
Mixtures of Lubricants and Ecological Refrigerants under Starved Lubrication Conditions


Abstract
1. Introduction
- Identifying the influence of the refrigerant on the lubricating properties of oil–refrigerant mixtures in starved lubrication conditions (very small amount of oil in a friction pair),
- A comparative assessment of the lubricating properties of oil–refrigerant mixtures in starved lubrication conditions for groups of oils that are substitutes (operational alternatives) compatible with a given refrigerant.
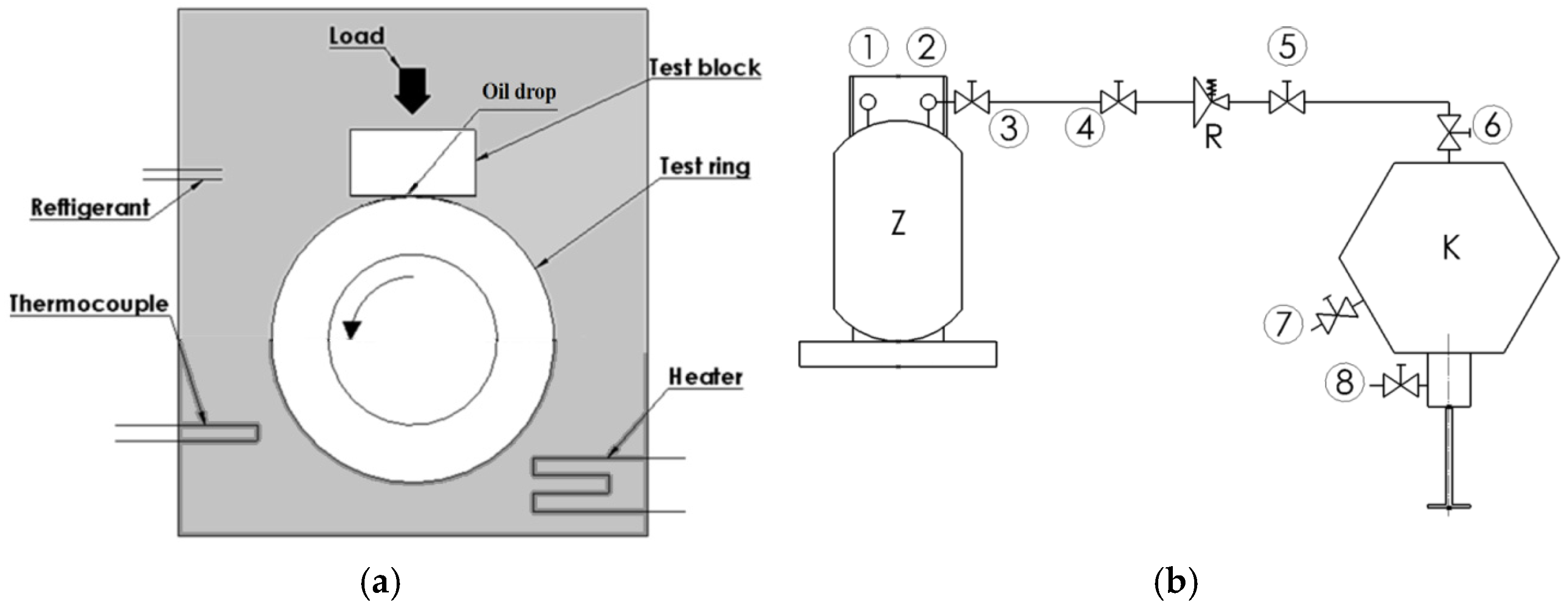
2. Materials and Methods
- -
- Refrigerant pressure in the test chamber (ps),
- -
- Tribological test duration time (τt),
- -
- Oil–refrigerant mixture formation time (τm).
