
Evolution of Microstructure in Welding Heat-Affected Zone of G115 Steel with the Different Content of Boron

Abstract
:1. Introduction
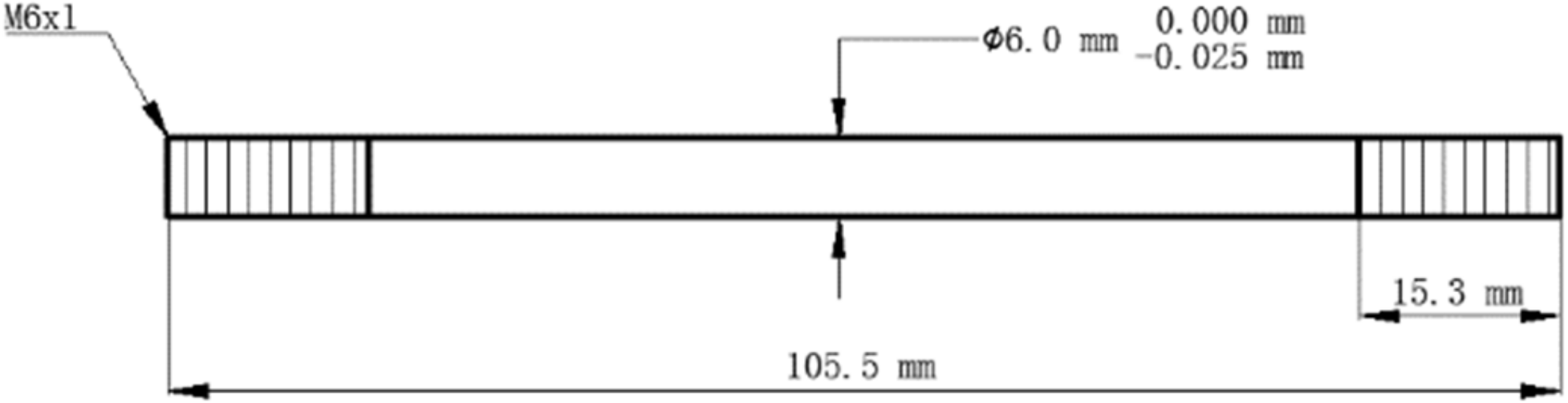
2. Experimental Material and Method
3. Results
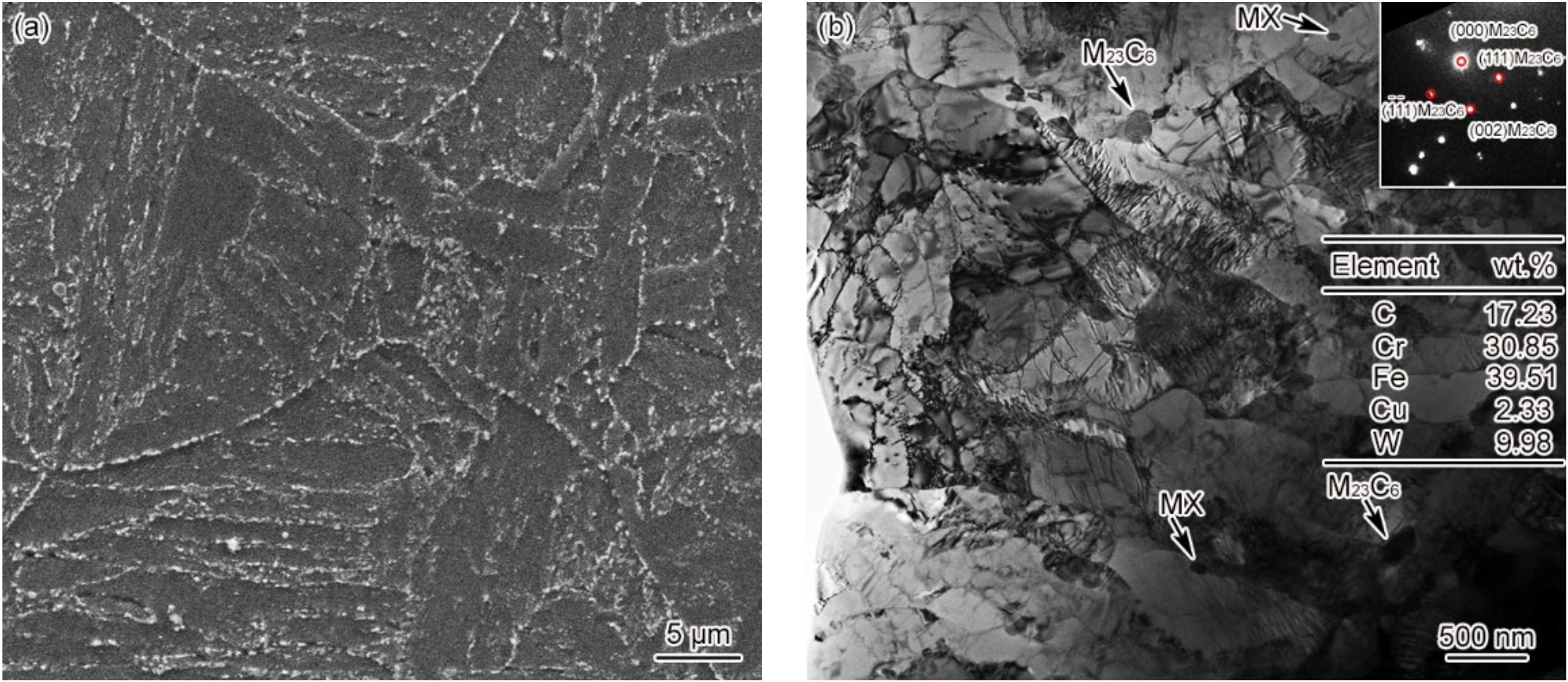
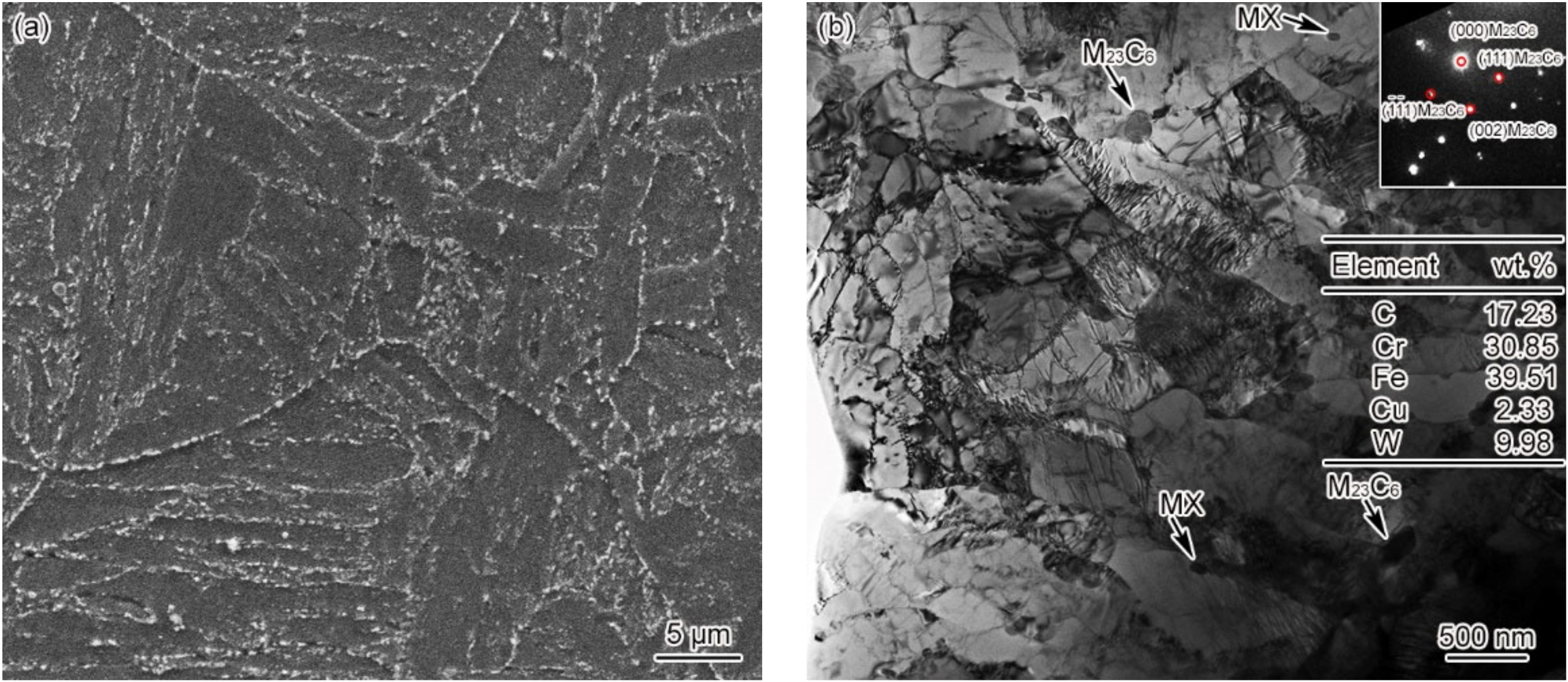
3.1. Microstructure of Base Metal
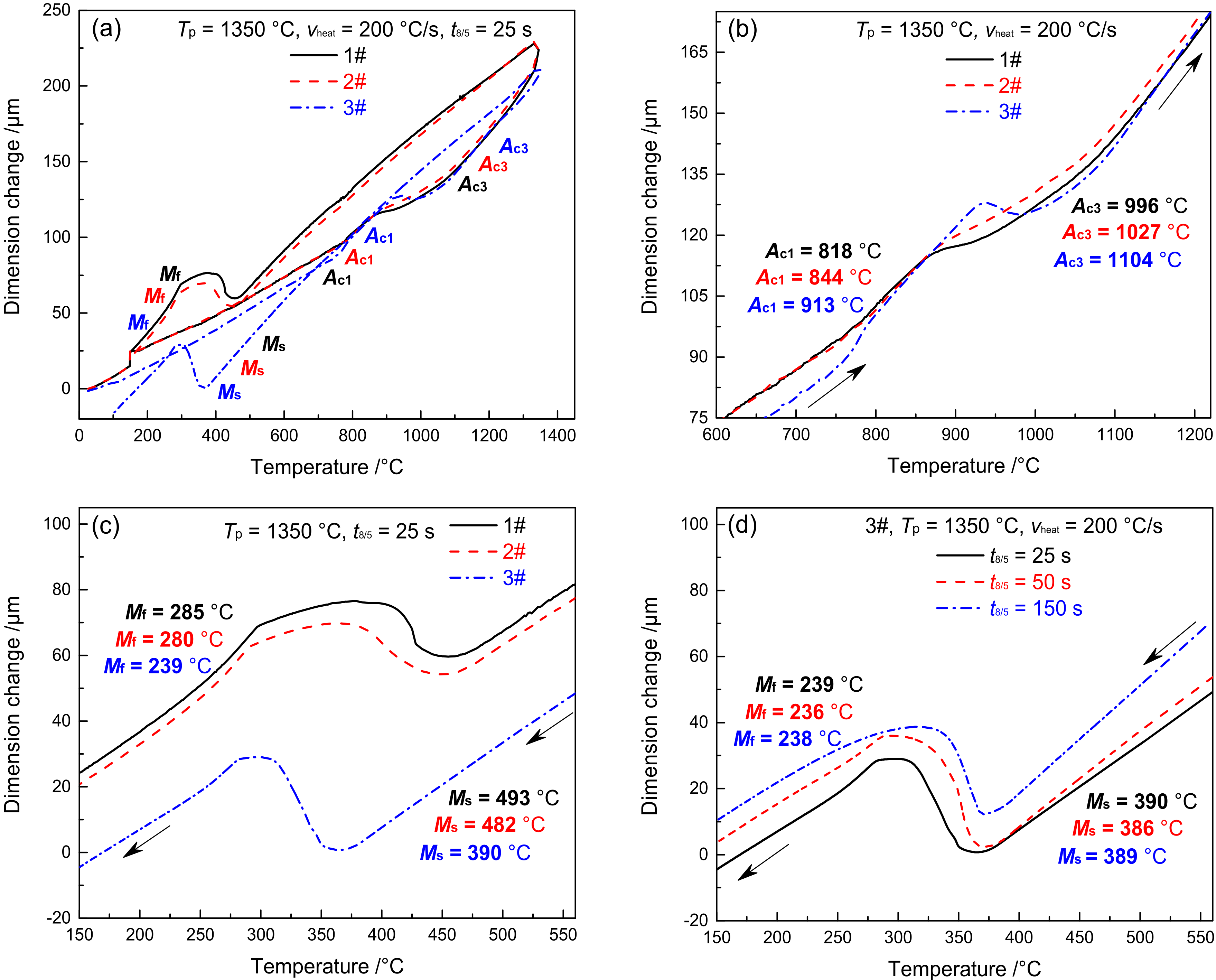
