To explain the effects of external fields on the properties of cast metal, the authors of the works propose various mechanisms and theories, the main ones will be shown in this section.
4.1. ECP Influence Mechanisms
Several possible mechanisms have been proposed to understand the causes of grain refining in ECP melt processing. Nakada et al. [
28] suggested that, under the action of forced flow in the melt, a force arises that destroys dendrites and leads to grain refinement. Later, Qin et al. [
52,
53] presented a theoretical model characterizing the process of nucleation under conditions of minimization of the free energy of the system under the action of ECP. Their theoretical analysis was confirmed by experiments. The minimization of free energy during ECP is considered as a driving force for hydrogen removal [
54], removal of agminant nanoclusters [
55], and improvement of mechanical properties [
56]. In addition, Wang et al. [
57] was the first to suggest that the enhancement of nucleation during ECP is associated with a decrease in the potential of the outer electric layer of the liquid cluster. Liao et al. [
58] showed that the size of the crystals can be drastically reduced by applying ECP at the stage of nucleation, and suggested that grain refinement occurs due to the effect of “crystal rain”. In addition, various mechanisms have been proposed to explain the grain refinement in alloys treated with ECP: a heterogeneous nucleation mechanism, in which the nucleation rate increases due to increased supercooling [
59,
60], a dendrite fragmentation mechanism, in which the splitting off of dendrite branches is caused by generated pulsed radiation Joule heating [
61,
62] and due to vibration created by the Lorentz force [
28].
He et al. [
3] observed significant changes in the size of crystallization zones in the pulsed melt. The authors explain these changes by a phenomenon called “crystalline rain”, when hypothermia occurs at the outer upper surface of the crystallization bath, leading to the formation of a thin solidified crust, on which columnar crystals begin to form and grow deep into the melt. Due to the fact that ECP causes vibrations in the melt, these crystals break off and sinking into the bath of the melt serve as crystallization centers, increasing the proportion of equiaxed grains. Intense cooling prevents these crystals from dissolving in the melt. The authors note that the intensity of the “crystal rain” depends on the frequency of the current pulses.
Since the role of convection in the refinement of the crystal structure of a metal during ECP has been repeatedly shown [
63,
64,
65], the authors of [
4] investigated the influence of other factors on the crystallization process. Using low currents that do not cause significant convection, the effect of a change in the free energy of
Ge was investigated. When an electric current passes through the melt, the free energy of the
Ge system changes by an amount [
32,
33,
34]:
where
r and
r′ are two different positions in space,
j(
r) and
j(
r′) are the current densities at positions
r and
r′, respectively, and
µ is the magnetic permeability.
In the process of crystallization, nuclei with electrical conductivity different from that of the melt appear on the walls of the mold and on the contact surface of the electrodes and molten metal. The shape of the crystal nuclei affects the distribution of the electric current. Consequently, different free energies of
Ge correspond to different configurations of crystal nuclei. When the nucleus moves from the central regions of the melt to the side wall of the mold, the chemical free energy and free energy of the interface do not change. The total change in the free energy of the system is equal to ∆
Ge, i.e., current density varies from
j1(
r) to
j2(
r′). The corresponding change in free energy ∆
Ge can be expressed as [
66,
67,
68]:
where
σ1 and is the electrical conductivity of melt and crystal nuclei at 889 K (616 °C), respectively,
V is the volume of crystal nuclei, and
k is a positive geometric factor. ∆
Ge will be positive due to the fact that the electrical resistance of the crystals is lower than that of the melt matrix.
