
Production of Bio-Based Polyol from Coconut Fatty Acid Distillate (CFAD) and Crude Glycerol for Rigid Polyurethane Foam Applications
 , , ,
, , ,  and
and 
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
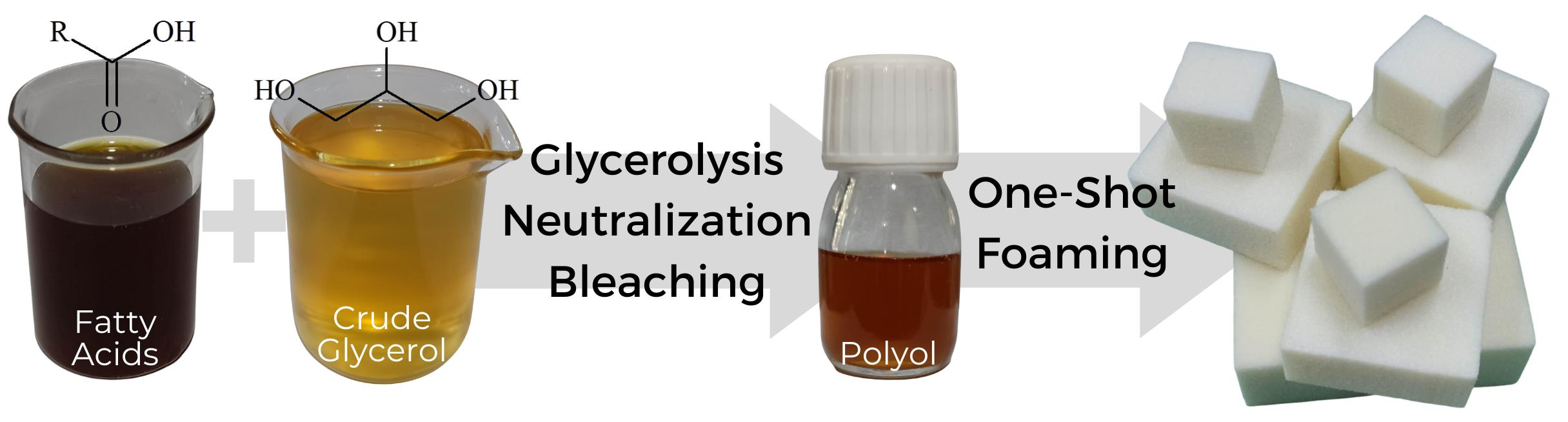
2.2. Crude CFAD-Based Polyol Synthesis
2.3. CFAD-Based Polyol In Situ Treatment
2.4. PU Foam Preparation
2.5. Polyol and Foam Characterizations
3. Results and Discussion
3.1. Effect of Glycerolysis Conditions on Chemical Properties of Polyol
3.2. Effect of Crude Glycerol Loading
3.3. Effect of Alkali-Alcohol Loading
3.4. Effect of Bleaching Conditions
3.5. Mechanical and Physical Analyses of Rigid PU Foams
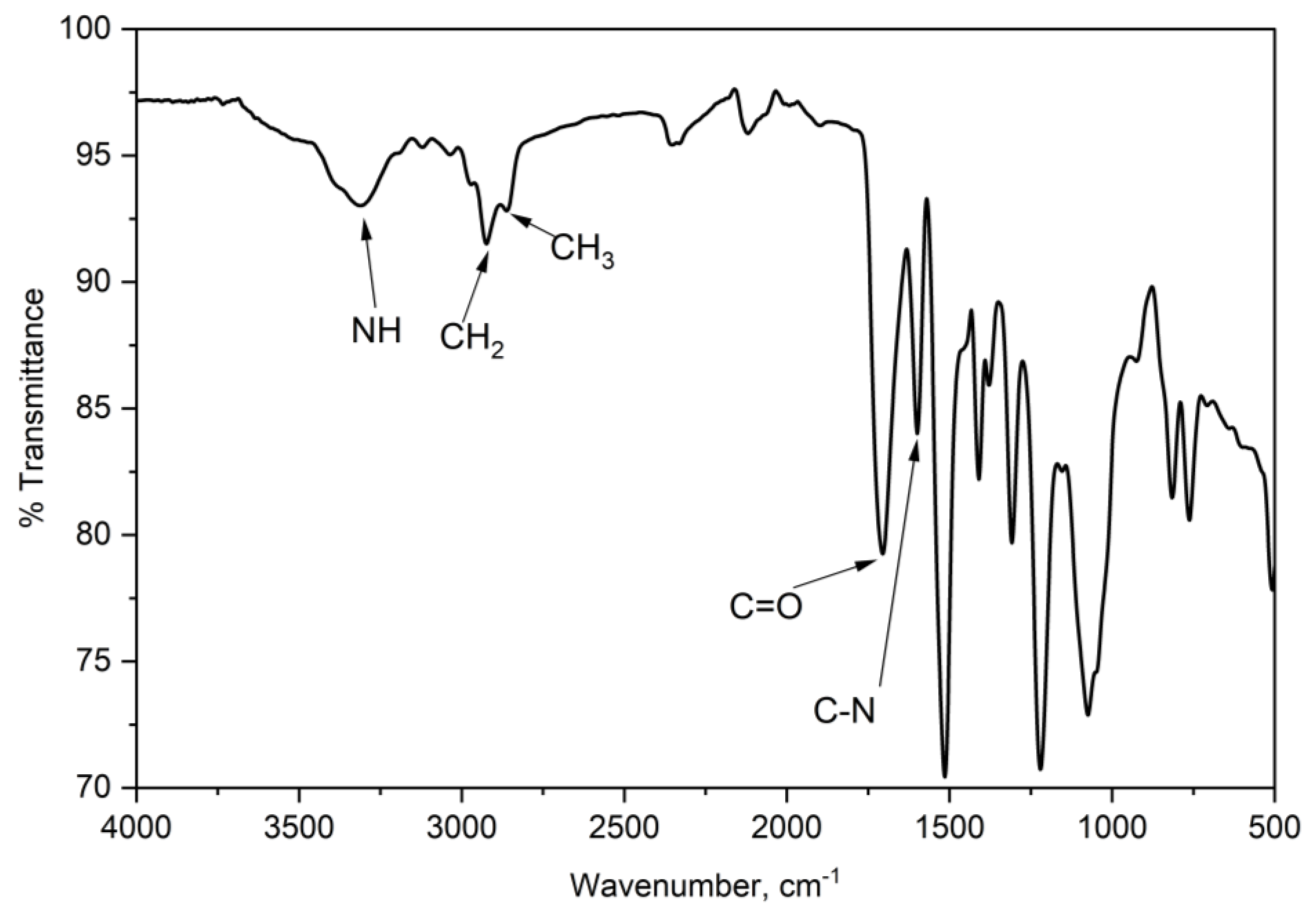
3.6. FTIR Analysis of CFAD-Based Polyol and Rigid PU Foams
3.7. Foam Morphology and Cell Type
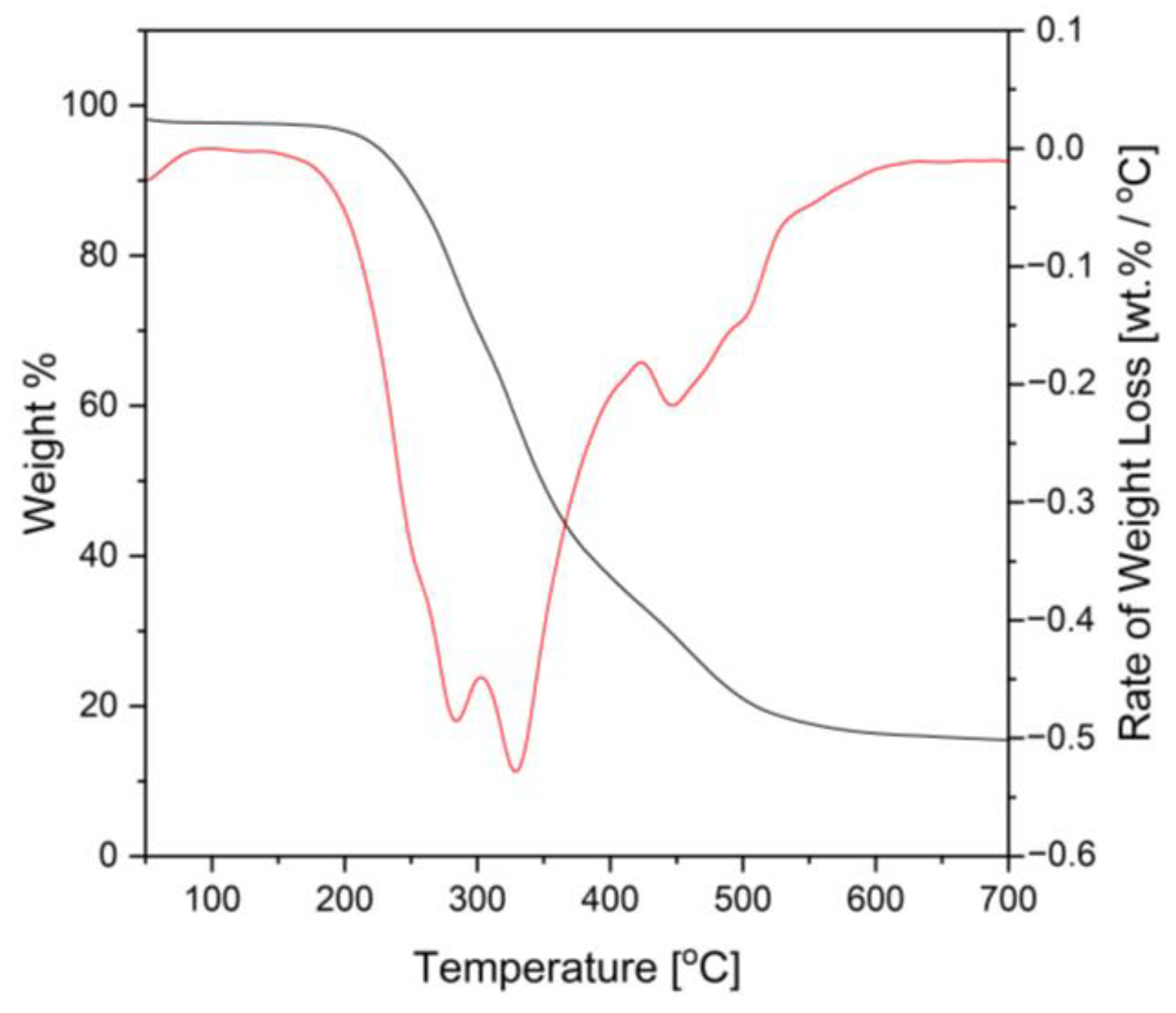
3.8. Thermal Analysis of Rigid PU Foams
4. Conclusions
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Enderus, N.F.; Tahir, S.M. Green waste cooking oil-based rigid polyurethane foam. IOP Conf. Ser. Mater. Sci. Eng. 2017, 271, 012062. [Google Scholar] [CrossRef]
