
Mechanical and Thermal Properties of W-Ta-B Coatings Deposited by High-Power Impulse Magnetron Sputtering (HiPIMS)

 ,
,  ,
,  , ,
, ,  and
and
Abstract
1. Introduction
2. Experimental
2.1. Magnetron Sputtering
2.2. Characterization
3. Results and Discussion
3.1. Surface Roughness
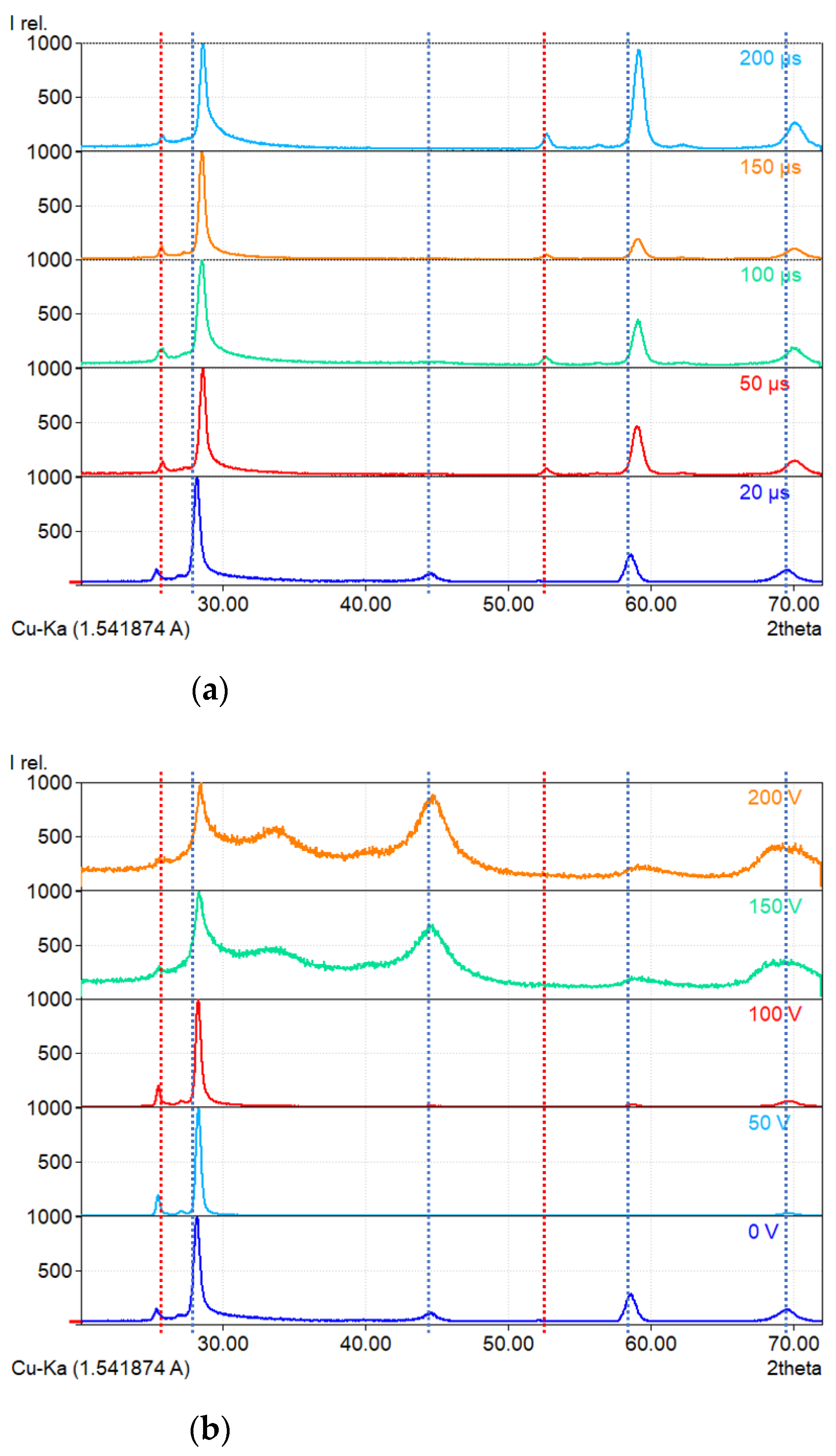
3.2. Phase Composition
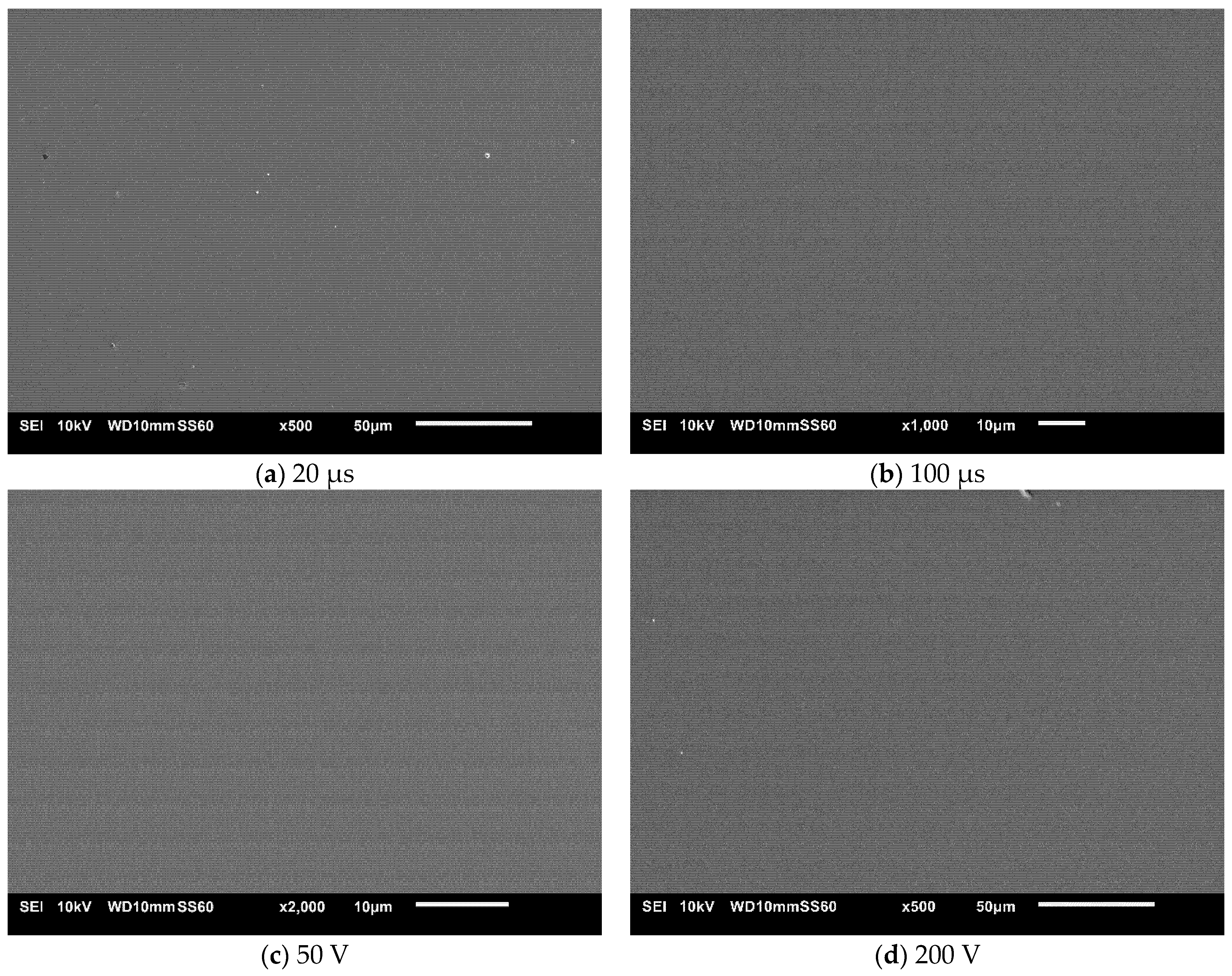
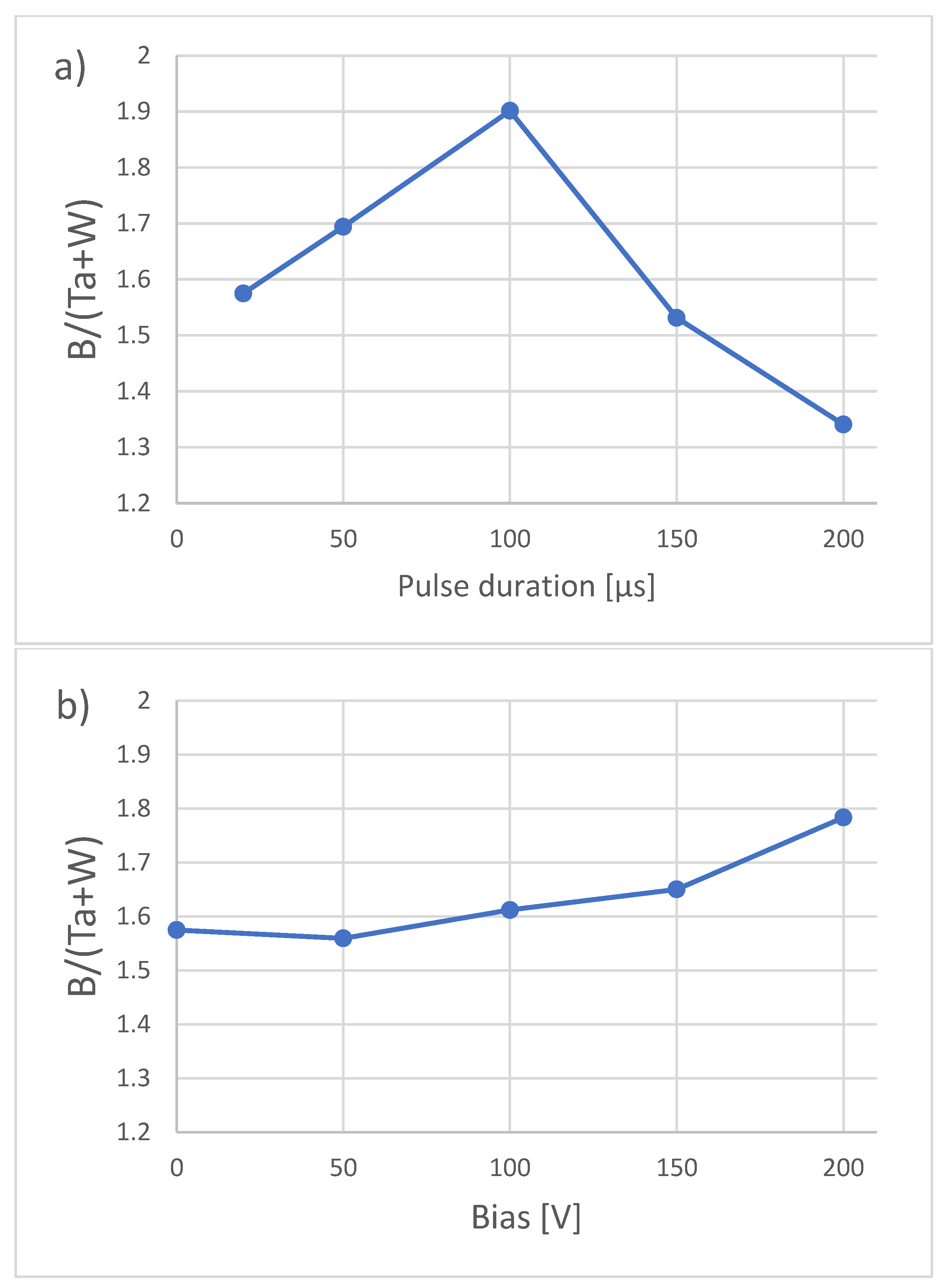
3.3. Surface Topography, Chemical Composition
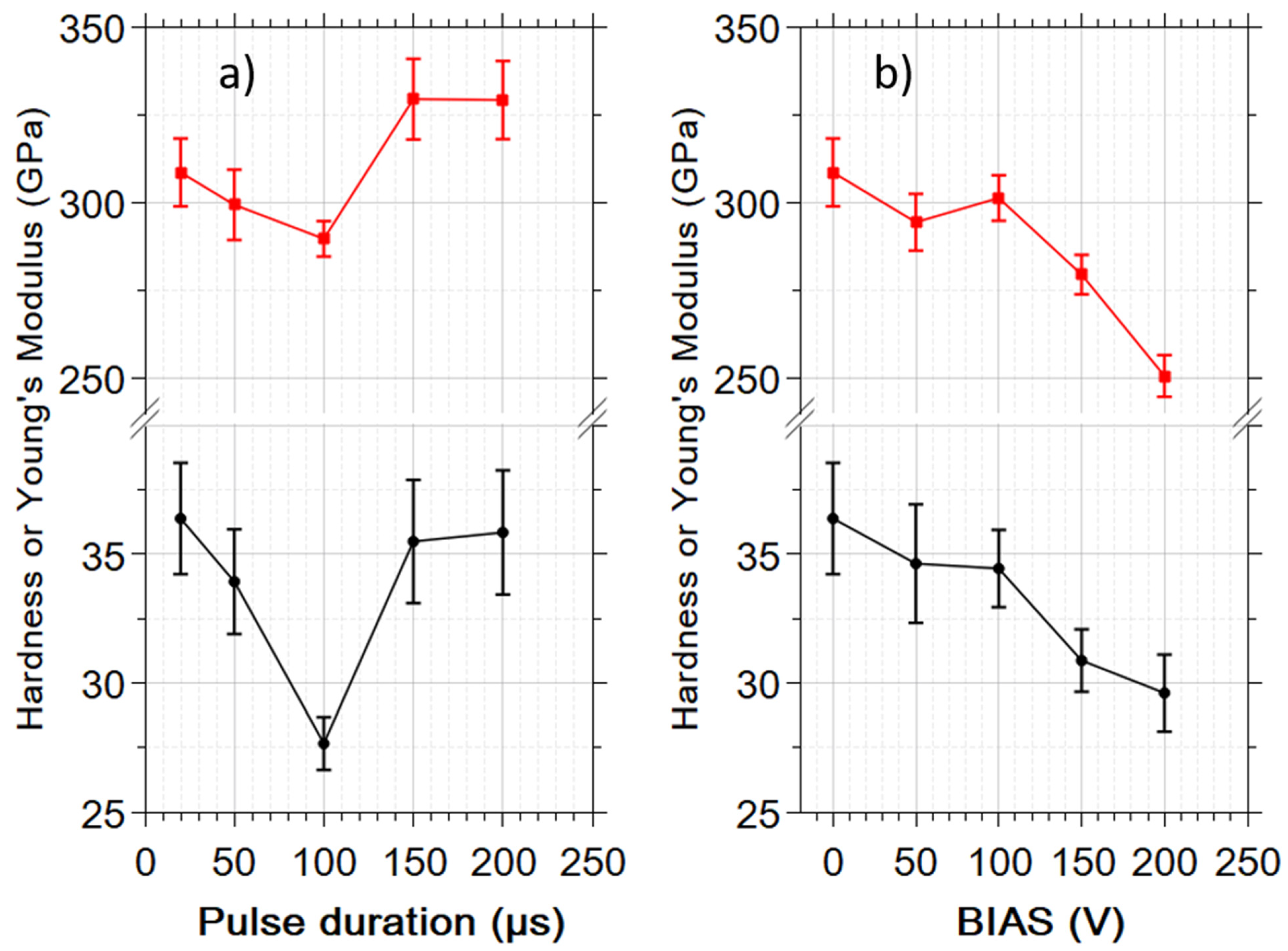
3.4. Mechanical Properties
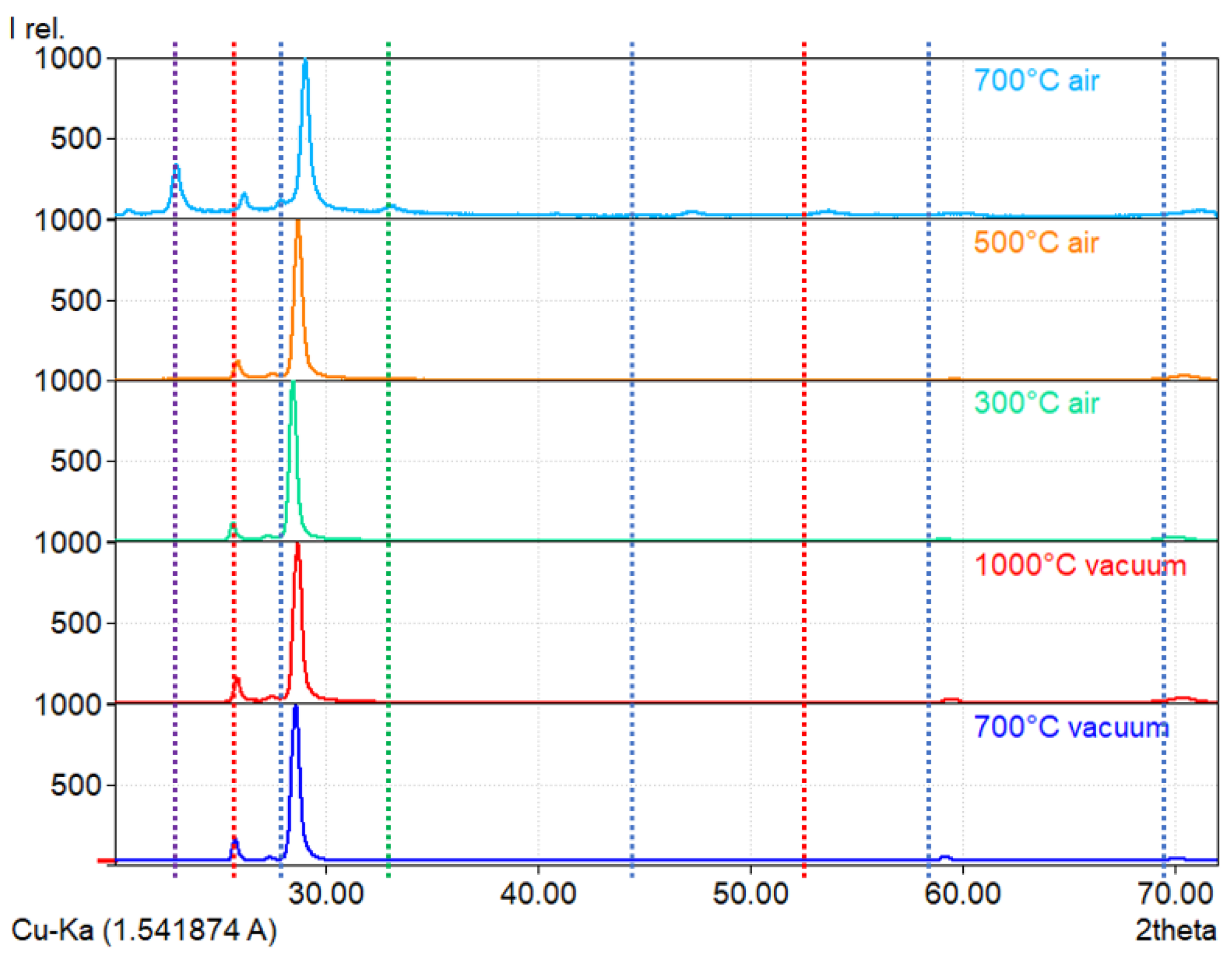
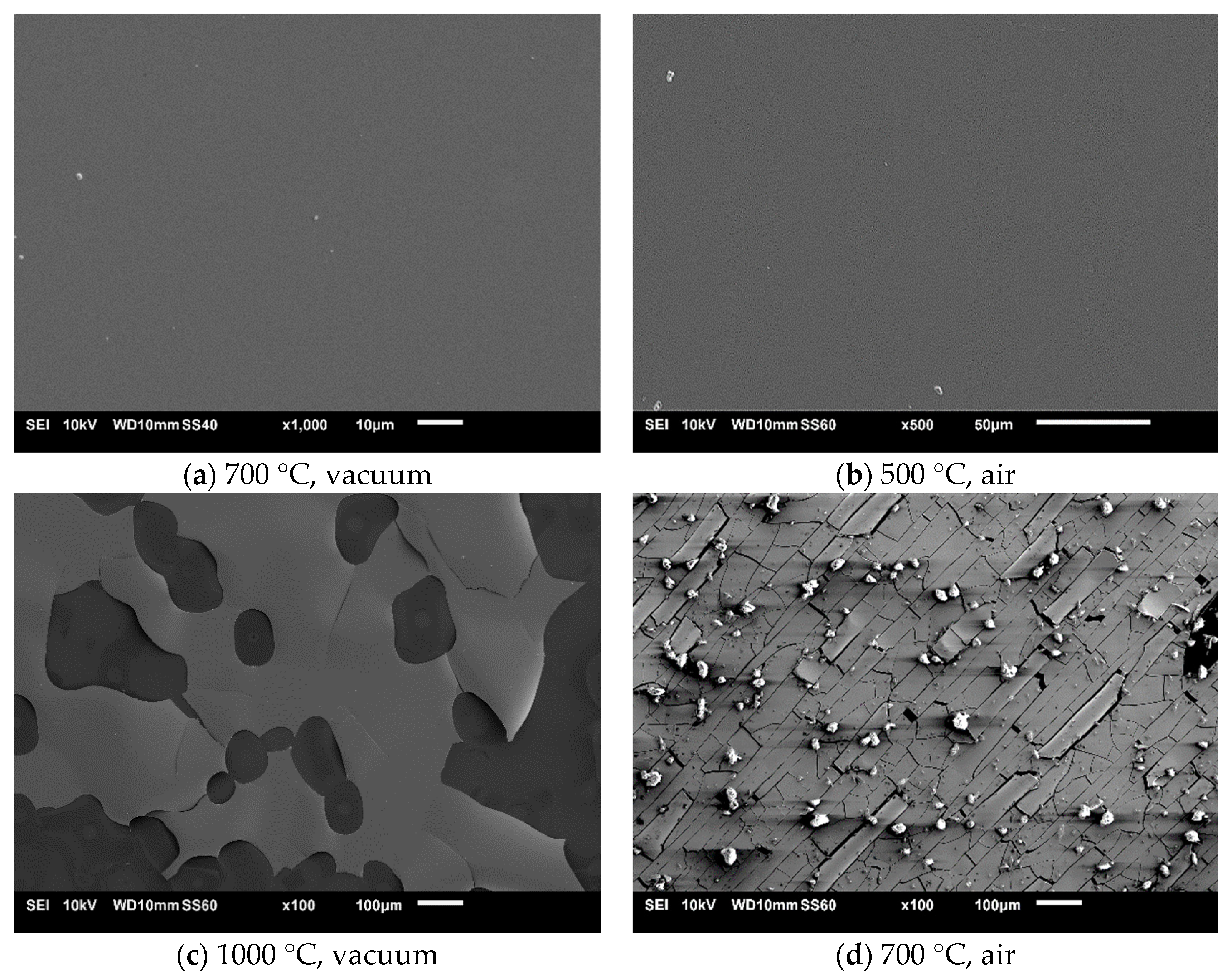
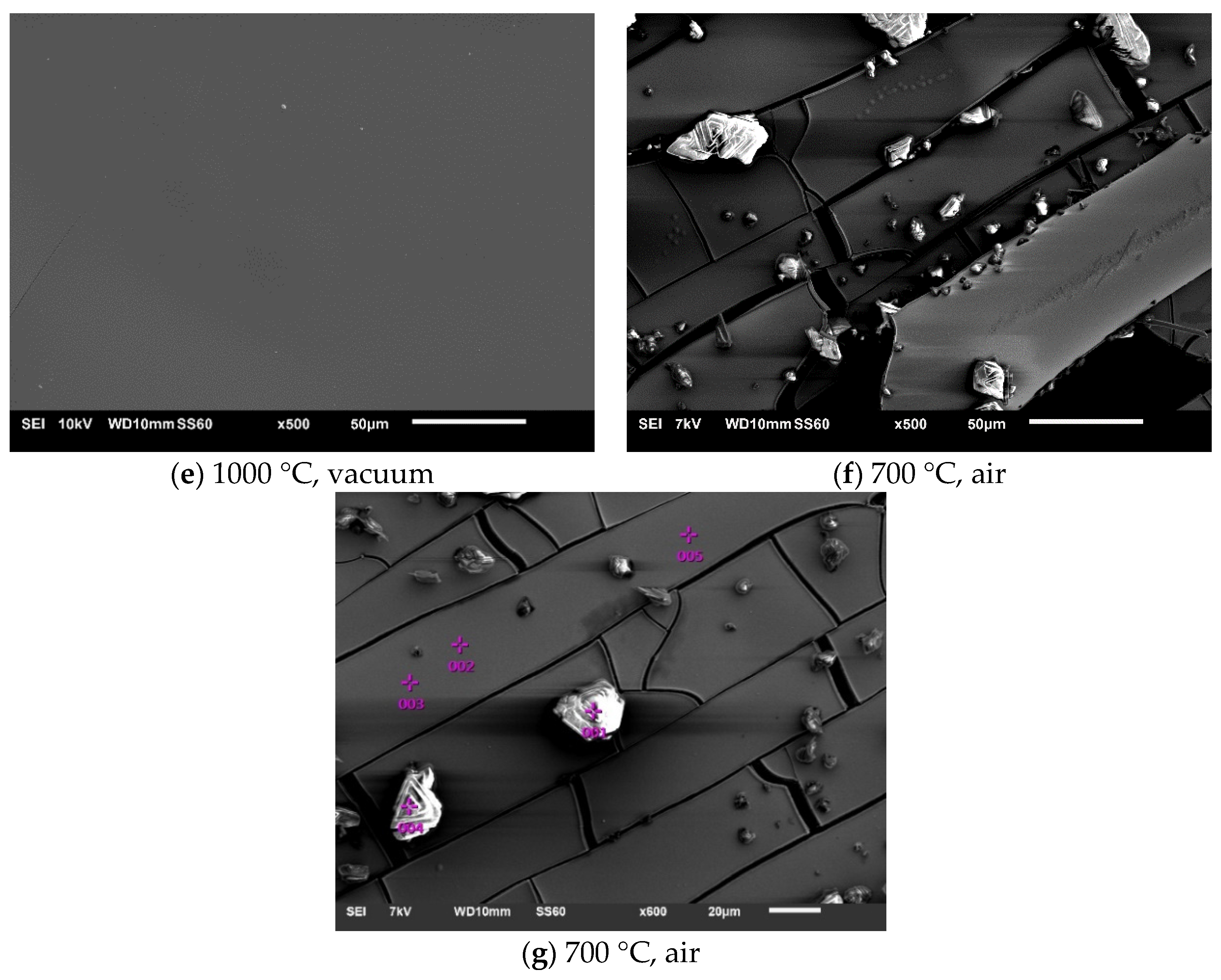
3.5. Thermal Stability and Oxidation Resistance
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Okada, S.; Kudou, K.; Lundström, T. Preparations and Some Properties of W2B, δ-WB and WB2 Crystals from High-Temperature Metal Solutions. Jpn. J. Appl. Phys. 1995, 34, 226. [Google Scholar] [CrossRef]
- Mohammadi, R.; Lech, A.T.; Xie, M.; Weaver, B.E.; Yeung, M.T.; Kaner, R.B.; Tolbert, S.H. Tungsten tetraboride, an inexpensive superhard material. Proc. Natl. Acad. Sci. 2011, 108, 10958–10962. [Google Scholar] [CrossRef] [PubMed]