Equation (3) can be used to explain the movement of electrically neutral nuclei in the melt from the center to the lateral surface [
69,
70]. The electrical conductivity of the melt at 889 K is 4 × 10
4 S·cm
−1 [
71], and the electrical conductivity of the primary α-Al phase is 10
5 S·cm
−1 [
72]. The size of the crystalline nuclei of the α-Al phase is 10 times larger than that of the molten alloy. The current density inside the crystal is greater than outside. To minimize the free energy associated with the ECP, the crystals are forced to move from their original location to the center of the ingot by the force F generated by the ECP. The direction of the force is perpendicular to the direction of the electric current (from the center of the mold to the lateral surface) and is axisymmetric for σ
1 > σ
2 [
69,
70]. The direction is reversed when σ
1 < σ
2. An approximate expression for the magnitude of the driving force from the electric current to the crystal nuclei is given as [
69,
70]:
where
d is the distance from the central axis of the melt along the radius, and
f(d) increases monotonically, but nonlinearly with increasing
d. According to Equation (4),
F is proportional to the change in free energy ∆
Ge. This suggests that
F forces the crystal nuclei to detach from the upper contact surface and side wall into the melt due to ∆
Ge.
The authors of [
37] explain the effect of ECP on the properties of a monotectic alloy on the basis of the cluster theory. The Cu-37.4 wt.% Pb alloy melt should contain Cu atoms, Pb atoms, Cu-Cu, Pb-Pb and Cu-Pb clusters. In liquid alloys, solvents and solutes are present as positive and negative ions, respectively, due to the difference in electronegativity. In terms of thermodynamic properties, Cu-Pb clusters were more stable than clusters of solutes and solvents [
73]. Consequently, when using ECP, solvent ions can form new smaller volumes of clusters with dissolved atoms. As a result of the transformation, the number of Cu-Pb clusters increased, as well as the average force of interaction between the atoms of the solvent and the solute. This led to a decrease in the activity of each component in the metal melt and, therefore, to a decrease in segregation during solidification. Due to the ECP treatment, the number of dissociated individual atoms in the Cu-Pb alloy melt decreased, while most of the atoms were stable in the form of Cu-Pb clusters. ECP has been shown to improve the solid-state solubility of a monotectic Cu-Pb alloy. According to Miedem’s model [
73]:
where
γi is the activity coefficient; Δ
Hij is the mixing enthalpy; and
xi is the molar volume fraction. According to Equation (5), the activity coefficients of Cu and Pb in a metal melt are related to the enthalpy of mixing. Consequently, under the action of ECP, the enthalpy of mixing of the metal melt decreased, and the activity coefficients of Cu and Pb in the metal melt decreased.
4.2. EMP Influence Mechanisms
To explain the effect of pulsed electromagnetic treatment on the properties of melts, the authors propose several basic mechanisms.
The authors in [
12,
13,
14,
15,
16,
17,
18] consider the following possible factors as the causes of changes in properties: electromagnetic stirring, thermal effect, and mechanical action. Obviously, in one degree or another, each of these factors can affect the structure of the metal by changing the crystallization processes. To determine the contribution of each factor, an appropriate analysis was carried out. Thus, in [
74], numerical calculations of the skin-layer depth in a copper conductor were carried out for various pulse durations and shapes, which showed that the skin-layer depth for a 1-ns pulse is several microns. It is clear that such a thin layer cannot cause mixing or heating of the entire mass of metal.
Due to the high power of the pulses used for the EMP—about 1 MW, even in spite of the short duration of the impulse action, one can expect the heating of the melt during the impulse treatment. The calculation of thermal fields, carried out using computer simulation of the process in the MathCad environment [
75,
76], showed that with a 1 ns pulse with a power of 1 MW over the entire surface of the melt in the crucible, the depth of the heat-affected zone, to which heat propagates when exposed to the pulse, is 0.48 μm. The experiments showed that temperature of the melt during the impulse action increases in 16 °C and decreases almost to the initial value (the increase is 1.42 °C) at the depth of the heat-affected zone. Thus, the influence of the thermal factor during EMP processing can also be neglected.