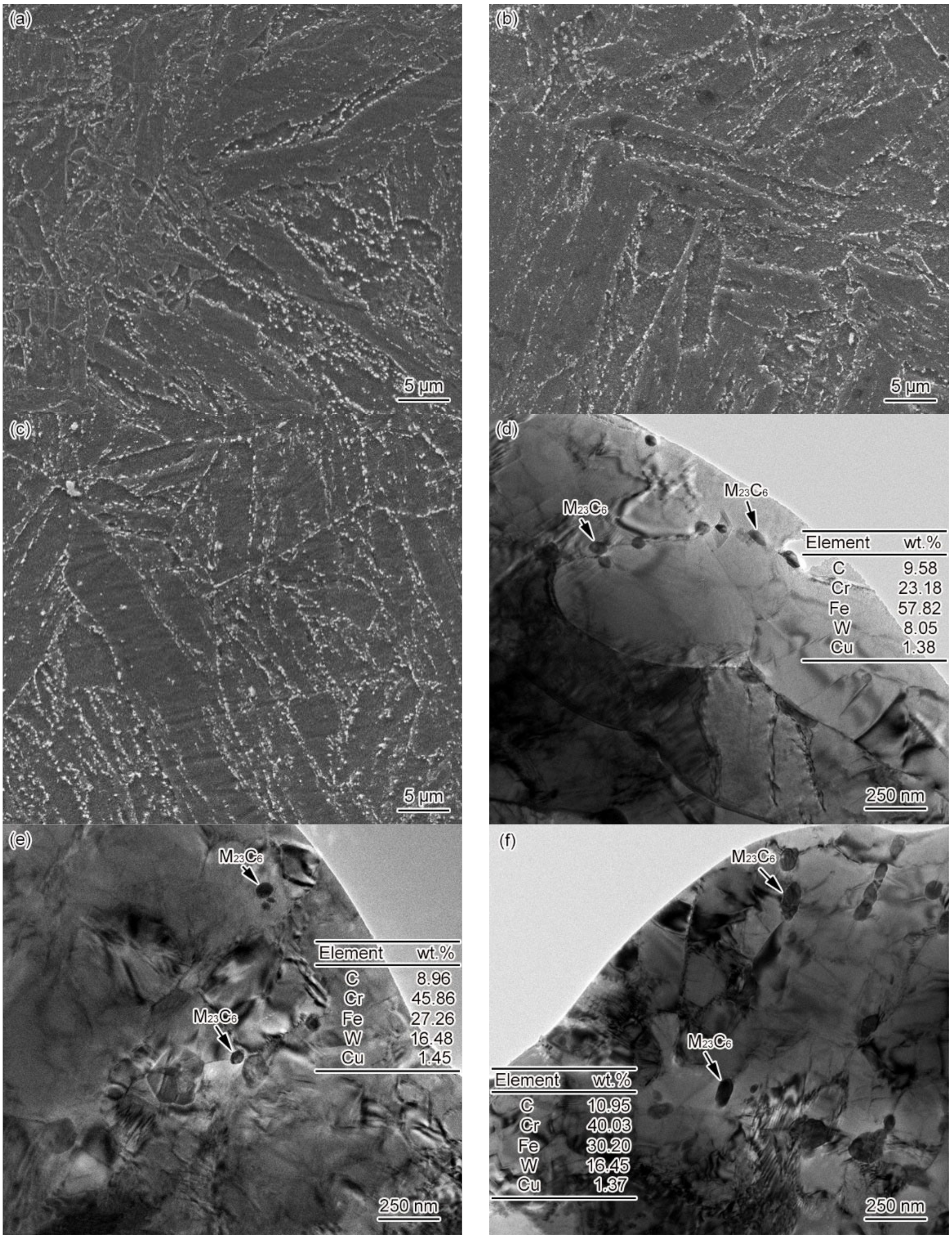
3.2. Dilatometric Curve and Microstructure of CGHAZ
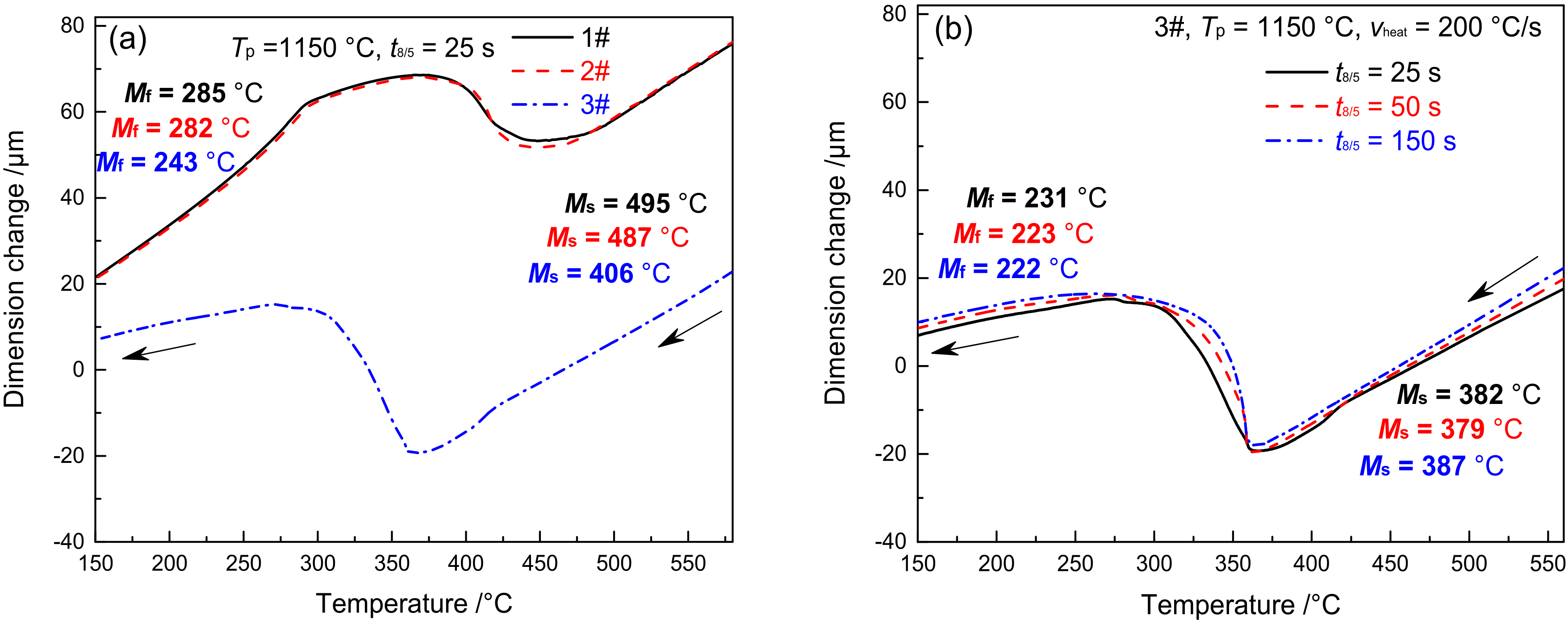
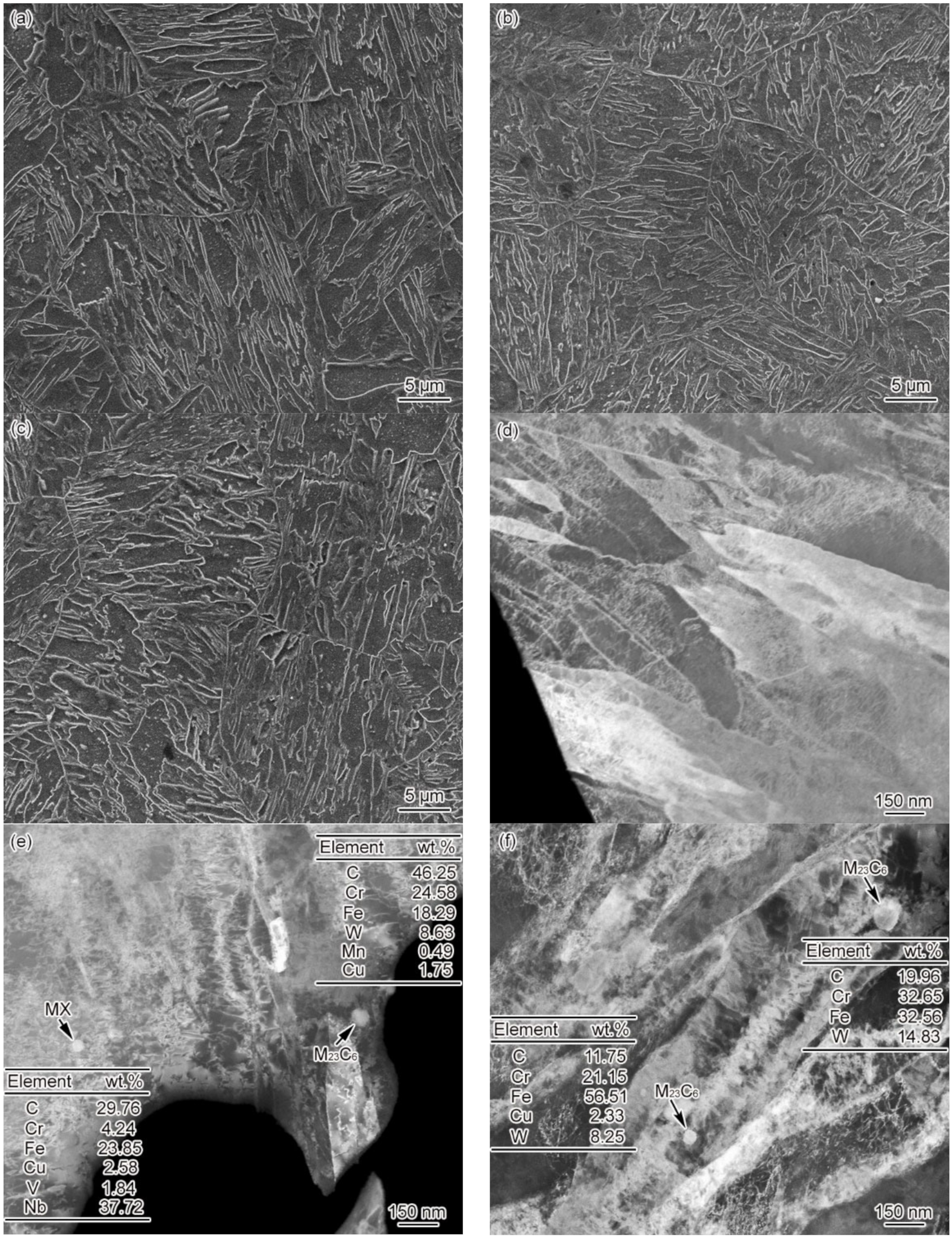
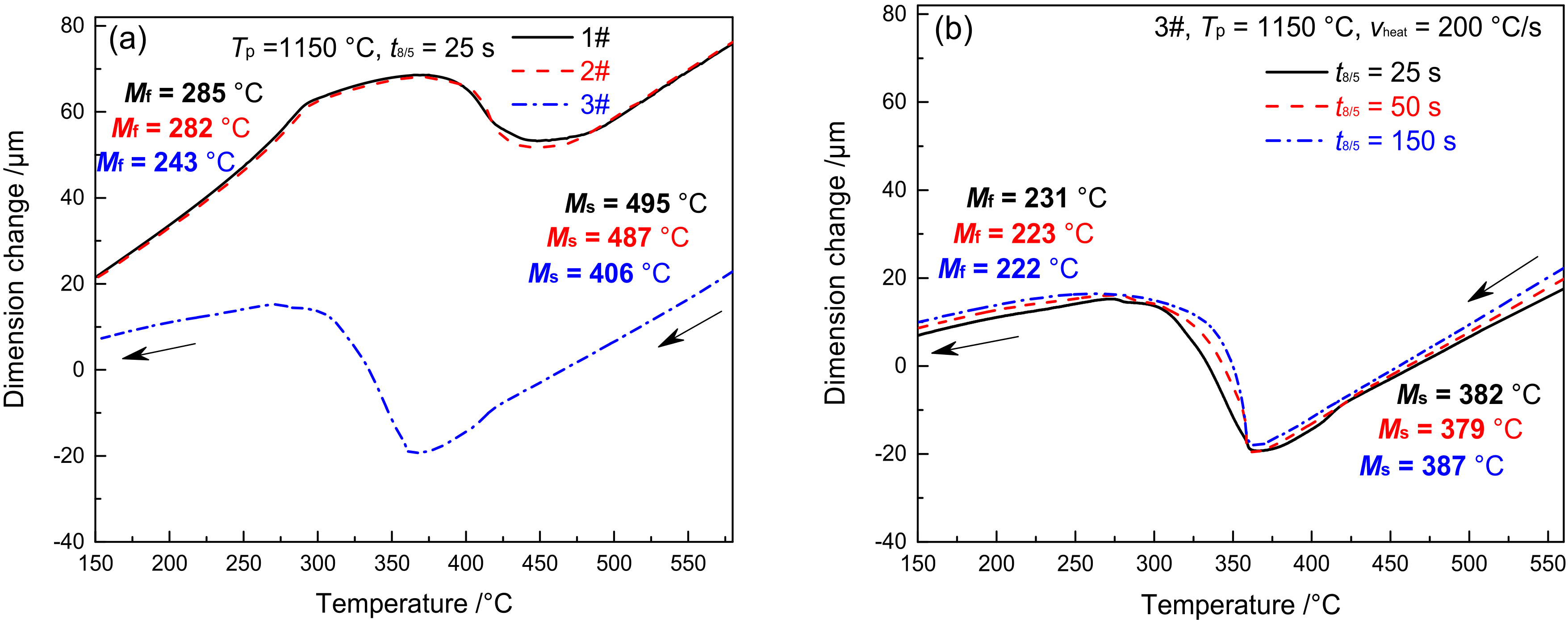
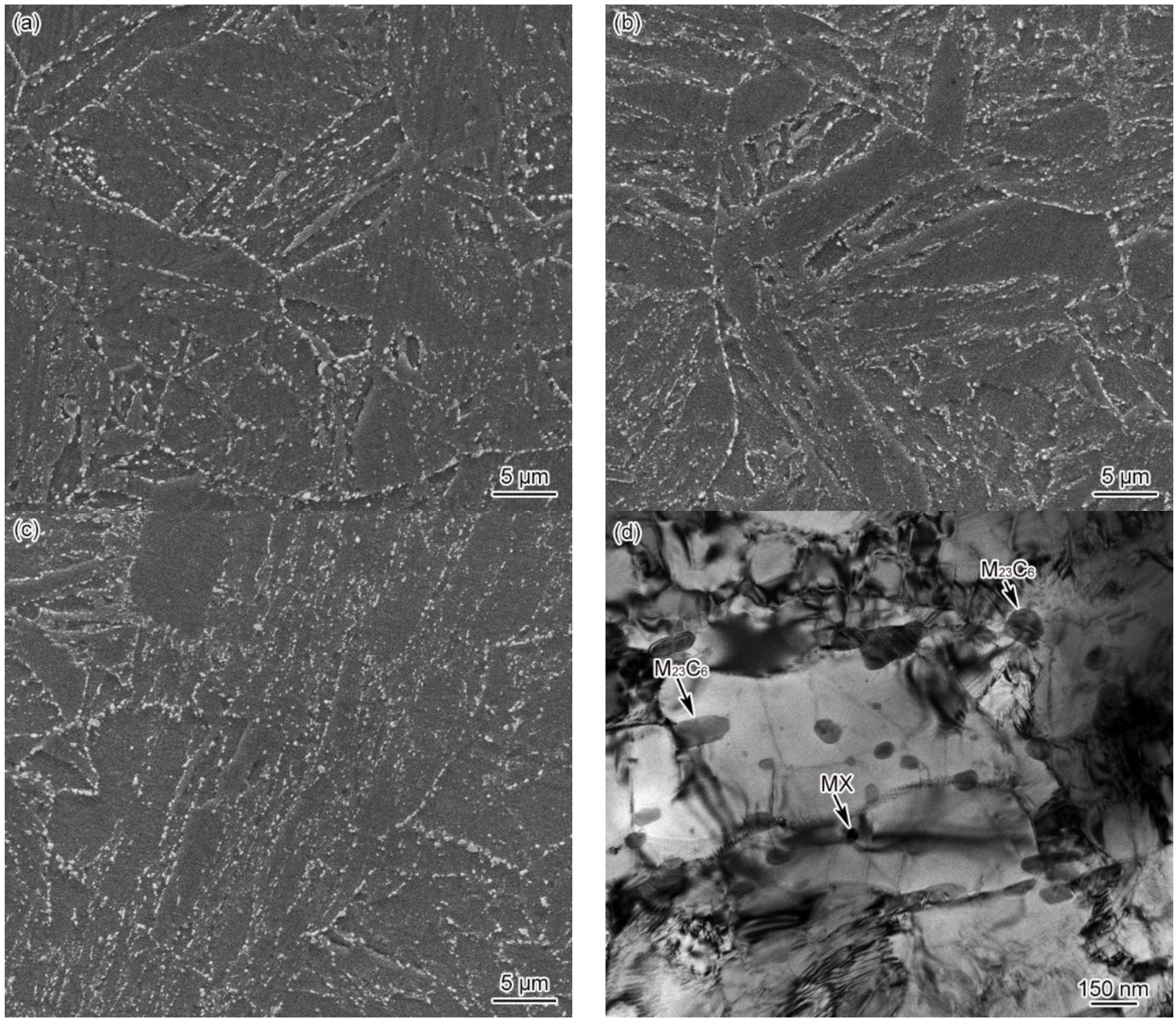
3.3. Dilatometric Curve and Microstructure of FGHAZ
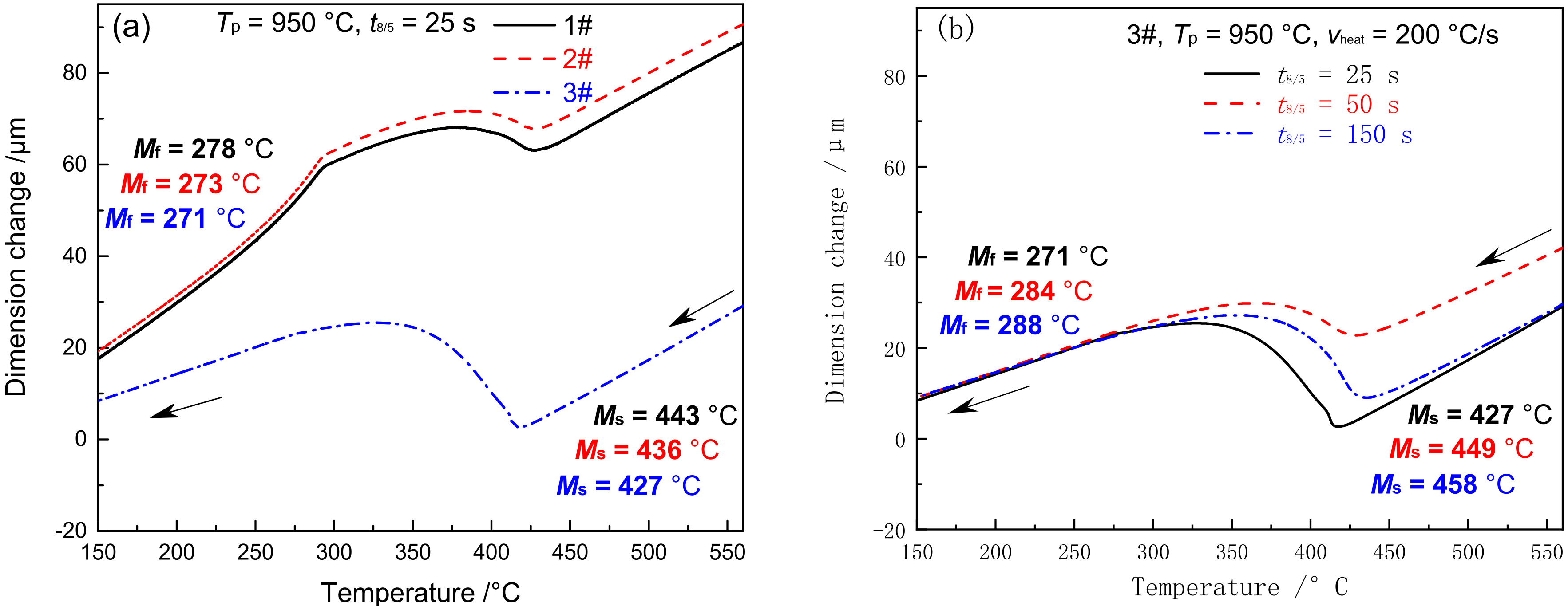
