
Evaluating Rutting Resistance of Rejuvenated Recycled Hot-Mix Asphalt Mixtures Using Different Types of Recycling Agents
 , , ,
, , ,  , , and
, , and 
Abstract
1. Introduction
1.1. Research Background
1.2. Literature Review
1.3. Research Motivation
1.4. Research Objectives
2. Experimental Program
2.1. Materials
2.1.1. Reclaimed Asphalt Pavement (RAP)
2.1.2. Aggregate
2.1.3. Asphalt Binder
2.1.4. Mineral Filler
2.1.5. Noncommercial Rejuvenators
- Waste Cooking Oil (WCO)
- Waste Engine Oil (WEO)
- Date Seed Oil (DSO)
2.1.6. Commercial Rejuvenator
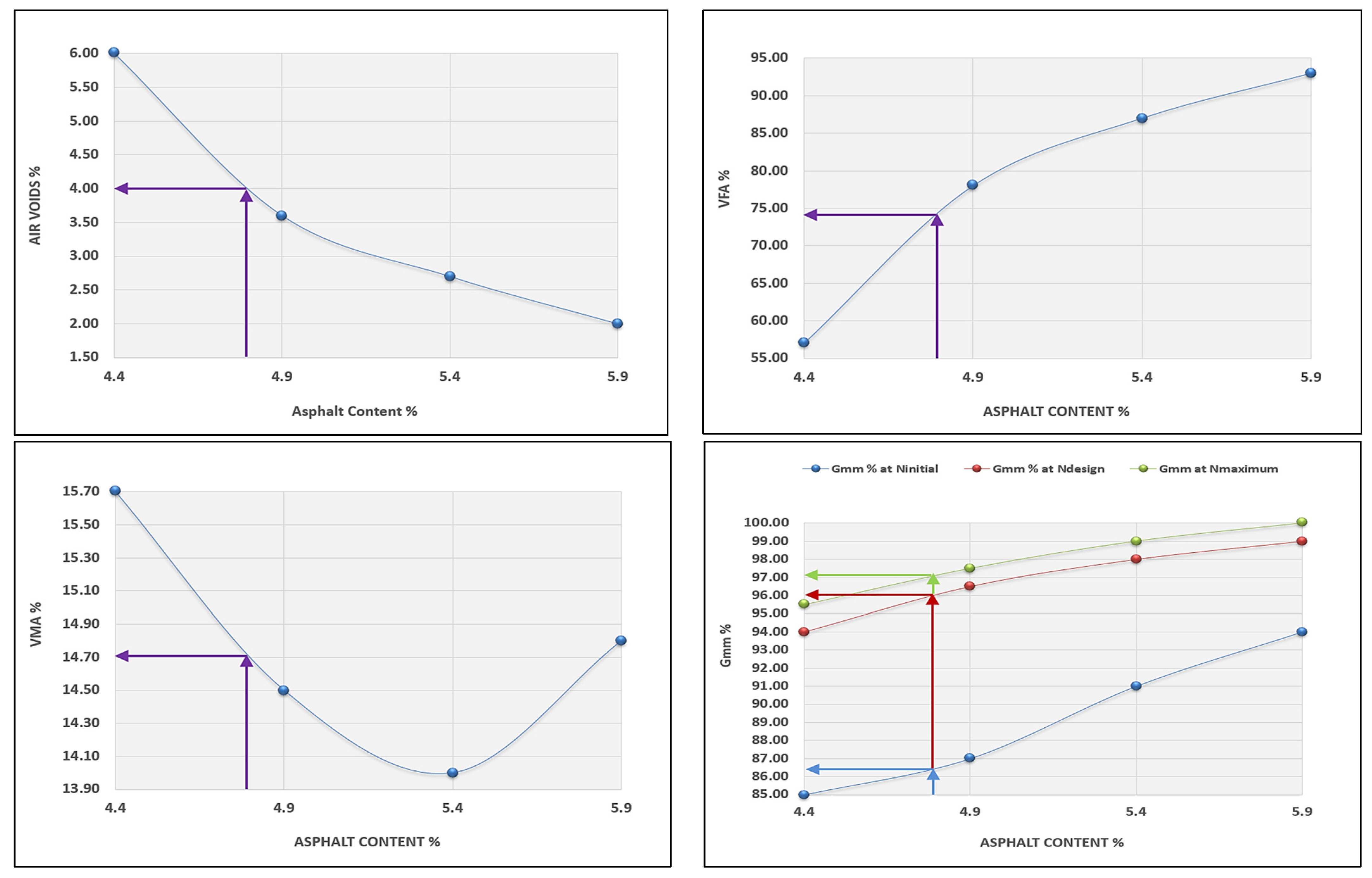
2.2. Design of Asphalt Mixtures
- The first trial mixture is mixed at the estimated content of the binder;
- The second trial mixture is mixed at the estimated content of the binder minus 0.5%;
- The third trial mixture is mixed at the estimated content of binder plus 0.5%;
- The fourth trial mixture is mixed at the estimated content of binder plus 1.0%.
2.3. Rolling Thin Film Oven Test Aging (RTFO)
2.4. Measuring the Viscosity
2.5. Dynamic Shear Rheometer
2.6. Hamburg Wheel-Track Test
Preparation Process of the Samples
3. Results and Discussion
3.1. Blending Process of the Rejuvenators and the Virgin Binder
