
Effect of Polyphenylene Sulphide Particles and Films on the Properties of Polyphenylene Sulphide Composites

 ,
, 

Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Experimental Details
2.2.1. Glass Fibre Plain Fabric Treatment
2.2.2. PPS Treatment
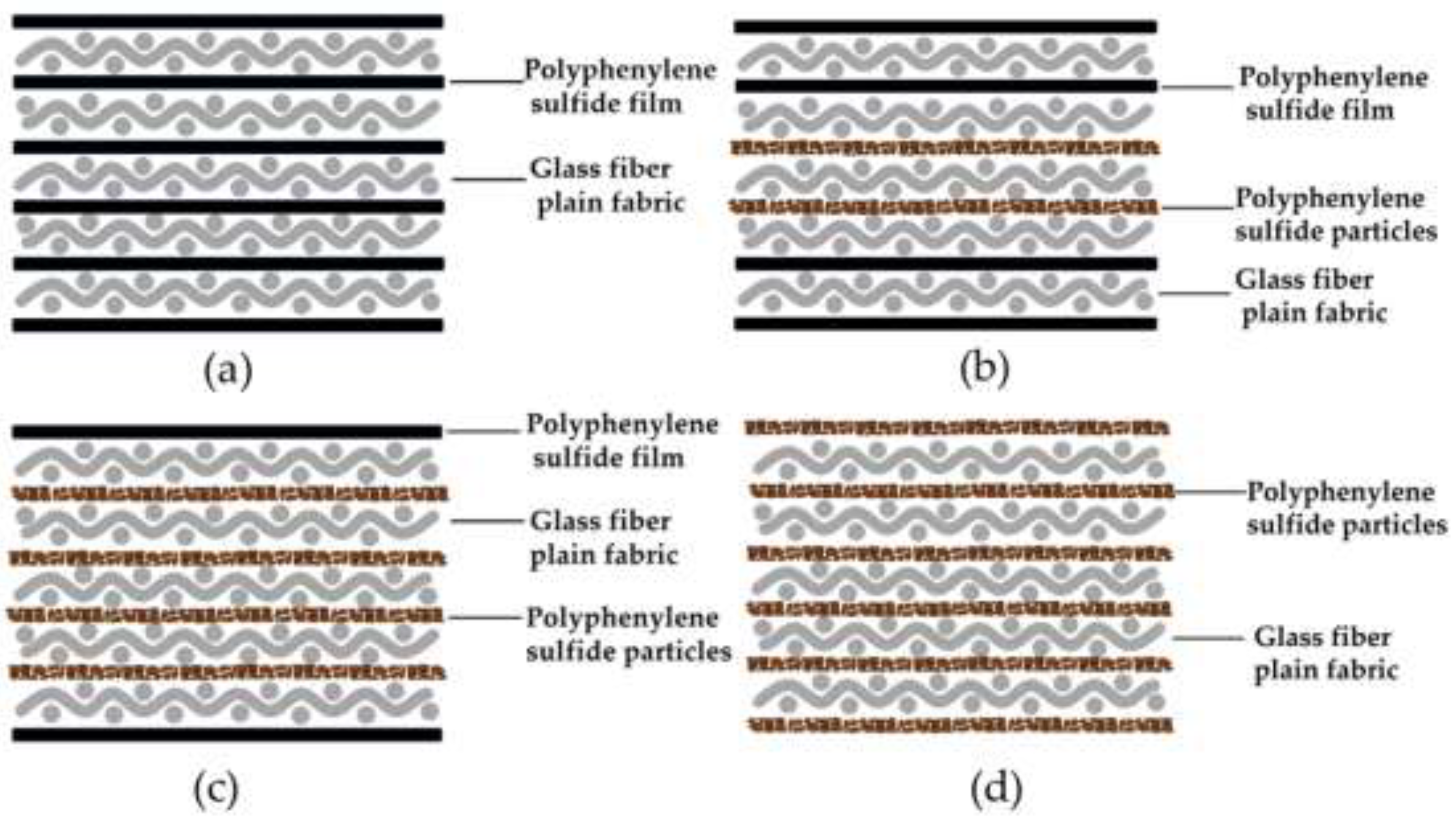
2.2.3. Preparation of Glass Fibre-Reinforced PPS Composites
2.3. Testing and Characterization
2.3.1. Infrared Spectrum Test
2.3.2. Dynamic Mechanical Analysis
2.3.3. Bending Performance Test
2.3.4. Impact Performance Test
2.3.5. Standard Score Calculation
2.3.6. Morphology Observation
3. Results and Discussion
3.1. Infrared Spectrum Analysis
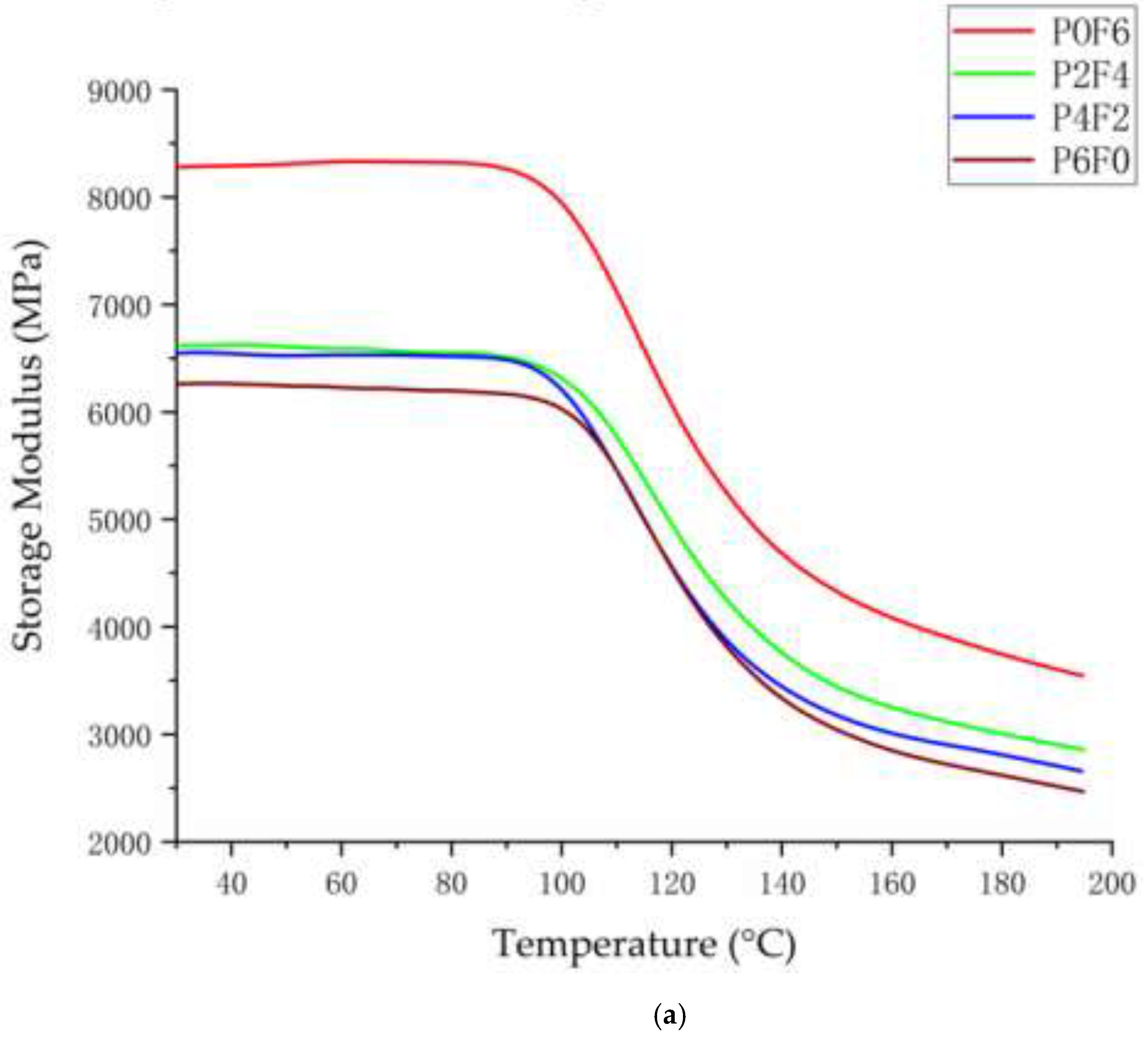
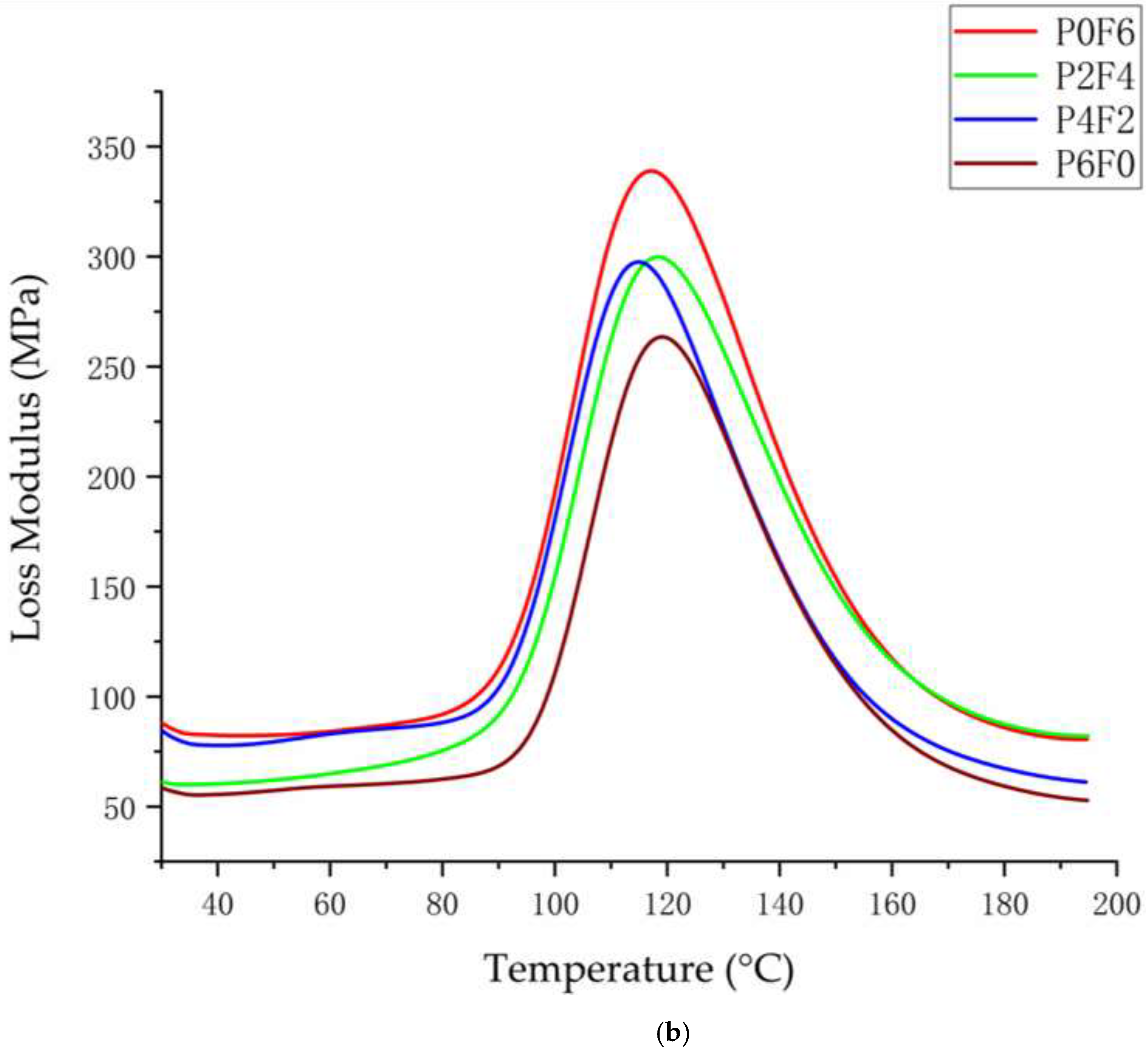
3.2. Effect of Polyphenylene Sulfide Morphology on Dynamic Mechanical Properties of Composites
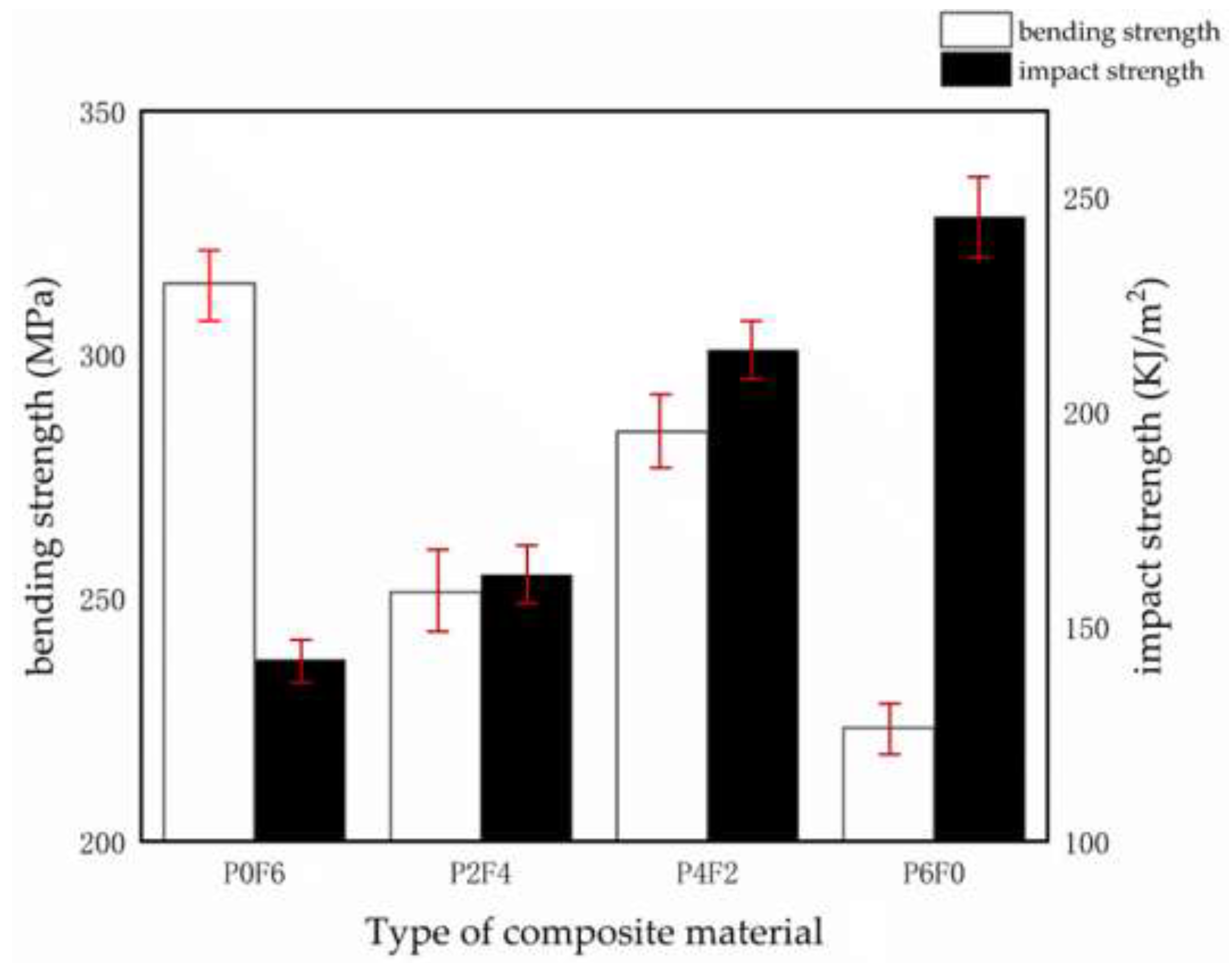
3.3. Effect of Polyphenylene Sulfide form on Mechanical Properties of Composites
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pudi, A.; Rezaei, M.; Signorini, V.; Andersson, M.P.; Baschetti, M.G.; Mansouri, S.S. Hydrogen sulphide capture and removal technologies: A comprehensive review of recent developments and emerging trends. Sep. Purif. Technol. 2022, 298, 121448. [Google Scholar] [CrossRef]
- Miah, M.S.; Yu, J.; Yang, Y.; Memon, H.; Rashid, M.A. Durability and notch sensitivity analysis of environmental ageing induced glass fibre mat and kenaf fibre mat-reinforced composites. J. Ind. Text. 2021, 51, 24–47. [Google Scholar] [CrossRef]
- Bowman, S.; Jiang, Q.; Memon, H.; Qiu, Y.; Liu, W.; Wei, Y. Effects of styrene-acrylic sizing on the mechanical properties of carbon fiber thermoplastic towpregs and their composites. Molecules 2018, 23, 547. [Google Scholar] [CrossRef] [PubMed]