3. Results
3.1. Wear Test Duration Time
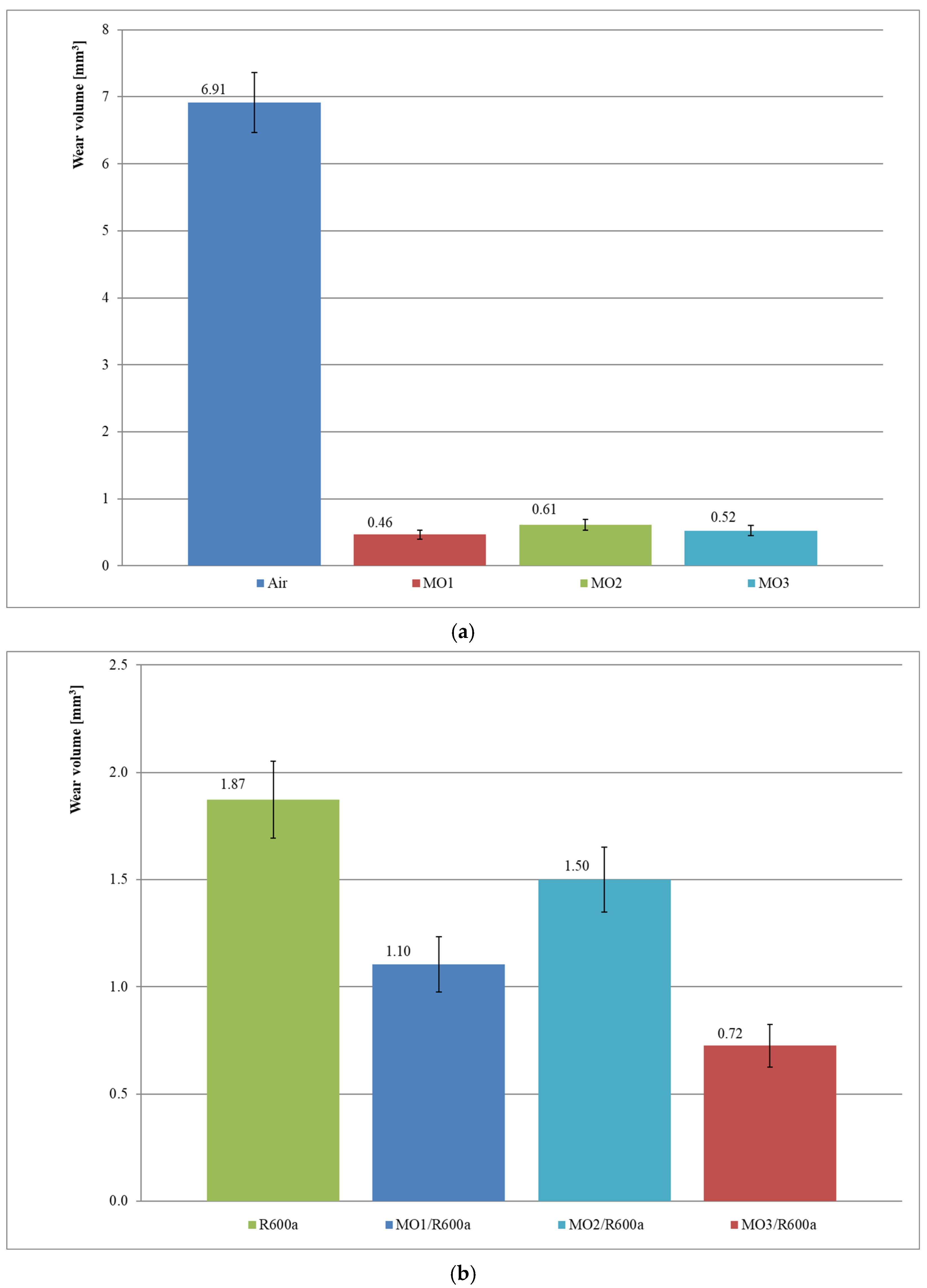
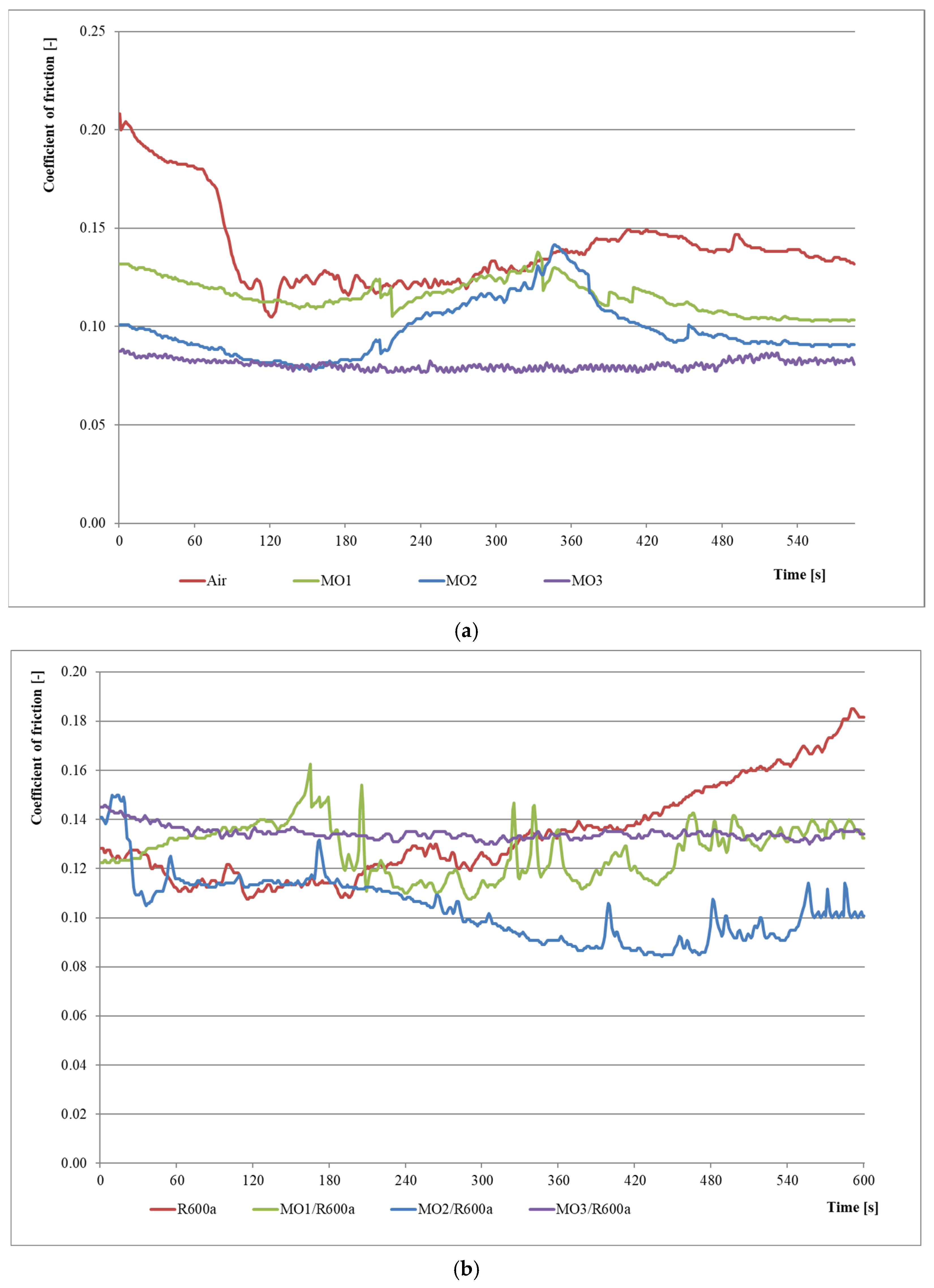
3.2. Lubricating Properties of MO/R600a Mixture
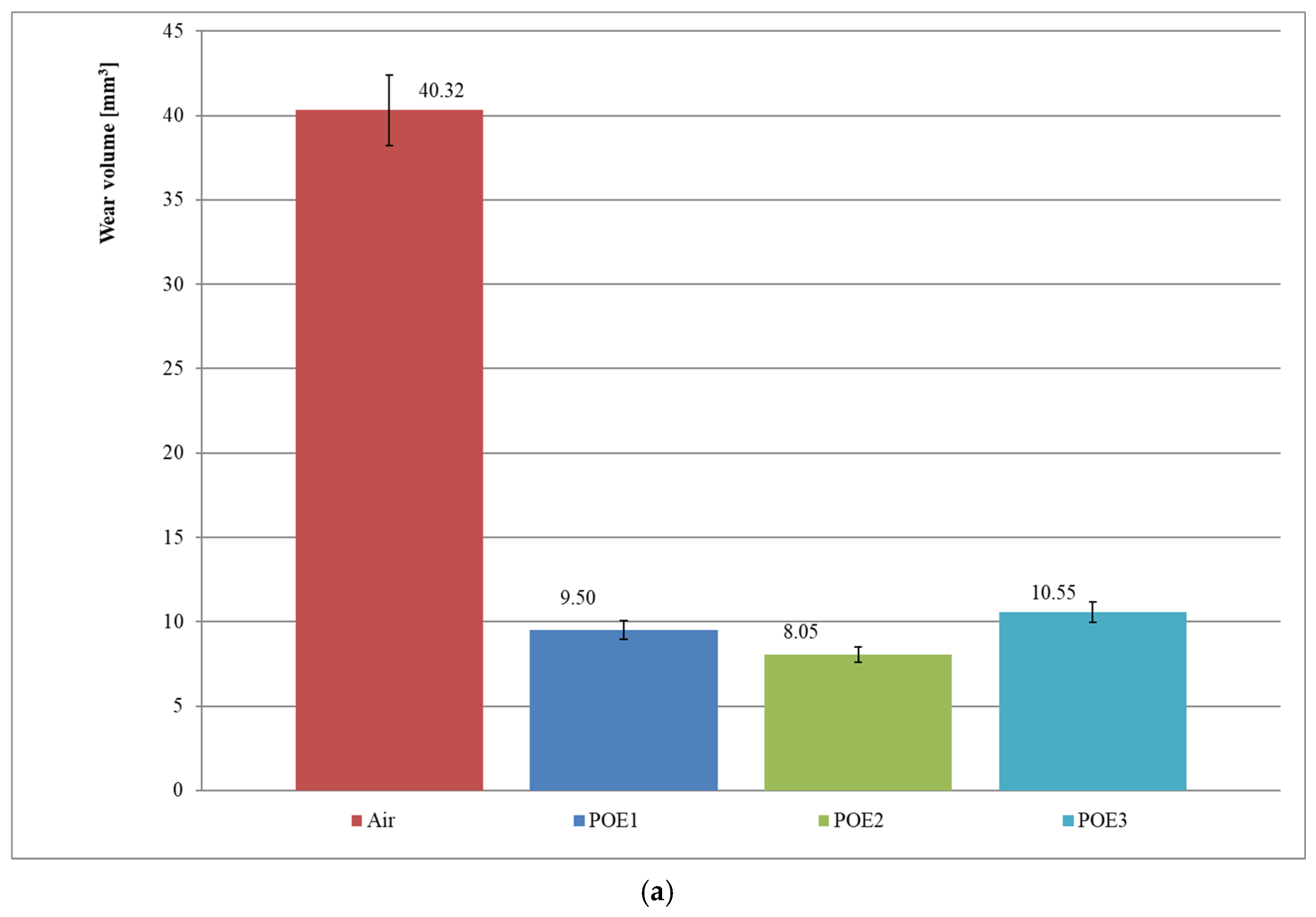
3.3. Lubricating Properties of POE/R404A and POE/R452A Mixtures
4. Discussion
- -
- 140% for MO1 oil (series 2 and 6 compared),
- -
- 146% for MO2 oil (series 3 and 7 compared),
- -
- 38% for MO3 oil (series 4 and 8 compared).
- In a mixture with R452A:
- -
- 42% for POE1 oil (series 10 and 14 compared),
- -
- 76% for POE2 oil (series 11 and 15 compared),
- -
- 62% for POE3 oil (series 12 and 16 compared),
- In a mixture with R404A
- -
- 71% for POE1 oil (series 10 and 18 compared),
- -
- 122% for POE2 oil (series 11 and 19 compared),
- -
- 41% for POE3 oil (series 12 and 20 compared).
5. Conclusions
- The results show that even a small amount of compressor oil in the node’s contact area clearly changes the nature of the interactions; it lowers the coefficient of friction and reduces wear. Unfortunately, the presence of refrigerant significantly deteriorates the lubricating properties of oil (decrease of 40–120%). This change is caused by the formation of an oil–refrigerant mixture. The obtained mixture has a lower viscosity than oil.
- Among oils, that are an alternative for use with particular refrigerants, the significant differentiation of lubricating properties of oil–refrigerant mixtures was shown. For the studied oils, it was found that the ranking of the lubricating properties of oils differs from the ranking of the lubricating properties of oil—refrigerant mixtures. In all the analyzed cases, the leader of this ranking also changes (Table 6).