- Pinto, M.L. Formulation, Preparation, and Characterization of Polyurethane Foams. J. Chem. Educ. 2010, 87, 212–215. [Google Scholar] [CrossRef]
- Zhang, C.; Madbouly, S.A.; Kessler, M.R. Biobased Polyurethanes Prepared from Different Vegetable Oils. ACS Appl. Mater. Interfaces 2015, 7, 1226–1233. [Google Scholar] [CrossRef]
- Sardon, H.; Mecerreyes, D.; Basterretxea, A.; Avérous, L.; Jehanno, C. From Lab to Market: Current Strategies for the Production of Biobased Polyols. ACS Sustain. Chem. Eng. 2021, 9, 10664–10677. [Google Scholar] [CrossRef]
- Leng, X.; Li, C.; Cai, X.; Yang, Z.; Zhang, F.; Liu, Y.; Yang, G.; Wang, Q.; Fang, G.; Zhang, X. A study on coconut fatty acid diethanolamide-based polyurethane foams. RSC Adv. 2022, 12, 13548–13556. [Google Scholar] [CrossRef]
- Abril-Milán, D.; Valdés, O.; Mirabal-Gallardo, Y.; de la Torre, A.F.; Bustamante, C.; Contreras, J. Preparation of Renewable Bio-Polyols from Two Species of Colliguaja for Rigid Polyurethane Foams. Materials 2018, 11, 2244. [Google Scholar] [CrossRef]