- Wicher, B.; Chodun, R.; Trzciński, M.; Lachowski, A.; Kubiś, M.; Langier, K.N.; Zdunek, K. Design of pulsed neon injection in the synthesis of W-B-C films using magnetron sputtering from a surface-sintered single powder cathode. Thin Solid Film. 2020, 716, 138426. [Google Scholar] [CrossRef]
- Pangilinan, L.E.; Turner, C.L.; Akopov, G.; Anderson, M.; Mohammadi, R.; Kaner, R.B. Superhard Tungsten Diboride-Based Solid Solutions. Inorg. Chem. 2018, 27, 15305–15313. [Google Scholar] [CrossRef]
- Fuger, C.; Moraes, V.; Hahn, R.; Bolvardi, H.; Polcik, P.; Riedl, H.; Mayrhofer, P.H. Influence of Tantalum on phase stability and mechanical properties of WB2. MRS Commun. 2019, 9, 375–380. [Google Scholar] [CrossRef]
- Moscicki, T.; Psiuk, R.; Słomińska, H.; Levintant-Zayonts, N.; Garbiec, D.; Pisarek, M.; Bazarnik, P.; Nosewicz, S.; Chrzanowska-Giżyńska, J. Influence of overstoichiometric boron and titanium addition on the properties of RF magnetron sputtered tungsten borides. Surf. Coat. Technol. 2020, 390, 125689. [Google Scholar] [CrossRef]