- In order to evaluate and properly select compressor oils for refrigerant, the lubricating properties should be tested in a mixture with the refrigerant under conditions similar to actual operation. Such an evaluation of lubricating properties is made possible by the author’s method of testing the wear of the block-on-ring friction node. The obtained rankings of lubricating properties for oils (due to the wear volume) can provide good guidelines for the proper selection of a lubricant for refrigeration compressors (especially for new, environmentally friendly refrigerants, such as R452A).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Abas, N.; Kalair, A.R.; Khan, N.; Haider, A.; Saleem, Z.; Saleem, M.S. Natural and synthetic refrigerants, global warming: A review. Renew. Sustain. Energy Rev. 2018, 90, 557–569. [Google Scholar] [CrossRef]
- Calm, J.M. The next generation of refrigerants—Historical review, considerations, and outlook. Int. J. Refrig. 2008, 31, 1123–1133. [Google Scholar] [CrossRef]
- Bogdanovská, G.; Molnár, V.; Fedorko, G. Failure analysis of condensing units for refrigerators with refrigerant R134a, R404A. Int. J. Refrig. 2018, 100, 208–219. [Google Scholar] [CrossRef]
- Bhutta, M.; Khan, Z.; Garland, N.; Ghafoor, A. A Historical Review on the Tribological Performance of Refrigerants used in Compressors. Tribol. Ind. 2018, 40, 19–51. [Google Scholar] [CrossRef]
- Stachowiak, G.; Batchelor, A.W. Engineering Tribology, 4th ed.; Elsevier: Burlington, NJ, USA, 2013. [Google Scholar]
- Bhutta, M.U.; Khan, Z.A.; Garland, N. Wear Performance Analysis of Ni–Al2O3 Nanocomposite Coatings under Nonconventional Lubrication. Materials 2018, 12, 36. [Google Scholar] [CrossRef]
- Davim, J.P. Tribology for Engineers A Practical Guide, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Davim, J.P. Progress in Green Tribology: Green and Conventional Techniques; De Gruyter: Berlin, Germany, 2017. [Google Scholar]
- Zhang, Z.; Shao, F.; Liang, Y.; Lin, P.; Tong, X.; Ren, L. Wear Behavior of Medium Carbon Steel with Biomimetic Surface Under Starved Lubricated Conditions. J. Mater. Eng. Perform. 2017, 26, 3420–3430. [Google Scholar] [CrossRef]
- Macián, V.; Tormos, B.; Bermúdez, V.; Bastidas, S. Development of a floating liner test rig and lubrication model for the study of the piston compression ring friction force under fully flooded and starved lubrication. Tribol. Int. 2021, 160, 107034. [Google Scholar] [CrossRef]
- Akram, M.W.; Polychronopoulou, K.; Polycarpou, A.A. Lubricity of environmentally friendly HFO-1234yf refrigerant. Tribol. Int. 2013, 57, 92–100. [Google Scholar] [CrossRef]
- Akram, M.W.; Polychronopoulou, K.; Polycarpou, A.A. Tribological performance comparing different refrigerant–lubricant systems: The case of environmentally friendly HFO-1234yf refrigerant. Tribol. Int. 2014, 78, 176–186. [Google Scholar] [CrossRef]
- Birol, Y.; Birol, F. Sliding wear behaviour of thixoformed AlSiCuFe alloys. Wear 2008, 265, 1902–1908. [Google Scholar] [CrossRef]
- De Mello, J.; Binder, R.; Demas, N.; Polycarpou, A. Effect of the actual environment present in hermetic compressors on the tribological behaviour of a Si-rich multifunctional DLC coating. Wear 2009, 267, 907–915. [Google Scholar] [CrossRef]
- Garland, N.P.; Hadfield, M. Retracted: Tribological analysis of hydrocarbon refrigerants applied to the hermetic compressor. Tribol. Int. 2005, 38, 732–739. [Google Scholar] [CrossRef]
- Garland, N.; Hadfield, M. Environmental implications of hydrocarbon refrigerants applied to the hermetic compressor. Mater. Des. 2005, 26, 578–586. [Google Scholar] [CrossRef]
- Hong-Gyu, J.; Se-Doo, O.; Young-Ze, L. Friction and wear of the lubricated vane and roller materials in a carbon dioxide re-frigerant. Wear 2009, 267, 1252–1256. [Google Scholar]