- Won, J.S.; Kwon, M.; Lee, J.E.; Lee, J.M.; Kwak, T.J.; Lee, S.G. Polyphenylene sulphide-modified carbon fibre reinforced high-strength composites via electrophoretic deposition. J. Sci.-Adv. Mater. Dev. 2022, 7, 100456. [Google Scholar] [CrossRef]
- Hassan, E.A.; Elagib, T.H.; Memon, H.; Yu, M.; Zhu, S. Surface modification of carbon fibers by grafting peek-nh2 for improving interfacial adhesion with polyetheretherketone. Materials 2019, 12, 778. [Google Scholar] [CrossRef]
- Zhong, X.Y.; Zhang, D.J.; Bao, J.W.; Li, W.D. Influence of Content of Toughening Thermoplastic on Mode- I Interlaminar Fracture Toughness of Epoxy Composite Reinforced by CCF800H Carbon Fiber. Cailiao Gongcheng 2017, 45, 55–61. [Google Scholar] [CrossRef]
- Bodaghi, M.; Park, C.H.; Krawczak, P. Reactive Processing of Acrylic-Based Thermoplastic Composites: A Mini-Review. Front Mater Front. Mater. 2022, 9, 931338. [Google Scholar] [CrossRef]
- Montagna, L.S.; de Melo Morgado, G.F.; Lemes, A.P.; Passador, F.R.; Rezende, M.C. Recycling of carbon fibre-reinforced thermoplastic and thermoset composites: A review. J. Thermoplast. Compos. Mater. 2022. [Google Scholar] [CrossRef]
- Valente, M.; Rossitti, I.; Biblioteca, I.; Sambucci, M. Thermoplastic Composite Materials Approach for More Circular Components: From Monomer to In Situ Polymerization, a Review. J. Compos. Sci. 2022, 6, 132. [Google Scholar] [CrossRef]
- Zhang, R.C.; Lu, A.; Xu, Y.; Min, M.; Xia, J.Q.; Zhou, J.H.; Huang, Y.G.; Li, Z.M. Equilibrium melting temperature and spherulitic growth rate of poly(phenylene sulphide). Eur. Polym. J. 2009, 45, 2867–2872. [Google Scholar] [CrossRef]
