
Concentric Scanning Strategies for Laser Powder Bed Fusion: Porosity Distribution in Practical Geometries


Abstract
:
1. Introduction
2. Material and Methods
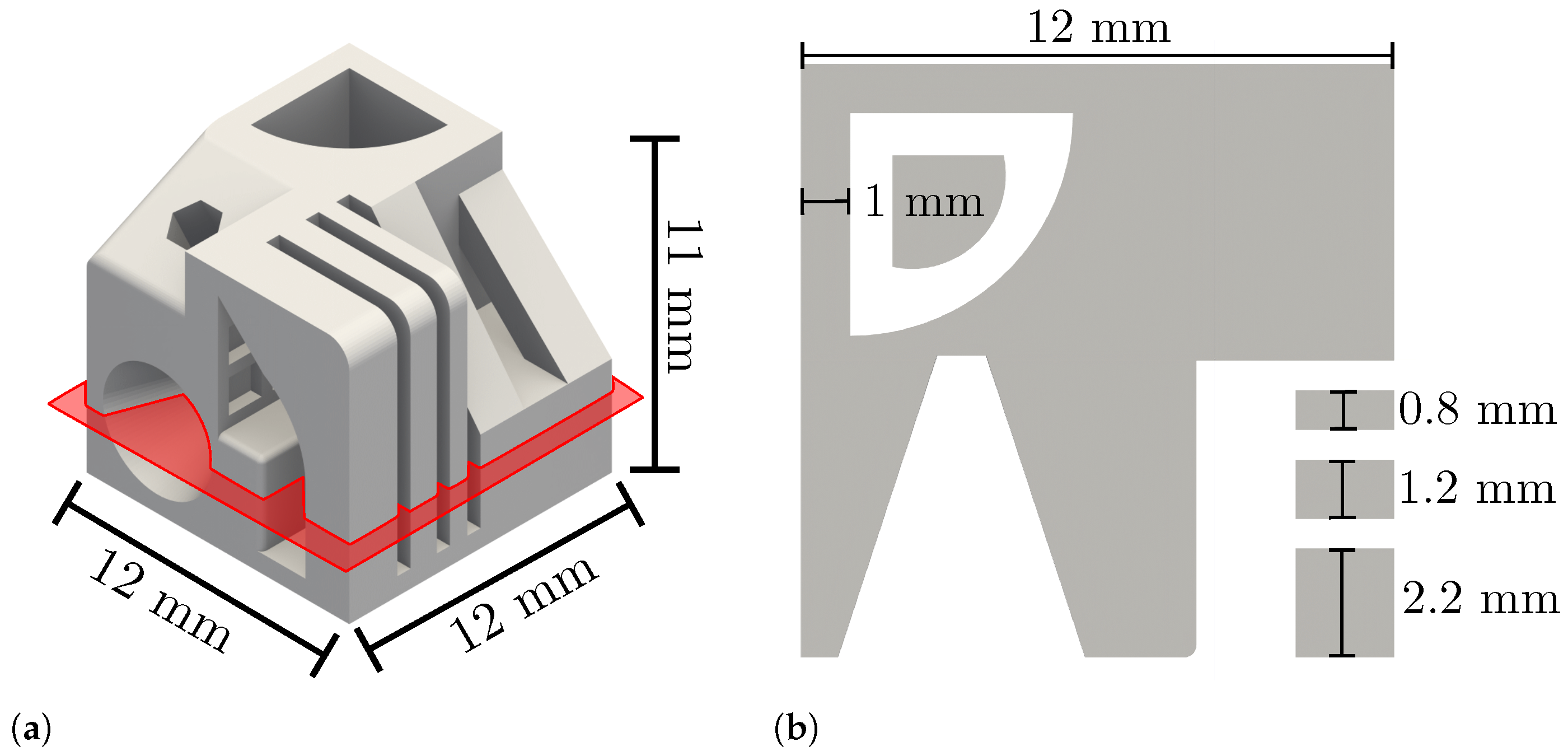
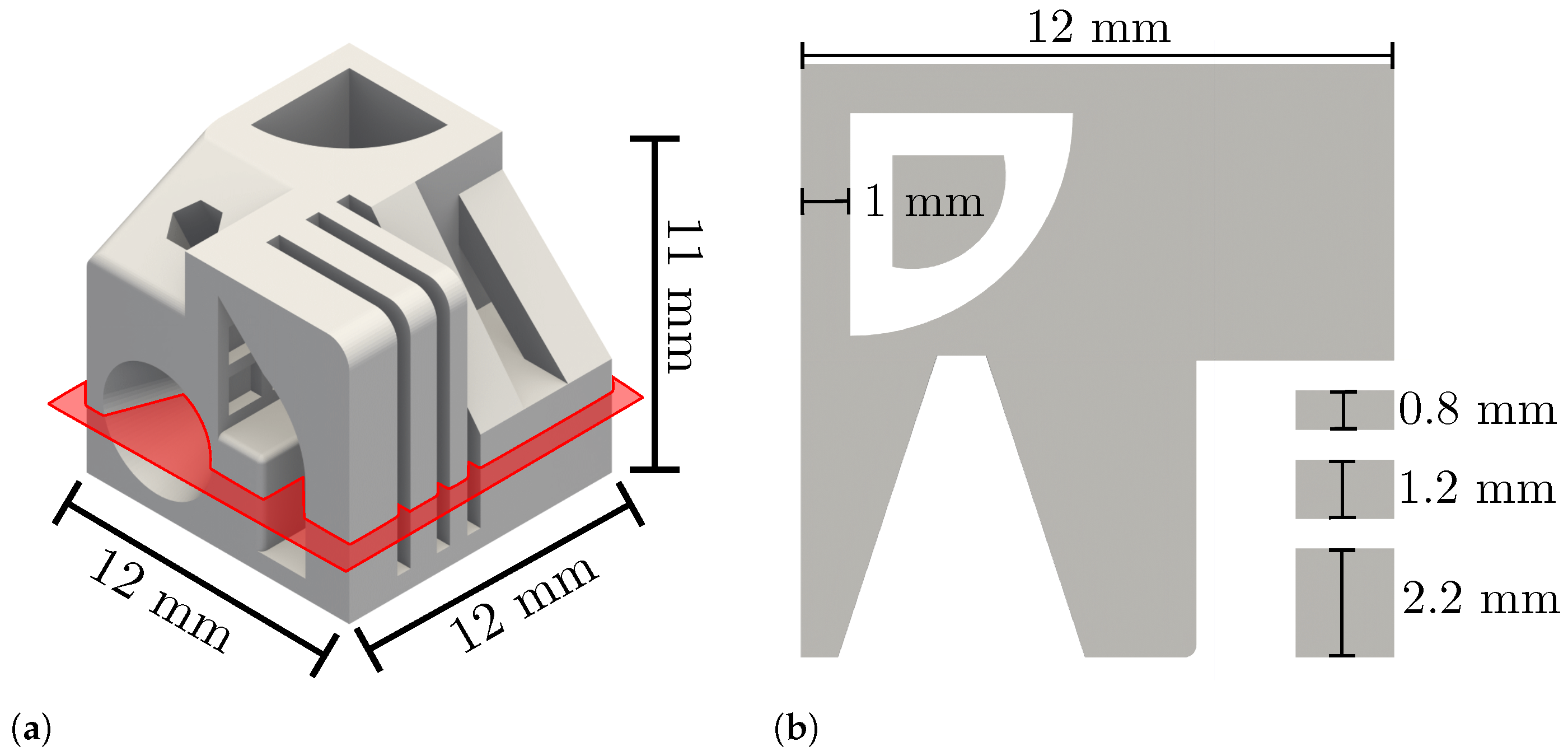
2.1. Additive Manufacturing and Specimen Geometry
2.2. µCT Image Acquisition and Analysis
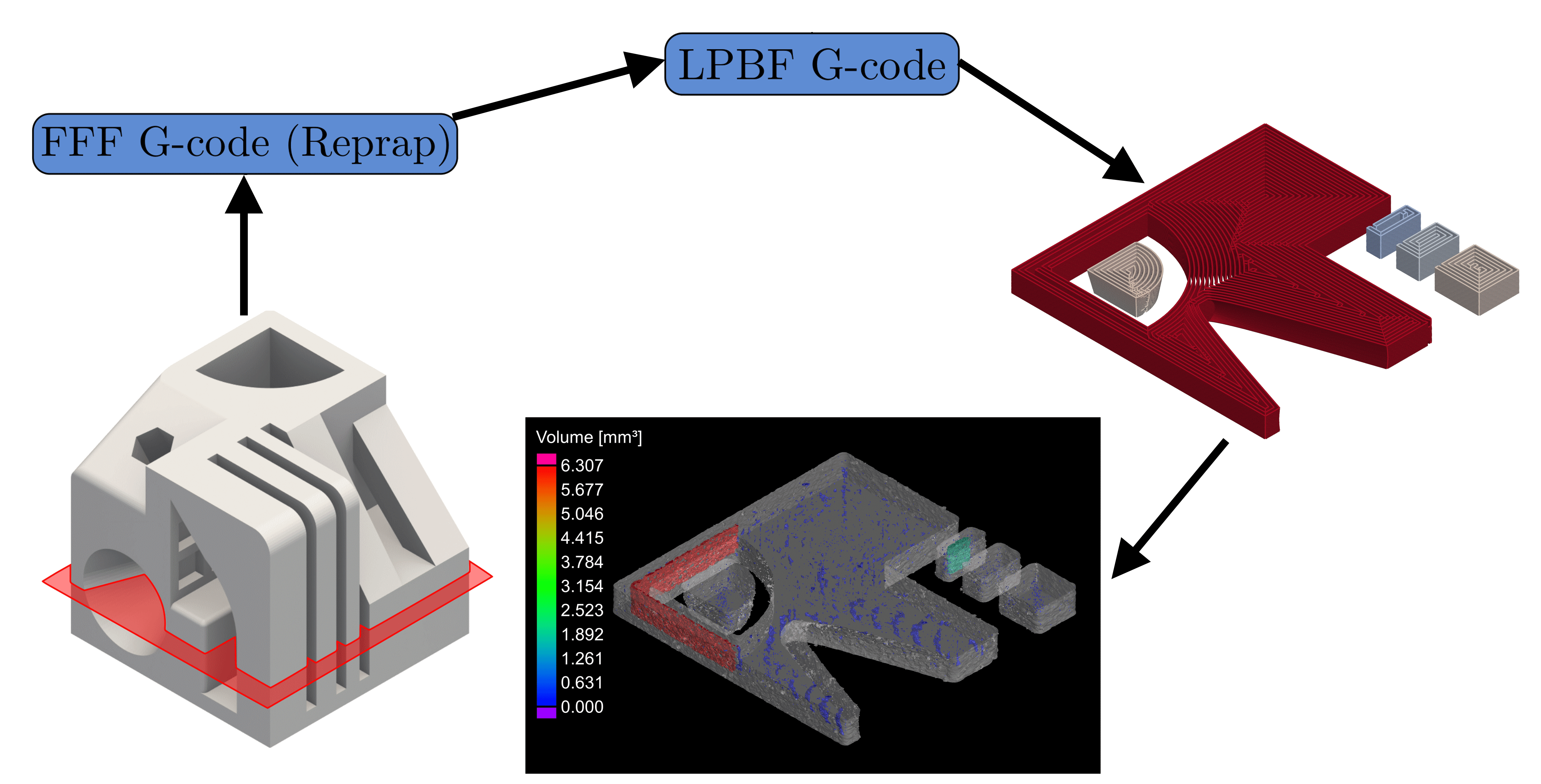
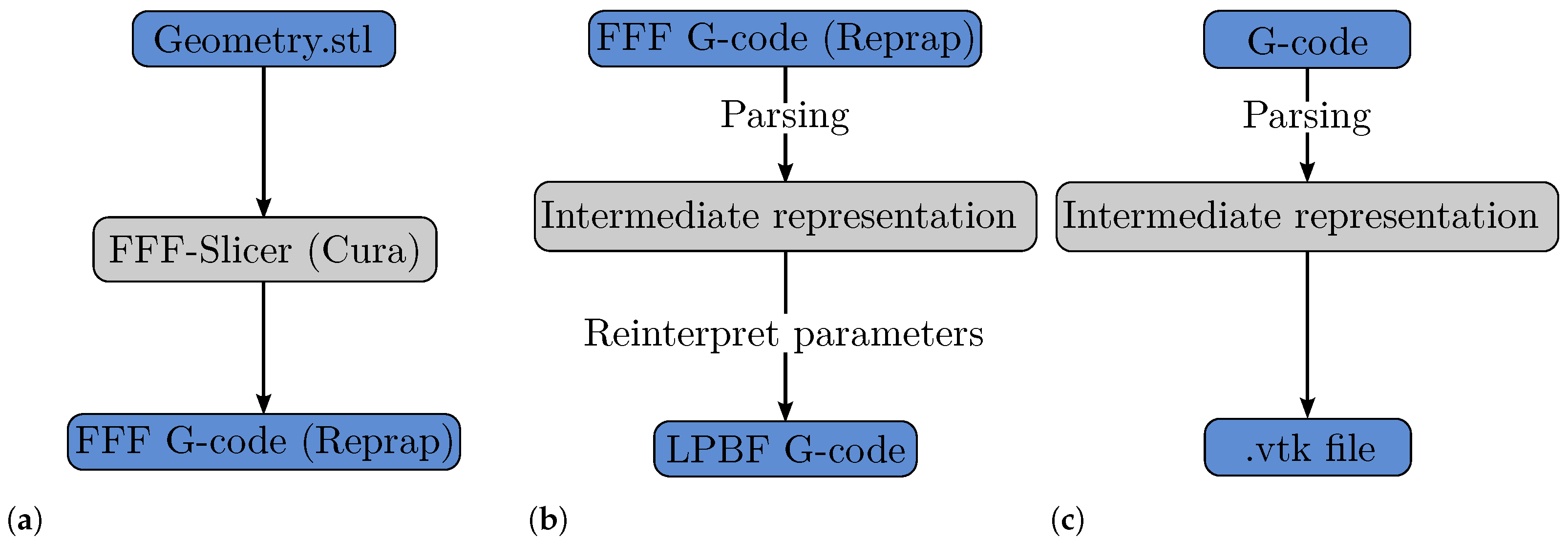
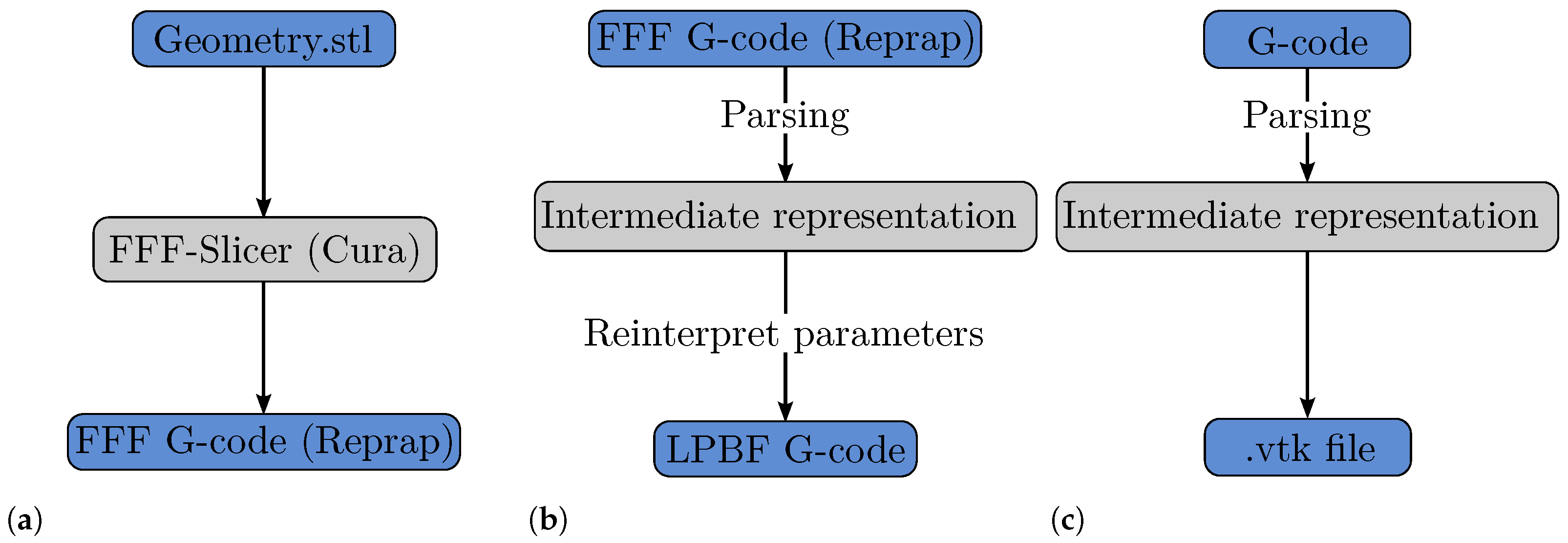
2.3. G-Code Synthesis and Analysis

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
|
3. Results and Discussion
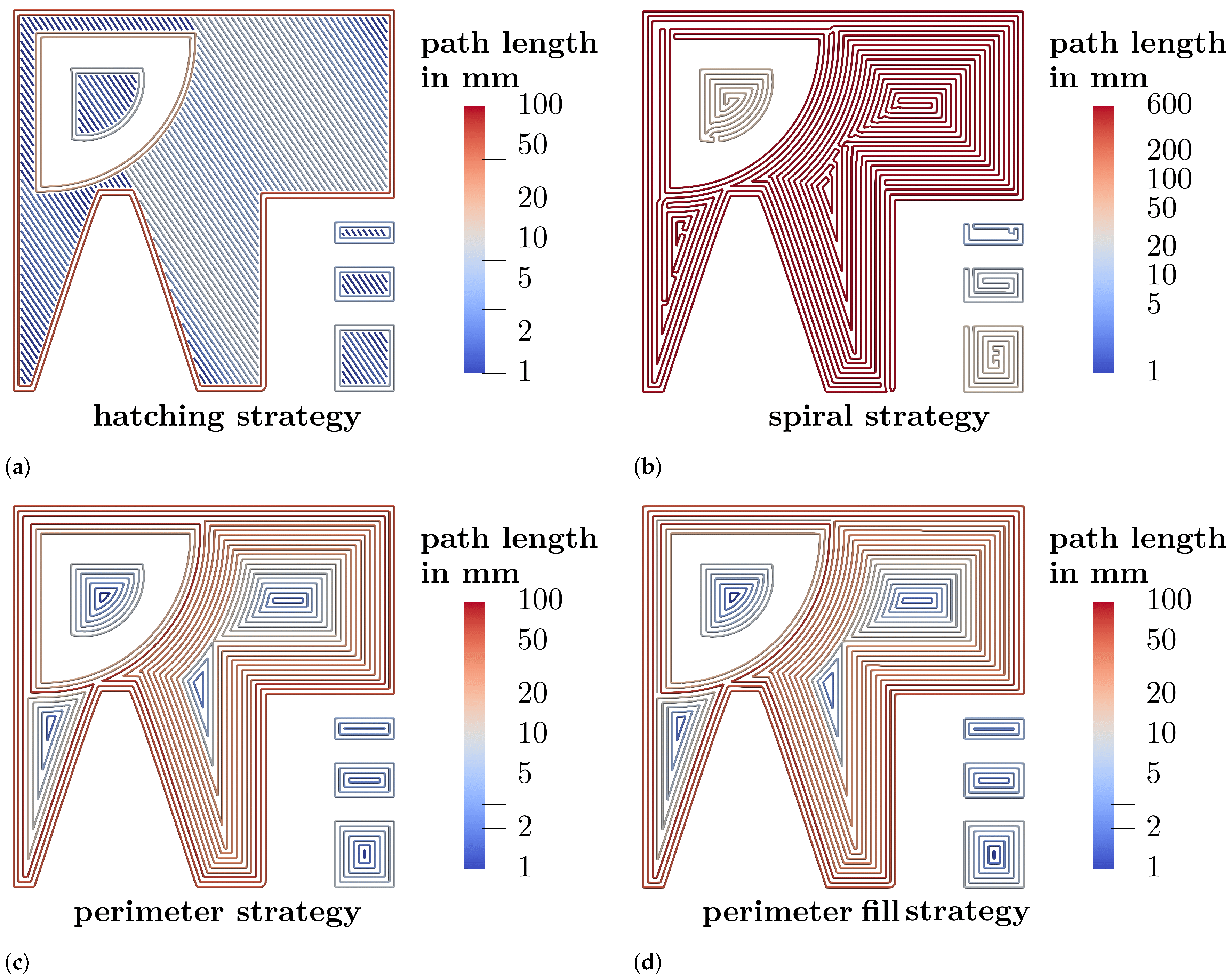
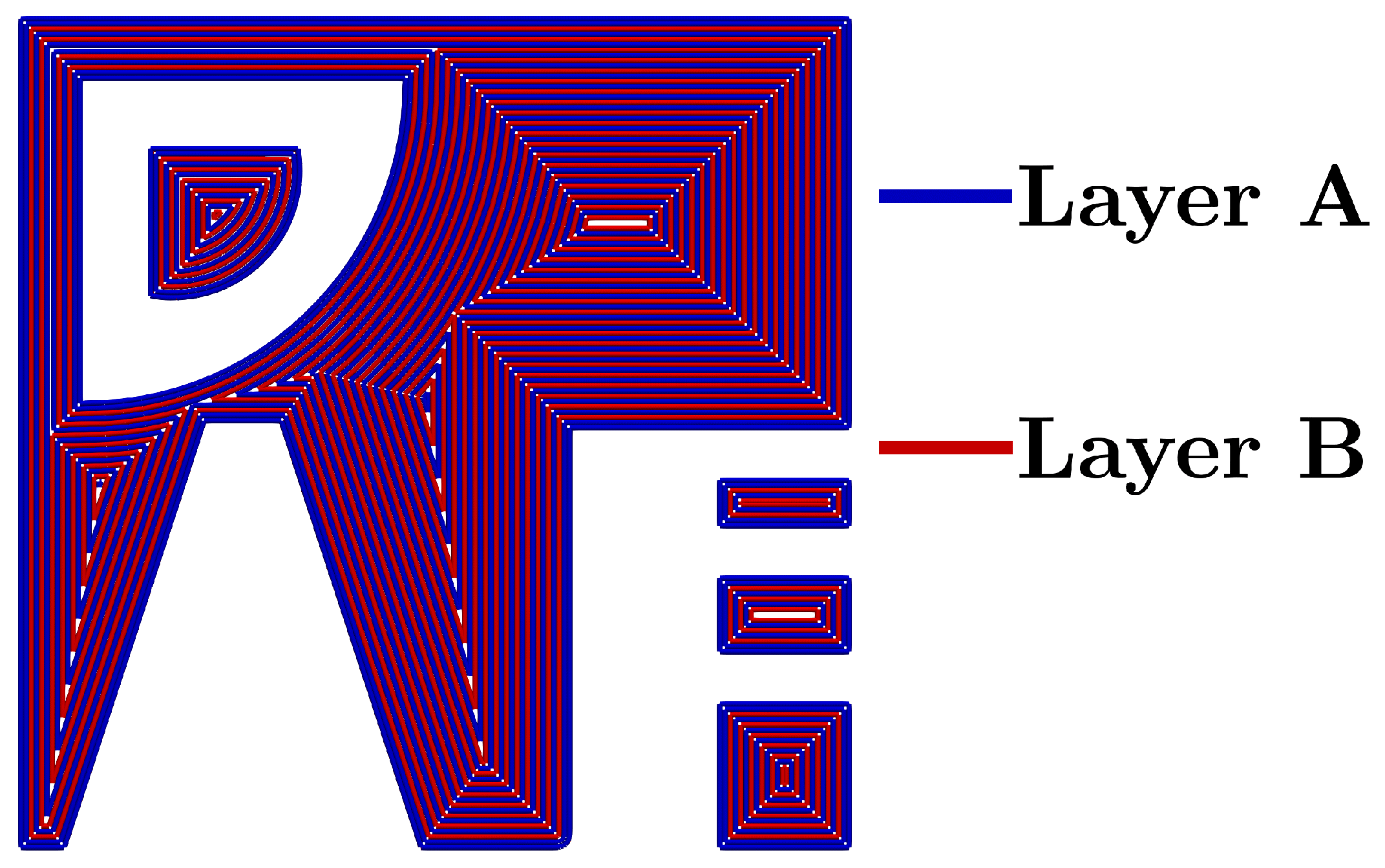
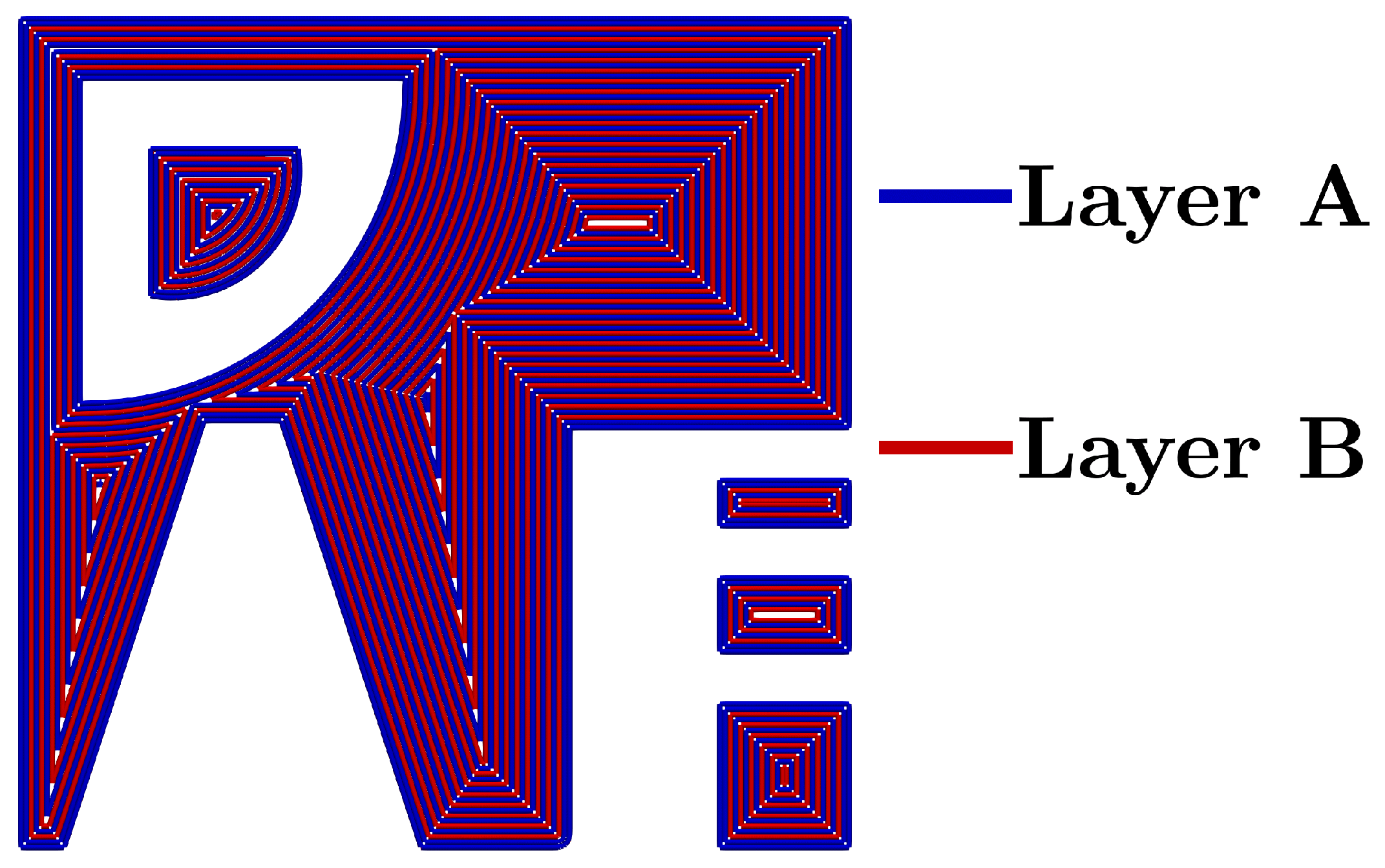
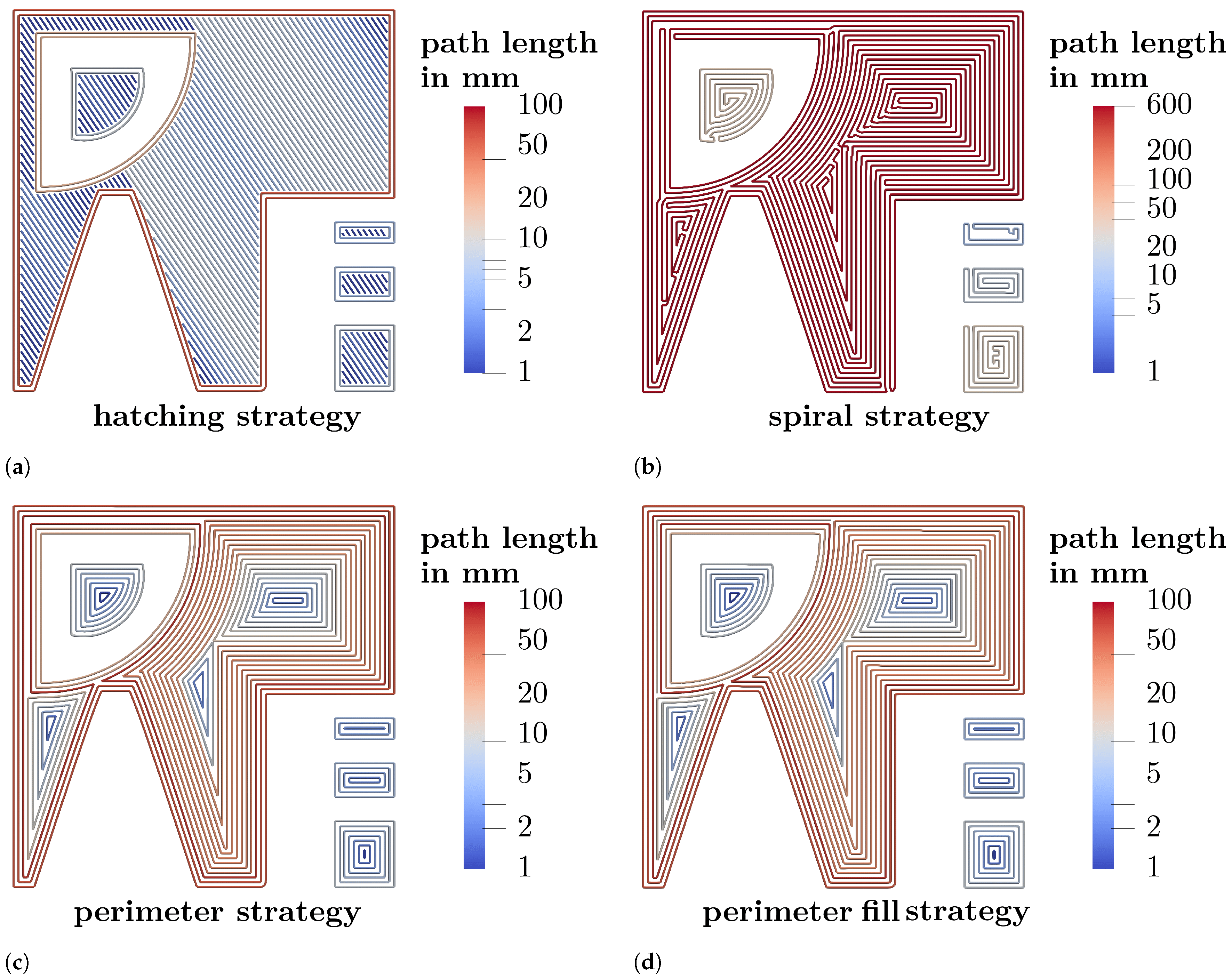
3.1. Scanning Trajectory Analysis
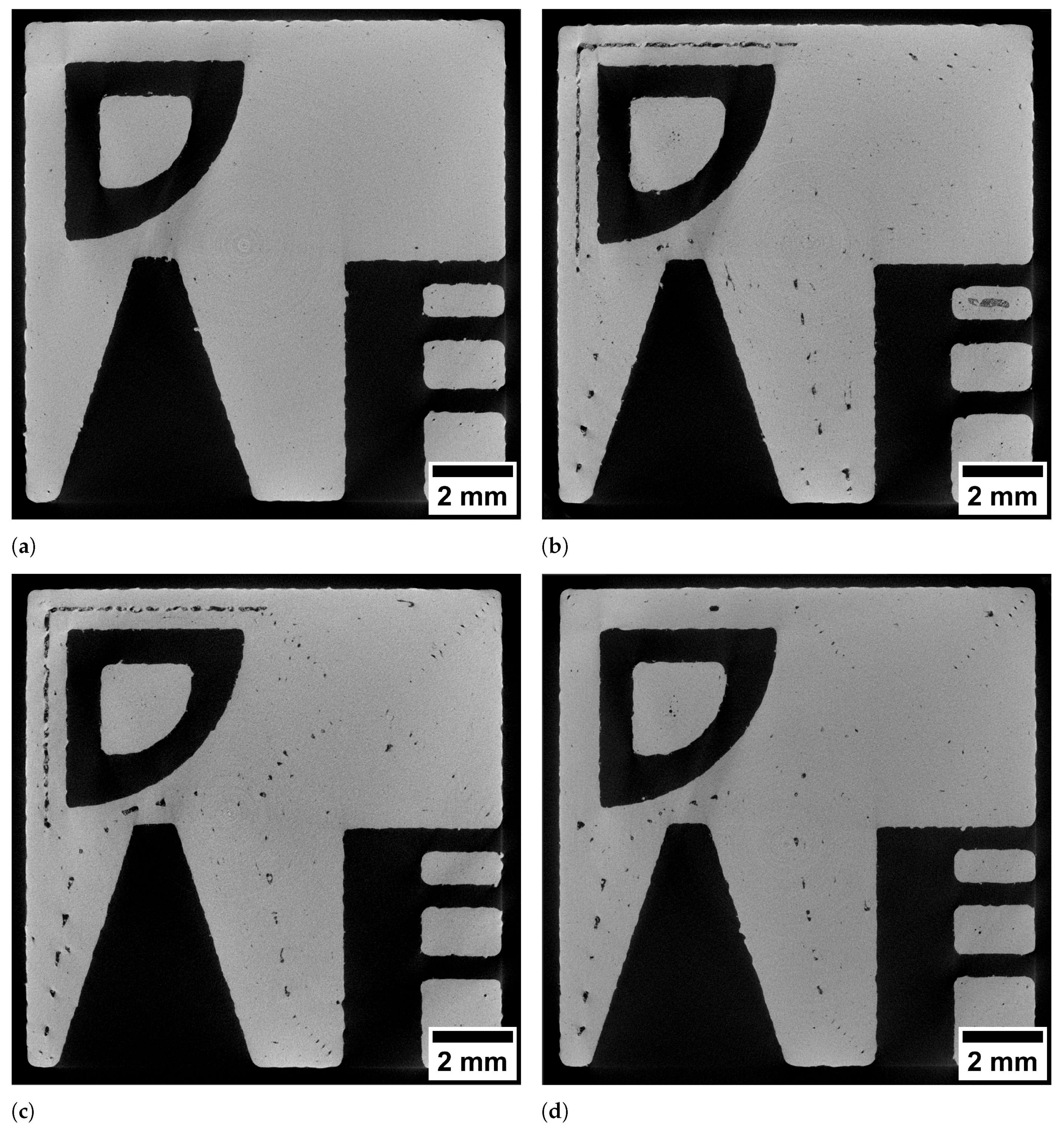
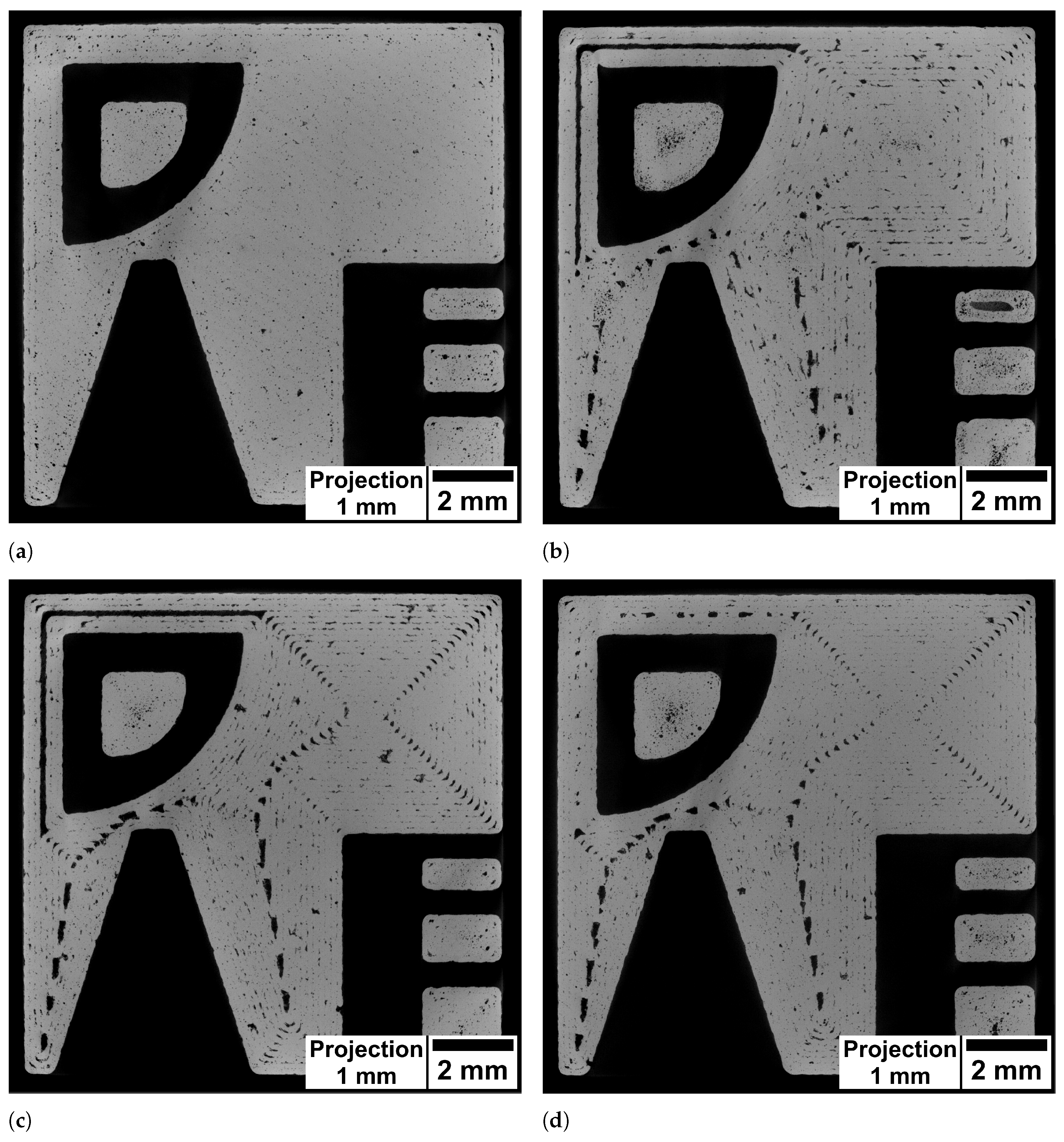
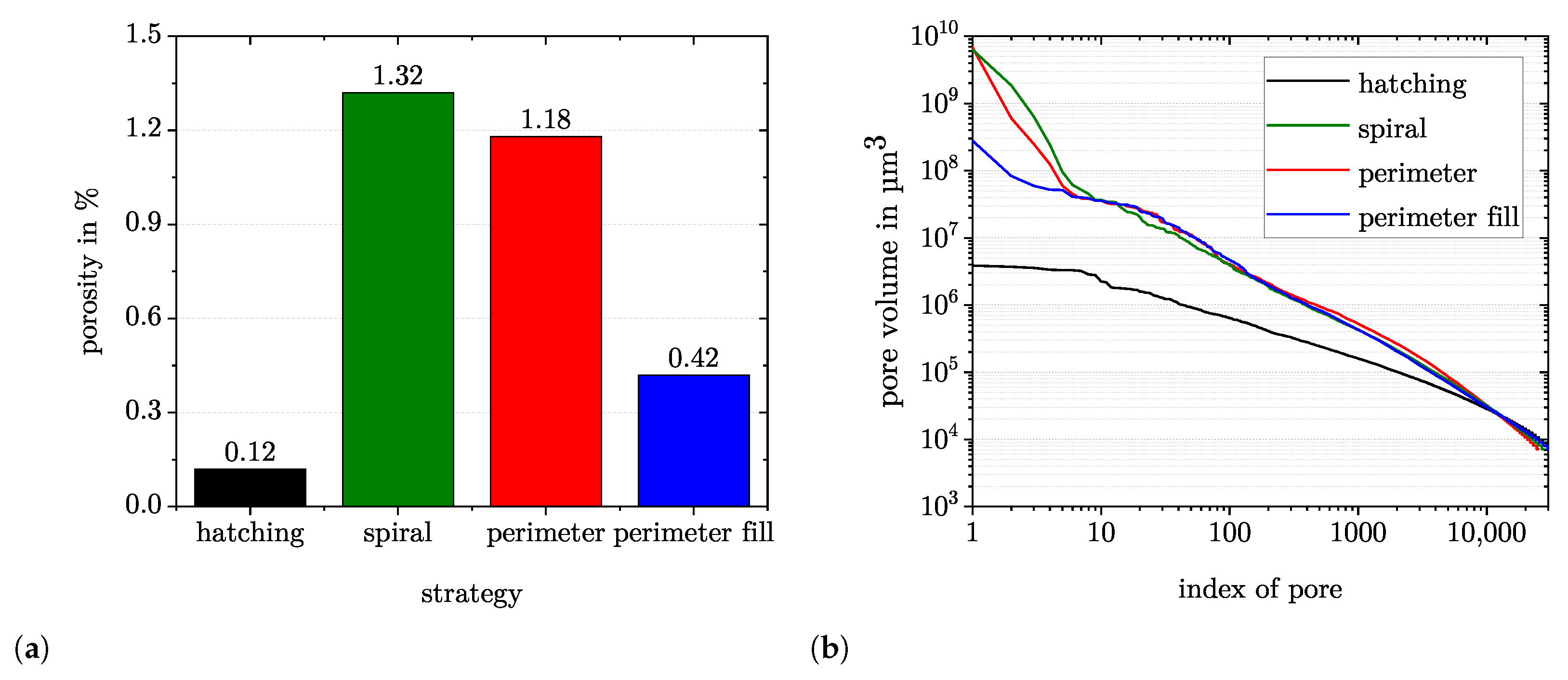
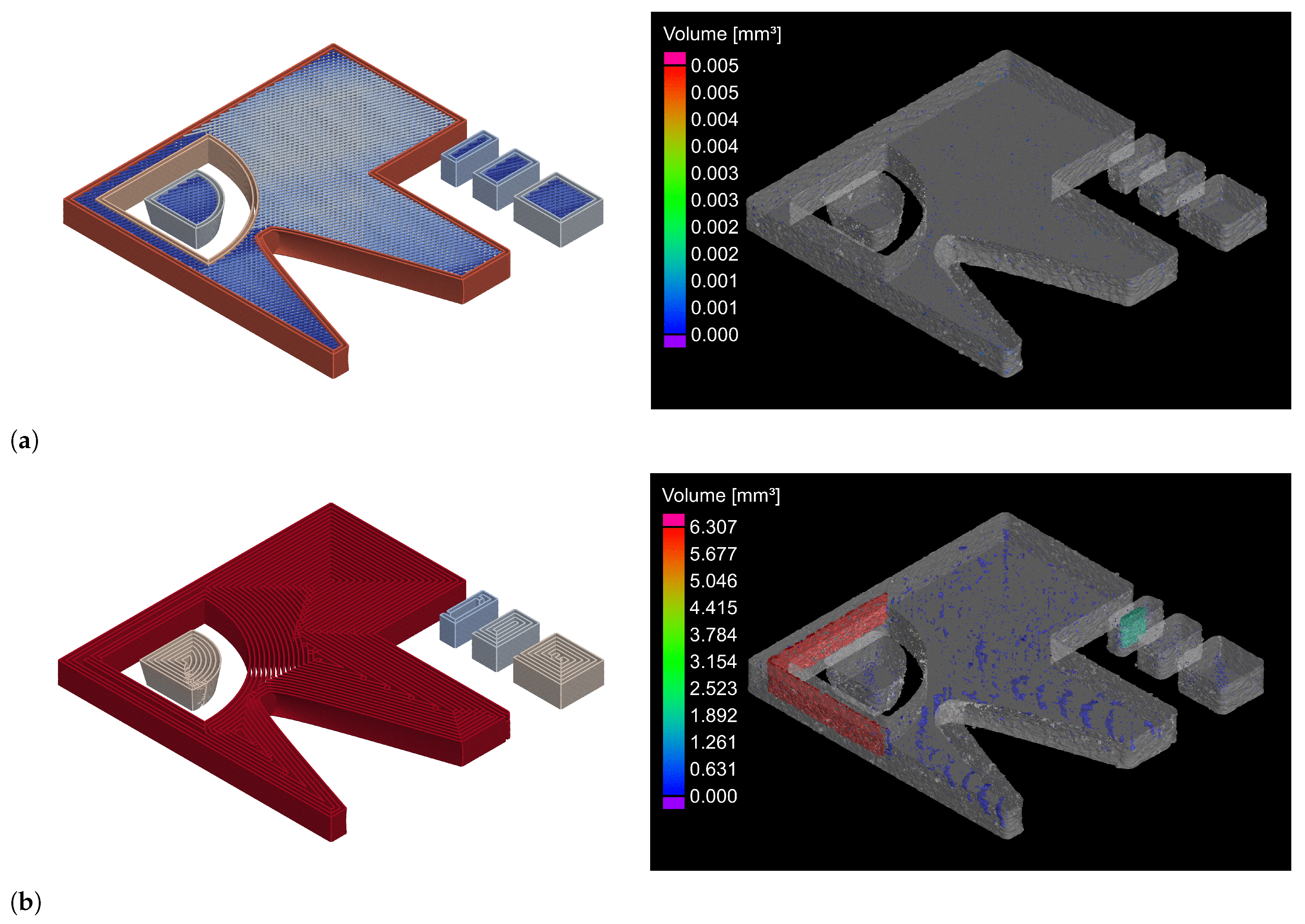
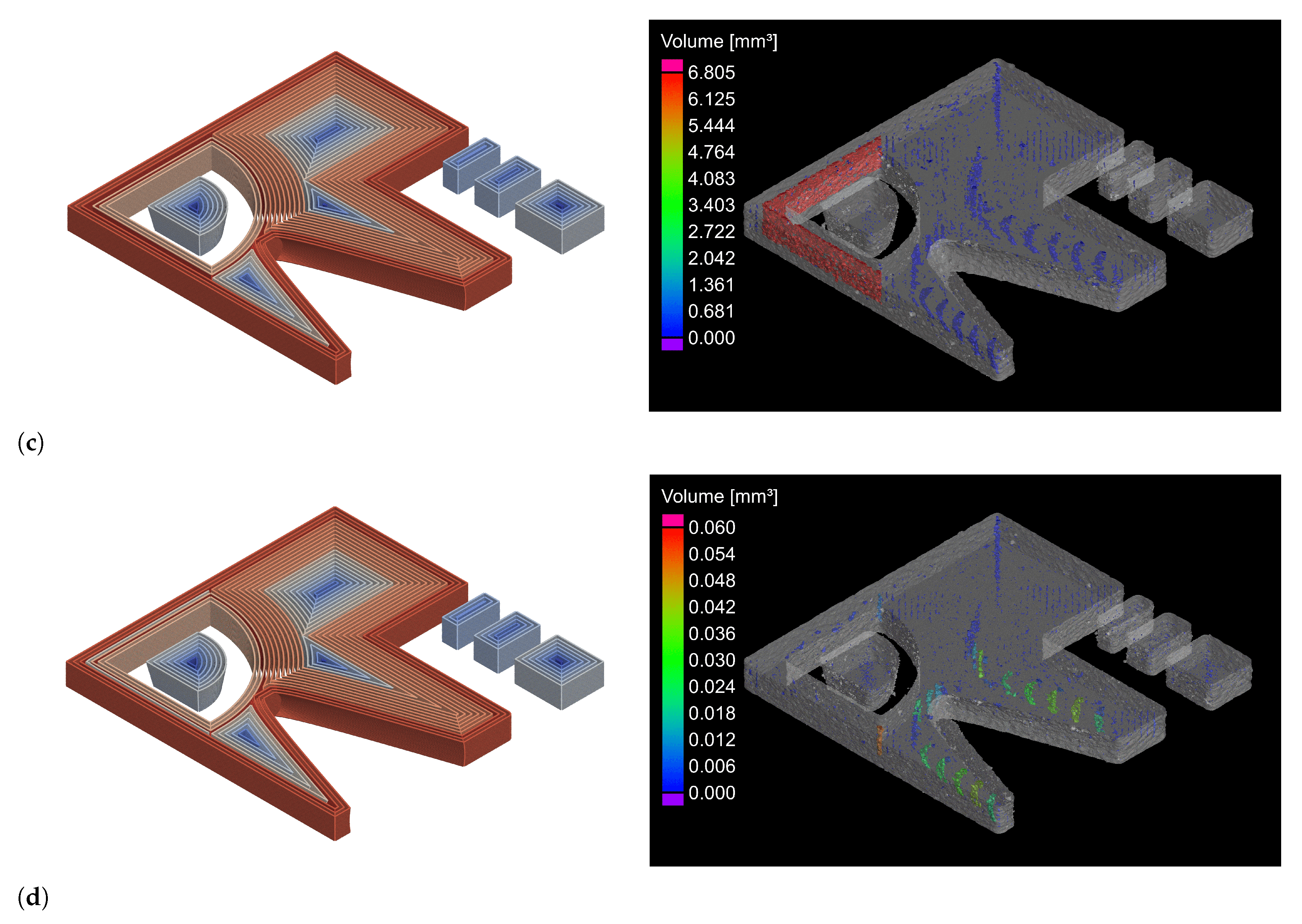
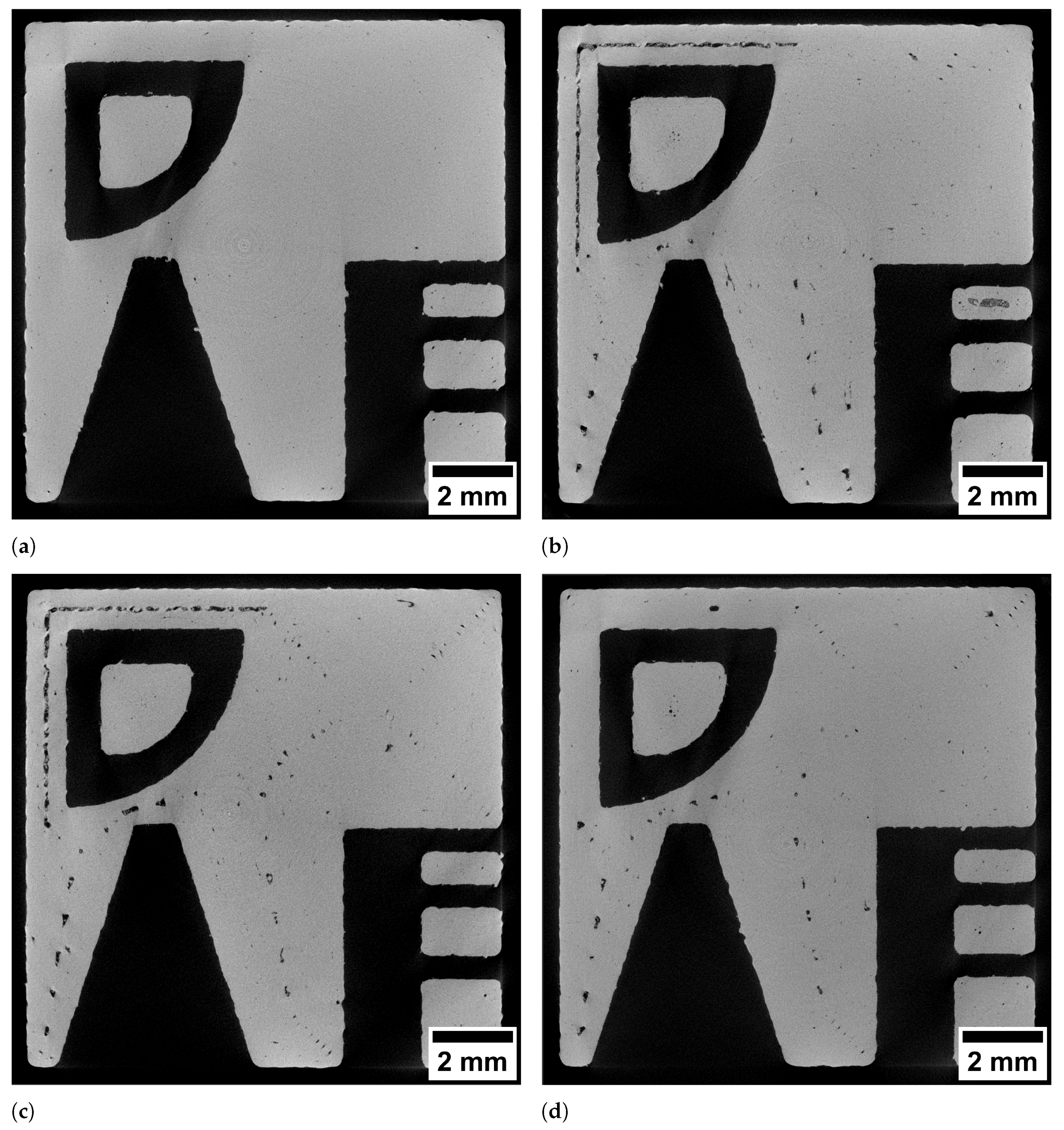
3.2. µCT Investigation