- Mizuhara, K.; Akei, M.; Matsuzaki, T. The friction and wear behaviour in controlled alternative refrigerant atmosphere. Tribol. Trans. 1994, 37, 120–128. [Google Scholar] [CrossRef]
- Na, B.C.; Chun, K.J.; Han, D.-C. A tribological study of refrigeration oils under HFC-134a environment. Tribol. Int. 1997, 30, 707–716. [Google Scholar] [CrossRef]
- Sariibrahimoglu, K.; Kizil, H.; Aksit, M.F.; Efeoglu, I.; Kerpicci, H. Effect of R600a on tribological behavior of sintered steel under starved lubrication. Tribol. Int. 2010, 43, 1054–1058. [Google Scholar] [CrossRef]
- Sheiretov, T.; Van Glabbeek, W.; Cusano, C. Simulative friction and wear study of retrofitted swash plate and rolling piston compressors. Int. J. Refrig. 1995, 18, 330–335. [Google Scholar] [CrossRef][Green Version]
- Suha, A.Y.; Patel, J.J.; Polycarpou, A.A.; Conry, T.F. Scuffing of cast iron and Al390-T6 materials used in compressor applica-tions. Wear 2006, 260, 735–744. [Google Scholar] [CrossRef]
- Tanaka, M.; Matsuura, H.; Taira, S.; Nakai, A. Selection of a refrigeration oil for R32 refrigerant and evaluation of the com-pressor reliability. In Proceedings of the International Compressor Engineering Conference 2014, West Lafayette, IN, USA, 24–28 May 2021; pp. 1–10. [Google Scholar]
- Yoon, H.; Sheiretov, T.; Cusano, C. Tribological evaluation of various aluminum alloys in lubricant/refrigerant mixtures. In Proceedings of the International Compressor Engineering Conference 1996, West Lafayette, IN, USA, 23–26 July 1996. [Google Scholar]
- Chen, Z.; Wu, J.; Li, G. Experimental study on the tribological characteristic of vane–roller interface of HC290 rotary compressor with mineral oil. Int. J. Refrig. 2018, 94, 205–213. [Google Scholar] [CrossRef]
- Matsumoto, T.; Kaneko, M.; Kawaguchi, Y. Evaluations of PVE Lubricants for Refrigeration and Air Conditioning system with the Low GWP Refrigerants. IOP Conf. Ser. Mater. Sci. Eng. 2017, 232, 012091. [Google Scholar] [CrossRef]
- Bhutta, M.U.; Khan, Z.A. Wear and friction performance evaluation of nickel based nanocomposite coatings under refrigerant lubrication. Tribol. Int. 2020, 148, 106312. [Google Scholar] [CrossRef]
- Górny, K.; Stachowiak, A.; Tyczewski, P.; Zwierzycki, W. Evaluation of lubricating properties of mixtures of mineral oils with refrigerant R600a. Tribologia 2016, 267, 99–107. [Google Scholar] [CrossRef]
- Górny, K.; Tyczewski, P.; Zwierzycki, W. Description of the experimental method and procedure of model wear test of re-frigeration compressors’ parts. Solid State Phenom. 2014, 225, 85–92. [Google Scholar] [CrossRef]
- Górny, K.; Stachowiak, A.; Tyczewski, P.; Zwierzycki, W. Lubricity evaluation of oil–refrigerant mixtures with R134a and R290. Int. J. Refrig. 2016, 69, 261–271. [Google Scholar] [CrossRef]
- Górny, K.; Stachowiak, A.; Tyczewski, P.; Zwierzycki, W. Research Idea and Methodology for Determining Test Parameters for the Lubricity Evaluation of Oil/Refrigerant Mixtures. Tribologia 2016, 267, 87–97. [Google Scholar] [CrossRef]
- Górny, K.; Stachowiak, A.; Tyczewski, P.; Zwierzycki, W. Effect of flushing fluid addition on lubricity of refrigerant compressor oils. Tribologia 2017, 2, 59–66. [Google Scholar]
- Mishra, S.P.; Polycarpou, A.A. Tribological studies of unpolished laser surface textures under starved lubrication conditions for use in air-conditioning and refrigeration compressors. Tribol. Int. 2011, 44, 1890–1901. [Google Scholar] [CrossRef]
- Bai, L.; Meng, Y.; Khan, Z.A.; Zhang, V. The Synergetic Effects of Surface Texturing and MoDDP Additive Applied to Ball-on-Disk Friction Subject to Both Flooded and Starved Lubrication Conditions. Tribol. Lett. 2017, 65, 163. [Google Scholar] [CrossRef]
- Akram, M.W.; Polychronopoulou, K.; Seeton, C.; Polycarpou, A.A. Tribological performance of environmentally friendly refrigerant HFO-1234 yf under starved lubricated conditions. Wear 2013, 304, 191–201. [Google Scholar] [CrossRef]
