
Additively Manufactured 316L Stainless Steel Subjected to a Duplex Peening-PVD Coating Treatment

 ,
,  , , ,
, , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Powder Processing and Manufacturing of Coupons
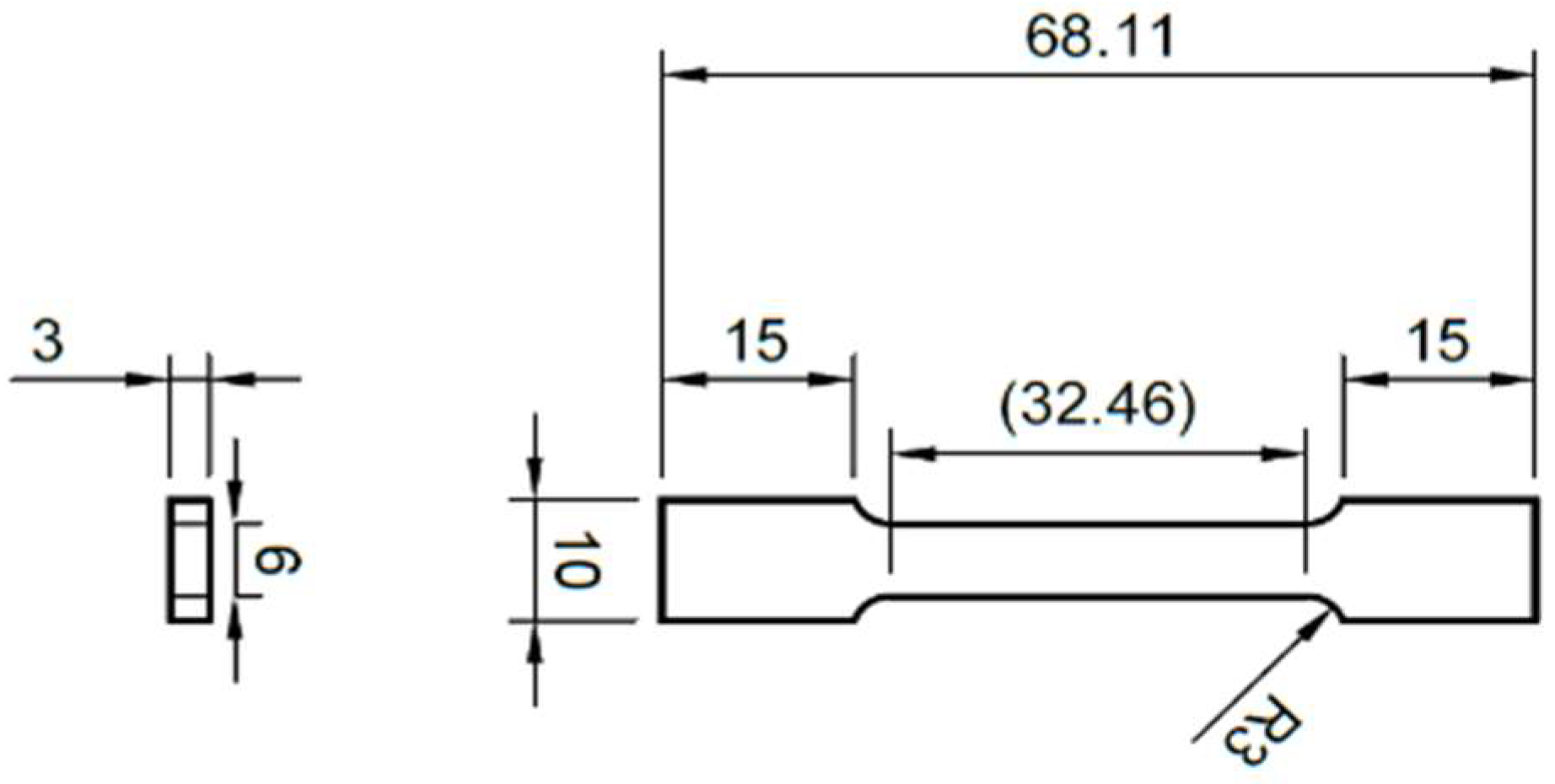
2.2. Tensile and Impact Testing
2.3. Shot Peening and Coating Deposition
2.4. Material Characterisation
2.5. Scratch Testing
2.6. Corrosion Studies
2.7. Designation of Samples
2.8. Error Calculation
3. Results and Discussion
3.1. Mechanical Performance of Bulk AM 316L SS
3.1.1. Tensile Tests
3.1.2. Impact Tests
3.2. Surface and Microstructure Analysis
3.3. Roughness Analysis
3.4. XRD Phase Analysis
3.5. XRD Stress Evaluation
3.6. Hardness Studies
3.7. Material Testing
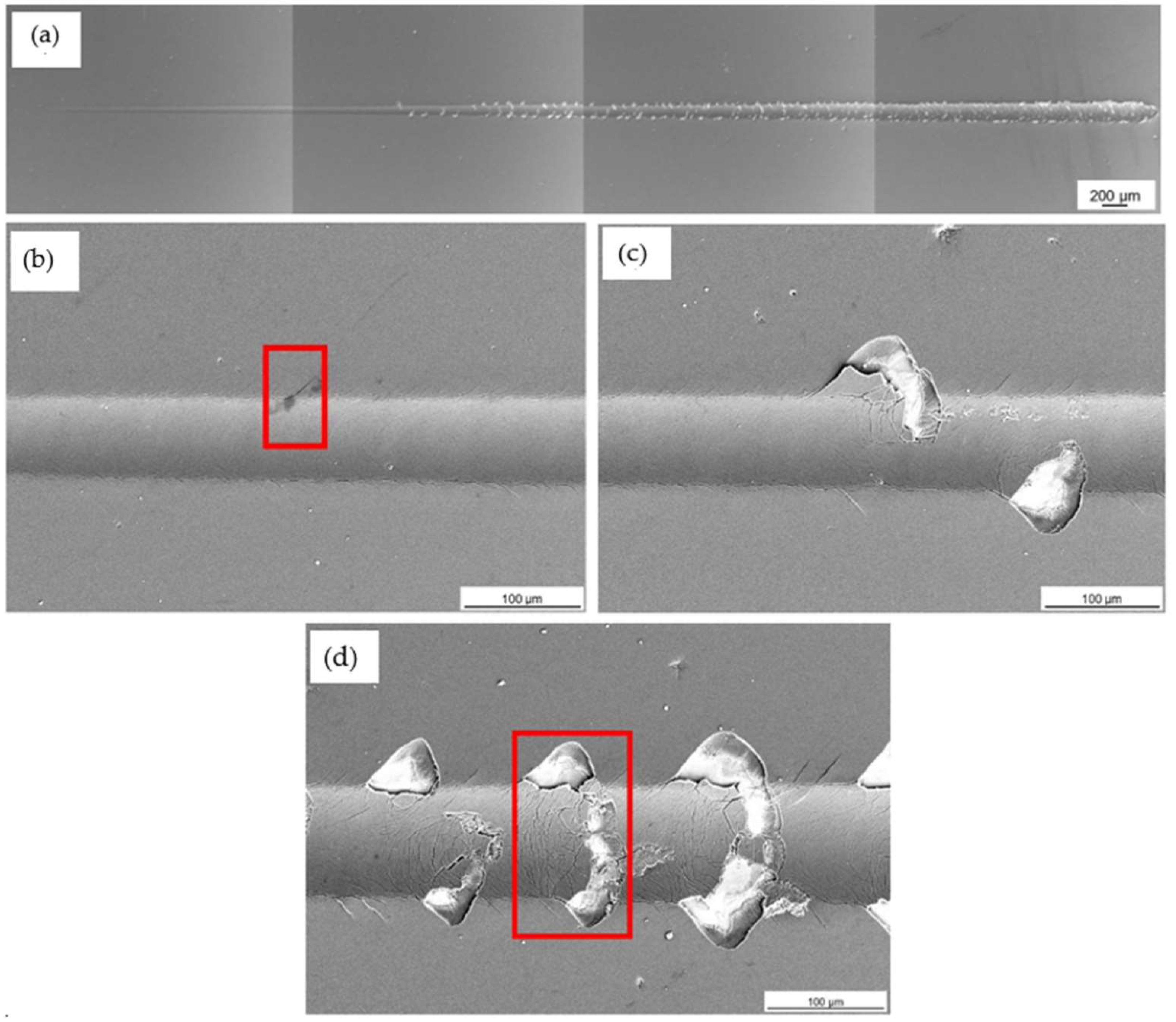
3.7.1. Adhesion Tests
3.7.2. Corrosion Tests
OCP Curves
Cyclic Polarisation Curves
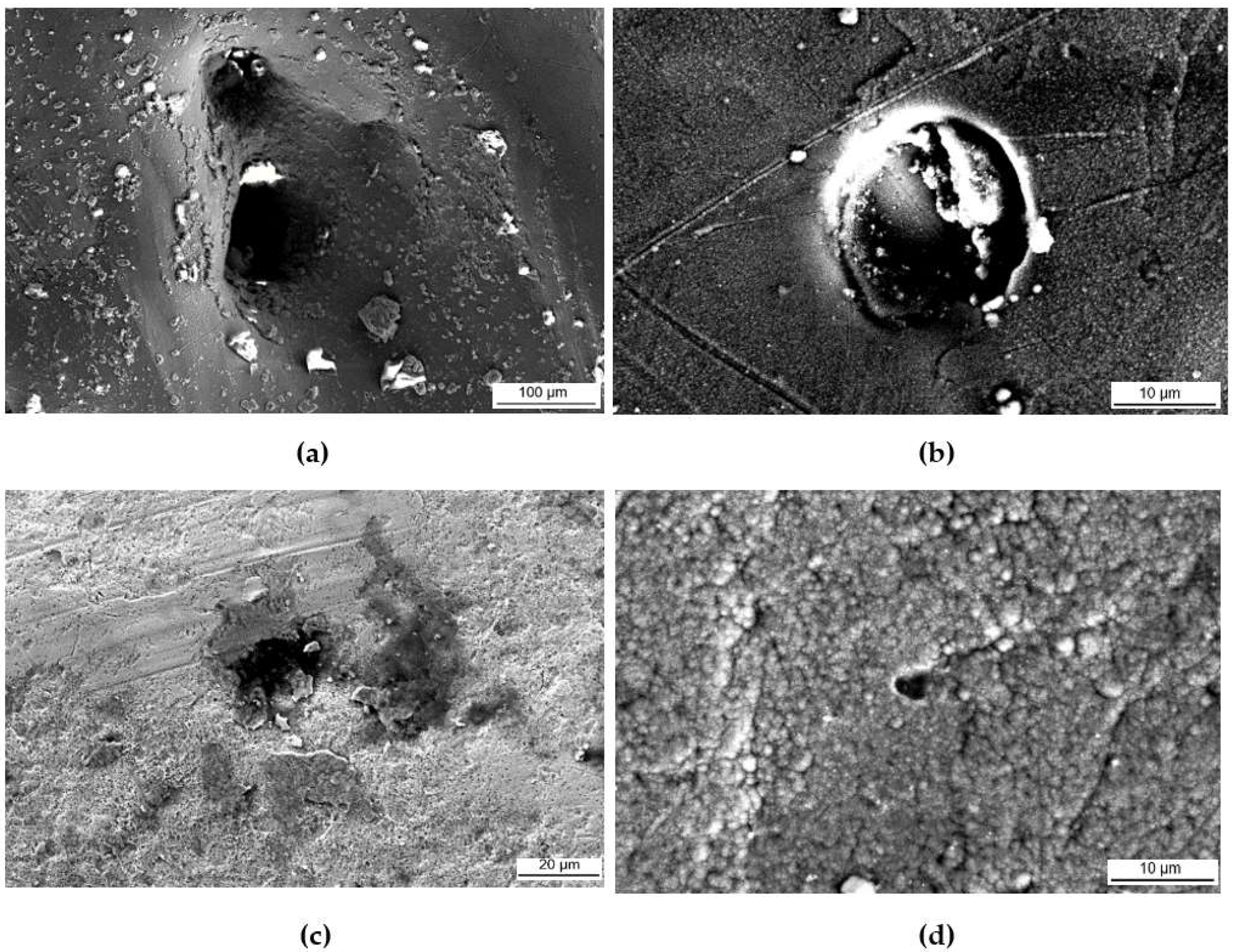
Surface Analysis after Testing
4. Conclusions
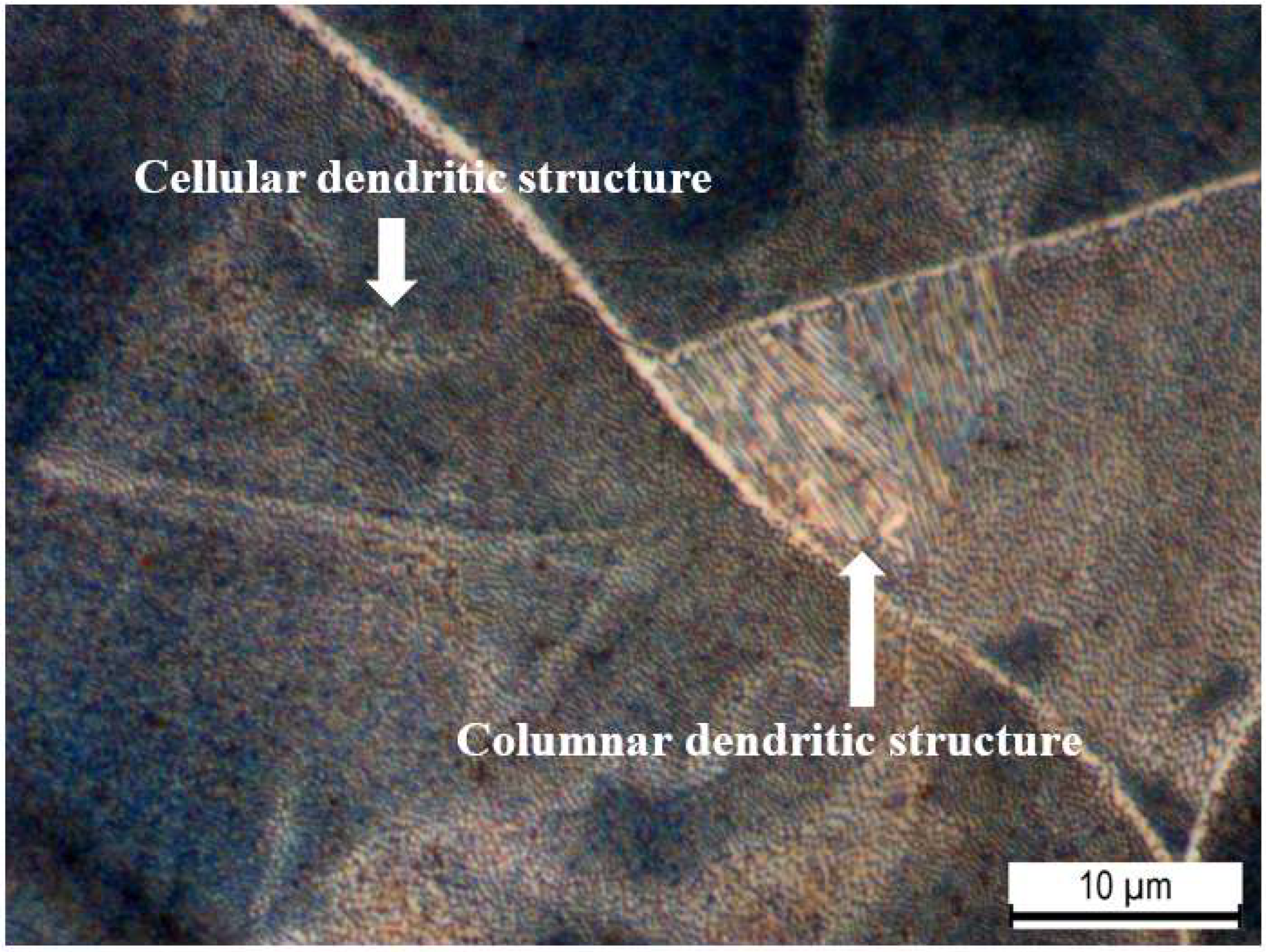
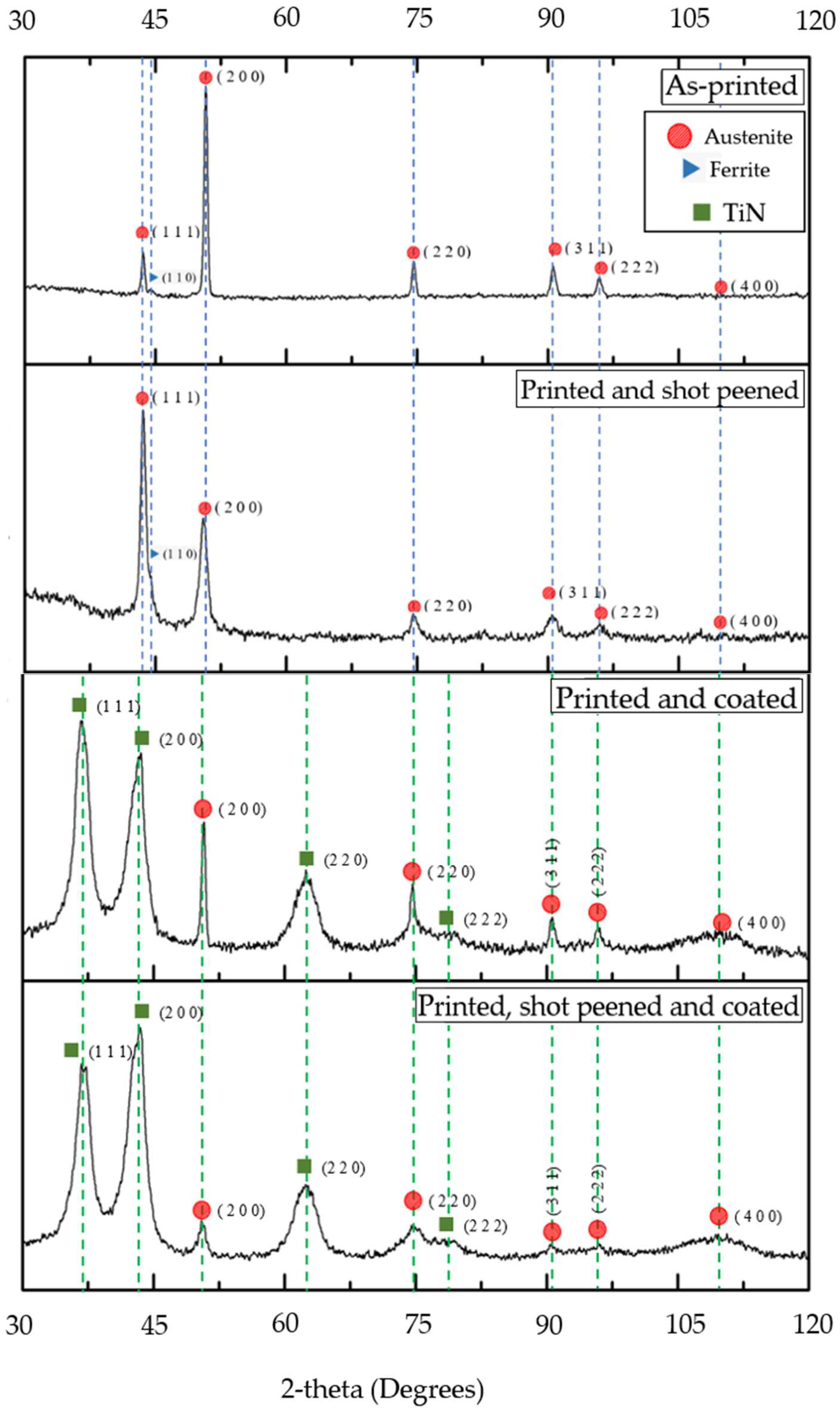
- Microscopy and XRD phase analysis showed that the as-printed 316L SS was composed of an austenitic matrix, characterised with columnar and cellular dendritic together, together with the presence of some ferrite.
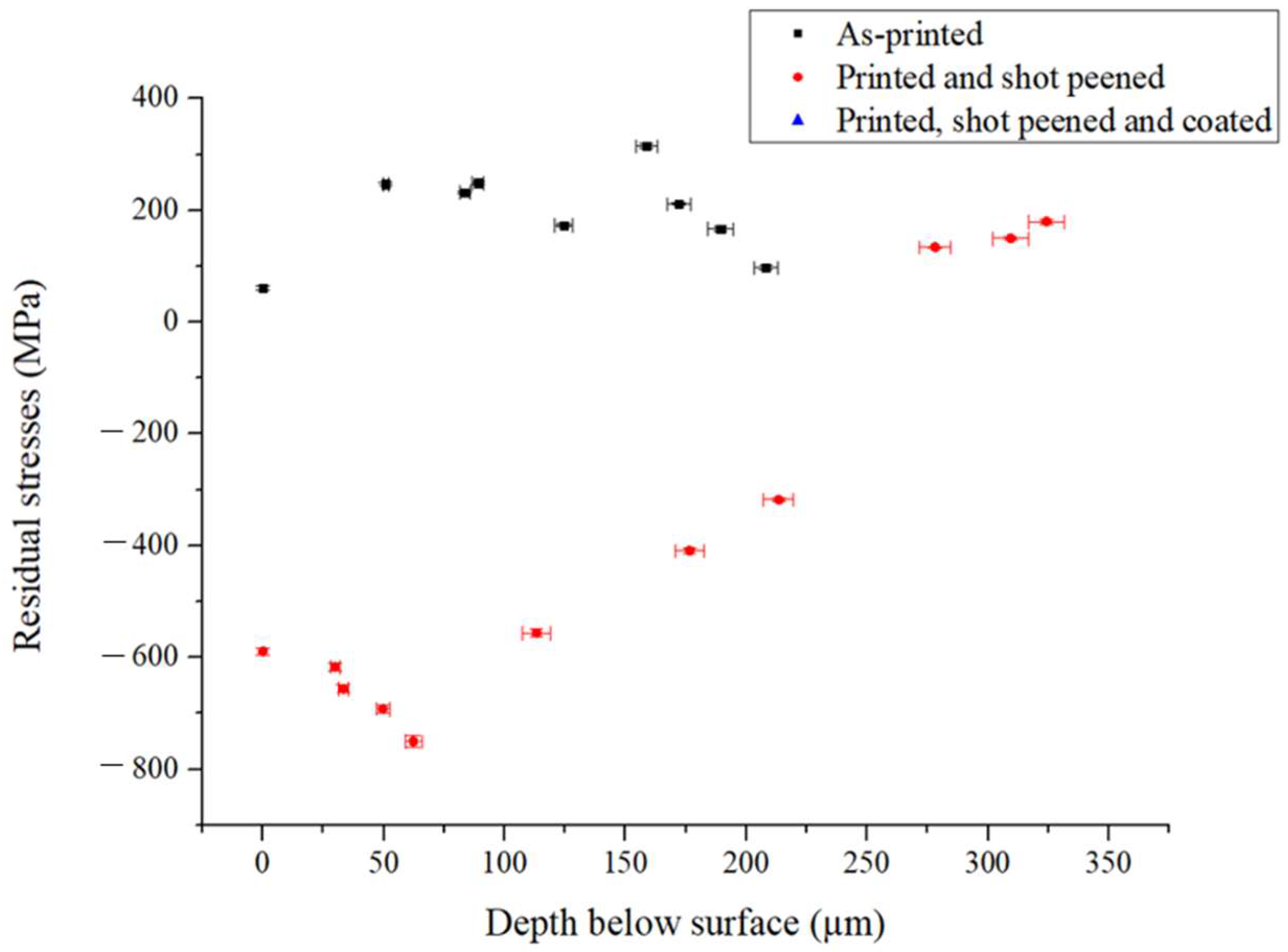
- XRD stress measurement highlighted tensile residual stresses in the as-printed samples and compressive residual stresses in the shot peened and hybrid treated samples. Compressive residual stresses of 589 MPa for an approximate depth of 250 μm were generated by the cold working achieved by shot peening.