- Saalah, S.; Abdullah, L.C.; Aung, M.M.; Salleh, M.Z.; Biak, D.R.A.; Basri, M.; Jusoh, E.R.; Mamat, S. Physicochemical Properties of Jatropha Oil-Based Polyol Produced by a Two Steps Method. Molecules 2017, 22, 551. [Google Scholar] [CrossRef] [PubMed]
- Maisonneuve, L.; Chollet, G.; Grau, E.; Cramail, H. Vegetable oils: A source of polyols for polyurethane materials. OCL 2016, 23, D508. [Google Scholar] [CrossRef]
- Liang, H.; Feng, Y.; Lu, J.; Liu, L.; Yang, Z.; Luo, Y.; Zhang, Y.; Zhang, C. Bio-based cationic waterborne polyurethanes dispersions prepared from different vegetable oils. Ind. Crop. Prod. 2018, 122, 448–455. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, M.; Hu, L.; Zhou, Y. Synthesis of rigid polyurethane foams with castor oil-based flame retardant polyols. Ind. Crop. Prod. 2014, 52, 380–388. [Google Scholar] [CrossRef]
- Das, S.; Dave, M.; Wilkes, G.L. Characterization of flexible polyurethane foams based on soybean-based polyols. J. Appl. Polym. Sci. 2009, 112, 299–308. [Google Scholar] [CrossRef]
- Jia, J.; Huang, Z.; Wang, Y. Thermal and Mechanical Properties of a Biobased Unsaturated Polyester Resin. Asian J. Chem. 2013, 25, 5001–5005. [Google Scholar] [CrossRef]