- Zeng, F.; Liu, Y.; Shao, F.; Li, X.; Yu, Z.; Guo, Y.; Wan, Z.; Lu, L.; Zhang, Z. Wear Behavior of Medium-Carbon Steel with Different Laser-Textured Densities under Starved Lubrication. Coatings 2020, 10, 1225. [Google Scholar] [CrossRef]
- Saeidi, F.; Parlinska-Wojtan, M.; Hoffmann, P.; Wasmer, K. Effects of laser surface texturing on the wear and failure mechanism of grey cast iron reciprocating against steel under starved lubrication conditions. Wear 2017, 386–387, 29–38. [Google Scholar] [CrossRef]
- Akram, M.W.; Polycarpou, A.A. Wear Mechanisms of Gray Cast Iron in the Presence of Environmentally Friendly Hydro-fluoroolefin-Based Refrigerant and the Effect of Tribofilm Formation. J. Tribol. 2015, 137, 041602. [Google Scholar] [CrossRef]
- Hu, X.; Zhang, Z.; Yao, Y.; Wang, Q. Non-azeotropic refrigerant charge optimization for cold storage unit based on year-round performance evaluation. Appl. Therm. Eng. 2018, 139, 395–401. [Google Scholar] [CrossRef]
- Bortolini, M.; Gamberi, M.; Gamberini, R.; Graziani, A.; Lolli, F.; Regattieri, A. Retrofitting of R404a commercial refrigeration systems using R410a and R407f refrigerants. Int. J. Refrig. 2015, 55, 142–152. [Google Scholar] [CrossRef]
- Heredia-Aricapa, Y.; Belman-Flores, J.; Mota-Babiloni, A.; Serrano-Arellano, J.; García-Pabón, J.J. Overview of low GWP mixtures for the replacement of HFC refrigerants: R134a, R404A and R410A. Int. J. Refrig. 2019, 111, 113–123. [Google Scholar] [CrossRef]
- Mendoza-Miranda, J.M.; Mota-Babiloni, A.; Navarro-Esbrí, J. Evaluation of R448A and R450A as low-GWP alternatives for R404A and R134a using a micro-fin tube evaporator model. Appl. Therm. Eng. 2016, 98, 330–339. [Google Scholar] [CrossRef]
- Mota-Babiloni, A.; Makhnatch, P.; Khodabandeh, R. Recent investigations in HFCs substitution with lower GWP synthetic alternatives: Focus on energetic performance and environmental impact. Int. J. Refrig. 2017, 82, 288–301. [Google Scholar] [CrossRef]
- Makhnatch, P.; Mota-Babiloni, A.; Rogstam, J.; Khodabandeh, R. Retrofit of lower GWP alternative R449A into an existing R404A indirect supermarket refrigeration system. Int. J. Refrig. 2017, 76, 184–192. [Google Scholar] [CrossRef]
- Devecioglu, ·A.G.; Oruç, V. Experimental comparison of R404A and R452A in refrigeration systems. Sci. Technol. Built Environ. 2021, 27, 61–69. [Google Scholar] [CrossRef]
- Li, G. Comprehensive investigation of transport refrigeration life cycle climate performance. Sustain. Energy Technol. Assess. 2017, 21, 33–49. [Google Scholar] [CrossRef]
- Saleem, A.; Kim, M.-H. Miscibility analysis of polyol-ester based oil SW32 with R404A and low-GWP refrigerant R452A. Int. J. Refrig. 2021, 129, 22–31. [Google Scholar] [CrossRef]
- Altinkaynak, M. Exergetic performance analysis of low GWP alternative refrigerants for R404A in a refrigeration system. Int. J. Low-Carbon Technol. 2021, 16, 842–850. [Google Scholar] [CrossRef]
- Górny, K.; Stachowiak, A.; Tyczewski, P.; Zwierzycki, W. Lubricity of selected oils in mixtures with the refrigerants R452A, R404A, and R600a. Tribol. Int. 2018, 134, 50–59. [Google Scholar] [CrossRef]
- Halon, T.; Gil, B.; Zajaczkowski, B. Comparative investigation of low-GWP binary and ternary blends as potential replacements of HFC refrigerants for air conditioning systems. Appl. Therm. Eng. 2022, 210, 118354. [Google Scholar] [CrossRef]
- Sawczuk, W.; Ulbrich, D.; Kowalczyk, J.; Merkisz-Guranowska, A. Evaluation of Wear of Disc Brake Friction Linings and the Variability of the Friction Coefficient on the Basis of Vibroacoustic Signals. Sensors 2021, 21, 5927. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oil Type | Property | ||||
|---|---|---|---|---|---|