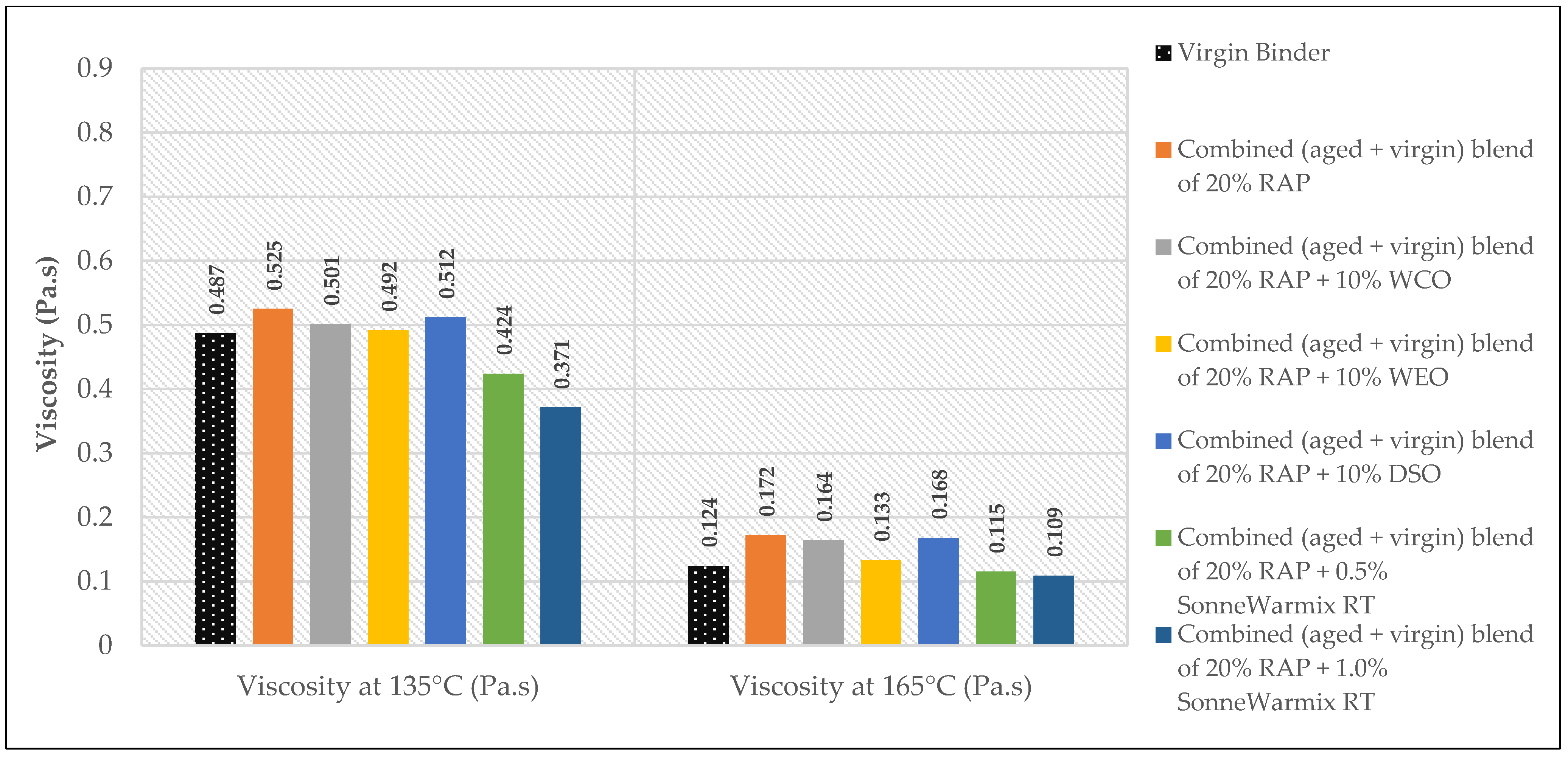
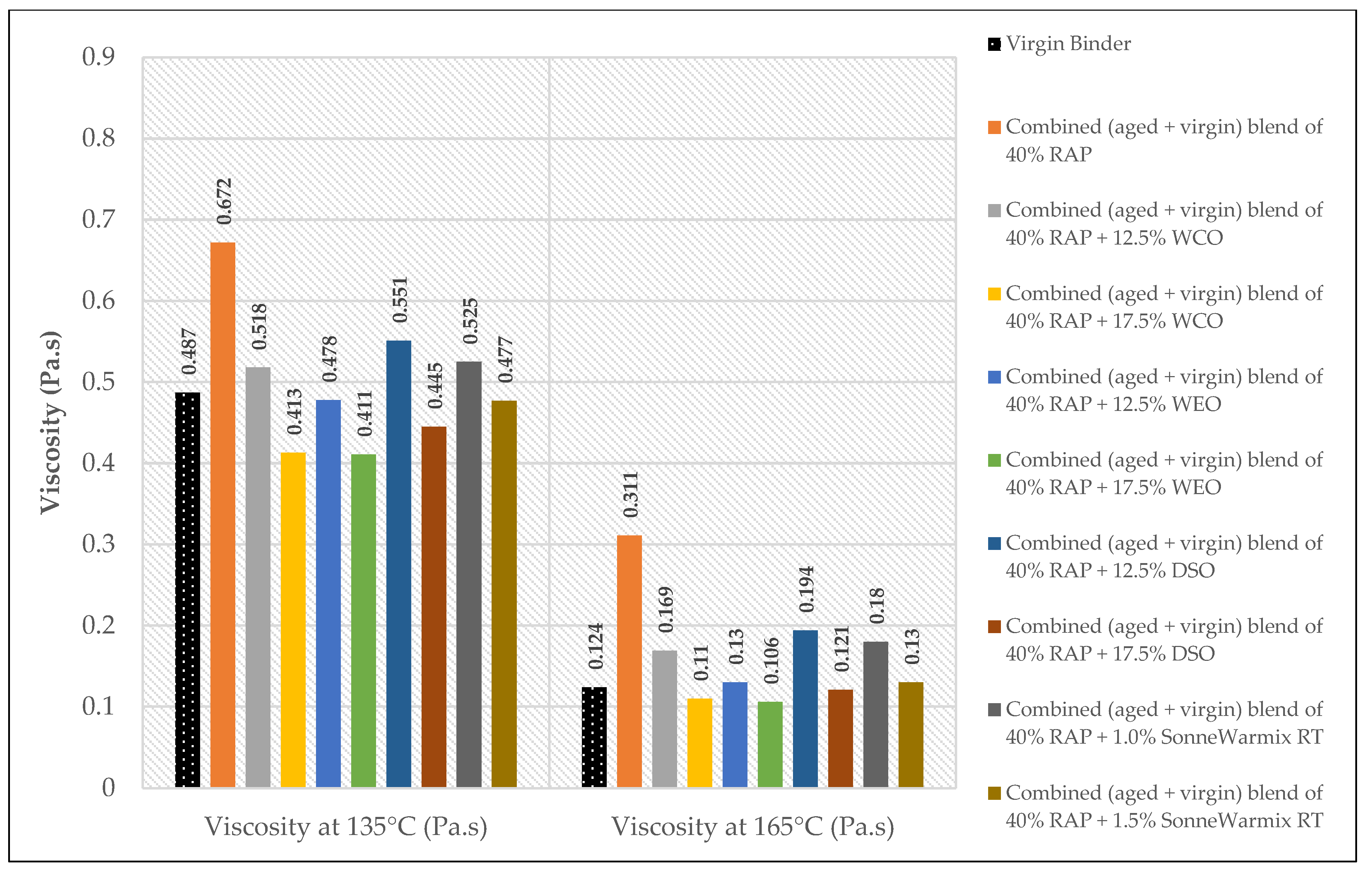
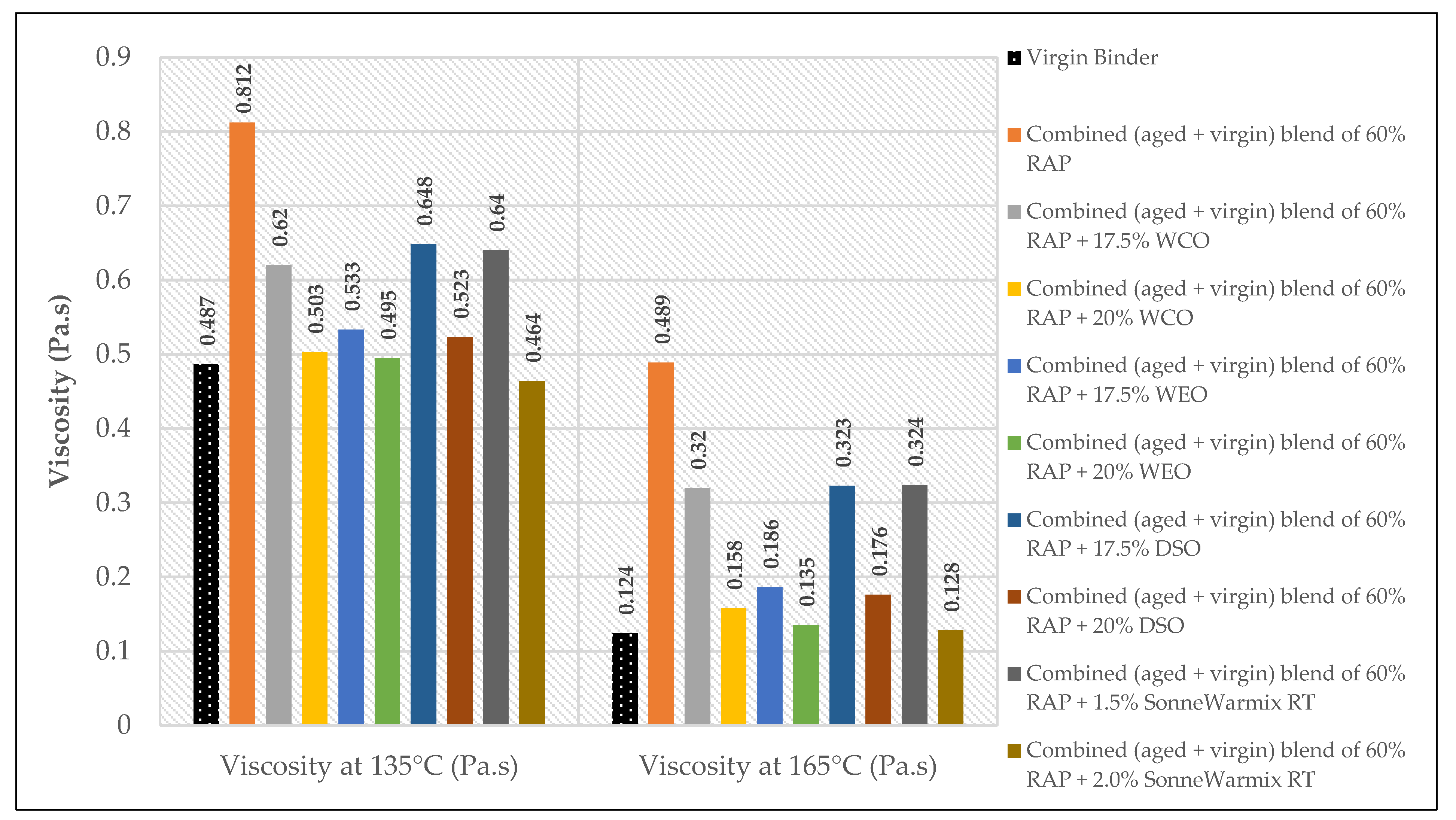
3.2. Measuring the Variation in Viscosity of the Aged Blend of Binders Due to Adding the Used Rejuvenators
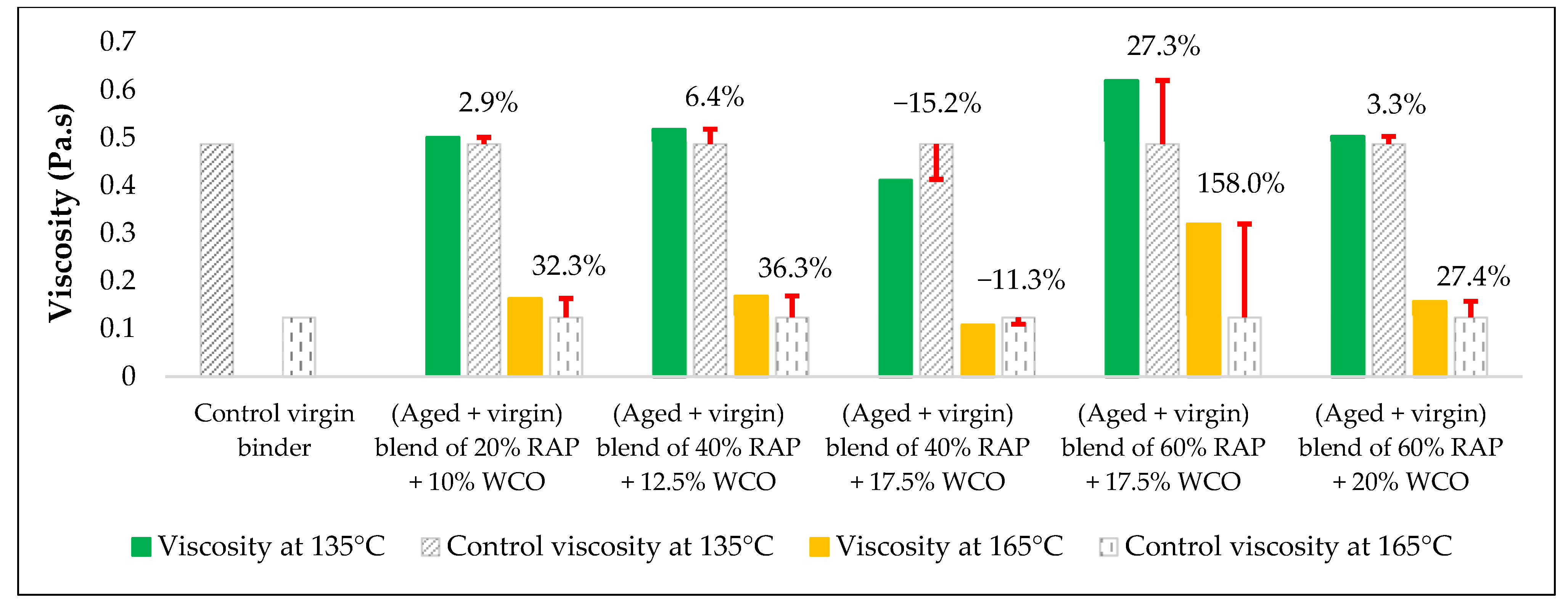
3.2.1. Combined Blend of (Aged + Virgin) Binder + WCO
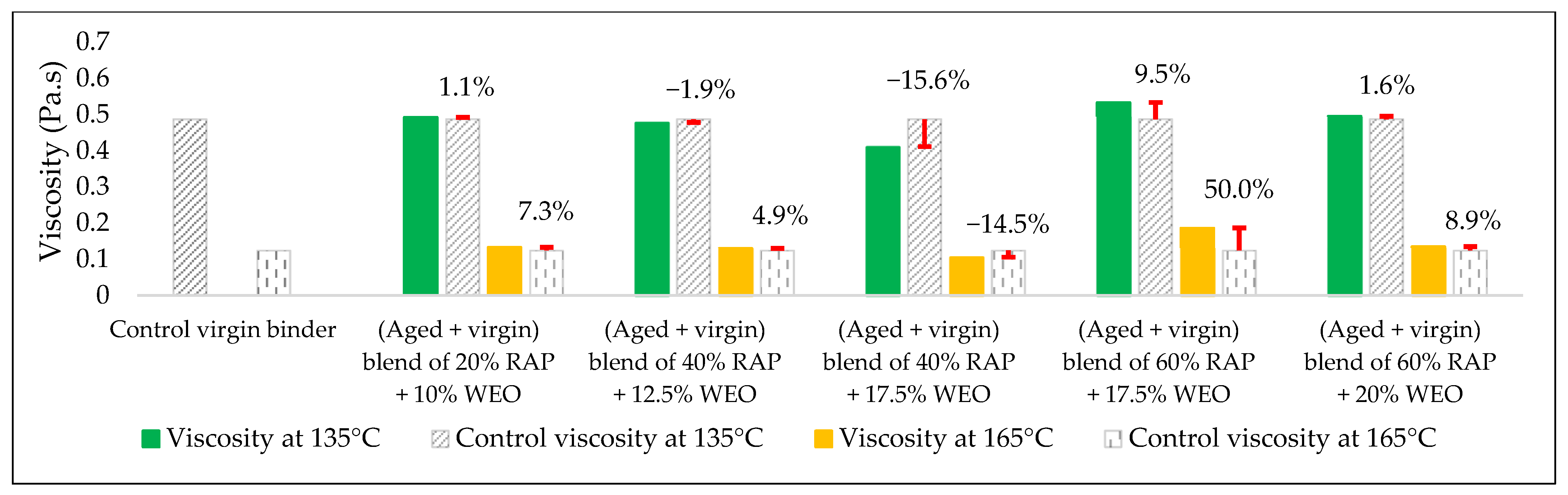
3.2.2. Combined Blend of (Aged + Virgin) Binder + WEO
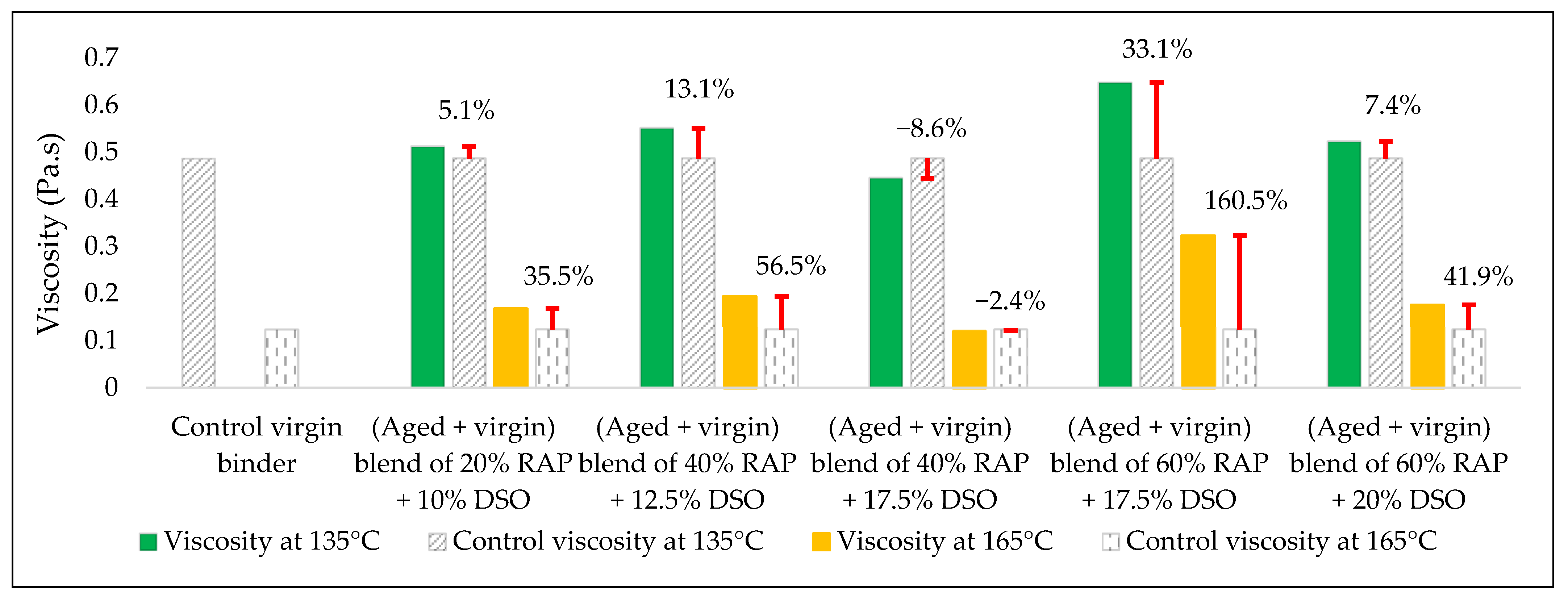
3.2.3. Combined Blend of (Aged + Virgin) Binder + DSO
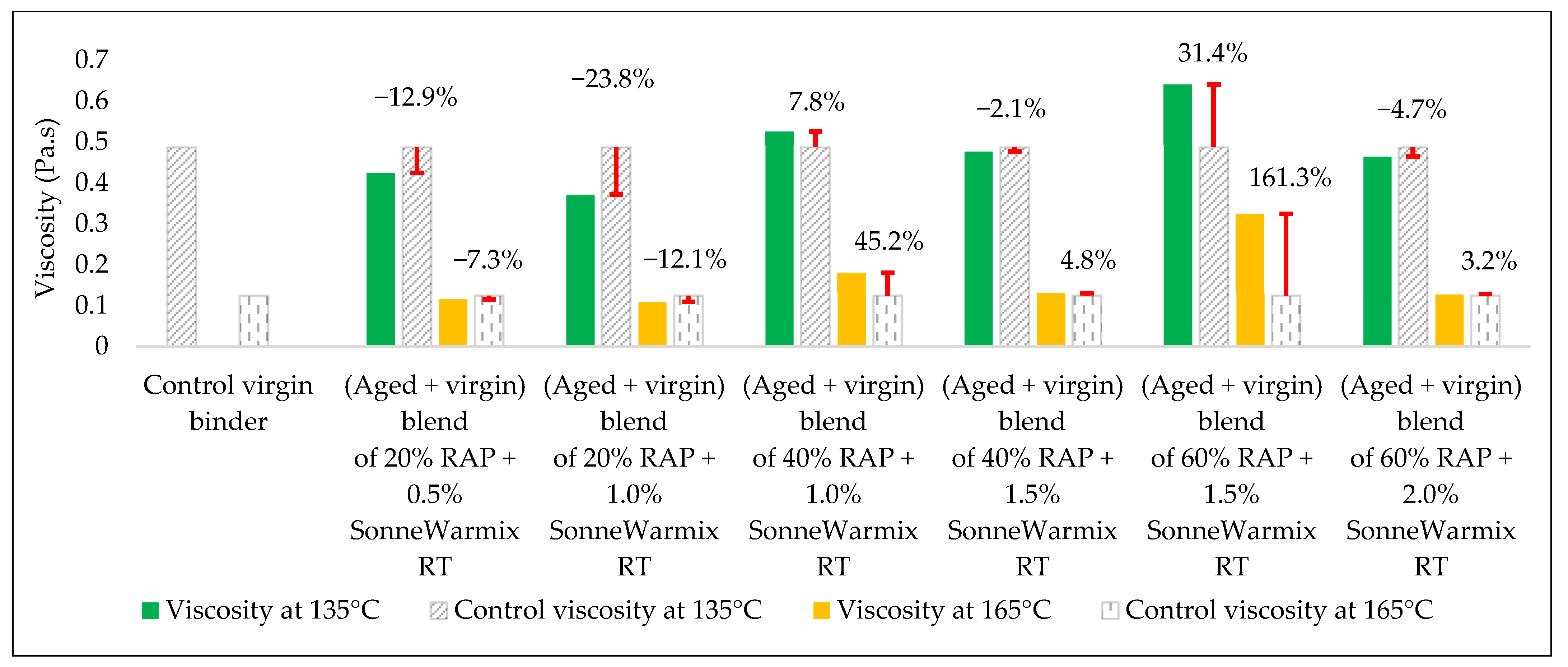
3.2.4. Combined Blend of (Aged + Virgin) Binder + SonneWarmix RTTM
3.3. Rutting Potential Indicator (G*/sin δ) for Binders
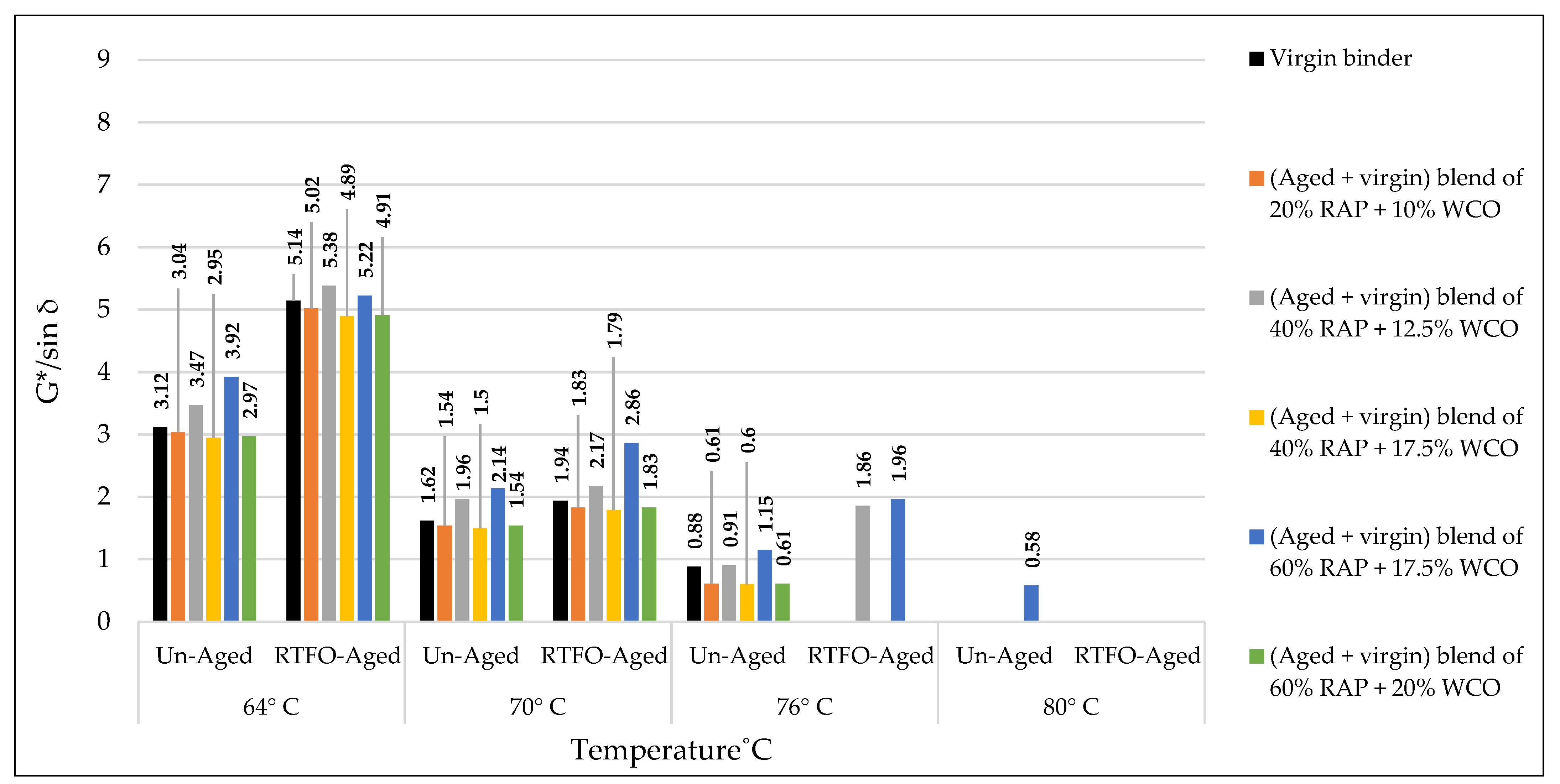
- Using WCO within the aged blend of binders has proven to be very efficient in stabilizing the rutting index (G*/sin δ) equally with the control virgin binder, as shown in Figure 21. Best results were achieved by the rejuvenated blends of 40% RAP + 12.5% WCO and 60% RAP + 17.5% WCO, whereas the levels of G*/sin δ for the noted blends of binders are relatively high in comparison to the virgin ones, which indicates high resistance to rutting deformation. WCO