- Soloi, S.; Majid, R.A.; Rahmat, A.R. Novel palm oil based polyols with amine functionality synthesis via ring opening reaction of epoxidized palm oil. J. Teknol. 2018, 80, 1–7. [Google Scholar] [CrossRef]
- Rojek, P.; Prociak, A. Effect of different rapeseed-oil-based polyols on mechanical properties of flexible polyurethane foams. J. Appl. Polym. Sci. 2012, 125, 2936–2945. [Google Scholar] [CrossRef]
- Gharby, S. Refining Vegetable Oils: Chemical and Physical Refining. Sci. World J. 2022, 2022, 6627013. [Google Scholar] [CrossRef]
- Siyal, A.A.; Low, A.; Shamsuddin, R. Fatty acid distillate as an alternative boiler fuel. Energy Rep. 2021, 7, 8688–8698. [Google Scholar] [CrossRef]
- Chozhavendhan, S.; Devi, G.K.; Bharathiraja, B.; Kumar, R.P.; Elavazhagan, S. Assessment of crude glycerol utilization for sustainable development of biorefineries. In Refining Biomass Residues for Sustainable Energy and Bioproducts; Elsevier: Amsterdam, The Netherlands, 2020; pp. 195–212. [Google Scholar] [CrossRef]
- ASTM Standard D1980; Standard Test Method for Acid Value of Fatty Acids and Polymerized Fatty Acids. ASTM International: West Conshohocken, PA, USA, 1998.