| Kinematic Viscosity [mm2 s−1] | Density at 15 °C [kg m−3] | Flash Point [°C] | Pour Point [°C] | ||
| 40 °C | 100 °C | ||||
| MO1 | 32 | 4.8 | 889 | 185 | −45 |
| MO2 | 29.5 | 4.31 | 909 | 178 | −40 |
| MO3 | 32 | 4.4 | 910 | 190 | −42 |
| POE1 | 32 | 6.0 | 981 | 250 | −54 |
| POE2 | 31.2 | 6.0 | 1006 | 243 | −48 |
| POE3 | 32 | 6.1 | 1007 | 240 | −48 |
| Property | Refrigerant | ||
|---|---|---|---|
| R600a | R404A | R452A | |
| Composition | C4H10 | R125/R143/R134A | R125/R32/R1234yf |
| Mass percentage | 100 | 44/52/4 | 59/11/30 |
| Boiling point (°C) at 1 kPa | −0.5 | −46.6 | −47.2 |
| Critical pressure (kPa) | 3796 | 3728 | 4014 |
| Critical temperature (°C) | 151.98 | 72.1 | 75.05 |
| Density at 25 °C [kg m−3] | 551 | 1048 | 1125,5 |
| ODP | 0 | 0 | 0 |
| GWP | 3 | 3943 | 1945 |
| Class | A3 | A1 | A1 |
| Lubricant type | MO | POE | POE |
| Evaporator pressure (kPa) | 80.20 | 183.30 | 701.90 |
| Condenser pressure (kPa) | 535.40 | 2197.50 | 2903.70 |
| Selection Order | Parameter | Substance | Selection Procedure | |||||
|---|---|---|---|---|---|---|---|---|
| Pressure in Chamber (ps) | Wear Tests Duration Time (τt) | Mixture Production Time (τm) | Refrigerant | Oil | Oil–Refrigerant Mixture | Data | Criterion | |
| 1 | Selection | X | Lg p-h chart | Saturation pressure in room temperature | ||||
| 2 | Constant—selected in step 1 (air) | Selection | X | Results of wear volume after different tests duration time (τt) | Wear bigger than 0.5 mm3 | |||
| 3 | Constant—selected in step 1 (refrigerant) | Constant—selected in step 2 | Selection | X | Results of wear volume after different mixture production time (τm) | Wear volume stabilizes | ||
| Parameter | Unit | MO/R600a | POE/R404A | POE/R452A |
|---|---|---|---|---|
| Sliding velocity | [m/s] | 0.5 | 0.5 | 0.5 |
| Friction node load | [N] | 120 | 120 | 120 |
| Amount of lubricant | mg | 30 (1 drop) | 30 (1 drop) | 30 (1 drop) |
| Way of oil—refrigerant mixture preparation | - | Without limiting supply of refrigerant | Without limiting supply of refrigerant | Without limiting supply of refrigerant |
| Refrigerant pressure ps | MPa | 0.21 | 1.10 | 1.20 |
| Wear tests duration time τt | [min] | 10 | 20 | 20 |
| Oil—refrigerant mixture formation time τm | [min] | 1200 | 40 | 40 |
| Series Number | Lubricant |
|---|---|
| 1 | Air (τt = 10 min) |
| 2 | MO1 |
| 3 | MO2 |
| 4 | MO3 |
| 5 | R600a |
| 6 | MO1/R600a |
| 7 | MO2/R600a |
| 8 | MO3/R600a |
| 9 | Air (τt = 20 min) |
| 10 | POE1 |
| 11 | POE2 |
| 12 | POE3 |
| 13 | R452A |
| 14 | POE1/R452A |
| 15 | POE2/R452A |
| 16 | POE3/R452A |
| 17 | R404A |
| 18 | POE1/R404A |
| 19 | POE2/R404A |
| 20 | POE3/R404A |
| Lubricant | Rankings of Lubricating Properties | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| MO | MO1 | MO3 | MO2 |
| MO/R600a | MO3 | MO1 | MO2 |
| POE | POE2 | POE1 | POE3 |
| POE/R404A | POE3 | POE1 | POE2 |
| POE/R452A | POE1 | POE2 | POE3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Górny, K.; Stachowiak, A.; Tyczewski, P.; Zwierzycki, W. Mixtures of Lubricants and Ecological Refrigerants under Starved Lubrication Conditions. Materials 2022, 15, 7747. https://doi.org/10.3390/ma15217747
Górny K, Stachowiak A, Tyczewski P, Zwierzycki W. Mixtures of Lubricants and Ecological Refrigerants under Starved Lubrication Conditions. Materials. 2022; 15(21):7747. https://doi.org/10.3390/ma15217747
Chicago/Turabian StyleGórny, Kasper, Arkadiusz Stachowiak, Przemysław Tyczewski, and Wiesław Zwierzycki. 2022. "Mixtures of Lubricants and Ecological Refrigerants under Starved Lubrication Conditions" Materials 15, no. 21: 7747. https://doi.org/10.3390/ma15217747
APA StyleGórny, K., Stachowiak, A., Tyczewski, P., & Zwierzycki, W. (2022). Mixtures of Lubricants and Ecological Refrigerants under Starved Lubrication Conditions. Materials, 15(21), 7747. https://doi.org/10.3390/ma15217747