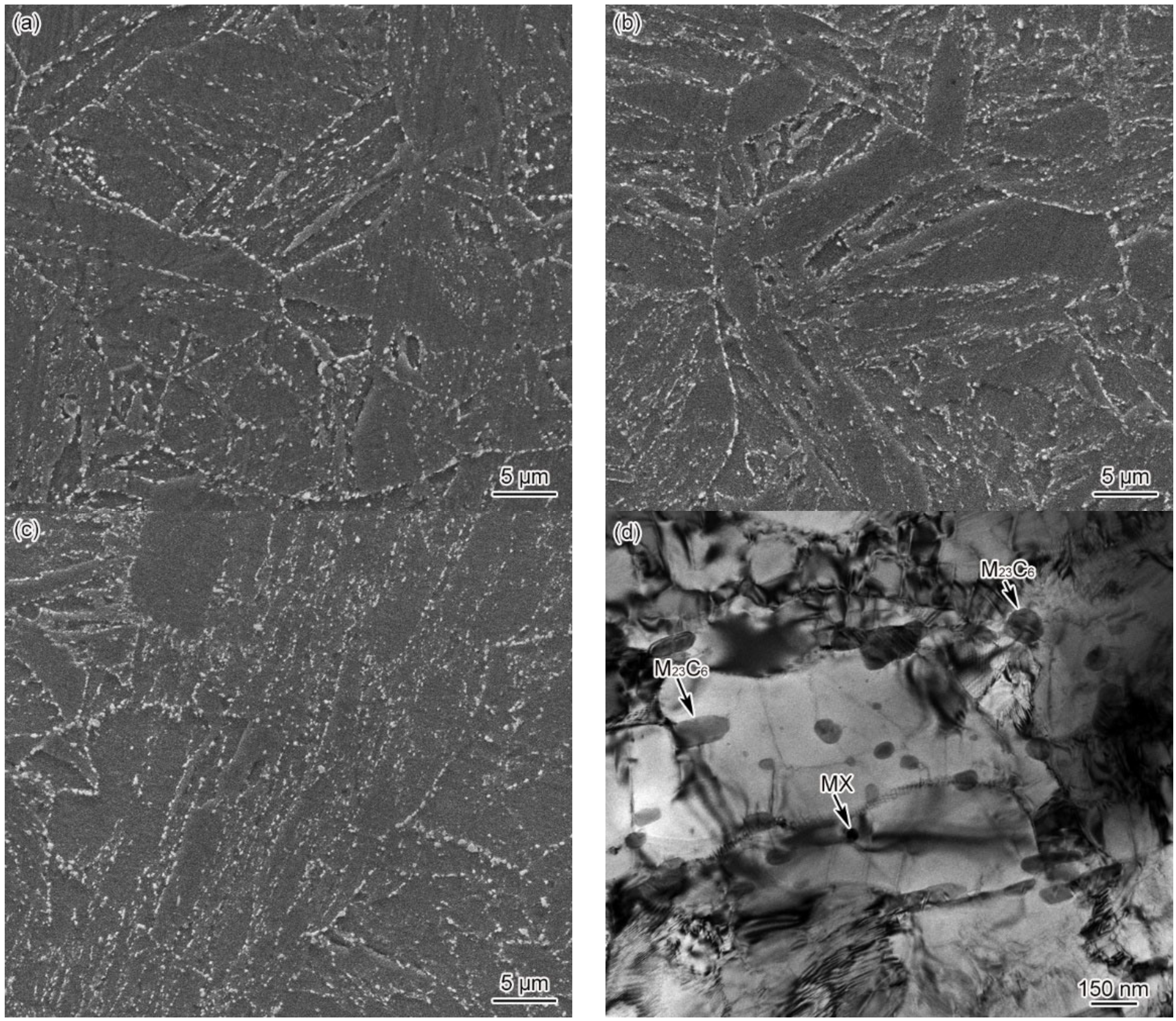
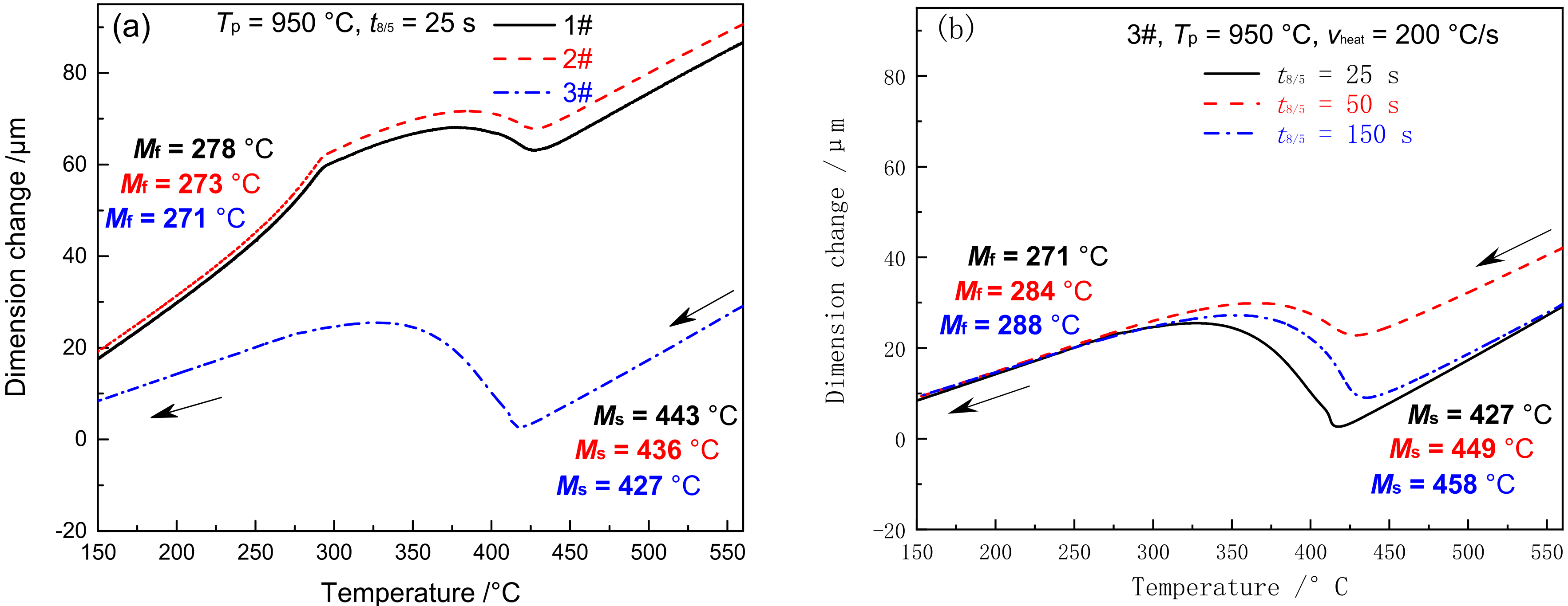
3.4. Dilatometric Curve and Microstructure of ICHAZ
3.5. Dilatometric Curve and Microstructure of SCHAZ
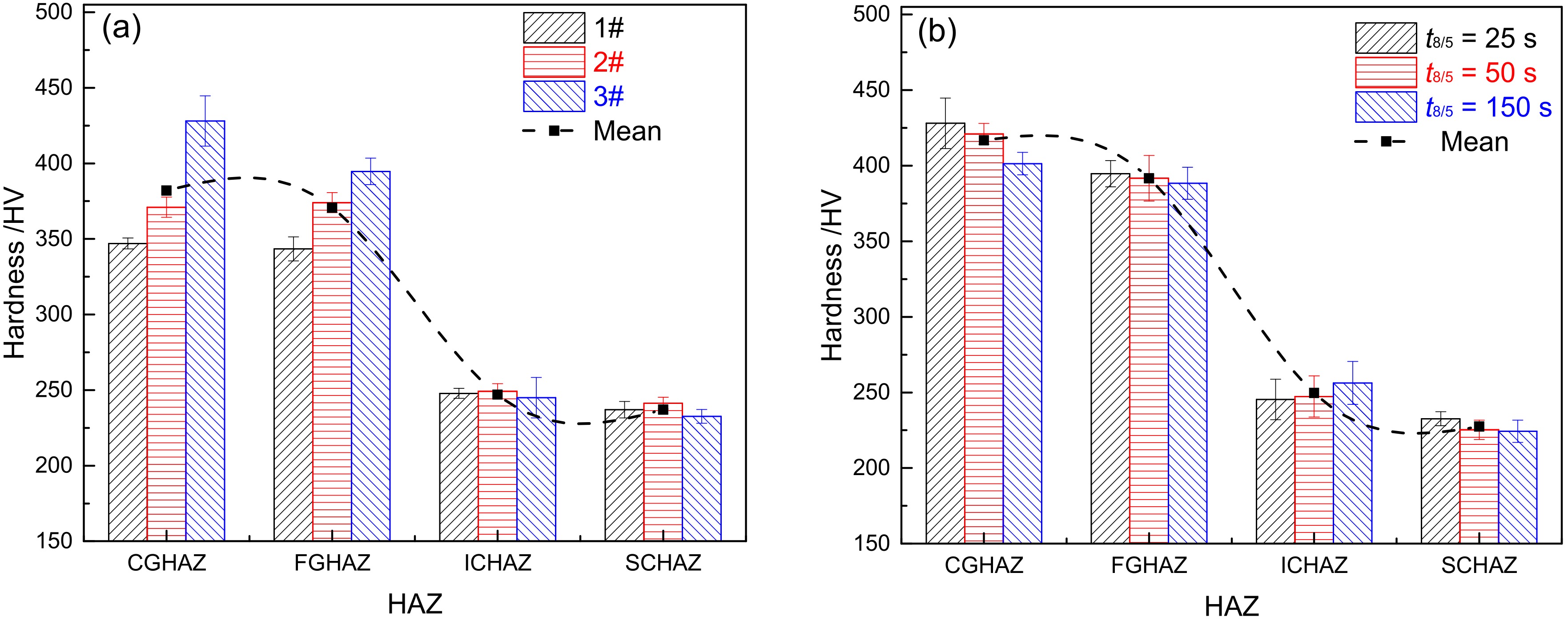
3.6. Microhardness of HAZ
4. Discussion
4.1. Evolution of Microstructure
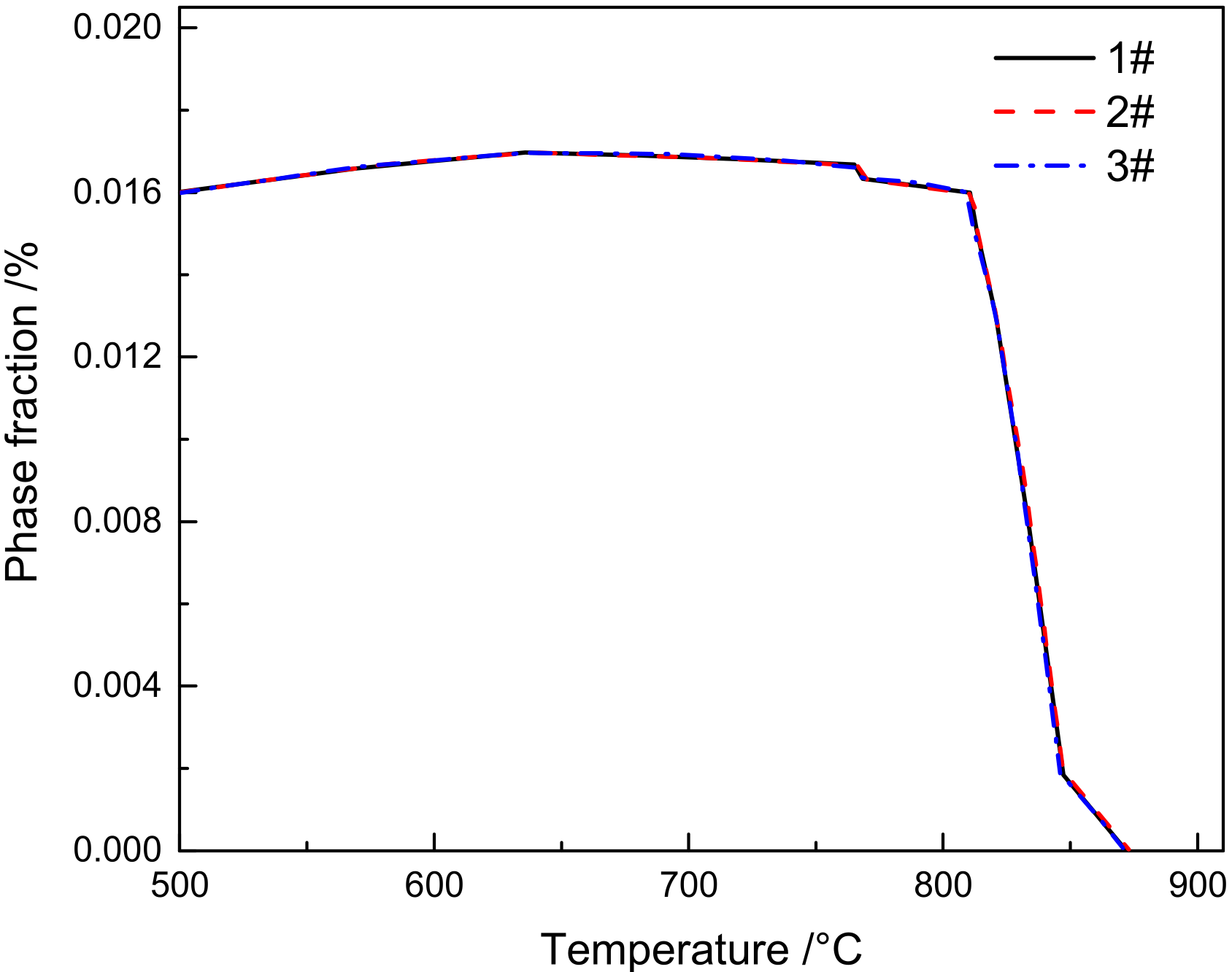
4.2. Evolution of Carbides