There are works [
77,
78,
79], in which it is shown that ultrasonic vibrations arise in metal melts when exposed to electromagnetic waves. Mechanical vibrations are excited not only in metal samples [
80], but also in liquid melts. In [
81], schemes of electrodynamic induction excitation of oscillations in liquid metals are presented and the intensity of ultrasonic oscillations arising in a metal with parameters close to experimental ones is estimated. The non-contact excitation of elastic vibrations in a melt using a constant magnetic field and alternating current is considered in detail. For the case of aluminum melting in an induction furnace in a crucible with a diameter of 300 mm with a constant field of 5 × 10
4 A·m, it is numerically shown that the vibrational pressure on the melt is 2 atm. This pressure is believed to be sufficient to produce beneficial metallurgical effects. It should be noted that the occurrence of mechanical vibrations in metal samples is possible without the imposition of an external magnetic field [
80]. A similar situation is typical for metallic melts [
82].
For the theoretical substantiation of the above hypothesis about the mechanism of the influence of EMP on metal melts, let us carry out a comparative calculation of the vibration intensity.
The ultrasonic pressure created in the melt and the displacement of particles in metals for both plane and spherical waves are related by the relation [
77]:
where the product of the density of the metal and the speed of sound ρc = z is the acoustic impedance (resistance); ω—circular frequency (ω = 2πf); ξ—displacement of particles from the equilibrium position.
To determine the vibrational pressure from the impact of EMP, you can use the formula for calculating the wave pressure on the surface:
where p is the wave pressure, N/m
2; E is the power of the incident wave per unit area and unit of time, W/cm
2; R is the reflectance (R = 0 at full absorption, R = 1 at full reflection); c—wave propagation speed, m/s. The wave propagation speed in molten metals is about 4 × 10
3 m/s [
83].
With pulsed excitation of oscillations, the incident pulse power can be approximately calculated by the formula:
where r is the characteristic impedance of the cable, equal to 50 Ω; U is the generator voltage equal to 10 kV. Having calculated the value of the incident pulse power by Equation (8) P = 2 × 10
6 W was obtained. The area of the free surface of the metal in the used crucible with a diameter of 80 mm is 5–10
–3 m
2. Consequently, the impulse power per unit area is 4 × 10
8 W/m
2.
Substituting the obtained value of the impulse power into Equation (8), Rimp = 1.3 × 10
5 Pa (or 1.3 atm.) is obtained. This value is similar to those fixed in practice [
82] and [
84].
In [
17], a hypothesis is given about the transformation of electromagnetic pulses into ultrasonic vibrations.
If you place a metal in a constant magnetic field H
0, then where the current density j differs from zero, the metal is acted upon by the Lorentz force with the density:
The Lorentz force is the simplest force in nature, leading to the transformation of electromagnetic energy into acoustic energy.
In addition to the Lorentz force, there is, however, a force of a completely different nature. Metal ions and conduction electrons are relatively independent systems. The movement of ions and electrons is different: ions vibrate around fixed equilibrium positions, and electrons move “freely” over distances hundreds (and often hundreds of thousands) times larger than the dimensions of a crystal cell. An electromagnetic wave disturbs the equilibrium between electrons and ions. The energy acquired from the electromagnetic wave is transferred by the electrons to the ions as a result of collisions, but the acquisition of energy and its return are spaced apart in space by an amount of the order of the electron mean free path. The result of this is the emergence of a kind of force dipole: although the force due to the direct action of the electromagnetic wave on the metal at H
0 = 0 is zero (the metal is neutral), the force density is different from zero. The role of this transformation mechanism is the greater, the larger the “shoulder” of the dipole the mean free path of electrons. The calculations given by the authors show the efficiency of transformation in this case:
This expression can be compared with the efficiency of electromagnetic acoustic transformations in a metal with a free surface, the expression for which can be written in the form:
It can be seen that in the limit β << 1, the transformation efficiency in the case of a fixed surface is β times higher than W for a free surface. For this reason, in conducting liquid metals with an appropriate choice of frequency, a significant increase in the amplitude of elastic longitudinal waves is possible.
