

The Influence of 3D Printing Core Construction (Binder Jetting) on the Amount of Generated Gases in the Environmental and Technological Aspect

 , , , ,
, , , ,
Abstract
:1. Introduction
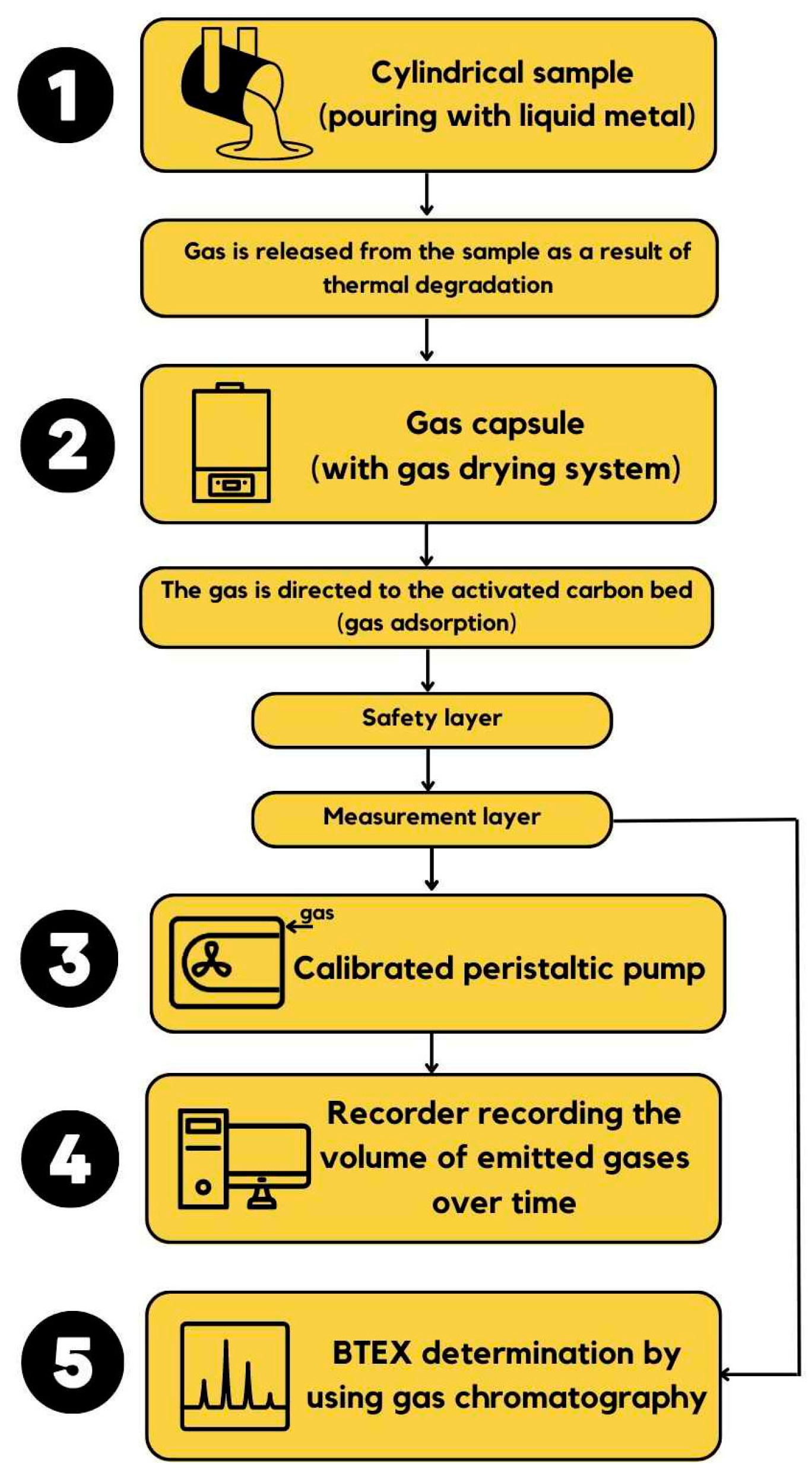
- Emission of toxic gases: During 3D printing using furfuryl resins, the thermal degradation of cores and molds results in the emission of harmful gases. These gas by-products may contain toxic organic compounds such as BTEX (benzene, toluene, ethylbenzene, and xylenes), which are hazardous to human health and the natural environment.
- Potential negative effects on ecosystems: If gas emissions are not adequately controlled, they can enter the natural environment, affecting ecosystems and their functions. Particularly in 3D printing for metal casting, where synthetic resins are used, potential pollutants can harm plants, animals, and soil.
- Air tightness and air pollution: Gas emissions during 3D printing can affect the air quality in the workplace and the surrounding area of the manufacturing facility. Exposing workers to harmful substances can lead to health issues, and improperly vented or polluted gases can negatively impact the air quality in the vicinity.
- Health implications for workers: Gas emissions during 3D printing can pose a health risk to workers involved in the manufacturing process. Harmful substances such as toxic fumes or dust can cause respiratory problems, skin and eye irritations, and even contribute to the development of more severe diseases.
- Improper waste management: Three-dimensional printing generates waste in the form of used resins and materials. Improper waste management can lead to increased amounts of waste containing environmentally harmful substances, negatively affecting soil and groundwater.
