
Open Hole Tension of 3D Printed Aligned Discontinuous Composites

 ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Filament Forming Method
2.1. Materials Properties and Preparation
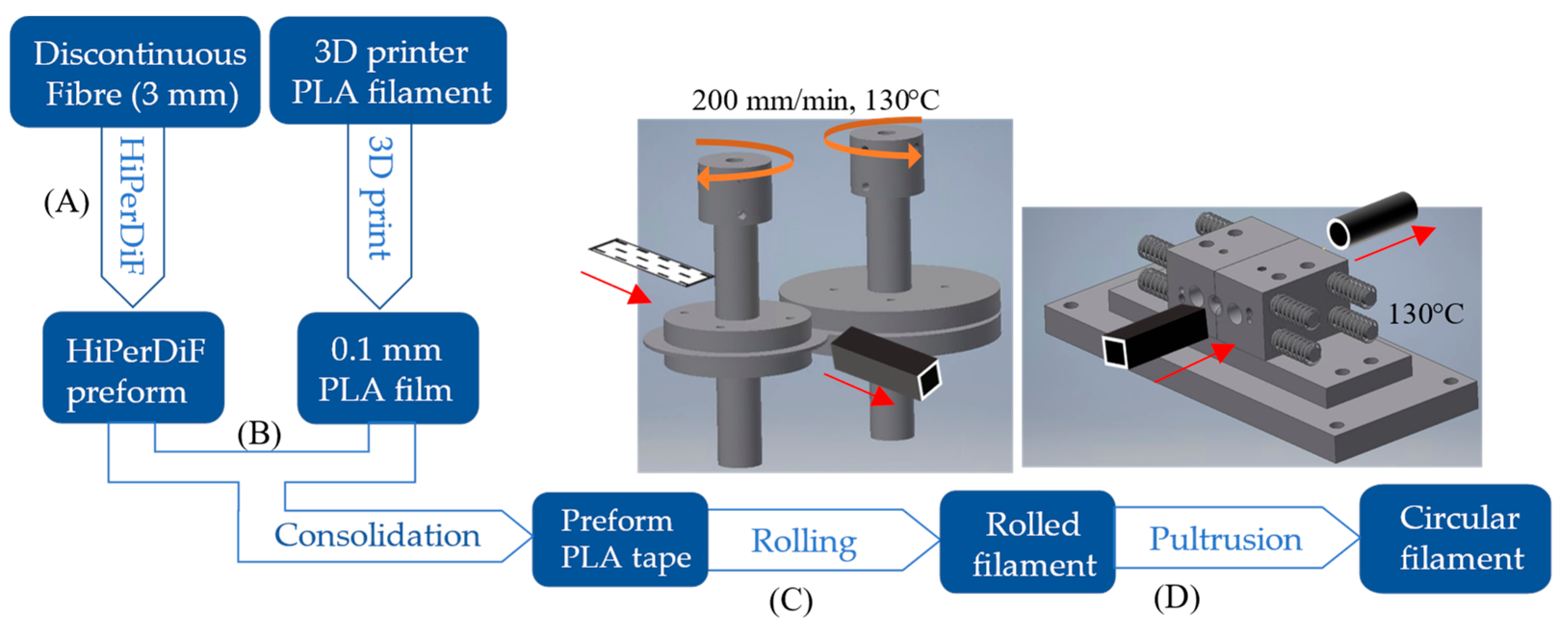
2.2. Filament Forming Method with the Industrially Scalable Method
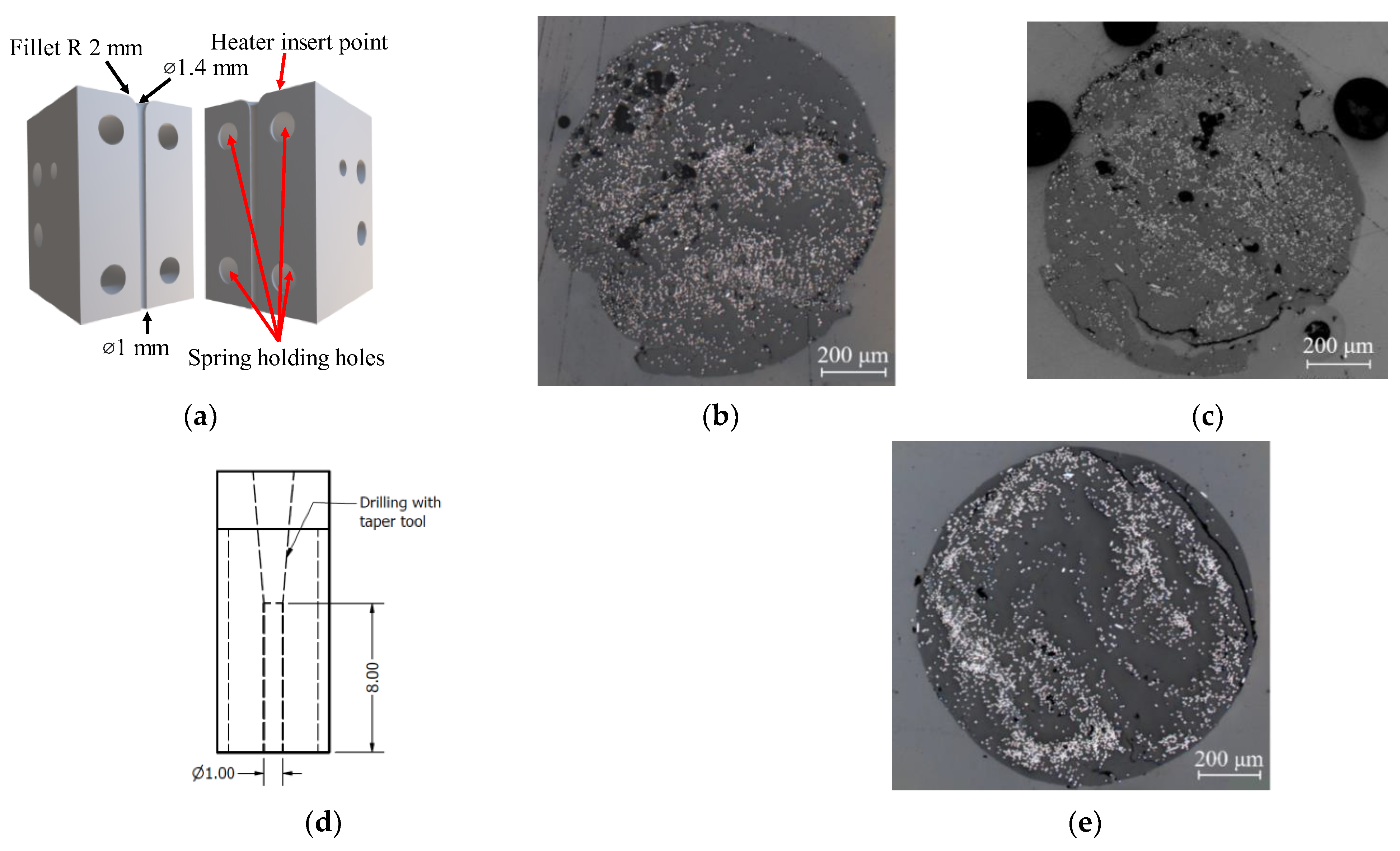
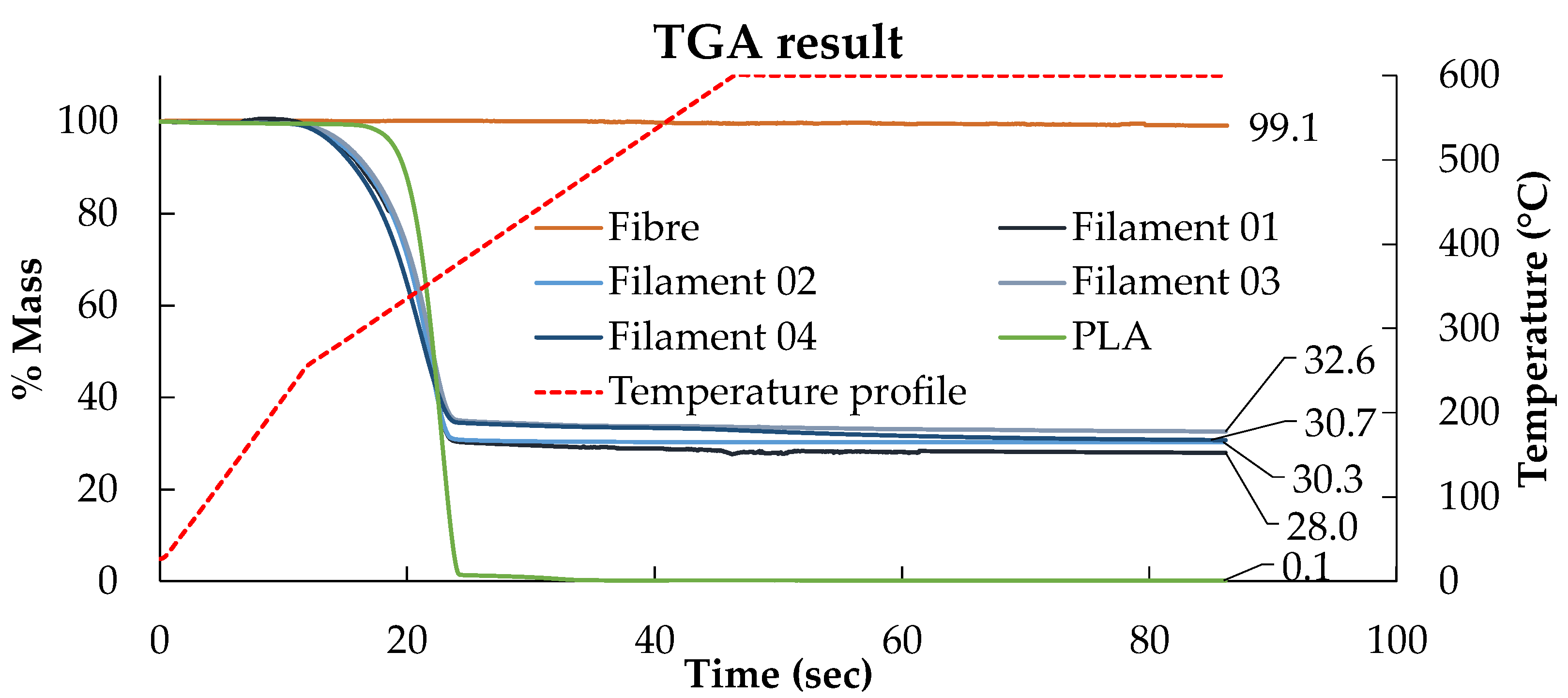
2.3. Fibre Content Investigation in Filament
3. Tensile Properties Characterisation
3.1. Tensile Specimen Preparation