- Boborodeal, A.; Brookes, A. Characterization of Polyphenylene Sulfide Using Gel Permeation Chromatography with Triple Detection. Int. J. Polym. Anal. Charact. 2015, 20, 172–179. [Google Scholar] [CrossRef]
- Kruppke, I.; Bartusch, M.; Hickmann, R.; Hund, R.-D.; Cherif, C. Effects of (Oxy-)Fluorination on Various High-Performance Yarns. Molecules 2016, 21, 1127. [Google Scholar] [CrossRef]
- Ivanov, V.B.; Bitt, V.V.; Solina, E.V.; Samoryadov, A.V. Reversible and Irreversible Color Change during Photo and Thermal Degradation of PolyphenyleneSulfide Composite. Polymers 2019, 11, 1579. [Google Scholar] [CrossRef]
- Rahate, A.S.; Nemade, K.R.; Waghuley, S.A. Polyphenylene sulphide (PPS): State of the art and applications. Rev. Chem. Eng. 2013, 29, 471–489. [Google Scholar] [CrossRef]
- Wan, J.; Qin, Y.; Li, S.; Wang, X. Studies on Preparation and characterization of Anti-oxidizing polyphenylene sulphide. In Proceedings of the International Conference on Textile Engineering and Materials (ICTEM 2011), Tianjin, China, 23–25 September 2011; pp. 1045–1048. [Google Scholar]
- Alshammari, B.A.; Alsuhybani, M.S.; Almushaikeh, A.M.; Alotaibi, B.M.; Alenad, A.M.; Alqahtani, N.B.; Alharbi, A.G. Comprehensive Review of the Properties and Modifications of Carbon Fibre-Reinforced Thermoplastic Composites. Polymers 2021, 13, 2474. [Google Scholar] [CrossRef]
- Coban, O.; Kivanc, T.; Bora, M.O.; Ozcan, B.; Sinmazcelik, T.; Fidan, S. Thermal, viscoelastic and mechanical properties’ optimization of polyphenylene sulphide via optimal processing parameters using the Taguchi method. J. Appl. Stat. 2016, 43, 2661–2680. [Google Scholar] [CrossRef]