2. Materials and Methods
2.1. Materials
- Kaltharz U404—commercial resin hardened with an acid hardener 100T3 (manufacturer: Huttenes-Albertus, Düsseldorf, Germany); typical for conventional cores sand production;
- FB001—commercial resin hardened with an acid hardener FA001 (manufacturer: ExOne; Irwin, PA, US); suitable for making cores and molds in a wide variety of silica sand and ceramic material by binder-jetting 3D printing.
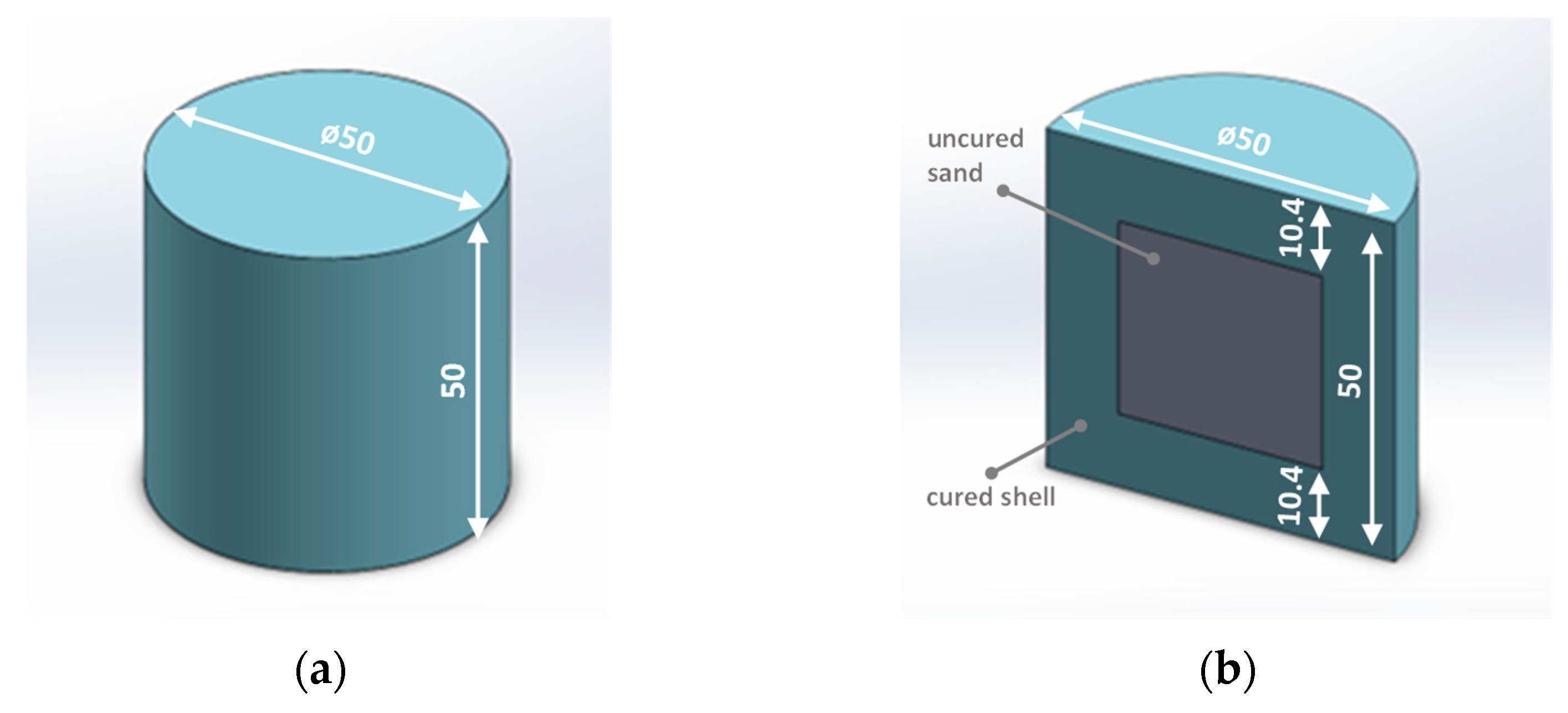
2.2. Core Samples
2.3. Methodology
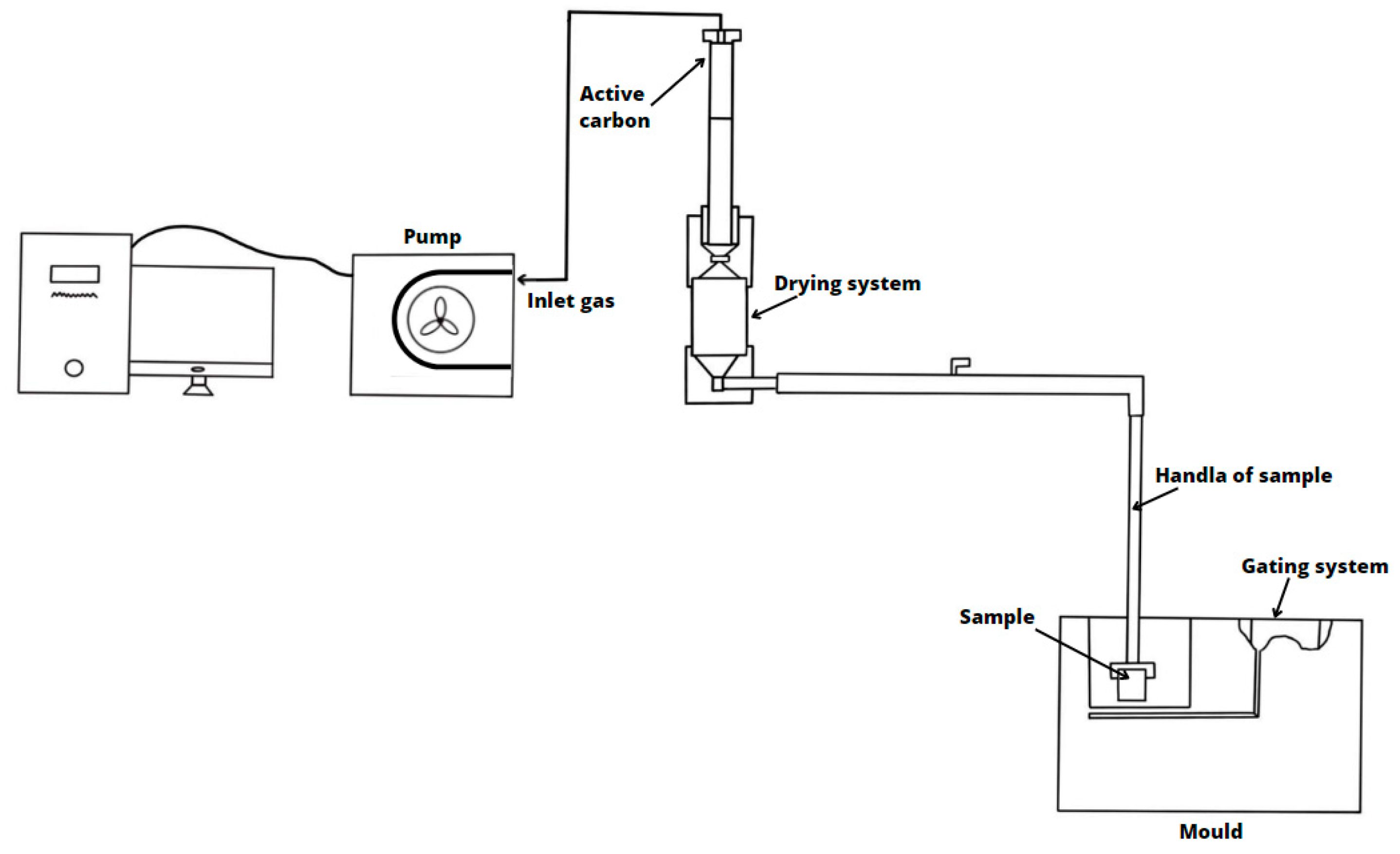
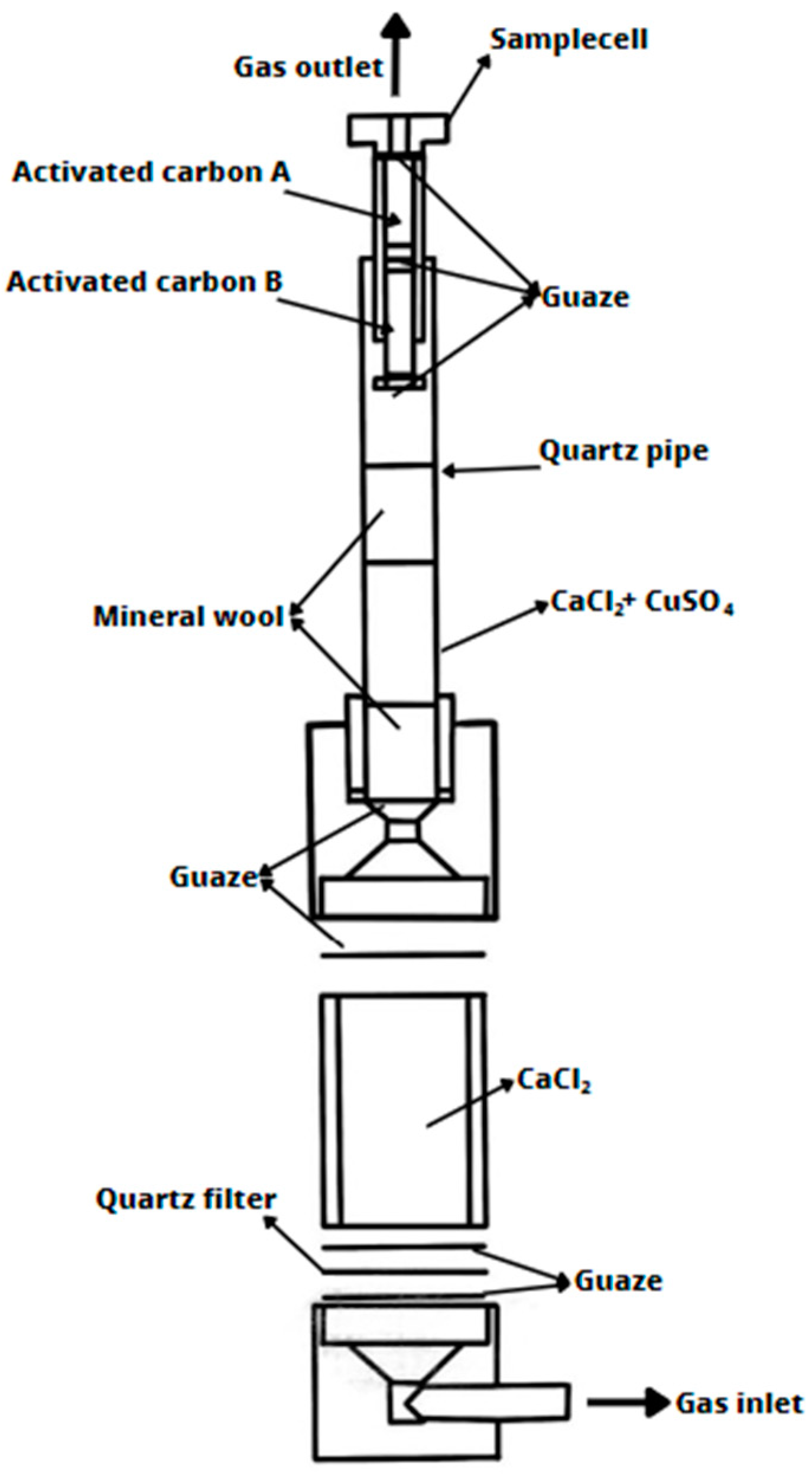
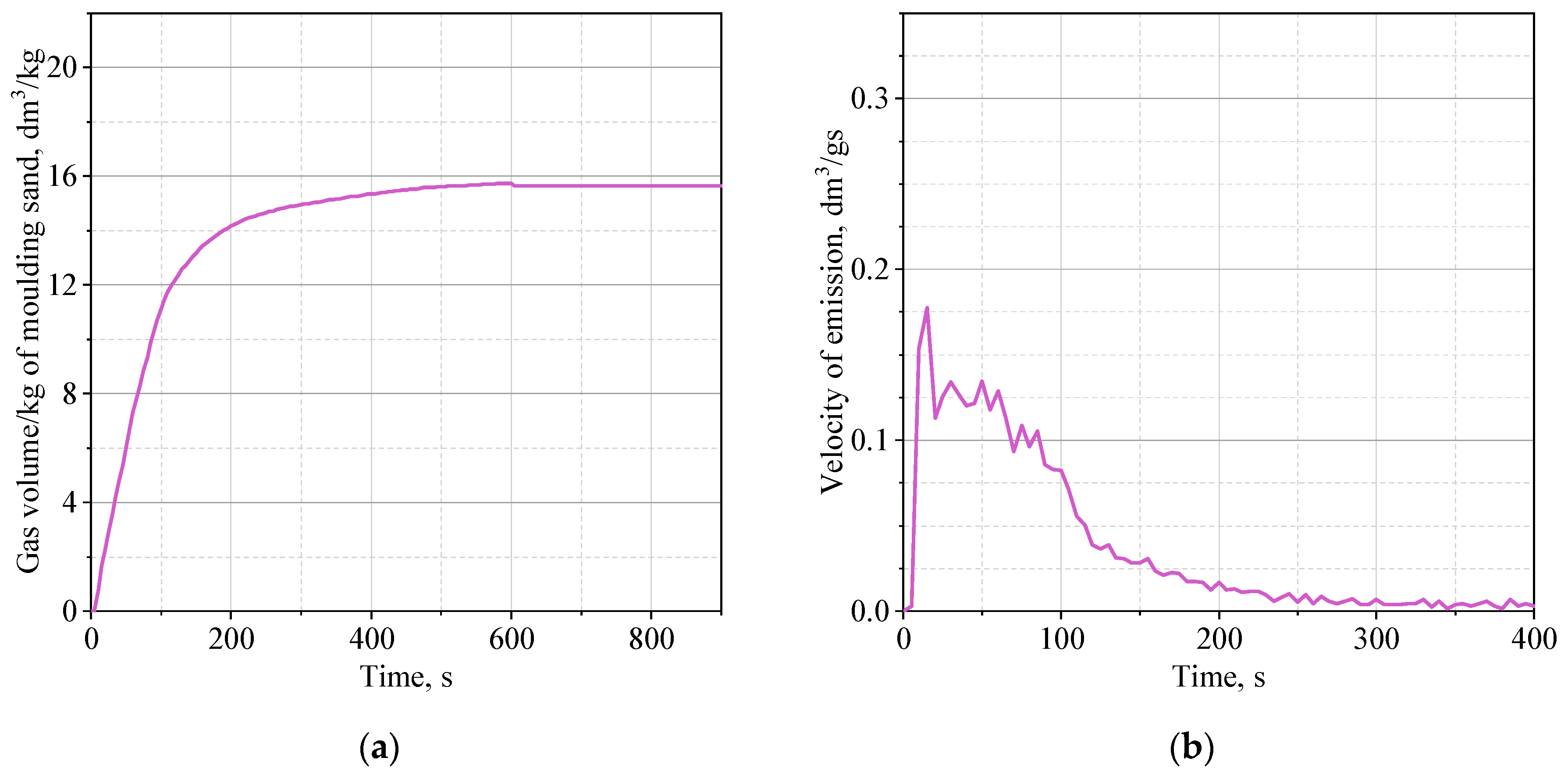
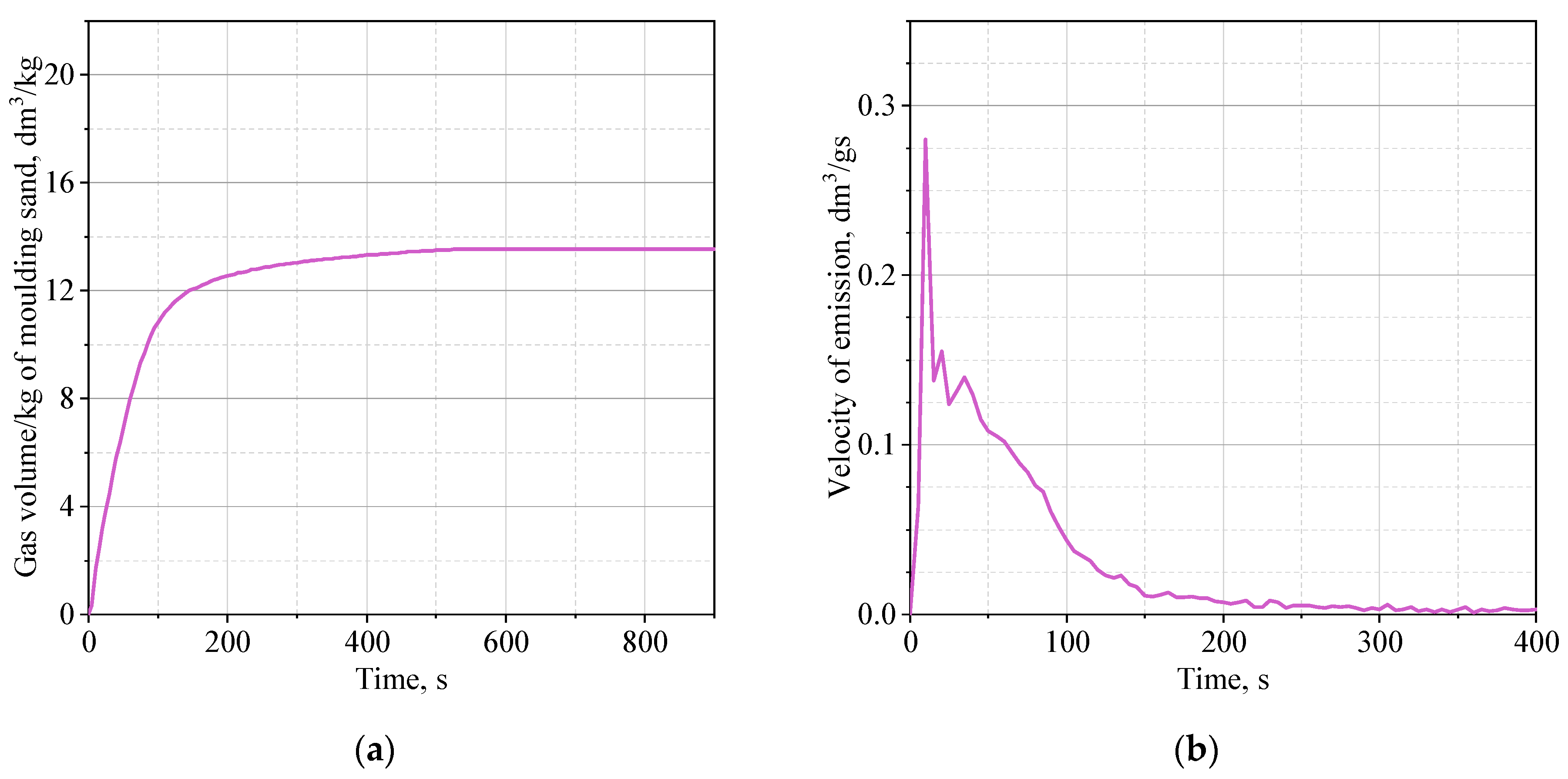
2.3.1. The Gas Emission Determination
2.3.2. Gas Chromatography
3. Results
4. Conclusions
- The volume of emitted gases generated during the thermal decomposition of organic binder (furfuryl resin, acid hardener), under the same conditions of pouring with liquid casting metal, depends on the quantity of components in the core sand and the type of binder.
- Cores made using conventional technology emit the least amount of gases due to the lowest binder content.
- Increasing the amount of Kaltharz U404 resin to 1.5 parts by weight (MS-2) results in a 37% increase in gas volume compared to the initial composition (MS-1) and an increase in benzene emission by 27%.
- The use of shell cores allows for a reduction in gas volume by over 20%, in the case of retaining sand with a hardener, and even by 30% in the case of cores where sand with a hardener is removed (MS-4.3).
- The use of shell cores is an environmentally friendly solution that enables a reduction in the emission of carcinogenic benzene by up to 30% and also allows for a reduction in core production costs due to decreased resin consumption.