- A 40% increase in surface hardness was obtained on the printed and shot peened specimens, while a 2.9 times increase was achieved following the application of the combined surface treatments. This shows that the coating possesses a high hardness, which when combined with shot peening, improves the material characteristics.
- A 50% decrease for Ra and an 80% decrease for Rz were found following the application of shot peening on the as-printed specimens. This shows that shot peening has the added advantage of improving the surface finish of additive manufactured components.
- The application of the TiAlCuN coating on the as-printed provided better adhesion characteristics of the additive manufactured 316L stainless steel, than on the hybrid counterpart. This could be attributed to the test mechanics, where the tip interaction is changing with the roughness and the improved load support provided by the harder and stiffer coating.
- The printed and coated combination had the worst corrosion behaviour, while the printed and hybrid treated specimens exhibited the best corrosion behaviour showing that the combined effect of the surface treatments of shot peening and PVD provided optimal corrosion qualities.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yusuf, S.M.; Chen, Y.; Boardman, R.; Yang, S.; Gao, N. Investigation on porosity and microhardness of 316L stainless steel fabricated by selective laser melting. Metals 2017, 7, 64. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Zhong, Y.; Shen, Z.J. Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater. Sci. Eng. A 2015, 625, 221–229. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.D.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Zhang, D.; Sun, S.; Qiu, D.; Gibson, M.A.; Dargusch, M.S.; Brandt, M.; Qian, M.; Easton, M. Metal Alloys for Fusion-Based Additive Manufacturing. Adv. Eng. Mater. 2018, 20, 1700952. [Google Scholar] [CrossRef]
- Wang, D.; Song, C.; Yang, Y.; Bai, Y. Investigation of crystal growth mechanism during selective laser melting and mechanical property characterization of 316L stainless steel parts. Mater. Des. 2016, 100, 291–299. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Easton, M. Powder Bed Fusion Processes: An Overview; Elsevier Ltd.: Amsterdam, The Netherlands, 2017. [Google Scholar] [CrossRef]
- Lodhi, M.J.K.; Deen, K.M.; Haider, W. Corrosion behavior of additively manufactured 316L stainless steel in acidic media. Materialia 2018, 2, 111–121. [Google Scholar] [CrossRef]
- Jung, G.S.; Park, Y.H.; Kim, D.J.; Lim, C.S. Study on corrosion properties of additive manufactured 316L stainless steel and alloy 625 in seawater. Corros. Sci. Technol. 2019, 18, 258–266. [Google Scholar] [CrossRef]
- Trelewicz, J.R.; Halada, G.P.; Donaldson, O.K.; Manogharan, G. Microstructure and Corrosion Resistance of Laser Additively Manufactured 316L Stainless Steel. J. Mater. 2016, 68, 850–859. [Google Scholar] [CrossRef]
- Sun, Y.; Moroz, A.; Alrbaey, K. Sliding wear characteristics and corrosion behaviour of selective laser melted 316L stainless steel. J. Mater. Eng. Perform. 2014, 23, 518–526. [Google Scholar] [CrossRef]
