
Microstructural Characterization and Property of Carbon Fiber Reinforced High-Density Polyethylene Composites Fabricated by Fused Deposition Modeling



Abstract
1. Introduction
2. Experiments and Measurement Procedures
2.1. Material and Filament Preparation
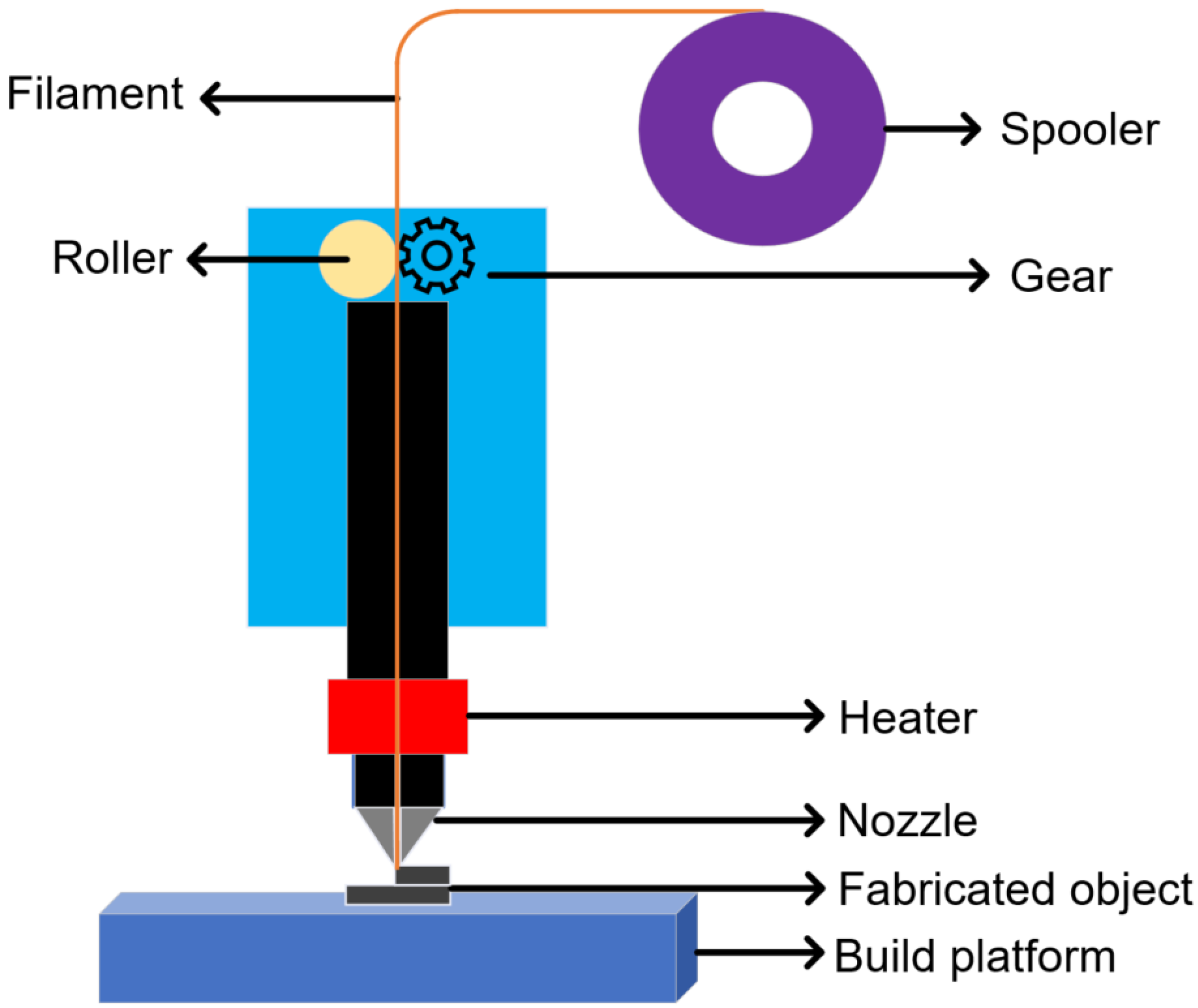
2.2. Experimental Setup and Conditions
2.3. Measurement Procedures
3. Results and Discussion
3.1. Effects on Surface Quality
3.2. Effects on Microstructure Characterizations
3.3. Effects on Tensile Properties
3.4. Effects on DMA Properties
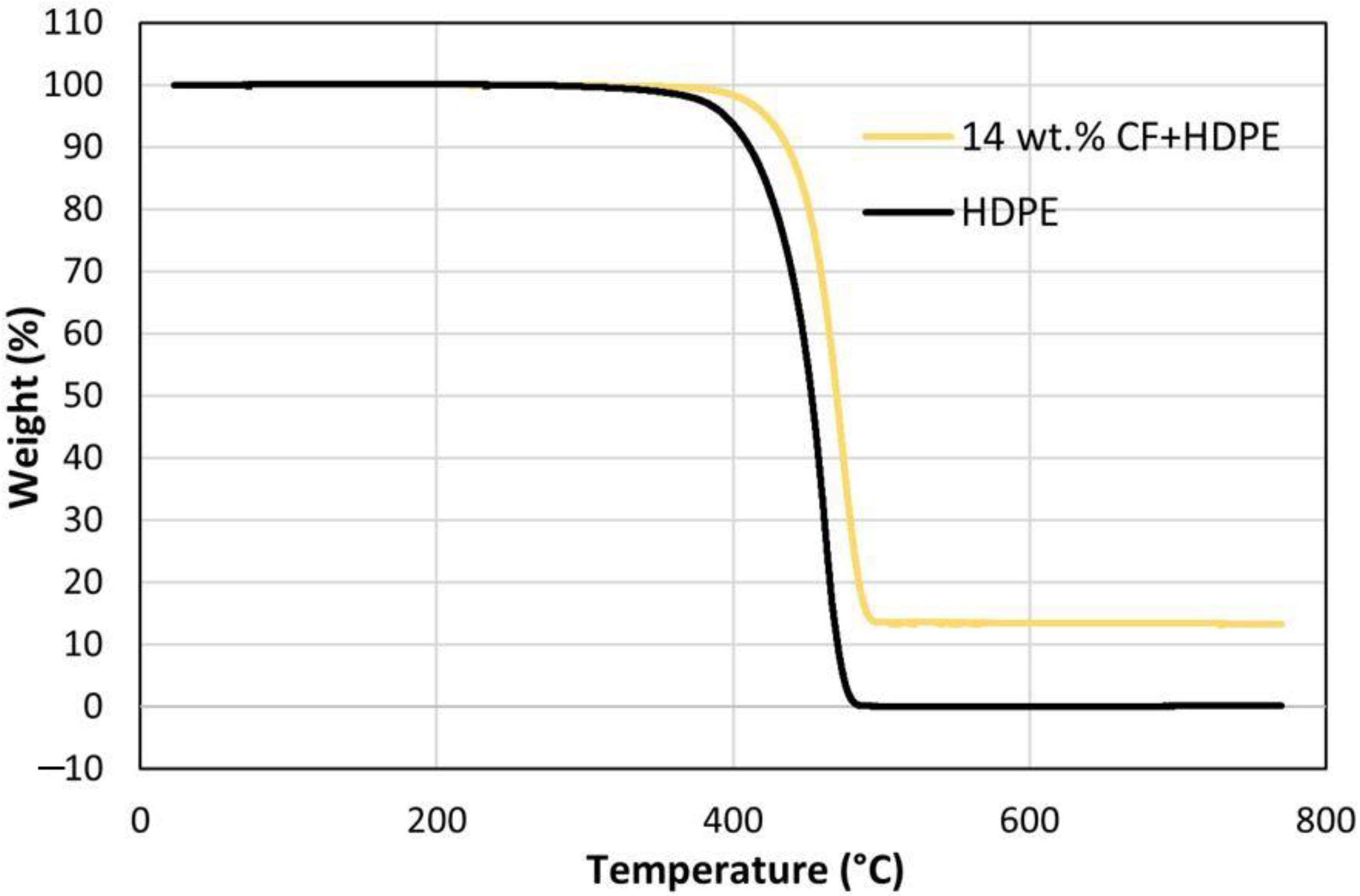
3.5. Effects on Thermal Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grumezescu, V.; Grumezescu, A.M. Materials for Biomedical Engineering: Thermoset and Thermoplastic Polymers, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–17. [Google Scholar]
- Das, A.; Chatham, C.A.; Fallon, J.J.; Zawaski, C.E.; Gilmer, E.L.; Williams, C.B.; Bortner, M.J. Current understanding and challenges in high temperature additive manufacturing of engineering thermoplastic polymers. Addit. Manuf. 2020, 34, 101218. [Google Scholar] [CrossRef]
- Grigoriadou, I.; Paraskevopoulos, K.M.; Chrissafis, K.; Pavlidou, E.; Stamkopoulos, T.G.; Bikiaris, D. Effect of different nanoparticles on HDPE UV stability. Polym. Degrad. Stab. 2011, 96, 151–163. [Google Scholar] [CrossRef]
- Chen, Y.; Zou, H.; Liang, M.; Cao, Y. Melting and crystallization behavior of partially miscible high density polyethylene/ethylene vinyl acetate copolymer (HDPE/EVA) blends. Thermochim. Acta 2014, 586, 1–8. [Google Scholar] [CrossRef]
- Wu, H.; Fahy, W.P.; Kim, S.; Kim, H.; Zhao, N.; Pilato, L.; Kafi, A.; Bateman, S.; Koo, J.H. Recent developments in polymers/polymer nanocomposites for additive manufacturing. Prog. Mater. Sci. 2020, 111, 100638. [Google Scholar] [CrossRef]