3.3. Design Guidelines for Scanning Strategies
4. Conclusions
- The perimeter strategy offered no advantage in terms of required path length but reduced the number of laser on/off cycles;
- The spiral strategy, on the other hand, drastically reduced the number of laser on/off cycles and also reduced the distance the laser had to travel when switched off;
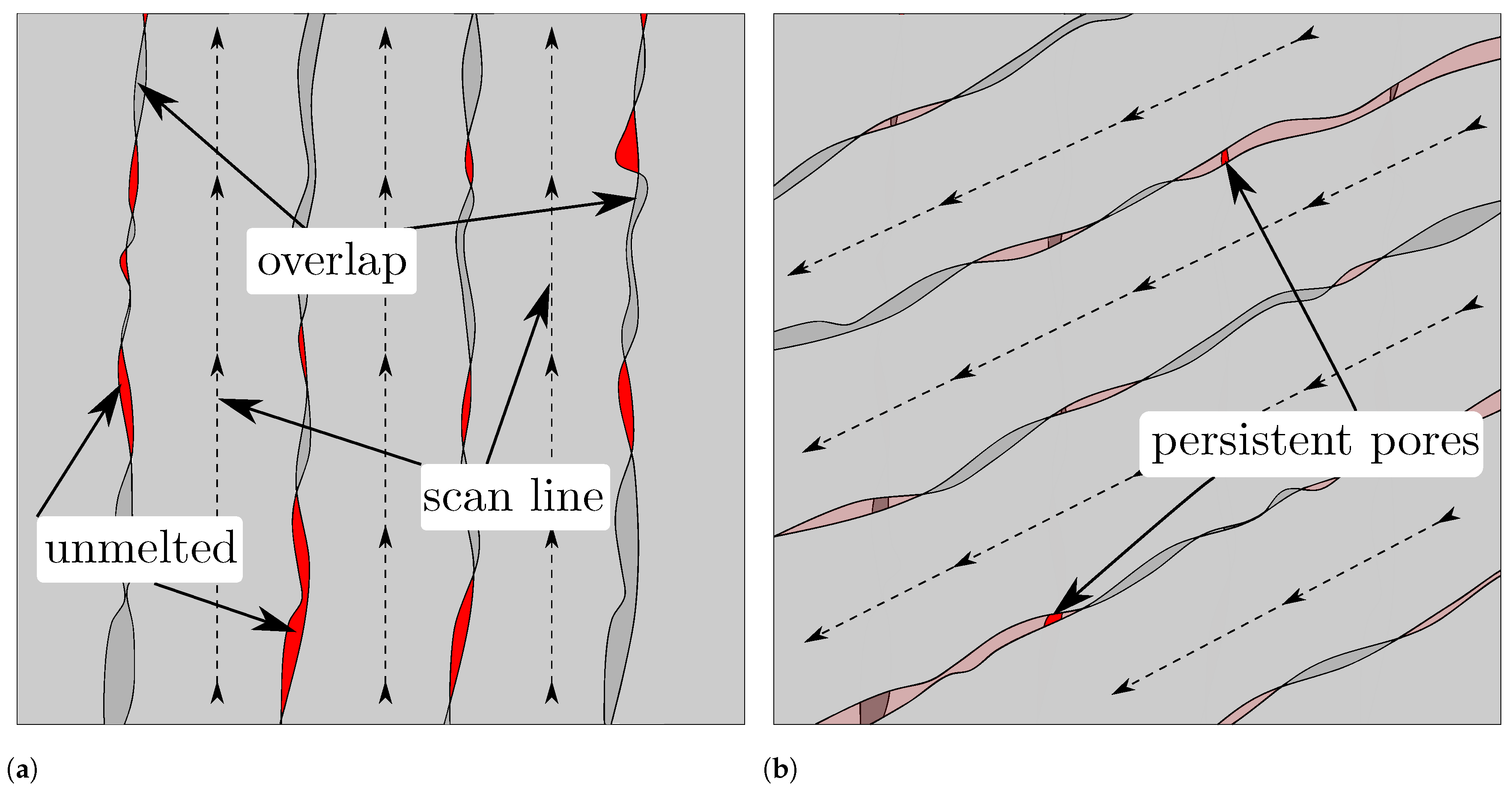
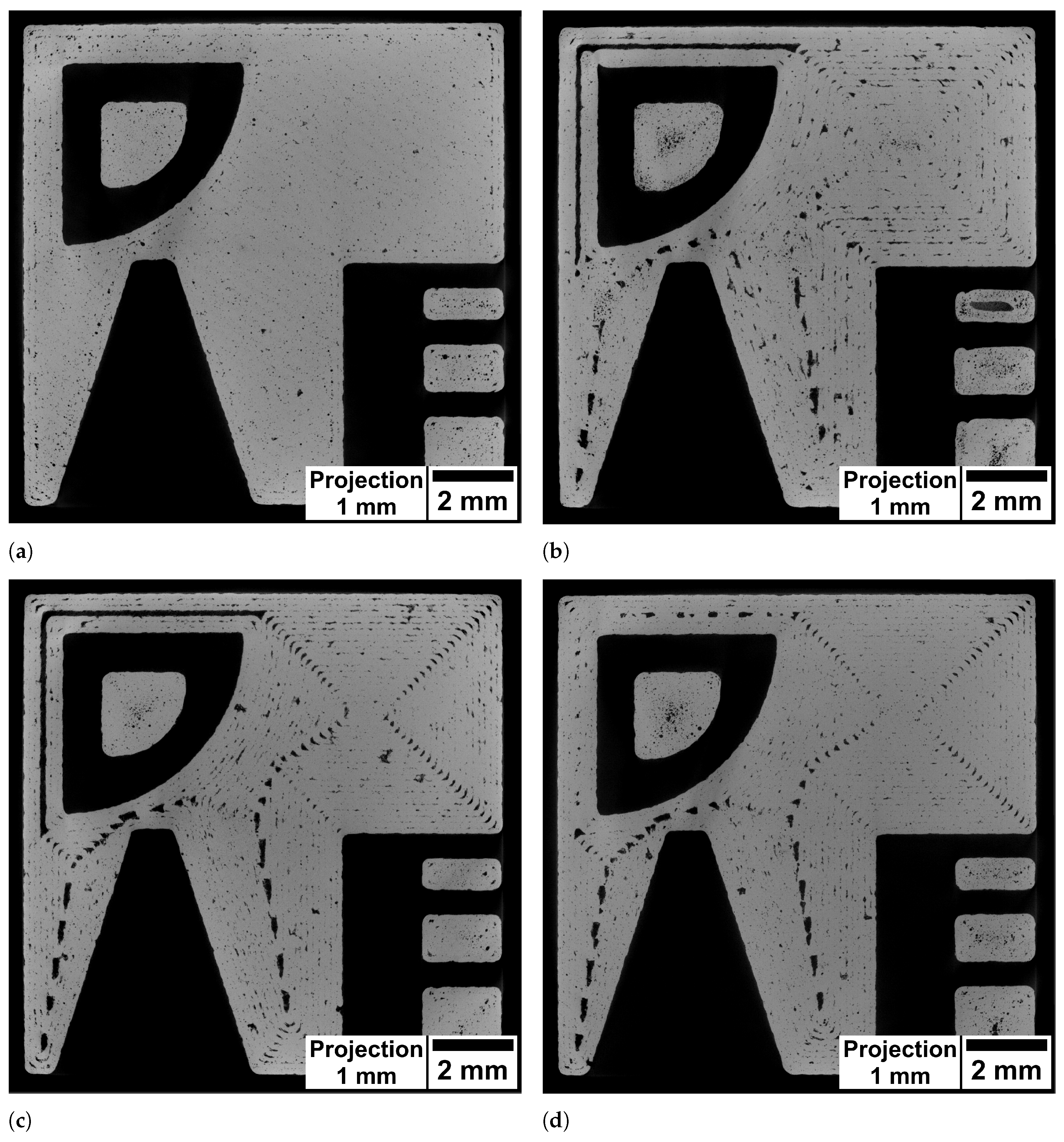
- All concentric strategies resulted in spots that exceeded the desired path spacing. In addition, there were inadequately covered spots at acute-angled kinks in the path;
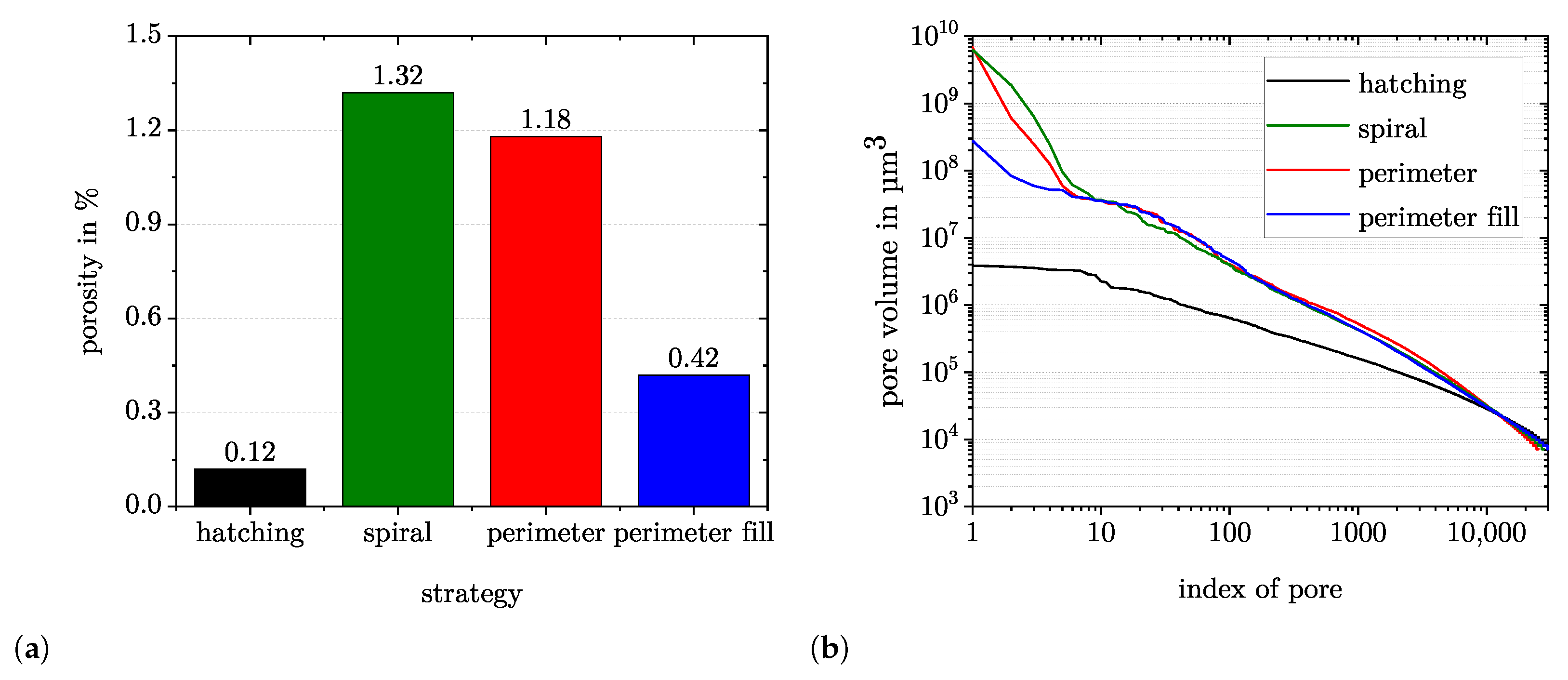
- Keyhole pores at the start and end of tracks were reduced by using the concentric strategies. Nonetheless the concentric strategies resulted in higher porosity due to a change in the dominant pore formation mechanism;
- These spots ultimately also led to large lack of fusion pores visible in the µCT images. Filling of the spots exceeding the desired path spacing with lines with a line spacing falling below the prescribed