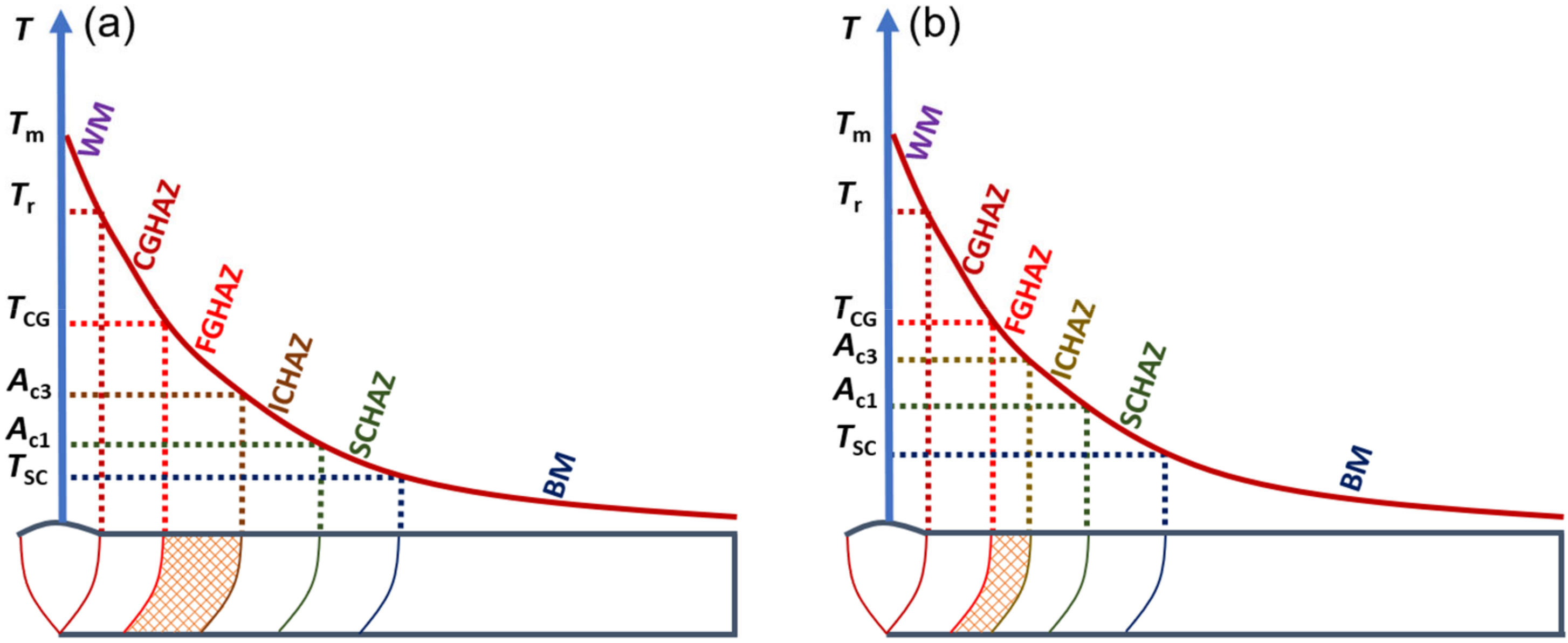
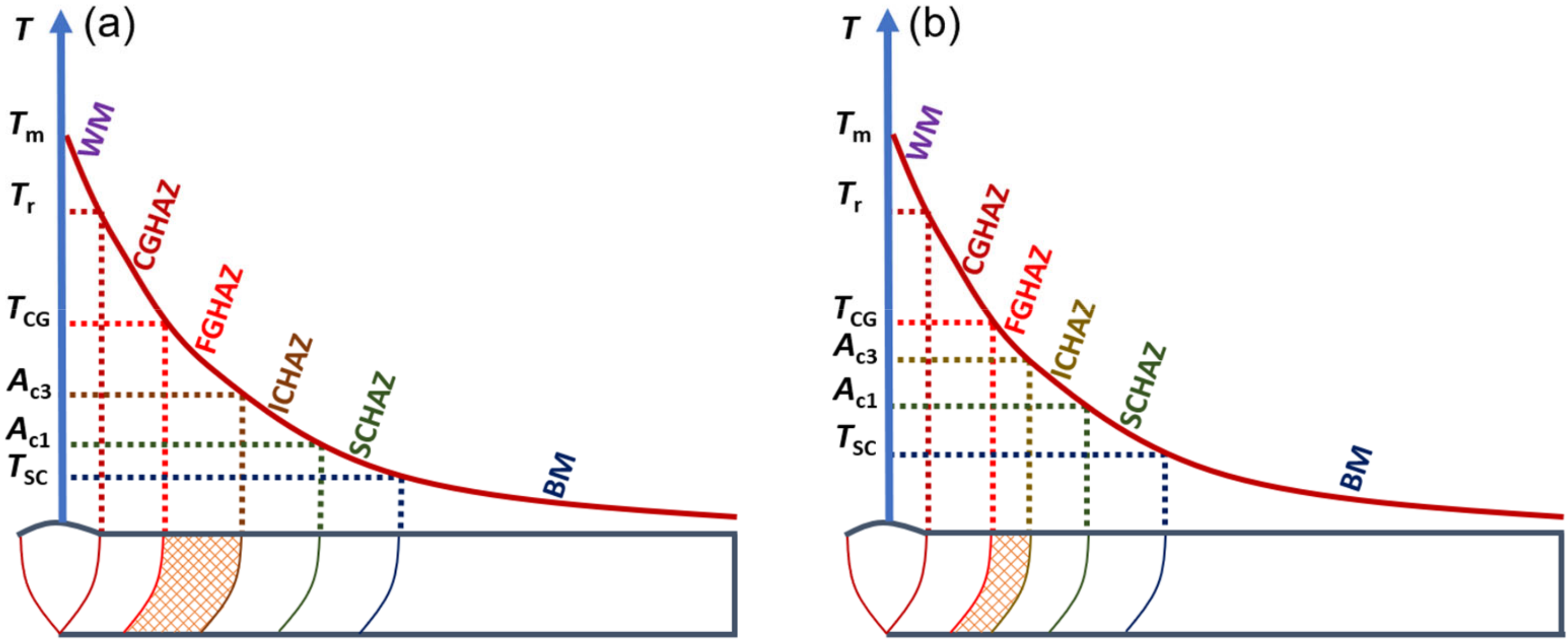
4.3. B’s Role in Compressing FGHAZ
4.4. Effects of B Content and t8/5 on Ms and Mf
5. Conclusions
- (1)
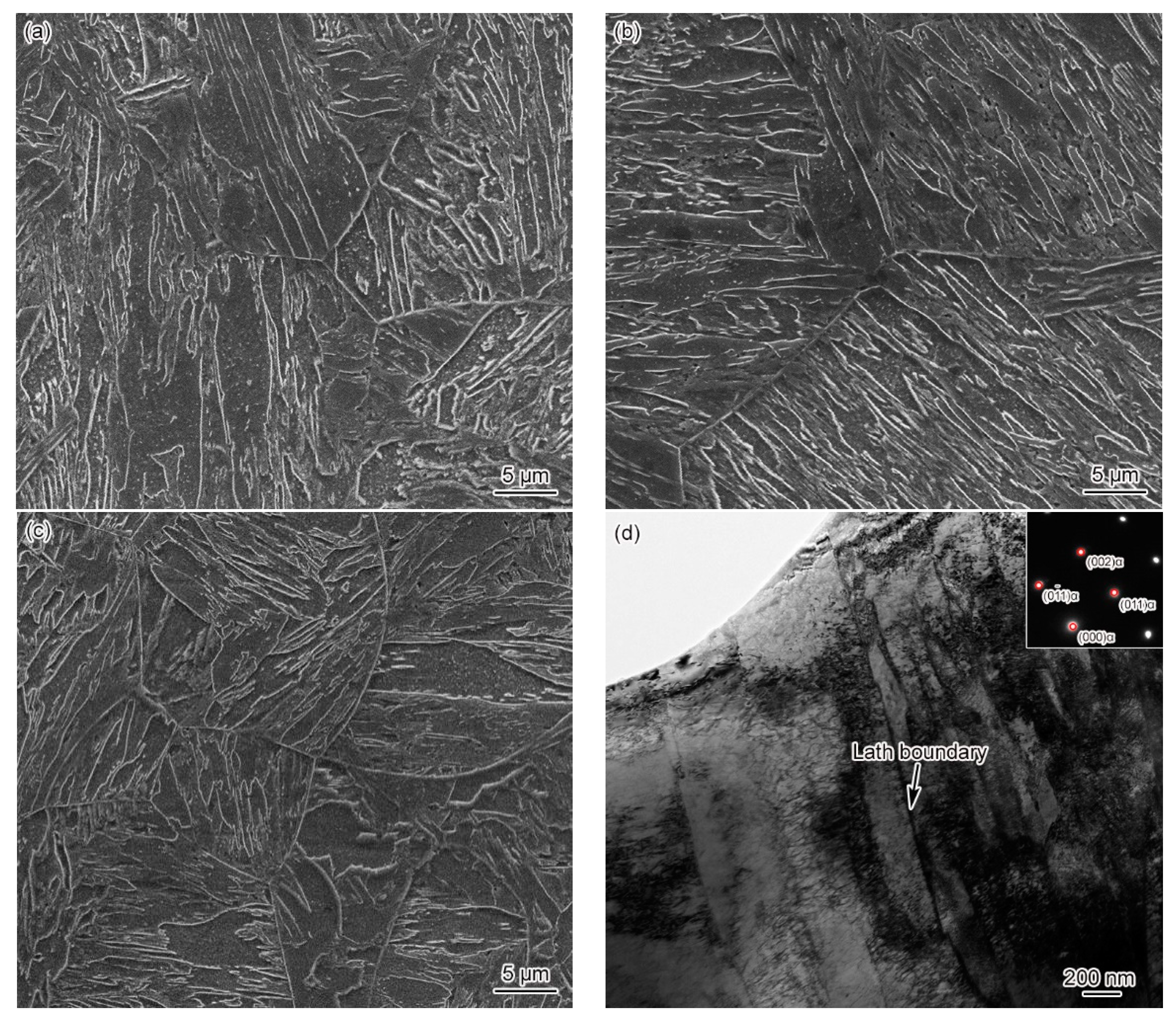
- The microstructure of CGHAZ in G115 steel is coarse lath martensite. Besides, its FGHAZ is fine lath martensite, containing a small number of undissolved