- Jiang, X.; Drzal, L.T. Reduction in percolation threshold of injection molded high-density polyethylene/exfoliated graphene nanoplatelets composites by solid state ball milling and solid state shear pulverization. J. Appl. Polym. Sci. 2012, 124, 525–535. [Google Scholar] [CrossRef]
- Karagöz, İ. An effect of mold surface temperature on final product properties in the injection molding of high-density polyethylene materials. Polym. Bull. 2021, 78, 2627–2644. [Google Scholar] [CrossRef]
- Nikolov, S.; Doghri, I.; Pierard, O.; Zealouk, L.; Goldberg, A. Multi-scale constitutive modeling of the small deformations of semi-crystalline polymers. J. Mech. Phys. Solids 2002, 50, 2275–2302. [Google Scholar] [CrossRef]
- Mansour, S.; Hague, R. Impact of rapid manufacturing on design for manufacture for injection moulding. Proc. Inst. Mech. Eng. Part B 2003, 217, 453–461. [Google Scholar] [CrossRef]
- Hu, Y. Recent progress in field-assisted additive manufacturing: Materials, methodologies, and applications. Mater. Horiz. 2021, 8, 885–911. [Google Scholar] [CrossRef]
- Torrado, A.R.; Shemelya, C.M.; English, J.D.; Lin, Y.; Wicker, R.B.; Roberson, D.A. Characterizing the effect of additives to ABS on the mechanical property anisotropy of specimens fabricated by material extrusion 3D printing. Addit. Manuf. 2015, 6, 16–29. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Hu, Y.; Wang, H. Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling: Effects of process parameters on tensile properties. J. Compos. Mater. 2017, 51, 451–462. [Google Scholar] [CrossRef]
- Schirmeister, C.G.; Hees, T.; Licht, E.H.; Muelhaupt, R. 3D printing of high density polyethylene by fused filament fabrication. Addit. Manuf. 2019, 28, 152–159. [Google Scholar] [CrossRef]
- Spoerk, M.; Arbeiter, F.; Raguž, I.; Weingrill, G.; Fischinger, T.; Traxler, G.; Schuschnigg, S.; Cardon, L.; Holzer, C. Polypropylene filled with glass spheres in extrusion-based additive manufacturing: Effect of filler size and printing chamber temperature. Macromol. Mater. Eng. 2018, 303, 1800179. [Google Scholar] [CrossRef]