- Wycisk, E.; Solbach, A.; Siddique, S.; Herzog, D.; Walther, F.; Emmelmann, C. Effects of defects in laser additive manufactured Ti-6Al-4V on fatigue properties. Phys. Procedia 2014, 56, 371–378. [Google Scholar] [CrossRef]
- Santa-Aho, S.; Kiviluoma, M.; Jokiaho, T.; Gundgire, T.; Honkanen, M.; Lindgren, M.; Vippola, M. Additive manufactured 316L stainless-steel samples: Microstructure, residual stress and corrosion characteristics after post-processing. Metals 2021, 11, 182. [Google Scholar] [CrossRef]
- Kumar, M.D.B.; Aravindan, K.M.; Jebaraj, A.V.; Kumar, T.S. Effect of Post-Fabrication Treatments on Surface Residual Stresses of Additive Manufactured Stainless Steel 316L. FME Trans. 2020, 49, 87–94. [Google Scholar] [CrossRef]
- Rautio, T.; Jaskari, M.; Gundgire, T.; Iso-Junno, T.; Vippola, M.; Järvenpää, A. The Effect of Severe Shot Peening on Fatigue Life of Laser Powder Bed Fusion Manufactured 316L Stainless Steel. Materials 2022, 15, 3517. [Google Scholar] [CrossRef] [PubMed]
- Sugavaneswaran, M.; Jebaraj, A.V.; Kumar, M.D.B.; Lokesh, K.; Rajan, A.J. Enhancement of surface characteristics of direct metal laser sintered stainless steel 316L by shot peening. Surf. Interfaces 2018, 12, 31–40. [Google Scholar] [CrossRef]
- Gundgire, T.; Jokiaho, T.; Santa-aho, S.; Rautio, T.; Järvenpää, A.; Vippola, M. Comparative study of additively manufactured and reference 316 L stainless steel samples—Effect of severe shot peening on microstructure and residual stresses. Mater. Charact. 2022, 191, 112162. [Google Scholar] [CrossRef]