3.2. Tensile Testing and Result
4. Open-Hole Testing
4.1. Open-Hole Specimen Fabrication
4.1.1. Open-Hole Printing
4.1.2. Post-Printing Consolidation of the Printed Part
4.1.3. Open-Hole Layup
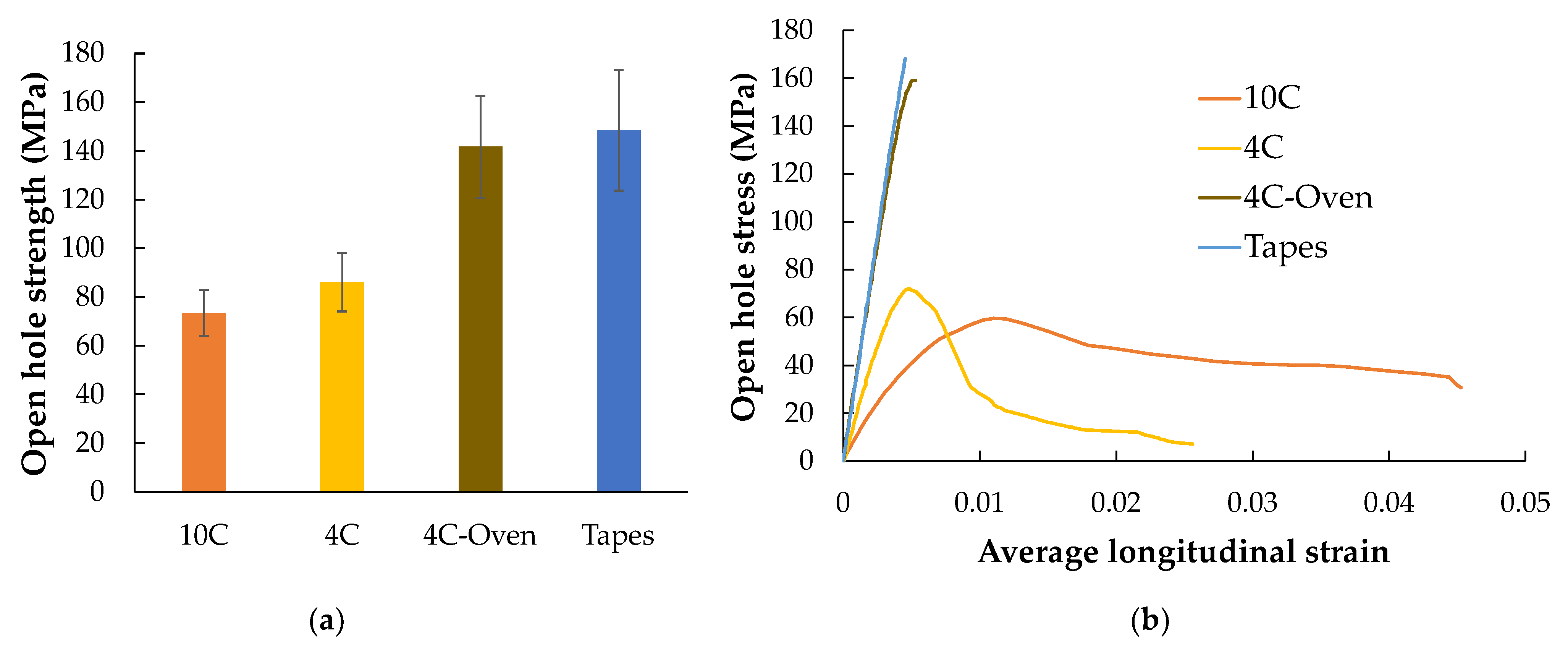
4.2. Open-Hole Testing Result
5. Printing Precision Improvement
5.1. Sharp Corner Angle
5.2. Curvilinear for Open-Hole Sample
6. Conclusions
- The application of the HiPerDiF thin flat tape was expanded from tape layup to 3D printing by turning the tape into a circular cross section filament using an industrially scalable method developed ad-hoc. The fibre volume content of the filament is around 21–25%, which is relatively high compared to other 3D printing composite filaments. However, some defects, e.g., microvoids, in the filament could be reduced by tuning the process parameters, i.e., temperature, speed, and roller gap, to increase the performance of the filament. This could be considered in future work.