- Mościcki, T.; Chrzanowska-Giżyńska, J.; Psiuk, R.; Denis, P.; Mulewska, K.; Kurpaska, Ł.; Chmielewski, M.; Wiśniewska, M.; Garbiec, D. Thermal and mechanical properties of (W,Zr)B2-z coatings deposited by RF magnetron sputtering method. Int. J. Refract. Met. Hard Mater. 2022, 105, 105811. [Google Scholar] [CrossRef]
- Greczynski, G.; Lu, J. Novel strategy for low-temperature, high-rate growth of dense, hard, and stress-free refractory ceramic thin films. J. Vac. Sci. Technol. A 2014, 32, 041515. [Google Scholar] [CrossRef]
- Mościcki, T.; Psiuk, J.R.R.; Wiśniewska, M.; Garbiec, D. Properties of Spark Plasma Sintered Compacts and Magnetron Sputtered Coatings Made from Cr, Mo, Re and Zr Alloyed Tungsten Diboride. Coatings 2021, 11, 1378. [Google Scholar] [CrossRef]
- Mitura, T.; Benino, Y.; Sato, R.; Komatsu, T. Universal hardness and elastic recovery in Vickers nanoindentation of copper and silicate glasses. J. Eur. Ceram. Soc. 2012, 207, 50–65. [Google Scholar]
- Musil, J. Flexible hard nanocomposite coatings. RSC Adv. 2015, 5, 60482–60495. [Google Scholar] [CrossRef]