- Chinga-Carrasco, G. Potential and limitations of nanocelluloses as components in biocomposite inks for three-dimensional bioprinting and for biomedical devices. Biomacromolecules 2018, 19, 701–711. [Google Scholar] [CrossRef]
- Singh, A.K.; Patil, B.; Hoffmann, N.; Saltonstall, B.; Doddamani, M.; Gupta, N. Additive manufacturing of syntactic foams: Part 1: Development, properties, and recycling potential of filaments. JOM 2018, 70, 303–309. [Google Scholar] [CrossRef]
- Chen, Q.; Boisse, P.; Park, C.H.; Saouab, A.; Bréard, J. Intra/inter-ply shear behaviors of continuous fiber reinforced thermoplastic composites in thermoforming processes. Compos. Struct. 2011, 93, 1692–1703. [Google Scholar] [CrossRef]
- Perrin, F.B.M.N.; Bureau, M.N.; Denault, J.; Dickson, J.I. Mode I interlaminar crack propagation in continuous glass fiber/polypropylene composites: Temperature and molding condition dependence. Compos. Sci. Technol. 2003, 63, 597–607. [Google Scholar] [CrossRef]
- Wang, H.; Hu, Y.; Cong, W.; Hu, Z.; Wang, Y. A novel investigation on horizontal and 3D elliptical ultrasonic vibrations in rotary ultrasonic surface machining of carbon fiber reinforced plastic composites. J. Manuf. Process. 2020, 52, 12–25. [Google Scholar] [CrossRef]
- Alshammari, B.A.; Alsuhybani, M.S.; Almushaikeh, A.M.; Alotaibi, B.M.; Alenad, A.M.; Alqahtani, N.B.; Alharbi, A.G. Comprehensive review of the properties and modifications of carbon fiber-reinforced thermoplastic composites. Polymers 2021, 13, 2474. [Google Scholar] [CrossRef]
- Pandit, P.P.; Liu, C.; Corti, G.; Hu, Y. Fused Deposition Modeling of Carbon Fiber Reinforced High-Density Polyethylene: Effects on Microstructure and Mechanical Properties. In Proceedings of the International Manufacturing Science and Engineering Conference, West Lafayette, IN, USA, 27 June–1 July 2022; Volume 85802, p. V001T01A033. [Google Scholar]
- ASTM D638; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2014. [CrossRef]