- Iswanto, P.T.; Akhyar, H.; Faqihudin, A. Effect of shot peening on microstructure, hardness, and corrosion resistance of AISI 316l. J. Achiev. Mater. Manuf. Eng. 2018, 89, 19–26. [Google Scholar] [CrossRef]
- Moradi, A.; Heidari, A.; Amini, K.; Aghadavoudi, F.; Abedinzadeh, R. The effect of shot peening time on mechanical properties and residual stress in Ti-6Al-4V alloy. Metall. Res. Technol. 2022, 119, 401. [Google Scholar] [CrossRef]
- Björk, T.; Westergård, R.; Hogmark, S.; Bergström, J.; Hedenqvist, P. Physical vapour deposition duplex coatings for aluminium extrusion dies. Wear 1999, 225–229, 1123–1130. [Google Scholar] [CrossRef]
- Vogli, E.; Tillmann, W.; Selvadurai-Lassl, U.; Fischer, G.; Herper, J. Influence of Ti/TiAlN-multilayer designs on their residual stresses and mechanical properties. Appl. Surf. Sci. 2011, 257, 8550–8557. [Google Scholar] [CrossRef]
- Mani, S.P.; Kalaiarasan, M.; Ravichandran, K.; Rajendran, N.; Meng, Y. Corrosion resistant and conductive TiN/TiAlN multilayer coating on 316L SS: A promising metallic bipolar plate for proton exchange membrane fuel cell. J. Mater. Sci. 2021, 56, 10575–10596. [Google Scholar] [CrossRef]
- Vladescu, A.; Cotrut, C.M.; Kiss, A.; Balaceanu, M.; Braic, V.; Zamfir, S.; Braic, M. Corrosion resistance of the TiN, TiAlN and TiN/TiAlN nanostructured hard coatings. UPB Sci. Bull. Ser. B Chem. Mater. Sci. 2006, 68, 57–64. [Google Scholar]