- Samoryadov, A.V.; Ivanov, V.B.; Kalugina, E.V. Bulk Properties and Application of Glass Fibre-Filled Polyphenylene Sulfides. Russ. J. Gen. Chem. 2021, 91, 2685–2698. [Google Scholar] [CrossRef]
- Grouve, W.J.B.; Akkerman, R. Consolidation process model for film stacking glass/PPS laminates. Plast. Rubber Compos. 2010, 39, 208–215. [Google Scholar] [CrossRef]
- Jamin, T.; Dube, M.; Lebel, L.L. Effect of stamp-forming parameters and bend radius on the mechanical performance of curved beam carbon fibre/polyphenylene sulphide specimens. J. Compos. Mater. 2016, 50, 1213–1225. [Google Scholar] [CrossRef]
- Ma, Y.; Cong, P.; Chen, H.; Huang, T.; Liu, X.; Li, T. Mechanical and Tribological Properties of Self-Reinforced Polyphenylene Sulfide Composites. J. Macromol. Sci. B 2015, 54, 1169–1182. [Google Scholar] [CrossRef]
- Kim, M.T.; Kim, M.H.; Rhee, K.Y.; Park, S.J. Study on an oxygen plasma treatment of a basalt fibre and its effect on the interlaminar fracture property of basalt/epoxy woven composites. Compos. Pt. B Eng. 2011, 42, 499–504. [Google Scholar] [CrossRef]
- Xing, J.; Xu, Z.Z.; Ni, Q.Q.; Ke, H.Z. Preparation and characterization of polyphenylene sulphide/graphene nanoplatelets composite fibres with enhanced oxidation resistance. High Perform. Polym. 2020, 32, 394–405. [Google Scholar] [CrossRef]
- Donescu, D.; Vuluga, Z.; Radovici, C.; Serban, S. Modification of Organosilicate with Silane Coupling Agents for Polymer Nanocomposites. Mater. Plast. 2008, 45, 305–309. [Google Scholar]
- Mukherjee, M.; Nayak, G.; Bose, S.; Das, C.K. Improvement of the Properties of PC/LCP/MWCNT with or without Silane Coupling Agents. Polym.-Plast. Technol. Eng. 2009, 48, 1107–1112. [Google Scholar] [CrossRef]