- Kuo, C.-C.; Lin, C.-H.; Chang, J.-T.; Lin, Y.-T. Effect of Voltage Pulse Width and Synchronized Substrate Bias in High-Power Impulse Magnetron Sputtering of Zirconium Films. Coatings 2020, 11, 7. [Google Scholar] [CrossRef]
- Xu, Y.; Li, G.; Li, G.; Gao, F.; Xia, Y. Effect of bias voltage on the growth of super-hard (AlCrTiVZr)N high-entropy alloy nitride films synthesized by high power impulse magnetron sputtering. Appl. Surf. Sci. 2021, 564, 150417. [Google Scholar] [CrossRef]
- Biswas, B.; Purandare, Y.; Khan, I.; Hovsepian, P.E. Effect of substrate bias voltage on defect generation and their influence on corrosion and tribological properties of HIPIMS deposited CrN/NbN coatings. Surf. Coat. Technol. 2018, 344, 383–393. [Google Scholar] [CrossRef]
- Chrzanowska-Giżyńska, J.; Denis, P.; Woźniacka, S.; Kurpaska, Ł. Mechanical properties and thermal stability of tungsten boride films deposited by radio frequency magnetron sputtering. Ceram. Int. 2018, 44, 19603–19611. [Google Scholar] [CrossRef]
- Moraes, V.; Fuger, C.; Paneta, V.; Primetzhofer, D.; Polcik, P.; Bolvardi, H.; Arndt, M.; Riedl, H.; Mayrhofer, P. Substoichiometry and tantalum dependent thermal stability of α-structured W-Ta-B thin films. Scr. Mater. 2018, 155, 5–10. [Google Scholar] [CrossRef]