- ASTM Standard D4274; Standard Test Methods for Testing Polyurethane Raw Materials: Determination of Hydroxyl Numbers of Polyols. ASTM International: West Conshohocken, PA, USA, 2021. [CrossRef]
- ASTM Standard D1544; Standard Test Method for Color of Transparent Liquids (Gardner Color Scale). ASTM International: West Conshohocken, PA, USA, 2018. [CrossRef]
- ASTM Standard D1621; Standard Test Method for Compressive Properties of Rigid Cellular Plastics. ASTM International: West Conshohocken, PA, USA, 2016. [CrossRef]
- ASTM Standard D1622; Standard Test Method for Apparent Density of Rigid Cellular Plastics. ASTM International: West Conshohocken, PA, USA, 2020. [CrossRef]
- ASTM Standard C518; Standard Test Method for Steady-State Thermal Transmission Properties by Means of the Heat Flow Meter Apparatus. ASTM International: West Conshohocken, PA, USA, 2021. [CrossRef]
- ASTM Standard D6226; Standard Test Method for Open Cell Content of Rigid Cellular Plastics. ASTM International: West Conshohocken, PA, USA, 2015. [CrossRef]
- Felizardo, P.; Machado, J.; Vergueiro, D.; Correia, M.J.N.; Gomes, J.P.; Bordado, J.M. Study on the glycerolysis reaction of high free fatty acid oils for use as biodiesel feedstock. Fuel Process. Technol. 2011, 92, 1225–1229. [Google Scholar] [CrossRef]
- Mamtani, K.; Shahbaz, K.; Farid, M.M. Glycerolysis of free fatty acids: A review. Renew. Sustain. Energy Rev. 2021, 137, 110501. [Google Scholar] [CrossRef]
- Velayutham, T.; Majid, W.A.; Ahmad, A.; Kang, G.Y.; Gan, S. Synthesis and characterization of polyurethane coatings derived from polyols synthesized with glycerol, phthalic anhydride and oleic acid. Prog. Org. Coat. 2009, 66, 367–371. [Google Scholar] [CrossRef]
- Bánsági, T.; Taylor, A.F. Ester hydrolysis: Conditions for acid autocatalysis and a kinetic switch. Tetrahedron 2017, 73, 5018–5022. [Google Scholar] [CrossRef]
- Yamada, T.; Ono, H. Characterization of the products resulting from ethylene glycol liquefaction of cellulose. J. Wood Sci. 2001, 47, 458–464. [Google Scholar] [CrossRef]
- Yamada, T.; Aratani, M.; Kubo, S.; Ono, H. Chemical analysis of the product in acid-catalyzed solvolysis of cellulose using polyethylene glycol and ethylene carbonate. J. Wood Sci. 2007, 53, 487–493. [Google Scholar] [CrossRef]
- Lee, S.-H.; Yoshioka, M.; Shiraishi, N. Liquefaction of corn bran (CB) in the presence of alcohols and preparation of polyure-thane foam from its liquefied polyol. J. Appl. Polym. Sci. 2000, 78, 319–325. [Google Scholar] [CrossRef]
- Ionescu, M. Chemistry and Technology of Polyols for Polyurethanes, 2nd ed.; Smithers Rapra Technology, Ltd.: Shrewsbury, UK, 2016; Volume 1. [Google Scholar]
- Patel, V.R.; Dumancas, G.G.; Viswanath, L.C.K.; Maples, R.; Subong, B.J.J. Castor Oil: Properties, Uses, and Optimization of Processing Parameters in Commercial Production. Lipid Insights 2016, 9, LPI.S40233. [Google Scholar] [CrossRef]
- Xu, Q.; Nakajima, M.; Nabetani, H.; Iwamoto, S.; Liu, X. The effects of ethanol content and emulsifying agent concentration on the stability of vegetable oil-ethanol emulsions. J. Am. Oil Chem. Soc. 2001, 78, 1185–1190. [Google Scholar] [CrossRef]
- Frey, G.D.; Kreickmann, T.; Weber, T.; Strutz, H. Process for Lightening the Color of Polyol Esters. U.S. Patent 8,158,816,B12, 17 April 2012. [Google Scholar]
- Palanisamy, U.D.; Sivanathan, M.; Radhakrishnan, A.K.; Haleagrahara, N.; Subramaniam, T.; Chiew, G.S. An Effective Ostrich Oil Bleaching Technique Using Peroxide Value as an Indicator. Molecules 2011, 16, 5709–5719. [Google Scholar] [CrossRef] [PubMed]