- The use of shell cores promotes faster removal of gaseous binder decomposition products, and thus reduces the tendency to create defects in castings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kladovasilakis, N.; Tsongas, K.; Karalekas, D.; Tzetzis, D. Architected Materials for Additive Manufacturing: A Comprehensive Review. Materials 2022, 15, 5919. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z. Irianto Mechanical, Thermal and Physical Characteristics of Oil Palm (Elaeis Guineensis) Fiber Reinforced Thermoplastic Composites for FDM–Type 3D Printer. Polym. Test. 2023, 120, 107972. [Google Scholar] [CrossRef]
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Li, F.; Tan, W.; Cramer, C.L.; Nandwana, P.; Chmielus, M. Binder Jet 3D Printing—Process Parameters, Materials, Properties, Modeling, and Challenges. Prog. Mater. Sci. 2021, 119, 100707. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, R.; Liu, Y.; Zhang, L. Understanding Melt Pool Characteristics in Laser Powder Bed Fusion: An Overview of Single- and Multi-Track Melt Pools for Process Optimization. Adv. Powder Mater. 2023, 2, 100137. [Google Scholar] [CrossRef]
- Svidró, J.; Diószegi, A. New Possibilities in the Thermal Analysis of Moulding Materials. In Proceedings of the 73rd World Foundry Congress Creative Foundry, WFC 2018–Proceedings, Krakow, Poland, 23–27 September 2018; Volume 2, pp. 25–26. [Google Scholar]
- Sivarupan, T.; El Mansori, M.; Coniglio, N.; Dargusch, M. Effect of Process Parameters on Flexure Strength and Gas Permeability of 3D Printed Sand Molds. J. Manuf. Process. 2020, 54, 420–437. [Google Scholar] [CrossRef]
- Upadhyay, M.; Sivarupan, T.; El Mansori, M. 3D Printing for Rapid Sand Casting—A Review. J. Manuf. Process. 2017, 29, 211–220. [Google Scholar] [CrossRef] [Green Version]
- Xue, L.; Li, X.; Li, W.; Zhang, R. Research on the Influence of Furan Resin Addition on the Performance and Accuracy of 3D Printing Sand Mold. IOP Conf. Ser. Mater. Sci. Eng. 2018, 392, 062044. [Google Scholar] [CrossRef]
- Mitra, S.; Rodríguez de Castro, A.; El Mansori, M. On the Rapid Manufacturing Process of Functional 3D Printed Sand Molds. J. Manuf. Process. 2019, 42, 202–212. [Google Scholar] [CrossRef] [Green Version]
- Sivarupan, T.; Balasubramani, N.; Saxena, P.; Nagarajan, D.; El Mansori, M.; Salonitis, K.; Jolly, M.; Dargusch, M.S. A Review on the Progress and Challenges of Binder Jet 3D Printing of Sand Moulds for Advanced Casting. Addit. Manuf. 2021, 40, 101889. [Google Scholar] [CrossRef]
- Bobrowski, A.; Kaczmarska, K.; Drożyński, D.; Woźniak, F.; Dereń, M.; Grabowska, B.; Żymankowska-Kumon, S.; Szucki, M. 3D Printed (Binder Jetting) Furan Molding and Core Sands—Thermal Deformation, Mechanical and Technological Properties. Materials 2023, 16, 3339. [Google Scholar] [CrossRef]
- Obzina, T.; Merta, V.; Rygel, J.; Lichý, P.; Drobíková, K. Evaluation of Collapsibility of Selected Core Systems. Arch. Foundry Eng. 2022, 22, 48–52. [Google Scholar] [CrossRef]
- Gawronov, M.; Lichý, P.; Kroupov, I.; Obzina, T.; Beno, J.; Nguyenov, I.; Merta, V.; Jezierski, J.; Radkovský, F. Evaluation of Additive Manufacturing of Sand Cores in Terms of the Resulting Surface Roughness. Heliyon 2022, 8, e10751. [Google Scholar] [CrossRef]
- Oguntuyi, S.D.; Nyembwe, K.; Shongwe, M.B.; Mojisola, T. Challenges and Recent Progress on the Application of Rapid Sand Casting for Part Production: A Review. Int. J. Adv. Manuf. Technol. 2023, 126, 891–906. [Google Scholar] [CrossRef]
- Sabry, F. Druk 4D: Poczekaj Chwilę, Czy Powiedziałeś, Że Druk 4D?; Jeden Miliard Kompetentny. 2012. Available online: https://www.barnesandnoble.com/w/druk-4d-fouad-sabry/1140529635 (accessed on 13 July 2023).