- Klaisiri, A.; Phumpatrakom, P.; Thamrongananskul, N. Chemical Surface Modification Methods of Resin Composite Repaired with Resin-Modified Glass-Ionomer Cement. Eur. J. Dent. 2022. [Google Scholar] [CrossRef]
- Ling, D.; Huang, J.; Jin, X.; Tian, W.; Zhu, C. Effect of silane coupling agent modification on properties of glass fibre fabric reinfor-ced polyphenylene sulphide composites. J. Text. Res. 2022, 43, 68–73. [Google Scholar] [CrossRef]
- Nara, S.; Oyama, H.T. Effects of partial miscibility on the structure and properties of novel high performance blends composed of poly(p-phenylene sulphide) and poly(phenylsulfone). Polym. J. 2014, 46, 568–575. [Google Scholar] [CrossRef]
- Cho, M.H.; Bahadur, S. A study of the thermal, dynamic mechanical, and tribological properties of polyphenylene sulphide composites reinforced with carbon nanofibres. Tribol. Lett. 2007, 25, 237–245. [Google Scholar] [CrossRef]
- Zhang, G.; Wang, F.; Li, J.; Chen, G.; Chen, L. The effect of splicing shape and interval length on the failure mode of laminated composites under tensile condition. In Proceedings of the International Conference on Frontiers of Manufacturing and Design Science (ICFMD2010), Chongqing, China, 11–12 December 2010; pp. 2922–2925. [Google Scholar]
- Zhang, G.; Wang, F.; Li, J.; Chen, G.; Chen, L. Study on the mechanical performance of glass fibre 2D woven fabric laminated composites with different splicing shape and interval length. In Proceedings of the International Conference on Mechanical Engineering and Green Manufacturing (MEGM) 2010, Xiangtan, China, 19–22 November 2010; pp. 1845–1849. [Google Scholar]