- Kamairudin, N.; Hoong, S.S.; Abdullah, L.C.; Ariffin, H.; Biak, D.R.A. Optimisation of Epoxide Ring-Opening Reaction for the Synthesis of Bio-Polyol from Palm Oil Derivative Using Response Surface Methodology. Molecules 2021, 26, 648. [Google Scholar] [CrossRef]
- Qiu, D.; He, Y.; Yu, Z. Investigation on Compression Mechanical Properties of Rigid Polyurethane Foam Treated under Random Vibration Condition: An Experimental and Numerical Simulation Study. Materials 2019, 12, 3385. [Google Scholar] [CrossRef]
- Fan, Z.; Miao, Y.; Wang, Z.; Zhang, B.; Ma, H. Effect of the cenospheres size and internally lateral constraints on dynamic compressive behavior of fly ash cenospheres polyurethane syntactic foams. Compos. Part B Eng. 2019, 171, 329–338. [Google Scholar] [CrossRef]
- Kirpluks, M.; Cabulis, U.; Avots, A. Flammability of Bio-Based Rigid Polyurethane Foam as Sustainable Thermal Insulation Material. In Insulation Materials in Context of Sustainability; InTech: Rang-du-fliers, France, 2016. [Google Scholar] [CrossRef]
- ASTM Standard E-1730; Standard Specification for Rigid Foam for Use in Structural Sandwich Panel Cores. ASTM International: West Conshohocken, PA, USA, 2019. [CrossRef]
- Kurańska, M.; Malewska, E.; Polaczek, K.; Prociak, A.; Kubacka, J. A Pathway toward a New Era of Open-Cell Polyurethane Foams—Influence of Bio-Polyols Derived from Used Cooking Oil on Foams Properties. Materials 2020, 13, 5161. [Google Scholar] [CrossRef]
- Kapps, M.; Buschkamp, S. The Production of Rigid Polyurethane Foam; Bayers Material Science: Leverkusen, Germany, 2004; p. 18. [Google Scholar]
- Hejna, A.; Kirpluks, M.; Kosmela, P.; Cabulis, U.; Haponiuk, J.; Piszczyk, Ł. The influence of crude glycerol and castor oil-based polyol on the structure and performance of rigid polyurethane-polyisocyanurate foams. Ind. Crops Prod. 2017, 95, 113–125. [Google Scholar] [CrossRef]
- Palanisamy, A.; Karuna, M.S.L.; Satyavani, T.; Kumar, D.B.R. Development and Characterization of Water-Blown Polyurethane Foams from Diethanolamides of Karanja Oil. J. Am. Oil Chem. Soc. 2011, 88, 541–549. [Google Scholar] [CrossRef]
- Prociak, A.; Kurańska, M.; Cabulis, U.; Ryszkowska, J.; Leszczyńska, M.; Uram, K.; Kirpluks, M. Effect of bio-polyols with different chemical structures on foaming of polyurethane systems and foam properties. Ind. Crop. Prod. 2018, 120, 262–270. [Google Scholar] [CrossRef]
- Zhang, C.; Kessler, M.R. Bio-based Polyurethane Foam Made from Compatible Blends of Vegetable-Oil-based Polyol and Petroleum-based Polyol. ACS Sustain. Chem. Eng. 2015, 3, 743–749. [Google Scholar] [CrossRef]
- Ebert, H.-P. Functional materials for energy-efficient buildings. EPJ Web Conf. 2015, 98, 08001. [Google Scholar] [CrossRef]
- Luo, X.; Hu, S.; Zhang, X.; Li, Y. Thermochemical conversion of crude glycerol to biopolyols for the production of polyurethane foams. Bioresour. Technol. 2013, 139, 323–329. [Google Scholar] [CrossRef] [PubMed]
- Trovati, G.; Sanches, E.A.; Neto, S.C.; Mascarenhas, Y.P.; Chierice, G.O. Characterization of polyurethane resins by FTIR, TGA, and XRD. J. Appl. Polym. Sci. 2010, 115, 263–268. [Google Scholar] [CrossRef]
- Zarzyka, I.; Majda, D. Thermogravimetric and qualitative analysis of thermal decomposition characteristics of polyurethane foams based on polyols with carbamide or oxamide and borate groups. Polym. Int. 2017, 66, 1675–1683. [Google Scholar] [CrossRef]