- Ananthakumar, R.; Subramanian, B.; Kobayashi, A.; Jayachandran, M. Electrochemical corrosion and materials properties of reactively sputtered TiN/TiAlN multilayer coatings. Ceram. Int. 2012, 38, 477–485. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Asimakopoulos, A.; Skordaris, G.; Pavlidou, E.; Erkens, G. The inclined impact test: A novel method for the quantification of the adhesion properties of PVD films. Wear 2007, 262, 1471–1478. [Google Scholar] [CrossRef]
- Tillmann, W.; Hagen, L.; Stangier, D.; Dias, N.F.L.; Görtz, J.; Kensy, M.D. Lapping and polishing of additively manufactured 316L substrates and their effects on the microstructural evolution and adhesion of PVD CrAlN coatings. Surf. Coat. Technol. 2021, 428, 127905. [Google Scholar] [CrossRef]
- Jiangsu Vilory Advanced Materials Technology Company Limited. Certificate of Quality—316LVM Stainless Steel; Jiangsu Vilory Advanced Materials Technology Company Limited: Xuzhou, China, 2021. [Google Scholar]
- L. Klein SA. Inspection Certificate of 316L SS; L. Klein SA: Biel, Switzerland, 2018. [Google Scholar]
- ASTM E8; Standard Test Methods for Tension Testing of Metallic Materials. ASTM-International: West Conshohocken, PA, USA, 2022.
- ASTM E23-18a; Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. ASTM-International: West Conshohocken, PA, USA, 2018.
- BS EN 15305:2008; Non-Destructive Testing—Test Method for Residual Stress Analysis by X-ray Diffraction. B. S. Institution: London, UK, 2008.
- ASTM D1141-98; Standard for the Preparation of Substitute Ocean Water. ASTM-International: West Conshohocken, PA, USA, 1999; pp. 98–100.
- BS ISO 2602:1980; Statistical Interpretation of Test Results—Estimation of the Mean—Confidence Interval. B. S. Institution: London, UK, 1981.