- The tensile performance of the filament was evaluated by printing the produced filament into a single-layer specimen. The printed part shows higher tensile stiffness and strength than other PLA 3D-printed composites. This shows the potential of the produced filament to be used as any commercial filament. To improve the quality of the printed part, the 3D printing parameters, e.g., printing speed and raster gap, should be studied and/or optimized. In addition, thermal annealing with pressure can also enhance the properties of the part.
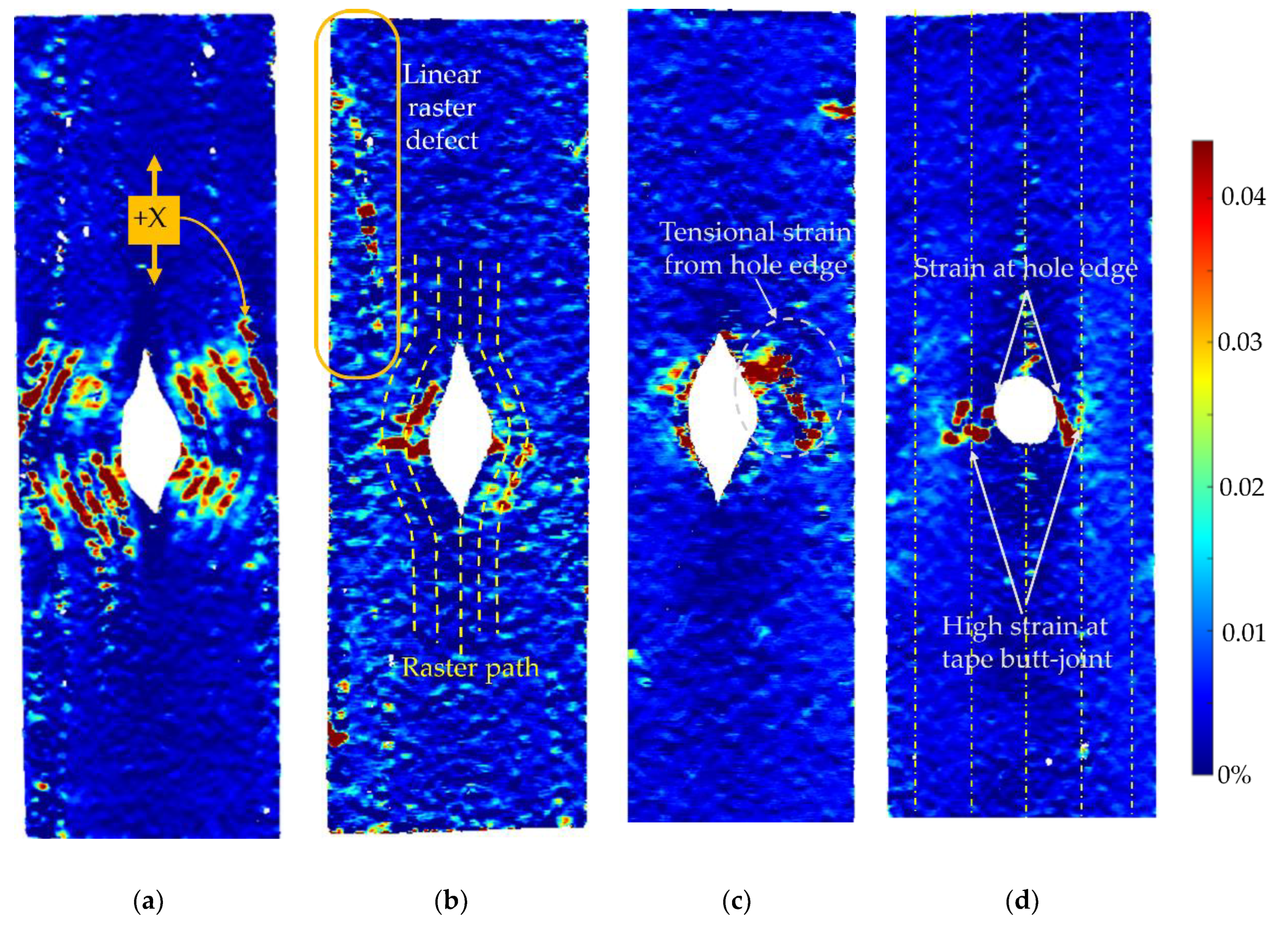
- The benefits of fabricating the HiPerDiF tape into circular cross-section 3D printing filament were emphasized by making an open-hole specimen for the tensile testing. The 3D printing part reduces the layup labour, time, and required skills. The curvilinear open hole 3D printed sample showed different stress development under tensile load from the stress concentration at the hole edges to the inter-raster separation. This resulted in a change of failure mechanism from brittle breakage that occurred in the layup with thermal annealing to the more progressive failure mode by breaking at the inter-raster bonding around the curvature. After the initial inter-raster failure, the rasters still stay connected for a while before its completed failure. This will be beneficial to applications that require non-catastrophic failure.