The calculation of the efficiency of electromagnetic acoustic conversions in some liquid metals, normalized to the efficiency of electromagnetic acoustic conversions in aluminum at a frequency of
f = 10 MHz at room temperature, is given in
Table 6.(the conversion efficiency in aluminum at room temperature is taken as a unit). An experiment carried out on melts of cesium and mercury confirmed these calculations. The measurements were carried out by the pulse echo method using either two spiral coils for generating and recording sound or using one coil covering a glass crucible with a metal enclosed in it.
The authors note that the method of excitation of longitudinal elastic mechanical waves in liquid metals under the influence of EMP can be useful at high temperatures, when there are problems associated with the creation of acoustic contact and the appearance of oxides on the metal surface, which create significant difficulties.
From
Table 6, it can be seen that the effects of changing properties are manifested in all metals. This means that even at low conversion factors (as, for example, for lead and bismuth), the pulse energy is sufficient to obtain new properties of cast metals.
Some hypotheses about the influence of EMP on the properties of melts are given in the works of Ri [
11,
47]. One of them is based on the cluster model of melts. The cluster theory considers a melt as a combination of two structural components: clusters (microvolumes with an ordered arrangement of particles similar to a crystalline one short-range order structures) and a structureless “disordered” zone separating clusters with a chaotic arrangement of particles, usually more “loose”.
Clusters and a structureless zone are thermodynamically unstable and, as a result of energy fluctuations, they continuously locally transform into each other [
85]. The ratio of the volumes occupied by the clusters and the disordered zone is determined by the temperature of the melt and the duration of irradiation of the melt by EMP.
Under the influence of EMP, energy fluctuations can arise in the melt, a change in the structure of short-range order in the arrangement of atoms, a decrease in the size of clusters, a decrease in their life span, and a decrease in the temperature of disorder.
A decrease in the temperature of disorder of the melt causes a change in the degree of compaction and the coefficient of thermal compression of the melt upon cooling, the physical properties of the melt, crystallization parameters, and, ultimately, the physico-mechanical and operational properties of the obtained metal alloys.
A decrease in the proportion of clusters leads to a change in properties: a decrease in viscosity, surface tension, an increase in the solubility and uniformity of the distribution of alloying elements in the liquid phase.
Under the influence of EMP, a decrease in the surface tension (
σ) at the melt-crystal interface causes a decrease in the values of the critical size of the nucleation centers of crystallization of metals and alloys:
where
M is the molecular weight;
Tm is the melting point;
ρ—density;
L is the latent heat of fusion; and Δ
T is the degree of supercooling of the crystallizing melt.
EMP treatment of melts changes their energy state, reducing the surface tension at the crystal melt and non-metallic inclusions—crystal interface. All this contributes to the formation of additional crystallization centers and grain refinement.
In the case of metal crystallization on the surface of nonmetallic inclusions (for example, austenite on silicon oxides and other elements), EMP treatment of the melt helps to remove large particles during irradiation of the melt, disperse the remaining “floating” particles, increasing the surface energy. To reduce the surface energy, spontaneous “sticking” of clusters on these inclusions to the critical size of the seed centers is possible. In this case, the crystallographic correspondence of the crystallizing phase with non-metallic inclusions is not required.
Electromagnetic pulses induce currents in the melts. They can be large because of the low electrical resistance of the melt. A moving charge in electric and magnetic fields is acted upon by the Lorentz force:
where
—is the speed of movement of the charge;
is the strength of the electric field;
q is the amount of charge;
is the magnetic induction.
The action of the force
leads to the fact that the charges are “pressed” against the outer surface. The Lorentz force creates a pressure difference, thereby involving the fluid in motion: from the periphery to the center and vice versa. All this causes an intensification of mass transfer and blocks the growth of dendritic branches. In this case, after some supercooling, bulk crystallization is more likely, which excludes the formation of a zone of columnar crystals and determines a homogeneous fine-grained structure in castings [
85].