- Röttger, A.; Boes, J.; Theisen, W.; Thiele, M.; Esen, C.; Edelmann, A.; Hellmann, R. Microstructure and mechanical properties of 316L austenitic stainless steel processed by different SLM devices. Int. J. Adv. Manuf. Technol. 2020, 108, 769–783. [Google Scholar] [CrossRef]
- Rosnitschek, T.; Seefeldt, A.; Alber-Laukant, B.; Neumeyer, T.; Altstädt, V.; Tremmel, S. Correlations of geometry and infill degree of extrusion additively manufactured 316l stainless steel components. Materials 2021, 14, 5173. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Mechanical behavior of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Qiu, C.; Al Kindi, M.; Aladawi, A.S.; Al Hatmi, I. A comprehensive study on microstructure and tensile behaviour of a selectively laser melted stainless steel. Sci. Rep. 2018, 8, 7785. [Google Scholar] [CrossRef]
- Mertens, A.; Reginster, S.; Contrepois, Q.; Dormal, T.; Lemaire, O.; Lecomte-Beckers, J. Microstructures and mechanical properties of stainless steel AISI 316L processed by selective laser melting. Mater. Sci. Forum 2014, 783–786, 898–903. [Google Scholar] [CrossRef]
- Jaskari, M.; Ghosh, S.; Miettunen, I.; Karjalainen, P.; Järvenpää, A. Tensile Properties and Deformation of AISI 316L Additively Manufactured with Various Energy Densities. Materials 2021, 14, 5809. [Google Scholar] [CrossRef]
- Callister, W.D.; Retwisch, D.G. Materials Science and Engineering, 9th ed.; John Wiley & Sons Ltd.: Hoboken, NJ, USA, 2015. [Google Scholar]
- A. S. Metals. AISI Type 316L Stainless Steel, Annealed Bar. 2014. Available online: https://asm.matweb.com/search/SpecificMaterial.asp?bassnum=mq316q (accessed on 3 December 2022).
- S. Merkt. Qualification of Additively Manufactured Lattice Structures for Customized Component Functions; RWTH Aachen University: Aachen, Germany, 2015. [Google Scholar]
- Niendorf, T.; Leuders, S.; Riemer, A.; Richard, H.A.; Tröster, T.; Schwarze, D. Highly anisotropic steel processed by selective laser melting. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2013, 44, 794–796. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Chua, C.K. Simultaneously enhanced strength and ductility for 3D-printed stainless steel 316L by selective laser melting. NPG Asia Mater. 2018, 10, 127–136. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steel with high strength and ductility. Nat. Mater. 2017, 17, 63–70. [Google Scholar] [CrossRef] [PubMed]
- Cherry, J.A.; Davies, H.M.; Mehmood, S.; Lavery, N.P.; Brown, S.G.R.; Sienz, J. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2015, 76, 869–879. [Google Scholar] [CrossRef]
- Yasa, E.; Deckers, J.; Kruth, J.P.; Rombouts, M.; Luyten, J. Charpy impact testing of metallic selective laser melting parts. Virtual Phys. Prototyp. 2010, 5, 89–98. [Google Scholar] [CrossRef]
- Wang, C.; Lin, X.; Wang, L.; Zhang, S.; Huang, W. Cryogenic mechanical properties of 316L stainless steel fabricated by selective laser melting. Mater. Sci. Eng. A 2021, 815, 141317. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular cellular segregation network structure strengthening 316L stainless steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Kurgan, N.; Varol, R. Mechanical properties of P/M 316L stainless steel materials. Powder Technol. 2010, 201, 242–247. [Google Scholar] [CrossRef]
- Zhong, Y.; Rännar, L.E.; Liu, L.; Koptyug, A.; Wikman, S.; Olsen, J.; Cui, D.; Shen, Z. Additive manufacturing of 316L stainless steel by electron beam melting for nuclear fusion applications. J. Nucl. Mater. 2017, 486, 234–245. [Google Scholar] [CrossRef]
- Astaraee, A.H.; Miresmaeili, R.; Bagherifard, S.; Guagliano, M.; Aliofkhazraei, M. Incorporating the principles of shot peening for a better understanding of surface mechanical attrition treatment (SMAT) by simulations and experiments. Mater. Des. 2017, 116, 365–373. [Google Scholar] [CrossRef]
- Sun, Q.; Liu, X.; Han, Q.; Li, J.; Xu, R.; Zhao, K. A comparison of AA2024 and AA7150 subjected to ultrasonic shot peening: Microstructure, surface segregation and corrosion. Surf. Coat. Technol. 2018, 337, 552–560. [Google Scholar] [CrossRef]
- Man, B.Y.; Guzman, L.; Miotello, A.; Adami, M. Microstructure, oxidation and H2-permeation resistance of TiAlN films deposited by DC magnetron sputtering technique. Surf. Coat. Technol. 2004, 180–181, 9–14. [Google Scholar] [CrossRef]
- Carpenter, K.; Tabei, A. On residual stress development, prevention, and compensation in metal additive manufacturing. Materials 2020, 13, 255. [Google Scholar] [CrossRef] [PubMed]