has motivated the aged blend to restore the physical qualities lost due to aging by improving its molecular structure and making it similar to the virgin binder. The current results are directly in line with prior findings of Dokandari et al. [54]. In addition, it adds new testing parameters to the previous ones.
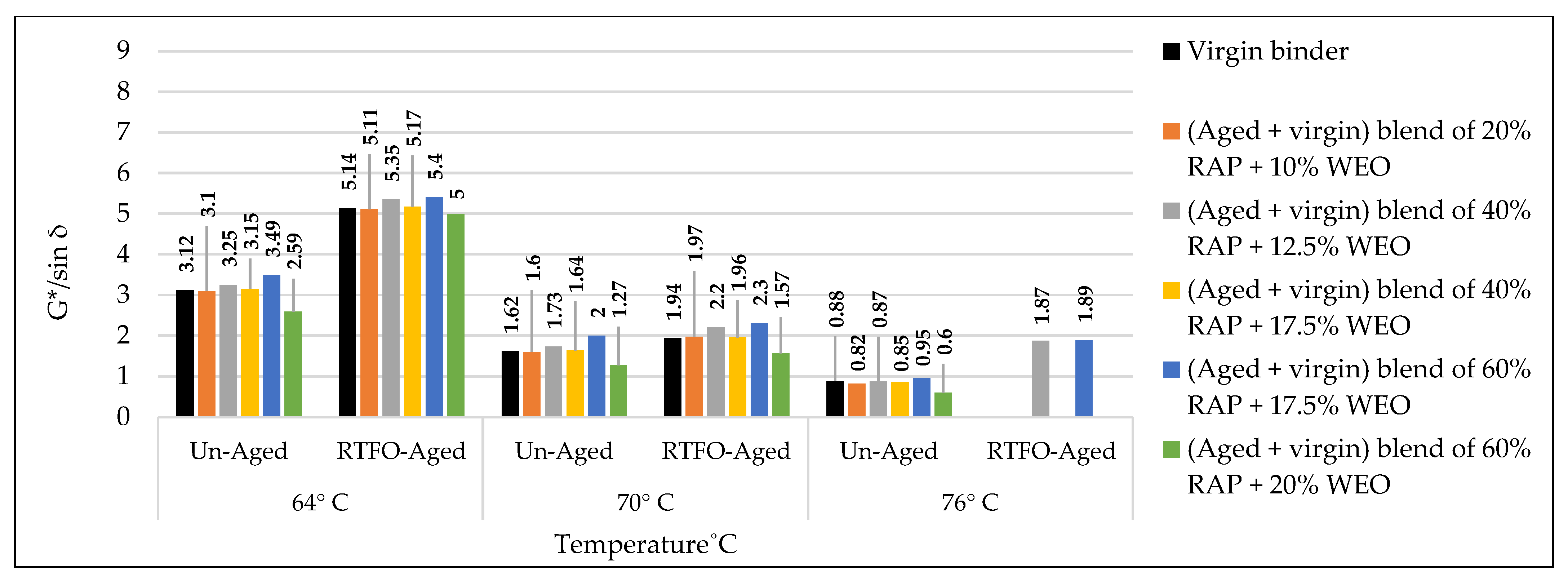
- Using WEO within the aged blend of binders has proven to be very reliable in stabilizing the rutting index (G*/sin δ) equally with the control virgin binder, as shown in Figure 22. Best results were achieved by the rejuvenated blends of 20% RAP + 10% WEO, 40% RAP + 12.5% WEO, 40% RAP + 17.5% WEO, and 60% RAP + 17.5% WEO, whereas levels of G*/sin δ for the noted blends of binders are higher or similar to the level of virgin binder, which indicates high resistance to rutting deformation. Through the modification of the old binder components and restoration of the lost physical and chemical properties, the distinctive WEO structure works to improve the aged binder’s molecular structures and provide cohesive bonding. Woszuk et al. [55] support these outcomes using the same testing procedure at only two degrees of test temperatures.