- Wang, B.Y.; He, B.; Wang, Z.W.; Qi, S.L.; Zhang, D.J.; Tian, G.F.; Wu, D.Z. Enhanced Impact Properties of Hybrid Composites Reinforced by Carbon Fibre and Polyimide Fibre. Polymers 2021, 13, 2599. [Google Scholar] [CrossRef]
- Xian, Y.; Ma, D.J.; Wang, C.C.; Wang, G.; Smith, L.; Cheng, H.T. Characterization and Research on Mechanical Properties of Bamboo Plastic Composites. Polymers 2018, 10, 814. [Google Scholar] [CrossRef]
- Pesapane, A.; Snively, C.M.; Ikeda, R.M.; Chase, D.B.; Rabolt, J.F. Dynamic Infrared Study of Polyphenylene Sulfide Using Planar Array Infrared Spectroscopy. Appl. Spectrosc. 2008, 62, 1124–1128. [Google Scholar] [CrossRef] [PubMed]
- Zuo, P.Y.; Tcharkhtchi, A.; Shirinbayan, M.; Fitoussi, J.; Bakir, F. Multiscale physicochemical characterization of a short glass fibre-reinforced polyphenylene sulphide composite under aging and its thermo-oxidative mechanism. Polym. Adv. Technol. 2019, 30, 584–597. [Google Scholar] [CrossRef]
- Xing, J.; Deng, B.Y.; Liu, Q.S. Preparation and Thermal Properties of Polyphenylene Sulfide/Organic Montmorillonite Composites. Fibres Polym. 2014, 15, 1685–1693. [Google Scholar] [CrossRef]
- Zhang, D.; Yao, H.; Zhou, D.; Dai, L.; Zhang, J.; Yuan, S. Synthesis, characteristics and adsorption properties of polyphenylene sulphide based strong acid ion exchange fibre. Polym. Adv. Technol. 2014, 25, 1590–1595. [Google Scholar] [CrossRef]
- Schafer, J.; Stolyarov, O.; Ali, R.; Greb, C.; Seide, G.; Gries, T. Process-structure relationship of carbon/polyphenylene sulphide commingled hybrid yarns used for thermoplastic composites. J. Ind. Text. 2016, 45, 1661–1673. [Google Scholar] [CrossRef]
- Sultanov, V.I.; Atrazhev, V.V.; Dmitriev, D.V.; Burlatsky, S.F. Molecular dynamics simulation of chains mobility in polyethylene crystal. J. Exp. Theor. Phys. Lett. 2013, 98, 294–297. [Google Scholar] [CrossRef][Green Version]