- Maamoun, A.H.; Elbestawi, M.A.; Veldhuis, S.C. Influence of shot peening on alsi10mg parts fabricated by additive manufacturing. J. Manuf. Mater. Process. 2018, 2, 40. [Google Scholar] [CrossRef]
- Al-Mamun, N.S.; Deen, K.M.; Haider, W.; Asselin, E.; Shabib, I. Corrosion behavior and biocompatibility of additively manufactured 316L stainless steel in a physiological environment: The effect of citrate ions. Addit. Manuf. 2020, 34, 101237. [Google Scholar] [CrossRef]
- Khamaj, J.A. Cyclic polarization analysis of corrosion behavior of ceramic coating on 6061 Al/SiCp composite for marine applications. Prot. Met. Phys. Chem. Surf. 2016, 52, 886–893. [Google Scholar] [CrossRef]
- Lodhi, M.J.K.; Deen, K.M.; Greenlee-Wacker, M.C.; Haider, W. Additively manufactured 316L stainless steel with improved corrosion resistance and biological response for biomedical applications. Addit. Manuf. 2019, 27, 8–19. [Google Scholar] [CrossRef]
- Esmailzadeh, S.; Aliofkhazraei, M.; Sarlak, H. Interpretation of Cyclic Potentiodynamic Polarization Test Results for Study of Corrosion Behavior of Metals: A Review. Prot. Met. Phys. Chem. Surf. 2018, 54, 976–989. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ni | Mo | Si | Mn | Fe |
|---|---|---|---|---|---|---|
| (a) 316L SS Powder (wt.%) | 17 | 11 | 2 | 1 | 1 | Bal. |
| (b) Wrought 316L SS (wt.%) | 16–18 | 10–14 | 2–3 | <1 | <2 | Bal. |
| Layer Number | Total Time (min) | Time Distribution (min) | Bias Voltage (V) | Nitrogen Flow (%) | Target Current (A) | |||
|---|---|---|---|---|---|---|---|---|
| 1: Ti | 2: Ti | 3: Al | 4: Cu | |||||
| Cleaning | 10 | 0 | 200 | 0 | 0.5 | / | / | |
| Ramp up to 2 | 400 | |||||||
| 8 | 400 | |||||||
| 1: Ti | 15 | 0 | 90 | 0 | 0.5 | / | / | |
| Ramp up to 10 | 8 | |||||||
| 5 | ||||||||
| 2: TiN | 60 | 0 | 90 | 100 | 8 | / | / | |
| Ramp up to 30 | 35 | |||||||
| 30 | ||||||||
| 3: TiAlN | 60 | 0 | 90 | 35 | 8 | 2 | / | |
| Ramp up to 5 | 8 | |||||||
| 55 | ||||||||
| 4: TiAlCuN | 60 | 60 | 90 | 35 | 8 | 8 | 8 | |
| Sample | Abbreviation |
|---|---|
| Wrought 316 LVM SS | W |
| As-printed 316L SS | AP |
| Printed and shot peened 316L SS | PSP |
| Wrought and Coated 316L SS | WC |
| Printed and coated 316L SS | PC |
| Printed, shot peened and coated 316L SS | PSPC |
| Young’s Modulus (GPa) | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) | |
|---|---|---|---|---|
| AP (Measured) | 155 7 | 493 5 | 644 5 | 40 2 |
| AP (Literature) | 141–183 [33,34] | 424–561 [33,35,36,37,38] | 528–834 [35,36,37,38] | 17–51 [33,35,36,37,38] |
| Wrought (Literature) [39,40] | 193 | 205–310 | 515–620 | 30 |
| Maximum Load (kN) | Total Energy (J) | |
|---|---|---|
| AM SLM (Measured) | 15 ± 0.10 | 75 ± 2 |
| AM SLM (Literature) [45,46,47,48] | / | 60–100 |
| Wrought (Literature) [45,46,47,48] | 120–180 |
| Material | Surface Hardness |
|---|---|
| AP | 238 ± 4 HV0.2 |
| PSP | 334 ± 16 HV0.2 |
| PSPC | 691 ± 23 HV0.2 |
| TiAlCuN coating * | 3022 ± 54 HV |
| Passive Current Density (µA/cm2) | Ecorr (mV) | Ebreak (mV) | Eprot (mV) | Ebreak–Eprot (mV) | Presence of Pits and Delamination | |
|---|---|---|---|---|---|---|
| W | 1 0.1 | −197 ± 10 | 686 ± 24 | 60 ± 36 | 626 ± 60 | No |
| AP | 0.4 0.2 | −2 ± 14 | 500 ± 36 | −133 ± 17 | 633 ± 53 | No |
| PP | 3 0.6 | −181 ± 14 | 776 ± 127 | −199 ± 37 | 975 ± 164 | No |
| PSP | 1 0.6 | −198 ± 15 | 334 ± 92 | −53 ± 17 | 387 ± 109 | No |
| PC | 12 1 | −500 ± 20 | 241 ± 80 | −138 ± 25 | 379 ± 105 | Yes |
| PSPC | 2 0.8 | −210 ± 20 | 595 ± 168 | −208 ± 25 | 803 ± 193 | Yes |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bonnici, L.; Buhagiar, J.; Cassar, G.; Vella, K.A.; Chen, J.; Zhang, X.; Huang, Z.; Zammit, A. Additively Manufactured 316L Stainless Steel Subjected to a Duplex Peening-PVD Coating Treatment. Materials 2023, 16, 663. https://doi.org/10.3390/ma16020663
Bonnici L, Buhagiar J, Cassar G, Vella KA, Chen J, Zhang X, Huang Z, Zammit A. Additively Manufactured 316L Stainless Steel Subjected to a Duplex Peening-PVD Coating Treatment. Materials. 2023; 16(2):663. https://doi.org/10.3390/ma16020663
Chicago/Turabian StyleBonnici, Luana, Joseph Buhagiar, Glenn Cassar, Kelsey Ann Vella, Jian Chen, Xiyu Zhang, Zhiquan Huang, and Ann Zammit. 2023. "Additively Manufactured 316L Stainless Steel Subjected to a Duplex Peening-PVD Coating Treatment" Materials 16, no. 2: 663. https://doi.org/10.3390/ma16020663
APA StyleBonnici, L., Buhagiar, J., Cassar, G., Vella, K. A., Chen, J., Zhang, X., Huang, Z., & Zammit, A. (2023). Additively Manufactured 316L Stainless Steel Subjected to a Duplex Peening-PVD Coating Treatment. Materials, 16(2), 663. https://doi.org/10.3390/ma16020663