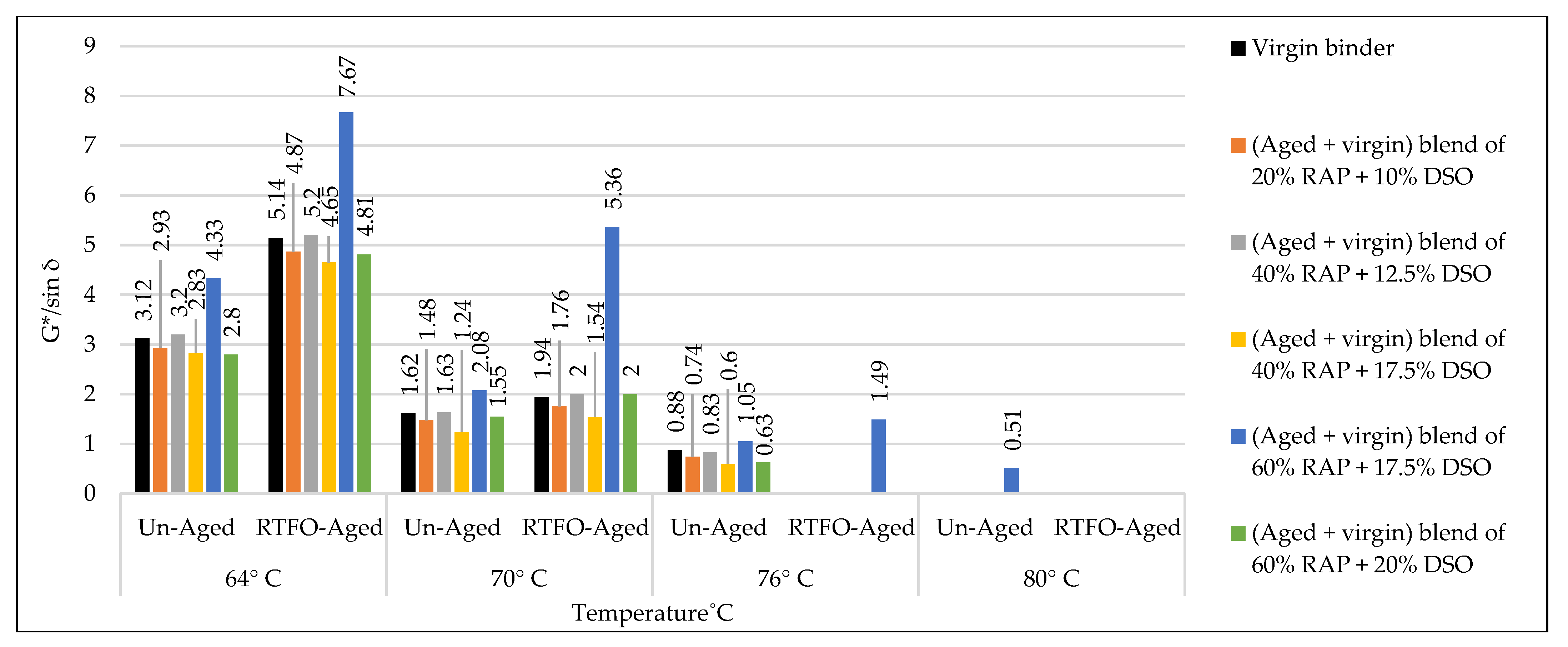
- Using DSO within the aged blend of binders has proven to be very effective in stabilizing the rutting index (G*/sin δ) equally with the control virgin binder, as shown in Figure 23. A high level of rutting index was achieved by the rejuvenated blends of 40% RAP + 12.5% DSO and 60% RAP + 17.5% DSO, which indicates a high resistance to rutting deformation. Fatty acids, which are long aliphatic chains of carboxylic acids and are part of DSO composition, have the power to revive the aged binder in terms of physical and chemical properties. These results are consistent with the findings of Mirhosseini AF. et al. [19].
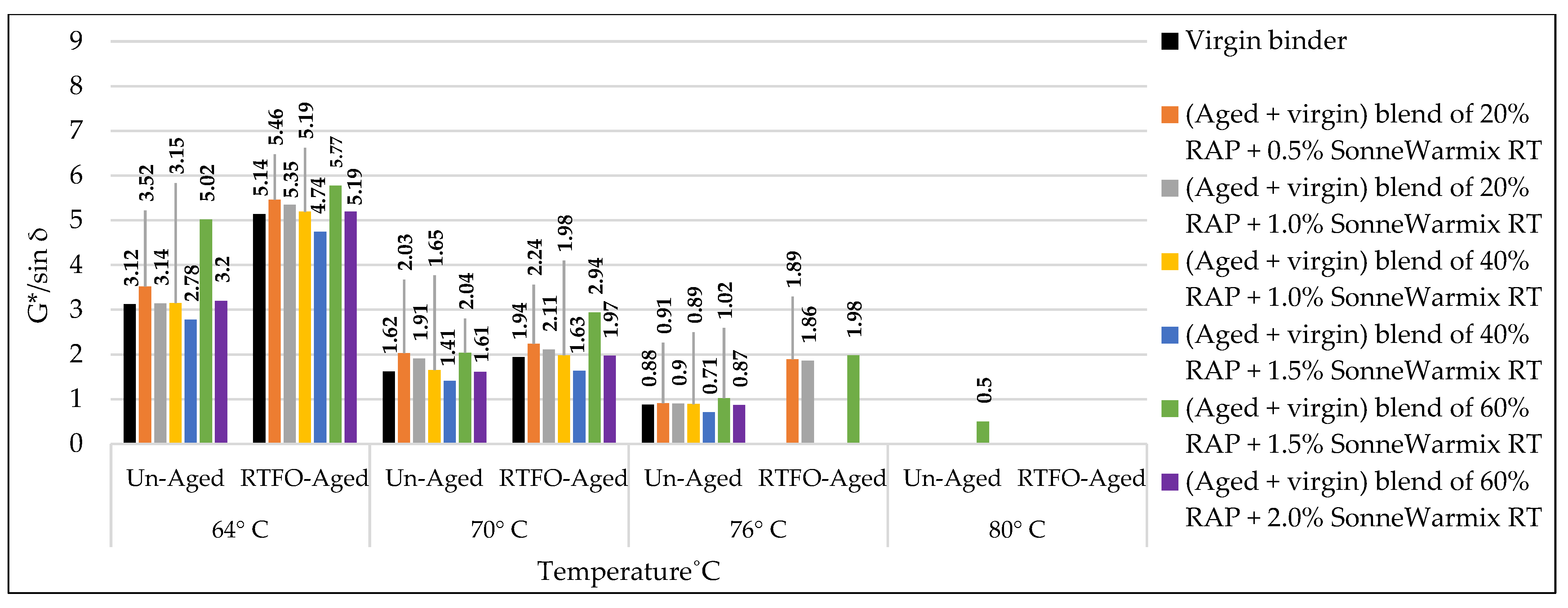
- Using SonneWarmix RTTM within the aged blend of binders has proven to be very efficient in stabilizing the rutting index (G*/sin δ) equally with the control virgin binder, as shown in Figure 24. A high level of rutting index was achieved by almost all of the developed binder blends similar to or higher than the level of control binder, except the blend of 40% RAP + 1.5% SonneWarmix RTTM, which has a relatively low value of rutting index. SonneWarmix RTTM mitigates binder oxidative aging damage and attempts to restore lost characteristics. The current results are consistent with those reported by Zinke S. et al. [29], although they used different percentages of SonneWarmix RTTM and a different testing approach.
3.4. The Results of WTT
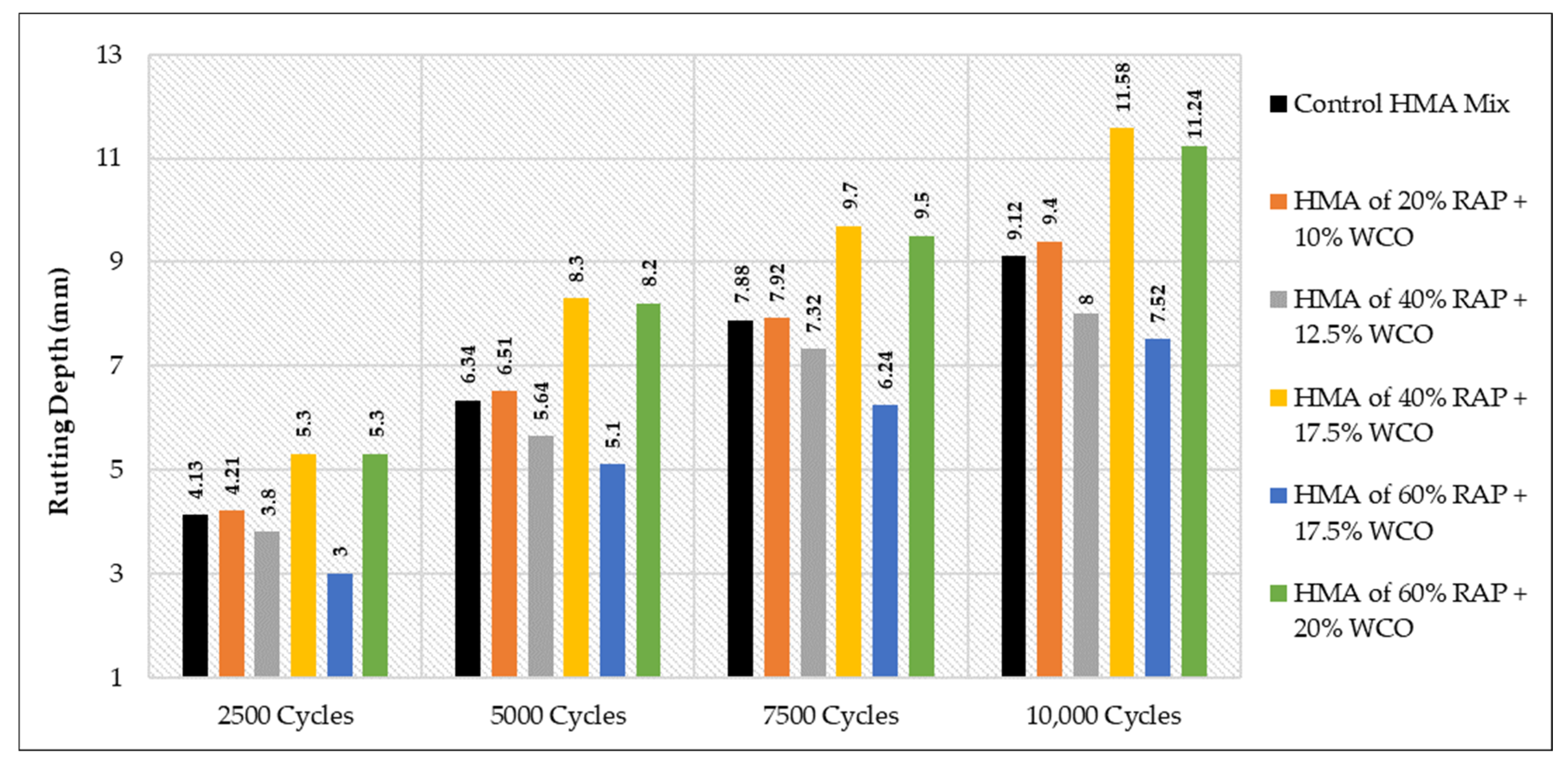
- As shown in Figure 25, HMA mixtures of RAP + WCO showed noticeable levels of rutting resistance in comparison to the control mixture. The mixtures that accomplished the best performance under rutting were 40% RAP + 12.5% WCO and 60% RAP + 17.5% WCO.