- Elbadawi, M.; Basit, A.; Gaisford, S. Energy Consumption and Carbon Footprint of 3D Printing in Pharmaceutical Manufacture. Int. J. Pharm. 2023, 639, 122926. [Google Scholar] [CrossRef]
- Dańko, R.; Holtzer, M.; Górny, G. Ocena Wpływu Jakości Regeneratu Na Parametry Powierzchniowe Odlewów. Arch. Foundry Eng. 2014, 14, 17–22. [Google Scholar] [CrossRef]
- Dana, H.R.; El Mansori, M. Mechanical Characterisation of Anisotropic Silica Sand/Furan Resin Compound Induced by Binder Jet 3D Additive Manufacturing Technology. Ceram. Int. 2020, 46, 17867–17880. [Google Scholar] [CrossRef]
- Saeidpour, M.; Svenningsson, R.; Gotthardsson, U.; Farre, S. Thermal Properties of 3D-Printed Sand Molds. Int. J. Met. 2021, 16, 252–258. [Google Scholar] [CrossRef]
- Sivarupan, T.; Upadhyay, M.; Ali, Y.; El Mansori, M.; Dargusch, M.S. Reduced Consumption of Materials and Hazardous Chemicals for Energy Efficient Production of Metal Parts through 3D Printing of Sand Molds. J. Clean. Prod. 2019, 224, 411–420. [Google Scholar] [CrossRef]
- Hackney, P.M.; Wooldridge, R. Characterisation of Direct 3D Sand Printing Process for the Production of Sand Cast Mould Tools. Rapid Prototyp. J. 2017, 23, 7–15. [Google Scholar] [CrossRef]
- Kim, E.H.; Choi, H.H.; Jung, Y.G. Fabrication of a Ceramic Core for an Impeller Blade Using a 3D Printing Technique and Inorganic Binder. J. Manuf. Process. 2020, 53, 43–47. [Google Scholar] [CrossRef]
- Bryant, N.; Villela, J.; Villela, J.O.; Alemán, A.; O’Dell, J.; Ravi, S.; Thiel, J.; MacDonald, E. 3D Printed Smart Mold for Sand Casting: Monitoring Pre-Pour Binder Curing. In 2022 International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2022; pp. 1528–1540. [Google Scholar]
- Singh, S.; Ramakrishna, S.; Gupta, M.K. Towards Zero Waste Manufacturing: A Multidisciplinary Review. J. Clean. Prod. 2017, 168, 1230–1243. [Google Scholar] [CrossRef]
- Mitra, S. Experimental and Numerical Characterization of Functional Properties of Sand Molds Produced by Additive Manufacturing (3D Printing by Jet Binding) in a Fast Foundry. Doctoral Thesis, Ecole Nationale Supérieure d’arts et Métiers—ENSAM, Paris, France, 2019. [Google Scholar]
- Dai, X.; Zhu, W.Y.; Wang, J.X.; Wang, W.H. Preparation Method of Furan Resin for 3D Printing. CN Patent 107778491B, 11 December 2020. [Google Scholar]
- Żółkiewicz, Z. Selected Casting Processes in the Aspect of Their Effect on the Environment Protection. Pr. Inst. Odlew. 2018, 58, 97–109. [Google Scholar] [CrossRef]
- Budzik, G.; Woźniak, J.; Przeszłowski, Ł. Druk 3D Jako Element Przemysłu Przyszłości. Analiza Rynku i Tendencje Rozwoju; Oficyna Wydawnicza Politechniki Rzeszowskiej: Rzeszów, Poland, 2022; ISBN 978-83-7934-610-3. [Google Scholar]
- Bobrowski, A.; Drożyński, D.; Grabowska, B.; Kaczmarska, K.; Kurleto-Kozioł, Ż.; Brzeziński, M. Studies on Thermal Decomposition of Phenol Binder Using TG/DTG/DTA and FTIR-DRIFTS Techniques in Temperature Range 20–500 °C. China Foundry 2018, 15, 145–151. [Google Scholar] [CrossRef] [Green Version]
- Stampfl, J.; Wang, X.; Wu, Q.; Huang, Y.; Li, N.; Wu, X.; Chen, X.; Wang, J.; Jing, T.; Huang, T.; et al. Study on the Gas Release of 3D-Printed Furan Resin Sand Core during the Casting Process. Materials 2023, 16, 4152. [Google Scholar] [CrossRef]
- Bobrowski, A.; Holtzer, M.; Żymankowska-Kumon, S.; Dańko, R. Harmfulness Assessment of Moulding Sands with a Geopolymer Binder and a New Hardener, in An Aspect of the Emission of Substances from the Btex Group. Arch. Metall. Mater. 2015, 60, 341–344. [Google Scholar] [CrossRef]
- Bobrowski, A.; Żymankowska-Kumon, S.; Drożyński, D.; Grabowska, B.; Kaczmarska, K. TG/DTG/DTA, FTIR and GC/MS Studies of Oil Sand for Artistic and Precision Foundry with the Emission of Gases Assessment. Arch. Foundry Eng. 2017, 17, 25–30. [Google Scholar] [CrossRef] [Green Version]
- Holtzer, M.; Dańko, R. Ocena Szkodliwości Materiałów Wiążących Stosowanych Do Mas Formierskich i Rdzeniowych Nowej Generacji; Wydawnictwo Naukowe AKAPIT: Kraków, Poland, 2013; ISBN 978-83-63663-19-3. [Google Scholar]
- Kubecki, M.; Holtzer, M. Ocena Wpływu Dodatku Regeneratu Do Masy Formierskiej Na Ilość Związków z Grupy BTEX, Powstających w Trakcie Procesu Zalewania Formy Ciekłym Metalem. Pr. Inst. Metal. Żelaza 2015, 67, 20–23. [Google Scholar]