- Yang, R.; Su, Z.T.; Wang, S.; Zhao, Y.F.; Shi, J. Crystallization and mechanical properties of polyphenylene sulphide/multiwalled carbon nanotube composites. J. Thermoplast. Compos. Mater. 2018, 31, 1545–1560. [Google Scholar] [CrossRef]
- Conteh, M.A.; Nsofor, E.C. Composite flywheel material design for high-speed energy storage. J. Appl. Res. Technol. 2016, 14, 184–190. [Google Scholar] [CrossRef]
- Kurdanova, Z.I.; Shakhmurzova, K.T.; Baikaziev, A.E.; Mamkhegov, R.M.; Zhansitov, A.A.; Khashirova, S.Y. On Synthesis of Polyphenylene Sulfide and Copolymers Based on It by Reaction of Non-Equilibrium Polycondensation. ChemChemTech 2019, 62, 4–14. [Google Scholar] [CrossRef]
- Park, H.; Lee, M.-C.; Nishi, K.; Wakida, T. Effect of Washing and Subsequent Heat Treatment on Water Repellency and Mechanical Properties of Nylon 6, Triacetate and Silk Fabrics Treated with Hydrocarbon Resins. Text. Color. Finish. 2008, 20, 87–91. [Google Scholar] [CrossRef]
- Vieille, B.; Aucher, J.; Taleb, L. Influence of temperature on the behavior of carbon fibre fabrics reinforced PPS laminates. Mater. Sci. Eng. A 2009, 517, 51–60. [Google Scholar] [CrossRef]
- Zhang, R.C.; Li, R.; Lu, A.; Jin, Z.J.; Liu, B.Q.; Xu, Z.B. The glass transition temperature of poly(phenylene sulphide) with various crystallinities. Polym. Int. 2013, 62, 449–453. [Google Scholar] [CrossRef]
- Batista, N.L.; Anagnostopoulos, K.; Botelho, E.C.; Kim, H. Influence of crystallinity on interlaminar fracture toughness and impact properties of polyphenylene sulfide/carbon fiber laminates. Eng. Fail. Anal. 2021, 119, 104976. [Google Scholar] [CrossRef]