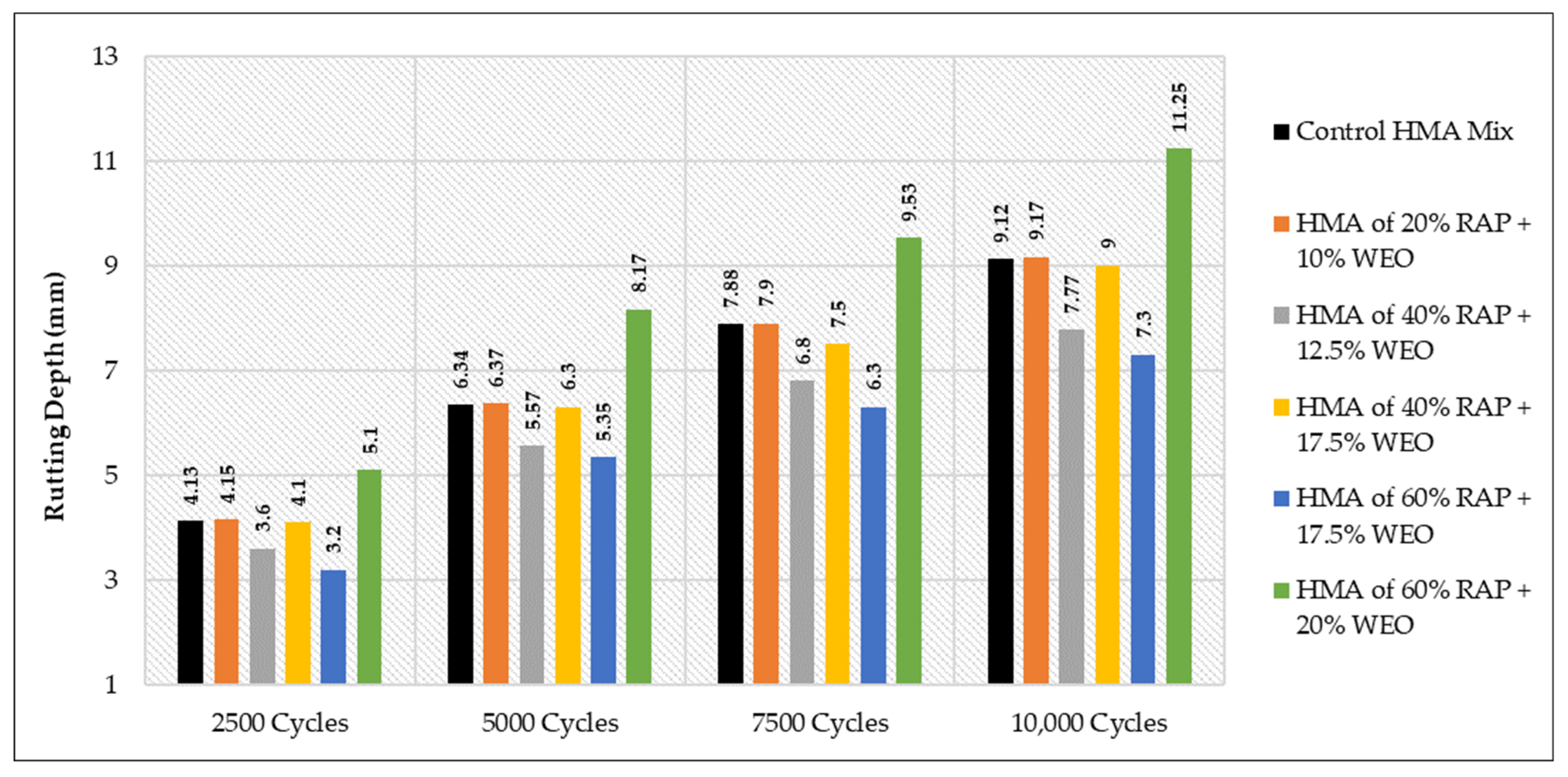
- As shown in Figure 26, HMA mixtures of RAP + WEO showed considerable levels of rutting resistance in comparison to the control mixture. Mixtures that accomplished the best performance under rutting were 20% RAP + 10% WEO, 40% RAP + 12.5% WEO, 40% RAP + 17.5% WEO, and 60% RAP + 17.5% WEO.
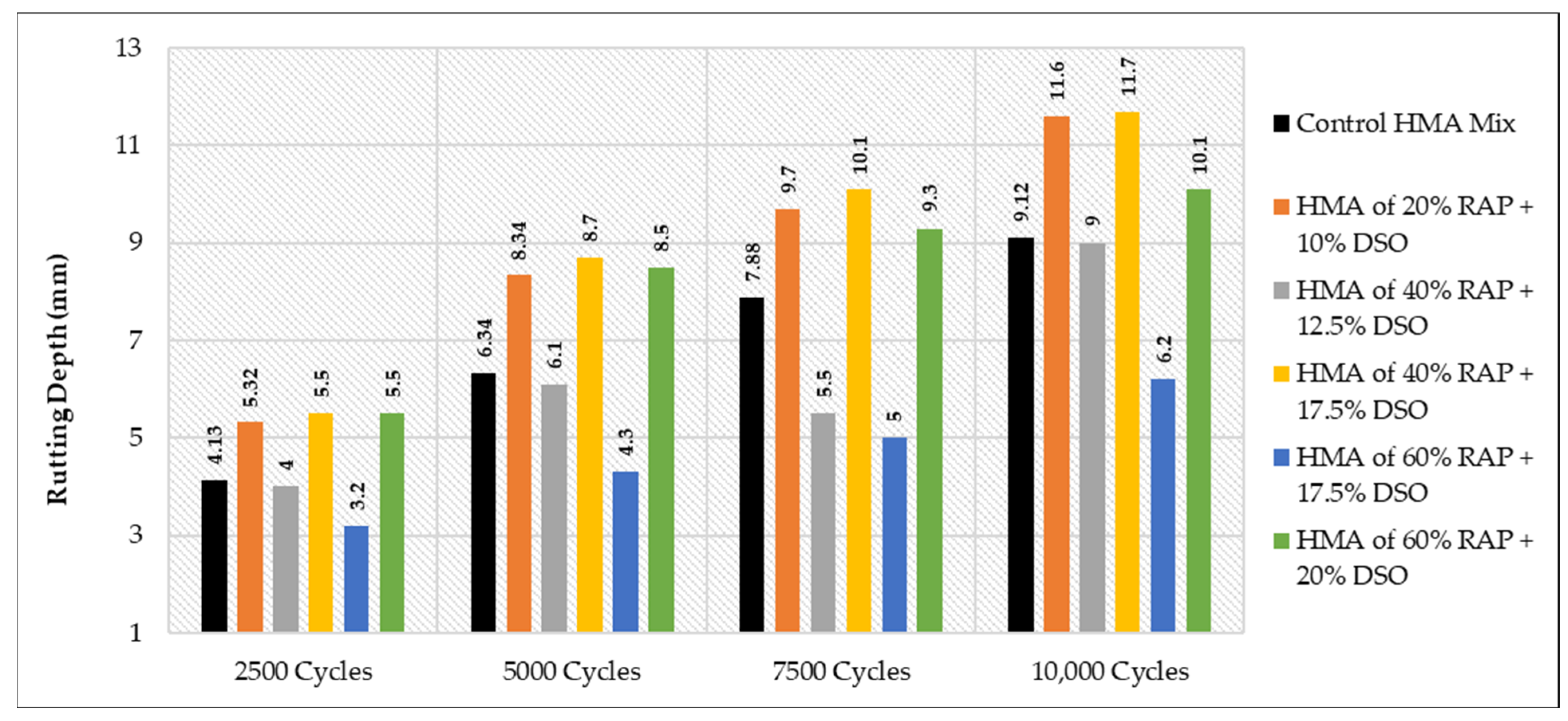
- As shown in Figure 27, HMA mixtures of RAP + DSO showed great levels of rutting resistance in comparison to the control mixture. Moreover, mixtures that accomplished the best performance under rutting were 40% RAP + 12.5% DSO and 60% RAP + 17.5% DSO.
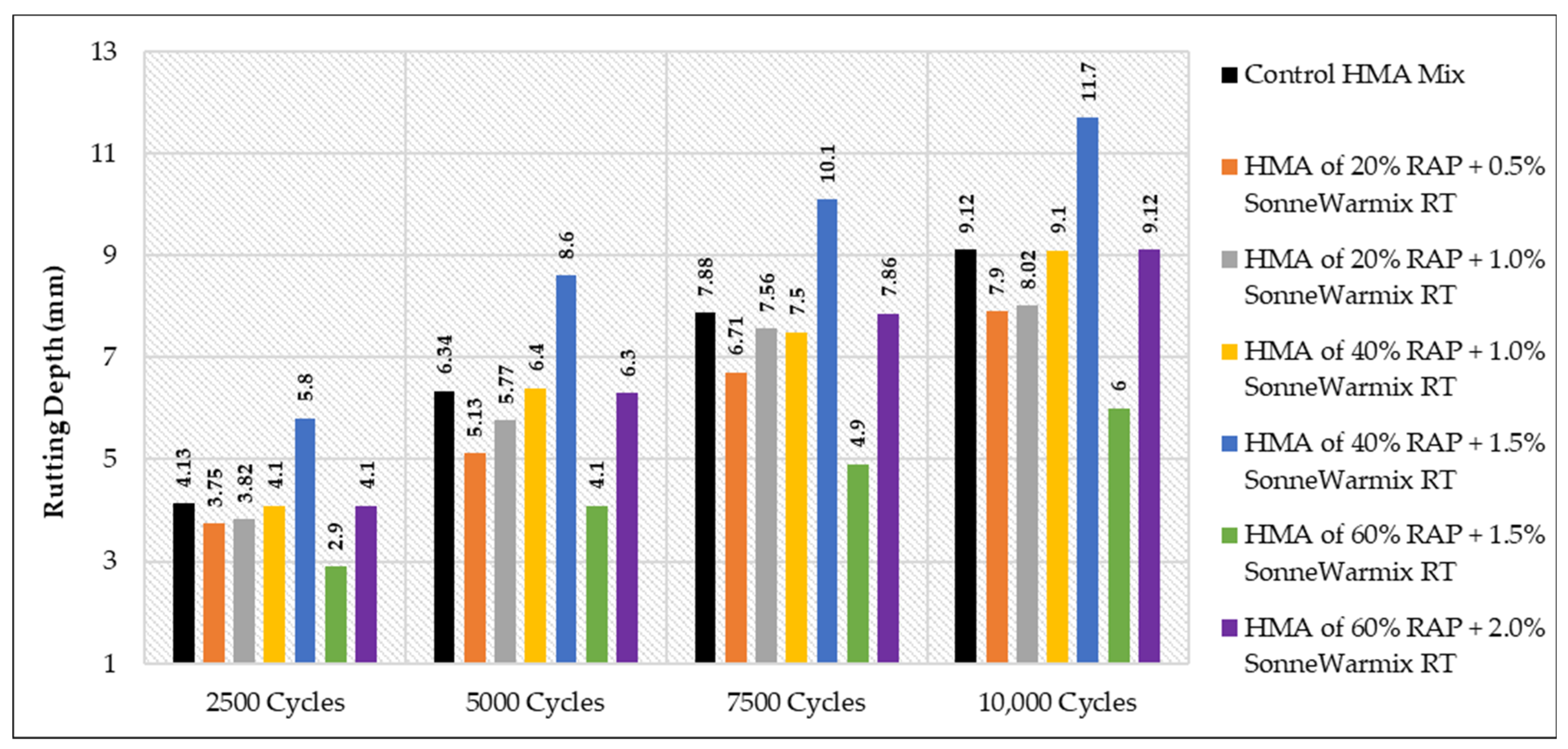
- As shown in Figure 28, HMA mixtures of RAP + SonneWarmix RTTM showed remarkable levels of rutting resistance in comparison to the control mixtures. All the rejuvenated mixtures using SonneWarmix RTTM accomplished the best performance under rutting, except the HMA mixture of 40% RAP + 1.5% SonneWarmix RTTM, which showed a low level of rutting resistance in comparison to the control mixture.