carbides, its ICHAZ is martensite and over-tempered martensite, and its SCHAZ is tempered martensite. B content (1#–0, 2#–60, 3#–130 ppm) and welding t8/5(25, 50, 150 s) made no difference to the microstructure of HAZ.
- (2)
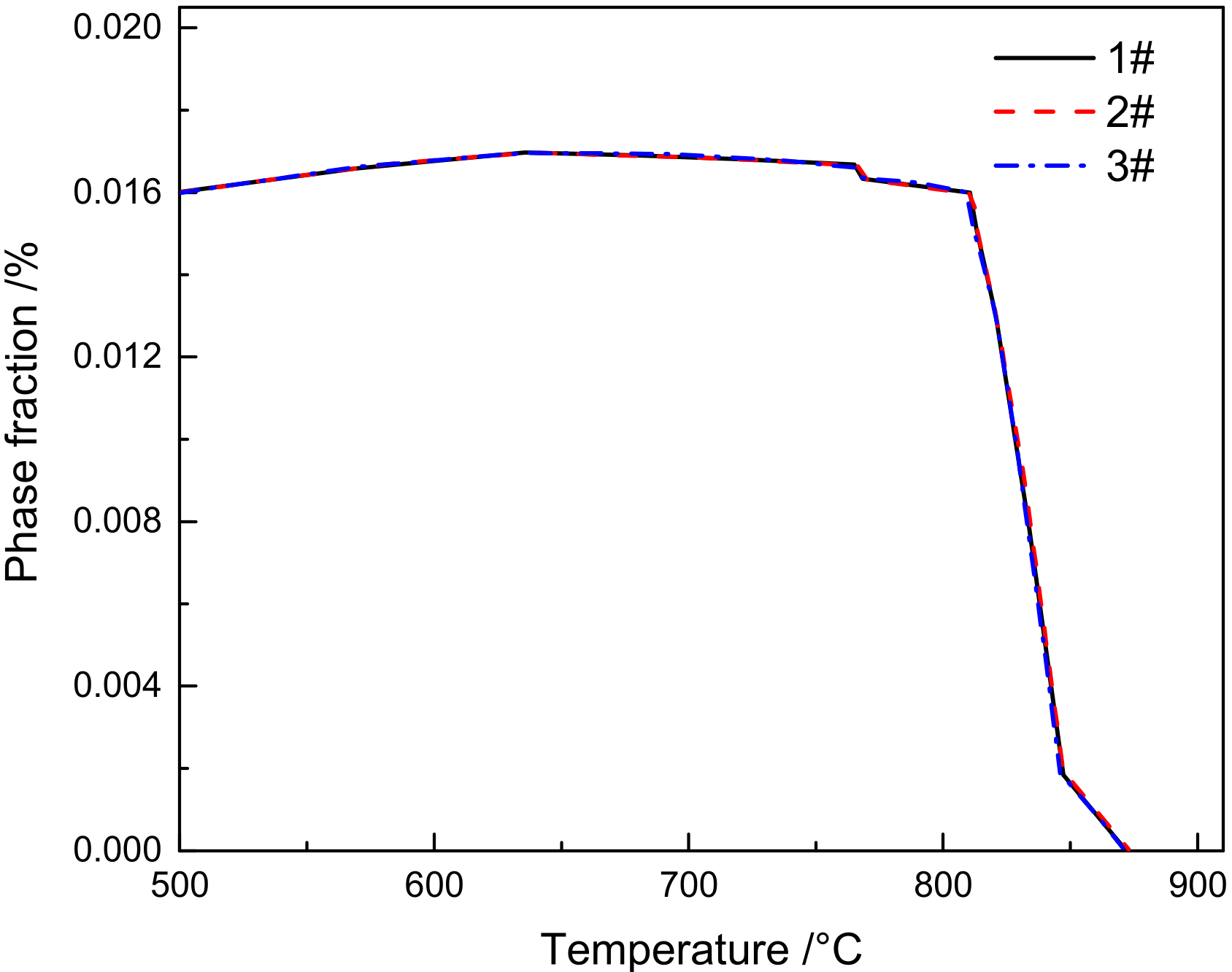
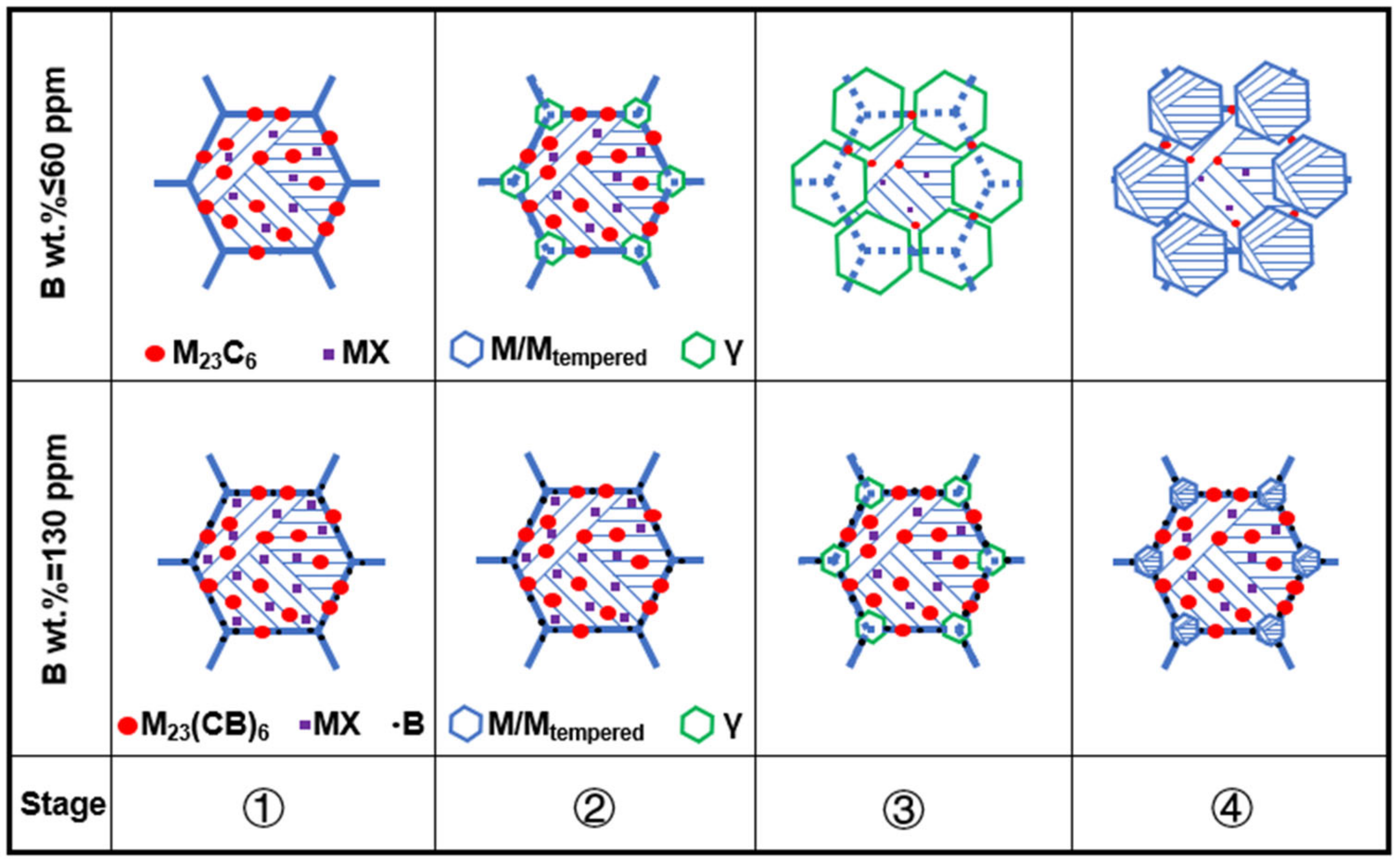
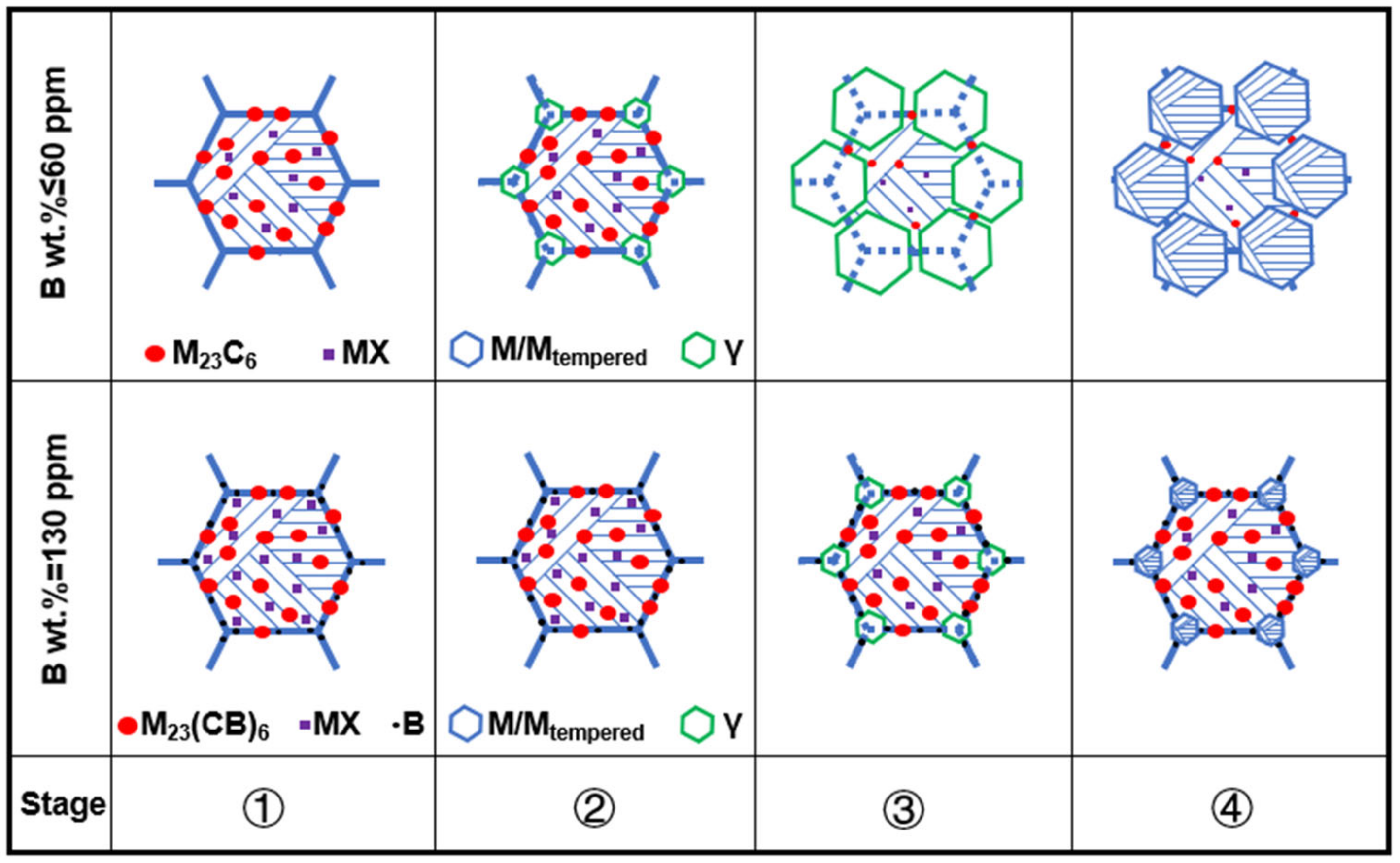