- Liang, J.Z.; Yang, Q.Q. Effects of carbon fiber content and size on electric conductive properties of reinforced high density polyethylene composites. Compos. Part B Eng. 2017, 114, 457–466. [Google Scholar] [CrossRef]
- Mitschang, P.; Blinzler, M.; Wöginger, A. Processing technologies for continuous fibre reinforced thermoplastics with novel polymer blends. Compos. Sci. Technol. 2003, 63, 2099–2110. [Google Scholar] [CrossRef]
- Daramola, O.O.; Oladele, I.O.; Adewuyi, B.O.; Sadiku, R.; Agwuncha, S.C. Influence of Submicron Agro Waste Silica Particles and Vinyl Acetate on Mechanical Properties of High Density Polyethylene Matrix Composites. West Indian J. Eng. 2015, 38, 96–107. [Google Scholar]
- Meyers, M.A.; Chawla, K.K. Mechanical Behavior of Materials, 1st ed.; Cambridge University Press: Cambridge, UK, 2008; pp. 1–155. [Google Scholar]
- dos Santos, W.N.; De Sousa, J.A.; Gregorio, R., Jr. Thermal conductivity behaviour of polymers around glass transition and crystalline melting temperatures. Polym. Test. 2013, 32, 987–994. [Google Scholar] [CrossRef]
- Lu, Y.C.; Shinozaki, D.M. Temperature dependent viscoelastic properties of polymers investigated by small-scale dynamic mechanical analysis. Exp. Mech. 2010, 50, 71–77. [Google Scholar] [CrossRef]
- Doddamani, M. Dynamic mechanical analysis of 3D printed eco-friendly lightweight composite. Compos. Commun. 2020, 19, 177–181. [Google Scholar] [CrossRef]
- Lin, S.; Anwer, M.A.; Zhou, Y.; Sinha, A.; Carson, L.; Naguib, H.E. Evaluation of the thermal, mechanical and dynamic mechanical characteristics of modified graphite nanoplatelets and graphene oxide high-density polyethylene composites. Compos. Part B Eng. 2018, 132, 61–68. [Google Scholar] [CrossRef]
- Schaller, C. Polymer Chemistry. Available online: https://chem.libretexts.org/Bookshelves/Organic_Chemistry/Book%3A_Polymer_Chemistry_(Schaller)/04%3A_Polymer_Properties/4.08%3A_Storage_and_Loss_Modulus (accessed on 29 October 2022).