4. Conclusions
- The optimum percentages of the used noncommercial rejuvenators (i.e., 20% RAP) were within the recycled HMA mixtures. whereas for the commercial rejuvenator (i.e., 0.5–1.0% SonneWarmix RTTM) it was determined by the total weight of binder content.
- All the obtained results of the rutting tests of the rejuvenated recycled mixtures were confirmed by the achieved results using rutting index (G*/sin δ) with respect to the rejuvenated blends of binders.
- The best resistance to rutting stresses was accomplished at 20 and 60% RAP by the rejuvenated recycled HMA mixtures using SonneWarmix RTTM, whereas the best rutting resistance at 40% RAP was accomplished by the rejuvenated recycled mixtures using all three types of noncommercial additives (i.e., WCO, WEO, and DSO) in comparison to the control mixture.
- All the rejuvenated binders proved to be stiff and elastic with the ability to regain their shapes after removing the deformation. This research accomplished that by using the optimal dosages of commercial and noncommercial rejuvenators.
- All the used rejuvenators performed very well in minimizing the high viscosity of the combined aged blends of binders to acceptable levels, in comparison to the control viscosity of virgin binders.
- The working mechanism of the adopted rejuvenators involved changing the performance grade (PG) of the aged binder to a softer grade similar to that of the control virgin binder.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Milad, A.; Adwan, I.; Majeed, S.A.; Yusoff, N.I.M.; Al-Ansari, N.; Yaseen, Z.M. Emerging Technologies of Deep Learning Models Development for Pavement Temperature Prediction. IEEE Access 2021, 9, 23840–23849. [Google Scholar] [CrossRef]
- Milad, A.; Yusoff, N.I.M.; Majeed, S.A.; Ali, Z.H.; Solla, M.; Al-Ansari, N.; Rahmat, R.A.; Yaseen, Z.M. An Educational Web-Based Expert System for Novice Highway Technology in Flexible Pavement Maintenance. Complexity 2021, 2021, 6669010. [Google Scholar] [CrossRef]
- Hou, Y.; Li, Q.; Zhang, C.; Lu, G.; Ye, Z.; Chen, Y.; Wang, L.; Cao, D. The state-of-the-art review on applications of intrusive sensing, image processing techniques, and machine learning methods in pavement monitoring and analysis. Engineering 2021, 7, 845–856. [Google Scholar] [CrossRef]
- Hussein, S.A.; Al-Khafaji, Z.; Alfatlawi, T.; Abbood, A.-K.N. Assessment of Surface and Subsurface Drainage from Permeable Friction Course (As A Sustainable Pavement) under Different Geometric and Hydrologic Conditions. Iraqi Geol. J. 2022, 55, 196–207. [Google Scholar] [CrossRef]
- Arafa, S.; Milad, A.; Yusoff, N.I.M.; Al-Ansari, N.; Yaseen, Z.M. Investigation into the permeability and strength of pervious geopolymer concrete containing coated biomass aggregate material. J. Mater. Res. Technol. 2021, 15, 2075–2087. [Google Scholar] [CrossRef]
- Hussein, S.A.; Al-Khafaji, Z.; Alfatlawi, T.J.M.; Abbood, A.-K.N. Improvement of Permeable Asphalt Pavement by adding Crumb Rubber. Open Eng. 2022, 1–12, in press. [Google Scholar]
- Mirzaeva, G. Environmental protection when processing road-building materials. Middle Eur. Sci. Bull. 2020, 6, 19–22. [Google Scholar] [CrossRef]
- Santhanam, N.; Ramesh, B.; Agarwal, S.G. Experimental investigation of bituminous pavement (VG30) using E-waste plastics for better strength and sustainable environment. Mater. Today Proc. 2020, 22, 1175–1180. [Google Scholar] [CrossRef]
- Nikolaides, A.F. Sustainable and long life flexible pavements. In Functional Pavement Design; CRC Press: Boca Raton, FL, USA, 2016; pp. 693–704. ISBN 1315643278. [Google Scholar]
- Copeland, A. Reclaimed Asphalt Pavement in Asphalt Mixtures: State of the Practice; Federal Highway Administration, Office of Research: Washington, DC, USA, 2011. [Google Scholar]
- Slabonski, P.; Stankiewicz, B.; Beben, D. Influence of a Rejuvenator on Homogenization of an Asphalt Mixture with Increased Content of Reclaimed Asphalt Pavement in Lowered Technological Temperatures. Materials 2021, 14, 2567. [Google Scholar] [CrossRef]
- Noferini, L.; Simone, A.; Sangiorgi, C.; Mazzotta, F. Investigation on performances of asphalt mixtures made with Reclaimed Asphalt Pavement: Effects of interaction between virgin and RAP bitumen. Int. J. Pavement Res. Technol. 2017, 10, 322–332. [Google Scholar] [CrossRef]
- Díaz, C. Evaluation of Warm Mix Asphalt Technologies and Recycled Asphalt Pavements in Truckee Meadows, Nevada. Ph. D. Thesis, University of Nevada, Reno, NV, USA, 2013. [Google Scholar]
- American Association of State Highway and Transportation Officials. Standard Specification for Superpave Volumetric Mix Design; American Association of State Highway and Transportation Officials: Washington, DC, USA, 2017. [Google Scholar]
- Kaseer, F.; Arámbula-Mercado, E.; Martin, A.E. A method to quantify reclaimed asphalt pavement binder availability (effective RAP binder) in recycled asphalt mixes. Transp. Res. Rec. 2019, 2673, 205–216. [Google Scholar] [CrossRef]
- Silva, H.M.R.D.; Oliveira, J.R.M.; Jesus, C.M.G. Are totally recycled hot mix asphalts a sustainable alternative for road paving? Resour. Conserv. Recycl. 2012, 60, 38–48. [Google Scholar] [CrossRef]
- Zahoor, M.; Nizamuddin, S.; Madapusi, S.; Giustozzi, F. Sustainable asphalt rejuvenation using waste cooking oil: A comprehensive review. J. Clean. Prod. 2021, 278, 123304. [Google Scholar] [CrossRef]
- Eltwati, A.; Mohamed, A.; Hainin, M.R.; Jusli, E.; Enieb, M. Rejuvenation of aged asphalt binders by waste engine oil and SBS blend: Physical, chemical, and rheological properties of binders and mechanical evaluations of mixtures. Constr. Build. Mater. 2022, 346, 128441. [Google Scholar] [CrossRef]
- Nimeri, M.A.; Morian, N.E.; Hand, A.J.T.; Hajj, E.Y.; Sebaaly, P.E. Evaluation of Mixtures from LTPP SPS-10 Warm Mix Asphalt (WMA) Sections; University of Nevada: Reno, NV, USA, 2017. [Google Scholar]
- Mirhosseini, A.F.; Tahami, S.A.; Hoff, I.; Dessouky, S.; Ho, C.-H. Performance evaluation of asphalt mixtures containing high-RAP binder content and bio-oil rejuvenator. Constr. Build. Mater. 2019, 227, 116465. [Google Scholar] [CrossRef]
- Al Mamun, A.; Al-Abdul Wahhab, H.I.; Dalhat, M.A. Comparative evaluation of waste cooking oil and waste engine oil rejuvenated asphalt concrete mixtures. Arab. J. Sci. Eng. 2020, 45, 7987–7997. [Google Scholar] [CrossRef]
- Al-Saffar, Z.H.; Yaacob, H.; Katman, H.Y.; Mohd Satar, M.K.I.; Bilema, M.; Putra Jaya, R.; Eltwati, A.S.; Radeef, H.R. A Review on the Durability of Recycled Asphalt Mixtures Embraced with Rejuvenators. Sustainability 2021, 13, 8970. [Google Scholar] [CrossRef]
- Moghaddam, T.B.; Baaj, H. The use of rejuvenating agents in production of recycled hot mix asphalt: A systematic review. Constr. Build. Mater. 2016, 114, 805–816. [Google Scholar] [CrossRef]
- Yin, F.; Kaseer, F.; Arámbula-Mercado, E.; Epps Martin, A. Characterising the long-term rejuvenating effectiveness of recycling agents on asphalt blends and mixtures with high RAP and RAS contents. Road Mater. Pavement Des. 2017, 18, 273–292. [Google Scholar] [CrossRef]
- O’Sullivan, K.A. Rejuvenation of Reclaimed Asphalt Pavement (RAP) in Hot Mix Asphalt Recycling with High RAP Content. Ph.D. Thesis, Worcester Polytechnic Institute, Worcester, MA, USA, 2011. [Google Scholar]
- Joni, H.H.; AL-Rubaie, A.H. Enhancement of the Rutting Resistance of Asphalt Mixtures at Different High Temperatures Using Waste Polyethylene Polymer. Eng. Technol. J. 2022, 40, 1–9. [Google Scholar] [CrossRef]
- Singh, B.; Saboo, N.; Kumar, P. Effect of short-term aging on creep and recovery response of asphalt binders. J. Transp. Eng. Part B Pavements 2017, 143, 4017017. [Google Scholar] [CrossRef]
- Ziari, H.; Aliha, M.R.M.; Moniri, A.; Saghafi, Y. Crack resistance of hot mix asphalt containing different percentages of reclaimed asphalt pavement and glass fiber. Constr. Build. Mater. 2020, 230, 117015. [Google Scholar] [CrossRef]
- Kaseer, F.; Arámbula-Mercado, E.; Cucalon, L.G.; Martin, A.E. Performance of asphalt mixtures with high recycled materials content and recycling agents. Int. J. Pavement Eng. 2020, 21, 863–877. [Google Scholar] [CrossRef]
- Mladenovič, A.; Turk, J.; Kovač, J.; Mauko, A.; Cotič, Z. Environmental evaluation of two scenarios for the selection of materials for asphalt wearing courses. J. Clean. Prod. 2015, 87, 683–691. [Google Scholar] [CrossRef]
- Nabipour, N.; Karballaeezadeh, N.; Dineva, A.; Mosavi, A.; Mohammadzadeh, S.D.; Shamshirband, S. Comparative analysis of machine learning models for prediction of remaining service life of flexible pavement. Mathematics 2019, 7, 1198. [Google Scholar] [CrossRef]
- Abd Al Kareem, H.M.; Albayati, A.H.K. The Possibility of Minimizing Rutting Distress in Asphalt Concrete Wearing Course. Eng. Technol. Appl. Sci. Res. 2022, 12, 8063–8074. [Google Scholar] [CrossRef]