- The addition of element B affected the thermal stability of M23C6, thus resulting in a significant change to the distribution of undissolved carbides in the materials with varying B content given the same Tp. The higher the B content, the larger the diameter and amount of undissolved carbides.
- (3)
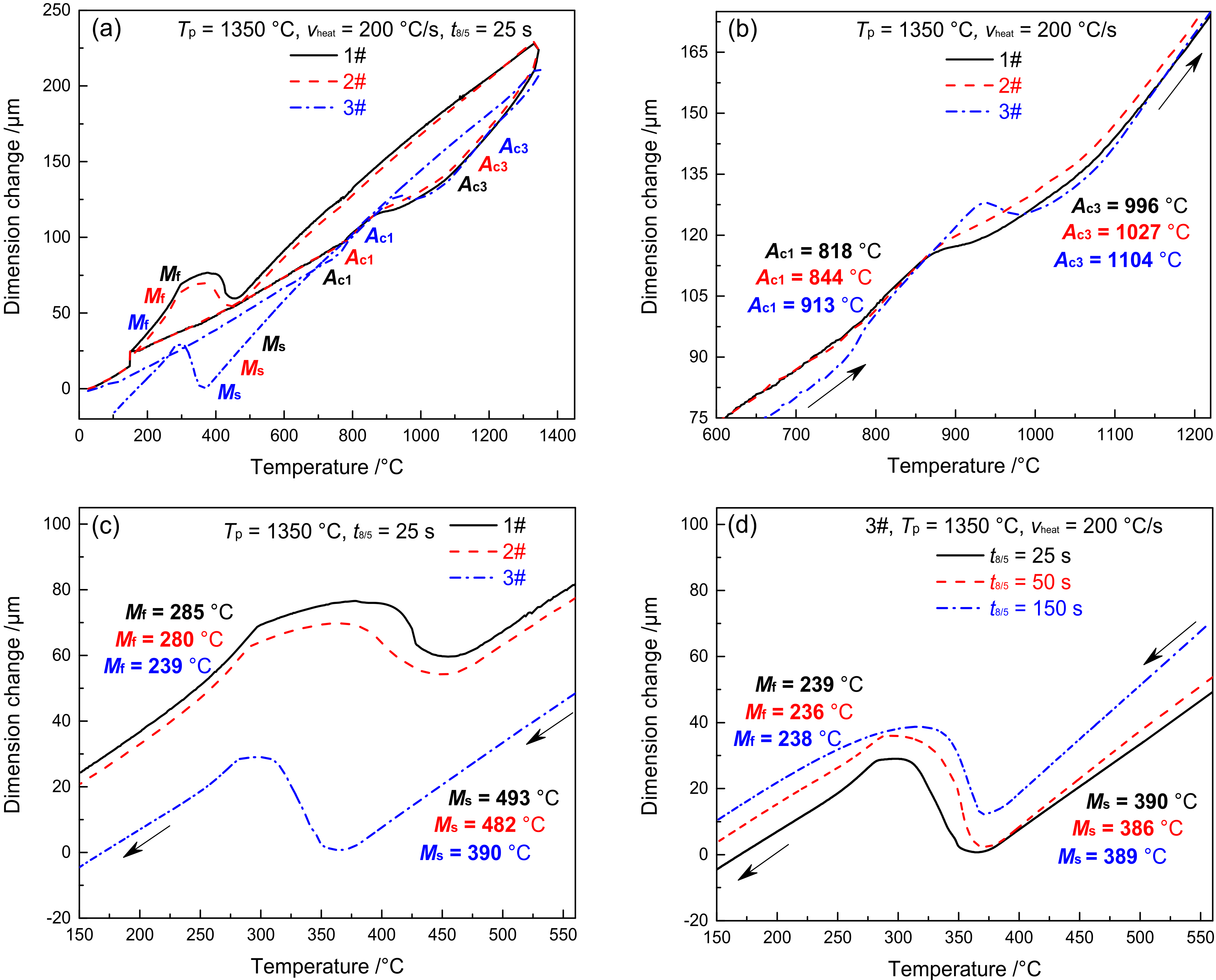
- The addition of element B can increase Ac1 and Ac3 for the materials. The Ac1 and Ac3 of material 3# increased by 95 and 108 °C, 69 and 77 °C compared to materials 1 and 2#, respectively. When the formation temperature range for FGHAZ was Ac3–1250 °C, the residence time of material 3# in this temperature range was about 42.52% lower than material 1#, while the FGHAZ range and area could be significantly compressed.