spacing prevented the formation of the lack of fusion pores. In contrast, this approach was not possible at the defect prone locations linked to acute path kinks;
- Porosity in the concentric scanning strategies was concentrated between scan lines. This was attributed to the missing change in scan vector placement in subsequent layers. In the hatching strategy, this variation in path placement allows to remove defects of subjacent layers;
- The concentric scanning strategies resulted in a higher porosity and at the same time increased pore size compared to the hatching strategy. Although the end-of-track pores could be reduced, the described formation of the lack of fusion pores increased the porosity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A


References
- Parry, L.; Ashcroft, I.; Wildman, R. Geometrical effects on residual stress in selective laser melting. Addit. Manuf. 2019, 25, 166–175. [Google Scholar] [CrossRef]
- Javidrad, H.; Ghanbari, M.; Javidrad, F. Effect of scanning pattern and volumetric energy density on the properties of selective laser melting Ti-6Al-4V specimens. J. Mater. Res. Technol. 2021, 12, 989–998. [Google Scholar] [CrossRef]
- Martin, A.A.; Calta, N.P.; Khairallah, S.A.; Wang, J.; Depond, P.J.; Fong, A.Y.; Thampy, V.; Guss, G.M.; Kiss, A.M.; Stone, K.H.; et al. Dynamics of pore formation during laser powder bed fusion additive manufacturing. Nat. Commun. 2019, 10, 1–10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sebastian, R.; Catchpole-Smith, S.; Simonelli, M.; Rushworth, A.; Chen, H.; Clare, A. ‘Unit cell’type scan strategies for powder bed fusion: The Hilbert fractal. Addit. Manuf. 2020, 36, 101588. [Google Scholar]
- Catchpole-Smith, S.; Aboulkhair, N.; Parry, L.; Tuck, C.; Ashcroft, I.; Clare, A. Fractal scan strategies for selective laser melting of ‘unweldable’nickel superalloys. Addit. Manuf. 2017, 15, 113–122. [Google Scholar]
- Valente, E.H.; Gundlach, C.; Christiansen, T.L.; Somers, M.A. Effect of scanning strategy during selective laser melting on surface topography, porosity, and microstructure of additively manufactured Ti-6Al-4V. Appl. Sci. 2019, 9, 5554. [Google Scholar] [CrossRef] [Green Version]