- Di, X.J.; Fang, L.; Lin, Q.F.; Zhang, T.; Zhou, X.D. Synthesis and characterization of silane-grafted polyphenylene sulphide. High Perform. Polym. 2014, 26, 97–105. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| P0F6 | P2F4 | P4F2 | P6F0 | |
|---|---|---|---|---|
| Inflexion point temperature (°C) | 115 ± 1 | 116 ± 1 | 112 ± 2 | 116 ± 1 |
| Tg (°C) | 102 ± 2 | 100 ± 1 | 100 ± 1 | 102 ± 1 |
| Bending Standard Score | Impact Standard Score | Total Standard Score | |
|---|---|---|---|
| P6F0 | −1.1354 | 1.1486 | 0.0132 |
| P4F2 | 0.4001 | 0.4938 | 0.8939 |
| P2F4 | −0.4324 | −0.6132 | −1.0456 |
| P0F6 | 1.1677 | −1.0295 | 0.1382 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Z.; Sun, L.; Zhu, C.; Tian, W.; Shao, L.; Feng, X.; Huang, K. Effect of Polyphenylene Sulphide Particles and Films on the Properties of Polyphenylene Sulphide Composites. Materials 2022, 15, 7616. https://doi.org/10.3390/ma15217616
Sun Z, Sun L, Zhu C, Tian W, Shao L, Feng X, Huang K. Effect of Polyphenylene Sulphide Particles and Films on the Properties of Polyphenylene Sulphide Composites. Materials. 2022; 15(21):7616. https://doi.org/10.3390/ma15217616
Chicago/Turabian StyleSun, Zeyu, Li Sun, Chengyan Zhu, Wei Tian, Lingda Shao, Xuhuang Feng, and Kunzhen Huang. 2022. "Effect of Polyphenylene Sulphide Particles and Films on the Properties of Polyphenylene Sulphide Composites" Materials 15, no. 21: 7616. https://doi.org/10.3390/ma15217616
APA StyleSun, Z., Sun, L., Zhu, C., Tian, W., Shao, L., Feng, X., & Huang, K. (2022). Effect of Polyphenylene Sulphide Particles and Films on the Properties of Polyphenylene Sulphide Composites. Materials, 15(21), 7616. https://doi.org/10.3390/ma15217616