- Psiuk, R.; Milczarek, M.; Jenczyk, P.; Denis, P.; Jarząbek, D.M.; Bazarnik, P.; Pisarek, M.; Mościcki, T. Improved mechanical properties of W-Zr-B coatings deposited by hybrid RF Magnetron—PLD method. Appl. Surf. Sci. 2021, 570, 151239. [Google Scholar] [CrossRef]
- Bakhit, B.; Petrov, I.; Greene, J.E.; Hultman, L.; Rosen, J.; Greczynski, G. Controlling the B/Ti ratio of TiBx thin films grown by high-power impulse magnetron sputtering. J. Vac. Sci. Technol. A 2018, 36, 030604. [Google Scholar] [CrossRef]
- Mościcki, T. Expansion of laser-ablated two-component plume with disparate masses. Phys. Scr. 2014, 2014, 014024. [Google Scholar] [CrossRef]
- Fuger, C.; Hahn, R.; Zauner, L.; Wojcik, T.; Weiss, M.; Limbeck, A.; Hunold, O.; Polcik, P.; Riedl, H. Anisotropic super-hardness of hexagonal WB2±z thin films. Mater. Res. Lett. 2022, 10, 70–77. [Google Scholar] [CrossRef]
- Jhi, S.-H.; Louie, S.G.; Cohen, M.L.; Ihm, J. Vacancy Hardening and Softening in Transition Metal Carbides and Nitrides. Phys. Rev. Lett. 2001, 86, 3348–3351. [Google Scholar] [CrossRef] [PubMed]