- Adak, N.C.; Chhetri, S.; Kim, N.H.; Murmu, N.C.; Samanta, P.; Kuila, T. Static and dynamic mechanical properties of graphene oxide-incorporated woven carbon fiber/epoxy composite. J. Mater. Eng. Perform. 2018, 27, 1138–1147. [Google Scholar] [CrossRef]
- Khan, S.M.; Gull, N.; Munawar, M.A.; Zia, S.; Anjum, F.; Iqbal, M.S.; Shafiq, M.; Islam, A.; Awais, S.M.; Butt, M.A.; et al. Polyphenylene sulphide/carbon fiber composites: Study on their thermal, mechanical and microscopic properties. Iran. Polym. J. 2016, 25, 475–485. [Google Scholar] [CrossRef]
- Zhao, L.; Song, P.A.; Cao, Z.; Fang, Z.; Guo, Z. Thermal stability and rheological behaviors of high-density polyethylene/fullerene nanocomposites. J. Nanomater. 2012, 2012, 340962. [Google Scholar] [CrossRef]
- Wu, X.; Liao, Y.; Meng, G.; Tang, L.; Zhou, Z.; Li, Q.; Huang, W. SiO2/carbon fiber-reinforced polypropylene–thermoplastic polyurethane composites: Electrical conductivity and mechanical and thermal properties. Iran. Polym. J. 2019, 28, 527–537. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Units | Values/Ranges |
|---|---|---|
| Fiber length | μm | 50~200 |
| Average fiber diameter | µm | 7.2 |
| Density | g/cc | 1.75 |
| Linear resistivity | Ω/cm | 0.069 |
| Electrical resistivity | Ω/cm | 0.0014 |
| Carbon content | % | 99 |
| Input Variables | Units | Values |
|---|---|---|
| Initial layer flow rate | % | 100 |
| Initial layer thickness | mm | 0.25 |
| Flow rate | % | 100 |
| Layer thickness | mm | 0.2 |
| Infill density | % | 90 |
| Scanning speed | mm/s | 20 |
| Build platform temperature | °C | 120 |
| Nozzle temperature | °C | 260 |
| UTS (MPa) | Young’s Modulus (MPa) | Percentage Elongation (%) | Toughness (MJ/mm3) | |
|---|---|---|---|---|
| HDPE | 5.33 ± 0.12 | 95 ± 5 | 150 ± 10 | 7.18 ± 0.30 |
| 2 wt.% CF + HDPE | 6.61 ± 0.24 | 145 ± 5 | 102 ± 6 | 5.89 ± 0.26 |
| 6 wt.% CF + HDPE | 9.03 ± 0.31 | 180 ± 5 | 97 ± 5 | 7.72 ± 0.28 |
| 10 wt.% CF + HDPE | 9.23 ± 0.28 | 220 ± 5 | 89 ± 5 | 7.13 ± 0.18 |
| 14 wt.% CF + HDPE | 8.97 ± 0.35 | 310 ± 5 | 62 ± 3 | 4.68 ± 0.13 |
| Storage Modulus (MPa) | Loss Modulus (MPa) | Loss Tangent Range | |
|---|---|---|---|
| HDPE | 149.36 | 25.81 | 0.124~0.259 |
| 2 wt.% CF + HDPE | 157.10 | 28.58 | 0.083~0.256 |
| 6 wt.% CF + HDPE | 183.03 | 28.96 | 0.114~0.247 |
| 10 wt.% CF + HDPE | 207.85 | 31.97 | 0.135~0.272 |
| 14 wt.% CF + HDPE | 313.36 | 46.72 | 0.125~0.273 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pandit, P.P.; Liu, C.; Iacono, S.; Corti, G.; Hu, Y. Microstructural Characterization and Property of Carbon Fiber Reinforced High-Density Polyethylene Composites Fabricated by Fused Deposition Modeling. Materials 2023, 16, 180. https://doi.org/10.3390/ma16010180
Pandit PP, Liu C, Iacono S, Corti G, Hu Y. Microstructural Characterization and Property of Carbon Fiber Reinforced High-Density Polyethylene Composites Fabricated by Fused Deposition Modeling. Materials. 2023; 16(1):180. https://doi.org/10.3390/ma16010180
Chicago/Turabian StylePandit, Partha Pratim, Chang Liu, Scott Iacono, Giancarlo Corti, and Yingbin Hu. 2023. "Microstructural Characterization and Property of Carbon Fiber Reinforced High-Density Polyethylene Composites Fabricated by Fused Deposition Modeling" Materials 16, no. 1: 180. https://doi.org/10.3390/ma16010180
APA StylePandit, P. P., Liu, C., Iacono, S., Corti, G., & Hu, Y. (2023). Microstructural Characterization and Property of Carbon Fiber Reinforced High-Density Polyethylene Composites Fabricated by Fused Deposition Modeling. Materials, 16(1), 180. https://doi.org/10.3390/ma16010180