- Although the open hole sample fabricated with 3D printing to the curvilinear printing path shows lower strength than the layup because of the better plastic fusion under the heat-compaction process, the 3D printed curvilinear part with the post-printing consolidation shows relatively similar strength to the laid-up one. This demonstrates that the 3D printed filament and the tape could have similar performances when fabricated with the same method.
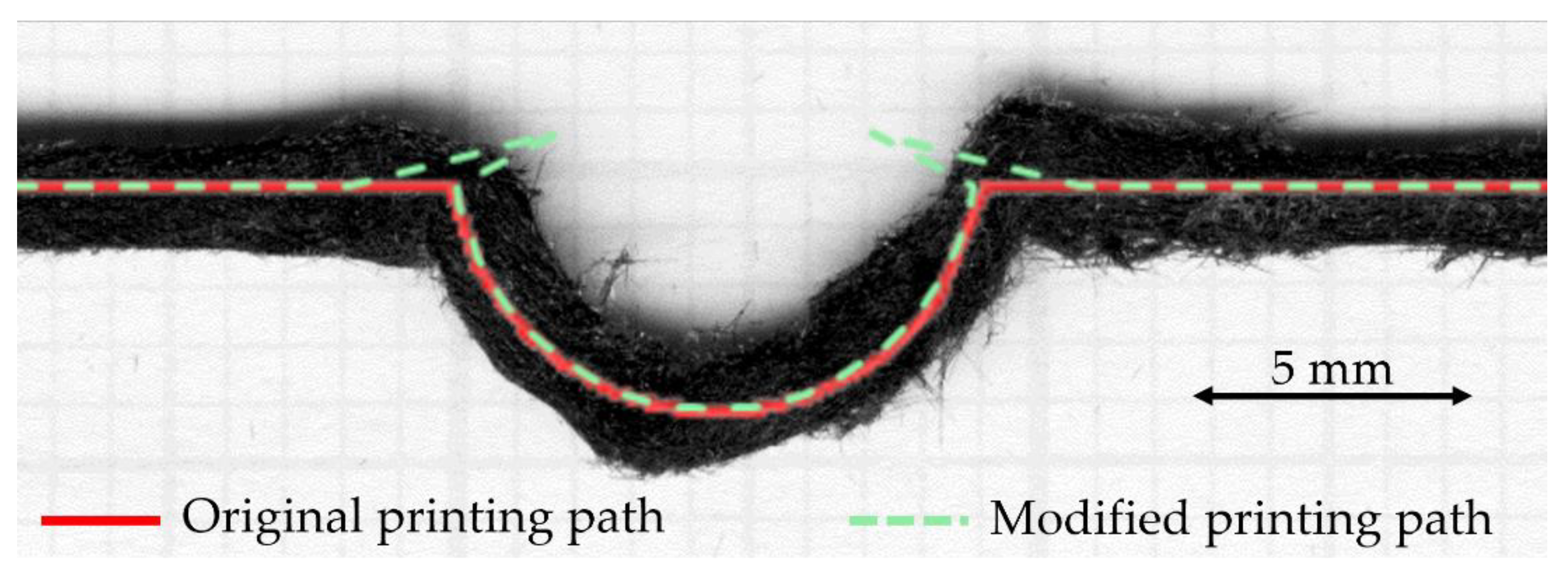
- The steering of the filament along the curve path is possible even if the deposition resolution/accuracy is now relatively low due to the poor raster-bed adhesion. This may be caused by the high fibre volume content and the consequently low amount of thermoplastic available to promote adhesion to the bed. Moreover, the stiffness of the material, long fibre and high viscosity thermoplastic, results in the in-plane bending during turning that overcomes the bed adhesion. A tiny radius of 3 mm is recommended to replace the sharp 90° corner. For the curvilinear path, the proper path compensation should be introduced to provide a good turning from linear to entering the curvature.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Stanier, D.; Radhakrishnan, A.; Gent, I.; Roy, S.S.; Hamerton, I.; Potluri, P.; Scarpa, F.; Shaffer, M.; Ivanov, D.S. Matrix-graded and fibre-steered composites to tackle stress concentrations. Compos. Struct. 2019, 207, 72–80. [Google Scholar] [CrossRef]
- Akbarpour, S.; Hallström, S. Reinforcement around holes in composite materials by use of patched metal inserts. Compos. Struct. 2019, 225, 111084. [Google Scholar] [CrossRef]
- Kim, B.C.; Potter, K.; Weaver, P.M. Continuous tow shearing for manufacturing variable angle tow composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1347–1356. [Google Scholar] [CrossRef]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-based 3D printing of polymer and associated composite: A review on mechanical properties, defects and treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef]
- Wang, K.; Li, S.; Rao, Y.; Wu, Y.; Peng, Y.; Yao, S.; Zhang, H.; Ahzi, S. Flexure behaviors of ABS-based composites containing carbon and Kevlar fibers by material extrusion 3D printing. Polymers 2019, 11, 1878. [Google Scholar] [CrossRef]
- Isobe, T.; Tanaka, T.; Nomura, T.; Yuasa, R. Comparison of strength of 3D printing objects using short fiber and continuous long fiber. In Proceedings of the 13th International Conference on Textile Composites (TEXCOMP-13), Milan, Italy, 17–19 September 2018; p. 012042. [Google Scholar]