- Xiong, Y.; Van Campen, A.; Van Vlierberghe, A.; Kempen, K.; Kruth, J.P. Time-optimal scan path planning based on analysis of sliced geometry. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 7–9 August 2017. [Google Scholar]
- Yeung, H.; Lane, B.; Fox, J.; Kim, F.; Heigel, J.; Neira, J.; Engineering Laboratory; Physical Measurement Laborator. Continuous laser scan strategy for faster build speeds in laser powder bed fusion system. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 7–9 August 2017; pp. 1423–1431. [Google Scholar]
- Parry, L.A. Investigation of Residual Stress in Selective Laser Melting. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2017. [Google Scholar]
- Druzgalski, C.; Ashby, A.; Guss, G.; King, W.; Roehling, T.; Matthews, M. Process optimization of complex geometries using feed forward control for laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 34, 101169. [Google Scholar] [CrossRef]
- Englert, L.; Czink, S.; Dietrich, S.; Schulze, V. How defects depend on geometry and scanning strategy in additively manufactured AlSi10Mg. J. Mater. Process. Technol. 2022, 299, 117331. [Google Scholar] [CrossRef]
- Ahrens, J.; Geveci, B.; Law, C. Paraview: An end-user tool for large data visualization. Vis. Handb. 2005, 717–731. [Google Scholar]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. On the formation of AlSi10Mg single tracks and layers in selective laser melting: Microstructure and nano-mechanical properties. J. Mater. Process. Technol. 2016, 230, 88–98. [Google Scholar] [CrossRef]
- Matthews, M.J.; Guss, G.; Khairallah, S.A.; Rubenchik, A.M.; Depond, P.J.; King, W.E. Denudation of metal powder layers in laser powder bed fusion processes. Acta Mater. 2016, 114, 33–42. [Google Scholar] [CrossRef] [Green Version]
- Yeung, H.; Lane, B.; Fox, J. Part geometry and conduction-based laser power control for powder bed fusion additive manufacturing. Addit. Manuf. 2019, 30, 100844. [Google Scholar] [CrossRef]