Irradiation of molten metals with EMP provides the possibility of kinetically easier transfer of atoms from one stable state to another and accelerates the processes of diffusion and dissolution of alloying elements. Due to this, the rate of dissolution of alloying elements increases by more than three times.
A decrease in the crystal lattice parameter and an increase in the amplitude of atomic vibrations from the equilibrium position in copper and aluminum upon irradiation of their liquid phase with EMP for 10–15 min allows us to make the following assumption (
Figure 23).
Under the influence of EMP on the liquid phase, the bond energy curve shifts towards a lower value of do. At the same time, apparently, the absolute value of the binding energy Eb decreases. For this reason, EMP irradiation of the melt provides the possibility of energetically and kinetically easier movement of atoms from one stable state to another and accelerates diffusion processes and deactivates clusters.
4.3. PMF Influence Mechanisms
In the first work devoted to pulsed magnetic treatment on the melt, Gong et al. [
20] first of all note that the effects produced by pulsed magnetic treatment on the melt are similar to the effects produced by a pulsed electric current. This happens, according to the authors, due to the fact that the distribution of the electromagnetic field in the melt is the same as in the case of ECP. The pulsed electric current induced by the PMF has the same width and intensity as the ECP generated by the electrodes, their grinding effect on the melt should be identical. However, unlike ECP, an electrode is not needed for processing. According to the electromagnetic theory, the attenuation of electromagnetic waves with different frequencies in a conductor is different. With regard to the total pulsed magnetic field, the pulse width is much wider than that of the PMF. Thus, the PMF method differs from general pulsed magnetic field treatment by the distribution of the electromagnetic field in the melt, which also results in different forces acting on the melt. The influence of PMF on the crystallization process is manifested as follows. Crystallization nuclei that form at the walls of the mold and the molten metal have a large difference in electrical conductivity, therefore, the density of the induced current through them is different, which leads to a different electromagnetic force acting on them. This is the reason that the crystal falls off the mold wall and moves from the surface to the center of the melt. The electromagnetic force acting on a crystal is determined by the following equation:
where
is the volume of the crystal nucleus,
are the density of the induced current through the crystal and melt, respectively.
exponentially decrease with distance from the surface deep into the melt (at the depth of the skin layer), and the electromagnetic force acting on the crystal changes in a similar way. At a certain depth, the effect of this force will be negligible, and crystals should accumulate, forming clusters. Further movement of crystals, according to the authors, arises under the action of a sound wave. The main factor determining the number of crystal nuclei in the melt is the shock pressure of the sound wave generated by the vibrations of the melt surface. According to the authors, the pressure on the surface of the melt created by a plane electromagnetic wave is equal to:
where
J0 is the maximum value of the current density on the surface of the melt;
ω is the frequency of a plane electromagnetic wave. The first term of Equation (15) describes constant pressure on the melt. The second term is the resonant part, which generates sound waves that propagate into the melt. Due to the fact that the size of the crystal nucleus is much smaller than the length of the sound waves, it is difficult for a single nucleus to reflect the sound wave. That is, a single crystal nucleus cannot move inside the melt under the action of sound pressure. However, the formed clusters of embryos of a certain size, comparable to the size of the sound wave, will be able to reflect the sound wave. Under the action of sound pressure, crystal clusters move inside the melt. If the acoustic energy density is very high, then radiation pressure acts on the core of the crystal. This acoustic pressure on the crystal core is twice the average sound energy density when a plane sound wave is fully reflected. The average density of sound energy comes from Equation (15) is [
86]:
where
pm is the peak value of the sound pressure,
ρ0 is the density of the melt and
c0 is the sound velocity in the melt. For the pulse wave, the sound pressure on the crystal nucleus is:
where
f0 is the PMF discharge frequency and
fz is the PMF oscillation frequency. Since the current oscillation frequency is 7 kHz and the speed of sound in the melt is 1000 km/s, the wavelength of the pulsed sound wave generated by the PMF is tens of centimeters. The wavelength is much larger than the size of the crystal core. Consequently, the sound pressure acting on the core of the single crystal is very small, and the sound pressure in the melt is practically equal to the average density of sound energy, i.e.,
Δ. Thus, clusters of crystal nuclei move inside the melt due to different sound pressures.