- Lanzotti, A.; Pei, E.; Grasso, M.; Staiano, G.; Martorelli, M. The impact of process parameters on mechanical properties of parts fabricated in PLA with an open-source 3-D printer. Rapid Prototyp. J. 2015, 21, 604–617. [Google Scholar] [CrossRef]
- Sanei, S.H.; Arndt, A.; Doles, R. Open hole tensile testing of 3D printed continuous carbon fiber reinforced composites. J. Compos. Mater. 2020, 54, 2687–2695. [Google Scholar] [CrossRef]
- Zhang, H.; Li, A.; Wu, J.; Sun, B.; Wang, C.; Yang, D. Effectiveness of fibre placement in 3D printed open-hole composites under uniaxial tension. Compos. Sci. Technol. 2022, 220, 109269. [Google Scholar] [CrossRef]
- Khan, S.B.; Irfan, S.; Lam, S.S.; Sun, X.; Chen, S. 3D printed nanofiltration membrane technology for waste water distillation. J. Water Process Eng. 2022, 49, 102958. [Google Scholar] [CrossRef]
- Khan, S.; Fayazbakhsh, K.; Fawaz, Z.; Nik, M.A. Curvilinear variable stiffness 3D printing technology for improved open-hole tensile strength. Addit. Manuf. 2018, 24, 378–385. [Google Scholar] [CrossRef]
- Li, N.; Link, G.; Wang, T.; Ramopoulos, V.; Neumaier, D.; Hofele, J.; Walter, M.; Jelonnek, J. Path-designed 3D printing for topological optimized continuous carbon fibre reinforced composite structures. Compos. Part B Eng. 2020, 182, 107612. [Google Scholar] [CrossRef]
- Krajangsawasdi, N.; Blok, L.G.; Hamerton, I.; Longana, M.L.; Woods, B.K.S.; Ivanov, D.S. Fused Deposition Modelling of Fibre Reinforced Polymer Composites: A Parametric Review. J. Compos. Sci. 2021, 5, 29. [Google Scholar] [CrossRef]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K. An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Such, M.; Ward, C.; Potter, K. Aligned discontinuous fibre composites: A short history. J. Multifunct. Compos. 2014, 2, 155–168. [Google Scholar] [CrossRef]
- Yu, H.; Potter, K.D.; Wisnom, M.R. A novel manufacturing method for aligned discontinuous fibre composites (High Performance-Discontinuous Fibre method). Compos. Part A Appl. Sci. Manuf. 2014, 65, 175–185. [Google Scholar] [CrossRef]
- Blok, L.G.; Longana, M.L.; Woods, B.K.S. Fabrication and characterisation of aligned discontinuous carbon fibre reinforced thermoplastics for automated manufacture. Materials 2020, 13, 4671. [Google Scholar] [CrossRef]
- Krajangsawasdi, N.; Longana, M.L.; Hamerton, I.; Woods, B.K.; Ivanov, D.S. Batch production and fused filament fabrication of highly aligned discontinuous fibre thermoplastic filaments. Addit. Manuf. 2021, 48, 102359. [Google Scholar] [CrossRef]
- Teijin Carbon. Tenax®Short Fiber Product Data Sheet Chopped Fiber with Thermoplastic Sizing. Available online: https://www.teijincarbon.com/products/tenaxr-carbon-fiber/tenaxr-short-fibers (accessed on 12 October 2020).
