer o 1/10) | Motor Type | Servo motor (Break) |
| Speed | 10 mm/s | |
| Resolution (ball screw lead; 2 mm) | 0.06 μm | |
| Scan range | X: 300 mm, Y: 220 mm, Z: 100 mm | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, T.H.; Kang, D.; Kim, J.N.; Park, I.K. Through-Silicon via Device Non-Destructive Defect Evaluation Using Ultra-High-Resolution Acoustic Microscopy System. Materials 2023, 16, 860. https://doi.org/10.3390/ma16020860
Kim TH, Kang D, Kim JN, Park IK. Through-Silicon via Device Non-Destructive Defect Evaluation Using Ultra-High-Resolution Acoustic Microscopy System. Materials. 2023; 16(2):860. https://doi.org/10.3390/ma16020860
Chicago/Turabian StyleKim, Tae Hyeong, Dongchan Kang, Jeong Nyeon Kim, and Ik Keun Park. 2023. "Through-Silicon via Device Non-Destructive Defect Evaluation Using Ultra-High-Resolution Acoustic Microscopy System" Materials 16, no. 2: 860. https://doi.org/10.3390/ma16020860
APA StyleKim, T. H., Kang, D., Kim, J. N., & Park, I. K. (2023). Through-Silicon via Device Non-Destructive Defect Evaluation Using Ultra-High-Resolution Acoustic Microscopy System. Materials, 16(2), 860. https://doi.org/10.3390/ma16020860