To explain the phenomenon produced on the metal structure by a pulsed magnetic effect transmitted by a copper coil, the authors of [
23] analyzed the electromotive forces that arise around the coil and their effect on the melt. When an electrical pulse passes through a coil installed above the melt, a pulsed magnetic field (B) is created around the coil and at the same time a pulsed eddy current (J) can be induced in the melt. Since the magnetic field and eddy current generated by the electrical impulse flowing through the coil change at a relatively high frequency (∼10
3 Hz), the skin effect is significant. According to the calculations carried out by the authors, the depth of the skin layer is 8 mm.
Thus, the pulsed eddy current and the Joule heating effect created by it due to the resistance of the melt are concentrated in the surface layer of the melt with a thickness of 8 mm. Using Joule’s law, equations of free vibrations and the equivalent circuit [
87,
88], the average power of a single pulse acting on the melt during the unloading stage (td) can be obtained as follows:
where
P1 is the average power of a single pulse;
δ =
R/2
L, ω =
,
U0 discharge voltage,
R,
L and
C are the resistivity, inductance and capacitance of the circuit, respectively, and represents the empirical power transfer coefficient determined by experimental measurement. For pulse parameters 75 kI·A and 6kI·Hz, the average power can reach 10 kW at the stage of discharge. Thus, it is safe to predict that thermal fluctuations will be significant in the surface layer, since the discharge stage is 1% of the entire period.
In addition to thermal vibrations, the authors predict another mechanism of action. When an electric pulse flows through the coil, due to the interaction between the magnetic field B and the eddy current J, the Lorentz force F should appear (
Figure 24a,b), which acts on the melt. As is known [
89], the direction of the Lorentz force is set by the “left hand” rule. The magnetic field is not perpendicular to the surface of the liquid, but is at an angle to the eddy current, therefore the Lorentz force can be divided into two components: Fx and Fy (
Figure 24c). Oscillations of the melt occur due to a change in the direction of the Lorentz force with a change in the electrical impulse. According to Lenz’s law, when the field B decreases, the coil attracts the melt, creating a form of forced convection that is limited within the surface layer due to the shielding effect and the gravity of the melt Fg, as shown in
Figure 24e. When the field B increases, the coil repels the melt, forming a different pattern of forced convection (
Figure 24e), which can affect the internal fluid due to the transfer of force and the limitation of the form wall, and this forced convection can have a strong effect on the formation of a cast structure.