- Kumar, M.; Kaur, R. Effect of Different Formulations of MDI on Rigid Polyurethane Foams based on Castor Oil. Int. J. Sci. Res. Rev. 2013, 2, 29–42. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Test Method | CFAD Properties |
|---|---|---|
| Acid Number, mg KOH/g | ASTM D1980 [18] | 233.33 |
| OH Number, mg KOH/g | ASTM D4274 [19] | nil |
| Iodine Value, g I2/100 g | AOCS Cd 1-5 | 14.6 |
| Saponification Value, mg KOH/g | AOCS Cd 3-25 | 257.56 |
| Appearance | Ocular Inspection | Clear, dark yellow to brown |
| Components | CAS Number | CG Properties |
|---|---|---|
| OH Number, mg KOH/g | 56-81-5 | 497.50 |
| Water | 7732-18-5 | 12% max |
| Methanol | 67-56-1 | 0.50% max |
| Fatty Acid and Ester | 67762-38-3 | 0.10% max |
| Ash | - | 8% max |
| Foam Components | Parts by Weight | |
|---|---|---|
| Control Foam | CFAD-Based Foam | |
| B-side Materials | ||
| VORANOL® 490 | 100 | 80 |
| CFAD-based Polyol | 0 | 20 |
| DABCO® 33-LV | 0.25–0.75 | |
| POLYCAT® 8 | 1.0–1.5 | |
| DABCO® DC 2585 | 0.5–1.0 | |
| Distilled Water | 0 | |
| A-side Materials | ||
| Polymeric MDI | Index 110 | |
| Sample | Gardner Color Index |
|---|---|
| CFAD-based polyol | 18 |
| Crude polyol | 35 |
| CFAD | 27 |
| Crude glycerol | 6 |
| Properties | Control Foam | CFAD-Based PU Foam | Standard Values for Type I Sandwich Panel Core [41] | |
|---|---|---|---|---|
| Mechanical | Compressive Strength, kPa | 768.09 (±7.15) | 210.43 (±4.67) | ≥137.9 |
| Physical | Density, kg·m−3 | 77.96 (±0.53) | 44.65 (±3.74) | ≤38.4 |
| Thermal Conductivity, mW·m−1 K−1 | 33.01 (±1.37) | 32.10 (±0.26) | ≤36 | |
| Open Cell Content, % | 11.50 (±0.91) | 92.71 (±0.39) | - | |
| Thermal Decomposition | Tm1 (°C) | Tm2 (°C) | Tm3 (°C) |
| 282.32 | 327.25 | 459.70 | |
| % Weight Loss | 9.72 | 51.97 | 22.08 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salcedo, M.L.D.; Omisol, C.J.M.; Maputi, A.O.; Estrada, D.J.E.; Aguinid, B.J.M.; Asequia, D.M.A.; Erjeno, D.J.D.; Apostol, G.; Siy, H.; Malaluan, R.M.; et al. Production of Bio-Based Polyol from Coconut Fatty Acid Distillate (CFAD) and Crude Glycerol for Rigid Polyurethane Foam Applications. Materials 2023, 16, 5453. https://doi.org/10.3390/ma16155453
Salcedo MLD, Omisol CJM, Maputi AO, Estrada DJE, Aguinid BJM, Asequia DMA, Erjeno DJD, Apostol G, Siy H, Malaluan RM, et al. Production of Bio-Based Polyol from Coconut Fatty Acid Distillate (CFAD) and Crude Glycerol for Rigid Polyurethane Foam Applications. Materials. 2023; 16(15):5453. https://doi.org/10.3390/ma16155453
Chicago/Turabian StyleSalcedo, Ma. Louella D., Christine Joy M. Omisol, Anthony O. Maputi, Dave Joseph E. Estrada, Blessy Joy M. Aguinid, Dan Michael A. Asequia, Daisy Jane D. Erjeno, Glenn Apostol, Henry Siy, Roberto M. Malaluan, and et al. 2023. "Production of Bio-Based Polyol from Coconut Fatty Acid Distillate (CFAD) and Crude Glycerol for Rigid Polyurethane Foam Applications" Materials 16, no. 15: 5453. https://doi.org/10.3390/ma16155453
APA StyleSalcedo, M. L. D., Omisol, C. J. M., Maputi, A. O., Estrada, D. J. E., Aguinid, B. J. M., Asequia, D. M. A., Erjeno, D. J. D., Apostol, G., Siy, H., Malaluan, R. M., Alguno, A. C., Dumancas, G. G., & Lubguban, A. A. (2023). Production of Bio-Based Polyol from Coconut Fatty Acid Distillate (CFAD) and Crude Glycerol for Rigid Polyurethane Foam Applications. Materials, 16(15), 5453. https://doi.org/10.3390/ma16155453