- Tang, J.; Swolfs, Y.; Longana, M.L.; Yu, H.; Wisnom, M.R.; Lomov, S.V.; Gorbatikh, L. Hybrid composites of aligned discontinuous carbon fibers and self-reinforced polypropylene under tensile loading. Compos. Part A Appl. Sci. Manuf. 2019, 123, 97–107. [Google Scholar] [CrossRef]
- 3D4Makers B.V. PLA Filament. Available online: https://cdn.shopify.com/s/files/1/0762/2839/files/TDS_PLA_Filament.pdf?1776946288798946561 (accessed on 16 January 2021).
- Ibrahim, Y.; Elkholy, A.; Schofield, J.S.; Melenka, G.W.; Kempers, R. Effective thermal conductivity of 3D-printed continuous fiber polymer composites. Adv. Manuf. Polym. Compos. Sci. 2020, 6, 17–28. [Google Scholar] [CrossRef]
- Yee, R.; Stephens, T. A TGA technique for determining graphite fiber content in epoxy composites. Thermochim. Acta 1996, 272, 191–199. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber—Polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef]
- Krajangsawasdi, N.; Woods, B.K.S.; Hamerton, I.; Ivanov, D.S.; Longana, M.L. Highly Aligned Discontinuous Fibre Composite Filaments for Fused Deposition Modelling: Open-Hole Case Study. In Proceedings of the Composites Meet Sustainability—Proceedings of the 20th European Conference on Composite Materials, ECCM20, Lausanne, Switzerland, 26–30 June 2022. [Google Scholar]
- Grieder, S.; Zhilyaev, I.; Küng, M.; Brauner, C.; Akermann, M.; Bosshard, J.; Inderkum, P.; Francisco, J.; Willemin, Y.; Eichenhofer, M. Consolidation of Additive Manufactured Continuous Carbon Fiber Reinforced Polyamide 12 Composites and the Development of Process-Related Numerical Simulation Methods. Polymers 2022, 14, 3429. [Google Scholar] [CrossRef] [PubMed]
- Vinyas, M.; Athul, S.; Harursampath, D. Mechanical characterization of the Poly lactic acid (PLA) composites prepared through the Fused Deposition Modelling process. Mater. Res. Express 2019, 6, 105359. [Google Scholar]
- Yao, T.; Deng, Z.; Zhang, K.; Li, S. A method to predict the ultimate tensile strength of 3D printing polylactic acid (PLA) materials with different printing orientations. Compos. Part B Eng. 2019, 163, 393–402. [Google Scholar] [CrossRef]
- Song, Y.; Li, Y.; Song, W.; Yee, K.; Lee, K.-Y.; Tagarielli, V.L. Measurements of the mechanical response of unidirectional 3D-printed PLA. Mater. Des. 2017, 123, 154–164. [Google Scholar] [CrossRef]
- Ivey, M.; Melenka, G.W.; Carey, J.P.; Ayranci, C. Characterizing short-fiber-reinforced composites produced using additive manufacturing. Adv. Manuf. Polym. Compos. Sci. 2017, 3, 81–91. [Google Scholar] [CrossRef]
- Ferreira, R.T.L.; Amatte, I.C.; Dutra, T.A.; Burger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos. Part B Eng. 2017, 124, 88–100. [Google Scholar] [CrossRef]
- El Magri, A.; El Mabrouk, K.; Vaudreuil, S.; Ebn Touhami, M. Mechanical properties of CF-reinforced PLA parts manufactured by fused deposition modeling. J. Thermoplast. Compos. Mater. 2021, 34, 581–595. [Google Scholar] [CrossRef]
- Afrose, M.F.; Masood, S.; Iovenitti, P.; Nikzad, M.; Sbarski, I. Effects of part build orientations on fatigue behaviour of FDM-processed PLA material. Prog. Addit. Manuf. 2016, 1, 21–28. [Google Scholar] [CrossRef]
- Sang, L.; Han, S.; Li, Z.; Yang, X.; Hou, W. Development of short basalt fiber reinforced polylactide composites and their feasible evaluation for 3D printing applications. Compos. Part B Eng. 2019, 164, 629–639. [Google Scholar] [CrossRef]
- Papon, M.E.A.; Haque, A.; MA, R.S. Effect of nozzle geometry on melt flow simulation and structural property of thermoplastic nanocomposites in fused deposition modeling. In Proceedings of the American Society for Composites, Thirty-Second Technical Conference, West Lafayette, IN, USA, 23–25 October 2017. [Google Scholar]
- Ding, Q.; Li, X.; Zhang, D.; Zhao, G.; Sun, Z. Anisotropy of poly (lactic acid)/carbon fiber composites prepared by fused deposition modeling. J. Appl. Polym. Sci. 2020, 137, 48786. [Google Scholar] [CrossRef]