The appearance of convective flows in the melt during pulsed magnetic treatment of the melt is also noted by the authors of [
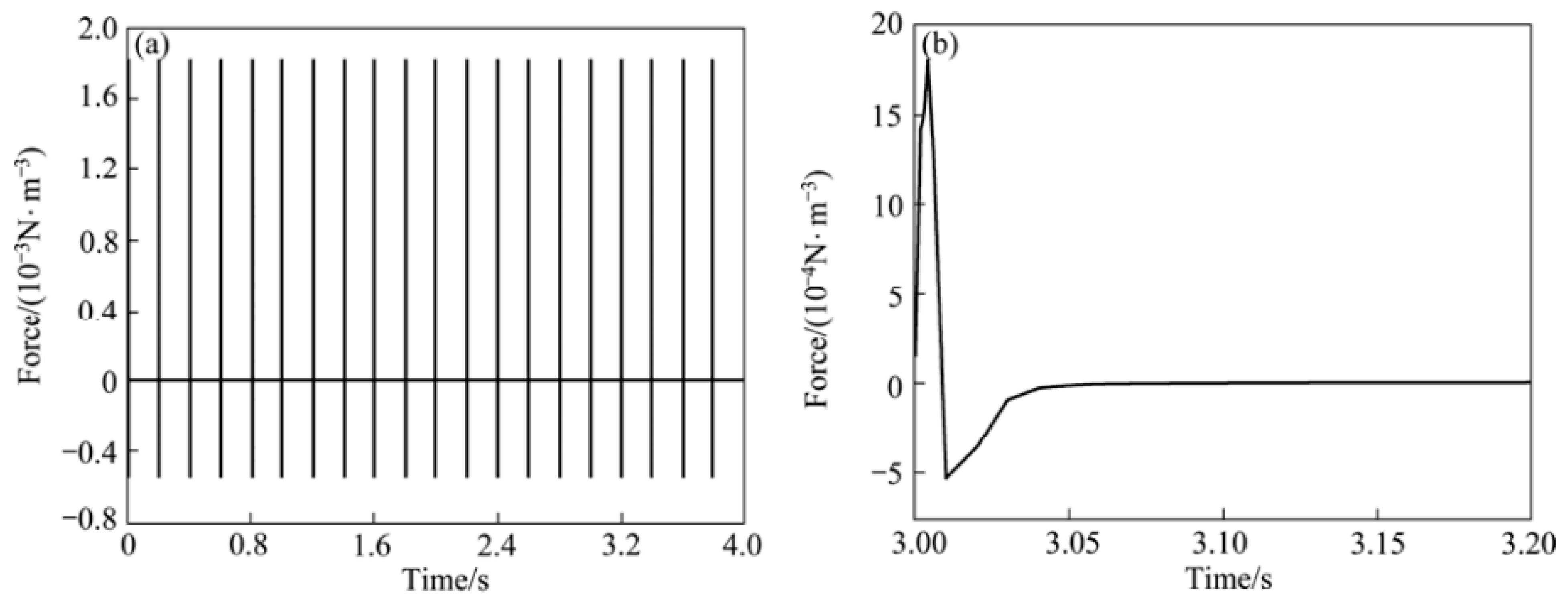
22]. The results of numerical simulations by the finite element method have shown that under the action of PMF, periodic alternating magnetic force and convective fluxes in the nickel-based alloy are created.
Figure 25 shows a graph of the magnetic force in the center of the melt for 20 whole periods and for a single pulse at the initial moment of the pulse appearance and during its decay. It is obvious that the magnetic force has an abrupt change in value during the period of increase and the period of decay of the pulse, which can lead to the occurrence of flows (displacement) of the melt.
Thus, according to the results of numerical simulation by the finite element method, the authors showed the presence in the melt of a periodically variable magnetic force and directional melt flows under the action of PMF. The effect of grinding from a pulsed magnetic field, according to the authors, is mainly explained by the dissociation of nuclei from the wall of the crystallizer by vibration of the melt and subsequent separation of the nuclei by convection of the melt. In addition, forced convection of PMF can lead to fragmentation of dendrites and facilitate the dispersion of the broken dendritic shoulder throughout the melt in the form of new nuclei. Thus, a mass of nuclei is formed in the bulk of the melt. Consequently, the nature of the grinding mechanism in pulsed magnetic processing is to enhance heterogeneous crystal formation.