- (4)
- The content of B affected the pattern of change in Ms and Mf for materials 1–3# in ICHAZ. The alloy content in the austenite of materials 1 and 2# increased during the welding process, which was reduced by 50 and 7 °C, 46 and 7 °C compared to CGHAZ, respectively. The alloy content in the austenite of material 3# decreased by 37 and 32 °C compared to CGHAZ, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Albert, S.K.; Matsui, M.; Watanabe, T.; Hongo, H.; Kubo, K.; Tabuchi, M. Variation in the Type IV cracking behaviour of a high Cr steel weld with post weld heat treatment. Int. J. Press. Vessel. Pip. 2003, 80, 405–413. [Google Scholar] [CrossRef]
- Zhengdong, L.; Zhengzong, C.; Xikou, H.; Hansheng, B. Systematical Innovation of Heat Resistant Materials Used for 630~700 °C Advanced Ultra-Supercritical (A-USC) Fossil Fired Boilers. Acta Metall. Sin. 2020, 56, 539–548. [Google Scholar]
- Sireesha, M.; Albert, S.K.; Sundaresan, S. Microstructure and Mechanical Properties of Weld Fusion Zones in Modified 9Cr-1Mo Steel. J. Mater. Eng. Perform. 2001, 10, 320–330. [Google Scholar] [CrossRef]
- Paul, V.T.; Saroja, S.; Hariharan, P.; Rajadurai, A.; Vijayalakshmi, M. Identification of microstructural zones and thermal cycles in a weldment of modified 9Cr–1Mo steel. J. Mater. Sci. 2007, 42, 5700–5713. [Google Scholar] [CrossRef]
- Xiao, B.; Yadav, S.D.; Zhao, L.; Tang, Z.; Han, Y.; Yang, X.; Kai, J.; Yang, T.; Xu, L. Deep insights on the creep behavior and mechanism of a novel G115 steel: Micromechanical modeling and experimental validation. Int. J. Plast. 2021, 147, 103124. [Google Scholar] [CrossRef]
- Yan, P.; Liu, Z.; Bao, H.; Weng, Y.; Liu, W. Effect of normalizing temperature on the strength of 9Cr–3W–3Co martensitic heat resistant steel. Mater. Sci. Eng. A 2014, 597, 148–156. [Google Scholar] [CrossRef]
- Yan, P.; Liu, Z.; Bao, H.; Weng, Y.; Liu, W. Effect of tempering temperature on the toughness of 9Cr–3W–3Co martensitic heat resistant steel. Mater. Des. 2014, 54, 874–879. [Google Scholar] [CrossRef]
- Yan, P.; Liu, Z. Toughness evolution of 9Cr-3W-3Co martensitic heat resistant steel during long time aging. Mater. Sci. Eng. A 2016, 650, 290–294. [Google Scholar] [CrossRef]
- Xiao, B.; Xu, L.; Tang, Z.; Zhao, L.; Jing, H.; Han, Y.; Li, H. A physical-based yield strength model for the microstructural degradation of G115 steel during long-term creep. Mater. Sci. Eng. A 2019, 747, 161–176. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, X.; Dong, C. Effect of boron on G115 martensitic heat resistant steel during aging at 650 °C. Mater. Sci. Eng. A 2020, 787, 139529. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, Z.; Wang, X.; Chen, Z.; Ma, L. Evolution of the microstructure in aged G115 steels with the different concentration of tungsten. Mater. Sci. Eng. A 2018, 729, 161–169. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, Z.; Wang, X.; Chen, Z. Investigation of the microstructure and strength in G115 steel with the different concentration of tungsten during creep test. Mater. Charact. 2019, 149, 95–104. [Google Scholar] [CrossRef]
- Jing, H.; Luo, Z.; Xu, L.; Zhao, L.; Han, Y. Low cycle fatigue behavior and microstructure evolution of a novel 9Cr–3W–3Co tempered martensitic steel at 650 °C. Mater. Sci. Eng. A 2018, 731, 394–402. [Google Scholar] [CrossRef]
- Guo, J.; Xu, X.; Jepson, M.A.E.; Thomson, R.C. Influence of weld thermal cycle and post weld heat treatment on the microstructure of MarBN steel. Int. J. Press. Vessel. Pip. 2019, 174, 13–24. [Google Scholar] [CrossRef]
- Abe, F.; Tabuchi, M.; Kondo, M.; Tsukamoto, S. Suppression of Type IV fracture and improvement of creep strength of 9Cr steel welded joints by boron addition. Int. J. Press. Vessel. Pip. 2007, 84, 44–52. [Google Scholar] [CrossRef]
- Abe, F.; Tabuchi, M.; Tsukamoto, S.; Shirane, T. Microstructure evolution in HAZ and suppression of Type IV fracture in advanced ferritic power plant steels. Int. J. Press. Vessel. Pip. 2010, 87, 598–604. [Google Scholar] [CrossRef]
- Liu, Y.; Tsukamoto, S.; Sawada, K.; Abe, F. Role of Boundary Strengthening on Prevention of Type IV Failure in High Cr Ferritic Heat-Resistant Steels. Metall. Mater. Trans. A 2014, 45A, 1306–1314. [Google Scholar] [CrossRef]
- Tabuchi, M.; Hongo, H.; Abe, F. Creep Strength of Dissimilar Welded Joints Using High B-9Cr Steel for Advanced USC Boiler. Metall. Mater. Trans. A 2014, 45A, 5068–5075. [Google Scholar] [CrossRef]
- Zhao, L.; Jing, H.; Xu, L.; Han, Y.; Xiu, J. Analysis of creep crack growth behavior of P92 steel welded joint by experiment and numerical simulation. Mater. Sci. Eng. A 2012, 558, 119–128. [Google Scholar] [CrossRef]
- Albert, S.K.; Kondo, M.; Tabuchi, M.; Yin, F.; Sawada, K.; Abe, F. Improving the Creep Properties of 9Cr–3W–3Co–NbV Steels and their Weld Joints by the Addition of Boron. Metall. Mater. Trans. A 2005, 36A, 333–343. [Google Scholar] [CrossRef]
- Liu, Y.; Tsukamoto, S.; Sawada, K.; Tabuchi, M.; Abe, F. Precipitation Behavior in the Heat-Affected Zone of Boron-Added 9Cr-3W-3Co Steel During Post-Weld Heat Treatment and Creep Deformation. Metall. Mater. Trans. A 2015, 46A, 1843–1854. [Google Scholar] [CrossRef]
- Xue, W.; Qian-gang, P.; Yao-yao, R.; Wei, S.; Hui-qiang, Z.; Hong, L. Microstructure and type IV cracking behavior of HAZ in P92 steel weldment. Mater. Sci. Eng. A 2012, 552, 493–501. [Google Scholar] [CrossRef]
- Ardghail, P.M.; Barrett, R.A.; Harrison, N.; Leen, S.B. Predictions of ICHAZ Cyclic Thermomechanical Response in GTAW Process for 9Cr Steels. J. Press. Vessel. Technol. 2019, 141, 021403. [Google Scholar] [CrossRef]
- Junchao, A.; Hongyang, J.; Guangchun, X.; Lianyong, Z.L.X. Analysis of the Creep Behavior of P92 Steel Welded Joint. J. Mater. Eng. Perform. 2011, 20, 1474–1480. [Google Scholar]
- Chen, Z.; Chen, Z.; Kou, D.; Li, Y.; Ma, Y.; Li, Y. Evolution of microstructure in reheated coarse-grained zone of G115 novel martensitic heat-resistant steel. J. Iron Steel Res. Int. 2022, 29, 327–338. [Google Scholar] [CrossRef]
- Sahara, R.; Matsunaga, T.; Hongo, H.; Tabuchi, M. Theoretical Investigation of Stabilizing Mechanism by Boron in Body-Centered Cubic Iron Through (Fe,Cr)23(C,B)6 Precipitates. Metall. Mater. Trans. A 2016, 47, 2487–2497. [Google Scholar] [CrossRef]
- Matsunaga, T.; Hongo, H.; Tabuchi, M.; Sahara, R. Suppression of grain refinement in heat-affected zone of 9Cr–3W–3Co–VNb steels. Mater. Sci. Eng. A 2016, 655, 168–174. [Google Scholar] [CrossRef]
- Hsu, T.Y.; Mou, Y. Thermodynamics of the bainitic transformation in Fe–C alloys. Acta Metall. 1984, 32, 1469–1481. [Google Scholar]
- Klement, W.; Jayaraman, A. Phase relations and structures of solids at high pressures. Prog. Solid State Chem. 1967, 3, 289–376. [Google Scholar] [CrossRef]
- Moon, J.; Lee, C.H.; Lee, T.H.; Jang, M.H.; Park, M.G.; Han, H.N. Phase transformation and impact properties in the experimentally simulated weld heat-affected zone of a reduced activation ferritic/martensitic steel. J. Nucl. Mater. 2014, 455, 81–85. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | Cr | Co | W | V | Nb | Cu | B | N | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1# | 0.071 | 0.32 | 0.53 | 8.96 | 3.01 | 2.73 | 0.19 | 0.067 | 0.79 | 0 | 0.007 | Bal. |
| 2# | 0.069 | 0.32 | 0.53 | 9.02 | 3.02 | 2.74 | 0.20 | 0.066 | 0.78 | 0.006 | 0.008 | Bal. |
| 3# | 0.076 | 0.18 | 0.45 | 8.83 | 2.99 | 3.11 | 0.19 | 0.042 | 0.85 | 0.013 | 0.008 | Bal. |
| Sub-Zone | Heating Rate v/(°C s−1) | Holding Temperature Tp/°C | t8/5/s |
|---|---|---|---|
| CGHAZ | 200 | 1350 | 25, 50, 150 |
| FGHAZ | 200 | 1150 | 25, 50, 150 |
| ICHAZ | 200 | 950 | 25, 50, 150 |
| SCHAZ | 200 | 770 | 25, 50, 150 |
| Material | Composition Structure of M23C6 Carbides |
|---|---|
| B wt.% = 0 ppm | (Fe0.242Cr0.653W0.049Co0.009)23C6 |
| B wt.% = 60 ppm | (Fe0.245Cr0.644W0.048Co0.008)23(C0.926B0.074)6 |
| B wt.% = 140 ppm | (Fe0.244Cr0.647W0.048Co0.009)23(C0.844B0.156)6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Z.; Kou, D.; Chen, Z.; Yang, F.; Ma, Y.; Li, Y. Evolution of Microstructure in Welding Heat-Affected Zone of G115 Steel with the Different Content of Boron. Materials 2022, 15, 2053. https://doi.org/10.3390/ma15062053
Chen Z, Kou D, Chen Z, Yang F, Ma Y, Li Y. Evolution of Microstructure in Welding Heat-Affected Zone of G115 Steel with the Different Content of Boron. Materials. 2022; 15(6):2053. https://doi.org/10.3390/ma15062053
Chicago/Turabian StyleChen, Zhongyi, Dongxu Kou, Zhengzong Chen, Fan Yang, Yonglin Ma, and Yiming Li. 2022. "Evolution of Microstructure in Welding Heat-Affected Zone of G115 Steel with the Different Content of Boron" Materials 15, no. 6: 2053. https://doi.org/10.3390/ma15062053
APA StyleChen, Z., Kou, D., Chen, Z., Yang, F., Ma, Y., & Li, Y. (2022). Evolution of Microstructure in Welding Heat-Affected Zone of G115 Steel with the Different Content of Boron. Materials, 15(6), 2053. https://doi.org/10.3390/ma15062053