- Šroba, V.; Fiantok, T.; Truchlý, M.; Roch, T.; Zahoran, M.; Grančič, B.; Švec, P. Structure evolution and mechanical properties of hard tantalum diboride films. J. Vac. Sci. Technol. A 2020, 38, 033408. [Google Scholar] [CrossRef]
- Peterson, M.B.; Murray, S.F.; Forek, J.J. Consideration of Lubricants for Temperatures above 1000 F. Tribol. Trans. 1959, 2, 225–234. [Google Scholar] [CrossRef]
- Fuger, C.; Schwartz, B.; Wojcik, T.; Moraes, V.; Weiss, M.; Limbeck, A.; Macauley, C.; Hunold, O.; Polcik, P.; Primetzhofer, D.; et al. Influence of Ta on the oxidation resistance of WB2−z coatings. J. Alloys Compd. 2021, 864, 158121. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pulse Duration Series | Power | 300 W |
| Frequency | 700 Hz | |
| Pulse duration | 20 µs | |
| 50 µs | ||
| 100 µs | ||
| 150 µs | ||
| 200 µs | ||
| Bias voltage | 0 V (grounded) | |
| Bias Voltage Series | Power | 300 W |
| Frequency | 700 Hz | |
| Pulse duration | 20 µs | |
| Bias voltage | 0 V (grounded) | |
| −50 V | ||
| −100 V | ||
| −150 V | ||
| −200 V |