- Guo, N.; Leu, M.C. Additive Manufacturing: Technology, Applications and Research Needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Mitterpach, J.; Hroncová, E.; Ladomerský, J.; Balco, K. Environmental Analysis of Waste Foundry Sand via Life Cycle Assessment. Environ. Sci. Pollut. Res. 2017, 24, 3153–3162. [Google Scholar] [CrossRef]
- Snelling, D.; Williams, C.; Druschitz, A. A Comparison of Binder Burnout and Mechanical Characteristics of Printed and Chemically Bonded Sand Molds. In 2014 International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2014. [Google Scholar] [CrossRef]
- Jaworska, N.; Podsiadło, H. Technologia Druku 3D Jako Szansa Dla Środowiska Naturalnego. Acta Poligraphica 1991, 14, 55–70. [Google Scholar]
- Kubecki, M.; Holtzer, M.; Bobrowski, A.; Dańko, R.; Grabowska, B.; Żymankowska-Kumon, S. Analysis of the Compounds from the BTEX Group, Emitted during Thermal Decomposition of Alkyd Resin. Arch. Foundry Eng. 2012, 12, 69–74. [Google Scholar] [CrossRef]
- Żymankowska-Kumon, S. The Use of Gas Chromatography in Pyrolysis of Foundry Binders. Arch. Foundry Eng. 2014, 14, 149–152. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Molding Sands for Samples | A method of Samples Preparing | Binder a, Part by Weight | Hardener, Part by Weight | Sand Grain Matrix, Part by Weight | ||||
|---|---|---|---|---|---|---|---|---|
| FB001 b | Kaltharz U404 c | FA001 a | Aktivator 100T3 b | FS001 a | Coarse Sand d (Main Fraction 0.40/0.32/0.20) | Sieved Sand d (Fraction 0.16/0.10) | ||
| MS-1 | mixing /compacting | - | 1.0 | - | 0.5 | - | 100 | - |
| MS-2 | mixing /compacting | - | 1.5 | - | 0.4 | - | - | 100 |
| MS-3 | mixing /compacting | 1.5 | - | 0.4 | - | - | 100 | - |
| MS-4 | 3D printing (binder jetting) | 1.5 | - | 0.4 | - | 100 | - | - |
| Sample | Type of Sample | Type of Sample Filling | Total Sample Weight d, g | Mass of Roasted Quartz Sand in the Sample e, g |
|---|---|---|---|---|
| MS-1 | full sample | the same as the whole shape | 153.7 | - |
| MS-2 | full sample | the same as the whole shape | 138.2 | - |
| MS-3 | full sample | the same as the whole shape | 138.0 | - |
| MS-4.1 | full sample | the same as the whole shape | 131.7 | - |
| MS-4.2 | shell sample | quartz sand FS001 with hardener FA001 | 137.4 | - |
| MS-4.3 | shell sample | roasting quartz sand fraction 0.16/0.10 | 110.5 | 28.7 |
| Sample Designation | Sample Weight, g | The Volume of Gases, dm3/kg Weight | Gas Emission, mg/Specimen | |||
|---|---|---|---|---|---|---|
| Benzene | Toluene | Ethylbenzene | Xylenes | |||
| MS-1 | 153.7 | 17.0 | 338.6 | 57.7 | 0.0 | 13.2 |
| MS-2 | 138.2 | 23.4 | 431.0 | 81.8 | 0.0 | 12.4 |
| MS-3 | 138.0 | 20.8 | 365.3 | 51.5 | 0.0 | 13.4 |
| Sample | Sample Weight, g | The Volume of Gases, dm3/kg Weight | Gas Emission, mg/Specimen | |||
|---|---|---|---|---|---|---|
| Benzene | Toluene | Ethylbenzene | Xylenes | |||
| MS-4.1 | 131.7 | 20.0 | 648.0 | 50.4 | 1.7 | 20.3 |
| MS-4.2 | 137.4 | 15.7 | 488.1 | 32.4 | 0.8 | 20.1 |
| MS-4.3 | 139.3 | 13.5 | 430.9 | 22.8 | 0.0 | 17.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bobrowski, A.; Woźniak, F.; Żymankowska-Kumon, S.; Kaczmarska, K.; Grabowska, B.; Dereń, M.; Żuchliński, R. The Influence of 3D Printing Core Construction (Binder Jetting) on the Amount of Generated Gases in the Environmental and Technological Aspect. Materials 2023, 16, 5507. https://doi.org/10.3390/ma16165507
Bobrowski A, Woźniak F, Żymankowska-Kumon S, Kaczmarska K, Grabowska B, Dereń M, Żuchliński R. The Influence of 3D Printing Core Construction (Binder Jetting) on the Amount of Generated Gases in the Environmental and Technological Aspect. Materials. 2023; 16(16):5507. https://doi.org/10.3390/ma16165507
Chicago/Turabian StyleBobrowski, Artur, Faustyna Woźniak, Sylwia Żymankowska-Kumon, Karolina Kaczmarska, Beata Grabowska, Michał Dereń, and Robert Żuchliński. 2023. "The Influence of 3D Printing Core Construction (Binder Jetting) on the Amount of Generated Gases in the Environmental and Technological Aspect" Materials 16, no. 16: 5507. https://doi.org/10.3390/ma16165507
APA StyleBobrowski, A., Woźniak, F., Żymankowska-Kumon, S., Kaczmarska, K., Grabowska, B., Dereń, M., & Żuchliński, R. (2023). The Influence of 3D Printing Core Construction (Binder Jetting) on the Amount of Generated Gases in the Environmental and Technological Aspect. Materials, 16(16), 5507. https://doi.org/10.3390/ma16165507