- Omer, R.; Mali, H.S.; Singh, S.K. Tensile performance of additively manufactured short carbon fibre-PLA composites: Neural networking and GA for prediction and optimisation. Plast. Rubber Compos. 2020, 49, 271–280. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.; Liu, S. Rapid prototyping of continuous carbon fiber reinforced polylactic acid composites by 3D printing. J. Mater. Process. Technol. 2016, 238, 218–225. [Google Scholar] [CrossRef]
- Namiki, M.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of continuous fiber reinforced plastic. In Proceedings of the SAMPE 2014, International SAMPE Symposium and Exhibition, Seattle, WA, USA, 2–5 June 2014. [Google Scholar]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [PubMed]
- Chaudhry, F.N.; Butt, S.I.; Mubashar, A.; Naveed, A.B.; Imran, S.H.; Faping, Z. Effect of carbon fibre on reinforcement of thermoplastics using FDM and RSM. J. Thermoplast. Compos. Mater. 2022, 35, 352–374. [Google Scholar] [CrossRef]
- Heidari-Rarani, M.; Rafiee-Afarani, M.; Zahedi, A. Mechanical characterization of FDM 3D printing of continuous carbon fiber reinforced PLA composites. Compos. Part B Eng. 2019, 175, 107147. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; Núñez, P.J.; García-Plaza, E.; García-Moreno, I.; Reverte, J.M. Additive manufacturing of continuous fibre reinforced thermoplastic composites using fused deposition modelling: Effect of process parameters on mechanical properties. Compos. Sci. Technol. 2019, 181, 107688. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Imeri, A.; Fidan, I.; Elkelany, M. 3D printed fiber reinforced polymer composites-Structural analysis. Compos. Part B Eng. 2019, 175, 107112. [Google Scholar] [CrossRef]
- Van Der Klift, F.; Koga, Y.; Todoroki, A.; Ueda, M.; Hirano, Y.; Matsuzaki, R. 3D printing of continuous carbon fibre reinforced thermo-plastic (CFRTP) tensile test specimens. Open J. Compos. Mater. 2016, 6, 18–27. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Mei, H.; Ali, Z.; Ali, I.; Cheng, L. Tailoring strength and modulus by 3D printing different continuous fibers and filled structures into composites. Adv. Compos. Hybrid Mater. 2019, 2, 312–319. [Google Scholar] [CrossRef]
- Oztan, C.; Karkkainen, R.; Fittipaldi, M.; Nygren, G.; Roberson, L.; Lane, M.; Celik, E. Microstructure and mechanical properties of three dimensional-printed continuous fiber composites. J. Compos. Mater. 2019, 53, 271–280. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (g/cm3) | Tensile Stiffness (MPa) | Tensile Strength (MPa) | |
|---|---|---|---|
| PLA [21] | 1.24 | 3861 | 144 |
| Fibre [19] | 1.82 | 225 × 103 | 4344 |
| Specimen Format | Fibre Volume Fraction | Tensile Stiffness (GPa) | Tensile Strength (MPa) |
|---|---|---|---|
| DcAFF “As printed” | 21–25% | 19 ± 3 | 132 ± 21 |
| DcAFF “Print + oven” | 21–25% | 24 ± 2 | 151 ± 29 |
| Tape [17] | 12–13% | 24 ± 4 | 274 ± 31 |
| Single layer (manual) [18] | 10–18% | 14 ± 2 | 104 ± 32 |
| Software | Davis10.1.2 | Image resolution | 2056 × 2418 pixel |
| Camera and Lens | M-lite & 35 mm | Field of view | 78.95 mm × 95.27 mm |
| Correlation mode | Sum of Difference | Frame rate | 1 image per second |
| Subset size | 21 × 21 pixel (0.8 mm × 0.8 mm) | Strain resolution | 7.56 × 10−4 ε |
| Step size | 2 pixel (0.076 mm) | Scale factor | 26.04 pixel/mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krajangsawasdi, N.; Hamerton, I.; Woods, B.K.S.; Ivanov, D.S.; Longana, M.L. Open Hole Tension of 3D Printed Aligned Discontinuous Composites. Materials 2022, 15, 8698. https://doi.org/10.3390/ma15238698
Krajangsawasdi N, Hamerton I, Woods BKS, Ivanov DS, Longana ML. Open Hole Tension of 3D Printed Aligned Discontinuous Composites. Materials. 2022; 15(23):8698. https://doi.org/10.3390/ma15238698
Chicago/Turabian StyleKrajangsawasdi, Narongkorn, Ian Hamerton, Benjamin K. S. Woods, Dmitry S. Ivanov, and Marco L. Longana. 2022. "Open Hole Tension of 3D Printed Aligned Discontinuous Composites" Materials 15, no. 23: 8698. https://doi.org/10.3390/ma15238698
APA StyleKrajangsawasdi, N., Hamerton, I., Woods, B. K. S., Ivanov, D. S., & Longana, M. L. (2022). Open Hole Tension of 3D Printed Aligned Discontinuous Composites. Materials, 15(23), 8698. https://doi.org/10.3390/ma15238698