Pulse processing of stainless steel with a magnetic field with a frequency of 4–5 Hz and a magnetic induction of 0, 0.5, 0.84, 1.0, and 1.5 T [
21] reduces the stability of the interface between the solid and liquid phases and promotes planar-cell dendritic-cell transition of the growth regime. That is, the application of a pulsed magnetic field reduces the rate of transition under otherwise identical conditions. According to Trivedi and Kurtz [
90], the microstructure of directed crystallization demonstrates a planar-cell–dendritic-cell-planar transition due to competition between different physical processes (the effect of convection is not considered). The diffusion length of the solute is defined as l
D =
D/
V, the thermal diffusion length l
T = Δ
T0/G and the capillarity length d
0 = Γ/
T0 (for the alloy), where
D are the diffusion coefficients of the solute,
V is the growth rate, and Δ
T0 is the equilibrium freezing interval alloy,
G is the temperature gradient at the interface Solid/Liquid (S/L) and Γ is the Gibbs–Thomson coefficient. For directional crystallization, the rates of transitions are calculated:
As Equations (20) and (21) show, a change in the transition rate can be the result of a decrease in the temperature gradient at the S/L interface. Therefore, a decrease in the temperature gradient should lead to an increase in the primary gap at a low growth rate [
91,
92], which contradicts the experimental results. Thus, as in the case of pulsed magnetic treatment, the experimental results of PMF cannot be explained by changes in the temperature gradient. When a pulsed magnetic field is applied, an induction current arises in the melt. As a result of their interaction in the direction from the edge to the center of the melt, an electromagnetic force arises. The electromagnetic force periodically compresses the melt, which leads to its spreading. With directional crystallization, the melt flow can contribute to the stability of the S/L interface and delay the transition from the planar growth regime to the cellular one [
93,
94] and from the cellular to the dendritic growth regime [
94,
95]. Consequently, the facilitation of the passage of the solution by the melt flow also cannot explain the reason for the instability of the interface caused by the application of a pulsed magnetic field. The application of a magnetic field causes a change in the Gibbs free energy of a liquid and a solid. At constant pressure, the change in the Gibbs free energy under the action of a magnetic field can be written as [
96]:
where G is the Gibbs free energy, S is the entropy, T is the temperature, μ is the permeability, M is the magnetization intensity, and H is the magnetic intensity. The temperatures of the beginning and the end of crystallization can change when a magnetic field is applied. The reason for this is the different intensity of magnetization of the melt and crystals. For example, Lee et al. [
97,
98] found that the temperature of the peritectic phase transformation of the Mn-Bi alloy increases by about 20 °C in a magnetic field of 10 T. Experimental results for stainless steel also suggest that the application of a pulsed magnetic field can increase the liquidus and solidus temperatures [
99].
An interesting approach to explaining the mechanism of the effect of pulsed magnetic treatment on metal melts was proposed by the authors of [
100]. Using the ANSYS software package (Mechanical APDL and FLUENT), they simulated a pulsed magnetic effect on an Al-5 wt.% Cu alloy melt. The exciting pulse current had an amplitude of 300 A, a pulse duration of 0.002 s, and an interval between pulses of 0.198 s. The authors’ calculations show that the magnetic flux density, eddy current density, Lorentz force and Joule heat fall to zero in the interval between pulses and do not accumulate in each period (
Figure 26). Their amplitudes and phases decrease with increasing distance to the side surface of the ingot. The Lorentz force (
Figure 26e) during an impulse changes its value from a compression force to a tensile force. Joule heat has two peaks per pulse. A pulsed magnetic field causes forced convection in the melt, and the melt velocity is accompanied by sharp periodic fluctuations. The temperature field tends to be uniform due to the stirring effect of the melt flow. The effect of PMF on fluid flow decreases rapidly after solidification begins, and the final solidification time is almost the same as without PMF.
Simulation of the process of pulsed magnetic processing using COMSOL Multiphysics software was also carried out in [
49]. It was shown, firstly, that during the time of a full pulse cycle of 100 ms, about 15 ms, forces act in the melt, and the remaining 85 ms of the alloy is in an unstressed state. Secondly, the forces arising in the melt form four separate areas of liquid circulation, in which the destruction of the crystals formed near the walls occurs, which affects the process of metal crystallization. In addition, the authors carry out calculations of the pressure that occurs in the melt during pulsed processing. It is shown that the value of the emerging pressure in the melt is about 180 Pa.




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}