- Ali, H.; Mohammadafzali, M. Long-Term Aging of Recycled Binders; Department of Transportation, Research Center: Tampa, FL, USA, 2015. [Google Scholar]
- Bai, T.; Hu, Z.; Hu, X.; Liu, Y.; Fuentes, L.; Walubita, L.F. Rejuvenation of short-term aged asphalt-binder using waste engine oil. Can. J. Civ. Eng. 2020, 47, 822–832. [Google Scholar] [CrossRef]
- Zinke, S.; Mahoney, J.; Morison, K. Connecticut Warm Mix Asphalt (WMA) Pilot Projects 2010 and 2011; Department of Transportation, Bureau of Engineering and Construction: Newington, CT, USA, 2014. [Google Scholar]
- Tran, N.; Hall, K.; Easley, T. Evaluation of the Rapid Angle Measurement (RAM) Device for Calibration of the Superpave Gyratory Compactor Internal Angle. In Proceedings of the 10th International Conference on Asphalt Pavements, Quebec City, QC, Canada, 12–17 August 2006. [Google Scholar]
- Solaimanian, M. Best Practices for the Design, Evaluation and Quality Control of High Percentage RAP Mixes; Department of Transportation: Harrisburg, PA, USA, 2015. [Google Scholar]
- Mahmoud, A.F.F.; Bahia, H. Using Gyratory Compactor to Measure Mechanical Stability of Asphalt Mixtures; Wisconsin Highway Research Program: Wisconsin, WI, USA, 2004. [Google Scholar]
- Cominsky, R.J.; Huber, G.A.; Kennedy, T.W.; Anderson, M. The Superpave Mix Design Manual for New Construction and Overlays; Strategic Highway Research Program: Washington, DC, USA, 1994; ISBN 030905804X. [Google Scholar]
- National Academies of Sciences, Engineering, and Medicine. AASHTO T 209: Effect of Agitation Equipment Type on Theoretical Maximum Specific Gravity Values; National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2012. [Google Scholar]
- Prowell, B.D.; Dudley, M.C. Evaluation of measurement techniques for asphalt pavement density and permeability. Transp. Res. Rec. 2002, 1789, 36–45. [Google Scholar] [CrossRef]
- National Academies of Sciences, Engineering, and Medicine. Aashto Aashto R 35-14: Standard Practice for Superpave Volumetric Design for Asphalt Mixtures; National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2014. [Google Scholar]
- West, R.C.; Willis, J.R.; Marasteanu, M.O. Improved Mix Design, Evaluation, and Materials Management Practices for Hot Mix Asphalt with High Reclaimed Asphalt Pavement Content; Transportation Research Board: Washington, DC, USA, 2013; Volume 752, ISBN 0309259134. [Google Scholar]
- Zhang, Y.; Cheng, H.; Sun, L.; Liu, L.; Hu, Y. Determination of volumetric criteria for designing hard asphalt mixture. Constr. Build. Mater. 2021, 278, 122243. [Google Scholar] [CrossRef]
- Rafiq, W.; Napiah, M.; Habib, N.Z.; Sutanto, M.H.; Alaloul, W.S.; Khan, M.I.; Musarat, M.A.; Memon, A.M. Modeling and design optimization of reclaimed asphalt pavement containing crude palm oil using response surface methodology. Constr. Build. Mater. 2021, 291, 123288. [Google Scholar] [CrossRef]
- Bonaquist, R.; Adams, J.J.; Anderson, D.A. Asphalt Binder Aging Methods to Accurately Reflect Mixture Aging; National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2021; ISBN 0309673933. [Google Scholar]
- Yu, J.-Y.; Feng, P.-C.; Zhang, H.-L.; Wu, S.-P. Effect of organo-montmorillonite on aging properties of asphalt. Constr. Build. Mater. 2009, 23, 2636–2640. [Google Scholar] [CrossRef]
- Wang, H.; You, Z.; Mills-Beale, J.; Hao, P. Laboratory evaluation on high temperature viscosity and low temperature stiffness of asphalt binder with high percent scrap tire rubber. Constr. Build. Mater. 2012, 26, 583–590. [Google Scholar] [CrossRef]
- Hossain, Z.; Ghosh, D.; Zaman, M.; Hobson, K. Use of the Multiple Stress Creep Recovery (MSCR) Test Method to Characterize Polymer-Modified Asphalt Binders; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Mohammad, L.N.; Elseifi, M.A.; Raghavendra, A.; Ye, M.; LA Rouge, B. AASHTO T 324; National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2021. [Google Scholar]
- Garcia-Trave, G.; Martinez-Echevarria, M.J.; Rubio Gamez, M.D.C.; Moreno Navarro, F. Bituminous mix response to plastic deformations: Comparison of the spanish nlt-173 and une-en 12697-22 wheel-tracking tests. Dyna 2012, 79, 51–57. [Google Scholar]
- Newcomb, D.; Arámbula-Mercado, E.; Martin, A.E.; Yuan, M.; Tran, N.; Yin, F. Field Verification of Proposed Changes to the AASHTO R 30 Procedures for Laboratory Conditioning of Asphalt Mixtures; National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2019; ISBN 0309480736. [Google Scholar]
- Oldham, D.J.; Fini, E.H.; Chailleux, E. Application of a bio-binder as a rejuvenator for wet processed asphalt shingles in pavement construction. Constr. Build. Mater. 2015, 86, 75–84. [Google Scholar] [CrossRef]
- Dokandari, P.A.; Kaya, D.; Sengoz, B.; Topal, A. Implementing waste oils with reclaimed asphalt pavement. In Proceedings of the 2nd World Congress on Civil, Structural and Environmental Engineering (CSEE’17), Barcelona, Spain, 2–4 April 2017; pp. 1–12. [Google Scholar]
- Woszuk, A.; Wróbel, M.; Franus, W. Influence of waste engine oil addition on the properties of zeolite-foamed asphalt. Materials 2019, 12, 2265. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B.; Frank, R. Evaluation of rejuvenator’s effectiveness with conventional mix testing for 100% reclaimed Asphalt pavement mixtures. Transp. Res. Rec. 2013, 2370, 17–25. [Google Scholar] [CrossRef]





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Bulk s.g. of Coarse RAP | Bulk s.g. of Fine RAP | Absolute Viscosity@60 °C (Poise) | Binder Content | Moisture Content |
|---|---|---|---|---|---|
| Result | 2.512 | 2.501 | 18,900 | 3.6% | 1.03% |
| Standards | ASTM C-127/C-128 | ASTM D2171 | AASHTO T 308 | AASHTO T 255 | |
| English Sieves | Standard Sieves (mm) | RAP Gradation (% Passing) |
|---|---|---|
| 3/4” | 19 | 100 |
| 1/2” | 12.5 | 92.4 |
| 3/8” | 9.5 | 81.3 |
| No.4 | 4.75 | 49.5 |
| No.8 | 2.36 | 42.6 |
| No.50 | 0.3 | 9.5 |
| No.200 | 0.075 | 1.9 |
| English Sieves | Standard Sieves (mm) | Specification Limit | Surface Layer Gradation |
|---|---|---|---|
| 3/4” | 19 | 100 | 100 |
| 1/2” | 12.5 | 100-90 | 96 |
| 3/8” | 9.5 | 90-76 | 82 |
| No.4 | 4.75 | 74-44 | 60 |
| No.8 | 2.36 | 58-28 | 44 |
| No.50 | 0.3 | 21-5 | 14 |
| No.200 | 0.075 | 10-4 | 7 |
| Property | Bulk s.g. | Apparent s.g. | Los Angeles (Abrasion) | Angularity | Water Absorption |
|---|---|---|---|---|---|
| Coarse aggregate | 2.532 | 2.661 | 22% | 94% | 1.0% |
| Fine aggregate | 2.583 | 2.693 | / | / | 0.74% |
| ASTM Standards | C-127/C-128 | C-131 | D-5821 | C-127/C-128 | |
| Property | Penetration@25 °C, 100 gm, 5 s | Ductility@25 °C, 5 cm/min | Kinematic Viscosity@135 °C | Flashpoint (Cleveland open cup) | Softening Point | s.g.@25 °C |
|---|---|---|---|---|---|---|
| Result | 45 | 133 | 384 cSt | 241 °C | 54 °C | 1.05 |
| ASTM Standards | D5 | D113-99 | D-2170 | D92 | D36 | D70 |
| Property | Fineness, Blaine, (cm2/gm) | s.g@25 °C | Passing Sieve No.200 |
|---|---|---|---|
| Result | 3210 | 3.15 | 97% |
| Property | s.g.@25 °C | Kinematic Viscosity@40 °C | Dynamic Viscosity mPa.s | Flash Point |
|---|---|---|---|---|
| Result | 0.942 | 46.31 | 42.45 | 306 °C |
| ASTM Standards | D1298 | D445 | D7042 | D93 |
| Type of Fatty Acid and Formulation | Percentage of the Weight |
|---|---|
| Linoleic acid/C18:2 (Cis) | 25% |
| Lignoceric acid/C24:0 | 0.08% |
| Pentadecylic acid/C15:0 | 0.04% |
| Margaric acid/C17:0 | 0.05% |
| Myristic acid/C14:0 | 0.63% |
| Lauric acid/C12:0 | 0.12% |
| Vaccenic acid/C18:1 t | 0.3% |
| α-Linolenic acid/C18:3 alpha | 0.8% |
| Palmitoleic acid/C16:1 | 0.3% |
| Palmitic acid/C16:0 | 28.4% |
| Oleic acid/C18:1 (Cis 9) | 39.8% |
| Stearic acid/C18:0 | 4.2% |
| Linoleic acid/C18:2 t | 0.17% |
| Property | Color | s.g.@25 °C | Absolute viscosity@60 °C (poise) | State |
|---|---|---|---|---|
| Result | Black to dark brown | 0.877 | 0.56 | Oily |
| ASTM Standards | / | D1298 | D7042 | / |
| Property | Color | Odor | Absolute Viscosity@60 °C (poise) | s.g @ 25 °C | Moisture Content | Texture |
|---|---|---|---|---|---|---|
| Result | Yellow or pale yellow | pleasant | 0.17 | 0.92 | 9.6% | viscous |
| ASTM Standards | / | / | D7042 | D1298 | D6304 | / |
| Fatty Acid Type | Lauric | Myristic | Linoleic | Palmitic | Capric | Stearic | Oleic |
|---|---|---|---|---|---|---|---|
| Percentage % | 10.4 | 7.9 | 18.8 | 9.9 | 0.2 | 1.7 | 50.3 |
| Property | Color | Oder | Density gm/cm3@100 °C | Melting Point | Boiling Point | Flash Point | Kinematic Viscosity@100 °C |
|---|---|---|---|---|---|---|---|
| Result | Dark brown | Petroleum | 0.81 | 125 °C | >230 °C | >93.4 °C | 18 cSt |
| Design Traffic (ESALs) × 106 | <0.3 | 0.3 to <3 | 3 to <10 | 10 to <30 | ≥30 |
|---|---|---|---|---|---|
| Ndesign | 50 | 75 | 100 | 100 | 125 |
| Property | Result | AASHTO M323 Standards [43] |
|---|---|---|
| Estimated Binder (Pb) | 4.9% | / |
| Estimated Voids of Mineral Aggregate (VMA) | 14.7 | Min. 14% |