| Pulse Duration (μs) | Surface Roughness Ra | Thickness (μm) | Deposition Rate (nm/min) | Bias Voltage (V) | Surface Roughness Ra | Thickness (μm) | Deposition Rate (nm/min) |
|---|---|---|---|---|---|---|---|
| 20 | 0.063 | 0.95 | 10.6 | 0 (grounded) | 0.063 | 0.95 | 10.6 |
| 50 | 0.067 | 1.43 | 15.9 | 50 | 0.064 | 1.14 | 12.7 |
| 100 | 0.075 | 1.48 | 16.4 | 100 | 0.065 | 1.3 | 14.4 |
| 150 | 0.068 | 1.64 | 18.2 | 150 | 0.075 | 1.09 | 12.1 |
| 200 | 0.07 | 1.83 | 20.3 | 200 | 0.063 | 0.88 | 7.7 |
| Pulse Duration (µs) | Crystallite Size (nm) | Bias (V) | Crystallite Size (nm) |
|---|---|---|---|
| 20 | 17.7 | 0 | 17.7 |
| 50 | 18.4 | 50 | 21.8 |
| 100 | 13.5 | 100 | 19.8 |
| 150 | 18.6 | 150 | - |
| 200 | 16.5 | 200 | - |
| Pulse Duration (µs) | H/E* | We | Bias Voltage (V) | H/E* | We |
|---|---|---|---|---|---|
| 20 | 0.118 | 0.62 | 0 (grounded) | 0.118 | 0.62 |
| 50 | 0.113 | 0.62 | 50 | 0.118 | 0.63 |
| 100 | 0.096 | 0.54 | 100 | 0.114 | 0.63 |
| 150 | 0.108 | 0.59 | 150 | 0.11 | 0.63 |
| 200 | 0.109 | 0.59 | 200 | 0.118 | 0.61 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Psiuk, R.; Mościcki, T.; Chrzanowska-Giżyńska, J.; Kurpaska, Ł.; Radziejewska, J.; Denis, P.; Garbiec, D.; Chmielewski, M. Mechanical