- Gleadall, A. FullControl GCode Designer: Open-source software for unconstrained design in additive manufacturing. Addit. Manuf. 2021, 46, 102109. [Google Scholar] [CrossRef]

| Al | Fe | Si | Mg | Mn | Ti | Zn | Cu | Pb | Sn | Ni | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| composition in weight | Base | 0.14 | 9.8 | 0.31 | <0.01 | 0.01 | 0.01 | <0.01 | <0.01 | <0.01 | <0.01 |
| Hatching | Spiral | Perimeter | Perimeter Fill | |
|---|---|---|---|---|
| Sum of path length (overall) in | 265,381 | 230,151 | 271,240 | 279,224 |
| Change in | 0 | −13.3 | 2.2 | 5.2 |
| Sum of path length (laser on) in | 224,513 | 221,125 | 222,282 | 226,419 |
| Change in | 0 | −1.5 | −0.99 | 0.84 |
| Sum of path length (laser off) in | 40,868 | 9026 | 48,958 | 52,805 |
| Change in | 0 | −77.9 | 19.8 | 29.2 |
| Number of lines (overall) | 140,619 | 3497 | 33,739 | 34,915 |
| Change in | 0 | −97.5 | −76.0 | −75.2 |
| Number of lines (laser on) | 70,310 | 1749 | 16,870 | 17,458 |
| Change in | 0 | −97.5 | −76.0 | −75.2 |
| Average path length (laser on) in | 3.19 | 126.43 | 13.18 | 12.97 |
| Change in | 0 | 3863.3 | 313.2 | 306.6 |
| Standard deviation path length (laser on) in | 5.65 | 210.82 | 13.90 | 13.73 |
| Change in | 0 | 3631.3 | 146.0 | 143.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Englert, L.; Schulze, V.; Dietrich, S. Concentric Scanning Strategies for Laser Powder Bed Fusion: Porosity Distribution in Practical Geometries. Materials 2022, 15, 1105. https://doi.org/10.3390/ma15031105
Englert L, Schulze V, Dietrich S. Concentric Scanning Strategies for Laser Powder Bed Fusion: Porosity Distribution in Practical Geometries. Materials. 2022; 15(3):1105. https://doi.org/10.3390/ma15031105
Chicago/Turabian StyleEnglert, Lukas, Volker Schulze, and Stefan Dietrich. 2022. "Concentric Scanning Strategies for Laser Powder Bed Fusion: Porosity Distribution in Practical Geometries" Materials 15, no. 3: 1105. https://doi.org/10.3390/ma15031105
APA StyleEnglert, L., Schulze, V., & Dietrich, S. (2022). Concentric Scanning Strategies for Laser Powder Bed Fusion: Porosity Distribution in Practical Geometries. Materials, 15(3), 1105. https://doi.org/10.3390/ma15031105