| Estimated Voids Filled with Asphalt (VFA) | 72.33 | (65–75)% |
| Estimated Effective Binder (Pbe) | 4.94% | / |
| Dust Proportion | 1.32 | 0.6–1.2 |
| Estimated Gmm at Ninitial | 87 | <89% |
| The Aged Binder | WCO% by Weight of Aged RAP Binder * | WEO% by Weight of Aged RAP Binder | DSO% by Weight of Aged RAP Binder | SonneWarmix RTTM by Weight of Total Binder |
|---|---|---|---|---|
| 20% RAP | (0–10%) | (0–10%) | (0–10%) | (0.5–1.0%) |
| 40% RAP | (12.5–17.5%) | (12.5–17.5%) | (12.5–17.5%) | (1.0–1.5%) |
| 60% RAP | (17.5–20%) | (17.5–20%) | (17.5–20%) | (1.5–2.0%) |
| Property | Binder % | |||
|---|---|---|---|---|
| 4.4 | 4.9 | 5.4 | 5.9 | |
| Gmb | 2.322 | 2.384 | 2.355 | 2.343 |
| Gmm | 2.465 | 2.431 | 2.401 | 2.378 |
| Air Voids % | 6.0 | 3.6 | 2.7 | 2.0 |
| VFA% | 57 | 78 | 87 | 93 |
| VMA% | 15.7 | 14.5 | 14.0 | 14.8 |
| Gmm% at Ninitial | 85 | 87 | 91 | 94 |
| Gmm% at Ndesign | 94 | 96.5 | 98 | 99 |
| Gmm% at Nmax | 95.5 | 97.5 | 99 | 100 |
| Property | The Result | AASHTO M 323 Standards |
|---|---|---|
| Binder optimum content % | 4.8 | at 4% Air Voids |
| Air content % | 4.0 | 4.0 |
| VMA % | 14.7 | Minimum 15% |
| VFA % | 74 | (65–75)% |
| Gmm at Ninitial | 86.5% | ≤89% |
| Gmm at Ndesign | 96% | 96% |
| Gmm at Nmax | 97% | ≤98% |
| Dust proportion % | 1.1 | 0.6–1.2 |
| RAP Percentage in the Mix | Added Virgin Binder (by Weight of Total Mix) | Aged Binder (by Weight of Total Mix) | Total Binder Content | Virgin Binder (by Weight of Total Binder Content) | Aged Binder * (by Weight of Total Binder Content) |
|---|---|---|---|---|---|
| 20% | 4.08% | 0.72% | 4.8% | 85% | 15% |
| 40% | 3.36% | 1.44% | 70% | 30% | |
| 60% | 2.64% | 2.16% | 55% | 45% |
| Binder Type | G*/sin δ (Unaged) | ||||
|---|---|---|---|---|---|
| 64 °C | 70 °C | 76 °C | 82 °C | 88 °C | |
| Virgin binder | 3.12 | 1.62 | 0.88 | ||
| (Aged + virgin) blend of 20% RAP | 4.77 | 2.81 | 1.11 | 0.55 | |
| (Aged + virgin) blend of 20% RAP + 10% WCO | 3.04 | 1.54 | 0.61 | ||
| (Aged + virgin) blend of 20% RAP + 10% WEO | 3.1 | 1.6 | 0.82 | ||
| (Aged + virgin) blend of 20% RAP + 10% DSO | 2.93 | 1.48 | 0.74 | ||
| (Aged + virgin) blend of 20% RAP + 0.5% SonneWarmix RTTM | 3.52 | 2.03 | 0.91 | ||
| (Aged + virgin) blend of 20% RAP + 1.0% SonneWarmix RTTM | 3.14 | 1.91 | 0.9 | ||
| (Aged + virgin) blend of 40% RAP | 5.28 | 4.12 | 2.42 | 1.12 | 0.56 |
| (Aged + virgin) blend of 40% RAP + 12.5% WCO | 3.47 | 1.96 | 0.91 | ||
| (Aged + virgin) blend of 40% RAP + 17.5% WCO | 2.95 | 1.5 | 0.6 | ||
| (Aged + virgin) blend of 40% RAP + 12.5% WEO | 3.25 | 1.73 | 0.87 | ||
| (Aged + virgin) blend of 40% RAP + 17.5% WEO | 3.15 | 1.64 | 0.85 | ||
| (Aged + virgin) blend of 40% RAP + 12.5% DSO | 3.2 | 1.63 | 0.83 | ||
| (Aged + virgin) blend of 40% RAP + 17.5% DSO | 2.83 | 1.24 | 0.6 | ||
| (Aged + virgin) blend of 40% RAP + 1.0% SonneWarmix RTTM | 3.15 | 1.65 | 0.89 | ||
| (Aged + virgin) blend of 40% RAP + 1.5% SonneWarmix RTTM | 2.78 | 1.41 | 0.71 | ||
| (Aged + virgin) blend of 60% RAP | 6.46 | 5.21 | 3.81 | 2.15 | 0.98 |
| (Aged + virgin) blend of 60% RAP + 17.5% WCO | 3.92 | 2.14 | 1.15 | 0.58 | |
| (Aged + virgin) blend of 60% RAP + 20% WCO | 2.97 | 1.54 | 0.61 | ||
| (Aged + virgin) blend of 60% RAP + 17.5% WEO | 3.49 | 2 | 0.95 | ||
| (Aged + virgin) blend of 60% RAP + 20% WEO | 2.59 | 1.27 | 0.6 | ||
| (Aged + virgin) blend of 60% RAP + 17.5% DSO | 4.33 | 2.08 | 1.05 | 0.51 | |
| (Aged + virgin) blend of 60% RAP + 20% DSO | 2.8 | 1.55 | 0.63 | ||
| (Aged + virgin) blend of 60% RAP + 1.5% SonneWarmix RTTM | 5.02 | 2.04 | 1.02 | 0.50 | |
| (Aged + virgin) blend of 60% RAP + 2.0% SonneWarmix RTTM | 3.2 | 1.61 | 0.87 | ||
| Binder Type | G*/sin δ (RTFO) | ||||
|---|---|---|---|---|---|
| 64 °C | 70 °C | 76 °C | 82 °C | 88 °C | |
| Virgin binder | 5.14 | 1.94 | |||
| (Aged + virgin) blend of 20% RAP | 6.24 | 3.02 | 1.84 | ||
| (Aged + virgin) blend of 20% RAP + 10% WCO | 5.02 | 1.83 | |||
| (Aged + virgin) blend of 20% RAP + 10% WEO | 5.11 | 1.97 | |||
| (Aged + virgin) blend of 20% RAP + 10% DSO | 4.87 | 1.76 | |||
| (Aged + virgin) blend of 20% RAP + 0.5% SonneWarmix RTTM | 5.46 | 2.24 | 1.89 | ||
| (Aged + virgin) blend of 20% RAP + 1.0% SonneWarmix RTTM | 5.35 | 2.11 | 1.86 | ||
| (Aged + virgin) blend of 40% RAP | 7.34 | 4.22 | 2.65 | 1.94 | |
| (Aged + virgin) blend of 40% RAP + 12.5% WCO | 5.38 | 2.17 | 1.86 | ||
| (Aged + virgin) blend of 40% RAP + 17.5% WCO | 4.89 | 1.79 | |||
| (Aged + virgin) blend of 40% RAP + 12.5% WEO | 5.35 | 2.2 | 1.87 | ||
| (Aged + virgin) blend of 40% RAP + 17.5% WEO | 5.17 | 1.96 | |||
| (Aged + virgin) blend of 40% RAP + 12.5% DSO | 5.2 | 2 | |||
| (Aged + virgin) blend of 40% RAP + 17.5% DSO | 4.65 | 1.54 | |||
| (Aged + virgin) blend of 40% RAP + 1.0% SonneWarmix RTTM | 5.19 | 1.98 | |||
| (Aged + virgin) blend of 40% RAP + 1.5% SonneWarmix RTTM | 4.74 | 1.63 | |||
| (Aged + virgin) blend of 60% RAP | 7.88 | 5.11 | 4.56 | 2.77 | 2.15 |
| (Aged + virgin) blend of 60% RAP + 17.5% WCO | 5.22 | 2.86 | 1.96 | ||
| (Aged + virgin) blend of 60% RAP + 20% WCO | 4.91 | 1.83 | |||
| (Aged + virgin) blend of 60% RAP + 17.5% WEO | 5.4 | 2.3 | 1.89 | ||
| (Aged + virgin) blend of 60% RAP + 20% WEO | 5.0 | 1.57 | |||
| (Aged + virgin) blend of 60% RAP + 17.5% DSO | 7.67 | 5.36 | 1.49 | ||
| (Aged + virgin) blend of 60% RAP + 20% DSO | 4.81 | 2.0 | |||
| (Aged + virgin) blend of 60% RAP + 1.5% SonneWarmix RTTM | 5.77 | 2.94 | 1.98 | ||
| (Aged + virgin) blend of 60% RAP + 2.0% SonneWarmix RTTM | 5.19 | 1.97 | |||
| Mixture Type | Rut Depth (mm) | |||
|---|---|---|---|---|
| 2500 Cycles | 5000 Cycles | 7500 Cycles | 10,000 Cycles | |
| Control HMA Mix | 4.13 | 6.34 | 7.88 | 9.12 |
| HMA of 20% RAP | 5.51 | 8.66 | 9.81 | 11.79 |
| HMA of 20% RAP + 10% WCO | 4.21 | 6.51 | 7.92 | 9.4 |
| HMA of 20% RAP + 10% WEO | 4.15 | 6.37 | 7.9 | 9.17 |
| HMA of 20% RAP + 10% DSO | 5.32 | 8.34 | 9.7 | 11.6 |
| HMA of 20% RAP + 0.5% SonneWarmix RTTM | 3.75 | 5.13 | 6.71 | 7.9 |
| HMA of 20% RAP + 1.0% SonneWarmix RTTM | 3.82 | 5.77 | 7.56 | 8.02 |
| HMA of 40% RAP | 6.15 | 8.95 | 10.48 | 12.20 |
| HMA of 40% RAP + 12.5% WCO | 3.8 | 5.64 | 7.32 | 8 |
| HMA of 40% RAP + 17.5% WCO | 5.3 | 8.3 | 9.7 | 11.58 |
| HMA of 40% RAP + 12.5% WEO | 3.6 | 5.57 | 6.8 | 7.77 |
| HMA of 40% RAP + 17.5% WEO | 4.1 | 6.3 | 7.5 | 9 |
| HMA of 40% RAP + 12.5% DSO | 4 | 6.1 | 5.5 | 9 |
| HMA of 40% RAP + 17.5% DSO | 5.5 | 8.7 | 10.1 | 11.7 |
| HMA of 40% RAP+ 1.0% SonneWarmix RTTM | 4.1 | 6.4 | 7.5 | 9.1 |
| HMA of 40% RAP + 1.5% SonneWarmix RTTM | 5.8 | 8.6 | 10.1 | 11.7 |
| HMA of 60% RAP | 6.95 | 9.28 | 11.70 | 13.11 |
| HMA of 60% RAP + 17.5% WCO | 3 | 5.1 | 6.24 | 7.52 |
| HMA of 60% RAP + 20% WCO | 5.3 | 8.3 | 9.7 | 11.58 |
| HMA of 60% RAP + 17.5% WEO | 3.2 | 5.35 | 6.3 | 7.3 |
| HMA of 60% RAP + 20% WEO | 5.3 | 8.2 | 9.5 | 11.24 |
| HMA of 60% RAP + 17.5% DSO | 3.2 | 4.3 | 5 | 6.2 |
| HMA of 60% RAP + 20% DSO | 5.5 | 8.5 | 9.3 | 10.1 |
| HMA of 60% RAP+ 1.5% SonneWarmix RTTM | 2.9 | 4.1 | 4.9 | 6 |
| HMA of 60% RAP+2.0% SonneWarmix RTTM | 4.1 | 6.3 | 7.86 | 9.12 |
| Rejuvenator Type | Optimum Percentage | ||
|---|---|---|---|
| @ 20% RAP | @ 40% RAP | @ 60% RAP | |
| WCO by weight of the aged RAP binder | 10% | 12.5% | 17.5% |
| WEO by weight of the aged RAP binder | 10% | 12.5–17.5% | 17.5% |
| DSO by weight of the aged RAP binder | <10% | 12.5% | 17.5% |
| SonneWarmix RTTM by weight of the total binder | 0.5–1.0% | 1.0% | 1.5–2.0% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hashim, T.M.; Nasr, M.S.; Jebur, Y.M.; Kadhim, A.; Alkhafaji, Z.; Baig, M.G.; Adekunle, S.K.; Al-Osta, M.A.; Ahmad, S.; Yaseen, Z.M. Evaluating Rutting Resistance of Rejuvenated Recycled Hot-Mix Asphalt Mixtures Using Different Types of Recycling Agents. Materials 2022, 15, 8769. https://doi.org/10.3390/ma15248769
Hashim TM, Nasr MS, Jebur YM, Kadhim A, Alkhafaji Z, Baig MG, Adekunle SK, Al-Osta MA, Ahmad S, Yaseen ZM. Evaluating Rutting Resistance of Rejuvenated Recycled Hot-Mix Asphalt Mixtures Using Different Types of Recycling Agents. Materials. 2022; 15(24):8769. https://doi.org/10.3390/ma15248769
Chicago/Turabian StyleHashim, Tameem Mohammed, Mohammed Salah Nasr, Yasir Mohammed Jebur, Abdullah Kadhim, Zainab Alkhafaji, Mirza Ghouse Baig, Saheed Kolawole Adekunle, Mohammed A. Al-Osta, Shamsad Ahmad, and Zaher Mundher Yaseen. 2022. "Evaluating Rutting Resistance of Rejuvenated Recycled Hot-Mix Asphalt Mixtures Using Different Types of Recycling Agents" Materials 15, no. 24: 8769. https://doi.org/10.3390/ma15248769
APA StyleHashim, T. M., Nasr, M. S., Jebur, Y. M., Kadhim, A., Alkhafaji, Z., Baig, M. G., Adekunle, S. K., Al-Osta, M. A., Ahmad, S., & Yaseen, Z. M. (2022). Evaluating Rutting Resistance of Rejuvenated Recycled Hot-Mix Asphalt Mixtures Using Different Types of Recycling Agents. Materials, 15(24), 8769. https://doi.org/10.3390/ma15248769