and Thermal Properties of W-Ta-B Coatings Deposited by High-Power Impulse Magnetron Sputtering (HiPIMS). Materials 2023, 16, 664. https://doi.org/10.3390/ma16020664
Psiuk R, Mościcki T, Chrzanowska-Giżyńska J, Kurpaska Ł, Radziejewska J, Denis P, Garbiec D, Chmielewski M. Mechanical and Thermal Properties of W-Ta-B Coatings Deposited by High-Power Impulse Magnetron Sputtering (HiPIMS). Materials. 2023; 16(2):664. https://doi.org/10.3390/ma16020664
Chicago/Turabian StylePsiuk, Rafał, Tomasz Mościcki, Justyna Chrzanowska-Giżyńska, Łukasz Kurpaska, Joanna Radziejewska, Piotr Denis, Dariusz Garbiec, and Marcin Chmielewski. 2023. "Mechanical and Thermal Properties of W-Ta-B Coatings Deposited by High-Power Impulse Magnetron Sputtering (HiPIMS)" Materials 16, no. 2: 664. https://doi.org/10.3390/ma16020664
APA StylePsiuk, R., Mościcki, T., Chrzanowska-Giżyńska, J., Kurpaska, Ł., Radziejewska, J., Denis, P., Garbiec, D., & Chmielewski, M. (2023). Mechanical and Thermal Properties of W-Ta-B Coatings Deposited by High-Power Impulse Magnetron Sputtering (HiPIMS). Materials, 16(2), 664. https://doi.org/10.3390/ma16020664